История чугунного литья. От Древнего Китая до современности
Чугун – это металл с тысячелетней историей, своими корнями ушедшей в эпоху до нашей эры. Рассказывая о нём, нельзя не обратиться к хронике развития литейного дела в целом.
Медно-каменный век
Первые свидетельства возникновения металлургии датируются V-VI-м тысячелетием до нашей эры.
В то время человеку, ещё использующему камень для создания орудий, попадаются медные самородки. Принимая их за камни и обрабатывая привычным способом, ударяя друг об друга, становится ясно, что самородок не откалывается, а деформируется и ему можно придать необходимую форму. Историки называют этот метод холодной ковкой.
Медь активно заместила собой камень. Иглы, рыболовные крючки, кинжалы, наконечники копий и стрел делать стало гораздо проще, а их качество значительно превышало каменные и костяные аналоги.
Со временем люди научились придавать прочности металлу за счёт его проковки, что позволило создавать более сложные и долговечные топоры и мотыги.
Переход на медные орудия труда повлиял и на развитие человечества того времени в целом, стало более совершенной обработка дерева, появилась возможность делать более мелкие детали. Учёные доказали, что на территориях где активно использовали медь, и появление колеса произошло раньше. Это доказывает, что развитие человечества напрямую связано с развитием металлургии.
Бронзовый век
Научившись создавать бронзу – сплав из олова и меди, человечество вступило в Бронзовый век.
Как человек изобрёл этот сплав точно не известно. Большинство историков считают, что это произошло по чистой случайности, когда в расплавленную медь попало олово. Результат поразил невольных изобретателей, металл был значительно крепче и более приспособлен к заточке. Благодаря свойствам бронзы человечество начало активно использовать её в быту и на войне.
На протяжении целого тысячелетия люди готовили еду в бронзовых котелках, воевали бронзовыми мечами. Но, как скоротечно время, меняются тысячелетия, одни устои и технологии заменяются другими.
Железный век
Историки считают, что железо добыть было гораздо проще, нежели медь или олово, ведь оно встречается в виде окиси и закиси повсеместно, чего не скажешь о иных металлах.
Почему же люди раньше не начали использовать железо? Ответ очень прост, его производство – это трудоёмкий и сложный процесс, проходящий в несколько этапов. Процесс, чтобы изучить и понять который нужно было не одно столетие развития человечества. Неспроста металлурги тех времён считались колдунами, творящими неведомые, магические вещи.
Первые упоминания о чугуне
Страной, в которой впервые стали выплавлять чугун, считается Китай, исторический факт датируется V-VI-м веком до нашей эры. В поднебесной чугунные изделия были очень популярны, из чугуна производили монеты, оружие, предметы домашней утвари.
В Китае произвели первую чугунную посуду, называлась она чугунный вок – это сковорода с тонкими стенками диаметром до одного метра. Очень востребованная в китайских семьях, хоть и дорогая.
Очень востребованная в китайских семьях, хоть и дорогая.
Сохранилось множество чугунных отливок, например чугунный лев 5 метров в длину и 6 метров в высоту. Учёные подтверждают, что статуя была отлита за один раз, что говорит о большом мастерстве металлургов поднебесной.
Одним из самых необычных чугунных изделий того времени считаются стены врезанной в скалу гробницы, сплошным слоем отлитые из чугуна, чтобы надёжно закрыть вход.
Раннее создание и масштабные объёмы использования чугуна в древнем мире не означают, что кроме него не было иных металлов, археологами найдены оружия и предметы домашнего обихода из стали, бронзы, меди. Но чугун во многом преобладает перед иными материалами. Во многом это объясняется меньшей температурой плавления китайского чугуна в сравнении с бронзой, на 100 градусов.
Интересен тот факт, что принято считать началом производства ковкого чугуна XIX-й век нашей эры, хотя в Китае ещё до рождества Христова делали из него мечи.
Чугунное производство в Европе и России
Европейские же страны узнали о чугуне только в XIV-XVI веке нашей эры, во многом благодаря России, занимавшейся экспортом чугунных пушек и ядер.
Триста лет татаро-монгольского ига и близость Монголии к Китаю, повлияли на более раннее появление чугунного производства на Руси, нежели в Европе.
На то время чугун в большинстве своём применялся в артиллерии – из него делали пушки различных размеров и ядра к ним.
Не только Россия, но и весь мир за активное развитие чугунного производства обязан Петру Великому, начавшему в конце XVII века крупные преобразования в металлургической промышленности. В те времена чугун вышел за рамки применения только в артиллерии. Началось развитие художественного литья.
Новая столица Российской Империи была наполнена оградами, лавками и прочими элементами тонкого чугунного литья. Благодаря чугуну также потерпело значительные изменения печное дело – в печи появились чугунные задвижки и печные дверки, устойчивые к высоким температурам и предотвращающие проникновение дыма в помещение. Более того начали появляться чугунные украшения, своей красотой не уступающие драгоценным металлам.
Англия, Франция, Германия старательно перенимали технологии у Русских мастеров, считая их самыми эффективными и совершенными на тот момент.
Чугун в эпоху информационных технологий
В XXI-м веке развитие металлургии продолжает неустанно двигаться вперёд. Супер-лёгкие, супер-крепкие, супер-эластичные сплавы – что только не придумает светлый человеческий ум, но за две с половиной тысячи лет замены чугуну всё ещё не найдено.
Печная фурнитура, художественные изделия, элементы ворот и оград, посуда и многое другое, вплоть до тяжёлой промышленности. Став неотъемлемой частью нашего быта, сложно представить современную жизнь без чугунных изделий.
Алюминиевый чугун — Знаешь как
Чугун, легированный алюминием. В промышленных масштабах используется с 30-х гг. 20 в. Различают алюминиевый чугун конструкционный (менее 4% Al ) , отличающийся жаростойкостью, коррозионной стойкостью и износостойкостью. В обычных условиях затвердевания и при относительно низком суммарном содержании кремния , марганца , фосфора и серы ( 1 — 1,5 % ) в алюминиевый чугун образуются различные структурные зоны . Первичная кристаллизация протекает с образованием избыточных кристаллов твёрдых растворов — аустенита или феррита и высокоуглеродистых фаз ( Fe3C , графита , Fe3AlCx и Al4C3 ) , последовательность возникновения и количество к-рых зависят гл. обр. от содержания алюминия . Заканчивается кристаллизация образованием эвтектики. Формирование литой структуры завершается выделением избыточных фаз из твердых растворов, вторичной графитизацией, эвтектоидным превращением и упорядочением феррита.
Первичная кристаллизация протекает с образованием избыточных кристаллов твёрдых растворов — аустенита или феррита и высокоуглеродистых фаз ( Fe3C , графита , Fe3AlCx и Al4C3 ) , последовательность возникновения и количество к-рых зависят гл. обр. от содержания алюминия . Заканчивается кристаллизация образованием эвтектики. Формирование литой структуры завершается выделением избыточных фаз из твердых растворов, вторичной графитизацией, эвтектоидным превращением и упорядочением феррита.
Графитные включения в структуре алюминиевый чугун первой и второй графитных зон в зависимости от метода модифицирования и способа получения отливок приобретают пластинчатую, вермикулярную или шаровидную форму. Мех. св-ва, износостойкость и жаростойкость чугуна улучшаются, если графитные включения имеют шаровидную форму. Эту форму графита получают, добавляя комплексные модификаторы, содержащие магний, редкоземельные элементы и кальций. Алюминиевый чугун промежуточной и карбидной зон отличается низкой прочностью, повышенной твердостью и хрупкостью.
 Структура литых конструкционных А. ч. зависит от суммарного содержания углерода, кремния и алюминия.
Структура литых конструкционных А. ч. зависит от суммарного содержания углерода, кремния и алюминия.Чугуны, содержащие 0,8—1,2% Si и 2,0—3,0% Аl, характеризуются хорошим сочетанием прочности, вязкости и пластичности. Повышенная износостойкость конструкционных А. ч. (0,8—1,2 г/км) обусловлена высоким содержанием фосфора (0,2—0,3%). Износостойкость алюминиевого чугуна с шаровидным графитом (см. Высокопрочный чугун с шаровидным графитом) значительно улучшают изотермической закалкой (0,10—0,20 г/км). Св-ва конструкционных улучшают дополнительным легированием никелем (0,8-2,5%), хромом (0,2-0,6%), марганцем (0,8—1,2%), медью (0,5— 0,8 %) и молибденом (0,2—0,4 %). Чугун, легированный медью, коррозионностоек во влажной среде, морской воде и др. агрессивных средах. Марганец и молибден улучшают прокаливаемость. Конструкционные алюминиевый чугун склонны к газонасыщению и загрязнению окисными пленами.
Медленное охлаждение при отжиге на ферритную структуру в области субкритических т-р приводит к охрупчиванию, что проявляется, прежде всего, в снижении (в три-четыре раза) ударной вязкости даже при комнатной т-ре. Хрупкости с шаровидным графитом способствуют длительные выдержки (10—20 ч) при т-ре 450—500° С. Выбор т-ры аустенитизации при упрочняющих видах термической обработки . После изотермической закалки при т-ре 300—450° С в структуре А. ч. сохраняется большое количество (20—50 %) остаточного аустенита.
Хрупкости с шаровидным графитом способствуют длительные выдержки (10—20 ч) при т-ре 450—500° С. Выбор т-ры аустенитизации при упрочняющих видах термической обработки . После изотермической закалки при т-ре 300—450° С в структуре А. ч. сохраняется большое количество (20—50 %) остаточного аустенита.
Бейнитное превращение (см. Бейнит) в чугунах, содержащих 0,8— 1,5% Si, сопровождается самоторможением процесса превращения с последующей стабилизацией аустенита. Изотермическая закалка при т-рах 300 и 350° С способствует образованию микроструктуры, состоящей из феррита и аустенита (20—50%), а при т-ре 450° С — из феррита и мартенсита (остаточного аустенита менее 5—10%). После отпуска алюминиевый чугун с бейнитной структурой становится хрупким. Алюминиевый чугун выплавляют в индукционных печах под слоем шлака, разливая в сухие песчаные формы через тормозящие литниковые системы.
Алюминий, способствующий десульфурации чугуна, вводят с шихтой, присаживают в кусках под зеркало расплава или в ковш, добавляют в жидком состоянии (обязательно рафинируя).
 При обработке жидкого чугуна литием уменьшается загрязненность окислами. Алюминий (0,8—1,2%) снижает чувствительность к скорости затвердевания отливки в форме. К специальным А. ч. относятся, напр., чугаль и пирофераль. Чугаль (20— 24% Al) жаростоек, коррозионно-стоек в азотной к-те и морской воде. Пирофераль (29—31% Аl) отличается износостойкостью ори повышенных т-рах, высокой жаростойкостью (вплоть до т-ры плавлении 1240° С), но склонен к самопроизвольному распаду при комнатной т-ре. Алюминиевый чугун применяют в автомобиле, тракторо и тепловозостроении для изготовления коленчатых и распределительных валов, гильз, цилиндров, головок блоков, тормозных дисков, барабанов и др. изделий.
При обработке жидкого чугуна литием уменьшается загрязненность окислами. Алюминий (0,8—1,2%) снижает чувствительность к скорости затвердевания отливки в форме. К специальным А. ч. относятся, напр., чугаль и пирофераль. Чугаль (20— 24% Al) жаростоек, коррозионно-стоек в азотной к-те и морской воде. Пирофераль (29—31% Аl) отличается износостойкостью ори повышенных т-рах, высокой жаростойкостью (вплоть до т-ры плавлении 1240° С), но склонен к самопроизвольному распаду при комнатной т-ре. Алюминиевый чугун применяют в автомобиле, тракторо и тепловозостроении для изготовления коленчатых и распределительных валов, гильз, цилиндров, головок блоков, тормозных дисков, барабанов и др. изделий.
В хим. пром-сти из алюминиевый чугун, изготовляют корпуса и рабочие части насосов и компрессоров, котлы для упаривания каустической соды и хранения некоторых хим. продуктов, в металлургической пром-сти из отливают изложницы, мульды разливочных машин, отражательные плиты коксовых печей, блоки футеровки доменных печей. Из алюминиевого чугуна изготовляют также стеклоформы, тормозные колодки, притиры, элементы электросопротивления, детали подъемно-транспортных устройств морских и речных судов, эксплуатируемые в агрессивных средах, в условиях износа и воздействия повышенных т-р (до 550—600° С).
Из алюминиевого чугуна изготовляют также стеклоформы, тормозные колодки, притиры, элементы электросопротивления, детали подъемно-транспортных устройств морских и речных судов, эксплуатируемые в агрессивных средах, в условиях износа и воздействия повышенных т-р (до 550—600° С).
Лит.; Б о б р о Ю. Г. Алюминиевые чу-гуны. X., 1934; Гиршович Н. Г. Кристаллизация и свойства чугуна в отливках. М,—1966; Ю. Г. Бобро.
Вы читаете, статья на тему алюминиевый чугун
Жаростойкий чугун — Знаешь как
ЖАРОСТОЙКИЙ ЧУГУН
Это чугун отличающийся жаростойкостью. Стоек против интенсивного окисления и роста (см. Рост чугуна) на воздухе и в др. газовых средах при повышенной т-ре. Используется с 20-х гг. 20 в.
Жаростойкий чугун подразделяют на серый чугун (с графитом пластинчатой или шаровидной формы), белый чугун (с эвтектическими или заэвтектическими карбидами) и легированный чугун, напр. алюминиевый, кремнистый и хромистый с ферритной у перлитной , аустенитной или мартенситной металлической основой. Осн. легирующими элементами в жаростойком чугуне являются алюминий, хром и кремний.
Осн. легирующими элементами в жаростойком чугуне являются алюминий, хром и кремний.
Кроме того, чугун легируют никелем и марганцем. Другие элементы (молибден, медь, титан и редкоземельные металлы) также улучшают его физико-меж. св-ва. Содержание легирующих элементов определяется назначением чугуна при условии, что на его поверхности образуются защитные окисные пленки.
Стойкость к росту чугуна повышают, не допуская внутреннего окисления, графитизации и фазовых превращений в температурной зоне эксплуатации. Для серых и белых Ж. ч. предпочтительна однофазная (аустенитная или ферритная) металлическая основа с разобщенными кристаллитами графита или с устойчивыми карбидами легирующих элементов.
Жаростойкость чугуна повышается при переходе графита от пластинчатой к шаровидной форме. Легированный кремнием или алюминием чугун подвержен обезуглероживанию, протекающему при наличии в рабочей среде кислорода, двуокиси углерода и водорода. Со временем оно прекращается, и тогда взаимодействие окислительных компонентов рабочей среды с чугуном часто развивается по схеме межкристаллитной коррозии.
Обезуглероживание предотвращают добавками к чугуну хрома (0,5—0,8%). Воздействие на чугун газовых сред (кислорода, воздуха, водяного пара, двуокиси углерода, окиси углерода) различно. Так, легированные чугуны жаростойки в воздухе до т-ры 1000—1100° С, в нарах воды — только до т-ры 800—850° С. Предельный рост чугуна (50—70%) происходит в среде двуокиси углерода с парами воды.
Наиболее опасно для долговечности чугуна чередование окислительной и восстановительной сред. Низкой жаростойкостью в среде, содержащей серу, отличается чугун, легированный никелем. Относительно высокой сопротивляемостью действию такой среды характеризуется чугун, легированный хромом (25—35%), кремнием (12—14%) и алюминием (16—24 %).
Окисные пленки полностью разрушаются на высоколегированных марганцовистых (12—16% Мn) и никелевых (18— 25% Ni) чугунах вследствие существенного различия в законах изменения (в зависимости от т-ры) коэфф. линейного расширения окисного слоя и осн. металла, а также слабой адгезии пленки. Жаростойкость таких чугунов повышают дополнительным легированием хромом (2—5%), кремнием (4—6%) и алюминием (4— 6%).
металла, а также слабой адгезии пленки. Жаростойкость таких чугунов повышают дополнительным легированием хромом (2—5%), кремнием (4—6%) и алюминием (4— 6%).
Церий, лантан или иттрий (0,2— 0,3% каждого) повышают жаростойкость (при т-ре 1000—1100° С) хромистого (> 12—14% Сr) и алюминиевого (12—16% Аl) чугуна в 1,5— 2,5 раза. Наиболее значительный рост чугуна происходит вследствие внутреннего окисления. В результате графитизации цементита изменение линейных размеров отливки не превышает 0,5—0,6%.
Кроме того, рост вследствие графитизации не столь резко ухудшает физико-мех. св-ва чугунов, как рост при окислении. При термоциклировании объемные изменения чугуна могут быть вызваны также фазовыми превращениями и диффузионным порообразованием из-за растворения и выделения графита.
Термоциклирование особенно опасно для роста чугуна в условиях больших скоростей нагрева и охлаждения, а также воздействия химически агрессивных компонентов рабочей среды. Под влиянием даже небольших, но многократно повторяющихся фазовых и термических напряжений образуются трещины. Поры и трещины способствуют протеканию внутреннего окисления как серых, так и белых чугунов и, тем самым, быстрому разрушению.
Поры и трещины способствуют протеканию внутреннего окисления как серых, так и белых чугунов и, тем самым, быстрому разрушению.
Чувствительность чугуна к образованию трещин (термическому удару) повышается с ростом степени легированности хромом, алюминием и кремнием. Улучшают эту характеристику добавками никеля и молибдена.
Применение жаростойкого чугуна
Из малолегированных (0,5— 2,7% Сr) жаростойкий чугун перлитного класса марок ЖЧХ изготовляют изделия, эксплуатируемые до т-ры 550— 650° С. При т-ре 800—900° С используют изделия из чугуна, содержащего 5,0—6,0% Si, марок ЖЧС и ЖЧСШ ферритоперлитного класса с пластинчатой или шаровидной формой графита.
При эксплуатации выше т-ры 1000° С изделия изготовляют из хромистого чугуна (23—32% Сr) ферритного класса марки ЖЧХ-30, обычного алюминиевого (19— 25% Аl) и высокопрочного чугуна с шаровидной формой графита также ферритного класса марок ЖЧЮ и ЖЧЮШ.
Статья на тему жаростойкий чугун
чугунных отливок | Направляющая для сплава
Направляющая для сплава
Waupaca Foundry производит различные сорта серого , пластичный и уплотненный графит чугунных отливок.
Серый чугун
Серый чугун так называют, потому что при его растрескивании его поверхность приобретает тускло-серый цвет.В этом продукте графит чешуйчатый. Преимущества серого чугуна:
- Отличная литье
- Хорошая обрабатываемость
- Хорошая износостойкость
- Высокая демпфирующая способность, что означает ограничение вибрации в готовой отливке
- Высокая теплопроводность и способность отводить тепло
- Отличная компрессия прочность
- Хорошая прочность на разрыв
Мы производим отливки из серого чугуна нескольких марок на наших литейных заводах:
Damped G1800… 145-201 HBW,
Завод 1
FC150 HC… 149-229 HBW,
Завод 1 и
Завод 5
FC150 B… 170-235 HBW,
Завод 5
G3000… 187-241 HBW,
Завод 1,
Завод 2/3,
Завод 5 и
Завод 6
G3500 База… 187-255 HBW,
Завод 1
G3500 Легированные… 207-255 HBW,
Завод 1,
Завод 2/3,
Завод 5 и
Завод 6
G4000 База… 197-269 HBW,
Завод 1
G4000 Легированные… 217-269 HBW,
Завод 1 и
Завод 2/3
Ковкий чугун
В ковком чугуне графит подобен подушке и действует как «ограничитель трещин», придавая пластичность и прочность, превосходящие все другие чугуны.
- Отличная прочность на разрыв
- Повышенная пластичность, обеспечивающая изгиб готовых материалов до разрушения
- Отличные ударные свойства
- Хорошая обрабатываемость
- Высокий модуль упругости, который измеряет степень «жесткости» материала
Мы производим несколько различных марок отливок из высокопрочного чугуна на наших литейных заводах
60-40-18 (HT)… 187 HBW max,
Завод 4
65-45-12… 156-217 HBW,
Завод 4,
Завод 5 и
Завод 6
80-55-06… 187-255 HBW,
Завод 4,
Ковкий чугун
Определены две группы ковкого чугуна (ковкий чугун белого цвета и черный ковкий чугун), различающихся по химическому составу, температуре и временным циклам процесса отжига, атмосфере отжига, а также свойствам и микроструктуре, возникающим в результате этого.
 Ковкий чугун — это термообработанный сплав железа с углеродом,
который затвердевает в литом состоянии с
структура без графита, т.е.е. общее содержание углерода
присутствует в форме цементита (Fe3C).
Ковкий чугун — это термообработанный сплав железа с углеродом,
который затвердевает в литом состоянии с
структура без графита, т.е.е. общее содержание углерода
присутствует в форме цементита (Fe3C).Ковкий чугун Whiteheart
Микроструктура ковкого чугуна белого сердца зависит от по размеру раздела. Небольшие секции содержат перлит и темпер. углерод в ферритной подложке.В больших разделах существует три разные зоны:- поверхностная зона, содержащая чистый феррит,
- промежуточная зона, содержащая перлит, феррит и закалку углерод,
- активной зоны, содержащей перлит, отпущенный углерод и ферритные включения.
Черный и перлитный ковкий чугун
Микроструктура ковкого чугуна черного сердца имеет матрица по существу из феррита. Микроструктура
перлитный ковкий чугун имеет матрицу, согласно
указанная марка перлита или других продуктов превращения
аустенита.
Микроструктура
перлитный ковкий чугун имеет матрицу, согласно
указанная марка перлита или других продуктов превращения
аустенита.Графит присутствует в виде конкреций умеренного углерода. Микроструктура не должна содержать чешуйчатого графита.
Система обозначений ковкого чугуна
Обозначение ковкого чугуна в соответствии с ISO 5922 (1981) состоит из одной буквы, обозначающей тип железо, две цифры, обозначающие предел прочности и две цифры, обозначающие минимальное удлинение.- Буквы, обозначающие тип ковкой отливки утюг может быть:
- Вт для ковкого чугуна белого сердца,
- B для ковкого чугуна черного сердца,
- P для ковкого чугуна с грушевым покрытием.

Химический состав ковкого чугуна
Химический состав ковкого чугуна в целом соответствует к диапазонам, приведенным в таблице 1. Небольшие количества хром (0,01-0,03%), бор (0,0020%), медь (≤ 1,0%), никель (от 0,5 до 0,8%) и молибден (от 0,35 до 0,5%) также иногда присутствует. Таблица 1. Химический состав ковкого чугуна| Элемент | Сочинение % |
| Углерод | 2. 16–2,90 16–2,90 |
| Кремний | 0,90–1,90 |
| Марганец | 0,15–1,25 |
| Сера | 0,02-0,20 |
| Фосфор | 0,02-0,15 |
Механические свойства ковкого чугуна
Ковкий чугун, как и ковкий чугун, обладает значительными пластичность и вязкость благодаря сочетанию узловых графит и низкоуглеродистая металлическая матрица.Из-за пути в котором графит образуется в ковком чугуне, однако узелки не имеют действительно сферической формы, как в ковком чугуне но представляют собой агрегаты неправильной формы. Ковкий чугун и ковкий чугун используются для некоторых
приложения, в которых важны пластичность и вязкость.
Во многих случаях выбор между ковким и ковким чугуном
основан на экономии или доступности, а не на
свойства. Однако в некоторых случаях ковкое железо
имеет явное преимущество. Предпочтительно для тонкого сечения
отливки:
Предпочтительно для тонкого сечения
отливки:
- для деталей, предназначенных для прошивки, штамповки или холодной обработки сформированный,
- для деталей, требующих максимальной обрабатываемости,
- для деталей, которые должны сохранять хорошую ударопрочность при низких температурах, и
- для деталей, требующих износостойкости (мартенситные только ковкое железо).
Механические свойства образцов из ковкого литья чугун должен соответствовать перечисленным ниже значениям:
Таблица 2. Механические свойства ковкого чугуна белого сердца.
| Обозначение | Диаметр образца мм | Предел прочности на разрыв Н / мм² | 0,2% условного сопротивления Н / мм² | Относительное удлинение (L 0 = 3d) % мин. | Твердость HB |
| W 35-04 | 9–15 | 340 — 360 | — | 5–3 | 230 |
| W 38-12 | 9–15 | 320 — 380 | 170 — 210 | 15–8 | 200 |
| W 40-05 | 9–15 | 360 — 420 | 200 — 230 | 8–4 | 220 |
| W 45-07 | 9–15 | 400–480 | 230 — 280 | 10 — 4 | 220 |
| Обозначение | Диаметр образца мм | Предел прочности на разрыв Н / мм² | 0,2% условного сопротивления Н / мм² | Относительное удлинение (L 0 = 3d) % мин.  | Твердость HB |
| В 30-06 | 12–15 | 300 | — | 6 | Не более 150 |
| В 32-12 | 12–15 | 320 | 190 | 12 | Не более 150 |
| В 35-10 | 12–15 | 350 | 200 | 10 | Не более 150 |
| П 45-06 | 12–15 | 450 | 270 | 6 | 150-200 |
| П 50-05 | 12–15 | 500 | 300 | 5 | 160–220 |
| П 55-04 | 12–15 | 550 | 340 | 4 | 180–230 |
| П 60-03 | 12–15 | 600 | 390 | 3 | 200–250 |
| П 65-02 | 12–15 | 650 | 430 | 2 | 210–260 |
| П 70-02 | 12–15 | 700 | 530 | 2 | 240–290 |
| П 80-01 | 12–15 | 800 | 600 | 1 | 270–310 |
Технологии плавки
Плавка может быть осуществлена периодической холодной плавкой или дуплекс. Холодная плавка производится без сердечника или канального типа.
индукционные печи, дуговые электропечи или вагранки
печи. При дуплексной печати чугун плавится в вагранке или
электродуговая печь, а расплавленный металл переносится в
индукционная печь без сердечника или канального типа для выдержки и
заливка.
Холодная плавка производится без сердечника или канального типа.
индукционные печи, дуговые электропечи или вагранки
печи. При дуплексной печати чугун плавится в вагранке или
электродуговая печь, а расплавленный металл переносится в
индукционная печь без сердечника или канального типа для выдержки и
заливка.Шихтовые материалы (возврат литейного производства, стальной лом, ферросплавы, и, кроме вагранки, уголь) тщательно выбран, а операция плавления хорошо контролируется, чтобы производить металл, имеющий желаемый состав и свойства.Незначительные исправления в составе и температуре заливки. производится на второй стадии дуплексной плавки, но большая часть управление процессом осуществляется в первичной плавильной печи.
Формы производятся в зеленом песке силикатном СО 2 песок на связке или песок на связке смолой (ракушечные формы). Оборудование
варьируется от высокомеханизированных или автоматизированных машин до
требуется для полов или ручной формовки, в зависимости от
размер и количество производимых отливок. В целом
технология литья и разливки ковкого чугуна аналогична
к тому, что используется для производства серого чугуна. Термическая обработка проводится в
высокопроизводительные печи непрерывного действия с контролируемой атмосферой или
печи периодического действия, опять же в зависимости от производства
требования.
В целом
технология литья и разливки ковкого чугуна аналогична
к тому, что используется для производства серого чугуна. Термическая обработка проводится в
высокопроизводительные печи непрерывного действия с контролируемой атмосферой или
печи периодического действия, опять же в зависимости от производства
требования.
После затвердевания и охлаждения металл приобретает белый цвет. состояние железа, а ворота, литники и питатели можно легко снята с отливок ударом. Эта операция, называемая литникование, обычно выполняется вручную с помощью молотка потому что разнообразие отливок, производимых в литейном цехе делает механизацию или автоматизацию литников очень трудно.После отливки отливки нагреваются. обработки, а ворота и стояки возвращаются в плавильное отделение для переработки.
обзоры на сплавчугун — Интернет-магазины и обзоры на чугун из сплава на AliExpress
Отличные новости !!! Вы находитесь в нужном месте для легированного чугуна. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот чугун из высококачественного сплава вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свой легированный чугун на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Но вам, возможно, придется действовать быстро, поскольку этот чугун из высококачественного сплава вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свой легированный чугун на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в легированном чугуне и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Aluminium cast iron по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Aluminium cast iron по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
чугун — Викисловарь
Английский [править]
Альтернативные формы [править]
Этимология [править]
Получен отливкой из чугуна этой формы. См. Для сравнения кованое железо.
Существительное [править]
чугун ( счетные и бесчисленные , множественные чугуны )
- Твердый и хрупкий, но прочный сплав железа, углерода и кремния, полученный литьем в форме.

- Чугун широко используется для изготовления посуды, где важна равномерная температура нагрева.

Переводы [править]
твердый, хрупкий сплав железа, углерода, кремния
Прилагательное [править]
чугун ( сравнительный больше чугун , превосходный самый чугун )
- (не сопоставимо) Изготовлен из чугуна.
- Я использую чугунную сковороду для жарки блинов.
- 2008 , Стивен П. Мойси, Дорога на Балкомб-стрит: Царство террора IRA в Лондоне , Бингемтон, Нью-Йорк: Haworth Press, → ISBN , стр. 58:
Три маленьких Гелигнитовые бомбы с устройствами хронометража карманных часов были спрятаны в пакеты, достаточно маленькие, чтобы их можно было вставить в прорезь стандартного чугунного почтового ящика , цилиндрических ящиков ярко-красного цвета, столь распространенных во всем Лондоне.
- Durable; жесткий; стойкий.
- Эрнест чугун телосложения и никогда не болеет.
- Негибкие или все без исключения.
- Политика школы , чугун , касающаяся вступительных взносов, не оставляла места для малообеспеченных студентов.
- 2016 , Род Лиддл, Что сердит белый рабочий класс? Твиты вроде Сяо-Хун Пая (в The Spectator , 19 марта 2016 г.)
- Что касается ее собственных теорий, она безгранично легковерна, до такой степени, что я подозреваю, что она — чугунная идиотка .

Синонимы [править]
Переводы [править]
прочный, прочный, упругий
негибкие или все без исключения
Связанные термины [править]
Анаграммы [править]
- C-рационы, Cortinas, Crisanto, Nicastro, Nicotras, anticors, cantoris, carotins, castorin, conistra, cortinas, nicators, tricosan-
Характеристики образования и разрушения микроструктуры серого чугуна, восстановленного с помощью лазера
Технология ремонта, основанная на лазерной быстрой сварке, становится важным инструментом для эффективного ремонта оборудования из серого чугуна. Протокол лазерного ремонта был разработан с использованием порошков сплава на основе Fe в качестве материала. Проанализированы микроструктура и особенности трещиноватости отремонтированной зоны (RZ). Результаты показали, что регионально организованная RZ с хорошей плотностью и надежной металлургической связью может быть получена с помощью лазерного ремонта. Внизу RZ дендриты существовали в аналогичном направлении и простирались до вторичной RZ, заставляя зерна расти экстенсивно с наследованием изометрических зерен ближе к поверхности подложки.Прочность основного материала из серого чугуна поддерживалась лазерным ремонтом. Основной материал и RZ были объединены с высокой прочностью и сопротивлением разрушению. Предотвращение и отклонение процесса растрескивания были проанализированы с использованием модели процесса растрескивания и показали, что общая трещиностойкость материалов увеличилась.
Протокол лазерного ремонта был разработан с использованием порошков сплава на основе Fe в качестве материала. Проанализированы микроструктура и особенности трещиноватости отремонтированной зоны (RZ). Результаты показали, что регионально организованная RZ с хорошей плотностью и надежной металлургической связью может быть получена с помощью лазерного ремонта. Внизу RZ дендриты существовали в аналогичном направлении и простирались до вторичной RZ, заставляя зерна расти экстенсивно с наследованием изометрических зерен ближе к поверхности подложки.Прочность основного материала из серого чугуна поддерживалась лазерным ремонтом. Основной материал и RZ были объединены с высокой прочностью и сопротивлением разрушению. Предотвращение и отклонение процесса растрескивания были проанализированы с использованием модели процесса растрескивания и показали, что общая трещиностойкость материалов увеличилась.
1. Введение
Большое количество чугунного оборудования широко применяется в промышленности, например, в энергоснабжении и производстве. Заметные трещины легко образуются на поверхности чугунного оборудования из-за условий работы, связанных с перегрузкой и усталостью.Без своевременного ремонта трещины могут привести к выходу из строя или даже поломке оборудования, что ведет к огромным экономическим потерям. Однако из-за плохих сварочных характеристик чугуна традиционные подходы с большими тепловложениями, длительными циклами ремонта и плохой управляемостью процесса не могут удовлетворить требованиям совершенствования технологии ремонта [1–3]. В последние годы технология ремонта, основанная на лазерном сплавлении, стала эффективным методом ремонта поверхностей. Технология ремонта лазерным плавлением отличается высокой концентрацией подводимого тепла, небольшой деформацией зоны термического влияния и подложки, а также отличной управляемостью и гибкостью процесса, что имеет большое значение при ремонте чугуна.
Заметные трещины легко образуются на поверхности чугунного оборудования из-за условий работы, связанных с перегрузкой и усталостью.Без своевременного ремонта трещины могут привести к выходу из строя или даже поломке оборудования, что ведет к огромным экономическим потерям. Однако из-за плохих сварочных характеристик чугуна традиционные подходы с большими тепловложениями, длительными циклами ремонта и плохой управляемостью процесса не могут удовлетворить требованиям совершенствования технологии ремонта [1–3]. В последние годы технология ремонта, основанная на лазерном сплавлении, стала эффективным методом ремонта поверхностей. Технология ремонта лазерным плавлением отличается высокой концентрацией подводимого тепла, небольшой деформацией зоны термического влияния и подложки, а также отличной управляемостью и гибкостью процесса, что имеет большое значение при ремонте чугуна.
Проведены различные исследования в области лазерного ремонта. Донг исследовал проблемы процесса ремонта сложной и свободной криволинейной поверхности и изучил пути восстановления трехмерного лазерного восстановления [4]. Предложен алгоритм автогенерации путей восстановления на основе метода эквидистантных параллельных участков. Ма и его коллеги отремонтировали холодную пресс-форму с помощью лазерного ремонта, который продемонстрировал хорошую металлургическую связь между отремонтированным слоем и подложкой [5].Износостойкость восстановленного слоя на основе железа была значительно улучшена. В исследовании Ванга и др. Чашки из титанового сплава, используемые в авиационных двигателях, были успешно отремонтированы с помощью лазера без каких-либо точечных отверстий, трещин или других дефектов [6]. Кроме того, доказана возможность ремонта элементов конструкций из титановых сплавов импульсной лазерной наплавкой. Лазерный ремонт некоторых изношенных технических компонентов, таких как спеченный инструмент и лопатки турбины, также был исследован [7, 8]. Все ранее проведенные исследования позволили получить отремонтированный слой с хорошим сцеплением и пригодным для использования восстановлением отремонтированных компонентов.
Предложен алгоритм автогенерации путей восстановления на основе метода эквидистантных параллельных участков. Ма и его коллеги отремонтировали холодную пресс-форму с помощью лазерного ремонта, который продемонстрировал хорошую металлургическую связь между отремонтированным слоем и подложкой [5].Износостойкость восстановленного слоя на основе железа была значительно улучшена. В исследовании Ванга и др. Чашки из титанового сплава, используемые в авиационных двигателях, были успешно отремонтированы с помощью лазера без каких-либо точечных отверстий, трещин или других дефектов [6]. Кроме того, доказана возможность ремонта элементов конструкций из титановых сплавов импульсной лазерной наплавкой. Лазерный ремонт некоторых изношенных технических компонентов, таких как спеченный инструмент и лопатки турбины, также был исследован [7, 8]. Все ранее проведенные исследования позволили получить отремонтированный слой с хорошим сцеплением и пригодным для использования восстановлением отремонтированных компонентов. Хотя лазерный ремонт нескольких видов оборудования создал прочную основу для промышленного применения, исследования в области лазерного ремонта чугунных компонентов остаются ограниченными.
Хотя лазерный ремонт нескольких видов оборудования создал прочную основу для промышленного применения, исследования в области лазерного ремонта чугунных компонентов остаются ограниченными.
Был проведен ряд значительных исследований по улучшению поверхностных свойств чугуна путем лазерной модификации поверхности. Лазерная закалка серого чугуна была проведена Sridhar et al. [9]. В его экспериментах были получены различные микроструктуры обработанной поверхности с разной скоростью сканирования. Микротвердость и износостойкость упрочненного слоя значительно увеличились по сравнению с основным металлом.Характеристики растрескивания лазерной наплавки серым чугуном были изучены Луаном и др. разработаны схемы гашения трещин [10]. Серый чугун был обработан посредством лазерной наплавки сплавом на основе Co Ocelík et al., И эксперименты показали, что параметры процесса пошива могут снизить количество дефектов и улучшить механические свойства [11]. Тонг и Чжоу изготовили множество негладких биомиметических устройств на сером чугуне с помощью лазерной наплавки и приобрели превосходную стойкость к термической усталости и износостойкость [12–14]. Эти работы направлены на модификацию поверхности чугуна и обеспечивают хорошую теоретическую основу и новые методы для лазерного ремонта. Поэтому использование лазера при ремонте чугунного оборудования целесообразно и необходимо.
Эти работы направлены на модификацию поверхности чугуна и обеспечивают хорошую теоретическую основу и новые методы для лазерного ремонта. Поэтому использование лазера при ремонте чугунного оборудования целесообразно и необходимо.
Тепловые отклики подложки из серого чугуна являются основой процесса лазерного ремонта. Переходные и статические правила отклика подложки могут быть выявлены с помощью теоретического анализа и численных методов [15–17]. Однако для практического достижения и оптимизации процесса лазерного ремонта также необходимо определение переходных характеристик материала.Следовательно, характеристики микроструктуры и правила перехода первоначально анализируются с помощью экспериментов по лазерному ремонту. После процесса лазерного ремонта проводятся испытания на изгиб отремонтированных образцов для исследования состояния и прочности металлургической связи между RZ и подложкой. Влияние механизма разрушения под действием сосредоточенного напряжения изучается путем наблюдения за морфологией разрушения. Кроме того, обсуждается процедура растрескивания и правила, влияющие на прочность сцепления в RZ.
Кроме того, обсуждается процедура растрескивания и правила, влияющие на прочность сцепления в RZ.
2. Эксперименты по лазерному ремонту и материалы
Схема экспериментальной системы по лазерному ремонту показана на рисунке 1. Поврежденная поверхность подложки была удалена небольшим количеством материала для создания U-образной канавки, а затем был проведен многослойный ремонт. восстановить морфологию поверхности и удобство использования. Серый чугун обрабатывали лазером DL-HL-T5000 CO 2 (длина волны лазера 10,6 мкм м, максимальная выходная мощность 5 кВт) и многофункциональным станком с ЧПУ DL-LPM-IV, как показано на рисунке 2.
В процессе ремонта были восстановлены два слоя по одному и тому же маршруту и направлению лазерного сканирования. Дополнительные параметры лазерного процесса представлены в таблице 1. Чтобы расплавить две стороны канавки, радиус лазерного пятна должен быть немного больше ширины, чем ширина U-образной канавки. Кроме того, мощность лазера второго слоя остается постоянной, поскольку первый слой может предварительно нагревать второй слой, а изменение мощности лазера требует времени. Скорость сканирования и радиус лазерного пятна во время ремонта второго слоя увеличиваются должным образом, чтобы сбалансировать подвод тепла.
Кроме того, мощность лазера второго слоя остается постоянной, поскольку первый слой может предварительно нагревать второй слой, а изменение мощности лазера требует времени. Скорость сканирования и радиус лазерного пятна во время ремонта второго слоя увеличиваются должным образом, чтобы сбалансировать подвод тепла.
 Материал изготовлен из высокоуглеродистого многоэлементного сплава на основе железа, и его химический состав указан в таблице 2. Форма существования углерода HT250 — это зерно графита и многоэлементные соединения Fe-C. Поперечное сечение корродировано 4% ниталем, а микроструктура показана на рис. 3. Микроструктура HT250 состоит из феррита, перлита, чешуйчатого графита и небольшого количества фосфидной эвтектики. Размер образца составлял около 50 мм × 40 мм × 8 мм. Перед ремонтом поверхности серого чугуна трещина была устранена.Чтобы имитировать операцию удаления трещин, на поверхности образца были изготовлены U-образные канавки толщиной от 3 до 4 мм и шириной 4 мм. Образцы шлифовали, полировали и очищали абсолютным спиртом и ацетоном, а затем сушили.
Материал изготовлен из высокоуглеродистого многоэлементного сплава на основе железа, и его химический состав указан в таблице 2. Форма существования углерода HT250 — это зерно графита и многоэлементные соединения Fe-C. Поперечное сечение корродировано 4% ниталем, а микроструктура показана на рис. 3. Микроструктура HT250 состоит из феррита, перлита, чешуйчатого графита и небольшого количества фосфидной эвтектики. Размер образца составлял около 50 мм × 40 мм × 8 мм. Перед ремонтом поверхности серого чугуна трещина была устранена.Чтобы имитировать операцию удаления трещин, на поверхности образца были изготовлены U-образные канавки толщиной от 3 до 4 мм и шириной 4 мм. Образцы шлифовали, полировали и очищали абсолютным спиртом и ацетоном, а затем сушили.
 1
1 Для удобства описания поперечное сечение образца было разделено на три зоны: зона термического влияния (HAZ), зона скрепления (BZ) и зона ремонта (RZ).
Для удобства описания поперечное сечение образца было разделено на три зоны: зона термического влияния (HAZ), зона скрепления (BZ) и зона ремонта (RZ).
 Когда температура снижается до комнатной, образуется сложная микроструктура, состоящая из феррита, мартенсита, остаточного аустенита, цементита и графита, как показано на рисунке 4.
Когда температура снижается до комнатной, образуется сложная микроструктура, состоящая из феррита, мартенсита, остаточного аустенита, цементита и графита, как показано на рисунке 4. Следовательно, углеродный элемент растворяется в α -Fe и γ -Fe и образуются феррит и аустенит, соответственно.Некоторые углеродные элементы в сочетании с Fe дают цементит. Высокая скорость охлаждения превращает аустенит в эвтектический ледебурит с цементитом. Небольшое количество аустенита превращается в перлит и вступает в эвтектическую реакцию с цементитом с образованием вторичного ледебурита. Также присутствует нерасплавленный остаточный графит. Следовательно, в BZ формируется сложная многофазная микроструктура.
Следовательно, углеродный элемент растворяется в α -Fe и γ -Fe и образуются феррит и аустенит, соответственно.Некоторые углеродные элементы в сочетании с Fe дают цементит. Высокая скорость охлаждения превращает аустенит в эвтектический ледебурит с цементитом. Небольшое количество аустенита превращается в перлит и вступает в эвтектическую реакцию с цементитом с образованием вторичного ледебурита. Также присутствует нерасплавленный остаточный графит. Следовательно, в BZ формируется сложная многофазная микроструктура. Из состава BZ видно, что микроструктура Fe314 представляет собой смесь высокоуглеродистого мартенсита и ледебурита, которая больше похожа на HAZ. Однако микроструктура 316L в основном представляет собой крошечный игольчатый мартенсит, который сильно отличается от HAZ.Следовательно, переходная и связывающая функция Fe314 BZ намного лучше и очевидна, чем 316L BZ.
Из состава BZ видно, что микроструктура Fe314 представляет собой смесь высокоуглеродистого мартенсита и ледебурита, которая больше похожа на HAZ. Однако микроструктура 316L в основном представляет собой крошечный игольчатый мартенсит, который сильно отличается от HAZ.Следовательно, переходная и связывающая функция Fe314 BZ намного лучше и очевидна, чем 316L BZ.
 Следовательно, металлургическая прочность сцепления 316L не такая сильная, как у Fe314. Сформированные зерна в первом слое могут быть центрами зарождения зерен во втором слое, потому что состав двух отремонтированных слоев аналогичен. Таким образом, жидкий металл в ванне расплава может продолжать расти на основе зерен в бывшей RZ, что представляет собой экстенсивно растущие характеристики наследования [19].
Следовательно, металлургическая прочность сцепления 316L не такая сильная, как у Fe314. Сформированные зерна в первом слое могут быть центрами зарождения зерен во втором слое, потому что состав двух отремонтированных слоев аналогичен. Таким образом, жидкий металл в ванне расплава может продолжать расти на основе зерен в бывшей RZ, что представляет собой экстенсивно растущие характеристики наследования [19].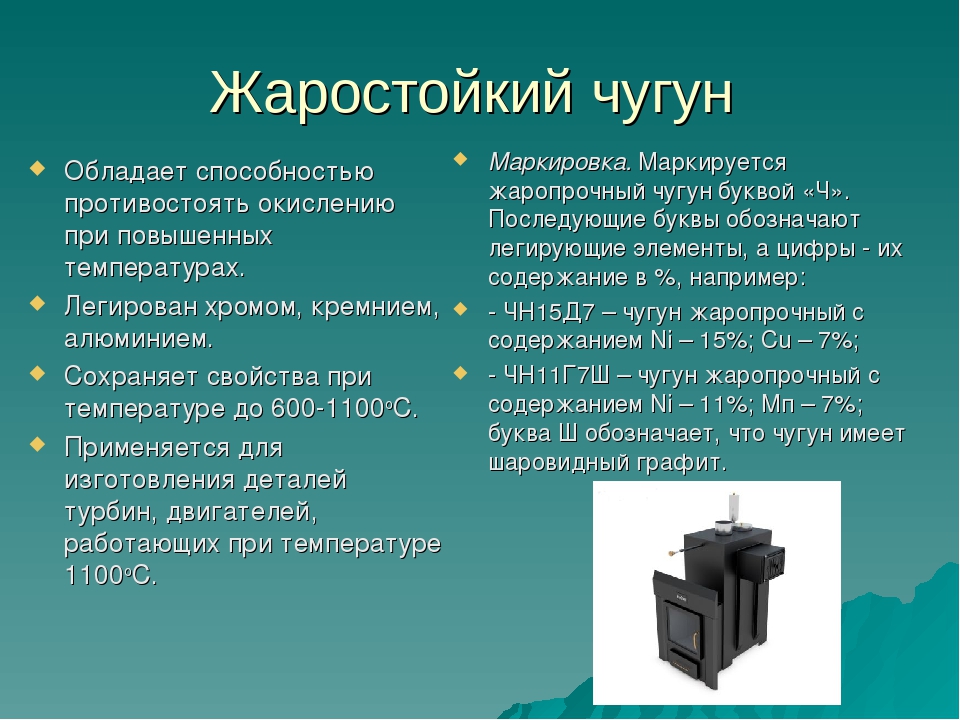 Хотя в качестве ремонтного материала выбран соответствующий порошок сплава на основе Fe, микроструктура и состав в разных зонах сильно различаются. Наблюдается фазовый переход нерасплавленной микроструктуры в зоне термического влияния, что сказалось на свойствах материала. Таким образом, необходимо исследовать отремонтированную прочность. Учитывая решетчатую форму RZ и хрупкость серого чугуна, испытание на изгиб считается подходящим методом испытания. При испытании на изгиб нормальное напряжение на поверхности образца велико, а трещины чувствительны.Испытание обычно используется для проверки свойств наплавленного слоя и характеристики прочности соединения между наплавленным слоем и подложкой [20].
Хотя в качестве ремонтного материала выбран соответствующий порошок сплава на основе Fe, микроструктура и состав в разных зонах сильно различаются. Наблюдается фазовый переход нерасплавленной микроструктуры в зоне термического влияния, что сказалось на свойствах материала. Таким образом, необходимо исследовать отремонтированную прочность. Учитывая решетчатую форму RZ и хрупкость серого чугуна, испытание на изгиб считается подходящим методом испытания. При испытании на изгиб нормальное напряжение на поверхности образца велико, а трещины чувствительны.Испытание обычно используется для проверки свойств наплавленного слоя и характеристики прочности соединения между наплавленным слоем и подложкой [20]. Испытательный образец был изготовлен с использованием проволочной электроэрозионной машины, как показано на рисунке 7.
Испытательный образец был изготовлен с использованием проволочной электроэрозионной машины, как показано на рисунке 7. Макротрещина в основном содержит зубчатые и пластинчатые фрагменты. Большая плоскость скола плоская и блестящая, что относится к хрупкому разрушению, тогда как малая плоскость скола частично сопровождается рваными фрагментами.Учитывая пластичность перлита и феррита, часть внешнего вида представляет характеристики вязкого разрушения. Кроме того, трещины скола в основном распространяются по толстому слоистому графиту. Таким образом, вокруг сломанной подложки обнаруживается множество пустот и канавок, вызванных отслаиванием графита, как показано на рисунке 9 (b). Макрохрупкое разрушение субстрата HT250 приводит к микропластическому разрушению.
Макротрещина в основном содержит зубчатые и пластинчатые фрагменты. Большая плоскость скола плоская и блестящая, что относится к хрупкому разрушению, тогда как малая плоскость скола частично сопровождается рваными фрагментами.Учитывая пластичность перлита и феррита, часть внешнего вида представляет характеристики вязкого разрушения. Кроме того, трещины скола в основном распространяются по толстому слоистому графиту. Таким образом, вокруг сломанной подложки обнаруживается множество пустот и канавок, вызванных отслаиванием графита, как показано на рисунке 9 (b). Макрохрупкое разрушение субстрата HT250 приводит к микропластическому разрушению. .
Первоначально он был опубликован Бюлером в Tech-Notes , Volume 2, Issue.
2 и воспроизводится здесь с любезного разрешения редактора г-на Вандера.
Voort, который предоставил его еще с Бюлером. Имеется 22 сопроводительных микрофотографии.
.
Первоначально он был опубликован Бюлером в Tech-Notes , Volume 2, Issue.
2 и воспроизводится здесь с любезного разрешения редактора г-на Вандера.
Voort, который предоставил его еще с Бюлером. Имеется 22 сопроводительных микрофотографии. Металлографическая экспертиза может
включают только качественные оценки, например, для определения типа и
относительный размер графитовой фазы и определение фаз и других составляющих
такие как нитриды и включения. В литейной промышленности наблюдается тенденция
чтобы стать более количественным с анализом изображений измерения количеств
фаз, формы графита и плотности конкреций. В своей исследовательской работе мы
количественно оценить структуры полностью. Однако большинству литейных производств не нужно быть такими строгими.
в исследованиях по контролю качества.
Металлографическая экспертиза может
включают только качественные оценки, например, для определения типа и
относительный размер графитовой фазы и определение фаз и других составляющих
такие как нитриды и включения. В литейной промышленности наблюдается тенденция
чтобы стать более количественным с анализом изображений измерения количеств
фаз, формы графита и плотности конкреций. В своей исследовательской работе мы
количественно оценить структуры полностью. Однако большинству литейных производств не нужно быть такими строгими.
в исследованиях по контролю качества. в зависимости от того, нужно ли травить образец и
травление должно было использоваться.Установленные образцы помещали в держатель на шесть (обычно)
образцы. Центральная сила и дополнительное вращение (вращение валика и держателя
в том же направлении). Шаги были:
в зависимости от того, нужно ли травить образец и
травление должно было использоваться.Установленные образцы помещали в держатель на шесть (обычно)
образцы. Центральная сила и дополнительное вращение (вращение валика и держателя
в том же направлении). Шаги были: 5-2 минут
(в зависимости от степени травления)
5-2 минут
(в зависимости от степени травления)
 Добавление
такие элементы, как кремний, способствуют образованию графита. Медленная скорость охлаждения способствует
образование графита, тогда как более высокие скорости способствуют цементиту.Эвтектика растет
ячеистым способом с изменением размера ячейки в зависимости от скорости охлаждения, которая
влияет на механические свойства.
Добавление
такие элементы, как кремний, способствуют образованию графита. Медленная скорость охлаждения способствует
образование графита, тогда как более высокие скорости способствуют цементиту.Эвтектика растет
ячеистым способом с изменением размера ячейки в зависимости от скорости охлаждения, которая
влияет на механические свойства. В то время как длина чешуек на Рисунке 1 составляет примерно 15-30 мкм, чешуйки
длины на Рисунке 2 находятся в диапазоне 60–120 мкм. На рисунке 3 показано несколько
более крупные хлопья (диапазон длины 250-500 мкм) в отливке с более высоким содержанием углерода
железо (таблица 1).
В то время как длина чешуек на Рисунке 1 составляет примерно 15-30 мкм, чешуйки
длины на Рисунке 2 находятся в диапазоне 60–120 мкм. На рисунке 3 показано несколько
более крупные хлопья (диапазон длины 250-500 мкм) в отливке с более высоким содержанием углерода
железо (таблица 1).