Экструдеры для переработки полиэтилена, полипропилена, ПВХ-пластиката
ООО «Полипром Кузнецк» предлагает широкий ассортимент одношнековых экструдеров различной производительности.
Сегодня мы готовы изготовить для вас экструдер для переработки полипропилена, полиэтилена, пластифицированного ПВХ и других полимерных материалов. Экструдер, предназначенный для работы в составе трубных и плёночных линий, оснащается барьерным шнеком, обеспечивающим наивысшее качество расплава и отличную производительность. Шнековые пары азотируются.
Получить более подробную информацию о наших экструдерах вы можете в статье «Экструдеры: назначение, устройство, комплектация».
Фотографии экструдеров
Для увеличения кликните по миниатюре.
Технические характеристики экструдеров
Экструдеры для переработки ПВД, ПНД и ПП
ПВД, ПНД и ПП — полиэтилен высокого давления, полиэтилен низкого давления и полипропилен соответственно.
| Марка экструдера | Диаметр шнека, мм | Мощность привода, кВт | Производи- тельность, кг/ч, макс. | Габариты, LxBxH, мм | Масса, кг |
|---|---|---|---|---|---|
| ЭПК 36×30 | 36 | 15 | 45 | 1450x850x1400 | 580 |
| ЭПК 45×30 | 45 | 30 | 85 | 1850x900x1400 | 900 |
| ЭПК 60×30 | 60 | 55 | 160 | 2400x1300x1400 | 1300 |
| ЭПК 75×30 | 75 | 90 | 250 | 2600x1600x1400 | 2300 |
Экструдеры для переработки ПВХ-пластиката
ПВХ-пластикат — пластифицированный поливинилхлорид.
| Марка экструдера | Диаметр шнека, мм | Мощность привода, кВт | Производи- тельность, кг/ч, макс.  | Габариты, LxBxH, мм | Масса, кг |
|---|---|---|---|---|---|
| ЭПК 40×27 | 40 | 11 | 40 | 1450x850x1400 | 580 |
| ЭПК 50×27 | 50 | 15 | 70 | 1850x900x1400 | 800 |
| ЭПК 60×25 | 60 | 22 | 100 | 2400x1000x1400 | 1100 |
Цена экструдера и условия поставки
ООО «Полипром Кузнецк» производит экструдеры и другое оборудование для переработки пластмасс самостоятельно, основываясь на собственной конструкторской и производственной базе, что позволяет нам учитывать ваши пожелания по технически характеристикам поставляемого оборудования.
Цена экструдера зависит от его комплектации. Чтобы узнать цену и подобрать необходимый вам экструдер свяжитесь с нами удобным вам способом.
В целях снижения цены экструдера или улучшения рентабельности, мы можем уменьшить мощность привода и производительность необходимого вам экструдера.
Всё оборудование проходит заводские испытания, по возможности под нагрузкой. По желанию заказчика возможно обучение обслуживающего персонала на нашей базе.
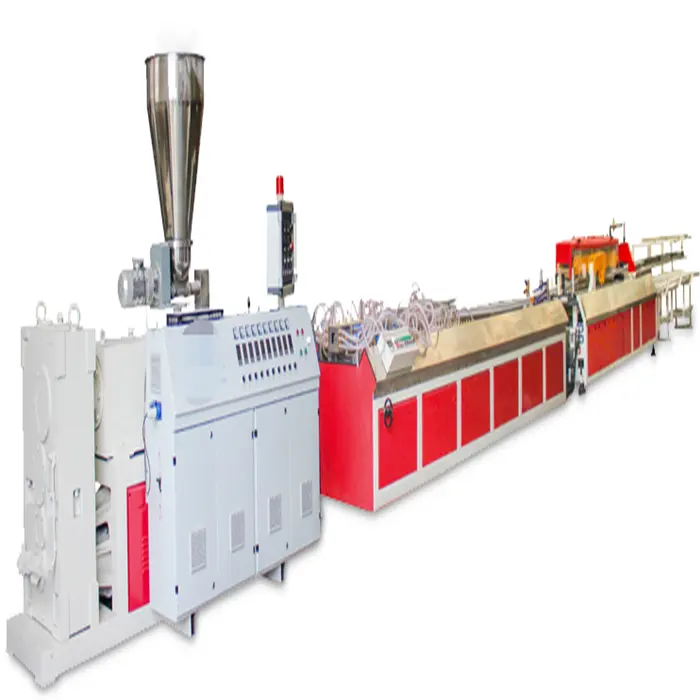
Линия производства ПВХ
Экструзионные линии – это специализированное оборудование, с помощью которого представляется возможным осуществлять создание продукции из вязкой жидкости посредством его прогонки через формирующее отверстие. Главным агрегатом этого промышленного оснащения является экструдер
Область применения оборудования
Эти установки широко используются в различных областях промышленности. Особенно данное оборудование востребуется в пищевой и химической сфере деятельности, где производственный процесс без него невозможен. Именно поэтому купить экструзионную линию безупречного качества является крайне важной задачей. Функциональность устройства состоит из нескольких основных процессов, по окончанию которых происходит выпуск готовой продукции из пластмассы, пластика и полипропилена:
Именно поэтому купить экструзионную линию безупречного качества является крайне важной задачей. Функциональность устройства состоит из нескольких основных процессов, по окончанию которых происходит выпуск готовой продукции из пластмассы, пластика и полипропилена:
- движение сыпучих материалов;
- этап плавления сырья;
- образование давления и перекачивание расплава.
Линия по пластику дает возможность изготавливать всевозможные изделия, такие как пленки и трубы, оконные подоконники и пластиковые панели, оболочки кабелей и рассеивали. Для налаживания быстрого и бесперебойного производственного процесса следует купить экструдер, который отличается высокой производительностью и надежностью в эксплуатации.
Экструдер для полипропилена и пластика от компании «Китай Груз»: основные преимущества
- Безупречное сочетание небольших эксплуатационных расходов и высокой функциональности.

- Простота и легкость в обслуживании. Для полноценной работы устройства не нужно большого количества персонала, а также глубоких специализированных знаний и опыта – возможность сведения к минимуму штата сотрудников.
- Несложный процесс монтажа и запуска в работу. Чтобы приступить к началу производства потребуется выполнить всего несколько действий.
- Быстрый процесс настройки требуемых параметров. Таким образом, представляется возможным многократно расширить спектр реализуемой продукции.
Почем потребители обращаются именно в компанию «Китай Груз»
Мы предлагаем нашим клиентам высококачественный экструдер для пластика и полипропилена различных моделей, которые соответствуют международным и государственным стандартам и нормам. Это гарантирует потребителю высокую надежность, эффективность и бесперебойность в эксплуатации всего оборудования, что позволит повысить качество изготавливаемой продукции и производительность своего предприятия.
- оперативная доставка в любой регион страны – поступление оборудования происходит в самые сжатые сроки;
- широкий ассортимент предлагаемых промышленных установок – подобрать то, что необходимо для решения конкретных задач не составит большого труда.
При возникшей необходимости наши специалисты ответят на все интересующие вас вопросы – свяжитесь с нами и получите компетентную и исчерпывающую информацию касательно экструзионных линий.
| Модель | |
| Высота экструзии | 1000 мм |
| Макс. производительность | 100 кг/ч |
| Высокоэффективные шнеки | |
| Количество шнекой | 2 шт. |
| Диаметр | 51 мм, 105мм |
| Отношение длины к диаметру | 23:1 |
| Эффективная длина | 1173 мм |
| Материал | 38CrMoAlA |
| Обработка поверхности | Азотирование и полировка |
| Толщина покрытия | 0.5-0.7 мм |
| Твердость поверхности | 850-950 HV |
| Скорость вращения | 1-32 об/мин |
| Цилиндр | |
| Материал | 38CrMoAlA |
| Обработка внутренней поверхности | Азотирование |
| Толщина покрытия | 0.5-0.7 мм |
| Твердость поверхности | ≥HV940 |
| Способ нагрева | Керамические нагреватели |
| Зоны нагрева | 4 зоны |
| Мощность нагрева |  4 кВт 4 кВт |
| Система охлаждения | Воздушное охлаждение (вентилятор) |
| Зоны охлаждения | 3 зоны |
| Мощность охлаждения | 0.54 кВт |
| Редуктор | |
| Тип шестеренок | Винтовая зубчатая передача |
| Материал шестеренок | 20CrMoTi |
| Обработка поверхности шестеренок | Закалка |
| Материал осевого подшипника | 40Cr |
| Узел подачи сырья | |
| Материал | Q235 |
| Система охлаждения | Система водяного охлаждения |
| Автоматический загрузчик | |
| Метод подачи | Система вакуумного отсоса |
| Мощность | 1.1 кВт |
| Система дегазации | Система вакуумной дегазации |
| Вакуумный насос | 1 шт. |
| Мощность вакуумного насоса | 1.5 кВт |
| Давление | 0-0.075 МПа |
| Приводной двигатель | |
| Тип двигателя | Двигатель переменного тока, 22 кВт |
| Система управления | Частотный преобразователь ABB |
| Электрокомпоненты | Температурный контроллер RKC, контактор Schneider, система защиты от перегрузки, функция аварийной остановки. |
| Габариты | 3100 мм x 740 мм x 2200 мм |
| Вес | 3200 кг |
Экструдер для производства ПВХ-профилей | PROMOKNA.RU
В данной статье представдено описание и характеристики стандартного двухшнекового экструдера с коническими шнеками — главного узла всей профильной экструзионной линии.
Потребляемые ресурсы:
Водопроводная вода.
Суммарная потребляемая мощность 3х фазного тока (40 kW/h).
Необходимая производственная площадь (минимально) 30м х 20м.
Температура в отопительный сезон — не ниже + 15°С.
Основные технические узлы экструдера и их характеристики:
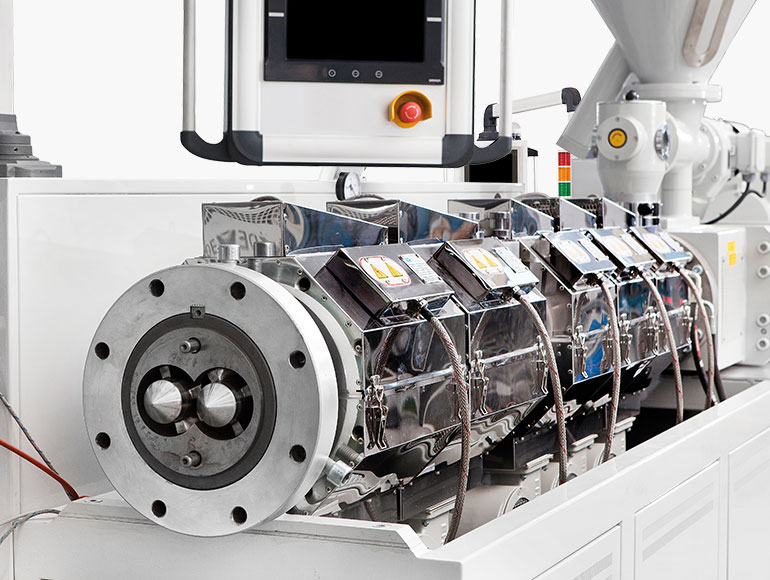
Двухшнековый экструдер с коническими шнеками для производства жёстких строительных ПВХ профилей состоит из рабочего цилиндра и шнеков, привода, загрузочного устройства, системы смазки и охлаждения, системы нагрева рабочего цилиндра, системы дегазации рабочего цилиндра, электросилового шкафа, системы защиты от перегрузок и системы автоматического контроля технологического процесса.
максимальная производительность готовых ПВХ профилей — до 120 кг/час.
вращение шнеков — встречное
высота оси экструзии от уровня стояния — 1000 мм.
номинальное и максимальное давление расплава экструдата в рабочем цилиндре экструдера — 390 / 450 bar
вольтаж — 3 х 380 V +0
ёмкость загрузочного бункера для ПВХ компаунда — 110 литров
вольтамперная характеристика — 176 kVA
1. Шнеки:
Шнеки:
шнеки, диаметр 45/97 мм.
длина шнеков — 1025 мм.
макс.скорость вращения — 35 мин. -1
продольное усилие на опорный тарельчатый подшипник каждого шнека —
145 kN
рабочий крутящий момент — 4,2 kNm
охлаждение шнеков — внутреннее, циркулирующим маслом .
Шнеки — основной рабочий орган экструдера. Они забирают непластифицированный ПВХ компаунд от загрузочного отверстия, пластифицируют его и равномерно подают в виде гомогенного расплава к фильере. Продвигаясь по каналу шнеков, материал разогревается от внутреннего вязкого трения и от тепла подводимого от электронагревателей, расположенных на корпусе рабочего цилиндра. В результате уплотнения из материала удаляется захваченный воздух, и удельный объём пробки уменьшается. Для компенсации уменьшения объёма каналы шнеков выполняются с уменьшающимися объёмами витков. Поэтому глубина винтового канала шнека на выходе всегда меньше, чем на входе. По характеру процессов, протекающих на каждом участке шнеков, их можно разделить по длине на 3 основные зоны:
зона питания (загрузки) — участок, на котором перерабатываемый материал находится в твёрдом состоянии
зона сжатия (плавления) — участок, на котором почти полностью происходит плавление материала
зона дозирования — участок, на котором материал находится в расплавленном вязкотекучем состоянии.
2. Рабочий цилиндр:
зон нагрева — 3
потребляемая мощность нагрева (максимально) — 11,7 kW
воздушное охлаждение — 2 зоны
В рабочем цилиндре располагаются шнеки экструдера. Цилиндр выполнен из высокопрочной стали, внутрь цилиндра вставлены коррозионностойкие биметаллические гильзы. Корпус цилиндра соединяется с фильерой посредством специального фланца. Обогрев корпуса осуществляется нагревателями сопротивления. Для отвода избыточного тепла и для соблюдения нужного температурного режима служит система воздушного охлаждения, состоящая из вентиляторов, системы воздухопроводов и заслонок.
3. Привод:
Электромотор асинхронного типа (постоянный ток 32,5 kW с тиристорной бесступенчатой регулировкой вращения.
Номинальная частота вращения:
без регулировки поля — 2000 мин — 1
с регулировкой поля -/+ 20%
редукционное число зубчатого редуктора — i = 56,2
4. Питающее устройство:
Питающее устройство:
Служит для подачи суспензионного или гранулированного uPVC компаунда в рабочий цилиндр экструдера посредством шнека, имеющего отдельный электропривод. Оборудован устройствами предварительного уплотнения материала и системой вакуумирования для удаления летучих веществ.
5. Автоматическая система управления и контроля технологического процесса:
Работа системы происходит на 3 уровнях:
управление ходом процессов и координация работы отдельных узлов линии
совмещение функциональных схем контроля ( регулировка температуры, частоты вращения шнеков, давление экструдата)
система визуализации процессов для схемы «человек — машина» ; возможность выводить данные на печать, в общую компьютерную сеть предприятия ( удобный интерфейс, принтер)
6. Экструзионная фильера:
Фильера — это профилирующий инструмент, придающий расплаву полимера, покидающего рабочий цилиндр экструдера, необходимую форму ( от степени совершенства реологического и теплотехнического расчёта ( скорость экструзии, коэффициенты разбухания экструдата, вязкоэластичные деформации, сбалансированность отдельных потоков экструдата и т. п.) зависит точность поперечного сечения профиля, качество его поверхности, механические свойства профиля и т. п.
п.) зависит точность поперечного сечения профиля, качество его поверхности, механические свойства профиля и т. п.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Влагонепроницаемость. Полупроницаемость для кислорода. Небольшая склонность к слипанию. Устойчивость к проколам, хорошая усадка.
Влагонепроницаемость. Полупроницаемость для кислорода. Небольшая склонность к слипанию. Устойчивость к проколам, хорошая усадка.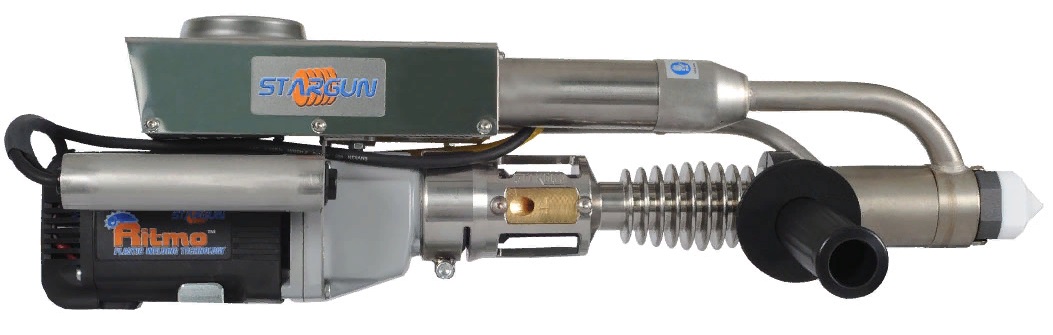 Благодаря точному регулированию температур достигается равномерная пластификация исходного материала.
Благодаря точному регулированию температур достигается равномерная пластификация исходного материала. Москва
МоскваПоведение ПВХ в экструдере — правила нормальной переработки материала.

Цикл статей о переработке ПВХ с сайта kiron.nm.ru
Необходимо помнить, что экструдер это агрегат, предназначенный для пластикации ПВХ под действием температур нагретого материального цилиндра и под действием сдвиговых деформаций, возникающих внутри материала при сдавливании и перемешивании его шнеками. Под действием высокой температуры в зонах загрузки и пластикации, а так же давления, возникающего при сжатии материала шнеками, ПВХ начинает плавиться (переходить в пластичное, текучее состояние). При вращении шнеков, заполненных холодным материалом возможна поломка как самих шнеков, так и поломка их привода. В случае вращения шнеков при недостаточно нагретом инструменте (фильере), резко возрастает давление материала в зоне адаптера, из-за чего возможно повреждение инструмента, подъем материала в колодцы дегазации. Материал выдавливается с рваными кромками, жесткий, распадается на отдельные жгуты, легко рвется.
Из упомянутых выше ситуаций вытекает первое правило:
— ДЛЯ НОРМАЛЬНОЙ ПЕРЕРАБОТКИ ПВХ, ЦИЛИНДР ЭКСТРУДЕРА И ИНСТРУМЕНТ (ФИЛЬЕРА) ДОЛЖНЫ БЫТЬ НАГРЕТЫ ДО РАБОЧИХ ТЕМПЕРАТУР.
Величины температур зависят, в том числе и от типа смолы ПВХ (точнее от коэффициента жесткости смолы К) применяемой в данный момент, типа инструмента и экструдера. Базовые значения интервалов температур для различных экструдеров в зависимости от типа смолы ПВХ не приводятся в данной работе так как достаточно зависимы от специфических условий каждого производства.
Как уже говорилось, в цилиндре экструдера материал переходит из твердого в вязкотекучее состояние под действием нагрева (от внешних нагревателей), саморазогрева (от трения частиц материала между собой) и сдвиговых деформаций, возникающих внутри материала при сдавливании и перемешивании его шнеками. По некоторым источникам, вклад сдвиговых деформаций в процесс пластикации ПВХ достигает 70%. Для того, что бы эти сдвиговые деформации возникали в процессе переработки, шнеки экструдера должны быть заполненными. Это второе правило:
— ДЛЯ НОРМАЛЬНОЙ ПЕРЕРАБОТКИ ПВХ, ШНЕКИ ЭКСТРУДЕРА ДОЛЖНЫ БЫТЬ ЗАПОЛНЕНЫ МАТЕРИАЛОМ (необходимо только для экструдеров, оборудованных узлом дозирования материала).
На практике это выглядит следующим образом: при рабочих оборотах шнеков и дозатора, в зоне загрузки шнеков экструдера не должно быть видно самих шнеков из под слоя материала. При этом материал не должен подниматься в колодцы дегазации. Указанные условия достигаются регулировкой оборотов дозатора относительно величины оборотов шнека.
Приблизительное соотношение оборотов дозатора и шнека для всех станков с учетом этого правила приведены в разделе «РЕЖИМЫ ЗАПУСКА ЭКСТРУДЕРОВ». Необходимо понимать, что режимы производства с «полупустыми» шнеками приводят не только к ухудшению переработки материала, но и к повышенным нагрузкам в зоне дозирования, выпрессовывания (или зоне подачи), куда смещается процесс пластикации. В результате шнеки испытывают повышенные механические нагрузки, быстрее изнашиваются.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ: шнеки закреплены только в шлицевых втулках на валах редуктора. При неполной загрузке они «всплывают» в массе материала на своем конце. При этом, на шнеки действует сильная осевая нагрузка (давление на «опоры» шнеков) обусловленная давлением материала в «зоне выдавливания» (окончание шнеков — адаптер — фильера). В этом случае шнеки морут изогнуться в центральной части и начать «скрести» цилиндр экструдера. В итоге, вероятно возникновение следующей ситуации:
При этом, на шнеки действует сильная осевая нагрузка (давление на «опоры» шнеков) обусловленная давлением материала в «зоне выдавливания» (окончание шнеков — адаптер — фильера). В этом случае шнеки морут изогнуться в центральной части и начать «скрести» цилиндр экструдера. В итоге, вероятно возникновение следующей ситуации:
— остаточная деформация шнеков (они остаются в «изогнутом» состоянии).
— износ азотированного слоя, затем быстрый дальнейший износ вплоть до выкрашивания из-за хим. коррозии, шнеков и цилиндра.
— «пригары» материала в экструдере из-за «не съёма» материала со стенок цилиндра при неполной загрузке, и нарушения зазоров между цилиндром и шнеками.
Следующее правило формулируется так:
— ПРИЗНАК НОРМАЛЬНОЙ ПЕРЕРАБОТКИ ПВХ — МАТЕРИАЛ В КОЛОДЦАХ ДЕГАЗАЦИИ «ЧАСТИЧНО ПЛАСТИЦИРОВАН».
Другими словами, материал должен выглядеть как почти однородная масса с разрывами и комками. Не должно быть видно порошка или рассыпчатой «дроби», это случай недостаточной пластикации материала. В этой ситуации необходимо либо повышать температуру начальных зон экструдера, либо повышать производительность экструдера (увеличивать обороты шнека и дозатора, «разгонять»). Часто, наилучший результат дает применение обеих методов одновременно. В то же время, материал не должен быть размазан по шнекам, повторять их контур. Если в колодцах дегазации наблюдается подобная картина, значит, материал перегрет и требуется, как минимум, уменьшить температуру начальных зон экструдера.
В этой ситуации необходимо либо повышать температуру начальных зон экструдера, либо повышать производительность экструдера (увеличивать обороты шнека и дозатора, «разгонять»). Часто, наилучший результат дает применение обеих методов одновременно. В то же время, материал не должен быть размазан по шнекам, повторять их контур. Если в колодцах дегазации наблюдается подобная картина, значит, материал перегрет и требуется, как минимум, уменьшить температуру начальных зон экструдера.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ: по некоторым сведениям, специалисты Hans Weber Maschinenfabrik GmbH рекомендуют именно такое состояние материала. Другими словами, ситуация, когдм материал «размазан по шнекам», находится в состоянии «расплавленная лента» — ЭТО НОРМАЛЬНО. Наоборот, состояния «лента с рваными краями» либо «творог» признаются «не идеальными».
По этому поводу можно сказать следующее: возможно, рекомендации от WEBER хорошо согласуются с оборудованием WEBER. К сожалению, в доступном мне парке оборудования упомянутые экструдеры отсутствуют. Но среди других экструдеров действительно встречаются случаи, когда стабильная работа линии поддерживается только в случае расплавленного в области дегазации материала (экструдер krauss maffei + подоконная доска + большое содержание мела в композиции). Для других экструдеров (+ другие инструменты + другое сырьё) подобное состояние материала в области дегазации гарантировано приводит, как минимум, к «вскипанию» жгута материала на выходе из фильеры. Так что решать, в каком состоянии поддерживать материал на ВАШИХ экструдерах и ВАШЕМ сырье предстоит ВАМ САМИМ. И уж точно этот материал не должен выглядеть как порошок.
Но среди других экструдеров действительно встречаются случаи, когда стабильная работа линии поддерживается только в случае расплавленного в области дегазации материала (экструдер krauss maffei + подоконная доска + большое содержание мела в композиции). Для других экструдеров (+ другие инструменты + другое сырьё) подобное состояние материала в области дегазации гарантировано приводит, как минимум, к «вскипанию» жгута материала на выходе из фильеры. Так что решать, в каком состоянии поддерживать материал на ВАШИХ экструдерах и ВАШЕМ сырье предстоит ВАМ САМИМ. И уж точно этот материал не должен выглядеть как порошок.
Ситуация недостаточной пластикации как и случай «перепластикации» (перегрева) материала могут сказываться на свойствах и характеристиках экструдируемого профиля самым непредсказуемым способом. Иногда, для приведения характеристик профиля (качества и текстуры поверхности, размеров и формы сечения) достаточно добиться «правильного» состояния материала в зоне дегазации.
Для большинства возникающих в процессе производства ситуаций желательно выполнять перечисленные выше правила. Однако в редких случаях, возможно целенаправленное отступление от какого-либо из них (или сразу нескольких) с целью получения конкретного, сиюминутного результата.
Экструдеры ЭПК для переработки полиэтилена, полипропилена, ПВХ-пластиката и других полимерных материалов
Данное оборудование указано в следующих разделах каталога:
Экструдер ЭПК36х30М
Экструдер ЭПК45х30
Экструдер ЭПК50х27
Экструдер — это машина для непрерывной переработки полимерного сырья (гранул, дробленки, агломерата) в однородный расплав и придания ему формы путём продавливания через экструзионную головку и специальное калибрующее устройство, сечение которого соответствует конфигурации готового изделия.
Исходное сырьё засыпается (вручную или с помощью специального загрузчика) в бункер экструдера. Из бункера, минуя горловину загрузочной воронки, сырьё попадает в загрузочную зону шнека, а затем транспортируется по цилиндру пластикации. От сдавливания, перемешивания и контакта с нагретым цилиндром и шнеком полимерное сырьё расплавляется и превращается в однородную массу — расплав.
Из бункера, минуя горловину загрузочной воронки, сырьё попадает в загрузочную зону шнека, а затем транспортируется по цилиндру пластикации. От сдавливания, перемешивания и контакта с нагретым цилиндром и шнеком полимерное сырьё расплавляется и превращается в однородную массу — расплав.
Возможно изготовление экструдеров для переработки полипропилена, полиэтилена, пластифицированного ПВХ и других полимерных материалов.
Конструкция экструдеров
Экструдеры одношнековые ЭПК имеют оптимальную компоновку: на единой раме смонтированы специальный вертикальный редуктор со встроенным упорным подшипником и асинхронный электродвигатель, расположенный под узлом пластикации и соединенный с редуктором упругой муфтой. Шнек вставляется непосредственно в выходной вал редуктора. Такая схема расположения элементов позволяет сократить размеры экструдера, что упрощает его транспортировку и обслуживание.
Электрошкаф с системой тепловой автоматики, приборами управления всей технологической линией и пультом оператора прикреплен так же к единой раме. Сосредоточение важнейших приборов в одном месте позволяет минимизировать количество обслуживающего персонала — для управления необходим всего один оператор (для обслуживания полноценной экструзионной линии кроме оператора необходимо наличие одного или двух подсобных рабочих, общее количество персонала зависит от назначения и мощности экструзионной линии).
Сосредоточение важнейших приборов в одном месте позволяет минимизировать количество обслуживающего персонала — для управления необходим всего один оператор (для обслуживания полноценной экструзионной линии кроме оператора необходимо наличие одного или двух подсобных рабочих, общее количество персонала зависит от назначения и мощности экструзионной линии).
Система тепловой автоматики включает в себя температурные зоны экструдера, а так же дополнительные зоны для управления нагревом головок или фильер. Для контроля и управления каждой зоной используется отдельный прибор тепловой автоматики. Это позволяет тонко регулировать температуру на каждом участке, что (при правильном использовании) благоприятно сказывается на качестве получаемого расплава.
Поверхности шнека и цилиндра пластикации насыщаются азотом, что придаёт им долговечность и коррозионную стойкость.
Экструдеры, предназначеные для работы в составе трубных и плёночных линий, оснащаются барьерными шнеками, обеспечивающими наивысшее качество расплава и отличную производительность.
Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. На данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека:
- в начале — небольшого объема для расплава и значительного — для гранул,
- а в конце наоборот: большой объем — для расплава и небольшой — для нерасплавленного полимера.
Через барьерный виток расплав из канала с гранулами перетекает в канал с расплавом.
Экструдеры, предназначенные для работы в составе линий для производства профиля из пластифицированного ПВХ, имеют увеличенный диаметр шнековой пары и уменьшенную частоту вращения шнека.
Оба типа экструдеров комплектуются частотными преобразователями «Дельта Электроникс», позволяющими бесступенчато регулировать частоту вращения шнека и, соответственно, производительность по расплаву.
Технические характеристики экструдеров
Экструдеры для переработки ПВД, ПНД и ПП
ПВД, ПНД и ПП — полиэтилен высокого давления, полиэтилен низкого давления и полипропилен соответственно.
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 36×30 | 36 | 15 | 50 | 1450×850×1400 | 580 |
| ЭПК 45×30 | 45 | 30 | 85 | 1850×900×1400 | 900 |
| ЭПК 60×30 | 60 | 55 | 140 | 2400×1300×1400 | 1300 |
| ЭПК 75×30 | 75 | 90 | 250 | 2600×1600×1400 | 2300 |
Экструдеры для переработки ПВХ-пластиката
ПВХ-пластикат — пластифицированный поливинилхлорид.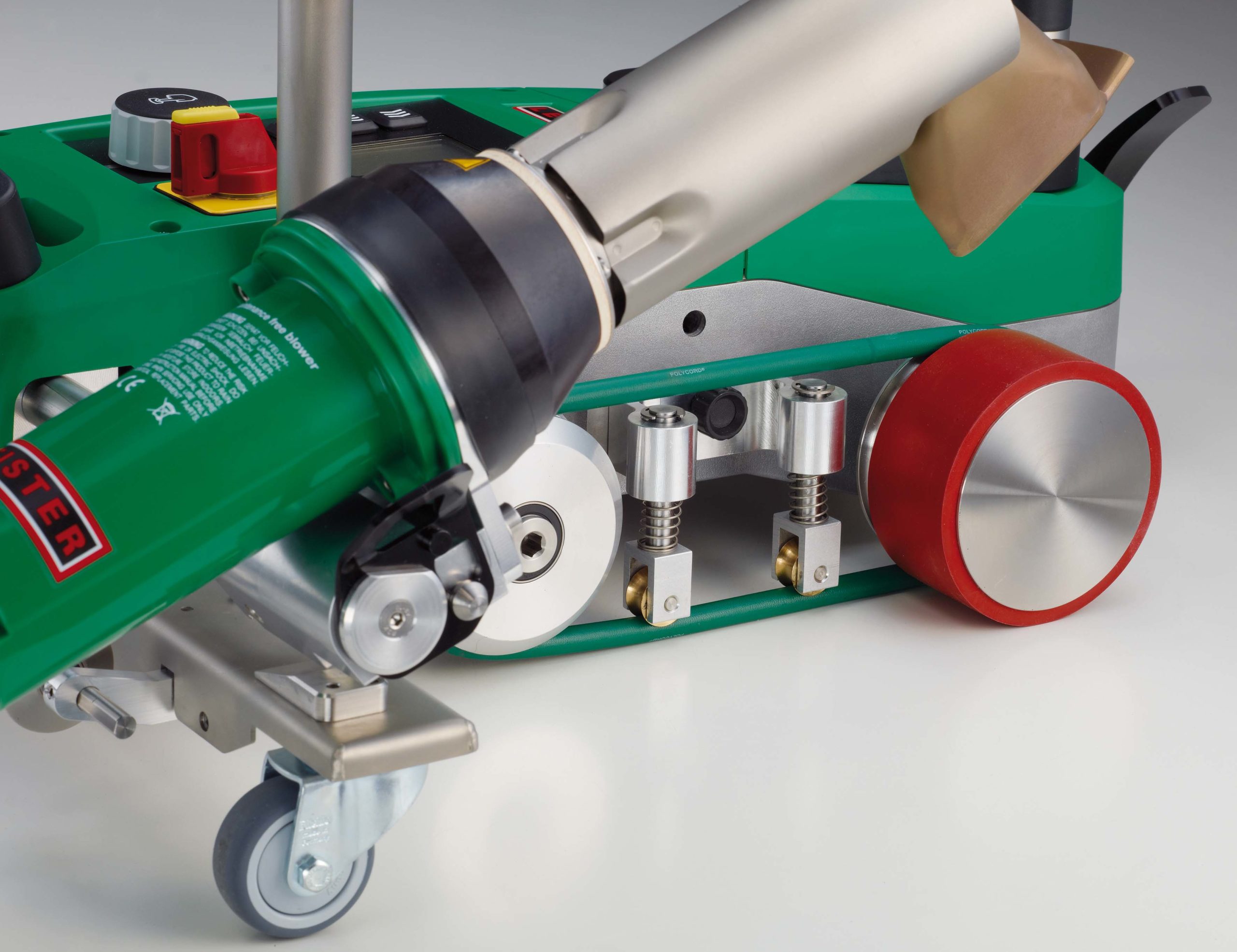
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 40×27 | 40 | 11 | 50 | 1450×850×1400 | 580 |
| ЭПК 50×27 | 50 | 15 | 70 | 1850×900×1400 | 800 |
| ЭПК 60×25 | 60 | 22 | 100 | 2400×1000×1400 | 1100 |
Чтобы получить готовое изделие, кроме экструдера необходимо ещё несколько устройств, которые вместе составляют экструзионную линию.
Экструзионные линии позволяют получать на выходе гранулят, плёнку, трубы, профили из ПВХ-пластиката и т.д.
Экструдер ЭПК75 с трубной головкой
Экструзия ПВХ — BD Custom
Экструзия поливинилхлорида (ПВХ) проталкивает ПВХ-материал через множество штампов для получения заданных конструктивных форм. Один из наиболее часто используемых пластиков, ПВХ, часто экструдируется для изготовления изделий, которые находят широкое применение в потребительских, коммерческих и промышленных приложениях. ПВХ может производиться в одной из двух форм: жесткой и гибкой.
Экструзия служит идеальным средством для создания деталей и изделий из ПВХ. Этот процесс эффективен и обеспечивает практически непрерывное производство, что сокращает время выполнения заказа и снижает затраты.Большая часть экструзии происходит с использованием шнековых экструдеров. В этих экструдерах используется шнековый шнек, который проталкивает пластмассу через матрицы для придания желаемой формы.
В BD Custom Manufacturing мы производим высококачественные профили из полиэтилена и ПВХ на заказ. Мы предлагаем широкий выбор цветов, размеров, толщины, длины и конфигураций, которые могут быть адаптированы к вашим уникальным и индивидуальным потребностям. В каждом проекте мы стремимся, чтобы наши клиенты задавались вопросом, есть ли какая-то работа, которую мы не можем выполнить.
Экструзионные возможности ПВХ от BD Custom Manufacturing
Мы предлагаем широкий выбор вариантов для проектов экструзии ПВХ:
- Цвета на заказ. Мы предлагаем цветной ПВХ и полиэтилен для удовлетворения потребностей широкого диапазона областей применения.
- Толщина. Мы можем обрабатывать проекты, требующие толщины от 0,015 ″ до более 0,250 ″.
- Длина. Мы предлагаем жесткую длину от 0,25 ″ до 360 ″ и более.
- Конфигурации. Многим нашим клиентам требуются нестандартные конфигурации и особые формы.

В BD Custom Manufacturing мы обслуживаем клиентов в широком спектре отраслей.Наши экструзии из ПВХ являются важным компонентом во многих областях, включая:
- Водопроводные и канализационные трубы
- Медицинские трубы
- Профнастил и доски
- Уличная мебель
- Остекление окон
- Защитные ограждения для машин
- Автомобильные компоненты
- Изоляция электрических проводов
Экструзионные материалы из ПВХ
Мы можем выполнить широкий спектр проектов с использованием гибких или жестких материалов из ПВХ.
Гибкий ПВХ
Гибкий ПВХ намного мягче и легче изгибается, чем его жесткий аналог, благодаря использованию пластификаторов.Гибкий ПВХ обычно используется при создании изоляции электрических проводов. Многие застройщики жилых и коммерческих зданий также используют гибкий ПВХ для изготовления полов.
Жесткий ПВХ
Наиболее часто используемый вид ПВХ. Жесткий ПВХ является прочным, легким и неотъемлемым элементом многих строительных конструкций. Этот ПВХ легко сваривать с помощью оборудования для сварки термопластов. Многие из наших экструзионных изделий из жесткого ПВХ находят применение в автомобильной, строительной и морской отраслях. Общие примеры применения включают детали для производства лодок, автомобилей, а также больших дверей и элементов настила.
Этот ПВХ легко сваривать с помощью оборудования для сварки термопластов. Многие из наших экструзионных изделий из жесткого ПВХ находят применение в автомобильной, строительной и морской отраслях. Общие примеры применения включают детали для производства лодок, автомобилей, а также больших дверей и элементов настила.
Пластиковые трубки
Пластиковые трубки производятся с использованием пластиковых компаундов. Большинство трубок используется в гидравлических или конструкционных системах, но они также могут быть полезны при создании оболочки и изоляции для электрических проводов. Эта трубка универсальна, легка и может быть гибкой или жесткой в зависимости от предполагаемого применения.
ПВХ — идеальный материал для пластиковых труб. Благодаря своей химической и коррозионной стойкости, исключительной гибкости и выдающимся характеристикам текучести большая часть производимых сегодня пластиковых трубок изготавливается из ПВХ.
Типы пластиковых трубок
- Пластиковые трубки могут быть изготовлены в различных формах, например:
Квадратные пластиковые трубки
- Нецилиндрические; часто выбирается по эстетическим соображениям или по соображениям совместимости
- Дисплеи в местах продажи, детские игрушки, приложения для здравоохранения
Жесткие пластиковые трубки
- Часто используются в медицине, водопроводной и газотранспортной отраслях
Гибкие пластиковые трубки
- Является неотъемлемой частью производства воздушных, газовых и химических линий и обычно используется в сельском хозяйстве, производстве продуктов питания и напитков, а также в гидравлическом секторе
Услуги по экструзии ПВХ от BD Custom Manufacturing
BD Custom Manufacturing предоставляет исключительные услуги по экструзии ПВХ, которые всегда удовлетворять или превосходить потребности наших клиентов. Мы предлагаем ряд вариантов настройки и дополнительных услуг, разработанных для удовлетворения уникальных требований вашего проекта.
Мы предлагаем ряд вариантов настройки и дополнительных услуг, разработанных для удовлетворения уникальных требований вашего проекта.
Если вы хотите узнать больше о наших возможностях экструзии ПВХ, свяжитесь с нами сегодня, чтобы получить дополнительную информацию или запросить ценовое предложение.
Производитель пластиковых изделий из ПВХ
Название материала: ПВХ (поливинилхлорид)
ПВХ — третий по популярности синтетический пластиковый полимер в мире и настоящая рабочая лошадка в экструзионной промышленности.Он широко используется для множества приложений почти на каждом рынке. ПВХ бывает двух основных форм: жесткий (иногда сокращенно RPVC) и гибкий ПВХ (FPVC). Жесткая форма ПВХ используется в строительстве для труб и в профилях, таких как двери и окна, а также в холодильном оборудовании. Его можно сделать более мягким и гибким, добавив пластификаторы, и он часто используется там, где он заменяет резину.
ПВХ Плюсы
- Низкая стоимость
- Жесткий или гибкий
- Атмосферостойкость
- Огнестойкий
ПВХ Минусы
- Без дополнительных добавок имеет посредственную термостойкость
Определение
Поливинилхлорид получают полимеризацией мономера винилхлорида. Как и в случае со многими другими важными открытиями, его синтез был не совсем преднамеренным. В 1872 году немецкий химик Ойген Бауман случайно оставил колбу с винилхлоридом на солнце. Вскоре он обнаружил внутри белое твердое вещество — ПВХ! Несмотря на многочисленные попытки химических компаний вывести ПВХ на рынок, жесткая хрупкость ранних ПВХ оказалась коммерчески неприемлемой. Так было до 1926 года, когда Уолдо Семон и компания BF Goodrich открыли метод пластификации ПВХ путем включения различных добавок.В результате получился более податливый и легко производимый материал.
Как и в случае со многими другими важными открытиями, его синтез был не совсем преднамеренным. В 1872 году немецкий химик Ойген Бауман случайно оставил колбу с винилхлоридом на солнце. Вскоре он обнаружил внутри белое твердое вещество — ПВХ! Несмотря на многочисленные попытки химических компаний вывести ПВХ на рынок, жесткая хрупкость ранних ПВХ оказалась коммерчески неприемлемой. Так было до 1926 года, когда Уолдо Семон и компания BF Goodrich открыли метод пластификации ПВХ путем включения различных добавок.В результате получился более податливый и легко производимый материал.
Приложения
ПВХ — один из самых популярных экструдированных пластиков в Интеке, и его применение бесконечно. Экструзия ПВХ используется почти на всех рынках, начиная от строительства, охлаждения, орошения, труб, защитных бамперов и перил и всего остального.
Продукты
- Коробки оконные и дверные
- Сантехника и арматура
- Уплотнения и прокладки
- Элементы полива
- Холодильный компонент
- Защитные бамперы
- Трубки и шланги
Экструзия пластика на заказ
Будь то экструдированный ПВХ или любое количество различных пластмасс, выбор идеального материала для нового проекта экструзии может быть сложной задачей. Intek тесно сотрудничает с ведущими производителями материалов, чтобы предложить вам множество различных вариантов термопластичных компаундов для удовлетворения потребностей вашего проекта. А команда Intek Plastics, занимающаяся инструментами и штампами, применяет свои знания и опыт с самым передовым программным обеспечением CAD / CAM, обработкой с ЧПУ и новейшими технологиями электроэрозионной обработки для создания инструментов высочайшего качества на заказ. Они будут работать с вами, чтобы буквально формировать ваши идеи и воплощать их от идеи до производства.
Intek тесно сотрудничает с ведущими производителями материалов, чтобы предложить вам множество различных вариантов термопластичных компаундов для удовлетворения потребностей вашего проекта. А команда Intek Plastics, занимающаяся инструментами и штампами, применяет свои знания и опыт с самым передовым программным обеспечением CAD / CAM, обработкой с ЧПУ и новейшими технологиями электроэрозионной обработки для создания инструментов высочайшего качества на заказ. Они будут работать с вами, чтобы буквально формировать ваши идеи и воплощать их от идеи до производства.
Возможности
Располагая более чем 30 производственными линиями, мы можем производить экструзионные изделия из ПВХ 24 часа в сутки, 5 дней в неделю, что позволяет нам масштабировать производство для выполнения крупных заказов любой сложности.А наш обширный опыт экструзии гранул и порошковых смесей, а также наши передовые возможности охлаждения в воде, воздухе и в вакууме позволяют нам успешно выполнять работы любой формы и размера. Мы обслуживаем широкий спектр OEM-производителей с заказами от 5 000 до 15 000 000 футов.
Знаете ли вы, что колоссальные 85% стоимости пластиковых профилей на заказ зависят от дизайна и материала? Вот почему так важно работать с экструдером для ПВХ, таким как Intek, который будет работать с вами рука об руку и создавать высококачественный продукт при минимальных общих затратах.Мы начинаем с глубокого понимания ваших потребностей. Вооружившись этой информацией, инженер-проектировщик Intek проведет вас через выбор материалов, выделит важные аспекты проектирования и поможет разработать наиболее экономичное решение. Благодаря такому практическому подходу, основанному на знаниях, ваш продукт и бизнес будут на шаг впереди конкурентов. Мы с радостью проведем вас через процесс выбора ПВХ.
Винты и цилиндры доступны для заказа
НОВЫЕ ВИНТЫ ПОДАЧИ
Milacron Extrusion продает новые подающие шнеки с множеством доступных опций.Подающие винты обычно изготавливаются из стали 4140, полируются и имеют твердое покрытие Colmonoy 56 или 83. Они также могут быть хромированы или поверхность обработана карбидным герметиком для более абразивных или сложных применений. Кроме того, мы предлагаем несколько вариантов дизайна, таких как обычный или барьерный, с вариантами смешивания, такими как прямой Мэддок, спиральный Мэддок и Ананас. Мы способны обрабатывать запросы любого размера, приложения и сложности.
НОВЫЕ БОЧКИ
Milacron Extrusion продает баллоны с вентилируемыми и невентилируемыми отверстиями.Стволы обычно изготавливаются из стали, эквивалентной JP38 / BM32. Мы предлагаем напорные фланцы с зажимом, на болтах или с резьбой. Цилиндры отливаются центробежным способом с биметаллическими гильзами из никель-бора или карбида вольфрама. Отверстия в разрывной мембране и датчике давления предварительно просверливаются на заводе, а отверстия для термопар можно предварительно просверлить или просверлить на месте.
НОВАЯ ЗАМЕНА КОРОБКИ ПЕРЕДАЧ
Milacron Extrusion обслуживает почти все типы редукторов, включая Flender, Koellmann, Davis Standard, Lufkin, NRM, HPM, Egan, Gloucester, Erema, Alpine, Kiefel, Welex и многие другие.Мы также работаем с производителями оригинального оборудования, чтобы предоставить вам скидки на новые сменные коробки передач.
ДАТЧИКИ ДАВЛЕНИЯ
Milacron Extrusion предлагает жесткий шток, жесткий шток с гибкой броней 18 дюймов и жесткий шток с гибкой броней 18 ”и датчики давления с термопарами J-типа. Мы продаем аналогичные модели и типы для серий Dynisco PT460 и TPT460 по сниженным ценам.
РАЗРЫВЫЕ ДИСКИ
Milacron Extrusion предлагает разрывные диски различных размеров и номинальных давлений.Большинство разрывных дисков имеют резьбу ½-20 UNF. Общие размеры включают 1-13 / 16 дюймов в длину с концом с прорезью или 6 дюймов в длину с шестигранной головкой 7/16 дюйма. Доступные номинальные значения фунтов на квадратный дюйм находятся в диапазоне от 1000 до 12000 фунтов на квадратный дюйм, при этом для большинства приложений требуется 3500, 5000, 7000 или 9000 фунтов на квадратный дюйм.
СИСТЕМЫ ВОЗДУШНОГО ИЛИ ВОДЯНОГО ОХЛАЖДЕНИЯ И ВСЕ ТИПЫ НАГРЕВАТЕЛЕЙ
Milacron Extrusion продает и устанавливает нагреватели из литого или ребристого алюминия, нагреватели с слюдяной лентой, а также системы кожухов нагрева и охлаждения Cool-to-the-Touch.Кроме того, мы можем выполнить переход с воды на воздух или наоборот.
ОБЩЕЕ ЭКСТРУЗИОННОЕ ОБСЛУЖИВАНИЕ
Milacron Extrusion может помочь со всеми вашими потребностями в закупках, предлагая множество продуктов, необходимых для успешной работы. Также мы можем посоветовать и помочь в поставке, включая коэкструдеры, отбойные пластины, втулки секции подачи, комплекты сверл и метчиков для датчиков давления, комплекты для измерения цилиндров, охлаждающие ролики, устройства смены сита, насосы расплава, грануляторы и измельчители.
Для запросов, пожалуйста, заполните нашу форму связи или позвоните нам по телефону 513-536-2900.
Доступные полевые услуги от Milacron
НАШИ ПОЛЕВЫЕ УСЛУГИ
Каждый из наших инженеров по обслуживанию на месте имеет многолетний опыт работы во всех аспектах процесса экструзии, обучаясь и работая с некоторыми из ведущих мировых производителей экструзионного оборудования. Мы предлагаем выездные услуги на месте для юстировки бороскопа, проверки PM, измерения цилиндра и подающего винта, а также многие другие услуги, которые могут вам потребоваться.Работа Milacron Extrusion гарантирована. Рекомендации наших клиентов могут быть предоставлены в любое время.
∙ Центровка ствола
∙ Измерение винта подачи
∙ Измерение ствола
∙ Устранение неисправностей
∙ Профилактическое обслуживание
ИЗМЕРИТЕЛЬНЫЙ ВИНТ
Мы измеряем длину витков ваших подающих шнеков, чтобы определить, какой износ произошел, и чтобы вы знали, может ли новый или восстановленный подающий шнек увеличить производительность. Затем мы предоставим вам рекомендации и расценки, чтобы предоставить вам то, что вам нужно.
ВЫРАВНИВАНИЕ БОЧКА
Мы производим начальное измерение центровки ствола, затем регулируем опоры ствола, коробку передач и / или раму соответствующим образом, чтобы обеспечить правильное выравнивание вашего оборудования.
ИЗМЕРИТЕЛЬНЫЙ СТВОЛ
Мы измеряем внутренний диаметр вашего ствола с помощью электронного измерительного прибора, чтобы определить степень износа и сообщить вам, пришло ли время заменить ствол. Затем мы предоставим вам рекомендации и расценки, чтобы предоставить вам то, что вам нужно.
9 ВЕЛИКИХ ПРИЧИН ДЛЯ ВЫРАВНИВАНИЯ ЭКСТРУДЕРА С помощью MILACRON EXTRUSION
1. Если экструдер был перемещен в новое место
2. Если бетонный пол оседает, что вызывает неравномерную поддержку экструдера
3. Если винты или цилиндры изнашиваются с чрезмерно высокой скоростью или ненормальным образом
4. Если винты продолжают ломаться по необъяснимым причинам
5. Если машина вибрирует сильнее нормальной
6. Если винты с трудом входят / выходят из ствола и пиноли коробки передач
7.Если опоры стволов были отрегулированы
8. Если машина подверглась удару вилочным погрузчиком (да, такое случается!)
9. Если какие-либо из основных компонентов экструдера были сняты и заменены, то есть ствол, секция подачи и / или коробка передач
Для запросов, пожалуйста, заполните нашу форму связи или позвоните нам по телефону 513-536-2900.
Одновинтовой серииPAK | Milacron
Микропроцессорная система управления Milacron Mosaic
Микропроцессорная система управления Mosaic обеспечивает самую современную автоматизацию вашей экструзионной цеха.
Наше инновационное программное обеспечение «Mosaic» оказалось быстрым и интуитивно понятным. Пятнадцатидюймовый полноцветный сенсорный экран доступен на английском языке и одним нажатием кнопки можно переключить на альтернативный язык.
Управляющее оборудование B&R APC620 хорошо зарекомендовало себя и пользуется поддержкой по продажам и запчастям по всему миру. Программа хранится на прочной и надежной компактной флэш-карте, что устраняет необходимость в жестком диске. Ваша программа может быть заархивирована на второй компактной флэш-карте, поэтому у вас никогда не будет простоев из-за потери программы.Быстрое время загрузки означает, что вы быстро запускаете производство.
Хорошо продуманные экраны позволяют операторам легко контролировать и регулировать все заданные значения температуры. Самонастраивающиеся алгоритмы ПИД-регулирования оставляют контроль над колебаниями температуры в прошлом.
Клавиатура пыле- и влагозащищенная, с большими подушечками, позволяющими легко работать даже в перчатках. Высокотемпературный и полностью герметичный корпус рассчитан на работу в самых суровых условиях.
Используйте самую лучшую на сегодняшний день технологию управления экструзией под рукой с помощью Mosaic Control от Cincinnati Milacron.
Функции управления мозаикой
- Энергонезависимая память хранится на компактной флэш-карте. Нет жесткого диска
- 2 порта USB для удобного подключения принтера и передачи данных через карту памяти
- Прочные пыле- и влагозащищенные шкафы, предназначенные для работы в заводских условиях
- Слезный ввод-вывод X20 от B&R с блоками ввода-вывода высокой плотности, до 12 вводов-выводов на срез по сравнению с 8 вводами-выводами в конкурирующих системах
- Значительно уменьшенная занимаемая площадь благодаря уникальной конструкции платформы ввода-вывода X20
- Рабочее место оператора оборудовано 15-дюймовым полноцветным сенсорным экраном и имеет ручные «быстрые» кнопки на присоединенной клавиатуре.
- За графикой легко следить, что делает систему удобной для пользователя
- Контроллер может хранить до 40 различных рецептов, что делает систему еще более удобной для оператора.
- Главный блок управления — Один (1) Celeron , 600 МГц
- Нет жесткого диска Memory-Control использует Compact Flash Ram
- Цветной ЖК-экран с диагональю 15 дюймов (381 мм)
- Самодиагностика
- Два (2) порта Ethernet
- Два (2) COM-порта RS232
- Интерфейс CAN-шины с возможностью подключения нисходящего интерфейса
- Коммуникационная шина X2X (интерфейс между станком и операционной станцией)
- Контроль температуры:
- ПИД-регулирование масляных зон цилиндра и винта
- Сигнализация высокой / низкой температуры
- Автоматическая настройка нагрева цилиндра ПИД-регулятора
- Защита термопары от короткого замыкания
- Таймер предварительного нагрева
Дополнительные элементы управления:
- Звуковой сигнал
- Легкий доступ к меню с помощью значков на сенсорном экране
- Выбираемые единицы: английская / метрическая
- Доступны альтернативные языки
- Журнал изменения уставки
- Диагностика управления станком
- Диагностические экраны аналоговых и цифровых входов / выходов с описанием входов / выходов
- График на основе времени
- Экспорт данных печати на карту памяти USB в формате данных CSV
- Интерфейс принтера PLC3 через порт USB
- Распечатка условий работы машины
- Экспорт условий работы машины на карту памяти USB
- Аварийные сигналы процесса
- Внутреннее хранилище параметров — 40 составов или штампов
- Ввод данных пароля через экраны
- Исторический журнал аварийных сигналов
- Удаленный просмотр меню оператора через соединение Ethernet и серверное программное обеспечение VNC
- Страница информации о времени и дате
- Принимает сигнал от датчиков температуры и давления расплава
- Проезд при отключении питания 1/2 секунды для поддержания работы машины
- Экранные клавиатуры для буквенно-цифрового ввода в меню
- Клавиатура оператора легко используется операторами в перчатках для
- Пуско-остановочные двигатели и приводы
- Увеличение и уменьшение скорости двигателя
- Блокировка и разблокировка экранов оператора
- Предварительные настройки экрана оператора
- Быстрый доступ к экранному меню калибровки
- Большое меню отображения одного параметра, настраиваемое оператором
- Фактические параметры машины, отображаемые в нижней части экрана, также настраиваются оператором
Дисплеи экрана управления мозаикой
Меню вида машины
Предоставляет обзор работы экструдера.Щелчок на двигателе машины или температуре переместит экран к выбранной функции. На дисплее отображаются фактические значения нескольких параметров машины.
Меню синхронизации
Используется для установки скорости экструдера и других драйверов. Нажмите кнопку синхронизации, чтобы включить синхронизацию. Нажмите кнопку синхронизации на диске, который необходимо синхронизировать, и выберите имя диска, с которым он должен быть синхронизирован.
Меню настройки температуры
Используется для установки уставок температуры работы и останова для каждой зоны барреля и, если есть, зоны винтового масла и зон VMEDS.В этом меню также отображается фактическая температура каждой зоны. На этом экране может быть до 10 температурных зон. Каждую зону можно включить или выключить.
Меню настройки температуры штампа
Используется для установки уставок температуры работы и останова для зон штампа. В этом меню также отображается фактическая температура каждой зоны. На этом экране может быть до 10 температурных зон. Каждую зону можно включить или выключить.
Меню предварительного нагрева
Используется для установки времени, в течение которого элемент управления должен включать ведущее устройство контроля нагрева в меню «Температура экструдера» или «Температура штампа».
Меню трендов
Может отображать до 4 выбранных элементов на экране. Коснитесь карата справа от поля выбора. Появится список параметров для тренда. Прикоснитесь к параметру, для которого вы хотите изменить график, и на экране отобразится график выбранного параметра.
Меню монитора экструдера
Содержит информацию, позволяющую отслеживать, насколько хорошо работают экструдер и податчик.
Меню Run Sheet
Позволяет оператору фиксировать текущее рабочее состояние экструдера и распечатывать.
Меню графика трендов
Показывает гистограммы любого параметра, который контролирует изменение
Крупнейший в мире экструдер для профилей ПВХ становится больше с 24-строчным заказом
В большинстве случаев 24 экструзионных линии составят подходящую мощность для всего завода, причем большого размера. Для китайской компании Wuhu Conch Profiles and Science Ltd., которая позиционирует себя как крупнейшего производителя оконных профилей в мире, 24 новые линии, приобретенные у компании battenfeld-cincinnati, просто представляют собой расширение, увеличивая мощность переработки ПВХ до более чем 700 000 тонн в год. от более 400 экструдеров.
По словам Марка Фенга, генерального менеджера battenfeld-cincinnati (Foshan) Extrusion Systems Ltd., и Вальтера Хедера, управляющего директора, battenfeld-cincinnati Austria GmbH, эти новые линии являются первыми, закупленными у Battenfeld-cincinnati компанией Conch. Машины, которые были доставлены в июле и запущены в эксплуатацию к августу, были частью заказа на сумму «несколько миллионов евро», сказал Фэн PlasticsToday .
«Компания battenfeld-cincinnati укрепила свои позиции в Китае как лидер в области качества и технологий», — сказал Фэн.«Мы гордимся тем, что компания Conch наградила это ведущим производителем профилей».
Машины были построены в стандартной конструкции battenfeld-cincinnati, по словам Фенга, с винтами, произведенными в Австрии и адаптированными к рецептуре сырья, используемого Conch. Диаметр шнеков машин составляет от 63 до 93 мм, с производительностью от 70 до 380 кг / час.
Фен и Хэдер сказали, что сочетание технологий battenfeld-cincinnati и китайского производственного предприятия в Шунде помогло заключить сделку.battenfeld-cincinnati Extrusion Systems Ltd. в Фошане, Китай, собирает экструдеры в стране, используя компоненты, произведенные в Австрии и Германии. По словам battenfeld-cincinnati, сервисная группа компании обеспечивает послепродажную поддержку после того, как машины были установлены, а местное присутствие позволяет ускорить обслуживание запасных частей.
Фэн сообщил PlasticsToday, что на предприятии в Шунде работает около 200 сотрудников. Объем продаж в 2011 году составил около 30 миллионов евро, что на 50% больше, чем в предыдущем году.«Благодаря нашему дочернему предприятию мы являемся лидером на рынке высококачественного оборудования для экструзии пластмасс в Китае», — сказал Фэн.
Plastic Extrusions — Plastic Profiles
Plastic Extrusion Technologies поставила пластиковые экструзионные профили для крупных клиентов по всей территории Соединенных Штатов, от Массачусетса до Майами, от Аляски до Техаса.
Не стесняйтесь ознакомиться с разнообразием продуктов, которые мы предоставили клиентам из множества отраслей.Если у вас есть вопросы о производстве или вам нужна дополнительная информация о конкретном продукте, позвоните нам по телефону 877-439-4896.
- Рифленая трубка, жесткий ПВХ
- Ребристая ручка, жесткий ПВХ
- Стойка безопасности, полиэтилен
- Вывески, Полистирол
- Пластиковые экструзионные рамы, жесткий ПВХ
- Блокирующий профиль, жесткий ПВХ
- Панельный соединитель, полипропилен
- Крышка объектива, Акрил
- Лопасть лопасти, ПК / АБС
- PE_OrangeWithReflectTape, полиэтилен
- Пластиковые профили Flat White, Акрил
- 4-дюймовый блокирующий профиль, полиэтилен
- Пьедестал, жесткий ПВХ
- Прозрачные трубки, поликарбонат
- 7-дюймовая трубка, полиэтилен
- Сварная прокладка, гибкий ПВХ
- Расклешенная ручка, жесткий ПВХ
- Сварная прокладка, гибкий ПВХ
- Блокирующий профиль для совместной экструзии, полиэтилен
- Железнодорожный профиль, Норил
- Деформационный шов, Т.P.R.
- Вне центра, трубки из АБС-пластика
- Полупрозрачные вывески, Акрил
- Колпачок, жесткий ПВХ
- Пластиковая рама, акрил
- 8-дюймовая трубка, полиэтилен
- Щетка стеклоочистителя, полиуретан
- Информационный дисплей, жесткий ПВХ
- Полоса износа, полиуретан
.