характеристики типа, аналоги, расшифровка, для каких сталей
Эти электроды используются для сварки углеродистых и низколегированных сталей. Область применения: металлоконструкции особой надежности, которые должны работать при больших переменных нагрузках, в том числе, в условиях холодного климата или в холодильных установках, что делает их пригодными для судостроительных целей. Они подходят для сосудов повышенного давления, толстых листовых материалов и при ремонте литейных дефектов.

Аналоги, чем заменить
Аналогом для электродов типа Э42А можно считать любой, типа Э42А или его иностранный аналог ESAB:
Сертификация качества
Сварочные электроды типа Э42А имеют сертификат ГОСТ Р, подтверждающий соответствие ГОСТ 9466-75; сертификат НАКС; Речной Регистры РФ: Свидетельство об одобрении, Свидетельство о признании №ВВФ030; Морской Регистр Судоходства РФ: Свидетельство об одобрении сварочных материалов; Санитарно-эпидемиологическое заключение на электроды.

К сведению! Хотя сертификация электродов в РФ является добровольной, тем не менее, материал Э42А всегда имеет сертификат, поскольку применяется для работы в тех местах, где требуется повышенная ответственность.
Популярные производители
Магнитогорский металлургический комбинат (ММК), Судиславский завод сварочных материалов (СЗСМ), СпецЭлектрод (Москва), Лосиноостровский Электродный Завод. Еще целый ряд предприятий выпускает электроды Э42А, но перечисленные заводы успешно продают свою продукцию по довольно высокой цене. Это может говорить о хорошем качестве.
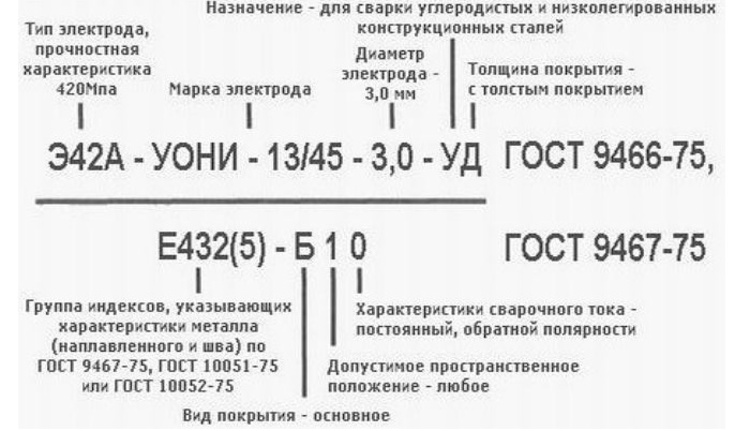
[ads-pc-2][ads-mob-2]Расшифровка, что обозначает Э42А
 Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Вообще, из-за большой номенклатуры сплавов, применяемых в промышленности, и их пар, поддающихся сварке, число типов электродов трудно поддается перечислению. Некоторые электроды применяются чаще других. Э42А принадлежит к числу таких.
Э – в обозначении типа означает электрод.
42 – это предел прочности на разрыв в Мегапаскалях в расчете на 1квадратный мм сечения шва (соответствует силе приблизительно 40 кг). Это может означать, что проволока сечением в 1 кв.мм, изготовленная из металла шва выдержит груз массой до 40 кг. Конструкторы специалисты по сопромату могут рассчитать прочность швов, работающих на разрыв или изгиб по этим данным. То есть, сам тип электродов уже несет в себе полезную информацию для специалистов.
Буква А в обозначении имеет значение “улучшенный” (по сравнению с Э42), то есть с особыми свойствами, которые подходят для повышенных требований к качеству сварки: пластические свойства, вязкость, хим. состав.
Для каких сталей
Имейте в виду! Тип Э42А обеспечивает отличное качество шва, если соблюдать технологию, которая при работе с данным типом электрода состоит в том, что надо выдерживать
Дуга поджигается не слишком легко.
Ограничения по применению
Нельзя использовать сварку переменным током, а также варить вертикальные швы сверху вниз. Не подходят для сварки высоколегированных и нержавеющих сталей, чугуна и цветных сплавов.
Отсыревшие электроды Э42А вообще не дадут возможности работать. Обмазка начинает проводить ток и условия зажигания дуги сильно ухудшаются, кроме того, происходит насыщение шва водородом, что приводит к пористости. Электрод будет прилипать.
Отсыревшие электроды нельзя использовать и еще по одной причине. При горении дуги, благодаря сильному разогреву, влага будет закипать в обмазке и она начнет трескаться (лопаться) и осыпаться с электрода. Количество шлака станет недостаточным для для защиты сварочной ванны и одновременно ухудшаются условия горении дуги.
Внимание! Потребители часто упускают из виду необходимость просушки электродов, что приводит к неудачам и браку.
Особенности
Сварка электродами Э42А проводится короткой дугой и требует от сварщика хорошего опыта. Дуга зажигается относительно трудно. Поверхность свариваемых деталей должна быть хорошо очищена от окалины, масла, красок и других загрязнений, так как в противном случае появится пористость шва.
ПРИМЕЧАНИЕ: Перед сваркой электроды требуют прокалки при температуре 350-380 градусов. Длительность прокалки 1 час.
Электроды Э42: ГОСТ, технические характеристики, аналоги
Электросварка на сегодня — самый популярный способ создания неразъемных соединений металлических деталей и конструкций. Существует много различных методов сварки и предназначенного для них оборудования. Наиболее простым в использовании и доступным по стоимости является метод ручной сварки плавящимся электродом. Их производители предлагают на рынке множество типов изделий, сотни различных марок и диаметров. Электроды типа Э42 популярны как среди начинающих сварщиков, так и среди профессионалов. Они отличаются отличным соотношением «цена/качество».
 Электроды Э42
Электроды Э42Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.

Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.

Аналоги электродов Э42
Область применения
Электроды типа Э42 различных диаметров широко применяются для сварки конструкционных низко углеродистых сталей. Кроме того, ими можно варить и легированные сплавы 14Г2 и 09Г2.
Они популярны как среди домашних мастеров, так и при монтаже индустриальных металлических конструкций.
Кроме того, ГОСТ допускает их применение для сварки тонкостенных труб и резервуаров низкого давления.

Сварка нержавейки
Существуют следующие ограничения по применению:
- Не подходят, если дуговая сварка выполняется в вертикальном положении (сверху вниз).
- Не подходят для применения по нержавейке, по меди и другим цветным металлам.
- Несовместимы с высоколегированными сталями.
- Не подойдут для чугуна.
Скачать ГОСТ 9467-75
Кроме того, недопустимо пытаться варить отсыревшими электродами.
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.
Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.

Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок.
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.

Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.

Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Требования ГОСТ
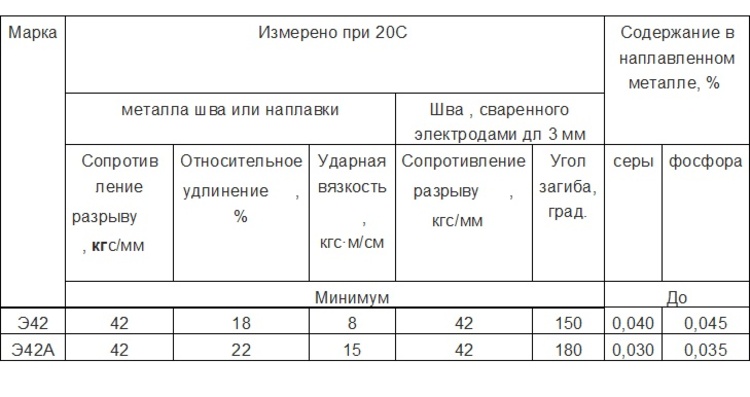
Требования к электродам типа Э42 изложены в ГОСТ-9567-75-Э42. В нем определены такие параметры, как линейные размеры стержня и покрытия, ряд диаметров, вес, расход материала на 1 кг шва, ударная вязкость шва и относительное удлинение, перечисленные в начале статьи.
Кроме того, в ГОСТ 9467-75-Э42А выдвинуты повышенные требования к шовному материалу, прежде всего к ударной вязкости и относительному удлинению. К временному сопротивлению на разрыв повышенные требования не выдвигаются, ряд диаметров также остается без изменений. Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
что это такое и как использовать?
Время чтения: ≈5 минут
Электродуговая сварка немыслима без электрода. От него зависит, с каким металлом вы можете работать, какую силу тока можете использовать, и каков будет конечный результат. Существует несколько десятков типов электродов, к которым относятся свои марки.

Электрод типа Э 42 широко применяется как в профессиональной, так и в домашней сварке. Поэтому мы решили рассказать вам все об этом типе электродов. В этой статье вы узнаете, какие марки относятся к Э42, в каких случаях применение таких электродов нежелательно, как выбирать и правильно хранить стержни для сварки.
Содержание статьи
Общая информация
Электроды марки э42 предназначены для электродуговой сварки. Данный тип электродов — один из самых часто применяемых. Им варят или ремонтируют металлические конструкции и изделия из стали. Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
Читайте также: Технология и особенности сварки стали
К типу Э42 относятся марки электродов АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Это отечественная маркировка. У зарубежных производителей (например, ESAB или Kobelco) своя маркировка. Если вы не знаете, что марка электрода и как правильно выполняется расшифровка, то прочтите эту статью.
У каждой марки электродов, относящейся к типу Э42, свои технические характеристики. Поэтому их нужно изучать отдельно для каждой марки. Нельзя сказать, что все электроды типа Э42 имеют одно покрытие или один сценарий применения. Это ошибочное утверждение.
Применение
Но, несмотря на различия в марках, электроды типа Э42 все же имеют что-то общее. Все они предназначены для сварки углеродистых и низколегированных сталей. Не стоит применять их при сварке особо ответственных конструкций и вести вертикальный шов сверху вниз. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность.

Не рекомендуется варить электродами э42 нержавеющую сталь, поскольку в составе таких электродов нет хрома и никеля в нужной пропорции. А без этих компонентов нержавейку варить нельзя. Вы можете провести эксперимент и попробовать сварить нержавеющую сталь электродами э42. В результате металл потеряет все свои антикоррозийные свойства и станет хрупким.
При работе с электродами типа Э42 мастера отмечают стабильное горение дуги и ее легкий поджиг, в том числе повторный. По этой причине данный тип настолько популярен у всех категорий сварщиков. Так что можете использовать данные электроды для работы с любым сварочным аппаратом и уровнем подготовки.
Аналоги
Выше мы уже писали, что электроды Э42 очень распространены. Данные стержни выпускает сразу несколько компаний, поэтому вы можете найти продукцию под свои задачи и кошелек. Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми. Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Если и Э42А вам не подходит, то ориентируйтесь на проволоку, из которой изготовлены электроды-аналоги. Узнайте, какой состав у стали, которую вы будете варить, и убедитесь, что электрод-аналог схож с металлом по своему составу. У Э42 чаще всего используется рутиловое покрытие, так что можете найти аналог еще и по этому критерию.
Выбор
Начнем с диаметра. Здесь все просто: обычно диаметр электрода равен толщине металла, с которым вы собираетесь работать. Так электроды диаметром 4 мм или электроды диаметром 6 мм отлично подходят для толстых деталей, а 2мм и менее незаменимы при сварке тонких сталей.
Что касается марок, то ориентируйтесь на свои потребности. Если для вас важнее качество, то покупайте ОК 46.00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
Выбор производителя так же не должен быть проблемой. Если вы не готовы тратиться на электроды, то выбирайте продукцию российского производства. Если качество стоит на первом месте, а цена на последнем, то присмотритесь к зарубежным электродам. Например, к компании Kobelco.
Куда важнее сертификат качества, который вы можете запросить у продавца или производителя. Сертификат подтверждает, что купленные вами электроды соответствуют всем современным стандартам и являются подлинными. Есть одно «но»: на данный момент производитель не обязан проходить контроль качества. Это добровольное мероприятие. Но, с другой стороны, если компания все же снабдила свою продукцию сертификатами, значит она действительно ручается за их достойное качество.

Поэтому, если при покупке электродов у одного производителя есть сертификат, а другого нет, то конечно лучше предпочесть первого.
Хранение
Рекомендуем приобрести герметичный пенал для хранения ваших электродов. Так они сохранят все свои эксплуатационные характеристики, не будут крошиться или отсыревать. Необязательно покупать пенал, если вы не располагаете нужными средствами. Сделайте его из пластиковой трубы.
Вместо заключения
Электроды э42 — отличный выбор для всех сварщиков. От новичков, до мастеров своего дела. Главное — правильно подобрать марку и приобрести качественные стержни. Если у вас скромный бюджет, купите отечественные электроды. У них неплохие характеристики и возможности. Ну а если цена электрода играет далеко не первую роль, то обратите внимание на японских и европейских производителей. Желаем удачи в работе!
[Всего: 0 Средний: 0/5]характеристика, где применяются, достоинства и недостатки
Электросварка нуждается в применении электродного стержня. Его тип определяет свойства получившегося соединения, какой металл вы сможете обработать, с какой силой тока варить.
Есть не один десяток видов стержней, каждому из которых присвоены свои маркировки.
Марка электрода Э42 распространена среди домашних ремонтников и профессиональных сварщиков. Потому мы поделимся информацией об этом виде стержней.
В нашей статье мы расскажем, какие типы марок относят к Э42, когда можно и нельзя использовать такой электрод, как найти нужные вам стержни, в каких условиях хранить их.
Содержание статьиПоказать
Общая информация
Марки Э42 созданы для применения в сварке электрической дугой. Её применяют чаще, чем другие похожие типы. Э42 подходит для соединения стальных элементов или ремонта конструкций из различных металлов.
Этот подвид можно увидеть в запасах сварщиков заводских цехов и чемодане с инструментами любителя заняться ремонтом у себя в гараже.
К электродам типа Э42 относят подтипы АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Такое маркирование принято в странах СНГ. За границей она другая, но характеристики, по которым стержни группируют, в обоих случаях одинаковые.
Тем не менее, каждая марка отличается от «соседей» по группе Э42 техническими особенностями. Когда вы смотрите на электроды в магазине, смотрите характеристики для каждой марки по отдельности.
Всё потому, что они имеют разное покрытие и области применения. Не стоит думать, что, выбрав одну марку, вы сможете использовать её для любой работы.
Использование

Даже при имеющихся различиях, все электроды типа Э42 обладают и общими чертами. Ими можно спокойно соединять заготовки из чёрных металлов и высокоуглеродистой стали.
Конструкции, требования к устойчивости которых высокие, не стоит создавать с помощью этих марок. Также не ведите электрическую дугу сверху вниз, пока варите в вертикальном положении.
Большой плюс Э42 в том, что ими можно варить с обоими видами тока: постоянным и переменным. Учтите, что прямая полярность постоянного тока им не подходит.
Эти электродные стержни не подходят для пайки деталей из нержавейки, потому что в их состав не входят хром и никель в тех количествах, которые нужны для такой стали. Без них соединённая нержавеющая сталь станет чувствительной к окислению и коррозии.
Также такие конструкции легко ломаются и трескаются. Вы сможете убедиться в этом, если проведёте опыт на ненужных остатках стали.
Аналоги
Электродные стержни Э42 производят одновременно не меньше десяти компаний. Найти электроды, которые впишутся в ваш бюджет и сценарий работы будет несложно благодаря их распространённости.
Искать замену в этом случае бессмысленно, но ситуации бывают разное. И, если одна из таких случилась с вами, выбирайте стержни Э42А. Их покрытие создаёт кислую среду на изделии, предупреждая появление пор.
Но учтите, что для изделий, сваренных с участием Э42А, страшны горячие трещины.
Если Э42А не удовлетворяет вас, смотрите на материал проволоки, из которой сделаны аналогичные стержни. Сравните материал с составом сплава или стали свариваемых деталей.
Электрод должен быть похож по составу на элементы, чтобы совместимость была высокой. Можете искать аналог и по покрытию электрода. У Э42 оно из рутила.
Выбор

Для начала узнайте диаметр стержня. Выбрать его несложно — он просто должен быть таким же, как и ширина сечения металла, который вы будете варить.
Электрод 4-6 миллиметров без проблем справляется с толстыми деталями, а для тонких берите два миллиметра и меньше.
Чтобы не потеряться среди разнообразия марок, смотрите на госстандарты каждой. В этом случае выбор полностью ваш. Если цена для вас главное, возьмите АНО-6. А, если у вас высокие запросы к сварному соединению — берите ОК 46.00.
Можете также поговорить об этом с продавцом-консультантом.
Производитель не главный критерий. От него в основном зависит цена, но и качество у разных заводов тоже разное. Если вы не хотите тратить лишнего на стержни, вам подойдут расходники, сделанные на российских заводах.
Если ограничений у вас нет, то выбирайте, например, «Kobelco», они дороже, но лучше показывают себя в работе.
Всегда спрашивайте у продавца в магазине-представителе сертификаты. Можете сделать это также и через сайт самого производителя. Этот документ подтвердит, что электрод, который вы купили, не поддельные и сделаны по всем производственным стандартам.
Сейчас контроль качества на заводе сделали необязательным, поэтому у расходника сертификата может не быть. Поэтому, если у продукции в магазине паспорт всё же есть, значит, производитель подошёл к своему делу ответственно.
Исходя из этого, если перед вами стоит выбор из двух электродов, выбирайте тот, производитель которого предоставил сертификат соответствия.
Хранение

Хранить расходники лучше в плотно закрытом ящичке или пенале. В этом случае они не окислятся, не раскрошатся.
В герметичном хранилище водяной пар в воздухе не будет портить их. Если такого места для хранения у вас нет, можете сделать его, взяв за основу широкую пластиковую трубу.
Заключение
Э42 — тип электродных стержней, которые используют и новички, и профессионалы. Вы можете спокойно использовать их для углеродистых сталей.
Но учтите, что марок Э42 много, и выбирать одну из них нужно с учётом того, какого результата вы ждёте от сварки.
Российские Э42 имеют незаурядные способности при низкой цене, но, если вы не обращаете внимания на цену, берите зарубежные.
Электроды Э42: технические характеристики и аналоги
Сварка считается одним из наиболее надежных способов соединения стальных деталей. Существует несколько методик выполнения данной работы с использованием различных марок электродов.
Домашние мастера предпочитают применять технологию ручной дуговой сварки и электроды Э42. Судя по многочисленным отзывам потребителей, данный тип пользуется очень большим спросом. Информация о технических характеристиках электродов Э42 содержится в статье.
Знакомство
Электроды Э42 (ГОСТ №№ 9466, 9467) представляют собой металлические стержни, оснащенные специальным покрытием. Во время сварочных работ они используются в качестве вспомогательных присадочных материалов.
На современном рынке ассортимент данных изделий достаточно широк. Потребитель может приобрести электроды Э42 диаметром: 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
Аббревиатура
Необходимая информация о присадочном материале может быть почерпнута из его маркировки:
- Буква «Э» указывает на то, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режимов.
- Обозначение «42» свидетельствует о том, что наплавленный материал обладает прочностью 420 МПа.
Предназначение
Электроды Э42 используются для работы с деталями, изготовленными из углеродистой стали. Изделия применяются как домашними умельцами в быту, так и профессиональными сварщиками в ремонтных мастерских и во многих сферах промышленности для создания соединений пониженной ответственности. Сварочные работы можно осуществлять практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Обусловлено это тем, что созданные данными электродами наплавления не способны выдерживать больших нагрузок. Поэтому для соединения тех стальных деталей, на которые оказывается постоянное давление большого веса, применять электроды Э42 нежелательно.
Химический состав
В производстве электродов Э42 используются следующие химические элементы:
- Углерод. Его содержание в присадочном материале не превышает 0,12%.
- Марганец – 0,7%.
- Кремний – 0,3%.
- Сера – 0,03%.
- Фосфор – 0,03 %.
Технические характеристики
Электроды Э42 обладают следующими свойствами:
- Показатель временного сопротивления к разрыву составляет 420 МПа.
- «Наплавка» — 10 г/Ач.
- Размер стержня не превышает 400 мм. Электроды Э42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварка выполняется при температуре от – 20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг наплава.
- Шов обладает ударной вязкостью в 150 Дж/см. кв. при температуре +20 градусов. Вязкость при –40 градусов составляет 35 Дж./см. кв.
- Удлинение шва не превышает 22 %.
Особенности изделий
- Электроды данного типа, несмотря на их габаритные размеры, обладают неизменными химическим составом, физическими свойствами и механическими характеристиками. Осуществляя сварочные работы с одним и тем же материалом, мастер может воспользоваться присадочным веществом различной длины. На качестве соединения это никак не отразится.
- Судя по отзывам потребителей, шлаковую корку, образовавшуюся в результате кристаллизации шва, легко удалить.
- Если соблюдаются все правила технологии сварочных работ, то для шва характерна однородность: микропоры и пустоты в нем отсутствуют.
- Шов обладает прочностью и пластичностью.
- Процесс сварки с использованием данных электродов достаточно прост. В ходе работы отсутствует растекание горячего наплавляемого материала по поверхности и сильное разбрызгивание горячего металла. Поэтому применять электроды данного типа сможет даже непрофессиональный сварщик.
- При использовании Э42 многими потребителями отмечено быстрое зажигание дуги, которая характеризуется стабильностью.
- При помощи электродов Э42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщиками используется обратная полярность.
Некоторых потребителей интересует вопрос о том, можно ли использовать электроды типа Э42 для соединения деталей из нержавейки? Как утверждают опытные сварщики, для качественной проварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, для которых характерно пропорциональное содержание хрома и никеля. Электроды типа Э42 в этом случае не подойдут. Образовавшийся шов будет обладать сниженными механическими свойствами и подвергаться коррозийным процессам. В результате такая сварка окажется бессмысленной.
Аналоги электродов Э42
При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
- «Огонек». При помощи данных электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы осуществляются за счет короткой или средней дуги. Разбрызгивание минимизировано.
- «АНО-17». Данные электроды предназначаются для соединения толстых металлов. Их применение характеризуется образованием длинных сварных швов.
- «ВСЦ-4». Данная марка применяется для сварочных работ с трубопроводом.
- «ВСЦ-4М». При помощи этих изделий обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих малую толщину. Электроды обладают низкой токсичностью.
- «ОМА-2». Сварщик применяет удлиненную дугу. Используя данные электроды, можно сваривать отвесные металлоконструкции, толщина которых варьируется в пределах 0,8-3 мм. Для этого присадочного материала характерна низкая проплавляющая способность. Сварочные работы с «ОМА-2» осуществляются на окисленной поверхности.
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.
Производители
В России данные электроды изготавливают на предприятии «СпецЭлектрод» в Москве и Уральском электронном заводе. Электроды также импортируются из Швеции, США и Японии.
В заключение
Присадочные материалы типа Э42 обладают универсальными техническими характеристиками. Данные электроды пользуются большой популярностью у новичков и специалистов, выполняющих сварочные работы любой степени сложности.
технические характеристики – Расходники и комплектующие на Svarka.guru
Электроды Э42 разработаны и оптимизированы для сварки малолегированных углеродистых сплавов. Они рекомендованы для конструкций, к которым предъявляются повышенные требования по прочности и устойчивости к динамическим нагрузка, а также работающим в условиях низких температур. Электроды применяют также для сборки корпусов сосудов давления, толстолистовых заготовок, ремонтных работах при обнаружении дефектов литья.
Расшифровка аббревиатуры и марки
Расшифровка названия электрода Э42 и Э42А достаточно проста. В аббревиатуре зашифрована основная характеристика, выделяющая сварочный материал из прочих. Это прочность шовного материала, равная 420 Мпа. Э означает электрод для электродуговой сварки.
Популярными марками Э42 являются:
- ОЗС-42;
- ОЗС-12И/42;
- ОМА-2;
- Огонек;
- ОЗС-23.
Кроме того, широко известна среди профессионалов модифицированная версия: электроды Э42А марки УОНИ-13/45. Технические характеристики усовершенствованных электродов Э42А заметно превосходят базовую модель.
Область применения
Сварочные материалы серии Э42 используются при сборке ответственных изделий из углеродистых сплавов.
Применяют их также для монтажа труб с небольшой толщиной стенок для транспортировки жидкостей и гадов под малым и средним давлением.
Электроды Э 42 не требуют высокой квалификации от сварщика, поэтому их охотно используют не только профессионалы, но и начинающие мастера в автосервисе и домашних мастерских.
Доступная цена изделия только добавляет ему привлекательности.
Химический состав
Состав сварочной проволоки, являющейся основой изделия, кроме Fe, включает в себя:
С: 0.08%, Mn: 0.7%, Si: 0.1%, S: не более 0.035%, P: не более 0.035%.
Состав зафиксирован в ГОСТ, все производители, получившие и подтверждающие сертификат на выпуск электродов марки Э42, строго его придерживаются
Технические характеристики
В соответствии с требованиями ГОСТ 9466 и ГОСТ 9467, Э42 предназначены для работы как переменным, так и постоянным током. Обмазка бывает как на кислотной основе, так и на основе минерала рутила (диоксида титана). Кислые покрытия часто приводят к образованию множественных трещин. Для сплавов, характеризующихся как спокойные или полуспокойные, предпочтительно использование рутиловой обмазки.
При сгорании покрытия в пламени электродуги образуется облако защитного газа, вытесняющего из рабочей зоны воздух и предотвращающего контакт расплавленного металла с кислородом и азотом, а также с водяными парами. Кроме того, присадки, водящие в состав Э42, выступают в роли легирующих компонентов.
Изделия серии характеризуются следующими физико-механическими параметрами:
- временное сопротивление разрыву: 420 Мпа;
- ударная вязкость шовного материала при нормальной температуре: 150 Дж/см2;
- то же при -40С: 35 Дж/см2;
- относительное удлинение до 22%;
- температурный диапазон применения: -20+20оС;
- коэффициент наплавления: 1,6.

Параметры изделий серии делают их хорошим выбором при монтаже сложных технологических конструкций, предназначенных для работы при низких температурах, как для криогенной техники, так и для полярных транспортных средств и элементов инфраструктуры. Высокая прочность шовного материала открывает электродам широкий путь для использования при сварке ответственных высоконагруженных металлоконструкций в строительстве, машиностроении, оборонной отрасли.
Диаметры
Толщина электрода считается по диаметру сердечника из сварочной проволоки. Изделия серии Э42 выпускаются диаметром от 1,6 до 6 миллиметров. Это дает возможность подобрать подходящую толщину как для тонколистовых, так и для солидных конструкций различной пространственной конфигурации. Диаметр покрытия электрода серии э42 зависит от толщины стержня. Толщинам 1,6-3 мм соответствует привычная длина в 25-30 см, электроды диаметром 4 мм Э42, а также 6-миллиметровые, выпускаются как 30, так 45-сантиметровыми. Отгружаются изделия в пачках или в герметичных контейнерах.
Особенности изделий
Согласно техническим условиям, изделиями Э42 допустимо работать во всех сварочных положениях и направлениях, исключая вертикальное сверху вниз. Специальные добавки снижают текучесть расплава, удерживая его в границах сварочной ванны. Это дает технологам широкие возможности для проектирования и оптимизации процессов сварки.
Шовный материал, получающийся в результате работы электрода, характеризуется высокой однородностью структуры и минимальными пустотными дефектами. После сгорания обмазки образуется легкоудаляемая корка шлака.
Для Э42 характерны также легкий розжиг и высокая стабильность горения электродуги.
Шовному материалу свойственны высокая прочность и достаточная пластичность. Это увеличивает возможности конструкций противостоять как статическим, так и динамическим нагрузкам.
Для электродов характерны сниженные требования к подготовке поверхности и условиям работы. Сварке с достаточным качеством поддаются даже влажные заготовки со следами коррозии.
Металл шва или наплавка
В ходе наплавочной операции наносят слой металла, или присадочного материала, на поверхность заготовки. Причины выполнения наплавочных операций могут быть следующими:
- ремонт изношенного или поврежденного узла механизма;
- доведение геометрических размеров заготовки до заданных в проекте при установлении факта устранимого брака;
- создание металлического покрытия с целью улучшить такие физико-химические свойства основной детали, как прочность или устойчивость к коррозии;

При выполнении наплавочной операции электрод следует по заданной траектории над поверхностью основной детали. Металл расплавляется и, смешиваясь с металлом электрода, образует на поверхности детали сплошной наплавленный слой. Иногда наплавку проводят в несколько слоев, масса ее на особо крупных деталях может доходить до нескольких тонн.
По окончании наплавки деталь подвергается механической обработке для точного доведения геометрических размеров до заданных величин. Если требуется наплавка малых объемов, Э42 вполне способен заменить собой специализированные наплавочные электроды.
Аналоги
У изделий серии Э42 существуют аналогичные по своим свойствам электроды, которые при определенных ограничениях можно использовать в качестве замены. Определяющим в вопросе подбора аналогов является химический состав сварочной проволоки, лежащей в основе изделия.
Стандарт допускает применение проволоки марок Св 08 и Св 08а. Практически, любой электрод на такой основе будет выдавать близкие физико-механические параметры шовного материала, высоковязкого и пластичного.

Следующие марки являются близкими функциональными аналогами Э42:- Огонек, позволяет сваривать заготовки толщиной от 1 до 3 мм, допускается направление сверху вниз в вертикальном сварочном положении;
- АНО 6м, работает как на укороченной, так и на обычной длине дуги, снижено разбрызгивание металла;
- АНО-17, специализированы для работы с заготовками большой толщины и протяженными соединениями, аналог электродов э42а диаметром 4-6 мм;
- ВСЦ-4 (м), адаптирован для сварки трубопроводов;
- ОЗС 23, приспособлены для соединения тонколистовых конструкций малого веса, не выделяет вредные вещества в атмосферу;
- ОМА 2, для работы на увеличенной длине дуги по вертикальным швам, для заготовок толщиной до 3 мм, со сниженной проплавляемостью.

Полным функциональным аналогом Э42, даже превосходящим его по ряду параметров, считают электроды производства ESAB OK-4600, OK Pipeweld-6010.
Ограничения
При всех положительных качествах изделия серии Э42 они физически не могут быть абсолютно универсальными электродами, подходящими для сварки чего угодно и где угодно. Они непригодны для работы в следующих условиях:
- сварка изделий из нержавеющей стали, для этого в составе проволоки не хватает хрома и никеля, обмазка также не сможет надежно изолировать сварочную ванну от азота, кислорода и водяных паров, шов будет слабым местом изделия;
- сварка в вертикальном сварочном положении в направлении сверху вниз, зазор между заготовками будет забиваться потеками расплава из сварочной ванны;
- сварка цветных металлов;
- соединение деталей из высоколегированных сплавов и чугуна.
Э42 хорошо делают то, для чего были разработаны. Попытки использовать их в нетипичных условиях успехом не увенчаются.
Производители
К ведущим производителям электродов серии относят следующие предприятия:
- Гранит.
- Патон.
- Вистек.
- Плазматик.
- MaxWeld.
Неплохо также зарекомендовала себя продукция московского «СпецЭлектрода» и Уральского электронного завода. Аналоги производства ESAB импортируют из Швеции.
Требования ГОСТ
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.
Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
Электроды Э42 — расшифровка, особенности и назначение
Технические характеристики и параметры электродов э42. Расшифровка названия, назначение и области применения. Особенности при использовании — далее.
При создании различных металлоконструкций необходимо делать надежные соединения отдельных элементов. Самым популярным способом создания прочных соединительных швов является электросварка. Наиболее доступным методом считается ручная сварка, в которой используются плавящиеся электроды. При их выборе следует учитывать характеристики расходных материалов и особенности работы с ними. Одними из популярнейших являются электроды Э42.
Расшифровка, особенности и назначение электродов Э42А
Расшифровка обозначения:
- Тип электрода – Э. Буква считается официальным обозначением расходного материала.
- 42 — цифры значат предел прочности и измеряются в Мегапаскалях. Расчет идет на 1 квадратный мм сечения шва. Готовый шов выдерживает напряжение до 40 кг.
- А — электроды с этой буквой считаются улучшенным аналогом Э42. У них лучше свойства, важные при сварке, а именно химический состав, пластичность и вязкость.
Перед тем как начинать работать с этими расходниками, необходимо знать особенности и специфику их применения:
- После окончания работ шлаковую корку легко удалить.
- Не нужно обладать большим практическим опытом для работы с электродами Э42А.
- Экономичный расход.
- Готовый сварной шов обладает высокими показателями пластичности и прочности. Он выдерживает значительные нагрузки при изломе.
- Оптимальное соотношение цена/качество.
- Дуга зажигается легко.
- Многообразие в плане выбора диаметров (от 4-х до 12-ти).
- Сочетаются с большим количеством флюсовых обмазок.
- Шов, образующийся при сварке этими расходными элементами, получается однородным. Если технология была соблюдена по всем правилам, он не будет иметь пор и пустот.
Важно! Независимо от диаметра электродов этой марки с их помощью нельзя делать швы сверху вниз. Также необходимо использовать сварку только на обратной полярности.
Расходные материалы для сварочных аппаратов этого типа распространены на строительном рынке благодаря тому, что с их помощью получаются качественные соединения деталей, изготавливаемых из низкоуглеродистых сталей. Они распространены в строительстве и различных сферах промышленности. Однако при работе с высокоуглеродистыми сталями шов получается некачественным. В процессе эксплуатации на соединении возникают трещины, которые постепенно приведут конструкцию в негодное состояние.
С помощью этих расходных элементов можно проводить монтажные работы на неочищенных поверхностях. Ими возможно соединять как тонкие, так и толстые листы металла. Перед тем как начинать соединение деталей более 4 мм в толщине, требуется подготовить кромки. Для сваривания деталей толщиной более 8 мм необходимо использовать электроды диаметром в 8 мм.
Важно! Чтобы металл не стекал вниз по шву и не задерживался на нем, следует сбавлять силу тока при работе.
При изначальной просушке и прокалке дуга будет без проблем зажигаться в первый и последующие разы. Во время плавки металла на расходных элементах он не растекается и создает плотный шов. Недостаток электродов Э42А заключается в том, что у них плохая пластичность. Из-за этого швы на тонких металлах получаются ненадежными. Чтобы компенсировать этот недостаток, нужно использовать флюс.
Электроды Э42 применяются в промышленности и частном производстве. При их использовании создаются металлоконструкции, и проводятся работы небольшой ответственности. Часто они требуются в мастерских, специализирующихся на ремонте. Актуально применять электроды Э42, если через мастерскую проходит большое количество деталей, изготовленных из металлов с малым содержанием углерода. Могут использоваться для починки газопроводов и водопроводов. Важные условия в этом случае — тонкие трубы и низкое давление газа либо жидкости в них.
Технические характеристики
Электроды типа Э42 изготавливаются по ГОСТу 9466-75. Они имеют сертификат НАКС. По государственным стандартам им присущи такие технические характеристики марки Э42А:
- Диаметры покрытия — 4-12 мм.
- Ударная вязкость — 150 Дж/см2.
- Максимальное сопротивление разрыва — 420 мпа.
- При размере сечения в 4 мм длина составляет 45 см.
- Рабочий диапазон температур — до 20°C.
- Предел текучести — 333 Мпа.
- Относительное удлинение — 27%.
- Примерный расход на 1 кг чистого шва — около 1,6 кг расходного материала.
Представленные выше характеристики допустимы при соблюдении правил, технологии и режимов сварки. В состав входит фосфор, углерод, кремний, марганец и сера. От процентного соотношения этих веществ в составе плавких элементов зависят их характеристики.
При желании высказать свое мнение по представленной выше теме делитесь своими знаниями и предположениями в блоке комментариев.
# e42e2e шестнадцатеричный цвет
В цветовом пространстве RGB шестнадцатеричный # e42e2e состоит из 89,4% красного, 18% зеленого и 18% синего. Тогда как в цветовом пространстве CMYK он состоит из 0% голубого, 79,8% пурпурного, 79,8% желтого и 10,6% черного. Он имеет угол оттенка 0 градусов, насыщенность 77,1% и яркость 53,7%. Шестнадцатеричный цвет # e42e2e можно получить путем смешивания # ff5c5c с # c
.
Ближайший цвет для веб-безопасности: # cc3333.- ♥
● # e42e2e описание цвета: Ярко-красный .
Шестнадцатеричный цвет # e42e2e имеет значения RGB R: 228, G: 46, B: 46 и значения CMYK C: 0, M: 0,8, Y: 0,8, K: 0,11.
Его десятичное значение 14954030.
Hex триплет e42e2e # e42e2e RGB Десятичный 228, 46, 46 RGB (228,46,46) RGB Процент 89.4, 18, 18 RGB (89,4%, 18%, 18%) CMYK 0, 80, 80, 11 HSL 0 °, 77,1, 53,7 hsl (0,77,1%, 53,7%) HSV (или HSB ) 0 °, 79,8, 89,4 Веб-сейф куб.см 3333 # cc3333
CIE-LAB 50.274, 67,405, 45,519 XYZ 33,467, 18,649, 4,422 xyY 0,592, 0,33, 18,649 CIE- LCH 50.274, 81.335, 34.031 CIE-LUV 50,274, 138,686, 29,918 Hunter-Lab 43,185, 62,757, 24,158 двоичный 11100100, 00101110, 00101110
Разделение дополнительных цветов - # af1717
# af1717 RGB (175,23,23)
- # c51a1a
# c51a1a RGB (197,26,26)
- # dc1c1c
# dc1c1c RGB (220,28,28)
- # e42e2e
# e42e2e RGB (228,46,46)
- # e74545
# e74545 RGB (231,69,69)
- # ea5b5b
# ea5b5b RGB (234,91,91)
- # ed7272
# ed7272 RGB (237,114,114)
Монохромный цвет Ниже вы можете увидеть цвета, близкие к # e42e2e.Набор связанных цветов может быть полезен, если вам нужна вдохновляющая альтернатива исходному выбору цвета.
- # e42e5c
# e42e5c RGB (228,46,92)
- # e42e4c
# e42e4c RGB (228,46,76)
- # e42e3d
# e42e3d RGB (228,46,61)
- # e42e2e
# e42e2e RGB (228,46,46)
- # e43d2e
# e43d2e RGB (228,61,46)
- # e44c2e
# e44c2e RGB (228,76,46)
- # e45c2e
# e45c2e RGB (228,92,46)
Похожие цвета Текст в шестнадцатеричном формате # e42e2e Этот текст имеет цвет шрифта # e42e2e.
Текст здесь
# e42e2e цвет фона Цвет фона этого абзаца # e42e2e.
Содержимое
# e42e2e цвет границы Этот элемент имеет цвет границы # e42e2e.
Содержимое
CSS коды .текст {color: # e42e2e;}
.background {background-color: # e42e2e;}
.border {border: 1px solid # e42e2e;}
Оттенок достигается путем добавления черного к любому чистому оттенку, а оттенок создается путем смешивания белого с любым чистым цветом. В этом примере # 110202 — самый темный цвет, а #fffefe — самый светлый.
- # 110202
# 110202 RGB (17,2,2)
- # 220404
# 220404 RGB (34,4,4)
- # 340707
# 340707 RGB (52,7,7)
- # 450909
# 450909 RGB (69,9,9)
- # 560b0b
# 560b0b RGB (86,11,11)
- # 680d0d
# 680d0d RGB (104,13,13)
- # 791010
# 791010 RGB (121,16,16)
- # 8a1212
# 8a1212 RGB (138,18,18)
- # 9c1414
# 9c1414 RGB (156,20,20)
- # ad1616
# AD1616 RGB (173,22,22)
- # bf1919
# bf1919 RGB (191,25,25)
- # d01b1b
# d01b1b RGB (208,27,27)
- # e11d1d
# e11d1d RGB (225,29,29)
Оттенок Изменение цвета - # e42e2e
# e42e2e RGB (228,46,46)
- # e63f3f
# e63f3f RGB (230,63,63)
- # e85151
# e85151 RGB (232,81,81)
- # eb6262
# eb6262 RGB (235,98,98)
- # ed7373
# ed7373 RGB (237,115,115)
- # ef8585
# ef8585 rgb (239 133 133)
- # f19696
# f19696 RGB (241,150,150)
- # f4a8a8
# f4a8a8 RGB (244,168,168)
- # f6b9b9
# f6b9b9 RGB (246,185,185)
- # f8caca
# f8caca RGB (248,202,202)
- #fadcdc
#fadcdc RGB (250,220,220)
- #fdeded
#fdeded RGB (253 237 237)
- #fffefe
#fffefe RGB (255 254 254)
Оттенок Изменение цвета Тон получается путем добавления серого к любому чистому оттенку.В этом случае # 898989 — менее насыщенный цвет, а # f61c1c — наиболее насыщенный.
- # 898989
# 898989 RGB (137,137,137)
- # 928080
# 928080 RGB (146,128,128)
- # 9b7777
# 9b7777 RGB (155,119,119)
- # a46e6e
# a46e6e RGB (164,110,110)
- # ae6464
# ae6464 RGB (174,100,100)
- # b75b5b
# b75b5b RGB (183,91,91)
- # c05252
# c05252 RGB (192,82,82)
- # c94949
# c94949 RGB (201,73,73)
- # d24040
# d24040 RGB (210,64,64)
- # db3737
# db3737 RGB (219,55,55)
- # e42e2e
# e42e2e RGB (228,46,46)
- # ed2525
# ed2525 RGB (237,37,37)
- # f61c1c
# f61c1c RGB (246,28,28)
Изменение цвета тона Ниже вы можете увидеть, как # e42e2e воспринимается людьми с нарушением цветового зрения.Это может быть полезно, если вам нужно обеспечить доступность ваших цветовых комбинаций для дальтоников.
Монохромность - # 646464 Ахроматопсия
0,005% населения
- # 7e5959 Атипичная ахроматопсия
0,001% населения
Трихроматия - # ab6140 Протаномалия
1% мужчин, 0.01% женщин
- # b75d2a Дейтераномалия
6% мужчин, 0,4% женщин
- # e43435 Тританомалия
0,01% населения
. 42 (номер) — Википедия
Википедия, свободная энциклопедия.
Quarantadue (ср. Latino quadraginta duo , greco δύο καὶ τεσσαράκοντα ) è il numero naturale dopo il 41 e prima del 43.
- È un numero pari.
- È un numero composto coi seguenti 8 divisori: 1, 2, 3, 6, 7, 14, 21 e 42.
- Сделайте сомма делителей, которые находятся в постоянном положении, 54> 42, это аббонданский номер.
- È un numero sfenico.
- un numero semiperfetto in quanto pari alla somma di alcuni (o tutti) i suoi divisori.
- un numero colombiano nel sistema numerico decimale.
- — это номер палиндром и нумерация цифр, основанная на базе 4 (222), основании 13 (33) и 20 (22).
- un numero ondulante nel sistema numerico binario (101010).
- È un Numero di Catalan.
- un numero di Harshad nel sistema numerico decimale.
- È un numero idoneo.
- È un Number Intero Privo di Quadrati.
- È un numero pratico.
- È un numero scarsamente totiente.
- È un pentadecagonale.
- — это краткий момент времени работы Римана.
- È parte delle terne pitagoriche (40, 42, 58), (42, 56, 70), (42, 144, 150), (42, 440, 442).
- È un numero oblungo, ovvero della forma n (n + 1).
Religione [изменение | modifica wikitesto]
- — номер интеркорпоративного поколения Абрамо и Джезу Кристонель Ванджело второй Маттео.
- Nell’Apocalisse biblica, l’impero «che assomiglia all’Impero Romano» regna sulla Terra за 42 месяца.
- il number dell’imperfezione (6) moltiplicato per il numero di Dio (7).
- il numero dei comandamenti (o regole) della divinità egiziana Maat.
- Nell’antico testo cinese Tao Te Ching di Lao Tzu il capitolo 42 contiene una spiegazione dell’universo.
- Нелл’антико Эгитто эра численных умений человека, чье имя находится в доме, не принадлежащем к сознанию человека.
Smorfia [изменение | modifica wikitesto]
Информационная [изменение | modifica wikitesto]
Sport [модификации | modifica wikitesto]
- la distanza in chilometri di una maratona ufficiale (42 km e 195m, olimpiadi 1908 e dal 1924).
- Э. иль Numero делла Maglia ди Джеки Робинсон, че фу иль примы giocatore ди Бейсбол afroamericano esordire Нелла Высшая лига Moderna Nel 1947, sfidando ле consuetudini razziali ди кель Periodo ( бейсбол цвет линии ) е Dando иль через аль Processo ди eliminazione делла barriera razziale nel baseball.In suo onore il number 42 fu ritirato dai Dodgers nel 1972 e dall’intera Major League nel 1997.
Letteratura [изменение | modifica wikitesto]
Musica [изменение | modifica wikitesto]
Телевидение [изменение | modifica wikitesto]
- Nella serie televisiva Lost — это один из цифровых последовательностей звуков Валенцетти, который играет очень важную роль в сериале.
- Nella serie televisiva Dr. House — Medical Division — это предпочтительный номер дома Грегори. [2]
- Серия телевидения Секретные материалы — это номер из апартаментов Фокса Малдера. [3]
- Nella serie televisiva NCIS — Unità anticrimine . Это реголь главного героя Лероя Джетро Гиббса и игральные кости: 42 — Вы можете принять участие в поиске сердца () Никогда не принимайте извинения от человека, который только что ударил вас ).
- Набор эпизодов современной серии Доктора Кто является уникальным статусом «42» в книге Дугласа Адамса и его владельца Galattica Guida for gli autostoppisti: il Dottore risponde a una richiesta di soccorso e sale su una nave spazia га соло 42 минуты за рипарарла.
- Последний эпизод из серии анимированных Базз Лайтер из звездной команды представляет собой оригинальное «42» в исполнении Дугласа Адамса.
- Nella statunitense Supernatural 42 — это номер с контурами, которые контрастируют с воротами, которые проходят через мост смертных и Paradiso. Superarla consentirebbe quindi all anime dei beati di tornare in vita.
- 42 изображения Episodi di Capitan Harlock .
- Nella serie Z-Nation (Ep 9- stag.5) для входа в город Хакервиль, в котором находится киесто, является значимым из 42 обращений из библиотеки Дугласа Адамса.
- Nella serie televisiva «The Mentalist», серия 21 stagione 1 ( Episodi di The Mentalist (prima stagione) #La ragazza dai capelli rossi ), морто является математическим и математическим и математическим письмом 42, имеющим числовую кассету. , Che campeggia anche in un manifestesto di un sospettato, appasionato di giochi matematici e scacchi.
Другие изображения [изменение | modifica wikitesto]
- Nella tradizione popolare giapponese il 42 — это внимание к числу гостей.Le sue due cifre lette separatamente, shi ni , ricordano la frase «verso la morte».
.
# e42e2e RGB (228,46,46) RGB (89,4%, 18%, 18%) hsl (0,77,1%, 53,7%) # cc3333 # af1717RGB (175,23,23)
# c51a1aRGB (197,26,26)
# dc1c1cRGB (220,28,28)
# e42e2eRGB (228,46,46)
# e74545RGB (231,69,69)
# ea5b5bRGB (234,91,91)
# ed7272RGB (237,114,114)
# e42e5cRGB (228,46,92)
# e42e4cRGB (228,46,76)
# e42e3dRGB (228,46,61)
# e42e2eRGB (228,46,46)
# e43d2eRGB (228,61,46)
# e44c2eRGB (228,76,46)
# e45c2eRGB (228,92,46)
Текст здесь Содержимое
Содержимое .текст {color: # e42e2e;} .background {background-color: # e42e2e;} .border {border: 1px solid # e42e2e;} # 110202RGB (17,2,2)
# 220404RGB (34,4,4)
# 340707RGB (52,7,7)
# 450909RGB (69,9,9)
# 560b0bRGB (86,11,11)
# 680d0dRGB (104,13,13)
# 791010RGB (121,16,16)
# 8a1212RGB (138,18,18)
# 9c1414RGB (156,20,20)
# AD1616RGB (173,22,22)
# bf1919RGB (191,25,25)
# d01b1bRGB (208,27,27)
# e11d1dRGB (225,29,29)
# e42e2eRGB (228,46,46)
# e63f3fRGB (230,63,63)
# e85151RGB (232,81,81)
# eb6262RGB (235,98,98)
# ed7373RGB (237,115,115)
# ef8585rgb (239 133 133)
# f19696RGB (241,150,150)
# f4a8a8RGB (244,168,168)
# f6b9b9RGB (246,185,185)
# f8cacaRGB (248,202,202)
#fadcdcRGB (250,220,220)
#fdededRGB (253 237 237)
#fffefeRGB (255 254 254)
# 898989RGB (137,137,137)
# 928080RGB (146,128,128)
# 9b7777RGB (155,119,119)
# a46e6eRGB (164,110,110)
# ae6464RGB (174,100,100)
# b75b5bRGB (183,91,91)
# c05252RGB (192,82,82)
# c94949RGB (201,73,73)
# d24040RGB (210,64,64)
# db3737RGB (219,55,55)
# e42e2eRGB (228,46,46)
# ed2525RGB (237,37,37)
# f61c1cRGB (246,28,28)