Приспособление для сварки труб, как изготовить
Для удобства сварки деталей, опытные сварщики применяют массу различных приспособлений. Среди них часто встречаются собственные разработки. Некоторые конструкции, даже не имеют аналогов среди промышленно выпускаемых изделий. О том, как самостоятельно изготовить некоторые из них, наш дальнейший рассказ.
Одна из моделей приспособления для сварки, позволяет фиксировать детали под различным углом. Чтобы ее собрать, потребуются обрезки уголка, стальной полосы, а также болты с обычными и барашковыми гайками. Начинают с раскроя стальной пластины на два отрезка длиной по 15 см каждый. Их складывают вместе и просверливают с одного края. В отверстия вставляют короткий болт с барашковой гайкой и затягивают ее, ориентируя детали под прямым углом друг к другу.
Полученную деталь укладывают на ровный стол, накрывают ее линейкой и по краям очерчивают прямую линию. По ней, полосы обрезают болгаркой. Затем, кусок металлического уголка зажимают в тисках и приваривают к нему обрезанные концы детали.
На следующем этапе, два отрезка узкой стальной полосы выгибают, получая Г-образные заготовки. Их приваривают по обеим сторонам будущего приспособления. К загнутым краям полос приваривают гайки и вворачивают в них длинные шпильки. Для удобства вращения, к ним приваривают по одной барашковой гайке. В результате проведенной работы, мастер получает приспособление, при помощи которого легко удерживать и сваривать детали любой конфигурации и под различными углами.
Еще одна модель сварочного приспособления, предназначается для удержания труб круглого сечения и небольших деталей. Для ее создания потребуются старые пассатижи, изготовленные из обычной стали. В качестве держателя используется кусок круглой трубы, длиной 4-5 см. Его зажимают в тиски и распиливают вдоль на две половины. Потом их просто приваривают к губкам пассатижей. Приспособление готово.
Мастеру, часто сваривающему концы профильных или круглых труб, пригодится еще один вид приспособления. Он изготавливается из куска обычного стального уголка длиной 30-40 см. В его средней части, на расстоянии 12-15 см друг от друга, приваривают два отрезка втулочно-роликовой цепи от сельскохозяйственной техники. Для совмещения и удержания заготовок, их вкладывают в уголок, оборачивают цепями, которые фиксируют тонкими болтами.
Он изготавливается из куска обычного стального уголка длиной 30-40 см. В его средней части, на расстоянии 12-15 см друг от друга, приваривают два отрезка втулочно-роликовой цепи от сельскохозяйственной техники. Для совмещения и удержания заготовок, их вкладывают в уголок, оборачивают цепями, которые фиксируют тонкими болтами.
Аппарат для сварки ПВХ труб
СваркаАвтор Trubtraid.ru Опубликовано Обновлено
По мере развития современных технологий все чаще вместо морально и технически устаревших металлических труб применяются более современные и совершенные изделия из пластика. Для монтажа некоторых их разновидностей может потребоваться специальное приспособление, называемое паяльником или «утюгом».
Механические;
Ручного типа;
Механический аппарат для сварки ПВХ труб применяется в тех случаях, когда речь идет о монтаже изделий большого диаметра. Для сборки труб, чаще всего применяемых в быту (до 125 мм включительно) используют устройства ручного типа.
Задаваясь вопросом «как выбрать паяльник?», необходимо исходить из следующих параметров устройства:
- Мощность. Ошибочно полагать, что наилучшим устройством является то, которое обладает максимальной мощностью. Идеальный алгоритм для расчета этого параметра выглядит так: диаметр деталей, с которыми предполагается работать чаще всего умножаем на 10 и получаем необходимую цифру. В качестве примера: диаметр трубы — 50 мм *10 и получаем 0.5 кВт мощности;
- Количество и разнообразие насадок. Диаметр таких насадок обычно варьируется от 16 до 160 мм, при этом желательно, чтобы их количество составляло не менее 12 штук;
- Антипригарное покрытие насадок может быть разным, но наиболее долговечным и эффективным заслуженно считается тефлон;
Отдельное внимание стоит уделить такому показателю, как страна — производитель прибора.
- Чехии. Аппараты, выпущенные в этой стране, по праву считаются лидерами рынка, обладают высокой функциональностью и надежностью;
- Турции. «Утюги» из этой страны также достаточно качественны и функциональны, но многое зависит и от фирмы — производителя. На сегодняшний день очень хорошо себя проявила продукция Kalde и Candan — хорошо справляются с пайкой.;
- Китай. Вопреки расхожему мнению, на территории этого государства умеют делать качественный электроинструмент, но прежде, чем совершать покупку, следует поинтересоваться отзывами о производителе;
Оптимальная температура сварки ПВХ труб составляет 260 градусов, время ее достижения прибором указано в инструкции к нему и обычно составляет 15 минут после включения.
Собрать рассматриваемое устройство можно и своими руками. Для этого потребуются следующие запчасти:
- Утюг, мощность которого составляет не менее 0.
 8 кВт;
8 кВт; - ТЭН;
- Термопара;
- Два отрезка шнура, длиной не менее 100 см каждый;
- Магнитофон. Подойдет старое, в том числе и давно не используемое, устройство;
- Формы для обработки деталей. Найти подходящие запчасти достаточно сложно, поэтому лучше заказать их изготовление на любом токарном производстве;
- Минеральная вата;
 8 кВт;
8 кВт;О том, как выбрать полноценно работающий, функциональный прибор будет подробно рассказано в этом видео:
Приспособление для ровной сварки полипропиленовых труб
Здравствуйте, уважаемые подписчики и гости !!!
Выношу на ваш суд несложное приспособление для сварки ровно
и без перекосов полипропиленовой трубы 20 и ей соответствующие фитинги. Для
другого диаметра трубы делается такое же приспособление с некоторыми
изменениями размеров.
Кому это может пригодиться?
Я думаю, начинающим,тем кто решил сваривать полипропиленовые трубы для прокладки водопровода (таких как я)) и для тех, кто мастерит из этих труб какие либо конструкции .
А для тех, кого это приспособление заинтересовало, попытаюсь более подробно объяснить.Начнем. Приспособление делалось из того что есть.
Основание—подошва от старого фуганка(бук), длиной 530 и в сечении 18×70 мм.
Размечаем и накерниваем.
Сверлим сверлом 3,5 мм
затем зенкуем сверлом 10 мм.
Изготавливаем брусок (сосна) длиной 530 и в сечении 20×20,5 мм,
размечаем также как и основание, но сверлим сверлом 3 мм.
Замерил наружные диаметры трубы и фитинга. Разница как раз равнялась толщине ДВП. Изготовляем из ДВП полосу 20×530 мм.
смазываем клеем полосу и брусок, соединяем и прибиваем несколькими гвоздиками (полосу наклеиваем на сторону бруска шириной 20,5 мм).
Размечаем, сверлим (4 мм), зенкуем(10 мм) обе рейки,
смазываем клеем и соединяем на саморезах с бруском с ДВП вверх .
Теперь нашу конструкцию приклееваем и на саморезы к основанию.
Берем муфту(лучше сразу крестовину)
и делаем вырез(пропиливаем и ДВП).
Изготавливаем два брусочка (сосна) размером 8x20x100 мм
смазываем клеем, прикладываем
и склеиваем.
Подравняем площадку, берем уголки из мебельной фурнитуры,саморезы
и прикрепляем уголки так, чтобы муфта находилась между ними плотно
или уголок,
или крестовина(добавить еще 2 уголка и увеличить паз)
По такому принципу сделал приспособление под 25 трубу.
Ну и вроде все.
Спасибо за то , что просмотрели моё творение)
Аппарат для сварки пластиковых труб VOLL V-Weld ME 160
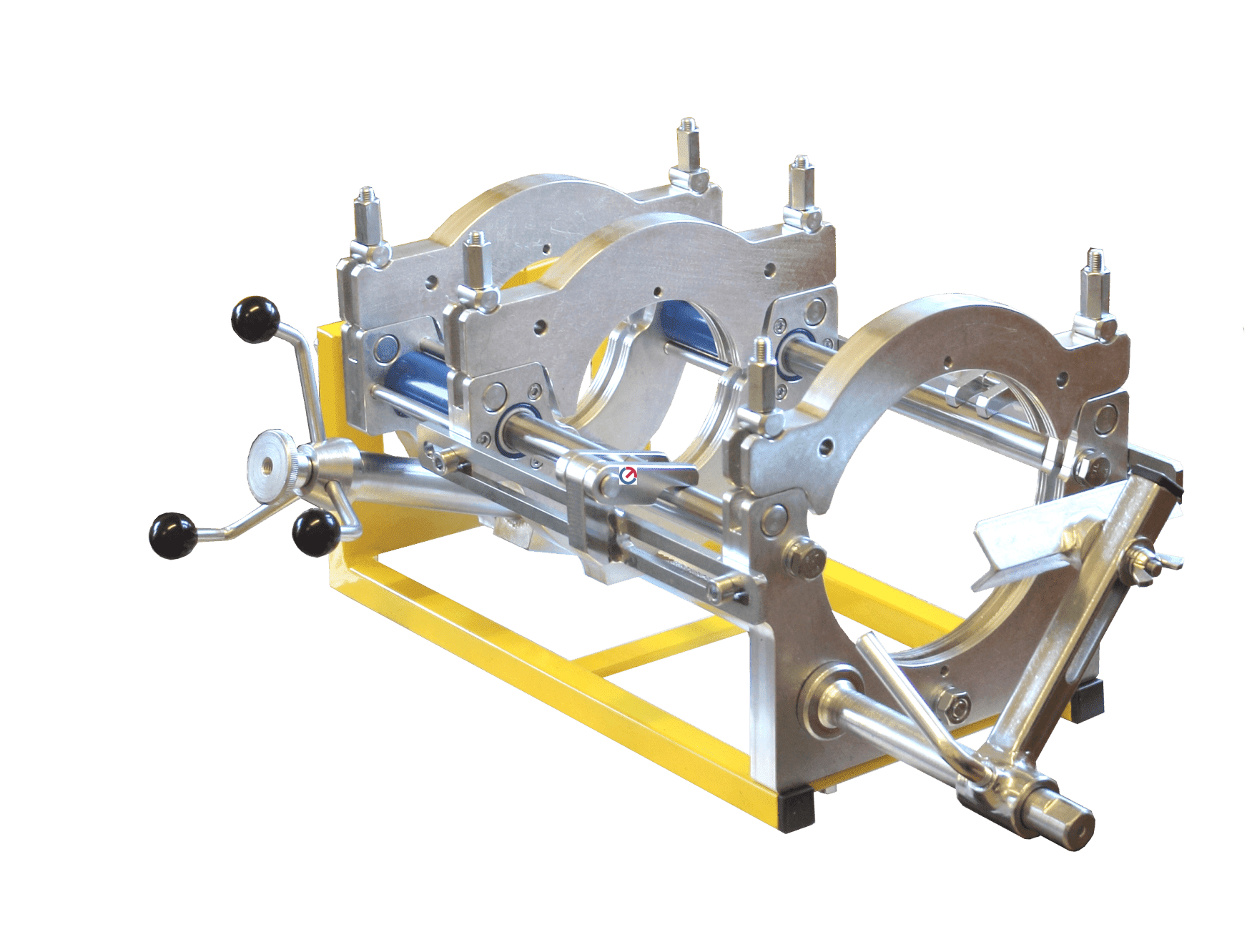
Сварочная машина V-Weld ME 160 предназначена для сварки полимерных труб диаметром от 40 до 160 мм встык трубы с трубой из полиэтилена, полипропилена, а также трубы с фасонной деталью.
Отличительные особенности сварочной машины V-Weld ME 160:
- прочная, устойчивая к деформациям стальная рама центратора, обеспечивающая идеальную центровку труб;
- прочные зажимы из алюминиевого сплава;
- механический привод, обеспечивающий плавное, контролируемое перемещение трубы и максимальное усилие сжатия свариваемых труб;
- встроенное измерительное устройство для контроля усилия сжатия;
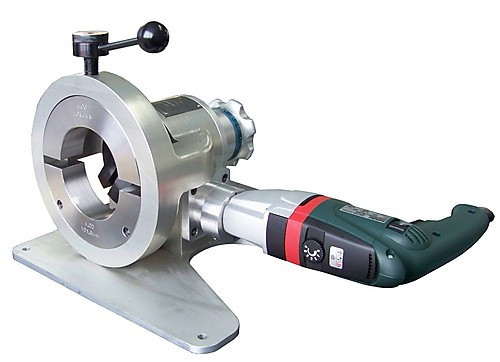
- ручная регулировка температуры; электрический торцеватель с 2 ножами для быстрой и точной торцовки труб;
- тефлоновое покрытие нагревательного элемента, исключающее прилипание свариваемого материала.

| Диаметр свариваемых труб, мм. | от 40 до 160 |
| Мощность нагревателя, Вт. | 1600 |
| Мощность торцевателя, Вт. | 700 |
| Максимальное усилие сжатия труб, кГ(Н) | 200 (2000) |
| Температура нагрева, град.С | 0 — 300 |
|
Напряжение питания, В / Гц |
220 / 50 |
Размеры и вес упаковки
|
Нагреватель, торцеватель, контейнер, см. |
58х47х36 |
Вес брутто, кг.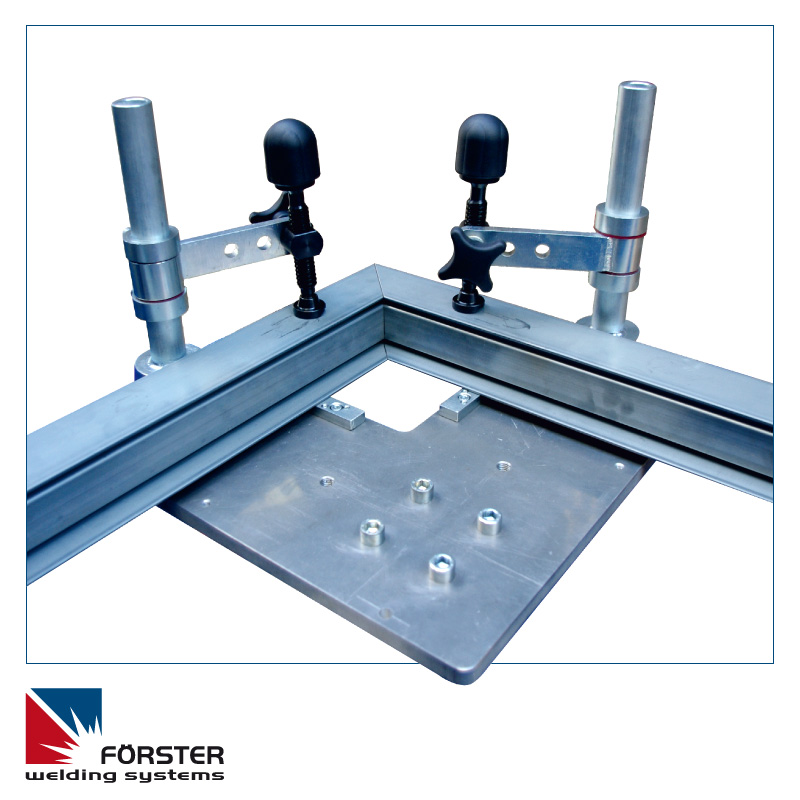
|
7,0 |
|
Центратор с редукционными вкладышами, см. |
65х45х40 |
|
Вес брутто, кг. |
32,0 |
Автоматически реконфигурируемое гибкое приспособление для сборки аэрокосмических трубопроводов перед сваркой
Чжу Г., Вэй П., Хоу Х, Гао Х (2009) Исследование повышения эффективности интеграции трубопроводов космических аппаратов. Космическая инженерия 18 (4): 78–83
Google Scholar
Чжан Дж., Гао Л., Чжан Б., Фан Х, Лю Дж. (2014) Интегрированная технология производства процесса сборки сваркой труб в космическом корабле. Comput Integr Manuf Syst 20 (11): 2743–2757
Google Scholar
Tang NC (2000) Анализ пластической деформации при изгибе труб. Int J Pres Ves Pip 77 (12): 751–759
Int J Pres Ves Pip 77 (12): 751–759
Артикул Google Scholar
Баккер О.Дж., Папастатис Т.Н., Попов А.А., Ратчев С.М. (2012) Активное закрепление: обзор литературы и направления будущих исследований. Int J Prod Res (предварительная версия): 1–20
Jonsson M, Ossbahr G (2010) Аспекты реконфигурируемых и гибких приспособлений. Adv Pro Eng Manag 4 (4): 333–339
Статья Google Scholar
Ганди М.В., Томпсон Б.С. (1986) Автоматизированное проектирование модульных приспособлений для гибких производственных систем. J Manuf Syst 5 (4): 243–252
Артикул Google Scholar
Ганди М.В., Томпсон Б.С. (2001) Гибкое проектирование и автоматизация приспособлений: обзор, проблемы и направления на будущее. Int J Prod Res 39 (13): 2867–2894
Статья Google Scholar

Би З.М., Чжан В.Дж. (2001) Гибкое проектирование приспособлений и автоматизация: обзор, проблемы и направления на будущее.Int J Prod Res 39 (13): 2867–2894
Статья Google Scholar
Olabanji O, Mpofu K, Battaïa O (2016) Дизайн, моделирование и экспериментальное исследование нового реконфигурируемого сборочного приспособления для листогибочных прессов. Int J Adv Manuf Technol 82 (1–4): 663–679
Статья Google Scholar
Kihlman H (2001) Реконфигурируемая оснастка для сборки планера: современный обзор соответствующей литературы и краткая презентация новой концепции инструмента.CIRP 1-я Международная конференция по гибкому, реконфигурируемому производству, Анн-Арбор, Мичиган, США, 21–22 мая. Мичиганский университет
Миллар А., Кильман Х (2009) Реконфигурируемый гибкий инструмент для сборки крыла в аэрокосмической отрасли (№ 2009-01-3243). Технический документ SAE
Технический документ SAE
Delfoi PH, Ossbahr G, Tomlinson D (2010) Модульная и конфигурируемая стальная конструкция для сборочных приспособлений (№ 2010-01-1873). Технический документ SAE
Zheng L, Wang Y, Cai Z (2011) Исследование конструкции и проверка реконфигурируемого гибкого приспособления для горизонтальной сборки кессона крыла. Ави Pre Manuf Tech 47 (3): 44–48
Google Scholar
Zhang H, Zheng L, Chen X, Huang H (2016) Новое реконфигурируемое сборочное приспособление, основанное на стабильных подвижных соединениях и адаптивных позиционно-зажимных болтах. Процедура Cirp 44: 316–321
Статья Google Scholar
Erdem I, Kihlman H, Andersson A (2015) Разработка доступных реконфигурируемых инструментов для производства автомобилей — пример из практики. 23-я Международная конференция по производственным исследованиям, ICPR 2015, Манила, Филиппины, 2–6 августа
23-я Международная конференция по производственным исследованиям, ICPR 2015, Манила, Филиппины, 2–6 августа
Ли К.М., Йен С. (1989) Разработка и управление прототипом манипулятора платформы для удержания рабочей и рабочей нагрузки. J Mech Work Tech 20 (20): 305–314
Статья Google Scholar
Sela MN, Gaudry O, Dombre E, Benhabib B (1997) Реконфигурируемая модульная система крепления для тонкостенных гибких объектов. Int J Adv Manuf Technol 13 (9): 611–617
Статья Google Scholar
Mckeown C, Webb P (2011) Реактивный реконфигурируемый инструмент для аэрокосмических конструкций. Assem Autom 31 (4): 334–343
Артикул Google Scholar
Hu F, Li D, Li X (2012) Планирование процесса NC-обрезки обшивок самолетов на основе реконфигурируемого приспособления.Журнал Пекинского университета аэронавтики и астронавтики 38 (5): 675–680
MathSciNet Google Scholar

Arzanpour S, Fung J, Mills JK, Cleghorn WL (2006) Гибкая конструкция приспособлений с приложениями для сборки деталей автомобильных кузовов из листового металла. Assem Autom 26 (2): 143–153
Статья Google Scholar
Müller R, Esser M, Janßen M, Vette M, Corves B, Hüsing M, Riedel M (2011) Реконфигурируемая система обработки.Adv Pro Eng Manag 5 (4): 453–461
Статья Google Scholar
Müller R, Esser M, Vette M (2013) Реконфигурируемые системы перемещения как средство поддержки крупных компонентов в массовом производстве по индивидуальному заказу. J Intell Manuf 24 (5): 977–990
Артикул Google Scholar
Yu H, Li B, Wang Y, Hu Y (2012) Концептуальный дизайн и анализ рабочего пространства реконфигурируемых крепежных роботов для сборки листового металла.Assem Autom 32 (3): 293–299
Статья Google Scholar

Molfino R, Zoppi M, Zlatanov D (2009) Реконфигурируемые приспособления для роя. Asme / iftomm Международная конференция по реконфигурируемым механизмам и роботам. IEEE: 730–735
Xiong L, Molfino R, Zoppi M (2013) Оптимизация компоновки приспособлений для гибких аэрокосмических деталей на основе самоконфигурируемой интеллектуальной системы приспособлений Swarm. Int J Adv Manuf Technol 66 (9–12): 1305–1313
Статья Google Scholar
Leonardo LD, Zoppi M, Xiong L, Zlatanov D, Molfino RM (2013) SwarmItFIX: реконфигурируемый прибор на основе нескольких роботов. Ind Robot 40 (4): 320–328
Артикул Google Scholar
Alemanni M, Destefanis F, Vezzetti E (2011) Разработка определений на основе моделей в сценарии управления жизненным циклом продукта. Int J Adv Manuf Technol 52 (1–4): 1–14
Статья Google Scholar
Liu S, Liu J, Jin P, Wang X (2017) Измерение в трубке на основе стереовидения: обзор. Int J Adv Manuf Technol 4: 1–16
Google Scholar
Все дело в ПОДХОДЕ!Система прецизионных фитингов FIT RITE для труб значительно повышает скорость и точность монтажа труб. Запатентованная конструкция обеспечивает идеальную «посадку на трубу» за 15–20% традиционно требуемых человеко-часов. Исключительная скорость
Точная точность
Рентабельность
Доступны все размеры, расписания и классы
Требуется минимум инструментов
| Прецизионный трубный фитинг . .. ..Система прецизионных фитингов FIT RITE обеспечивает новый уровень скорости, качества и безопасности при производстве труб. ПРЕИМУЩЕСТВА • Человеко-часы, сэкономленные в процессе «подгонки», быстро обеспечат отличный Возврат инвестиций • Идеальное выравнивание фланцев и ориентация отверстий под болты за секунды • Посадки всегда идеально выровнены, ровные, квадратные и вертикальные. • Не требуется помощник или помощь для создания идеальной «подгонки» • Минимизирует потребность в традиционных инструментах для подгонки. • Может использоваться в магазине или на поле Система труб FIT RITE используется для производства труб из углеродистой, нержавеющей и высоколегированной стали в промышленности, торговле и судоходстве.Эта система идеально подходит для сварки труб, фитингов и фланцев: трубопроводов нефти, нефти и газа, на электростанциях,
коммерческие строительные площадки для HVAC, противопожарной защиты, санитарных и технологических трубопроводов, химических, гидравлических, пневматических, криогенных, высокотемпературных трубопроводов или трубопроводов высокого давления, а также для строительства насосных и технологических узлов. |
 SPEEDRAIL позволяет использовать систему как в магазине, так и в поле.
SPEEDRAIL позволяет использовать систему как в магазине, так и в поле.
Патент США на инструмент и приспособление для выравнивания фланцевых труб (Патент № 9827636, выдан 28 ноября 2017 г.)
ОБЛАСТЬ И ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯФланец представляет собой кольцевую конструкцию или хомут, который прикрепляется к трубе с целью обеспечения поддержки при соединении труб с помощью сварки или других средств или для других целей. так как трубы устанавливаются на локациях.
В настоящее время в полевых условиях для фланцев разного размера требуются различные приспособления для установки приварки фланцев к трубам. Некоторые специально разработанные фланцевые монтажные пластины подходят для различных размеров фланцев и размеров труб, но диапазон относительно невелик. Следовательно, для покрытия большинства часто используемых фланцев требуется несколько фланцевых монтажных пластин разных размеров.
Существует также другой тип часто встречающейся прижимной пластины фланца, для которой требуется до пяти (5) размеров, чтобы сделать ее полезной во всем спектре стандартных размеров фланца, который колеблется от 4 до 24 отверстий. Таким образом, на стройплощадках, выполняющих сварку фланцев / труб, наблюдается высокий уровень громоздкости из-за ограниченных возможностей и гибкости инструмента или приспособления для этой цели.
Таким образом, на стройплощадках, выполняющих сварку фланцев / труб, наблюдается высокий уровень громоздкости из-за ограниченных возможностей и гибкости инструмента или приспособления для этой цели.
Настоящее изобретение обеспечивает универсальное приспособление, которое подходит для гораздо более широкого диапазона размеров фланца / трубы, так что сварка, выполняемая на рабочем месте, упрощается благодаря гибкости приспособления, представленного здесь.
Кроме того, некоторые монтажные пластины фланца, используемые в настоящее время в полевых условиях, вызвали ненужный осевой люфт между монтажными шпильками и отверстиями под винты фланца из-за смещения шпилек из-за веса фланца во время работы. .Настоящее изобретение решает проблему осевого люфта путем совмещения центров фланца с центром трубы, опираясь на центральное отверстие пластины OH.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ Изобретение относится к инструменту и приспособлению, используемым для приварки фланцев различных размеров. Вместо оснащения рабочих различными инструментами и приспособлениями для сварки труб и фланцев разных размеров, настоящее изобретение обеспечивает универсальный набор инструментов и приспособлений, который охватывает более широкий диапазон размеров трубы / фланца.
Вместо оснащения рабочих различными инструментами и приспособлениями для сварки труб и фланцев разных размеров, настоящее изобретение обеспечивает универсальный набор инструментов и приспособлений, который охватывает более широкий диапазон размеров трубы / фланца.
При использовании узла пластин, содержащего пластину OH (с симметричными изогнутыми прорезями), в настоящем варианте осуществления используется пластина овальной формы и пластина S (с симметричными канавками), в настоящем варианте реализации используется пластина в целом квадратной формы, Пластина OH сможет вращаться по мере того, как рабочий (и) подстраивается под размер / диаметр трубы / фланца, в результате чего винты правильно подходят к отверстиям, независимо от размера трубы / фланца, до тех пор, пока размер ( и количество отверстий под винты) находится в пределах проектного диапазона.
Пары канавок имеют определенные углы, так что скользящие блоки могут перемещаться вперед и назад в каждой паре канавок, а соответствующие шпилька и винт крепятся к изогнутым пазам на пластине ОН, если это необходимо и продиктовано размером фланца / трубы с использованием только одного набора сварочных приспособлений, как предусмотрено настоящей заявкой.
Диапазон фланцев для использования с трубами, для которых может быть полезно настоящее изобретение, включает фланцы с 4, 8, 12, 16, 20 и 24 отверстиями, как показано на фиг.7.
Угол между двумя соседними отверстиями для каждого типа фланца показан обычным образом, где вертикальное и горизонтальное положения определяются как два верхних отверстия конкретного фланца, находящиеся на горизонтальном уровне.
ОПИСАНИЕ ЧЕРТЕЖЕЙСопроводительные чертежи, которые включены в данное описание и составляют его часть, иллюстрируют и иллюстрируют предпочтительные варианты осуществления изобретения. Вместе с описанием служат для объяснения принципов изобретения.
Краткое описание чертежей следующее:
РИС. 1 показывает типичную настройку пользователя при использовании приспособления и узла по настоящему изобретению для удержания фланца / трубы на месте для операции сварки.
РИС.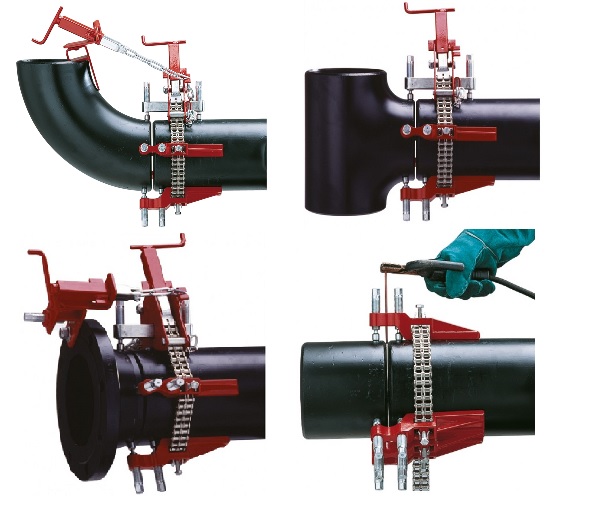 2 показаны компоненты настоящего изобретения в разобранном виде.
2 показаны компоненты настоящего изобретения в разобранном виде.
РИС. 3 показана обратная сторона компонента в разобранном виде.
РИС. 4 показана S-пластина с тремя (3) наборами канавок с указанием предпочтительных углов.
РИС. 5 показан скользящий блок, шпилька и винт.
РИС. 6 показывает пластину OH в форме овала в одном варианте осуществления.
РИС. 7 показаны стандартные фланцы с указанием угла.
РИС. 8 показан элемент регулировки высоты столовой принадлежности с V-образной площадкой наверху.
РИС. 9 показывает металлический стержень, который будет использоваться вместе с аксессуаром стола.
РИС. 10 показан вид в разрезе принадлежности стола по фиг. 8, изображающая общую конструкцию аксессуара стола, когда он сидит на металлической перекладине.
РИС. 11 показан вид в разрезе аксессуара стола с покомпонентным изображением некоторых компонентов.
РИС. 12 — увеличенный вид принадлежностей стола, показанных на фиг. 11 вместе с V-образной подушкой.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯКак показано на фигурах, инструмент и приспособление для выравнивания фланцевых труб 1 по настоящему изобретению имеет OH-пластину 4 и S-пластину 5 , которые могут быть размещены на рабочая поверхность, такая как сварочный стол 10 , для облегчения прикрепления (например, посредством сварки) фланца 2 к трубе 3 .
ОН пластина 4 представляет собой плоскую деталь, имеющую первый вариант выполнения в форме диска овальной формы с тремя (3) парами симметричных изогнутых пазов 6 ; см. фиг. 2, 3 и 6. Хотя настоящая заявка показывает 3 пары симметричных изогнутых пазов 6 , дополнительные варианты осуществления могут быть выполнены с двумя, четырьмя или пятью парами пазов 6 , в зависимости от будущих приложений.
Ручка 7 сделана с одной стороны пластины OH 4 , охватывая центральную точку 8 пластины OH 4 , так что, когда пользователь держит ручку 7 , часть Пластина OH 4 , общее распределение веса будет ощущаться даже пользователем.
S-пластина 5 представляет собой плоский диск, причем первый вариант осуществления показан в основном в форме прямоугольника. Однако до тех пор, пока он имеет прямой край для установки заподлицо на обычно плоской поверхности рабочего стола, такого как сварочный стол 10 , даже если S-пластина 5 имеет форму пятиугольника (5 сторона), шестиугольник (сторона 6), он будет работать для целей настоящего изобретения.
S-пластина 5 имеет три (3) пары симметричных прямых канавок 12 ; каждая из канавок , 12, содержит удлиненное отверстие. Пары канавок расположены диаметрально и расходятся от центрального отверстия.
Пары канавок расположены диаметрально и расходятся от центрального отверстия.
Когда S-пластина 5 устанавливается на горизонтальной поверхности (как показано на фиг.1), 3 пары канавок 12 имеют угловые измерения относительно горизонтальной линии: одна пара сделана так, чтобы иметь Угол 11,25 градуса, вторая пара имеет угол 45 градусов, а третья пара — 67,5 градуса. Эти углы показаны на фиг. 4, хотя показано, что угол в 67,5 градусов равен 22.5 градусов до вертикальной линии.
Эта трехугольная компоновка позволяет настоящему изобретению соответствовать стандартному количеству отверстий под винты 16 на фланцах 2 в диапазоне от 4, 8, 12, 16, 20 и 24 отверстий.
Можно добавить больше пар канавок 12 , если требуется более широкий диапазон отверстий фланца.
Два скользящих блока 14 , каждый со шпилькой 15 и винтом 13 , скользят по любой паре канавок 12 .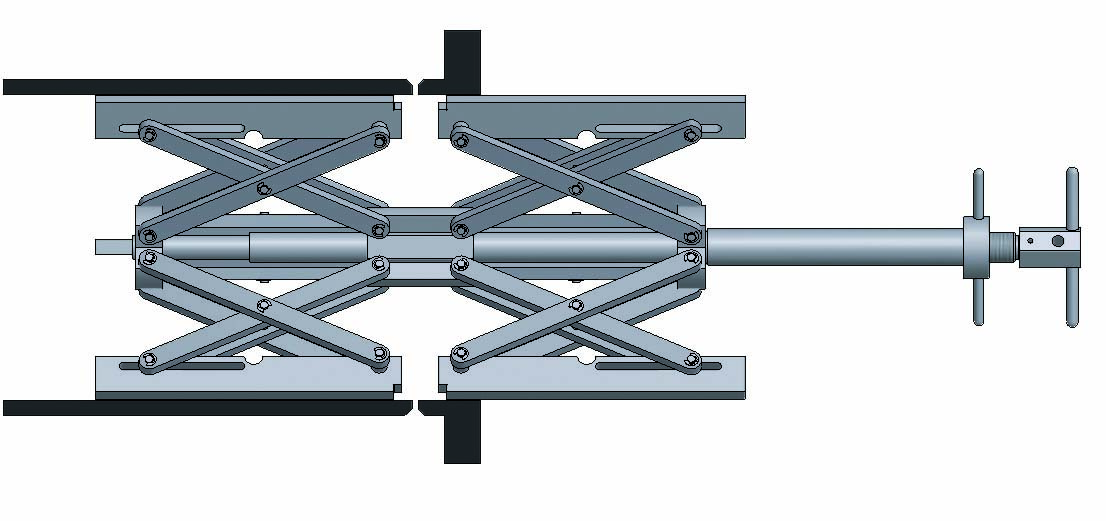 Как показано на фиг. 2, винты 13 проходят через одну пару пазов 6 на пластине OH 4 в одну пару пазов 12 и фиксируются в одном из четырех отверстий для винтов на скользящих блоках 14 . Выбор отверстий для винтов зависит от размера фланца 2 .
Как показано на фиг. 2, винты 13 проходят через одну пару пазов 6 на пластине OH 4 в одну пару пазов 12 и фиксируются в одном из четырех отверстий для винтов на скользящих блоках 14 . Выбор отверстий для винтов зависит от размера фланца 2 .
Из-за специально разработанных изогнутых пазов 6 поворот пластины OH 4 приведет к тому, что винты 13 и, следовательно, шпильки 15 будут скользить со скользящими блоками вдоль канавок 12 внутрь или наружу, чтобы соответствовать фланцам 2 разных размеров.Шпильки 15 будут вставлены в пару отверстий под винты 16 фланца 2 .
Чтобы использовать инструмент для выравнивания фланцевых труб и приспособление по настоящему изобретению, установите два узла пластин 1 на сварочном столе 10 , разделенных расстоянием, немного большим, чем длина трубы 3 . Удерживайте один фланец 2 рядом с одной S-образной пластиной 5 ; поверните пластину OH 4 по часовой стрелке или против часовой стрелки вокруг ее центра 8 , используя ручку 7 , чтобы совместить шпильки 15 с двумя отверстиями для винтов 16 фланца 2 .
Удерживайте один фланец 2 рядом с одной S-образной пластиной 5 ; поверните пластину OH 4 по часовой стрелке или против часовой стрелки вокруг ее центра 8 , используя ручку 7 , чтобы совместить шпильки 15 с двумя отверстиями для винтов 16 фланца 2 .
Прикрепите фланец 2 к шпилькам 15 , поверните пластину OH 4 еще дальше против часовой стрелки, чтобы устранить любой люфт между шпильками 15 и отверстиями для винтов 16 , и убедитесь, что центр фланца 2 находится совмещен с центром 8 пластины OH 4 .
Закрепите другой фланец 2 на другом узле пластины 1 таким же образом, вставьте один конец трубы 3 на один фланец 2 , а другой конец трубы 3 на другой фланец. Положение узлов пластин на обоих концах может быть отрегулировано соответствующим образом, тогда сварка трубы 3 к фланцу 2 может быть выполнена на обоих концах.
Положение узлов пластин на обоих концах может быть отрегулировано соответствующим образом, тогда сварка трубы 3 к фланцу 2 может быть выполнена на обоих концах.
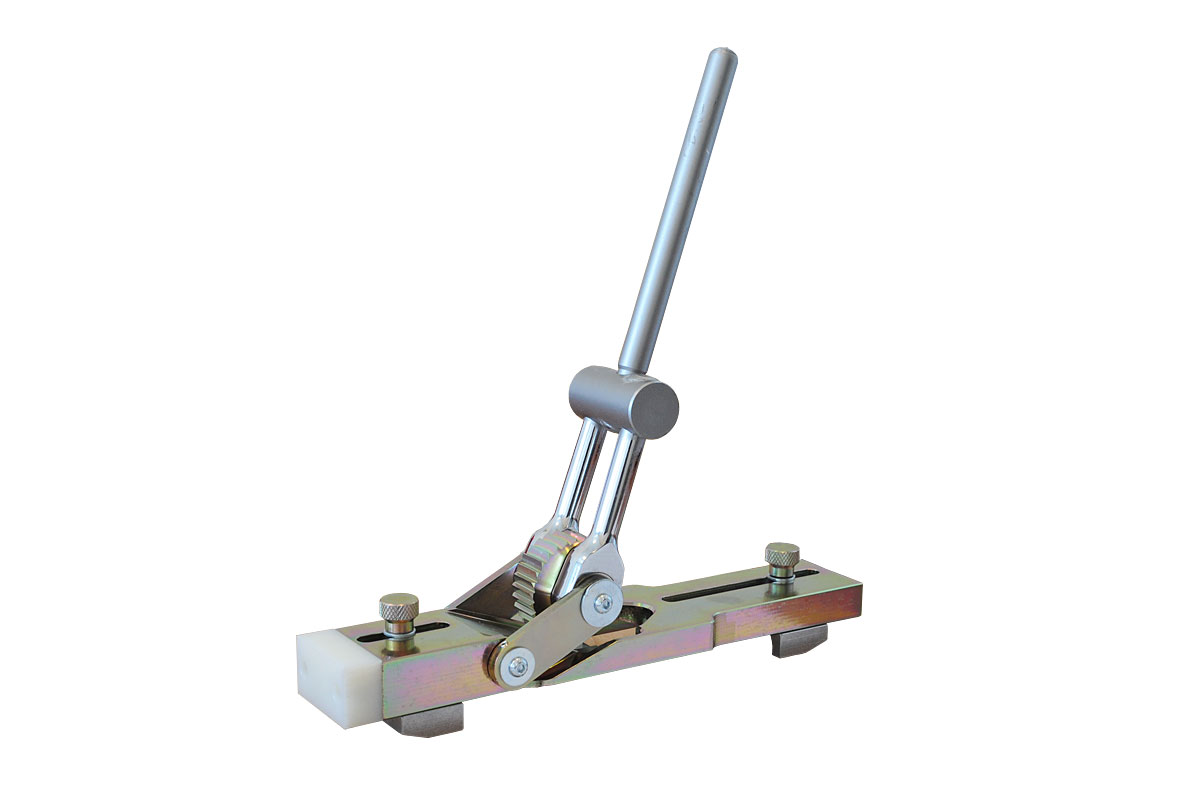
Дополнительная принадлежность сварочного стола 11 служит механизмом регулируемой высоты для поддержки значительной части веса трубы, облегчая правильную установку фланцев 2 на трубу для успешной сварки.
Принадлежность стола 11 , как показано на фиг.8-12, состоит из основания 21 , цилиндрической стойки 23 , цилиндрической ручки 22 , стопорного кольца 24 , установочных штифтов 25 a и 25 b , и винт 26 . Винтовая резьба снабжена вокруг верхней части основания 21 . В середине основания 21 есть две цилиндрические выемки: большая сверху и меньшая снизу.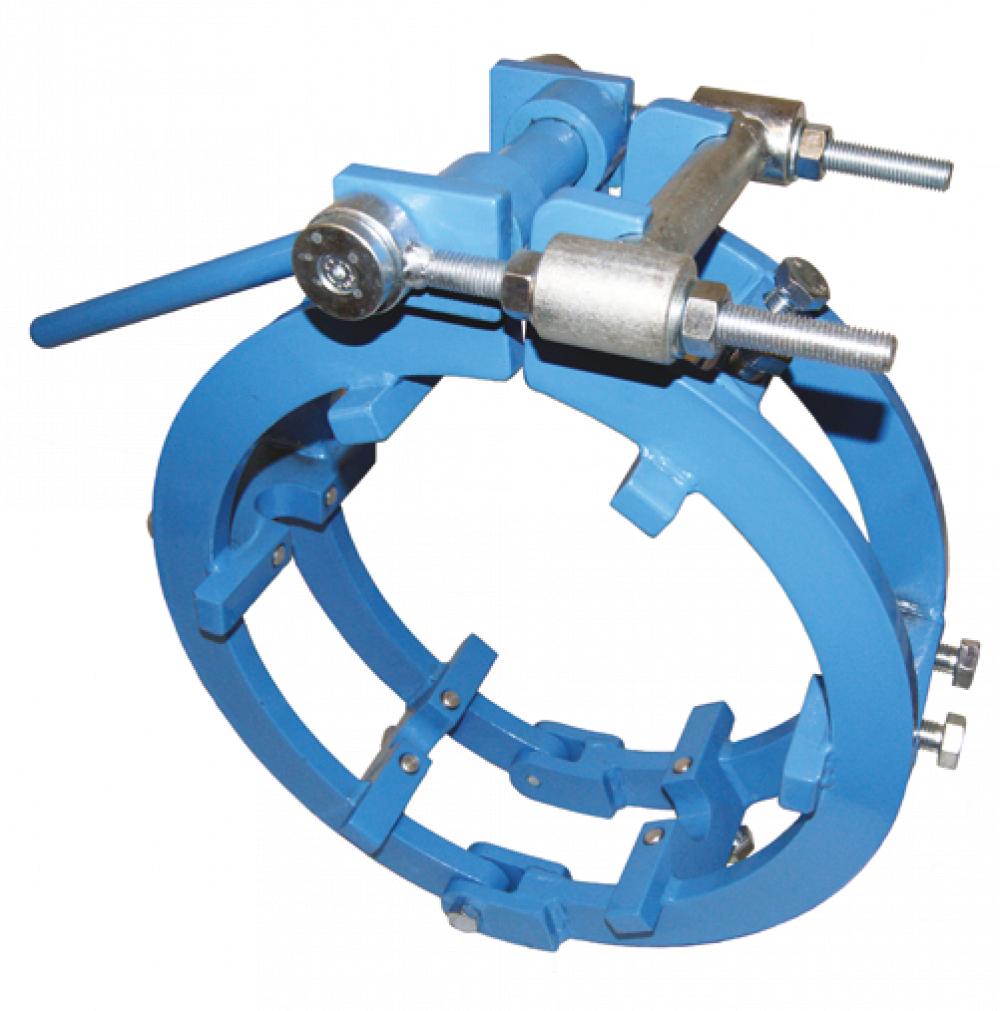 Ручка 22 имеет форму цилиндрической трубки с внутренней резьбой 31 , так что ручка 22 может быть навинчена на верхнюю часть основания 21 , как крышка от бутылки.
Ручка 22 имеет форму цилиндрической трубки с внутренней резьбой 31 , так что ручка 22 может быть навинчена на верхнюю часть основания 21 , как крышка от бутылки.
Цилиндрическая стойка 23 предназначена для размещения внутри верхней области выемки основания 21 и может перемещаться вверх и вниз по области выемки. Прямой паз 29 выполнен на одной стороне корпуса стойки 23 , чтобы соответствовать шпонке 28 , закрепленной внутри верхней области выемки основания 21 , так что стойка 23 может перемещаться только вверх и вниз , но не может быть повернут относительно основания 21 .
Стопорное кольцо 24 используется для удерживания стойки 23 и ручки 22 вместе, так что поворот ручки 22 по часовой стрелке или против часовой стрелки вокруг винтовой резьбы основания 21 будет перемещать стойку 23 вниз или вверх относительно к базе 21 .
В верхней части стойки 23 выполнено цилиндрическое отверстие для установки V-образной подушки 27 . Если насадка 11 закреплена на сварочном столе, поворотная ручка 22 изменит высоту V-образной пластины 27 , но не ее угол; Кроме того, поворотная ручка 22 не поворачивает или не изменяет угол трубы, расположенной над V-образной подушкой 27 . Этим будет проще и удобнее управлять, если человек использует эту принадлежность 11 для правильной настройки приварки фланца к трубе.По сравнению с обычной конструкцией, поворот стойки для регулировки высоты повернёт V-образную подушку также из-за трения между V-образной подушкой 27 и стойкой 23 . Обычная конструкция также требует работы двумя руками для удержания трубы на месте при регулировке высоты стойки.
Имеются два немного разных установочных штифта 25 a и 25 b . Установочный штифт 25 a используется для установки отверстия под винт основания 21 с винтом 26 , как показано на РИС.12, позволяя вставлять принадлежность 11 в любое одно отверстие (фиксированное место) на сварочном столе, чтобы поддерживать и подпирать трубу.
Установочный штифт 25 a используется для установки отверстия под винт основания 21 с винтом 26 , как показано на РИС.12, позволяя вставлять принадлежность 11 в любое одно отверстие (фиксированное место) на сварочном столе, чтобы поддерживать и подпирать трубу.
Стопорный штифт 25 b используется для установки аксессуара 11 на металлический стержень 32 через отверстие 33 , как показано на РИС. 8 и фиг. 10. Металлический стержень 32 затем прикрепляется к сварочному столу винтом через удлиненное отверстие 34 . Такое расположение позволяет размещать насадку 11, в любом месте сварочного стола.
Монтажная опора 9 может использоваться для поддержания устойчивого положения узлов 1 пластин, обычно в вертикальной ориентации, как показано на фиг. 1.
1.
Диапазон фланцев для использования с трубами, для которых может быть выгодно настоящее изобретение, включает фланцы с 4, 8, 12, 16, 20 и 24 отверстиями, как показано на фиг. 7. Угол между двумя соседними отверстиями для каждого типа фланца отмечается для фланцев разного размера, как обычно, когда вертикальное и горизонтальное положения определяются так, чтобы два верхних отверстия конкретного фланца находились на горизонтальном уровне.
Сварочное приспособление для роботов (PROVE) — MetLase
Институт передового производства и инжиниринга (AME) обратился к компании MetLase с просьбой решить проблему, связанную со сваркой автомобильных выхлопных систем для Aston Martin. Компания хотела сделать конструкционный материал своих выхлопных систем более тонким и, следовательно, более легким. Однако точность, необходимая для сварки этого более тонкого материала, была бы невозможна вручную; для обеспечения необходимой точности и повторяемости сварка должна выполняться роботом.
Преимущество сварщика в этой ситуации заключается в том, что он может получить доступ к труднодоступным местам сборки. Обычно невозможно — даже с самыми современными роботами с шарнирно-сочлененной рамой — достичь гибкости сварщика-человека, и система выпуска отработанных газов имела ряд точек, которые ограничивали бы доступ за пределы точки, достижимой для робота.
ЗадачаMetLase заключалась в разработке метода, позволяющего сварщику-роботу получить доступ ко всем точкам выхлопной системы и использовать более тонкий металл.Это также нужно было сделать быстро, чтобы обеспечить своевременную доставку Aston Martin, который запланировал испытания нового автомобиля с этой выхлопной системой.
Используя программное обеспечение для моделирования роботов, инженеры MetLase смогли определить участки выхлопной системы с ограниченным доступом. Вскоре стало очевидно, что невозможно использовать приспособление для удержания всей сборки на месте за один сварочный цикл; последовательность сварных швов должна быть выполнена в определенном порядке. MetLase использовала программное обеспечение для определения «критического пути» к последовательности сварки, каждый этап которого потребовал бы надежного удержания различных частей выхлопного узла во время сварки.Однако вместо того, чтобы использовать для этого серию различных приспособлений, MetLase разработала единую структуру, которую можно было использовать последовательно с разными модулями.
MetLase использовала программное обеспечение для определения «критического пути» к последовательности сварки, каждый этап которого потребовал бы надежного удержания различных частей выхлопного узла во время сварки.Однако вместо того, чтобы использовать для этого серию различных приспособлений, MetLase разработала единую структуру, которую можно было использовать последовательно с разными модулями.
Точность, обеспечиваемая процессом лазерной резки MetLase, означала, что единая опорная конструкция могла быть спроектирована и создана для надежного удержания каждого из специальных приспособлений, предназначенных для каждого этапа пятиэтапного процесса сварки. Для быстрого, точного и надежного крепления каждого приспособления использовались сверхцентровые зажимы с использованием прецизионных креплений, что в любое время позволяло роботу-сварочному устройству иметь достаточный доступ к выпускному узлу при его вращении.
Запатентованный закручивающийся дюбель MetLase позволил быстро и точно собрать опорную конструкцию и приспособления, протестировать, повторить, повторно собрать и оптимизировать. Каждое приспособление можно было последовательно прикрепить к узлу опоры, провести сварку, а затем можно было использовать следующее приспособление, чтобы позволить роботу перейти к следующему этапу. Наконец, готовая выхлопная система будет иметь приваренные к ней опорные стойки, и она будет готова к снятию.
Каждое приспособление можно было последовательно прикрепить к узлу опоры, провести сварку, а затем можно было использовать следующее приспособление, чтобы позволить роботу перейти к следующему этапу. Наконец, готовая выхлопная система будет иметь приваренные к ней опорные стойки, и она будет готова к снятию.
Это решение, а также отмеченная наградами изобретательность, позволило снизить массу выхлопного узла на 47% и было доставлено вовремя для проведения необходимых испытаний заказчиком.Этот модульный подход также позволил AME усовершенствовать процесс в соответствии с другими производственными требованиями.
Результаты проекта PROVE (Производство очень легких выхлопных систем) были успешно протестированы на расстоянии более 5000 миль и позволили MetLase и AME / UMG / UPA совместно выиграть награду Unipart Way за инновации 2015 года. Это видео показывает, как мы это сделали.
Непрерывное улучшение: Быстрые итерации разработки дизайнером по мере разработки продукта.
Решение: Инструмент не работает и позволяет выполнять роботизированную сварку.
Точность: Детали точно удерживаются в правильном положении, оптимизируя зазоры для сварки материала толщиной 0,5 мм.
Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или от кого-то, кто пользуется вашей интернет-сетью. Подождите, пока мы убедимся, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet. Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem
Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir
überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
Bitte warten Sie, während wir
überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt. Een momentje geduld totdat, мы выяснили, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера
mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este
mensaje, envía un correo electrónico a
para hacernos saber que
estás teniendo problemas.
Tu contenido se mostrará en breve. Si Continúas recibiendo este
mensaje, envía un correo electrónico a
para hacernos saber que
estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade. Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet.Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 6516d6b51e76005f.
SDE — широко известное имя благодаря своей основной компетенции в предоставлении решений для сварки, которые включают полное исследование процесса, проектирование процесса сварки, сварочные приспособления и приспособления, сварочные SPM, моделирование горелки / горелки, моделирование сварки и т. Д. : Полное исследование процесса сварки. 1. Построение последовательности сварочного процесса: —
| |
 Д.Наша опытная и преданная своему делу команда уделяет особое внимание качеству конечного продукта при разработке последовательности сварки,
Д.Наша опытная и преданная своему делу команда уделяет особое внимание качеству конечного продукта при разработке последовательности сварки, Мы используем стандартные продукты, такие как рычажные зажимы, пневматические зажимы и т. Д., Для правильного и точного удержания компонентов.
Мы используем стандартные продукты, такие как рычажные зажимы, пневматические зажимы и т. Д., Для правильного и точного удержания компонентов. com
com ..]
лазеры eq uipam ent o d e solda e lc tri ca, a os trabalhadores […]
..]
лазеры eq uipam ent o d e solda e lc tri ca, a os trabalhadores […] eu
eu ..]
..] ..]
..] ..]
..]