Экструзионные линии
Линии для производства профилей
Линии для производства труб
Компания «РУСМИР инжиниринг» предлагает широкий выбор экструзионных линий для производства труб из ПВХ, ПП и ПЭ различного диаметра.
Применение в современном мире полимерных труб достаточно велико и разнообразно. Обладающие уникальными характеристиками и физико-техническими параметрами, они устойчивы к образованию коррозии, экологически безопасны, имеют малый вес, что значительно облегчает процесс транспортировки и монтажа. Экструзионные линии ПВХ, цена которых зависит от комплектации, самое востребованное и надежное оборудование для экструзии пластмасс.
Мы предлагаем экструзионные линии, изготовленные ведущим производителем профессионального экструзионного оборудования — компанией «MIKROSAN». Исключительное качество и надежность этого оборудования обусловлено тщательным контролем, производимым на всех этапах сборки. Оборудование отвечает всем высоким требованиям качества и безопасности, которые предъявляются к данным устройствам.
Экструзионные линии ПВХ (цена указана в каталоге) выполняют ряд сложных и многоэтапных процессов, при которых полимерное сырье под воздействием высоких температур размягчается и под давлением нагнетается в формующую часть. Экструзионная линия ПВХ, цена которой зависит от комплектации, производит качественную и надежную продукцию. В зависимости от формы в выходном канале получаются многокамерные профили ПВХ, подоконники, трубы ПВХ, вагонка, плинтусы или другие профильные или погонажные изделия.
Есть вопросы? Напишите нам:Мы не только реализуем качественное и надежное оборудование, но и осуществляем комплексное, полное обслуживание, наладку и ввод в эксплуатацию экструзионных линий для производства труб и профилей. Наши квалифицированные специалисты-эксперты выполнят полный и тщательный проект линии, осуществят все необходимые работы по наладке и запуску линии. При необходимости мы можем заменить части или полностью устаревшее, а также вышедшее из строя оборудование.
Предлагаемые нами экструзионные линии для производства труб и профилей – это надежное и проверенное оборудование, используя которое, вы, несомненно, увеличите объемы изготавливаемой продукции и, разумеется, повысите размер доходов. С предлагаемой нами высококачественной техникой можно успешно и быстро наладить производство товаров для вашего бизнеса.
Состав экструзионной линии | PROMOKNA.RU
Экструзионное оборудование: состав, устройство, принцип работы
Экструзионная линия для производства профилей из жесткого ПВХ состоит из экструдера и оборудования даунстрима (от англ. down stream — вниз по течению), куда входит калибрационный стол, тянущее устройство, блок отрезной пилы и приемный стол.
Экструдер — самая сложная и дорогостоящая составляющая экструзионной линии. Экструдер состоит из следующих основных частей: загрузочного бункера 1, дозирующего шнека 2, рабочей пары шнеки — цилиндр 3, электронагревателей 4, главного редуктора 5, пульта управления 6.
Сырье (гранулированная или порошкообразная композиция ПВХ) подается в приемный бункер, откуда при помощи дозирующего шнека поступает в рабочий цилиндр и захватывается шнеками. Цилиндр нагревается при помощи электрических нагревателей, которые установлены на его поверхности. Шнеки перемещают материал к выходу из экструдера, при этом ПВХ пластифицируется, переходя под действием температуры в состояние расплава. Под давлением расплав продавливается через формующие щели инструмента, приобретая начальную форму и сечение. Калибрационный стол состоит из следующих основных частей: сварной рамы 1, платформы для крепления калибраторов 2, системы распределения вакуума 3, системы распределения охлаждающей воды 4, водокольцевого 5, вакуумных 6,7 насосов и пульта управления 8.
Расплав, имеющий начальную форму требуемого профиля, попадает в калибраторы, где присасывается вакуумом к формующим поверхностям инструмента и охлаждается постоянно циркулирующей по внутренним каналам инструмента водой.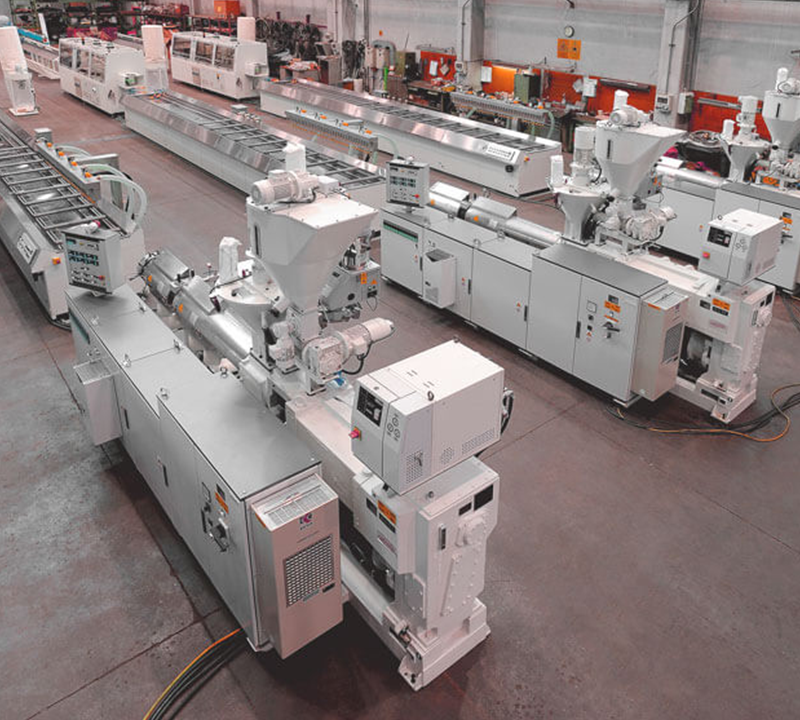
Тянущее устройство состоит из двух независимых гусениц 1 с укрепленными на них траками или лентой, мотор редукторов 2, пульта управления 3
Профиль протягивается через калибраторы при помощи тянущего устройства. Блок отрезной пилы состоит из станины 1, передвижного стола 2, дисковой пилы 3 и защитного кожуха 4 и предназначен для нарезки профиля на отрезки заданной длины.
Приемный стол предназначен для приемы и сбора отрезанных кусков профиля. Состоит из сварной рамы 1 и сбрасывателя 2
Рынок производителей экструзионного оборудования достаточно велик. К сожалению на территории бывшего СССР пока нет предприятий, производящих профильные линии для переработки ПВХ хорошего качества. Хотя нужно отметить, что в этой области ведутся активные разработки.
Не будем учитывать производителей оборудования из США и Канады, так как здесь играет значительную роль стоимость доставки и различные характеристики электрических сетей.
В последнее время активно продвигают свою продукцию на рынке экструзионного оборудования азиатские и турецкие производители, но технические характеристики и качество изготовления этого оборудования оставляет желать лучшего.
Большое количество компаний, производящих экструзионные линии находится в Западной Европе. Здесь есть и огромные концерны, производящие весь спектр оборудования для переработки пластмасс, и небольшие предприятия, которые производят только экструзионные линии. Существуют компании, производящие комплектные экструзионные линии, а есть и такие, которые производят только экструдеры или даунстрим.
Большинство европейских производителей экструзионных линий сконцентрировалось в основном в трех странах: Германии, Австрии и Италии
Экструзионные линии
На сегодняшний день наиболее распространенным в применении материалом является полимерный материал. Однако для того чтобы сделать из полимера какую либо вещь или деталь, придать ему определенную форму необходимо использование специального оборудования. Таким оборудованием сегодня является комплекс устройств, которые имеют общее название экструзионная линия.
По сути, процесс экструзии представляет собой такое действие, посредством которого происходит так называемое выдавливание материала в необходимую форму. Весь комплекс оборудования, входящий в экструзионную линию, отвечает за полное и безостановочное обрабатывание материала в конечный продукт. Рассмотрим наиболее важные части экструзионной линии и их принцип работы.
Весь комплекс оборудования, входящий в экструзионную линию, отвечает за полное и безостановочное обрабатывание материала в конечный продукт. Рассмотрим наиболее важные части экструзионной линии и их принцип работы.
Основное оборудование экструзионной линии
Самым непосредственно выполняющим процесс экструзии элемент, который является самым главным в линии, является экструдер. Данная часть линии производит переработку начального сырья в конечный продукт. Примером таких продуктов могут быть, скажем, гофрированные трубы из полипропилена, масса различных специальных деталей из разного материала, даже в пищевой промышленности именно посредством работы данного устройства происходит процесс изготовления макарон, хлопьев и другой продукции, которая имеет определенную форму. Так же данный аппарат успешно используется в изготовлении сухих гранулированных смесей.
Экструдер выполняет работу непрерывно, и метод его действия основан на продавливании массы сквозь специально подобранные под ту или иную форму, отверстия.
Устройство и конструкция экструзионной линии
Экструдер является самым технологически сложным аппаратом во всей экструзионной линии и стоимость его превышает стоимость остальной установки. Основными рабочими элементами экструдера являются специальный бункер для приемки сырья, из шнеков, которые являются своего рода дозаторами, так же в конструкцию экструдера, точнее в его корпус включены элементы, которые являются нагревательными, винты и поршни. Все остальные элементы являются дополнительными и несут основной ответственности за готовое изделие.
Важным является то, что вся экструзионная линия является полностью автоматической и управление данным оборудованием происходит посредством задания определенной рабочей программы. Линия полностью оснащена такими элементами, как контроллеры и датчики, которые производят контроль над всем производственным процессом, а так же следят за уровнем температуры, давления и других необходимых параметрах. Специальная система вовремя даст понять, что необходима дозагрузка исходного материала, либо машина не выполняла работу впустую.
Линия полностью оснащена такими элементами, как контроллеры и датчики, которые производят контроль над всем производственным процессом, а так же следят за уровнем температуры, давления и других необходимых параметрах. Специальная система вовремя даст понять, что необходима дозагрузка исходного материала, либо машина не выполняла работу впустую.
Так же в линию для проведения экструзии входит такой элемент, который носит английское название даунстрим. Данный элемент имеет нечто схожее с конвейерной установкой, которая включает в себя стол для калибровки изделия, протягивающее устройство, которое подает изделие для обрезки специальной пилой, и наконец, упаковочный стол.
Метод экструзии является на сегодняшний день наиболее распространенным способом изготовления всевозможных материалов и деталей из полипропилена, так же посредством экструзионной линии изготавливается алюминиевый профиль, который стал в наше время очень востребованным для использования в строительстве и на различных производствах. Именно поэтому использование в производстве экструзионной линии стало практически повсеместным.
Именно поэтому использование в производстве экструзионной линии стало практически повсеместным.
Экструзионные линии для кабеля
Экструзионные линии предназначены для изготовления силовых и контрольных кабелей с медными и алюминиевыми жилами в пластмассовой изоляции и оболочке. Экструдирование, т.е. «выдавливание» (от лат. «экструзио») — метод, позволяет нанести расплав материала через формующее устройство непосредственно на жилу.
Многолетний опыт производства и разработок кабельного оборудования гарантирует клиенту, обратившемуся в AYMAK MAKINE, получение комплексного современного решения требуемых технических задач производства кабельно-проводниковой продукции.
Обеспечение четкого соответствия технического решения по экструзионному оборудованию требованиям заказчика строится также на возможностях производства компании AYMAK MAKINE. Это широкий спектр производимых экструдеров (по размеру, по перерабатываемому материалу, пр.), экструзионных голов, отдающих, приемных, тяговых устройств, накопителей, прочих узлов линий.
Экструзионные линии (вариативность):
| Диаметр продукта min-max (мм) | От 2 – до 150 (точный диапазон зависит от размера экструдера) |
| Материал шнека/цилиндра | 34CrNiAl7, азотация |
| Линии работают с широким спектром изоляционных материалов: | (в зависимости от требований заказчика)
|
| Потребление пластиката (кг/ч) | До 1200 (в зависимости от размера экструдера) |
| Скорость экструзионной линии (м/мин) | До 1500 (в зависимости от требований заказчика) |
Компания AYMAK MAKINE (Турция) использует пневматические, механические, электрические компоненты исключительно ведущих Европейских брендов, таких как:
- Siemens
- Schneider
- Festo
- Parker
- Emerson
- FAG
- SKF
- NSK
Экструзионная линия AEXT 45-24D +AEXT 35-24D
Экструзионная линия AEXT 60-24D +AEXT 35-24D
Экструзионная линия AEXT 90-24D +AEXT 45-24D
Экструзионная линия AEXT 120-24D +AEXT 60-24D
Описание экструзионной линии на примере линии EXT 2200/120/320| VFMSPB.
 RU
RU
Назначение экструзионной линии
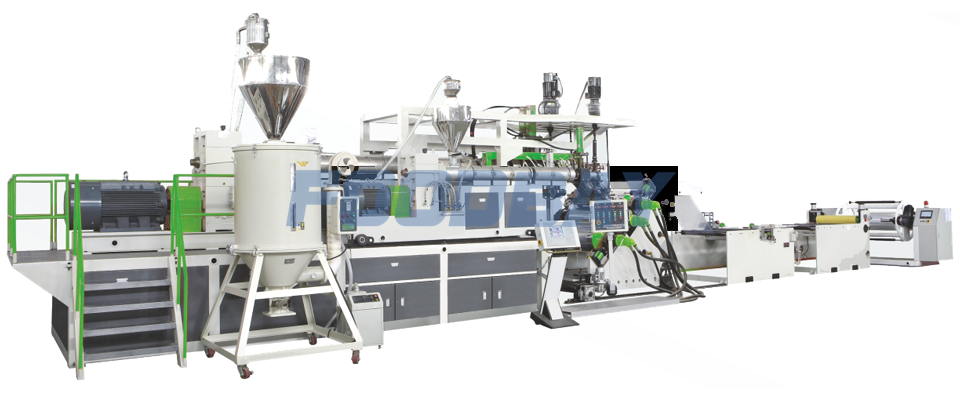
Экструзионная линия EXT 2200/120/320 предназначена для изготовления листов из ПНД, ПВД, АБС, ПС, ПП, ПЭТ и других термопластичных полимеров методом экструзии (выдавливания) расплавленной пластмассы через формующий инструмент, каландрования (точной калибровки по толщине, придания заданных прочностных свойств и необходимой чистоты поверхности), непрерывной обрезки краев в процессе движения материала (с целью получения листа заданной ширины), и периодической отрезки листов заданной длины.
Состав линии
В состав линии EXT 2200/120/320, (см. Рис.1) входят: шнековый (винтовой) экструдер (1), загрузочный бункер (2), фильтр очистки массы (3),
формующий инструмент — щелевая головка (4), калибровочное устройство-каландр (5), роликовый транспортер-рольганг (6), вытяжное устройство (7),
устройство отрезки листа (9) и централизованный пульт управления (ЦПУ) (8).
Исходный материал представляет собой дозированную смесь гранул сырья и суперконцентрата красителя или дробленых отходов предыдущего производства.
Материал засыпается в загрузочный бункер, откуда поступает в экструдер (рис. 2).
Подробное описание технологии экструзии(Рис. 2 и Рис. 1)
Экструдер
ЭКСТРУДЕР предназначен для размягчения (пластификации) исходного материала.
Принцип устройства экструдера(Рис. 2)
Рабочим органом экструдера является вращающийся винт-шнек(1), диаметром 120мм., установленный в отверстие гильзы(2). Вращение шнека с заданной скоростью обеспечивается управляемым приводом. Привод вращения шнека экструдера образован управляемым электродвигателем(3) и редуктором(4).
Вал электродвигателя и входной вал редуктора, а также выходной вал редуктора и хвостовик шнека,
соединены между собой муфтами(5), имеющими упругий элемент для сглаживания колебаний нагрузки на привод, возникающей вследствие
разницы давления материала по длине шнека.
Задание скорости вращения шнека производится с пульта управления привода(9).
Питание экструдера
Питание экструдера осуществляется блоком питания(7), на верхней панели кожуха которого установлена кнопка экстренного выключения питания в случае возникновения аварийной ситуации.
Установка экструдера(крепление)
Все рабочие органы экструдера размещены на станине(15). При этом, гильза(2) неподвижно закреплена на опорах станины, электродвигатель(3) и редуктор(4) зафиксированы болтами. Хвостовик шнека(1) установлен в подшипниковую опору(6):, фланец корпуса которой жестко соединен винтами с концевым фланцем гильзы(2).
Подача материала
Вращаясь, шнек(1) захватывает материал из загрузочного бункера(Рис.1 (2)) и подает через гильзу(2) и фильтр(Рис.1 (3)) в щелевую головку(Рис.1 (4)). В процессе подачи в гильзе(2) производится постепенный нагрев материала
до требуемой температуры.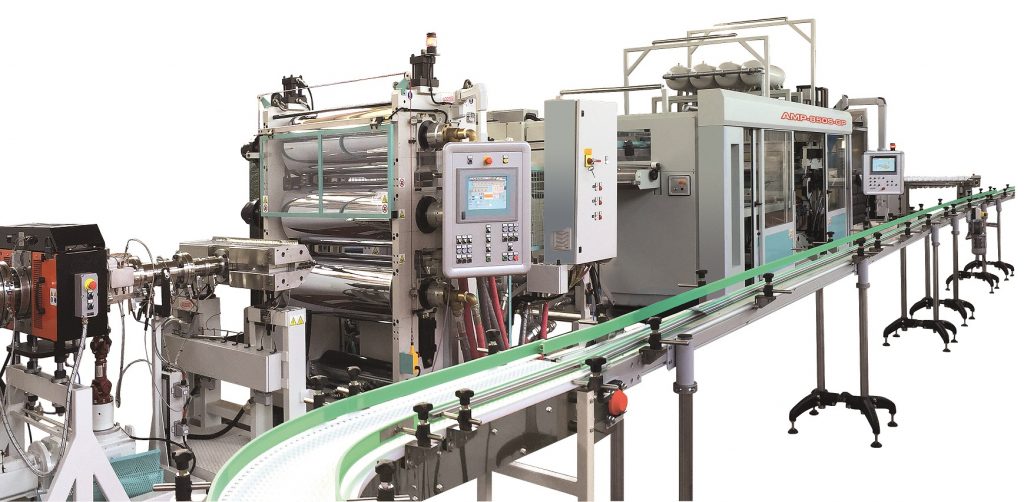
Устройство нагрева
Устройство нагрева исходного материала(13) представляет собой набор нагревательных элементов — спиралей, облегающих наружную
поверхность гильзы(2) по всей ее длине, соединенных параллельно, и образующими 6 зон регулируемого нагрева.
Зоны с 1-ой по 6-ую расположены в направлении от загрузочного бункера(Рис.1 (2)) к щелевой головке(Рис.1 (4)).
Общее количество элементов — 19.
Температура нагрева в каждой зоне задается собственным регулятором-измерителем(10) и фиксируется собственным датчиком (термопарой).
Система задания температурного режима экструдера включает в себя 6 регуляторов — измерителей ТРМ1, которые расположены на станине(15).
На ЦПУ имеется индикаторная панель, содержащая пояснительную схему компоновки системы нагрева и выдающую всю необходимую для оценки состояния
процесса информацию.
Каждая зона нагрева защищена кожухом(14).
Кроме того, в качестве дополнительного устройства стабилизации температуры, каждая зона оснащена вентилятором.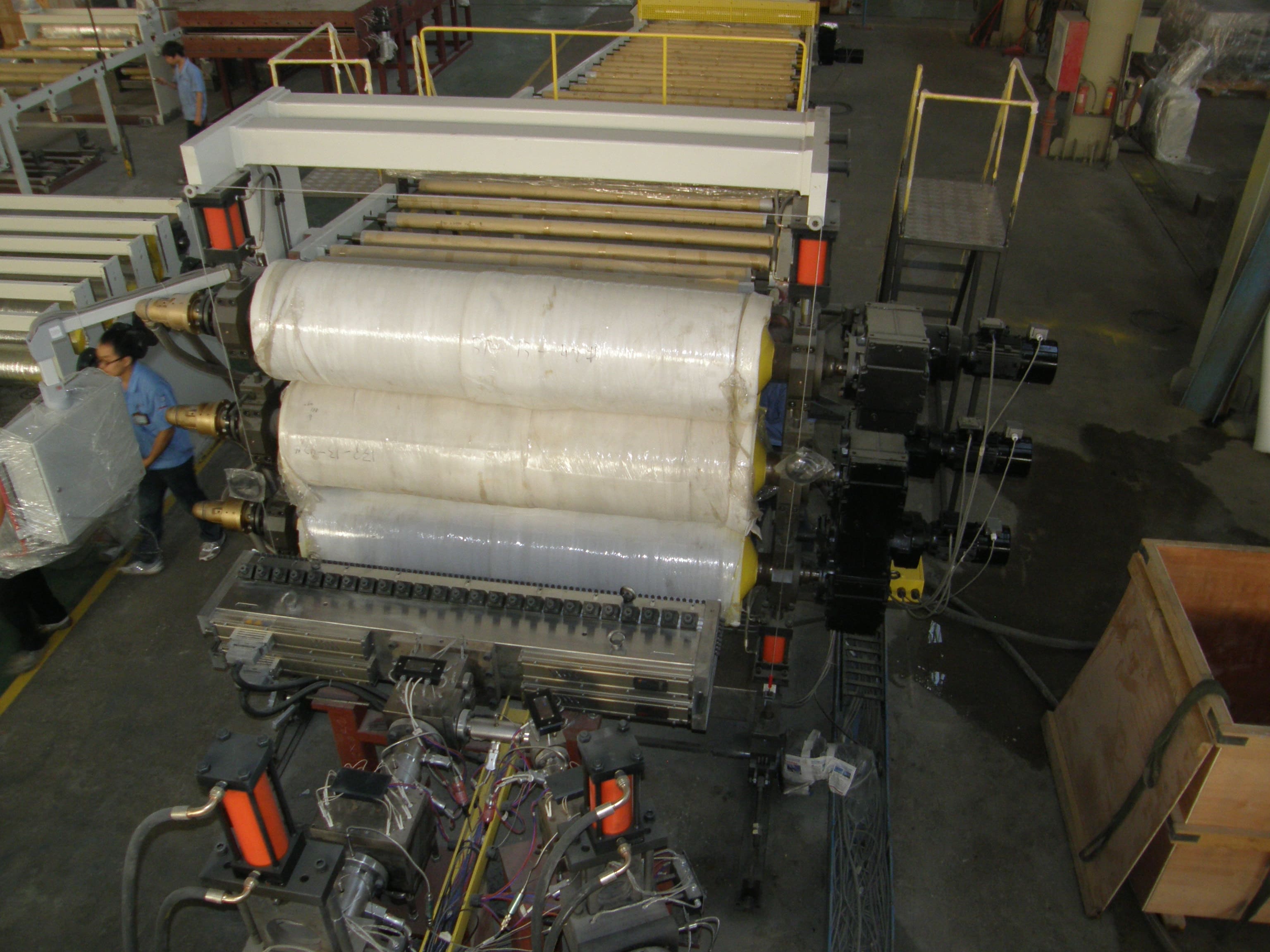 Включение вентиляторов
производится при необходимости.
Последовательность повышения температуры нагрева от зоны 1 к зоне 6 обеспечивает необходимую для формования пластификацию материала.
Включение вентиляторов
производится при необходимости.
Последовательность повышения температуры нагрева от зоны 1 к зоне 6 обеспечивает необходимую для формования пластификацию материала.
При подаче, материал оказывает сопротивление движению, в результате чего в гильзе создается значительное давление на стенки и шнек.
Следствием этого является то, что шнек в процессе работы испытывает большие осевые нагрузки. Для восприятия этих нагрузок в опоре шнека
установлен упорный подшипник(6). Подшипниковая опора(6) образована радиальным подшипником, осуществляющим центровку
шнека и воспринимающим радиальную нагрузку, и упорным подшипником, воспринимающим осевую нагрузку.
Подшипники установлены и закреплены в собственном корпусе.
Для устранения опасности заклинивания шнека в случае попадания инородных (непластмассовых) предметов внутрь шнековой машины, конструкция шнека
EXT 2200/120/320 предусматривает постоянную глубину витка. Создание давления в зоне сжатия обеспечивается уменьшением шага винта.
ФИЛЬТР
ФИЛЬТР предназначен для воспрепятствования попадания в щелевую головку инородных тел и, в процессе работы, подлежит периодической очистке. Фильтр расположен между экструдером и щелевой головкой (см. Рис.1) и установлен в корпусе, образованном двумя фланцами, один из которых присоединен к гильзе, а другой к щелевой головке. На фильтр прикрепляется сетка.
ЩЕЛЕВАЯ ГОЛОВКА
ЩЕЛЕВАЯ ГОЛОВКА установлена на выходе экструдера и состоит из верхней и нижней части, которые неподвижно соединены между собой болтами и, в сборе, закреплены на станине.
В щелевой головке происходит формование пластичного материала в непрерывную ленту. Необходимым условием качественного и безотказного формования является температурный режим. Щелевая головка имеет собственную систему задания и контроля температурного режима, которая включает в себя совокупность нагревательных элементов, регуляторов-измерителей
и датчиков температуры. В качестве нагревательных элементов используются трубчатые электронагреватели (ТЭНы). Производится независимый нагрев верхней и нижней частей щелевой
головки, верхней и нижней кромок на выходе формуемого материала (губок).
Производится независимый нагрев верхней и нижней частей щелевой
головки, верхней и нижней кромок на выходе формуемого материала (губок).
Количество нагревательных элементов верхней части — 22, нижней части — 14.
Количество зон управляемого нагрева в верхней части — 10, в нижней части -6.
Подогрев губок производится отдельными ТЭНами (температура не задается, но регулируется). Задание температуры нагрева производится для каждой зоны.
В качестве устройств задания используются 10 регуляторов-измерителей ТРМ1 (на Рис. 2 устройство 10) и 1 восьмиканальный регулятор-изменритель
ТРМ-138 (на Рис. 2 устройство 11). В каждой зоне нагрева установлен собственный датчик температуры (термопара).
Температурный режим работы экструдера и щелевой головки является основным параметром технологии, устанавливается в результате тщательной отработки для каждого вида изделий,
и требует постоянного и внимательного наблюдения. Наблюдение за работой системы проводится по показаниям на индикаторной панели, которая расположена на ЦПУ(8).
КАЛАНДР
КАЛАНДР расположен последовательно после щелевой головки и представляет собой механическую систему из трех валов (1-3), последовательно расположенных в вертикальной плоскости. При этом валы образуют две пары (верхний — средний и средний — нижний), в которых каждый из валов вращается в противоположном направлении.
Все исполнительные устройства и механизмы каландра размещены на станине, имеющей возможность перемещения относительно экструдера и фиксации на определенном расстоянии от
щелевой головки. Расстояние между щелевой головкой и каландром определяется в процессе отработки технологии данной продукции и фиксируется установочными винтами.
Каландр образован Валами, диаметром 320 мм. каждый, установленных в подшипниковых опорах, связанных со станиной. При этом опоры вала неподвижны,
а опоры валов имеют возможность перемещения по направляющим станины и фиксации, с помощью винтов, относительно вала на определенном расстоянии.
Скорость вращения валов каландра задается управляющим устройством-инвертором с Пульта.
Каландр имеет собственную систему стабилизации температурного режима. Теплоносителем является специальная жидкость (эмульсия),которая непрерывно циркулирует внутри
валов. Эмульсия заливается в расширительный бак до необходимого уровня. В баке эмульсия разогревается. Нагревательные элементы закреплены в крышке бака,
там же установлен датчик температуры. Средством подачи жидкости в систему является центробежный насос. Кроме того, в системе имеется радиатор, необходимый для охлаждения жидкости. Управление температурой осуществляется терморегулятором, который расположен на станине экструдера.
На выходе каландра, на станине, закреплено устройство продольной обрезки краев материала. На штанге, симметрично, с двух сторон установлены обрезные ножи и прижимы.
В работе ножи должны быть надежно зафиксированы на штанге (гайками, с двух сторон). Материал протягивается между верхним и средним, затем между средним и нижним валами с заданной скоростью, в результате чего приобретает требуемую прочность,
гладкость и равнотолщинность, необходимую толщину и ширину ленты.
РОЛЬГАНГ
РОЛЬГАНГ (роликовый транспортер) размещен на станине и представляет собой комплект роликов, закрепленных с возможностью их свободного вращения. Продукция в виде непрерывной ленты заданной толщины и ширины перемещается по транспортеру под воздействием вытяжного устройства и продолжает охлаждаться.
Вытяжное устройство образовано парой обрезиненных валов, которые синхронно вращаются в противоположном направлении, обеспечивая подачу
полимерной ленты к устройству обрезки. Скорость валов регулируется иныерторным регулятором частоты.
Устройство резки производит отрезку готовых листов от экструдируемого полотна.
Всё об основном оборудовании экструзионной линии
Экструзионная линия – это комплекс устройств, которые предназначены для придания сырью, детали или вещи определенной формы, а также лучших технических и эксплуатационных свойств.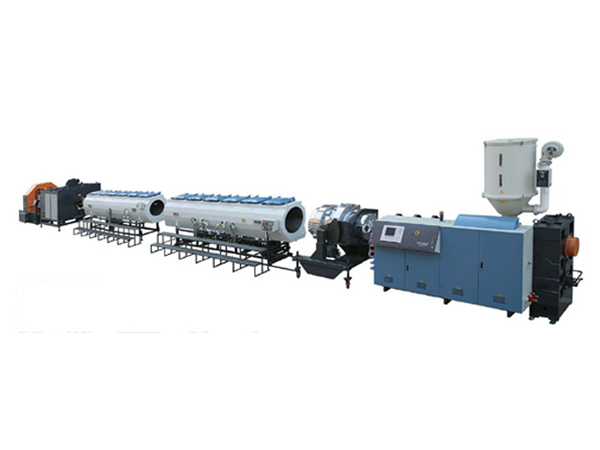 Происходит выдавливание материала в нужную форму, преобразование в конечный продукт.
Происходит выдавливание материала в нужную форму, преобразование в конечный продукт.
Экструзионная линия и её основные компоненты
1. Экструдер – это главный компонент линии, самый технологически сложный аппарат. Непосредственно он выполняет процесс экструзии. Именно здесь происходит переработка начального сырья в конечный продукт. Это может быть полипропилен, гофрированные трубы, комбикорма, макароны, хлопья и любой другой тип продукции.
Экструзионные линии для производства свою работу выполняют непрерывно – масса продавливается сквозь отверстия определенной формы. А форма изделия зависит от используемых насадок – при потребности последние меняются.
Основные рабочие компоненты экструдера:
- бункер для приема сырья;
- шнеки;
- нагревательные элементы;
- поршни;
- винты;
- датчики и контроллеры;
-
многие другие дополнительные компоненты.


Экструзионные линии для производства являются автоматическими. Человек должен только задать соответствующую программу. А контроль за всеми производственными процессами (давление, температура и т.д.) осуществляют специальные датчики. Если будет нужна дозагрузка сырья, то система даст оповещение – это помогает в том случае, чтобы аппарат не простаивал.
2. Даунстрим – это еще один важный компонент для проведения экструзии, который своим внешним видом напоминает конвейер. В конвейерную установку включен стол для калибровки, протягивающая лента и упаковочный стол.
Считается наиболее популярным методом производства всевозможных деталей и материалов. Цена на данное устройство в компании «Алмаз» находится на приемлемом уровне для большинства потенциальных клиентов. Именно по этой причина эксплуатации экструдера в нынешних реалиях стала практически повсеместной. «Алмаз» предлагает широкий выбор готовых экструзионных линий для производства различной продукции.
Список статей
Статьи
Технология производства ржаных хлебцев Многие современные люди отдают предпочтение правильному питанию и тщательно следят за своей фигурой. Хорошим подспорьем в борьбе с лишним весом является полный или частичный отказ от хлеба и хлебобулочных изделий, имеющих в своем составе глютен и его производные. Хорошей альтернативой ему являются низкокалорийные хлебцы. Они богаты полезной клетчаткой, а также витаминами и микроэлементами сохранять которые позволяет технология их производства. | Экструдер по производству снеков: особенности
Наше детство невозможно представить без чипсов, подушечек сладеньких, сухариков, снеков с приправкой. Мы-то уже получаем готовый продукт в фасованных пакетиках с яркими иллюстрациями и не задумываемся о том, как же они были сделаны. | Производство комбикорма Рачительные хозяева закупают для своих питомцев именно комбинированные корма, приготовление которых не занимает много времени. Таким образом, производство комбикорма – это достаточно выгодный современный бизнес. |
 Поговорим сейчас о технологическом производстве снеков.
Поговорим сейчас о технологическом производстве снеков.Вакансий по указанному критерию не найдено. Попробуйте поменять настройки фильтра или начните поиск с вашего города или региона.
Array ( [0] => Array ( [post_title] => Что делать, если устал: 5 способов сделать свою работу приятнее [post_content] =>На работе обычный человек, который не является ни родственником Рокфеллера, ни им самим, проводит большую часть своей жизни.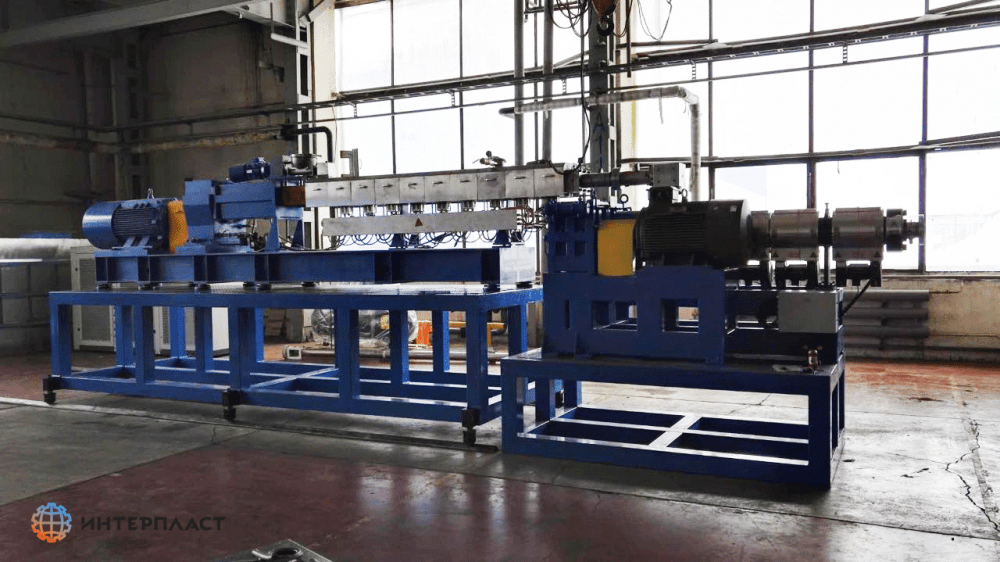 И даже если работа эта не требует постоянного нахождения в офисе, рано или поздно наступает критическая точка, когда накатывает усталость, опускаются руки и очень остро встает вопрос: а в чем, собственно, заключается смысл моей деятельности и что она приносит лично для меня?
И даже если работа эта не требует постоянного нахождения в офисе, рано или поздно наступает критическая точка, когда накатывает усталость, опускаются руки и очень остро встает вопрос: а в чем, собственно, заключается смысл моей деятельности и что она приносит лично для меня?
Это именно тот случай, когда избитая фраза «Не в деньгах счастье» обретает вполне реальные очертания. И пусть тот, с кем такого никогда не случалось, первым бросит в меня камень.
Так что же теперь делать? Бросить все и начать сначала? Или все-таки найти какое-то иное, менее радикальное решение? На мой взгляд, это вполне возможно, если только несколько изменить свой подход к означенному вопросу.
Я не есть моя работа
Итак, предположим, вы пишете статью (или выполняете какую-то иную работу) и предлагаете ее заказчику. Вы работали и день, и ночь, и еще день. А в перерывах вы размышляли над сутью проблемы, рылись в интернете и даже (только представьте!) в печатных изданиях. И вот наступил дедлайн. Нажата кнопка, письмо отправлено.
Нажата кнопка, письмо отправлено.
Но ответа нет. И день нет, и три нет. Вы пишете заказчику. И наконец, получаете короткую отписку: «Ваша работа не подходит». Что вы делаете? Скорей всего, первая мысль, которая приходит вам в голову: «Я плохой специалист».
Это не оно! Возможно, вы не идеальны. Но суть не в этом. У заказчика есть сотни других причин отказать вам: не тот стиль изложения, не та концепция или задание вообще утратило актуальность. Не каждый готов потратить свое время на то, чтобы все это вам объяснить.
Что делать?
Найти применение своей работе, если это возможно, и перестать клеймить себя. У всех есть куда развиваться. Но это вовсе не значит, что уже сейчас вы не представляете собой ценность.
Я ценю результаты своего труда
Вы нашли заказчика. Или вам поручили решение какой-то интересной задачи, в которой вы хорошо разбираетесь. И задают вполне резонный вопрос: «Сколько это стоит?».
Я знаю множество людей, которые пугаются этого вопроса так, как будто их попросили продемонстрировать личного скелета в шкафу. Почему? Да потому что большинство из нас склонно сомневаться в собственной компетентности. К сожалению, чаще это происходит именно с теми, кто действительно является спецом.
Почему? Да потому что большинство из нас склонно сомневаться в собственной компетентности. К сожалению, чаще это происходит именно с теми, кто действительно является спецом.
Что делать?
Никогда не должно быть стыдно оценить себя по достоинству. То есть назвать именно ту сумму, которой вы заслуживаете. Как это сделать? Изучить рынок и предложения от специалистов вашего уровня (ведь в глубине души вы его все равно знаете) и сложить цену.
Если в вас заинтересованы, никто никуда убегать не будет. Просто заказчик либо согласится на ваши условия, либо предложит более приемлемую для себя сумму. И тогда решение будете принимать вы.
Я имею право на отдых
Вы увлечены работой? Вы работаете быстро и со вкусом? Вы ответственны? Прекрасные качества! Ваш начальник или заказчик непременно оценит это и… нагрузит вас по максимуму.
В какой-то момент вы почувствуете, что в баке закончился бензин, и начнете снижать скорость. Либо вообще остановитесь. И, поверьте, никто вас толкать не будет. Вокруг достаточно желающих впрячься в вашу телегу. А вот вам потребуется отдых. И, возможно, выход из затяжной депрессии, которая обычно сопровождает хроническое переутомление.
Вокруг достаточно желающих впрячься в вашу телегу. А вот вам потребуется отдых. И, возможно, выход из затяжной депрессии, которая обычно сопровождает хроническое переутомление.
Что делать?
Учиться тормозить вовремя. А лучше – планировать свой день, оставляя в нем, пусть небольшие, но приятные «карманы» для отдыха. Кофе или чай, музыка в наушниках, несколько минут с закрытыми глазами, а если это возможно – небольшая прогулка в обеденный перерыв… Усталость снимет, и мир вокруг станет намного добрее. Работа в таком настроении значительно продуктивнее.
Моя работа имеет смысл
Что я даю этому миру? Да, вопрос достаточно избитый, и в нем много патетики, но в той или иной форме он посещает очень многих. Деньги перестали радовать? Представляете, и такое возможно. Когда все, что ты делаешь, кажется мелким и незначительным.
Что делать?
Одна стилист всегда рекомендовала своим клиенткам отойти от зеркала на пять шагов. Хороший совет в любой ситуации.
Большое видится на расстоянии. Каждый из нас выполняет работу, которая часто является лишь пазлом в одной огромной мозаике. Отойдите на пять шагов и посмотрите, действительно ли эта мозаика будет цельной и законченной, если вашего кусочка в ней не будет? Вы увидите, что нет.
Я оставляю свой рюкзак
В какой-то театральной студии был принцип, который звучал так: «Всегда нужно оставлять рюкзак за порогом». Это действительно очень важно – оставить груз проблем там, где их предстоит решать. Дом должен быть вашим убежищем, местом, где позволительно отдохнуть и забыть о рабочих неурядицах.
И даже если вы работаете дома, постарайтесь, покидая свое рабочее место, оставить там ваши чертежи, заготовки для будущих статей и прочее, и прочее. Время пить чай, есть пирожные и дарить свое тепло и внимание близким.
Что делать?
Включайте воображение. Вполне можно визуализировать процесс. Закройте глаза и представьте портфель или рюкзак, в который вы складываете листы с вашими планами, рисунками, набросками, свой ежедневник, калькулятор, список дел и прочее. Закройте его поплотнее. И оставьте на своем рабочем месте. Идти домой без такого груза будет намного легче.
Закройте его поплотнее. И оставьте на своем рабочем месте. Идти домой без такого груза будет намного легче.
Ну а если ваше состояние стало хроническим, быть может, стоит подумать, действительно ли ваши сомнения вызваны усталостью и рутинной работой или вам пора менять род деятельности. Учиться не страшно и никогда не поздно. Быть может, работа вашей мечты уже ждет вас, и вам остается лишь сделать пару решительных шагов.
[guid] => https://jobius.com.ua/news/?p=88114 [photo] => https://jobius.com.ua/news/wp-content/uploads/2020/08/ja-ne-est-moja-rabota-1.jpg [post_name] => chto-delat-esli-ustal-5-sposobov-sdelat-svoju-rabotu-prijatnee ) [1] => Array ( [post_title] => Пассивный доход в сетевом бизнесе — это реальность? [post_content] =>Сетевики зазывают новичков тем, что говорят о пассивном доходе, то есть не делаешь ничего, а денежки каждый день приваливают сами по себе. Именно так человек и слышит, когда говорят о пассивном доходе.
Именно так человек и слышит, когда говорят о пассивном доходе.
Пассивный — это же от слова «ничего не делать»?
- На самом деле не существует никакого пассивного дохода, если у человека не построена самостоятельная, самодостаточная структура, которая приносит ему ежемесячный стабильный доход.
- Но и сам человек при этом не сидит на месте, а делает хотя бы минимум, чтобы поддерживать достойный уровень.
- Ему все равно приходится привлекать новых людей, учить новичков, контролировать процесс.
- Не говоря уже о тех, кто еще не построил структуру, находится в самом начале пути.
- Тут пассивность вообще не приветствуется, ибо человек всего лишь месяц не поработал, а уже у него нет никакого дохода.
Получается, что пассивный доход — это миф, так как простой ведет к обнулению или резкому падению доходов, о чем говорят практически все сетевики.
Как правильно работает сетевой маркетинг
Никто не видит, чтобы сетевик преспокойно сидел себе дома и ничем не занимался. И это реальность, в которую приходится поверить. Так что придется оставить вопрос о пассивном доходе, если не построена многоступенчатая, расширенная, разветвленная структура, которая работает без перебоев постоянно, регулярно, а не разваливается после того, как лидер этой структуры решил отдохнуть полгодика.
И это реальность, в которую приходится поверить. Так что придется оставить вопрос о пассивном доходе, если не построена многоступенчатая, расширенная, разветвленная структура, которая работает без перебоев постоянно, регулярно, а не разваливается после того, как лидер этой структуры решил отдохнуть полгодика.
Поэтому, если лидер еще не имеет такой структуры, ему придется работать во сто раз больше и активнее, иначе придется распрощаться с теми доходами, что у него есть. Но об этом не говорят новичкам или же говорят неправильно, отчего новичок начинает просто ждать, когда деньги сами придут, поработал немного — и довольно. Вообще люди пассивны сами по себе, поэтому и хотят, чтобы текла вода под лежачий камень. И поражаются, почему такого не происходит.
Однако это не значит, что не надо пробовать, пытаться построить стабильную и приносящую действительно пассивный доход структуру, если есть запал, желание и возможности.
Но не надеяться, что после полугода интенсивной работы можно будет сложить ручки, так как ручки лидеры сложили поначалу, но когда все идет наперекосяк, приходится справляться с вызовами времени.
Кстати, есть и другие способы обрести пассивный доход, но это уже другая история, и она тоже не связана с ничегонеделанием и ожиданием, когда деньги с неба посыпятся. Так что дерзать, но не надеяться на безделье.
[guid] => https://jobius.com.ua/news/?p=88108 [photo] => https://jobius.com.ua/news/wp-content/uploads/2020/08/passivnyj-dohod-v-setevom-biznese-2.jpg [post_name] => passivnyj-dohod-v-setevom-biznese-jeto-realnost ) [2] => Array ( [post_title] => 5 ошибок новичка, приводящих к эксплуатации его на работе [post_content] =>Первые дни и недели на новой работе – время волнительное. Особенно если это ваша первая работа. Вы отчаянно стараетесь показать себя в лучшем свете перед начальником, понравиться коллегам и заявить о себе как о квалифицированном специалисте.
И, конечно, не отказываетесь от всевозможных поручений, которые вам дают старшие товарищи или шеф. В результате через месяц-другой вы с ужасом обнаруживаете, что круг ваших обязанностей расширился неимоверно, а зарплата при этом больше не стала.
В результате через месяц-другой вы с ужасом обнаруживаете, что круг ваших обязанностей расширился неимоверно, а зарплата при этом больше не стала.
Пять классических ошибок новичка, которые приводят к подобному сценарию:
Мелкие поручения
Полить офисный кактус, сбегать в магазин за какой-нибудь мелочью, заменить воду в кулере – это несложно. Но безропотно брать на себя исполнение всех мелких поручений в офисе не стоит. Иначе вскоре окажется, что это – ваша обязанность. И при виде закончившейся в кулере воды ваш коллега не примет меры сам, а будет гневно требовать, чтобы вы немедленно отправились решать эту проблему, бросив все дела. Вам действительно хочется стать порученцем всего коллектива?
Что делать?
Убедитесь, что мелкие обязанности справедливо распределены между всеми сотрудниками. И время от времени отказывайтесь выполнять подобные поручения: пусть сегодня воду в кулере меняет кто-нибудь другой. Помните: вы не единственный сотрудник в офисе и вовсе не обязаны быть слугой для своих коллег.
Готовность брать на себя неприятные обязанности
Выйти в ночную смену, дежурить в выходные или праздники, отправиться добровольцем на скучное мероприятие. Эти дела нужны и важны для работы, но плохо, если их постоянно спихивают на вас. Безропотно соглашаясь с таким положением дел, вы вскоре не будете иметь ни одного спокойного выходного, а ваш рабочий день увеличится чуть ли ни вдвое. Зарплата при этом, разумеется, останется прежней. Так какой смысл стараться?
Что делать?
Установить очередь на дежурства, в том числе и в праздничные дни. Если нужно, распечатать график и повесить на стену. Главное, чтобы все сотрудники были вовлечены в систему дежурств на равных условиях. Тогда и сидеть на работе в праздник будет не так обидно.
Широкая помощь коллегам
Вы мастерски обращаетесь с принтером, а ваша пожилая коллега боится даже близко подойти к этому страшному агрегату. Вы легко и непринужденно рисуете реалистичные портреты в Adobe Photoshop, а ваш коллега еле-еле выцарапывает загогулины в Paint. Вы сделали отчет за два часа, а ваш сосед уже четвертый час умирает перед монитором, и понятно, что сидеть ему так до завтрашнего вечера.
Вы сделали отчет за два часа, а ваш сосед уже четвертый час умирает перед монитором, и понятно, что сидеть ему так до завтрашнего вечера.
Как не помочь коллеге? Тем более что ваша помощь сопровождается восторженным «Ой, как здорово у тебя получается!». Вы польщены и искренне уверены в том, что приобретаете любовь и уважение коллег. На самом деле вы просто бесплатно выполняете чужую работу. Восхищение коллег вскоре сойдет на нет, вашей помощи будут уже не просить, а требовать. И, разумеется, ваша зарплата не увеличится, даже если вы выполняете работу за весь офис. Так зачем вам это надо?
Что делать?
Подсказать коллеге, как решить задачу – это святое, но выполнять за него работу необязательно. Отговоритесь занятостью либо заключите взаимовыгодное соглашение с коллегой (например, вы быстро закончите за него отчет, а коллега подежурит вместо вас в выходные). Но ни в коем случае не позволяйте себя эксплуатировать.
Бескорыстие
Шеф просит вас выполнить несложную дополнительную работу за небольшое вознаграждение. Вы с блеском выполняете задачу, но от денег смущенно отказываетесь. Это же мелочь, ерунда, вам было несложно, за что тут платить?
Вы с блеском выполняете задачу, но от денег смущенно отказываетесь. Это же мелочь, ерунда, вам было несложно, за что тут платить?
Или ваша зарплата задерживается, потому что у фирмы сейчас трудные времена. Как не помочь? Такое бескорыстие, по вашему мнению. Демонстрирует ваше уважение к начальнику и преданность фирме. На самом деле вы просто соглашаетесь работать бесплатно. Отныне можете забыть о премиях, а вашу зарплату будут всячески урезать. Зачем платить вам больше, если вы уже согласились усердно трудиться за копейки?
Что делать?
Вы пришли на работу, чтобы зарабатывать деньги, и имеете полное право получать достойное вознаграждение за ваш труд. Конечно, не стоит требовать оплаты за каждую мелочь, но если «мелочей» становится слишком много – откажитесь либо поставьте вопрос о денежном вознаграждении.
Услуги друзьям шефа
Ваш начальник просит вас (неофициально, разумеется) помочь его старому другу. Бесплатно сделать визитки, вычитать текст или сделать еще что-то в том же духе. Несложно, да и отказать начальству трудно. Но если подобных просьб становится слишком много, задумайтесь: не работаете ли вы бесплатно на друзей шефа, ничего за это не получая?
Несложно, да и отказать начальству трудно. Но если подобных просьб становится слишком много, задумайтесь: не работаете ли вы бесплатно на друзей шефа, ничего за это не получая?
Что делать?
Вежливо сообщите шефу, что трудиться на его друзей бесплатно вы не намерены. Либо он достойно оплачивает ваши труды, либо «золотая рыбка» в вашем лице прекращает исполнение желаний.
Достойно поставить себя на новой работе – сложная задача, но результат того стоит. Всегда защищайте свои интересы и требуйте справедливой оплаты за свой труд. И тогда пребывание в офисе станет для вас легким и комфортным.
Удачной работы!
[guid] => https://jobius.com.ua/news/?p=88101 [photo] => https://jobius.com.ua/news/wp-content/uploads/2020/08/neprijatnye-objazannosti.jpg [post_name] => 5-oshibok-novichka-privodjashhih-k-jekspluatacii-ego-na-rabote ) [3] => Array ( [post_title] => Опыт клиента в почтовом маркетинге: советы по каждому этапу воронки продаж [post_content] =>Наиболее распространенная цель использования почтового маркетинга — не просто отправка контента, а перспектива продаж. Однако сегодня потребители гораздо более требовательны и осведомлены о рекламной деятельности. Поэтому уже недостаточно привлекать их скидками или промо-акциями, необходимо создать лучший опыт взаимодействия с вашим брендом.
Однако сегодня потребители гораздо более требовательны и осведомлены о рекламной деятельности. Поэтому уже недостаточно привлекать их скидками или промо-акциями, необходимо создать лучший опыт взаимодействия с вашим брендом.
Опыт клиента
Опыт клиента — ключевой элемент, который решает, останется ли клиент с вами в будущем. В него входит весь опыт контакта клиента с вашим брендом. Этот опыт состоит не только из рекламных сообщений, но и из всех возможных взаимодействий на разных уровнях и в разных точках контакта.
Вы должны знать, что всякий раз, когда клиент встречает упоминания о вашей компании, в нем рождаются эмоции. Это определяет его восприятие бренда. Одноразовый неудачный опыт может заставить покупателя негативно воспринимать весь бренд. Если вы хотите построить ценные отношения, позаботьтесь об этом на каждом этапе общения с клиентом.
Из каких этапов состоит общение с клиентом?
Существует четыре основных этапа, которые соответствуют классической воронке продаж, а именно:
— открытие бренда;
— обзор доступных опций, первый интерес к товару;
— решение о покупке;
— послепродажное обслуживание, удержание клиентов и повторная продажа.
Открытие
Представьте себе следующую ситуацию. У клиента есть явная потребность — он ищет хороший лазерный принтер, но не знает, какой выбрать. Прежде чем принять решение о покупке, он ищет информацию в Интернете.
Вы управляете магазином электроники. На данный момент вы можете повлиять на его решение.
Каким образом? Создавая контент, который отвечает его потребностям. В этом случае это могут быть обзоры лучших лазерных принтеров, подбор оборудования к конкретным потребностям (например, офисный или домашний принтер) или руководство о том, как работать с определенными типами принтеров, чтобы они работали как можно дольше.
Если получатель получает ценный и полезный контент, а также связывает их с вашим брендом — это огромный плюс.
Почтовый маркетинг
Помните, что реакция на бренд может быть хорошей, но короткой. Поэтому уже на этом этапе старайтесь держать читателя дольше. Вы можете сделать это с помощью рассылки.
Предложите подписку на вашу рассылку в обмен на любые преимущества — например, скидку в вашем магазине. Однако не заблуждайтесь, что после первого посещения вы получите волну заказов — не все готовы взаимодействовать с брендом сразу после знакомства. Поэтому используйте возможности объединения разных каналов.
Однако не заблуждайтесь, что после первого посещения вы получите волну заказов — не все готовы взаимодействовать с брендом сразу после знакомства. Поэтому используйте возможности объединения разных каналов.
Вы можете сделать это, применив ремаркетинг к людям, которые ранее посещали сайт. Можно использовать рекламу на Facebook, которая является еще одним методом привлечения клиентов. Что показывать в таких объявлениях? Например, сравнение различных моделей аналогичных товаров, информация о скидках или промокодах.
Первый интерес
После того, как клиент сделал первый шаг, стоит поддержать его интерес, отправив приветственное письмо.
- В рассылках удивляйте своих подписчиков и старайтесь их заинтересовать.
- Хорошим примером будет создать серию однодневных акций.
- Получатель с большей вероятностью будет открывать электронные письма, когда ему будет интересно, что бренд предложит ему на следующий день.
Не забудьте подчеркнуть свою готовность помочь и поддержать на каждом этапе общения с клиентом, будь то по почте или на сайте.
- Чтобы превзойти ожидания и возможные вопросы будущих клиентов, заранее подготовьте ответы на распространенные вопросы и предложите с ними ознакомиться.
- Если вы предлагаете пользователю установить приложение — разместите подсказки на каждом этапе его использования.

Объединяйте разные каналы связи. Например, если клиент является членом вашего клуба лояльности, помимо отправки ему электронного письма с текущей рекламной акцией, также отправьте ему SMS, чтобы он не пропустил это сообщение.
Чем лучше ваш пользователь знает продукт, тем больше вероятность, что он совершит покупку. В своих решениях он руководствуется не только рекламой и ценой, но и мнениями, размещаемыми в сети. И в этой области у вас есть шанс оставить положительный опыт, активно отвечая на вопросы пользователей о вашем бренде, поддерживая его советами или просто принимая критику. Получатели ценят надежные компании.
Не переусердствуйте с «бомбардировкой» рекламы, потому что вы можете столкнуться с явлением «баннерной слепоты». Это означает, что получатели уже автоматически игнорируют элементы на странице, которые выглядят как объявления.
Это означает, что получатели уже автоматически игнорируют элементы на странице, которые выглядят как объявления.
Решение о покупке
Момент, когда покупатель решает купить ваш продукт, чрезвычайно важен для формирования его положительного опыта работы с брендом. Любая недоработка может снизить его уверенность, и ее сложно восстановить позднее.
На этом этапе вы должны убедиться, что процесс покупки проходит гладко и что клиент чувствует себя в безопасности на каждом этапе транзакции. В этом вам помогут транзакционные электронные письма, содержащие самую необходимую информацию о заказе. Также полезно отправить благодарственное письмо за доверие и выбор вашей компании.
Хорошим примером является бренд Adidas. В транзакционном электронном письме, помимо информации о продукте и состоянии заказа, вы найдете наиболее часто задаваемые вопросы (предвидя любые сомнения клиентов), рекомендуемые дополнительные продукты или контактные данные, чтобы клиент мог получить поддержку в любое время.
Послепродажная деятельность
Чтобы дольше сохранять положительный опыт работы с клиентом, стоит поддерживать с ним связь даже после совершения покупок.
Каким образом? Например, через несколько дней после покупки отправьте электронное письмо клиенту с просьбой оценить покупку и сам опыт взаимодействия с магазином.
Чтобы дать клиенту еще больше положительных эмоций, вы можете дать ему некоторую награду в виде скидки или купона на небольшую сумму за заполнение опроса или оценку бренда.
[guid] => https://jobius.com.ua/news/?p=88093 [photo] => https://jobius.com.ua/news/wp-content/uploads/2020/08/opyt-klienta-v-pochtovom-marketinge.jpg [post_name] => opyt-klienta-v-pochtovom-marketinge-sovety-po-kazhdomu-jetapu-voronki-prodazh ) [4] => Array ( [post_title] => Какими будут технологии ближайшего десятилетия? [post_content] =>Давайте попробуем пофантазировать о том, какие изменения произойдут в нашей жизни в ближайшем десятилетии. Разумеется, определенные технологии прочно закрепятся в ней, а также появятся новые.
Разумеется, определенные технологии прочно закрепятся в ней, а также появятся новые.
Попытаемся спрогнозировать наиболее вероятные варианты развития событий на этот год, а может и на грядущее десятилетие. Что ж, приступим.
Возможный прорыв в технологиях
Электромобили
Этот пункт самый очевидный из всех. Электромобили продолжат отвоевывать себе место под солнцем не только за счет растущего спроса среди пользователей, но и благодаря государственной поддержке. Распространение технологии и усиление конкуренции в отрасли приведет к удешевлению устройств.
Таким образом, можно с большой долей вероятности предположить, что ближайшее десятилетие пройдет под знаком повышения доступности электромобилей. Тем не менее, инфраструктура пока еще развита недостаточно: зарядные станции являются скорее диковинкой, нежели обыденностью, что негативно сказывается на уровне продаж. Решение этих проблем позволит ускорить развитие рынка электромобилей.
Повсеместное использование роботов, их совершенствование
Тут сразу на ум приходят печальные произведения различных писателей-фантастов, но давайте думать в более позитивном ключе. Роботы будут крайне полезны в быту и производстве, где могут спасти не одну сотню жизней или просто избавить людей от монотонного изматывающего труда. И этот процесс уже начался.
Роботы будут крайне полезны в быту и производстве, где могут спасти не одну сотню жизней или просто избавить людей от монотонного изматывающего труда. И этот процесс уже начался.
Но встает вопрос: что же будет с людьми, которые в результате повсеместного внедрения роботов лишатся своих рабочих мест? Решение может найтись в базовом доходе, который в качестве эксперимента практикуется в развитых странах. Те, кого не устроит такой пассивный доход, смогут попробовать себя в других областях деятельности.
С домашней работой будут помогать справляться роботы-помощники, которые станут логичным развитием роботов-пылесосов и прочей подобной техники. Все сферы нашей жизни станут автоматизированы.
Технологии умного дома
Техника с каждым годом умнеет, это факт. На сегодняшний день рынок представлен всевозможными датчиками температуры и влажности воздуха, термостатами, способными автоматически поддерживать необходимую температуру воздуха в помещении, умными замками, в том числе оснащенными сканерами отпечатка пальца.
На сегодняшний день есть лишь одна проблема ¬– совместимость всех этих устройств. В ближайшие годы не исключено создание единого стандарта для умных домов, который позволит сделать все эти гаджеты совместимыми друг с другом.
Нейронные сети
Пожалуй, самый главный прорыв прошлого десятилетия. Искусственный интеллект в дальнейшем только ускорит свое развитие. Разумеется, прогнозировать апокалипсис мы не хотим, надеемся, что люди будут достаточно благоразумны, чтобы не обратить эту перспективную технологию в зло. Что же мы получим от развития ИИ? Произойдет повышение качества и разнообразия контента, а также появятся новые направления в искусстве.
Уже сейчас нейронные сети делают первые шаги в написании музыки и создании картин. Здесь, кстати, возникает проблема авторских прав. Пока что неясно, кому же они принадлежат: машине или же написавшему код программисту?
Этот вопрос и предстоит решить в ближайшее время. Нейросети найдут свое применение и в более «приземленных» сферах жизни. Потенциальные экономические риски могут быть обнаружены с помощью технологий машинного обучения, а распознавание лиц даст возможность быстро находить преступников.
Потенциальные экономические риски могут быть обнаружены с помощью технологий машинного обучения, а распознавание лиц даст возможность быстро находить преступников.
В то же время, человечество может столкнуться с полным отсутствием тайны личной жизни. Никому не захочется жить в атмосфере полного контроля, как в худших мирах-антиутопиях. В общем, тема интересная и захватывающая.
Беспилотные автомобили
Развитие ИИ приведет и к прорыву в этой сфере. Беспилотные автомобили можно встретить на дорогах уже сейчас. Для их правильной работы необходимо большое количество датчиков и соответствующее ПО. К сожалению, огрехов в работе этих автомобилей пока что предостаточно. Статистику ДТП не стоит анализировать, поскольку таких автомобилей на дорогах совсем мало, но что технология еще сыра и нуждается в доработке – очевидно.
В будущем может быть создана специальная инфраструктура: например, опасные участки дорог можно оснастить датчиками, с которыми беспилотники будут обмениваться данными точно так же, как и с другими автомобилями. В целом же, беспилотные автомобили обладают огромным потенциалом как в сфере грузовых, так и пассажирских перевозок, так что не сомневайтесь, в ближайшее время новостей из этой отрасли будет более чем достаточно.
В целом же, беспилотные автомобили обладают огромным потенциалом как в сфере грузовых, так и пассажирских перевозок, так что не сомневайтесь, в ближайшее время новостей из этой отрасли будет более чем достаточно.
Летательные беспилотники
Надо полагать, что дроны перейдут из категории игрушек и развлечений с сугубо профессиональную сферу. Уже сейчас запуск БПЛА сопряжен с множеством трудностей: от регистрации воздухоплавательного аппарата до получения разрешения на полет, что отбивает охоту у простых пользователей запускать дроны ради развлечения. Зато они найдут свое применение у журналистов, операторов, видоеблогеров. Кроме того, дроны – удобное средство доставки мелких грузов.
В последнее время возникла идея создания летающего такси на основе беспилотника. Если разработки в этой сфере продолжатся, вероятно, в ближайшие 10 лет мир увидит промышленные образцы таких девайсов.
Цифровые валюты
По большому счету, мы уже движемся к переходу на полностью цифровую валюту, оплачивая покупки в магазинах пластиковыми картами, а то и бесконтактно с помощью смартфонов с NFC. Тут как раз кстати пришелся blockchain, на основе которого в перспективе и будет строиться цифровая валюта. Разумеется, бумажные деньги не исчезнут в одночасье, но уменьшение наличности в наших кошельках с течением времени уже ни у кого не вызывает сомнений.
Редактирование генома
В середине 2010-х годов возникла технология CRISPR, дальнейшее развитие которой в теории поможет избавиться от заболеваний, передающихся по наследству. Наиболее упрощенно эту технологию можно представить так: из цепочки ДНК удаляется ген, способствующий развитию заболевания, а на его место внедряется здоровая копия из парной хромосомы. Проводить эту операцию необходимо на стадии эмбриона. Также данная технология может найти применение для борьбы с потенциально болезнетворными бактериями. Так что новое десятилетие готовит нам развитие геномной медицины, которая сейчас еще только зарождается.
Говорить о безопасности и надежности таких процедур можно будет только после многочисленных исследований и клинических испытаний, однако уже сейчас перед учеными встают вопросы этики, ведь в теории с помощью редактирования генома можно изменить, например, внешность. Ведутся споры о корректности вмешательства в задуманное природой, не говоря уже о безопасности подобных операций.
Интернет тела
Достаточно новое веяние в медицине, возникшее совсем недавно. Понятие аналогично Интернету вещей, которое уже прочно вошло в обиход. Подход подразумевает использование умных имплантантов, которые будут составлять единую экосистему в организме пациента.
Сделает ли это нас киборгами? В ближайшие годы такой вариант маловероятен, но что будет через 50 лет? Сейчас все это не более чем теория, поскольку отсутствует как соответствующая техническая база, так и юридическое регулирование подобных устройств. Будем ждать новостей.
Повседневная жизнь
Помимо проникновения роботов во все сферы жизни, о которой говорилось выше, произойдут еще несколько изменений:
- Стриминговые сервисы прочно войдут в нашу жизнь, а количество пиратского контента сократится;
- Носимые гаджеты наподобие смарт-часов прибавят в функциональности;
- Увеличится количество приложений, использующих нейронные сети. Это касается, в первую очередь, софта для обработки изображений и видео, создания медиаконтента.
Широкий спектр производственных приложений требует оборудования для экструзии пластмасс, и Arlington Machinery является надежным источником инновационных высококачественных решений для обработки. Предлагая отремонтированные продукты и приобретая бывшее в употреблении экструзионное оборудование, мы предоставляем вам инструменты, необходимые для производства сложных поперечных сечений и индивидуальных конечных продуктов, даже из хрупких и хрупких материалов, что дает вам максимальную отдачу от ваших инвестиций и эффективность, которая увеличивает вашу нижнюю часть линия.
Высококачественные экструзионные машины для пластика для различных областей применения
Линии экструзии пластмасс для промышленного производства спроектированы так, чтобы продавливать пластик через фильеру, которая настраивается в соответствии с конкретными требованиями к конечной форме вашего предприятия. В Arlington мы поставляем одно- и двухшнековые экструдеры, экструдеры для моноволокна и пенопласта, а также высокотехнологичные новые и бывшие в употреблении экструзионные линии для пластика, чтобы помочь вам получить именно тот продукт, который необходим для повышения производительности вашего производственного процесса.
С Arlington Machinery вы получите доступ к впечатляющему выбору инновационных экструзионных линий и опций оборудования, в том числе:
- Экструзионное оборудование для пластиковых листов : Экструзионные машины для пластиковых листов работают для непрерывного производства непрерывных профилей пластиковых пленок и экструдированных листов, что обеспечивает быстрое и безопасное производство.
- Линии экструзии под заказ : Мы предлагаем все, от линий экструзии труб и профилей до инновационных линий экструдеров по индивидуальному заказу, чтобы создать идеальное решение для максимального повышения эффективности вашей работы.
- Экструдеры для экструзии с раздувом пленки : Разработанные для производства пластиковых пленок, экструзия пленки с раздувом заключается в экструзии расплавленного полимера через специальную головку для формирования плоской пленки для различных применений.
- Экструзионное оборудование для литья с твердым покрытием : Подобно выдувной пленке, экструзионное оборудование для литой пленки укладывает тонкие слои пластика на различные материалы, включая ленту, картон и бумагу.
- Оборудование для производства труб и профилей : Эти экструдеры идеально подходят для эффективного формования трубопроводов из ПВХ и полиэтилена высокой плотности и позволяют создавать все, от жестких строительных труб до окон, дверей и сайдинга.
- Системы регенерации / компаундирования : Высококачественное оборудование для регенерации / компаундирования от Arlington перерабатывает пластмассовый материал для повышения прочности или обеспечения дополнительных физических свойств, таких как добавление цвета.
Узнайте больше о наших передовых решениях для экструзионных линий сегодня
Когда вы ищете оборудование и экструзионные линии для промышленного производства, вам нужна гарантия инноваций, качества и высокой эффективности — именно это вы найдете с продуктами Arlington Machinery.Если вы хотите продать бывшее в употреблении экструзионное оборудование или приобрести отремонтированный продукт для своего предприятия, позвоните нам или запросите расценки сегодня, чтобы узнать больше о том, что мы предлагаем.
линий для экструзионных машин — Экструзионные машины AMUT
Экструзионные линии спроектированы и построены собственными силами на заводах Amut в Италии. У них есть все инженерные возможности для производства всех винтов и цилиндров с собственными азотирующими установками для их закалки.С винтами от 25 мм до 200 мм они могут изменять коэффициент LD для получения наиболее полного диапазона, позволяющего обрабатывать все известные полимеры.
У них есть собственный отдел проектирования систем управления, главный из которых базируется на Siemens, который обеспечивает лучшую удобную для пользователя операционную систему, поэтому они назвали ее «ПРОСТОЙ». Машины также имеют модемное соединение для удаленного доступа технических специалистов Amut по всему миру.
Подходящие материалы:
PVC, TPO, TPE, PP, TPU, EVA
PET, PS, PE, EVOH, HDPE, ABS
PMMA, EPS, PO, PC, TPR, PEX, PA
Подходящие приложения:
трубы, шланги, профили, пленки, листы
медицинские трубки, патроны для ружей, рамы для картин WPC
, панели, гидроизоляционные мембраны.
Обзор возможностей экструзии Amut —
Применение экструзионных линий
Профили
Трубы и шланги
Пленки и листы
Экструзионная линия для термического разрушения профилей —
Многослойная экструзионная линия для производства нити для 3D-принтера на продажу
Нужно лить пластик? Тогда вперед! Купить линию для экструзии нитей для 3d принтера от Alibaba.com и начните раскрывать свой творческий потенциал в изготовлении пластмассовых изделий. Он предлагает линию для экструзии нитей для 3D-принтера от проверенных производителей и поставщиков как для личного, так и для промышленного использования. Линия для экструзии нити для 3D-принтера — это машины, творчески разработанные для производства непрерывных отрезков пластмассовых деталей из пластмассы определенного типа.Линия для экструзии нитей для 3D-принтера используется для создания ряда изделий, таких как пластиковые листы, стержни, нити и т. Д.Термопластические изделия этой категории в основном делятся на 3 класса — одношнековые, двух- или многошинтовые машины и трамбовочные машины. Линия для экструзии нитей для 3D-принтера обеспечивает специализированную переработку расплавленного пластика, который в конечном итоге превращается в тонкие пластиковые изделия. Они бывают разных размеров и размеров. Линия для экструзии нитей для 3d-принтера Mini также доступна на Alibaba.com по доступным ценам. Получите предложение прямо сейчас!
Линия для экструзии нити для 3D-принтера может быть стандартизирована или изготовлена по индивидуальному заказу.В любом случае некоторым особенностям машин уделяется особое внимание. Линия для экструзии нитей для 3D-принтера гарантирует оптимальную производительность и качество. Они экономят много времени и труда. Вы можете выбрать одну из широко распространенных сложных линий экструзии нити для 3D-принтера с уникальными функциями, доступными на рынке.
Грядущее поколение — это эпоха высокоразвитого и оснащенного оборудования. На сайте Alibaba.com имеется множество линий для экструзии нитей для 3D-принтеров , которые идеально соответствуют вашим требованиям.Как частные лица, так и оптовые торговцы всегда готовы удовлетворить все их личные и коммерческие потребности в покупках.
ЛИНИИ ЭКСТРУЗИИ | Марк Ливингстон
Простой экструзионный шнек для пластика
Конструкция шнека
В термопластическом шнеке есть пять возможных зон. Поскольку терминология не стандартизирована в отрасли, эти зоны могут относиться к другим названиям.Различные типы полимеров имеют разную конструкцию шнеков, некоторые из которых не включают все возможные зоны.
Большинство шнеков имеют эти три зоны:
- Зона подачи (также называемая зоной транспортировки твердых частиц): эта зона подает смолу в экструдер, и глубина канала обычно одинакова по всей зоне.
- Зона плавления (также называемая переходной зоной или зоной сжатия): большая часть полимера плавится в этой части, и глубина канала становится все меньше.
- Зона дозирования (также называемая зоной транспортировки расплава): в этой зоне плавятся последние частицы и смешиваются до однородной температуры и состава. Как и в зоне подачи, глубина канала постоянна по всей этой зоне.
Дополнительно вентилируемый (двухступенчатый) винт будет иметь:
- Зона декомпрессии. В этой зоне, примерно на две трети ниже шнека, канал внезапно становится глубже, что снижает давление и позволяет всасывать любые захваченные газы (влага, воздух, растворители или реагенты) с помощью вакуума.
- Вторая зона учета. Эта зона аналогична первой зоне измерения, но с большей глубиной канала. Он служит для повышения давления в расплаве, чтобы он смог преодолеть сопротивление экранов и матрицы.
Часто длина винта зависит от его диаметра как отношения L: D. Например, винт диаметром 6 дюймов (150 мм) при 24: 1 будет иметь длину 144 дюйма (12 футов), а при 32: 1 — 192 дюйма (16 футов) в длину. Отношение L: D 25: 1 является обычным явлением, но некоторые машины повышают его до 32: 1 для большего перемешивания и большей производительности при том же диаметре шнека.Двухступенчатые (вентилируемые) винты обычно имеют соотношение 36: 1 с учетом двух дополнительных зон.
Каждая зона оборудована одной или несколькими термопарами или RTD в стенке корпуса для контроля температуры. «Температурный профиль», то есть температура каждой зоны, очень важен для качества и характеристик конечного экструдата
Типичные экструзионные материалы
Типичные пластмассовые материалы, которые используются при экструзии, включают, но не ограничиваются ими: полиэтилен (PE) , Полипропилен, ацеталь, акрил, нейлон (полиамиды), полистирол, поливинилхлорид (ПВХ), акрилонитрилбутадиенстирол (ABS) и поликарбонат.
Типы штампов
Основная статья: Формование штампов (пластмассы)
Существует множество штампов, используемых при экструзии пластмасс. Несмотря на то, что между типами фильер и их сложностью могут быть значительные различия, все фильеры позволяют осуществлять непрерывную экструзию расплава полимера, в отличие от прерывистой обработки, такой как литье под давлением.
Экструзия пленки с раздувом
Экструзия пластиковой пленки с раздувом
Производство пластиковой пленки для таких продуктов, как пакеты для покупок и непрерывная пленка, осуществляется с использованием линии для производства пленки с раздувом.
Этот процесс аналогичен обычному процессу экструзии вплоть до штампа. В этом процессе используются три основных типа штампов: кольцевые (или крейцкопфные), крестовины и спиральные. Кольцевые фильеры являются самыми простыми и полагаются на то, что расплав полимера проходит по всему поперечному сечению фильеры перед выходом из фильеры; это может привести к неравномерному потоку. Матрицы Spider состоят из центральной оправки, прикрепленной к внешнему кольцу матрицы через ряд «ножек»; хотя поток более симметричен, чем в кольцевых фильерах, образуется ряд сварных линий, ослабляющих пленку.Спиральные матрицы устраняют проблему линий шва и асимметричного потока, но на сегодняшний день являются наиболее сложными.
Расплав немного охлаждают перед выходом из фильеры, чтобы получить слабую полутвердую трубку. Диаметр этой трубки быстро увеличивается за счет давления воздуха, и трубка тянется вверх роликами, растягивая пластик как в поперечном направлении, так и в направлении вытяжки. Вытягивание и выдувание делают пленку тоньше, чем экструдированная трубка, а также предпочтительно выравнивают молекулярные цепи полимера в направлении, в котором наблюдается наибольшая пластическая деформация.Если пленку вытягивают больше, чем выдувать (конечный диаметр трубы близок к диаметру экструдированной), молекулы полимера будут сильно выровнены по направлению вытяжки, создавая пленку, которая будет прочной в этом направлении, но слабой в поперечном направлении. . Пленка, диаметр которой значительно превышает диаметр экструдированного материала, будет иметь большую прочность в поперечном направлении, но меньшую в направлении вытяжки.
В случае полиэтилена и других полукристаллических полимеров, когда пленка охлаждается, она кристаллизуется на так называемой линии замерзания.По мере того, как пленка продолжает охлаждаться, ее протягивают через несколько комплектов прижимных роликов, чтобы сплющить ее в плоскую трубку, которую затем можно намотать или разрезать.
Экструзия листа / пленки
Экструзия листа / пленки используется для экструзии пластиковых листов или пленок, слишком толстых для выдувания. Используются два типа плашек: Т-образные и плечики. Назначение этих фильер — переориентировать и направлять поток полимерного расплава от единственного круглого выхода из экструдера к тонкому плоскому плоскому потоку.Оба типа фильер обеспечивают постоянный равномерный поток по всей площади поперечного сечения фильеры. Охлаждение обычно осуществляется путем протягивания через набор охлаждающих валков (каландровые или охлаждающие валки). При экструзии листов эти валки не только обеспечивают необходимое охлаждение, но также определяют толщину листа и текстуру поверхности. [7] Часто коэкструзия используется для нанесения одного или нескольких слоев поверх основного материала для получения определенных свойств, таких как поглощение УФ-излучения, текстура, сопротивление проникновению кислорода или отражение энергии.
Обычным процессом постэкструзии пластиковых листов является термоформование, при котором лист нагревают до мягкости (пластика) и формуют с помощью пресс-формы в новую форму. Когда используется вакуум, это часто называют вакуумным формованием. Ориентация (то есть способность / доступная плотность листа для вытягивания в форму, которая обычно может варьироваться по глубине от 1 до 36 дюймов) очень важна и сильно влияет на время цикла формования для большинства пластиков.
Экструзия трубок
Экструдированные трубы, такие как трубы из ПВХ, производятся с использованием штампов, очень похожих на экструзию пленки с раздувом.Положительное давление может быть приложено к внутренним полостям через штифт, или отрицательное давление может быть приложено к внешнему диаметру с помощью вакуумного калибратора для обеспечения правильных окончательных размеров. Дополнительные просветы или отверстия могут быть введены путем добавления соответствующих внутренних оправок в матрицу.
A Медицинская экструзионная линия Boston Matthews
Многослойные трубки также широко используются в автомобильной промышленности, водопроводной и отопительной промышленности, а также в упаковочной промышленности.
Экструзия поверх оболочки
Экструзия поверх оболочки позволяет наносить внешний слой пластмассы на существующий провод или кабель.Это типичный процесс изоляции проводов.
Существует два различных типа штампа, используемого для нанесения покрытия на проволоку, трубку (или оболочку) и давление. При изготовлении оболочки расплав полимера касается внутренней проволоки только непосредственно перед кромкой штампа. В инструментах, работающих под давлением, расплав контактирует с внутренней проволокой задолго до того, как достигнет кромки штампа; это делается под высоким давлением, чтобы обеспечить хорошее сцепление расплава. Если требуется плотный контакт или адгезия между новым слоем и существующей проволокой, используется инструмент для давления.Если адгезия нежелательна / необходима, вместо нее используется инструмент для изготовления кожухов.
Соэкструзия
Коэкструзия — это одновременная экструзия нескольких слоев материала. В этом типе экструзии используются два или более экструдеров для плавления и доставки постоянной объемной производительности различных вязких пластмасс к одной экструзионной головке (фильере), которая будет экструдировать материалы в желаемой форме. Эта технология используется в любом из описанных выше процессов (экструзионная экструзия, внешняя оболочка, трубки, листы).Толщина слоя регулируется относительными скоростями и размерами отдельных экструдеров, доставляющих материалы.
5: 5-слойная совместная экструзия косметической «прессованной» тубы
Во многих реальных сценариях один полимер не может удовлетворить все требования приложения. Экструзия компаундов позволяет экструдировать смешанный материал, но при совместной экструзии отдельные материалы сохраняются в виде разных слоев в экструдированном продукте, что позволяет надлежащим образом размещать материалы с различными свойствами, такими как проницаемость для кислорода, прочность, жесткость и износостойкость.
Экструзионное покрытие
Экструзионное покрытие — это использование процесса экструзии или литья пленки для нанесения дополнительного слоя на существующий рулон бумаги, фольги или пленки. Например, этот процесс можно использовать для улучшения характеристик бумаги, покрывая ее полиэтиленом, чтобы сделать ее более водостойкой. Экструдированный слой также можно использовать в качестве клея для соединения двух других материалов. Тетрапак — коммерческий пример этого процесса.
Экструзия компаундов
Экструзия компаундов — это процесс, при котором один или несколько полимеров смешиваются с добавками для получения пластиковых компаундов.Сырьем могут быть гранулы, порошок и / или жидкости, но продукт обычно находится в форме гранул для использования в других процессах формования пластмасс, таких как экструзия и литье под давлением. Как и в случае с традиционной экструзией, существует широкий диапазон размеров машин в зависимости от области применения и желаемой производительности. В то время как в традиционной экструзии можно использовать одно- или двухшнековые экструдеры, необходимость адекватного перемешивания при экструзии с компаундированием делает двухшнековые экструдеры практически обязательными.
Существует два подтипа двухшнековых экструдеров: вращающиеся в одном направлении и в противоположном направлении.Эта номенклатура относится к относительному направлению вращения каждого винта по сравнению с другим. В режиме совместного вращения оба винта вращаются либо по часовой стрелке, либо против часовой стрелки; при вращении против часовой стрелки один винт вращается по часовой стрелке, а другой — против часовой стрелки. Было показано, что для данной площади поперечного сечения и степени перекрытия (зацепления) осевая скорость и степень перемешивания выше в двойных экструдерах, вращающихся в одном направлении. Однако в экструдерах с противовращением давление выше.
Преимущества
Большим преимуществом экструзии является то, что профили, такие как трубы, можно изготавливать любой длины.Если материал достаточно гибкий, можно изготавливать трубы большой длины, даже наматывая их на катушку. Еще одно преимущество — экструзия труб со встроенной муфтой, включающей резиновое уплотнение.
Линия экструзии трубимеет самый большой в мире регулируемый зазор расплава
Компания по производству экструзионных технологий battenfeld-cincinnati несколько лет назад разработала систему быстрой смены размеров (FDC) и успешно продает ее для труб диаметром от 160 до 250 мм (6.От 3 до 9,8 дюйма), от 200 до 355 мм (от 7,9 до 14 дюймов) и от 400 до 630 мм (от 15,7 до 24,8 дюйма). В настоящее время система внедрена для экструзии труб диаметром до 1600 мм компанией Policonductos SA de CV, расположенной в Сан-Луис-Потоси, Мексика. Экструзионная линия для труб большого диаметра содержит фильеру с самым большим зазором расплава из когда-либо производимых, что позволяет изготавливать трубы различных диаметров без переделки. Battenfeld-cincinnati утверждает, что на рынке нет сопоставимых систем.
Battenfeld-cincinnati представила самый большой в мире регулируемый зазор расплава для трубных штампов на выставке K 2019 в Дюссельдорфе, Германия.Матрица была разработана для Policonductos, которая была впечатлена гибкостью размеров, обеспечиваемой регулируемым зазором расплава. «Мы с энтузиазмом относимся к спектру опций, предлагаемых этой новой линией, — сказал Омеро Гарза, генеральный директор Policonductos. «Мы не только смогли расширить ассортимент нашей продукции, включив в нее трубы большого диаметра, но и теперь можем без каких-либо проблем производить трубы размеров по индивидуальным требованиям клиентов».
| Баттенфельд-Цинциннати |
| Первая труба, произведенная Policonductos на экструзионной линии, разработанной battenfeld-cincinnati. |
Помимо новой фильеры, линия оснащена экструдером solEX 120 NG, а также компонентами, расположенными на входе и выходе. Policonductos производит экструзионные трубы из полиэтилена высокой плотности для систем водоснабжения, канализации и горнодобывающей промышленности с размерами от 406 x 12,5 мм до 97,1 x 1,651 мм (16 x 0,5 дюйма и 3,8 x 0,06 дюйма)
Регулируемый зазор плавления позволяет производителю труб изготавливать трубы различных размеров на своей линии и быстро и гибко реагировать на рыночные тенденции, пояснил battenfeld-cincinnati.Чтобы переключить матрицу на новый размер трубы, требуется немного больше, чем нажатие кнопки. Главное преимущество — безопасное обращение. Обычные экструзионные линии требуют смены матрицы при изменении размера, что увеличивает время производства, но также представляет угрозу безопасности из-за обработки больших труб. По словам Баттенфельд-Цинциннати, эти недостатки полностью устранены с помощью системы FDC.
Allied Plastics добавляет вторую экструзионную линию
Текущие инвестиции в собственную помощь в экструзии повышать качество готовой продукции при сокращении сроков доставки.С момента основания компании в 1995 году Allied Plastics обратился к сторонним поставщикам за миллионами фунтов полиэтиленовых листов, производственная операция потребляет каждый год. Но за последние несколько лет Компании не приходилось искать дальше собственного производственного цеха.
Allied Plastics открыла собственный пластиковый лист операции по экструзии в 2017 году. Это было совершенно новое предприятие для термоформовочная компания. Но благодаря тщательной подготовке и сильному лидерство, операция экструзии быстро превратилась в универсальную, высокоэффективную производительный сегмент бизнеса всего за несколько лет.
Опираясь на этот первоначальный успех, была построена вторая экструзионная линия. сдан в эксплуатацию в августе 2020 года.
«Мы занялись экструзионным бизнесом, потому что он принес много с финансовой точки зрения », — говорит Тим Нил, совладелец Allied Plastics. «Но настоящая Причина, по которой мы в него вошли, заключалась в том, чтобы лучше контролировать качество нашей продукции, уровни и время выполнения заказа ».
Возможности экструзионной линииВо время пластика в процессе экструзии пластиковые гранулы смешиваются, плавятся и превращаются в краситель превращающий пластик в листовой профиль.Затем этот листовой профиль идет через набор роликов для тиснения, которые отводят часть тепла от пластик, а также придает ему толщину и текстуру. Эти листы в конечном итоге используется в процессах термоформования и вакуумного формования Allied Plastics для создавать разнообразные готовые пластиковые изделия для клиентов в различных отрасли.
Allied Plastics ’ Первая экструзионная линия способна производить нестандартные листы до 120 дюймов Ш x 200 дюймов Д и Толщина от 0,060 до 0,500 дюймов. Регулярно используются различные типы пластика. включая HDPE, HMWPE, TPO, АБС с высоким и низким глянцем, стирол и другие.Готовые текстуры включают гладкую, волосяную клетку и левант.
Строка 1 имеет возможность совместной экструзии, позволяющая производить многослойные листы, такие как один цвет поверх другого, акрил поверх АБС и кристаллический стирол поверх стирола. Линия 1 также имеет возможность ламинирования, что позволяет наносить различные пленки, в том числе корад, клэркап, поли-полосатая, монополигональная печать и моно-акрил с принтом.
Второй Экструзионная линия включает в себя машину немного меньшего размера, которая настроена для обработки полиэтилен, производя нестандартные листы шириной до 72 дюймов и толщиной 0.От 060 до 0,500 дюймов толстый. Линия 2 также имеет возможность ламинирования.
Экструзия требует больших усилийДля Allied Plastics расширение в экструзионное лет в разработке. Поскольку компания продолжала диверсифицироваться и расти, объем закупаемого пластика росло так же быстро. Преимущества вертикальная интеграция становится все более привлекательной, и инвестиции в ее собственное экструзионное оборудование стало легче оправдать.
«Одна из причин, по которой мы смогли быстро перейти на лист экструзии заключалась в том, что мы смогли нанять очень опытного человека, который помог усилия », — говорит Нил, имея в виду Майка Орра, компании Allied Plastics, занимающейся экструзией. менеджер. «У нас всегда работают талантливые профессионалы в области термоформования, которые понимал процесс экструзии, но не обязательно знал, как работать специализированная техника ».
Орр присоединился к компании в 2016 году. Он провел свой первый год разработка спецификаций оборудования и сотрудничество с производителем для получения часть экструзионного оборудования, изготовленного по индивидуальному заказу для работы Allied Plastics.
«Мы производим целый ряд готовых пластиковых изделий в широкий выбор размеров », — отмечает Нил. «Иногда нам нужны пластиковые листы в качестве размером до 2 квадратных футов, а иногда нам нужны листы размером до 8 футов x 14 футов. У нас также есть более 3000 инструментов различных размеров ».
«Задача заключалась в том, чтобы найти экструзионную машину, которая могла бы подходят для листов большинства размеров и толщины, которые мы уже использовали », — говорит Орр. «Вы не найдете такой машины, если не сделаете ее специально.Вот что мы сделали ».
Преимущества собственной экструзии Allied Plastics — и его клиентыТеперь с двумя экструзионными линиями полностью работающей, Allied Plastics смогла найти внутри компании все большая доля пластикового покрытия, необходимого для производства готовых товары для покупателей.
Важно отметить, что Allied Plastics продолжает работать с горсткой уважаемых поставщиков, чтобы удовлетворить некоторые из ее потребностей в защитном покрытии.Что сказал, что преимущества использования экструзии на собственном предприятии очевидны.
«Сейчас самое важное — это то, что мы контролируем качество», — подчеркивает Орр. «Мы можем видеть, что происходит на линии экструзии, поэтому обратная связь мгновенно. Мы можем внести изменения по мере необходимости, а затем сразу повторить процесс, чтобы сделать его идеальным. Результат — лучшее качество и меньше брака. меньше времени. Это хорошо как для Allied Plastics, так и для наших клиентов ».
Экструзия собственного производства также дала Allied Plastics дополнительную гибкость.«Экструзия собственного производства позволяет нам производить для наших клиентов проводится много исследований и разработок, направленных на улучшение их продуктов », — говорит Нил. «Для Например, теперь мы можем тестировать различные типы материалов для наших клиенты. Это дает огромное преимущество в нашем стремлении разработать идеальный решение для данного приложения ».
«Это довольно сложно сделать, когда вы полагаетесь на внешнего поставщика своих листов », — добавляет Джон Ларсон, OEM менеджер по продажам Allied Plastics. «Было бы нерентабельно просить поставщика, чтобы предоставить нам, например, четыре различных состава, чтобы мы могли сравните их и определите, что лучше.Но внутри мы можем это сделать. Мы смогли придумать разные цвета, узоры и смеси материалов для многих наших клиентов ».
Потребовалось 22 года работы, прежде чем Allied Plastics открыла экструзионное оборудование на собственном предприятии. Но теперь, когда они увидели преимущества, по-другому у них просто не было.
Свяжитесь с нами сегодня, чтобы узнать больше о том, как наш безотходный процесс может помочь вашему бизнесу.
Оборудование для экструзионной линии — HF TireTech Group
Конструкция и конфигурация оборудования, расположенного ниже по потоку, определяется типами производимых профилей.HF поддерживает своих клиентов в составлении схемы завода и выборе необходимых компонентов из широкого спектра конвейерных систем, измерительного оборудования, секций охлаждения, намоточных машин и т. Д. Оптимальная степень автоматизации также определяется вместе с заказчиком.
Конвейер термоусадочный
Усадочный конвейер с регулируемыми диаметрами валков и регулируемыми скоростями валков эффективно компенсирует усадку экструдированных профилей. Весь термоусадочный конвейер можно легко сдвинуть в сторону, что упрощает техническое обслуживание экструзионной головки.
Линия охлаждения
Система водяного охлаждения, недавно разработанная HF, представляет собой модульный конструктор. Таким образом, секции охлаждения можно легко адаптировать к индивидуальному технологическому процессу и дополнительным условиям. Различные функциональные модули предварительно собираются на заводе, и их нужно только собрать на месте установки.
Модульные стыковые соединительные поверхности поставляются в комплекте с уплотнениями, которые устанавливаются на заводе и поэтому не требуют сварочных работ на месте.Это упрощает сборку, сокращает время сборки и повышает качество. Большие раздвижные двери с обеих сторон охлаждающей секции облегчают чистку и обслуживание системы.
Универсальное использование коррозионно-стойкой стали и алюминия, а также постоянное уплотнение всех стыков гарантируют долгий срок службы, высокую функциональную надежность и постоянную защиту от протечек.
Измерение и маркировка
HF предлагает полный спектр измерительных приборов и маркировочных устройств, необходимых для экструзионных линий.К ним относятся следующие:
- Металлоискатели на питателях экструдера,
- Измерительные весы непрерывного действия и единичные весы для обрезных профильных полос,
- Измерительные блоки для непрерывной регистрации ширины профиля,
- Измерительные системы для определения длины отрезанных профильных полос,
- Сканеры профиля для контроля геометрии поперечного сечения профиля.
Станки отрезные
Экструдированный профиль необходимо разрезать на отдельные полосы заданной длины, чтобы обеспечить индивидуальную обработку.Режущий станок HF выполняет эту задачу с высокой точностью и быстрой последовательностью резки.
Динамический запуск / остановка подающей ленты режущего станка обеспечивает временное прерывание процесса подачи для обеспечения точной резки профиля. Угол резания вращающегося режущего лезвия регулируется. Пневматическое зажимное устройство удерживает профиль на месте во время резки, а устройство для распыления воды смазывает и охлаждает режущие поверхности. Все компоненты, контактирующие с охлаждающей водой, изготовлены из нержавеющих материалов.Интерфейс для резки оборудован защитным кожухом и двумя закрытыми дверцами доступа.
Индивидуальная обработка профильных лент и непрерывная намотка
HF предоставляет соответствующее оборудование для обработки обоих типов готовых профилей.
HF предлагает намоточные устройства для катушек и кассет для намотки. Катушки кассетных намотчиков доступны либо с фрикционным, либо с сопряженными валами.Существует множество вариантов катушечных и кассетных питателей, от простой ручной подачи до полностью автоматической кассетной подачи.