КАК ВЫБРАТЬ КАТЕТ ШВА видео онлайн
Видео:
Как при сварки разных толщин выбрать катет шва!!!!сегодня мы с вами поговорим на тему как при разных толщ
Владимир Овчинников для начинающих сварщиков! Сварщик с Опытом ! Мы сегодня рассмотрим , что это такое К
Если есть возможность предоставить безвозмездно отходы металла толщиной от 3 мм и выше для обучения сту
В этом фильме даны ТОЛЬКО ТЕОРИЯ И СТАНДАРТЫ! В продолжении (часть 1, 2 и т.
Чем отличается усиление сварочного шва от катета. Каким должен быть катет шва,размер высота,сварочного
Всем привет, в этом видео я расскажу и покажу Как разметить и проварить катет шва в нижнем положении. Сва
На видео подробно изложена информация о том, как обозначать сварные швы на чертежах. Затронуты следующи
Что такое катет в сварочном соединении.Как изготовить самодельный катетомер. Кому не жалко,просто подд
Сварочный аппарат калибр,электроды озс12.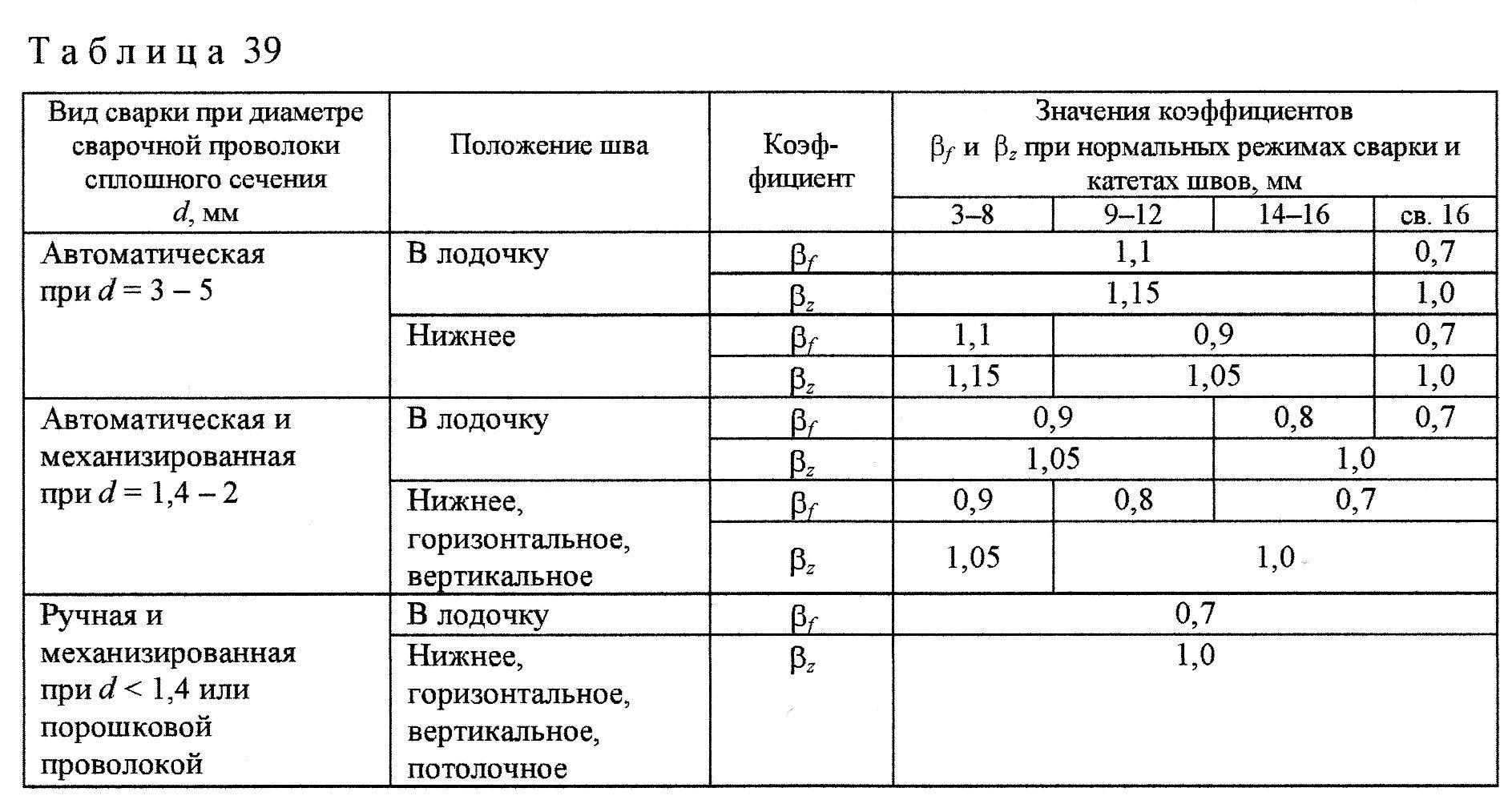
В этом видео мы расскажем, как выявить дефекты свароного шва капилярным методом. Это поможет проконтрол
Видео с описанием функций и метрологического статуса шаблона УШС-3 Шаблон сварщика УШС-3 производства Н
Если вы хотите поддержать меня и мой канал, то: — Подпишитесь на мой канал, — Поставьте лайк, — Напишите ком
#сварка #сварщик #чертеж #интересно #технолог #конструктор #шов #видысварки #катет #машиностроение #наука
Возможности шаблонов сварщика Описание на русском на сайте Услуги …
Сварное соединение – это неразъемное соединение, выполненное сваркой путем создания сварного шва. Сре
Сре
Если вы хотите поддержать меня и мой канал, то: — Подпишитесь на мой канал, — Поставьте лайк, — Напишите ком
Как определить катет сварного соединения при п/а сварке? — Страница 2 — Полуавтоматическая сварка — MIG/MAG
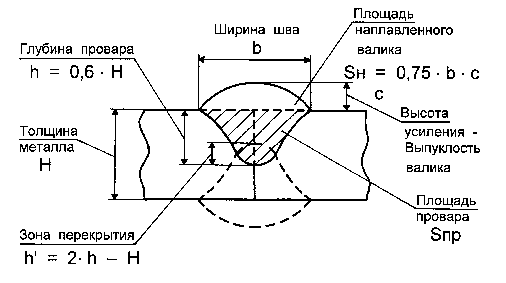
Глобул, пожалуйста. В данном примере автор умалчивает, но h-это глубина проплавления. Т.е. h=0,6s=0,6х10=6 мм. Таким образом при токе в 545А проплавляется 6мм стали в глубину. Грубо говоря 1мм/100А, более точно 1,1мм/100А.
«h-это глубина проплавления. Т.е. h=0,6s=0,6х10=6 мм.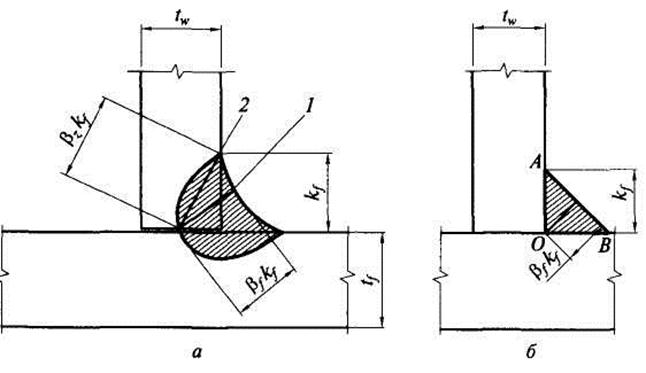 » — это далеко не однозначно (нужно уточнить что именно в указанной литературе или (и) формуле обозначает h) потому что к примеру по серийным чертежам металлоконструкций (зданий, опор ЛЭП) это и сеть катет шва.
» — это далеко не однозначно (нужно уточнить что именно в указанной литературе или (и) формуле обозначает h) потому что к примеру по серийным чертежам металлоконструкций (зданий, опор ЛЭП) это и сеть катет шва.
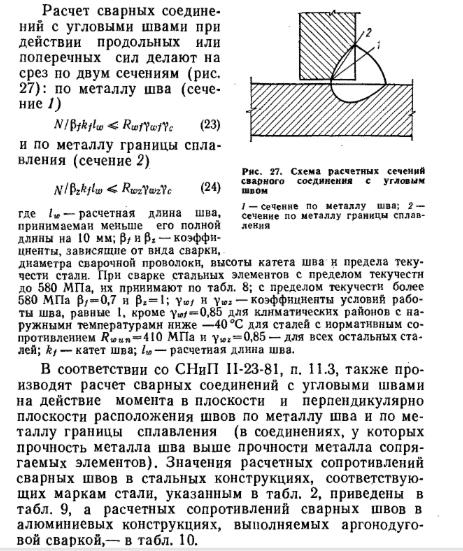
Если глубинна проплавления не заданна по чертежу или ГОСТ-у на сварку то для надёжного сплавления (перемешивания) основного металла с металлом шва необходим проплав не менее 0,15 толщины основного металла (0,15*5=0,75 ~ 1мм. Для катета, толщины 5мм.) – это требование технологических инструкций по сварке для соответствующих отраслей (необходимо выяснить для «кого» вы варите – авиация, суда, атомщики, нефтянка …). Тип шва Т1 по любому госту (способу сварки) не оговаривает проплав (проплав не гарантируется), Т3 тоже самое, но если катет сварного шва это длинна катета вписанного треугольника в сечение шва и  Необходимо выполнить условие равнопрочности основного металла и шва (разрушение по основному металлу), соответственно (для «катетных швов») : длинна шва * (0,7*катета) = расчетная площадь сечения шва, не должна быть меньше расчетного сечения основного металла (для пластины умножаем ширину на толщину). Если приваривать пластину толщиной 5 мм катетом 5 мм («по толщине металла») швом типа Т3 то тогда условие равнопрочности выполняется (шов двусторонний) для Т1 нет (можете проверить расчетом: см. «расчет сварных швов»). В каждом расчете свои запасы прочности т.е. для ручной дуговой ~ 0.8 (это значит что метал шва хуже основного металла на 20%) но в действительности и проволока электродов покрытых и проволока полуавтомата немного легирована (08Г2С — к примеру) и поэтому по химическому составу может быть лучше основного металла (Ст3) тем самым нивелируя дефекты сварного шва (поры, включения и пр. несплошности) повышенной прочностью. Но ели свариваются легированные стали то в таком случае может быть обратный результат в случае большего проплава и соответственно большего перемешивания металла шва с электродным металлом.
Необходимо выполнить условие равнопрочности основного металла и шва (разрушение по основному металлу), соответственно (для «катетных швов») : длинна шва * (0,7*катета) = расчетная площадь сечения шва, не должна быть меньше расчетного сечения основного металла (для пластины умножаем ширину на толщину). Если приваривать пластину толщиной 5 мм катетом 5 мм («по толщине металла») швом типа Т3 то тогда условие равнопрочности выполняется (шов двусторонний) для Т1 нет (можете проверить расчетом: см. «расчет сварных швов»). В каждом расчете свои запасы прочности т.е. для ручной дуговой ~ 0.8 (это значит что метал шва хуже основного металла на 20%) но в действительности и проволока электродов покрытых и проволока полуавтомата немного легирована (08Г2С — к примеру) и поэтому по химическому составу может быть лучше основного металла (Ст3) тем самым нивелируя дефекты сварного шва (поры, включения и пр. несплошности) повышенной прочностью. Но ели свариваются легированные стали то в таком случае может быть обратный результат в случае большего проплава и соответственно большего перемешивания металла шва с электродным металлом.
Для полуавтомата режимами сварки являются скорость подачи проволоки, скорость сварки, напряжение и сварочный ток. При этом величина сварочного тока является вытекающей из установленного напряжения, а для сварки ручной дуговой штучными электродами наоборот сварочный ток является заданной величиной а напряжение вытекающей. Соответственно для полуавтомата жесткая характеристика ВАХ а для ручника падающая ВАХ. Разные сварочный аппараты обеспечивают разные ВАХ – наклон и крутизну, так же разные динамические характеристики – скорость нарастания тока при уменьшении длинны дуги и т.
Правильный сварочный шов
Как правильно варить электросваркой — делаем красивые швы
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
Подготовка
Прежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями.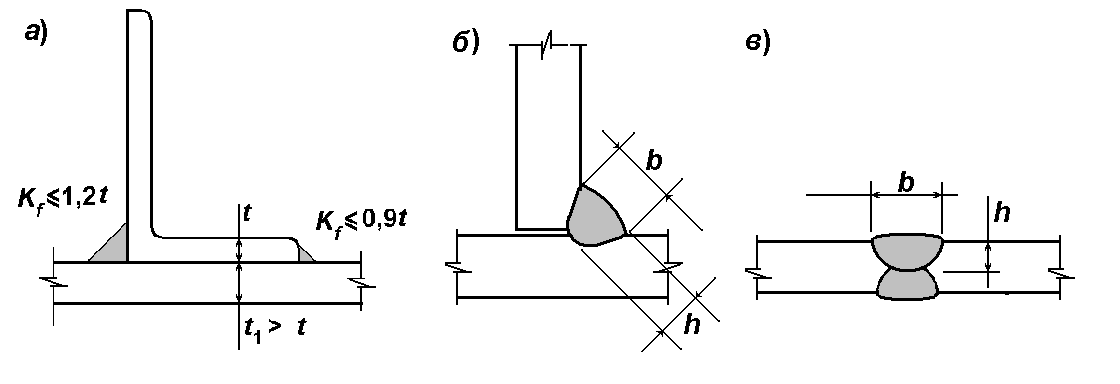 Для сварки необходимо приобрести:
Для сварки необходимо приобрести:
- Сварочный аппарат — электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.
- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.
Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой. Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.
Рекомендуем! Сварка нержавеющей стали и черного металла электродомТехнология процесса электросварки
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.
Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 — 1,5 см, высота 1 — 3 см, а глубина около 0,6 см.
В среднем ширина сварки может быть 0,8 — 1,5 см, высота 1 — 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода. На завершающем этапе он счищается щеткой.
Тренировка с зажиганием дуги
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем.
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать.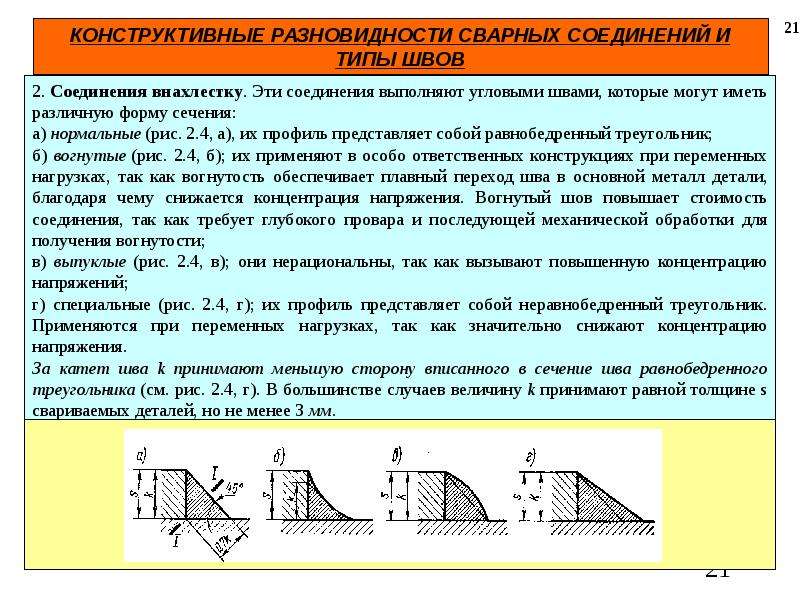 Или также можно это делать движениями постукивания.
Или также можно это делать движениями постукивания.
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Важно! Если зазор между дугой и металлом менять, то электрическая дуга порвется, а сварочный шов получится с недостатками, некрасивый.
Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
Рекомендуем! Дефекты сварочных швов и причины их образованияИ также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Правильные движения электродом
После тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т. д.
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу). Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой. Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
Различают траекторию, производимую по трем направлениям:
- Поступательное. Перемещение электрода происходит вдоль его оси. Для этого достаточным будет поддержка стабильной длины электрической дуги.
- Продольное. Это один из самых тонких видов швов. Он похож на нитку. Для того чтобы его накладывать, необходимо придерживать высоту, зависимую от скорости, с которой перемещается электрический стержень. Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
- Колебательное. Данная траектория помогает получить необходимую ширину шва. Сделать их можно, совершая колебательные движения руки. Высота колебательной волны подбирается исходя из размера желаемого стыка.
Тренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой. Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда). Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.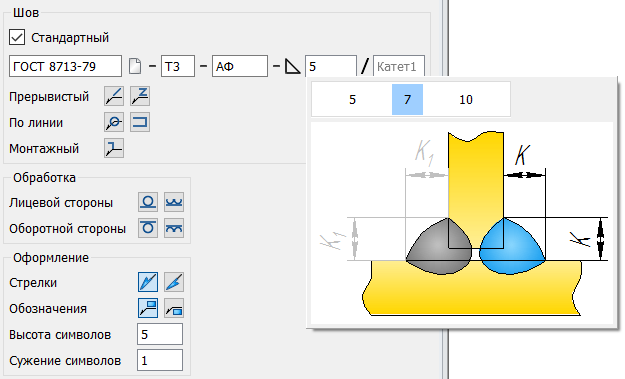
svarkagid.ru
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина.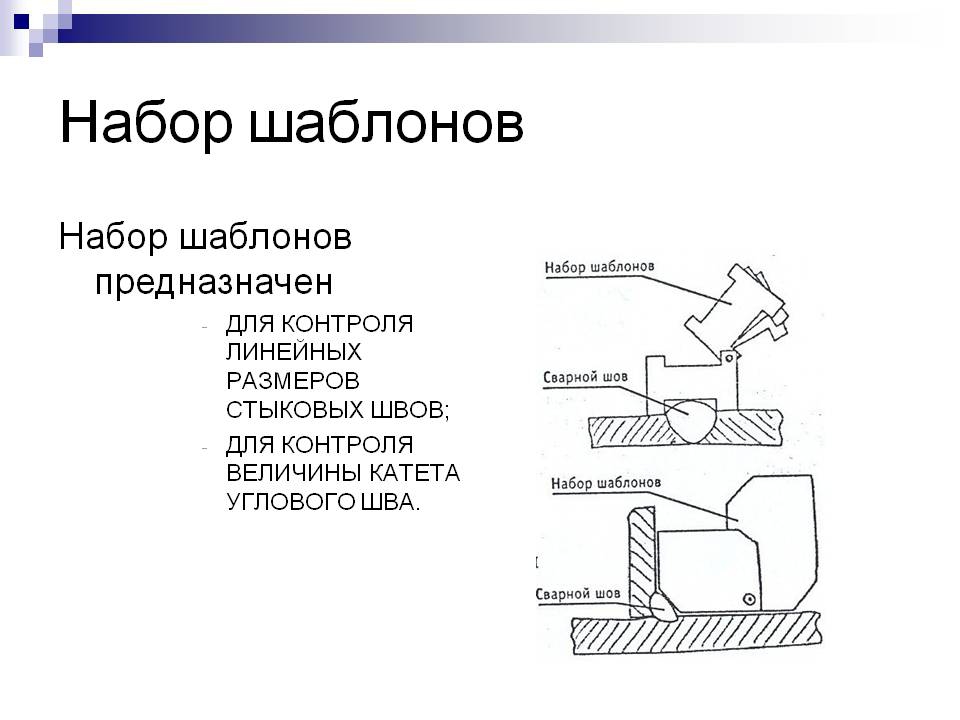 Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Как делать правильный вертикальный шов при сварных работах
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.

- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.

Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Как правильно делать сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.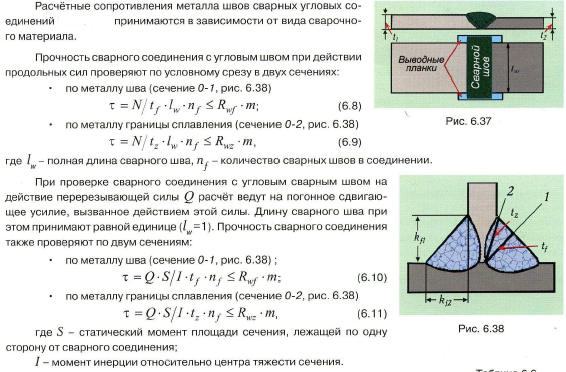
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую -вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина -больше 40 мм, то делается обрез по обе стороны V- образной формы.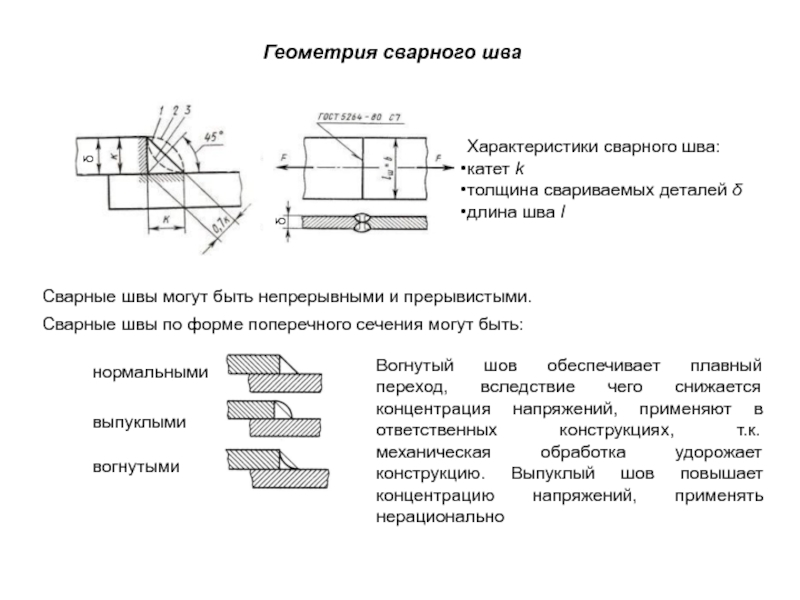
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка -начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов -видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как варить правильно электросваркой
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советами и рекомендациям вы быстро овладеете этим не хитрым занятием.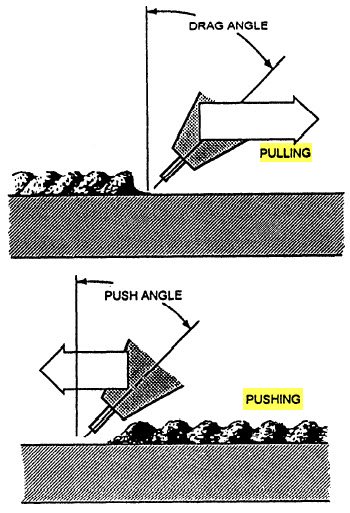
Итак, первым делом давайте узнаем с чем же нам придется иметь дело и какие виды сварочных аппаратов бывают.
Исходя из самого названия можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
С помощью этого устройства переменный ток от сети с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является не большой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить. что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.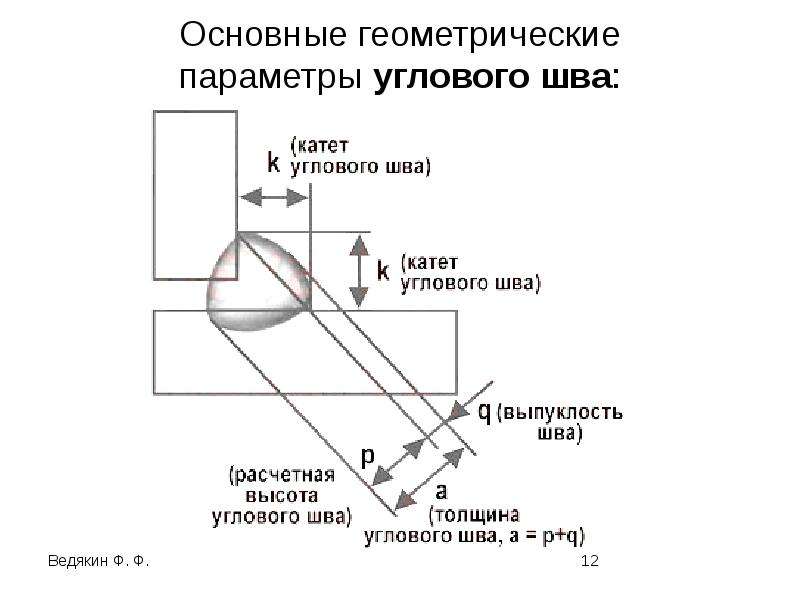
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.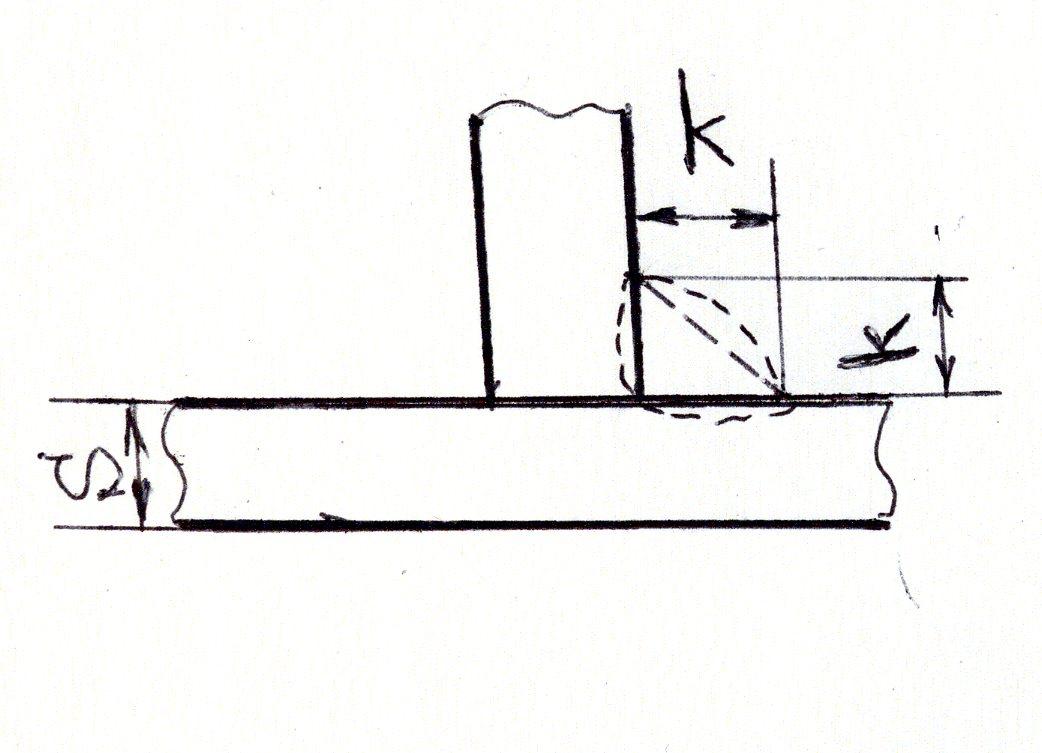
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Как правильно варить электросваркой видео
На этом наш урок закончен, надеюсь сейчас вы в полной мере понимаете, как правильно варить электросваркой.
Дуговая сварка своими руками. Электросварка. Самоучитель. Сварной шов. Приварить, заварить самому. Научиться, обучиться сварочным работам.
Давайте поговорим о такой теме, как сварка. Многих она пугает. Некоторые с благоговением относятся к человеку в черной маске. Кто-то считает, что ему этому научиться вообще не под силу.
Все отчасти правы. Для того чтобы научиться действительно качественно и надежно соединять детали с помощью сварки вам придется потратить немало времени на обучение, изучение основ, практику, дальнейшую теорию и, наконец, накопление опыта. Но не буду вас пугать. Я лет восемь назад думал точно также. Однако необходимость самостоятельно делать сварные соединения в своем хозяйстве подвигла меня на приобретение сварочного аппарата, с которым я поехал к своему отчиму, который работал одно время сварщиком, и сказал: ‘Учи!’. Потом пришлось читать книжки, первые конструкции получались кривыми, швы неоднородными, хрупкими. Но потихоньку пришел опыт — ‘сын ошибок трудных’, и постепенно все начало получаться. И я стал получать удовольствие от процесса. Чего и вам желаю. На сегодняшний день я отнюдь не считаю себя профессионалом, но в прошлом сезоне я уже спокойно собирал серьезную конструкцию немалых размеров. Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле. Тогда вам станет многое по плечу. Теперь по порядку.
Но не буду вас пугать. Я лет восемь назад думал точно также. Однако необходимость самостоятельно делать сварные соединения в своем хозяйстве подвигла меня на приобретение сварочного аппарата, с которым я поехал к своему отчиму, который работал одно время сварщиком, и сказал: ‘Учи!’. Потом пришлось читать книжки, первые конструкции получались кривыми, швы неоднородными, хрупкими. Но потихоньку пришел опыт — ‘сын ошибок трудных’, и постепенно все начало получаться. И я стал получать удовольствие от процесса. Чего и вам желаю. На сегодняшний день я отнюдь не считаю себя профессионалом, но в прошлом сезоне я уже спокойно собирал серьезную конструкцию немалых размеров. Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле. Тогда вам станет многое по плечу. Теперь по порядку. Моя цель — добиться не просто того, чтобы вы взяли детали, сварочный аппарат и что-то как-то сварили, а чтобы у вас возникло понимание процесса и важности всех деталей во влиянии на конечный результат (а их в этом процессе очень много). Мы будем рассматривать исключительно ручную дуговую сварку — самый популярный вид сварки, особенно в быту. По вопросам, требующим вашего понимания, буду отсылать к источникам. Иначе у меня получится не статья, а ‘роман о сварке’.
Моя цель — добиться не просто того, чтобы вы взяли детали, сварочный аппарат и что-то как-то сварили, а чтобы у вас возникло понимание процесса и важности всех деталей во влиянии на конечный результат (а их в этом процессе очень много). Мы будем рассматривать исключительно ручную дуговую сварку — самый популярный вид сварки, особенно в быту. По вопросам, требующим вашего понимания, буду отсылать к источникам. Иначе у меня получится не статья, а ‘роман о сварке’.
Что такое сварка?
Итак, что такое сварка, и какие ее виды существуют? Классическое определение сварки такое: ‘Процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании’. Звучит сложно. И, кстати, может относиться не только к металлам, но и к пластику, и к керамике. Но нас интересует сегодня, конечно же, металл, и что же с ним происходит? Тогда капните капельку йода или зеленки в стакан с водой. Вы увидите, как постепенно вода будет окрашиваться. Происходит процесс диффузии. А теперь капните эту же капельку в стакан с горячей водой. Вы увидите, что процесс происходит значительно быстрее. Теперь представьте, что у вас две детали. Они находятся очень близко друг от друга. Они начинают расплавляться с помощью высокотемпературной электродуги. Это очень сложная штука и принцип ее возникновения и жизни непрост. Вы увидите сами, насколько интересен процесс ее горения. Но она нас пока интересует с точки зрения передачи энергии материалу.
Происходит процесс диффузии. А теперь капните эту же капельку в стакан с горячей водой. Вы увидите, что процесс происходит значительно быстрее. Теперь представьте, что у вас две детали. Они находятся очень близко друг от друга. Они начинают расплавляться с помощью высокотемпературной электродуги. Это очень сложная штука и принцип ее возникновения и жизни непрост. Вы увидите сами, насколько интересен процесс ее горения. Но она нас пока интересует с точки зрения передачи энергии материалу.
Так вот, процесс будет напоминать то, что вы увидели в стакане. Но еще быстрее и сложнее. Металл — плотная структура. Атомы расположены недалеко друг от друга. Под действием нагревания (а оно может происходить и при пластическом деформировании), а именно — под действием т. н. энергии активации — термической или механической, начинает происходить плавление и взаимопроникновение материалов. При правильной сварке в момент охлаждения сварного шва начинает образовываться новая кристаллическая структура металла, которая состоит, как правило, из материалов обеих деталей и примесных металлов и химических веществ, которые привносит плавящийся электрод и его покрытие (бывают и неплавящиеся электроды!). Материал шва, таким образом, будет всегда отличаться от материала соединяемых элементов, но прочность шва обычно не уступает прочности основного металла. Вообще, в процессе такого соединения материалов происходит огромное количество процессов — и физических, и химических. Все их просто невозможно рассмотреть в этом материале.
Материал шва, таким образом, будет всегда отличаться от материала соединяемых элементов, но прочность шва обычно не уступает прочности основного металла. Вообще, в процессе такого соединения материалов происходит огромное количество процессов — и физических, и химических. Все их просто невозможно рассмотреть в этом материале.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости. чтобы быть в курсе.
Если что-то непонятно, обязательно спросите!Задать вопрос. Обсуждение статьи. [4] сообщений.
‘Поскольку полярность ‘электрод-изделие’ меняется 50 раз в секунду, то это вызы вает. ‘ мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что ‘+’ это поток протонов, а ‘минус’ электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ.
Сам я работаю сварщиком 25 лет.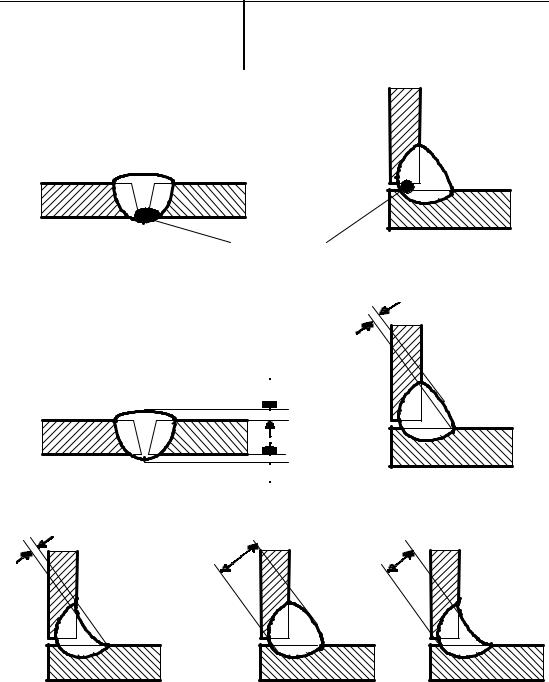 Умею все, но объяснять не горазд. Сейчас мой сы н решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ.
Умею все, но объяснять не горазд. Сейчас мой сы н решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ.
Как сделать стол самому, своими руками. Самодельный стол. Сделайте стол сами. Нередко нужен стол совершенно определенного размера или форм.
Источники: https://swarka-rezka.ru/svarka-uglovogo-shva-kak-sdelat-pravi/, https://boldproject.ru/elektrika/kak-pravilno-varit-elektrosvarkoj.html, https://hw4.ru/welding-with-his-hands
Комментариев пока нет!pravilnodelat.ru
ГОСТ, технология сварки, катет шва
Чтобы получить прочные соединения металлических изделий и надежных швов, нужно в совершенстве владеть технологией проведения сварочных работ. Мастер должен подробно знать, как варить вертикальный шов и другие тонкости этой процедуры: как правильно подключать и регулировать диапазон применяемого тока, как подобрать необходимые сварочные материалы. Перечисленные навыки помогут добиться крепкой и эстетической стыковки металла, которая прослужит не один год.
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
Прежде чем узнать о способах, стоит ознакомиться с распространенной проблемой — горячими трещинами.Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
При неправильном проведении сваривания возможно возникновение дефектов таких, как прожог, свищи, подрезы, непровары, наплывы.
Преимущества
Основными преимуществами являются:
- Обеспечивает связь в трудных местах, которые в противном случае были бы невозможны.
- Область контакта может быть поцарапана с любой стороны, увеличивая ее прочность.
- Может использоваться для объединения более тонких и тонких частей.
- Нет необходимости использовать дополнительные прокладки, потому что при надежном креплении можно прошить только приклад.
- После работы с такими комбинациями, конструкция может выдержать немалый вес.

Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления.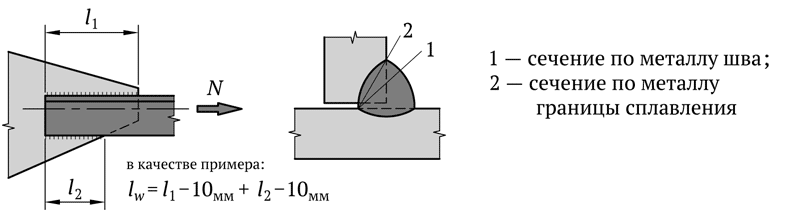 Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Порядок проведения расчетов сварных стыков
Чтобы определить какие нагрузки способен выдерживать образуемый при сварке стык, необходимо правильно подобрать все необходимые данные для расчета сварного шва. Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
- Определить с минимальными погрешностями пространственное положение, форму и размеры, характерные сварочному соединению.
- Далее на контактируемую со свариваемым элементом площадь повернуть следует опасное сечение (с наивысшим напряжением). Необходим поворот в случаях, когда на исследуемой конструкции плоскость стыка не соответствует его сечению. После поворота должно образоваться новое сечение, которое называют расчетным.
- Дальнейшие действия состоят в поиске на образовавшемся вследствие поворота сечении центра масс.
- Следующий этап — перемещение в центр масс внешней приложенной нагрузки.
- Установить какое напряжение в расчетном сечении возникает в момент воздействия всех силовых нагрузок, в частности нормальной и поперечной усилий, изгибающего и крутящего моментов.
- Когда известно напряжение необходимо найти в сечении точку, подвергающуюся наибольшим нагрузкам. В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
- Вычисляется максимально допустимое напряжение, которое будет оказывать силовое воздействие на полученный в результате сварки шов.
- Завершающий этап состоит в сравнении максимальных показателей суммарного и допустимого напряжений. Это позволит получить расчетное сопротивление сварного шва и определить размеры, которые обеспечат полноценную и безопасную эксплуатацию создаваемой металлоконструкции. Для большей достоверности полученной информации рекомендовано провести дополнительный проверочный расчет.
 В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.Не нужно забывать о том, что актуальным расчет сварного шва на срез или прочность будет только в том случае, когда строго соблюдена технология создания соединений. В любом случае важно и нужно рассчитывать стыки, поскольку только с точность установленные параметры способны обеспечить прочные и долговечные сварочные соединения.
 youtube.com/embed/xYbIwVgfczg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/xYbIwVgfczg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности вертикальных швов
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
На низком горизонте варят с помощью стыковочных сборок или другим методом углов. Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода. Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
О правильном выборе тока и диаметра электрода можно почитать тут.
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок. Они не дадут деталям двигаться.
Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
 youtube.com/embed/GQC4AWRRvVg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/GQC4AWRRvVg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности расчетов для изделий с угловыми стыками
Определение длины сварного шва на отрыв проводится с учетом силы, направленной к центру тяжести. Сечение при подсчетах следует выбирать с высокой степенью опасности.
Расчет сварного шва на срез осуществляется по формуле:
Вне зависимости от типа металлов каждый из показателей влияет на прочность стыков:
- N — максимальная нагрузка, которая на стык оказывает давление;
- ßf, ßz — указаны в таблице и не зависят от марки стали. Как правило ßz равно 1, ßf — 0,7;
- Rwf — значение сопротивления срезу. Указано в таблицах ГОСТов;
- Rwz — существующее на линии стыка сопротивлению. Значения стандартные и берутся из таблицы;
- Ywf — составляет 0,85 для стыка, материалу которого свойственно сопротивление 4200 кгс/см²;
- Ywz — для всех марок стали составляет 0,85;
- с — коэффициент условий рабочей среды, стандартное значение из таблиц;
- kf — указывает на толщину создаваемого шва, измерять следует по линии сплавления;
- lw — исчисляется по общей длине стыка, уменьшенного на 10 миллиметров.

Вычислять значения можно по линии соединения или по свариваемому материалу. Расчет угловых сварных швов выполняется на основании сечения.
Чтобы понять, как правильно осуществить расчет сварных соединений и конструкций примеры и задачи можно посмотреть на специализированных сайтах в интернете.
Технология сварки вертикальных сопряжений
Без опыта в сварке сложно понять, как безопасно сваривать вертикальные швы электросваркой согласно техническим требованиям, а также сделать его гладким и монолитным. Профессиональное сцепление металла получается, когда:
- Постоянно контролируют взаимную перпендикулярность электродов и металлических частей.
- Используют укороченную дугу, из-за которой кристаллизация ускоряется. Это снижает количество потеков и дефектов совмещений.
- Изменен угол проводника, чтобы приостановить потеки расплавов.
- Уже произошла утечка. Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
Подробнее о том, как правильно варить сваркой, можно узнать тут.
Когда требуется проложить дорожку сверху вниз в труднодоступном месте, лучше не спешить и следовать специальным нормам. В результате железо будет податливо, а потеки не будут мешать.
Правила того, как осторожно, правильно и профессионально заварить местный вертикальный шов сваркой, когда металлические листы совсем тонкие:
- предварительно обработать изделие, убрать загрязнения и прочие остатки на металле, снять оцинковку;
- точечными шагами снизить потеки и прожоги материала.
Понять, как следует правильно сваривать инверторной сваркой вертикальный шов, легко, если сварщиком учтены следующие факторы:
- состав соединительных материалов;
- сварочные методики при таких составах;
- опыт мастера;
Также необходимо заранее узнать о возможностях применяемого оборудования.
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько.![]() Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Профильные прямоугольные или квадратные трубы, используемые в металлоконструкциях, сваривают аналогично. Перед работой поправляют срезы, чтобы обеспечить плотность прилегания свариваемых деталей. Сварка делается после прихваток даже при использовании зажимных приспособлений.
В вертикальном положении
Позиция неудобна тем, что металлы с низкой вязкостью нужно проваривать быстро, чтобы расплав не вытекал. Число проходок определяется толщиной заготовок, глубиной разделки кромок. Для глубоких швов делают криволинейные или прямые скосы. Разжигают дугу перпендикулярно свариваемой поверхности, поддерживают короткой. Электрод ведут по биссектрисе, под углом 45°, шов формируют возвратно-колебательными движениями вдоль стыка. При движении вверх дугу растягивают, не допуская обрыва.
Число проходок определяется толщиной заготовок, глубиной разделки кромок. Для глубоких швов делают криволинейные или прямые скосы. Разжигают дугу перпендикулярно свариваемой поверхности, поддерживают короткой. Электрод ведут по биссектрисе, под углом 45°, шов формируют возвратно-колебательными движениями вдоль стыка. При движении вверх дугу растягивают, не допуская обрыва.
В вертикальном положении валик формируется из верхней точки. Устанавливают сварочный ток обратной полярности большой силы, чтобы хорошо проплавлялась корневая часть таврового соединения.
Когда при сварке возникает риск перегрева металла (возникают пятна побежалости или металл меняет цвет), держатель отводят. В идеале ванна расплава должна формировать необходимый профиль валика без подрезов. Нужно следить, чтобы давления дуги хватало для прогрева металла, расплав поддерживался в установленных границах валика.
В нижнем положении
Для сварки тавровых соединений в нижнем положении применяют:
- ток прямой полярности большого ампеража для образования глубокой ванны расплава;
- ток обратной полярности, формируется короткая дуга, направляемая в корень шва, повышен риск образования подрезов.
Равномерное перемещение электрода – важное условие качественного таврового сварного соединения при однопроходной или многопроходной сварке (накладываются узкие валики без поперечных движений электродом). С каждого слоя до следующей проходки шлак сбивается.
Вверх наплавку двигают быстро, растягивая дугу. Капли металла накладывают только во время обратного движения электрода. Его в процессе работы располагают по биссектрисе прямого угла с наклоном в сторону движения. Если параметры рабочего тока выбраны правильно, при равномерном движении держателя образуется катет нужной ширины.
В потолочном положении
Варить стык нужно на невысоком токе обратной полярности, короткой дуге, направленной в корень таврового шва. При возвратно-поступательных движениях дуга не должна прерываться. Одновременно плавят обе боковых кромки. Перегрев ванны недопустим, формируется выпуклый шов.
Многопроходная сварка делается без поперечных пасов рукой. Поверхность каждого валика должна быть максимально выровненной.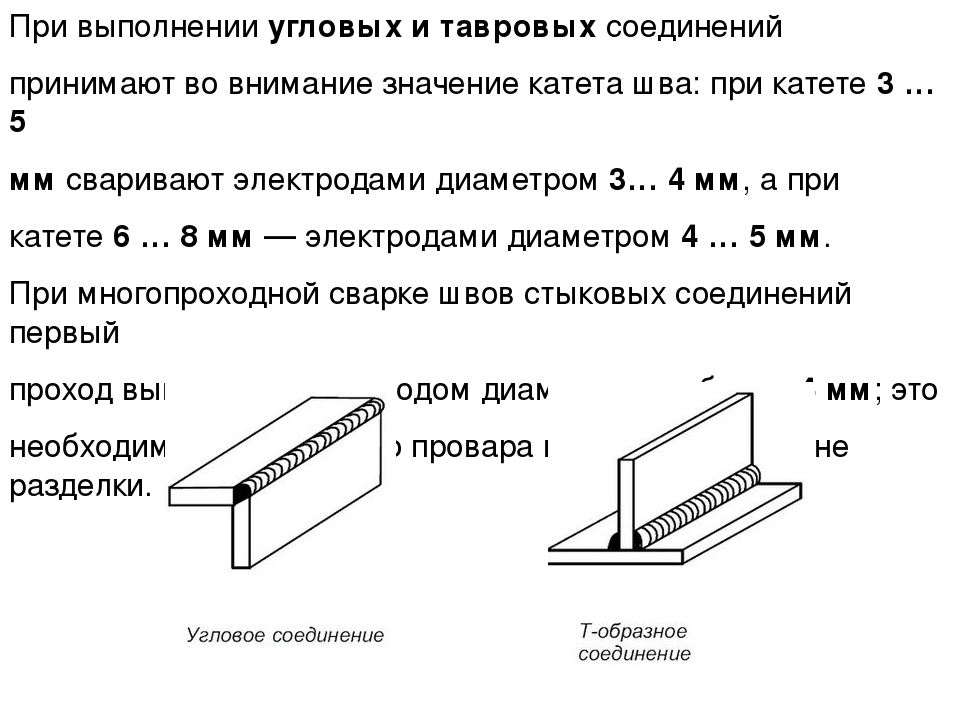 Для этого поддерживают стабильно невысокую тепловую мощность дуги. Контролировать ванну расплава мешают искры, при выборе электродов предпочтение отдают обмазке, снижающей разбрызгивание горячего металла.
Для этого поддерживают стабильно невысокую тепловую мощность дуги. Контролировать ванну расплава мешают искры, при выборе электродов предпочтение отдают обмазке, снижающей разбрызгивание горячего металла.
Условия проведения сварочной работы
Чтобы крепко заварить части металла, требуется выбрать принцип траектории либо снизу вверх, либо наоборот. Подобные перемещения проводят, отрывая или не отрывая дуги.
Если начальное положение ванны снизу, то жидкий металл поступает сверху. Чтобы остановить разбрызгивание, проводник наклоняют по отношению к рабочей плоскости, где ложится стыковка деталей. Нижний расплав затвердевает и образует упор для следующей выемки.
Чтобы остановить разбрызгивание, проводник наклоняют по отношению к рабочей плоскости, где ложится стыковка деталей. Нижний расплав затвердевает и образует упор для следующей выемки.
Для образования прочного соединения снизу без дугового отрыва электрод двигают равномерно без смещений. Диапазон поворота электрода около 90 градусов. Это позволит разгладить узлы сопряжения. Скоростной темп при этом сохраняется на высоких значениях. Следует координировать процесс сваривания металла. Когда потеки начнут появляться у одного среза, можно отступить к другому краю. При этом продолжить перемещение к верху.
Сварить металлоконструкции своими руками может каждый. Надо знать правила работ, которые подробно рассмотрены здесь.
Металлические стыковки с отрывом дуги доступны любому мастеру. Обычно начинающие сварщики так набираются опыта. В период отрыва нагрев конструкции существенно падает. Для устойчивости электрода, как и в первом варианте, применяют уступ кратера.
Сварка вертикального шва при помощи ручной дуговой сваркой гораздо сложнее. Для уменьшения разбрызгивания расплавленной массы повышают силу электричества и поднимают темп. Кроме того, перемещают и увеличивают ширину шагов.
Для уменьшения разбрызгивания расплавленной массы повышают силу электричества и поднимают темп. Кроме того, перемещают и увеличивают ширину шагов.
Калькуляторы сварных швов
Существуют специализированные калькуляторы, с помощью которых без особых навыков несложно провести расчет длины сварного шва, определить оптимальные параметры угловых, точечных и стыковых соединений.
Проверить по калькулятору можно все существующие типовые стыки с прилагаемыми к ним нагрузкам с разными силовыми усилиями. Исчисления помогут выбрать подходящий к конкретной конструкции размер и тип стыкового соединения, а также безошибочно подобрать материал для сваривания. Расчеты позволяют установить необходимые геометрические значения сварочного шва и провести его проверку на прочность.
Не рекомендовано к точечным соединениям, стыкам с разделкой кромок и к электрозаклепкам прилагать усталостную нагрузку, поскольку расчет таких швов не поддерживается и результаты будут неточными. Также при вычислениях не учитываются изменения механических характеристик металлов, возникающие вследствие воздействий остаточных напряжений и температурных режимов.
Процесс расплавки электродами
Для ускорения времени новичкам научиться гораздо проще варить вертикальный шов с отрывом дуги. По ходу работы дуговой разряд подпирают срезом сварной ванны. Траектории движения проводников при формировании кратера с отрывом и без отрыва, проводятся согласно рисунку ниже.
Металлическая сварка, направленная сверху вниз, станет устойчивее, когда пойдут короткие электрические дуги. Нужно уверенно вести проводник строго перпендикулярно краям. В процессе его наклоняют вниз на 45°.
Результат сборки напрямую зависит от оборудования и его мощностей. Ручная сварка обеспечивает:
- проникновение в труднодоступные места сваривания;
- монтаж в каждом положении;
- применение основных видов сплавов.
Из недостатков можно выделить: низкий КПД, зависимость качества состыковок от квалификации рабочего, вредные испарения и искры, возникающие при работе, требуется специальная форма сварщика и маска.
Инструменты для контроля размеров сварных швов
Геометрические параметры сварочных соединений определяются с помощью специальных инструментов, позволяющих с минимальными погрешностями измерить основные показатели и характеристики, выполненных технологией сваривания конструкций.
К числу таких инструментов принадлежат типовые шаблоны, универсальные устройства и измерители, принцип действия которых состоит на замерах одного конкретного параметра.
У каждого профессионального сварщика должен быть в наличии набор измерительных инструментов для проведения замеров для предварительных расчетов перед процессом сваривания, а также определения качества шва готовой конструкции.
Сварка таврового соединения в нижнем положении.
Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения большой сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать рис. 2.28, а,
на обратной полярности — рис. 2.28,
б.
Рис. 2.28. Положение электрода при сварке таврового соединения в нижнем положении: и
— на прямой полярности;
б—
на обратной полярности:
1
— электрод;
2
— изделие;
3
— шов
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше, чем при сварке на прямой полярности. Перемещение электрода должно производиться равномерно на всем протяжении стыка. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Правильная сварка тавровых соединений
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма требует сварка тавровых соединений, так как существуют правила исполнения и методы получения подобных соединений.
В процессе сварки соединяются:
При этом используется ручная электродуговая сварка с различным уровнем мощности. Если же подача электрического тока отсутствует, применяется газопламенная ручная, но для ее выполнения нужно транспортировать тяжелое и объемное оборудование.
Разделка швов для достижения качества
Наиболее распространенным вариантом разделки является обработка торцов, когда выполняется скос под определенным углом, и полученное пространство заполняется расплавленным металлом во время сваривания.
Металлические могут иметь толщину от 4 до 25 миллиметров, и для них используется торцевой скос определенной формы. Если же деталь имеет толщину от 12 миллиметров, тогда может потребоваться предварительная двусторонняя разделка.
При использовании разделки уменьшается расход сварных материалов, поэтому данный способ полезен не только для надежности, но и для увеличения экономических показателей.
И сварка тавровых соединений требует дополнительной разделки швов, поэтому нужно предусмотреть предварительную обработку деталей.
Кромка одного элемента должна перпендикулярно прилегать к плоскости другой детали, так что объединение нужно выполнять с обеспечением максимальной прочности и с соблюдением перпендикулярности.
Если толщина металлических элементов меньше или равна 10 миллиметров, разделку применять не обязательно и сварка производится с двух сторон. Кромка металлической детали не обрабатывается, и только контролируется качество поверхности.
Но когда элемент, располагаемый перпендикулярно, обладает меньшей толщиной, чем вторая часть таврового соединения, тогда необходимо выбирать угол расположения электрода.
Техника выполнения, особенности
Для всех сварных соединений техника выполнения будет стандартная, важно учесть способ сварки. Тавровое соединение удобное, легко формировать шов, контролировать размер катета и внешний вид шва.
Перед началом работы производится технологическая подготовка поверхности, иначе наличие загрязнений и ржавчины снизит производительность сварочного процесса и приведет к дефектам. При сварке таврового шва электрод располагают в плоскости под углом 30-40 градусов относительно нижней пластины, сделав сборку деталей и прихватив – так соединение не поведет.
Одностороннее с разделкой шва в нижнем положении
Нужно проконтролировать угол между деталями и правильность расположения, если все правильно выполнено, то можно приступать непосредственно к сварке. Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали. Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Техники сварки таврового соединения в различных положениях несколько отличаются друг от друга.
После выполнения сварки зачищается шлак и обрабатывается поверхность металлической щеткой или другими приспособлениями.
Катет сварного шва от толщины металла
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Общая информация
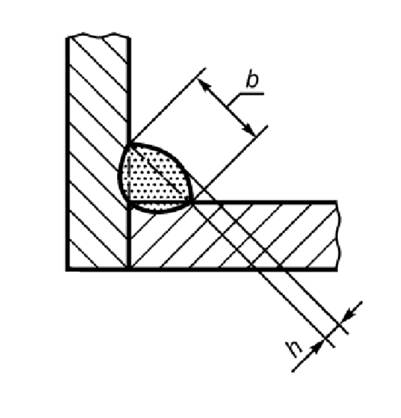
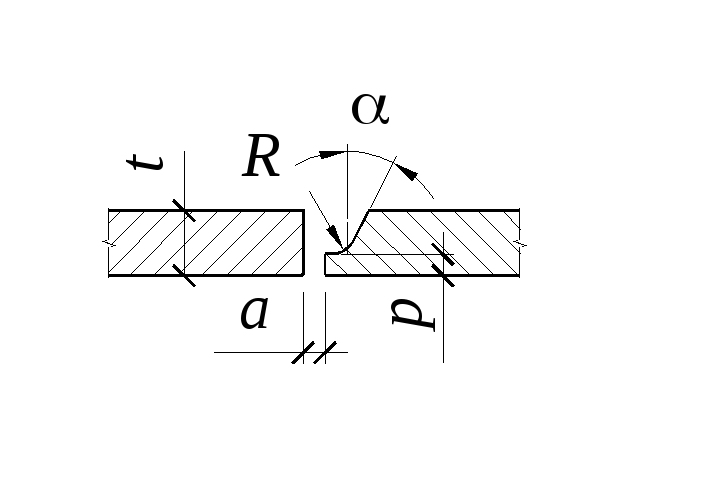
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
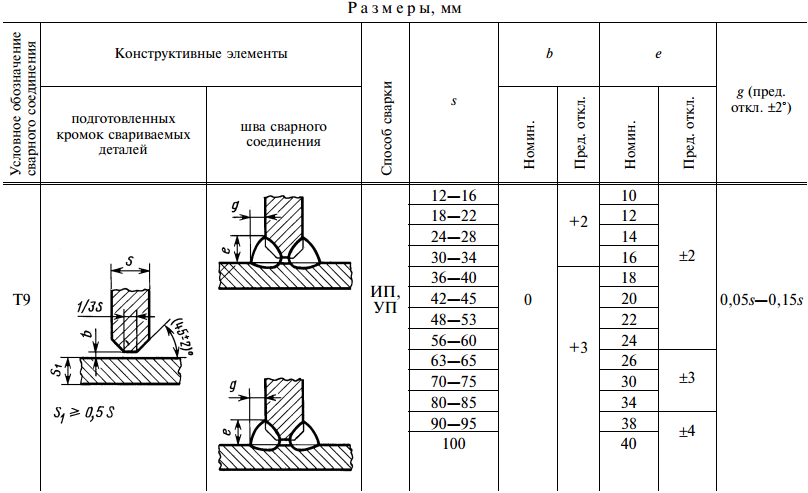
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела. Если у вас уже есть опыт расчета катета для разных типов швов, то поделитесь им в комментариях к этой статье. Мы уверены, ваши советы будут не лишними для многих новичков. Желаем удачи в работе!
- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Катеты угловых сварных швов определяют их размер и расчетную толщину >
Основы дуговой сварки
Катеты угловых сварных швов определяют их размер и расчетную толщину
В тяжелом машиностроении, судостроении и строительстве огромные несущие конструкции со сложными углами часто состоят из сварных соединений протяженностью во множество километров. Среди них, угловые сварные швы используются для соединений углов, Т-образных стыков и нахлесточных соединений, так как они более экономичны по сравнению со швами с разделкой кромок. Дело в том, что угловые сварные швы легче выполняются с точки зрения подготовки кромок и сборки.
Прочность углового сварного шва основывается по расчетам на производной от (фактическая площадь шва: T x W) теоретической толщины (расчетной толщины) и фактической длины шва, как показано на Рис.1. Катеты углового сварного шва определяют его размер. Размер углового сварного шва измеряется по длине катетов самого большого прямоугольного треугольника, который может быть вписан в продольное сечение шва.
Рис. 1 —Измерения углового сварного шва: L: Длина катета, S:Размер углового сварного шва, T: Расчетная толщина, V: Усиление, C: Ослабление, W: Фактическая длина
Катеты углового сварного шва определяют его расчетную толщину. На Рис. 2 показан результат для случая, когда равнобедренный прямоугольный треугольник может быть вписан в поперечное сечение углового сварного шва: S x cos45° = 0.7S.
Рис. 2 — Как рассчитать теоретическую толщину углового сварного шва
Катеты угловых сварных швов должны быть достаточно большого размера, чтобы они могли выдерживать приложенную нагрузку, но при этом их конкретные размеры не должны быть излишне большими, чтобы свести к минимуму сварочные деформации, а также стоимость. Стандарт AWS Dl.l (Нормы и правила выполнения сварки строительных конструкций — Сталь) приводит минимальный размер катета углового сварного шва для разной толщины основного металла: в частности, катет в 6 мм для металла толщиной от 12,7 до 19 мм. AWS Dl.l также приводит максимальное усиление шва, так как излишнее усиление может вызвать концентрацию напряжений на концах углового шва, что, в свою очередь, может вызвать преждевременное разрушение сварного соединения. В процессе контроля качества угловых сварных швов на реальных изделиях катет или размер, толщина, усиление и ослабление инспектируются с помощью сварочных шаблонов нескольких типов. На Рис.3 показано измерение катета углового сварного шва с помощью сварочного шаблона.
Рис. 3 — Измерение катета углового сварного шва с помощью универсального сварочного шаблона.
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
Качество сварочного шва и определение катетаПри сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовокОсновные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Зависимость качества сварки от параметров настройки аппарата[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Ошибки при неверном вычислении катета сварного шваНеопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Расчет минимального катета при наименьшей толщине деталей для сваркиПример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Что такое катет и. Что такое катет шва при сварке и какие критерии его контроля
Инструкция
Видео по теме
Обратите внимание
При расчете сторон прямоугольного треугольника может сыграть знание его признаков:
1) Если катет прямого угла лежит напротив угла в 30 градусов, то он равен половине гипотенузы;
2) Гипотенуза всегда длиннее любого из катетов;
3) Если вокруг прямоугольного треугольника описана окружность, то ее центр должен лежать в середине гипотенузы.
Гипотенузой называется сторона в прямоугольном треугольнике, которая находится напротив угла в 90 градусов. Для того, чтобы рассчитать его длину, достаточно знать длину одного из катетов и величину одного из острых углов треугольника.
Инструкция
Пусть нам известен один из катетов и прилежащий к нему угол. Для определенности пусть это будут катет |AB| и угол α. Тогда мы можем воспользоваться формулой для тригонометрической косинус – косинус отношению прилежащего катета к . Т.е. в наших обозначениях cos α = |AB| / |AC|. Отсюда получаем длину гипотенузы |AC| = |AB| / cos α.
Если же нам известны катет |BC| и угол α, то воспользуемся формулой для вычисления синуса угла – синус угла равен отношению противолежащего катета к гипотенузе: sin α = |BC| / |AC|. Получаем, что длина гипотенузы находится как |AC| = |BC| / cos α.
Для наглядности рассмотрим пример. Пусть дана длина катета |AB| = 15. И угол α = 60°. Получаем |AC| = 15 / cos 60° = 15 / 0.5 = 30.
Рассмотрим, как можно проверить свой результат с помощью теоремы Пифагора.2 => 225 + 675 = 900. Проверка выполнена.
Полезный совет
Рассчитав гипотенузу, выполняйте проверку — удовлетворяет ли полученное значение теореме Пифагора.
Источники:
- Таблица простых чисел от 1 до 10000
Катетами называют две короткие стороны прямоугольного треугольника, составляющие ту его вершину, величина которой равна 90°. Третью сторону в таком треугольнике называют гипотенузой. Все эти стороны и углы треугольника связаны между собой определенными соотношениями, которые позволяют вычислить длину катета, если известны несколько других параметров.
Инструкция
Используйте теорему Пифагора для катета (A), если известна длина двух других сторон (B и C) прямоугольного треугольника. Эта теорема утверждает, что сумма возведенных в квадрат длин катетов равна квадрату гипотенузы. Из этого вытекает, что длина каждого из катетов равна квадратному корню из длин гипотенузы и второго катета: A=√(C²-B²).
Воспользуйтесь определением прямой тригонометрической функции «синус» для острого угла, если известна величина угла (α), лежащего напротив вычисляемого катета, и длина гипотенузы (C). Это утверждает, что синус этого известного отношению длины искомого катета к длине гипотенузы. Это , что длина искомого катета равна произведению длины гипотенузы на синус известного угла: A=C∗sin(α). Для этих же известных величин можно использовать и косеканс и рассчитать нужную длину, разделив длину гипотенузы на косеканс известного угла A=C/cosec(α).
Задействуйте определение прямой тригонометрической функции косинус, если кроме длины гипотенузы (C) известна и величина острого угла (β), прилегающего к искомому . Косинус этого угла как соотношение длин искомого катета и гипотенузы, а из этого можно вывод, что длина катета равна произведению длины гипотенузы на косинус известного угла: A=C∗cos(β). Можно воспользоваться определением функции секанс и вычислить нужное значение, разделив длину гипотенузы на секанс известного угла A=C/sec(β).
Выведите нужную формулу из аналогичного определения для производной тригонометрической функции тангенс, если кроме величины острого угла (α), лежащего напротив искомого катета (A), известна длина второго катета (B). Тангенсом противолежащего искомому катету угла отношение длины этого катета к длине второго катета. Значит, искомая величина будет равна произведению длины известного катета на тангенс известного угла: A=B∗tg(α). Из этих же известных величин можно вывести и другую формулу, если воспользоваться определением функции котангенс. В этом случае для вычисления длины катета надо будет найти соотношение длины известного катета к котангенсу известного угла: A=B/ctg(α).
Видео по теме
Слово «катет» пришло в русский язык из греческого. В точном переводе оно означает отвес, то есть перпендикуляр к поверхности земли. В математике катетами называются стороны, образующие прямой угол прямоугольного треугольника. Противолежащая этому углу сторона называется гипотенузой. Термин «катет» применяется также в архитектуре и технологии сварочных работ.
Секанс данного угла получается при делении гипотенузы на прилежащий катет, то есть secCAB=c/b. Получается величина, обратная косинусу, то есть выразить ее можно по формуле secCAB=1/cosSAB.
Косеканс равен частному от деления гипотенузы на противолежащий катет и это величина, обратная синусу. Она может быть рассчитана по формуле cosecCAB=1/sinCAB
Оба катета связаны между собой и котангенсом. В данном случае тангенсом будет отношение стороны a к стороне b, то есть противолежащего катета к прилежащему. Это отношение может быть выражено формулой tgCAB=a/b. Соответственно, обратным отношением будет котангенс: ctgCAB=b/a.
Соотношение между размерами гипотенузы и обоих катетов определил еще древнегреческий Пифагор. Теоремой, его именем, люди пользуются до сих пор. Она гласит, что квадрат гипотенузы равен сумме квадратов катетов, то есть с2=a2+b2. Соответственно, каждый катет будет равняться квадратному корню из разности квадратов гипотенузы и другого катета. Эту формулу можно записать как b=√(с2-а2).
Длину катета можно выразить и через известные вам соотношения. Согласно теоремам синусов и косинусов, катет равен произведению гипотенузы на одну из этих функций. Можно его выразить и или котангенс. Катет а можно найти, например, по формуле a = b*tan CAB. Точно таким же образом, в зависимости от заданных тангенса или , определяется и второй катет.
В архитектуре также используется термин «катет». Он применяется по отношению к ионической капители и отвес через середину ее задка. То есть и в этом случае этим термином перпендикуляр к заданной линии.
В технологии сварочных работ есть «катет углового шва». Как и в других случаях, это самое короткое расстояние. Здесь речь идет о промежутке между одной из свариваемых деталей до границы шва, находящегося на поверхности другой детали.
Видео по теме
Источники:
- что такое катет и гипотенуза в 2019
— (гр. kathete вертикальная линия). Каждая из двух перпендикулярных сторон прямого угла в прямоугольном треугольнике. Словарь иностранных слов, вошедших в состав русского языка. Чудинов А.Н., 1910. КАТЕТ греч. kathete, вертикальная линия. Каждая из … Словарь иностранных слов русского языка
— (от греч. kathetos перпендикуляр) сторона прямоугольного треугольника, прилежащая к прямому углу … Большой Энциклопедический словарь
КАТЕТ, а, муж. В математике: сторона прямоугольного треугольника, примыкающая к его прямому углу. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Муж. катета жен., греч. каждая из сторон около прямого угла прямоугольного треугольника. | Архитектурное: отвес через средину задка ионической капители. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
Сущ., кол во синонимов: 1 сторона (57) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
Прямоугольный треугольник, катеты c1 и c2 и гипотенуза (h) … Википедия
А; м. [от греч. kathetos отвес] Матем. Одна из двух сторон, образующих прямой угол в прямоугольном треугольнике. * * * катет (от греч. káthetos перпендикуляр), сторона прямоугольного треугольника, прилежащая к прямому углу. * * * КАТЕТ КАТЕТ (от … Энциклопедический словарь
— (от греч. káthetos перпендикуляр) сторона прямоугольного треугольника, прилегающая к прямому углу … Большая советская энциклопедия
Стороны прямоугольного треугольника, составляющие между собою прямой угол. См. Гипотенуза и Треугольник … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
М. Одна из двух сторон, образующих прямой угол в прямоугольном треугольнике. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
Книги
- Песнь Сюзанны
- Песнь Сюзанны , Кинг Стивен. Странствие Роланда Дискейна и его друзей близится к завершению… Но теперь на пути катета последних стрелков возникает НОВОЕ ПРЕПЯТСТВИЕ… Бесследно исчезла Сюзанна, носящая в себе…
Что такое катет и гипотенуза?
- Гипотенуза напротив прямого угла и она самая длинная, а катеты две другие стороны
- Прямоугольный треугольник, катеты c1 и c2 и гипотенуза (h)
Катет одна из сторон прямоугольного треугольника, образующая прямой угол. Противоположная прямому углу сторона называется гипотенузой - Да ну их всех, с ихниими умными ответами.
«…А нам говоряг, что катет —
Короче гипотенузы.
А я говорю, что хватит!
Устал я от этой обузы… «
(С) Х/ф «Приключения Электроника».
…Между прочим, в этой песенке и ответ есть на ваш вопрос. - Катет одна из двух сторон прямоугольного треугольника, образующих прямой угол. Противоположная прямому углу сторона называется гипотенузой. Для непрямоугольного треугольника катеты не существуют.
Название катет происходит от греческого kthetos перпендикуляр 1, опущенный, отвесный 2. Название также встречается в архитектуре и означает отвес через средину задка ионической капители 3.
С катетами связаны тригонометрические функции острого угла:
синус отношение катета, противолежащего углу, к гипотенузе.
косинус отношение катета, прилежащего углу, к гипотенузе.
тангенс отношение катета, противолежащего углу, к катету прилежащему углу.
котангенс отношение катета, прилежащего углу, к катету противолежащему углу.
секанс отношение гипотенузы к катету прилежащему углу.
косеканс отношение гипотенузы к катету противолежащему углу.
Длина катета может быть найдена с помощью теоремы Пифагора, которая утверждает, что квадрат длины гипотенузы равен сумме квадратов длин катетов.Длина катета равна произведению длины гипотенузы и косинуса прилежащего угла. Длина катета равна произведению длины гипотенузы и синуса противолежащего угла. Длина катета равна произведению длины другого катета и тангенса противолежащего угла, относительно искомого катета. Длина катета равна произведению длины другого катета и котангенса прилежащего угла, относительно искомого катета. Длина катета равна среднему геометрическому длины гипотенузы и длины проекции этого катета на гипотенузу.
Гипотенуза самая длинная сторона прямоугольного треугольника, противоположная прямому углу. Длина гипотенузы прямоугольного треугольника может быть найдена с помощью теоремы Пифагора: квадрат гипотенузы (то есть квадрат е длины) равен сумме квадратов катетов (то есть длин двух других сторон прямоугольного треугольника) .
- Катет одна из двух сторон прямоугольного треугольника, образующих прямой угол. Противоположная прямому углу сторона называется гипотенузой. Для непрямоугольного треугольника катеты не существуют.
Гипотенуза самая длинная сторона прямоугольного треугольника, противоположная прямому углу. Длина гипотенузы прямоугольного треугольника может быть найдена с помощью теоремы Пифагора: квадрат гипотенузы (то есть квадрат е длины) равен сумме квадратов катетов (то есть длин двух других сторон.
- у прямоугольного треугольника есть три стороны — самая длинная это гипотенуза, а две другие это катеты.
- КАТЕТ (от греч. kathetos перпендикуляр), сторона прямоугольного треугольника, прилежащая к прямому углу.
ГИПОТЕНУЗА (греч. hypoteinusa), сторона прямоугольного треугольника, лежащая против прямого угла. - Катет одна из сторон прямоугольного треугольника, образующая прямой угол. Противоположная прямому углу сторона называется гипотенузой.
- Катет — который катает, гипотенуза — которая тянет.2 = a_cb_c
a,b — катеты c — гипотенуза \alpha — угол, противолежащий a \beta — угол, противолежащий b a_c,b_c — проекции катетов a и b на гипотенузу.
С катетами совпадают две из трёх высоты прямоугольного треугольника.
По катету и гипотенузе или по двум катетам можно судить о равенстве двух прямоугольных треугольников.
Вращая прямоугольный треугольник вокруг катета можно получить прямой круговой конус .
См. также
Напишите отзыв о статье «Катет»
Примечания
- Большая советская энциклопедия : [в 30 т.] / гл. ред. А. М. Прохоров . — 3-е изд. — М . : Советская энциклопедия, 1969-1978.
- катет // Толковый словарь русского языка : в 4 т. / гл. ред. Б. М. Волин , Д. Н. Ушаков (т. 2-4) ; сост. Г. О. Винокур , Б. А. Ларин , С. И. Ожегов , Б. В. Томашевский , Д. Н. Ушаков ; под ред. Д. Н. Ушакова . — М . : ГИ «Советская энциклопедия» (т. 1) : ОГИЗ (т. 1) : ГИНС (т. 2-4), 1935-1940.
- ; // Толковый словарь живого великорусского языка : в 4 т. / авт.-сост. В. И. Даль . — 2-е изд. — СПб. : Типография М. О. Вольфа , 1880-1882.
Отрывок, характеризующий Катет
Этот фланговый марш не только не мог бы принести какие нибудь выгоды, но мог бы погубить русскую армию, ежели бы при том не было совпадения других условий. Что бы было, если бы не сгорела Москва? Если бы Мюрат не потерял из виду русских? Если бы Наполеон не находился в бездействии? Если бы под Красной Пахрой русская армия, по совету Бенигсена и Барклая, дала бы сражение? Что бы было, если бы французы атаковали русских, когда они шли за Пахрой? Что бы было, если бы впоследствии Наполеон, подойдя к Тарутину, атаковал бы русских хотя бы с одной десятой долей той энергии, с которой он атаковал в Смоленске? Что бы было, если бы французы пошли на Петербург?.. При всех этих предположениях спасительность флангового марша могла перейти в пагубность.
В третьих, и самое непонятное, состоит в том, что люди, изучающие историю, умышленно не хотят видеть того, что фланговый марш нельзя приписывать никакому одному человеку, что никто никогда его не предвидел, что маневр этот, точно так же как и отступление в Филях, в настоящем никогда никому не представлялся в его цельности, а шаг за шагом, событие за событием, мгновение за мгновением вытекал из бесчисленного количества самых разнообразных условий, и только тогда представился во всей своей цельности, когда он совершился и стал прошедшим.
На совете в Филях у русского начальства преобладающею мыслью было само собой разумевшееся отступление по прямому направлению назад, то есть по Нижегородской дороге. Доказательствами тому служит то, что большинство голосов на совете было подано в этом смысле, и, главное, известный разговор после совета главнокомандующего с Ланским, заведовавшим провиантскою частью. Ланской донес главнокомандующему, что продовольствие для армии собрано преимущественно по Оке, в Тульской и Калужской губерниях и что в случае отступления на Нижний запасы провианта будут отделены от армии большою рекою Окой, через которую перевоз в первозимье бывает невозможен. Это был первый признак необходимости уклонения от прежде представлявшегося самым естественным прямого направления на Нижний. Армия подержалась южнее, по Рязанской дороге, и ближе к запасам. Впоследствии бездействие французов, потерявших даже из виду русскую армию, заботы о защите Тульского завода и, главное, выгоды приближения к своим запасам заставили армию отклониться еще южнее, на Тульскую дорогу. Перейдя отчаянным движением за Пахрой на Тульскую дорогу, военачальники русской армии думали оставаться у Подольска, и не было мысли о Тарутинской позиции; но бесчисленное количество обстоятельств и появление опять французских войск, прежде потерявших из виду русских, и проекты сражения, и, главное, обилие провианта в Калуге заставили нашу армию еще более отклониться к югу и перейти в середину путей своего продовольствия, с Тульской на Калужскую дорогу, к Тарутину. Точно так же, как нельзя отвечать на тот вопрос, когда оставлена была Москва, нельзя отвечать и на то, когда именно и кем решено было перейти к Тарутину. Только тогда, когда войска пришли уже к Тарутину вследствие бесчисленных дифференциальных сил, тогда только стали люди уверять себя, что они этого хотели и давно предвидели.Катет ― это сторона прямоугольного треугольника, которая прилегает к углу 90˚. Сторона напротив прямого угла ― это гипотенуза. Имея данные о других сторонах прямоугольного треугольника или о величинах углов, вы сможете определить длину неизвестного катета.
Имея значения длины второго катета и гипотенузы, можно вычислить второй катет по теореме Пифагора. Длина неизвестного катета равна квадратному корню разности квадрата гипотенузы и квадрата второго катета: a=√(c²-b²). Есть возможность определить катет, если известна величина одного из углов прямоугольного треугольника, который не равен 90˚. Допустим, есть значение угла α. Тогда синус α будет равен отношению противолежащего катета к величине гипотенузы (sin α = b/c), а косинус α -отношению прилежащего к углу катета к значению гипотенузы (cos α = a/c). Значит, b=c*sin α, a=с*cos α. Значения косинусов и синусов, тангенсов и котангенсов углов содержатся в специальных таблицах Брадиса. Если известная величина второго катета (b) и острого угла напротив него (α), значение искомого катета (a) будет равно отношению длины катета b к тангенсу угла α: a=b/tg α. Если же известно значение угла, прилежащего к катету данной длины, то неизвестный катет равен длине известного, поделенной на котангенс угла: a=b/ctg β. При имеющейся длине гипотенузы (c) и угла, расположенного напротив искомого катета (α), неизвестный катет (a) будет равен произведению гипотенузы на синус этого угла: a=c*sin α.
Если же известна величина второго угла, который прилежит к катету a, уравнение примет следующий вид: a=c*cos β. Допустим, у вас есть значение (k) соотношения известного катета (b) к искомому (a). Тогда катет a будет равен: a=c/√(k²+1).Все эти решения строятся на базе теоремы Пифагора и определениях тригонометрических функций. Знание простых законов алгебры позволит решить практически любую задачу из области геометрии.
Определение катета углового сварного шва
Специалист должен знать, как производится определение катета сварного шва для сооружения с огромной несущей конструкцией, имеющей сложные углы и состоящей из множества соединений. Отметим, что это понятие применяют не только в обычном строительстве, но и в судостроении, и в тяжелом машиностроении. Для правильного сваривания углов, нахлеста, Т-образного типа соединения применяют экономичный (если сравнивать с таким видом, как разделенная кромка) угловой вид, так как его выполнение намного проще, и при этом нет необходимости подготавливать края.
Типы сварных швов и соединений.
Во время проектирования швов учитывают то, что:
- необходимо применить как можно меньшее количество соединений, а их размеры должны быть по возможности минимальны;
- применяют высокоэффективные методы сварки;
- при работах используют специальные электроды, флюсы, газы и проволоки;
- применяют такие размеры швов, для которых нет необходимости производить последующую окантовку изделия;
- к соединительным местам должен быть открытый доступ, при котором не нарушается технология наложения шва и применения электродов.
Для определения прочности стыка, нужно вычислить производную не только от расчетной толщины, но и от его величины (фактической). Отметим, что размер такого сварного шва определяют, применив величину катета углового соединения, а поэтому его нетрудно рассчитать. Для его измерения необходимо вычислить размер одной из сторон самого большого прямоугольного треугольника, который вписывают в продольное сечение.
Катет сварного шва (углового) дает возможность определить его расчетную толщину. А для того чтобы он выдерживал определенное давление, стороны, составляющие прямой угол, не должны быть длинными, так как не только отдельные швы, но и вся конструкция может деформироваться, а также возможно, что возрастает стоимость всего сооружения.
Какие типы стыков необходимы для различных элементов
Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом.
Например, в двутавровой стойке и центрально-сжатой колонне используют технику одностороннего поясного соединения, а в узлах крепежа балки или связки, а также в зоне, предназначенной для передачи напряжения, используют двухстороннее поясничное соединение, которое выходит за пределы прикрепленного элемента.
Для крепления к балкам ребер жесткости необходимы поясные непрерывные стыки, здесь же допускается применение одностороннего поясного стыка в двутавровому элементу.
Для укрепления фасовок к решетке фермы применяют сварочный шов, позволяющий вывести его на торец элемента (20 мм), при этом не используют технику лобовых стыков. Если имеется пояс из тавр, двутавровый или одиночный, то для сваривания их с полками делают проварку по всей толщине фасонины.
Существуют специальные правила и нормы для выполнения конструкций из стали. Рассмотрим один из них, например, AWS Dl.1, по которому производят вычисления минимальных размеров стороны прямоугольного треугольника (составляющей угол в 90º). Причем при использовании материала с различной толщины катет также изменяется. В стандарте указано, какое максимальное усиление стыков возможно, потому что если заметно увеличить эту величину, то это вызовет процесс разрушения всех сварных соединений.
Вернуться к оглавлению
Формула, по которой определяют размер стыка
Угловые швы.
Для того чтобы правильно определить теоретическую толщину угловых сварных соединений, рассмотрим изображение.
Здесь показано, что с применением формулы:
- T = S cos 45º, где S – сторона прямоугольного треугольника,
- T – ширина соединения,
можно произвести качественный расчет, который поможет определить необходимую величину.
Рассмотрим на примере: S = 3 мм. В данном конкретном случае T = 3 х 0,7 = 2,1 мм. При этом учитывают тот факт, что при толщине материала 12,7 – 19 мм, S = 6 мм (по выше приведенному стандарту).
Для контроля качества такого типа соединения на реальном изделии, его размеров, величины, усиления или ослабления, применяют так называемый сварочный шаблон.
На нем показано, как производят замер углового стыка, применив специальный инструмент.
Вот как можно определить величину катета углового сварного шва.
сварщиков, резаков, паяльщиков и паяльных машин в My Next Move
Паяльник, Изготовитель, Паяль, Сварщик
Сварщики, резаки, паящики и паящики используют ручное или дистанционно управляемое оборудование для соединения или резки металлических деталей или для сглаживания поверхностей. Эти рабочие изучают эскизы и спецификации, чтобы понять полную картину конструкции и материалов, прежде чем приступить к работе. Инструменты сварщиков и резаков используют высокую температуру для размягчения материала.Сварщики используют эти инструменты для соединения металла в самых разных отраслях промышленности, от автогонок и производства до конструкции стальных балок. Резаки режут и подрезают металлические предметы или разбирают крупные предметы, такие как корабли и железнодорожные вагоны. Работать можно на открытом воздухе на строительных лесах или высокой платформе или в закрытых помещениях в ограниченном пространстве. Сгибание, наклоны и поднятие тяжестей — обычное явление. Паяльщики и паяльщики используют расплавленный металл для соединения двух металлических частей. Пайка включает в себя прецизионные задачи, такие как формирование соединений на электронных платах, в то время как при пайке используются металлы при более высоких температурах, например, для нанесения покрытий на детали для защиты от износа и коррозии.Другие работники в этой области управляют машинами или роботами, которые выполняют задачи по сварке, пайке, пайке или термообработке. Эти рабочие могут также работать на лазерных резаках или станках с лазерным лучом. Опасности включают очень горячие материалы и интенсивный свет, создаваемый дугой. В то время как работодатели обязаны предоставлять безопасные вентилируемые помещения, эти рабочие обычно носят защитное снаряжение для предотвращения травм. Большинство должностей заняты полный рабочий день; вечера, выходные и сверхурочные часы — обычное дело. Для поступления в эти области обычно требуется среднее образование, а также техническое обучение и подготовка без отрыва от производства.Сертификат или другие свидетельства о навыках привлекательны для работодателей.
Чем они занимаются:
Используйте оборудование для ручной сварки, газовой резки, ручной пайки или пайки для сварки или соединения металлических компонентов или для заполнения отверстий, углублений или швов готовых металлических изделий.На работе вы бы:
- Сваривайте компоненты в горизонтальном, вертикальном или потолочном положениях.
- Используйте защитное оборудование и соблюдайте безопасные рабочие привычки.
- Осмотрите детали на предмет дефектов и измерьте детали с помощью линейок или шаблонов, чтобы убедиться в соответствии спецификациям.
Промышленные или сельскохозяйственные товары
- Производство и сбыт продукции
Техника и технологии
Базовые навыки
- Отслеживание того, насколько хорошо люди и / или группы делают для улучшения
Решение проблем
- обнаружение проблемы и поиск лучшего способа ее решения
Использование рук и пальцев
- Держите руку неподвижно
- держать или перемещать предметы руками
Контролируемое движение
- быстро изменить элементы управления машиной, автомобилем, грузовиком или лодкой
- Соедините руки и / или ноги вместе, сидя, стоя или лежа
Людям, заинтересованным в этой работе, нравятся занятия, которые включают практических задач и практических задач и решений.
Они преуспевают в работе, где требуется:
- Внимание к деталям
- Надежность
- Целостность
- Сотрудничество
- Независимость
- Инициатива
Вы можете использовать подобное программное обеспечение на работе:
Программа электронной почты
- IBM Notes
- Microsoft Outlook
Аналитическое или научное программное обеспечение
- Слив фильтра группы Scientific Software Group FD
- Анализ стоимости
Пользовательский интерфейс базы данных и программное обеспечение запросов
- Программное обеспечение Oracle
- Программное обеспечение для ведения учета
Автоматическая сварка швов прицепных цистерн и др.
На главную / Автоматическая сварка швов прицепных цистерн и др.Идеально подходит для производителей цистерн для прицепов. Установки для сварки внутренних продольных швов Jetline LWI от Miller Электросварка плоских листов или резервуаров диаметром более 55 дюймов и длиной до 300 дюймов.
Аппараты для сварки продольных швов Jetline LWI от Miller, идеально подходящие для производителей цистерн для прицепов, сваривают плоские листы, цилиндры и резервуары длиной от 72 до 300 дюймов с минимальным диаметром 55 дюймов с использованием процессов GTAW, PAW, GMAW и SAW. (первый вид)
Аппараты для сварки продольных швов Jetline LWI от Miller, идеально подходящие для производителей цистерн для прицепов, сваривают плоские листы, цилиндры и резервуары длиной от 72 до 300 дюймов с минимальным диаметром 55 дюймов с использованием процессов GTAW, PAW, GMAW и SAW.(второй вид)
Система для ремонта алюминиевых кузовов Millermatic 350P от Miller Electric представляет собой полный сварочный комплекс «под ключ», который обеспечивает высокое качество сварки и упрощает ремонт алюминиевых панелей кузова и станины, используемых в грузовых автомобилях. Он устраняет коробление, деформацию и прожог при сварке тонкого алюминия, а также может использоваться для импульсной сварки проволокой из кремнистой бронзы, стали и нержавеющей стали.
Сварочные маски серии Digital Infinity от Miller Electric имеют новую графику CAT 2nd Edition и большую область обзора — 13.Головной убор площадью 4 кв. Дюйма с увеличенной комфортной подушкой для расширенных настроек и лучшей подгонки, а также четыре датчика дуги с четырьмя режимами: сварка, резка, шлифовка и X-Mode. Они также используют эксклюзивную технологию линз InfoTrack для отслеживания времени дуги.
Miller Electric Mfg. Co. (Appleton, WI) интегрировала системы автоматизации сварки от Jetline Engineering (Кэрол Стрим, Иллинойс) в бренд Miller®, в том числе их сварочные аппараты для сварки внутренних продольных швов LWI для сварки плоских листов или резервуаров диаметром более 55 дюймов (1400 мм).Они идеально подходят для производителей цистерн для прицепов:
- Стандартные конструкции предлагают длину сварки в диапазоне от 72 дюймов (1825 мм) до 300 дюймов (7600 мм) и подходят для деталей с минимальным диаметром 55 дюймов (1400 мм). Эта машина подойдет для любого максимального диаметра, с которым может удобно работать магазин.
- Для сварочных цилиндров, резервуаров, плоских листов с процессами GTAW, PAW, GMAW и SAW.
- Предназначен для цилиндров большого диаметра, резервуаров и толстостенных листов.
- Прочная конструкция основания заменяет оправку. В каретках
- используются закаленные подшипники и прецизионный двигатель постоянного тока с обратной связью от тахогенератора.
- Доступны различные диапазоны скоростей и точности удержания скорости.
- Медная опорная планка и двусторонние кончики пальцев из меди входят в стандартную комплектацию.
- Стандартно поставляется с микропроцессорным контроллером движения 9700T.
Опции включают:
- A Компьютерный контроллер 9900.
- Гидравлический откидной столешница и / или гидравлические упоры центрирующей пластины. Процессы
- Dual-ARC (PAW + GTAW) и Tandem SAW могут повысить производительность и сделать возможными однопроходные сварные швы на металлах толщиной 3/8 дюйма.
- Подъемные ролики и конвейеры для загрузки деталей.
- VMS (система видеонаблюдения) и операторская трибуна.
- Беспроводной пульт дистанционного управления для пальцевого управления.
Miller Electric также представила свою новую систему ремонта алюминия для автомобильных кузовов Millermatic® 350P, полный сварочный комплекс, предназначенный для обеспечения высокого качества сварки и упрощения ремонта алюминиевых панелей кузова и станины, например, используемых в грузовиках.Эта система «под ключ» решает проблемы, возникающие при сварке тонкого алюминия, такие как коробление, деформация и прожог. Он основан на надежных характеристиках популярного источника питания Millermatic 350P MIG и может также использоваться для импульсной сварки проволокой из кремнистой бронзы, стали и нержавеющей стали. Предоставление всех компонентов, необходимых для ремонта алюминиевых кузовов автомобилей, в едином оптимизированном пакете, упрощает процесс сварки алюминия, особенно для сварщиков, которые не так хорошо знакомы с этим материалом или проблемами, которые он может создать.
Система ремонта алюминиевого кузова Millermatic 350P также включает компоненты, необходимые для соответствия техническим требованиям, установленным Ford и Assurance Performance Network для завершения ремонта сварных швов грузовика Ford F-150 с алюминиевым кузовом. Для этих спецификаций требуется источник питания 220 В с возможностью импульсной сварки MIG, предназначенный для сварки алюминия, с использованием проволоки из алюминиевого сплава серии 5554 0,047 дюйма (1,2 мм). В комплект входит:
- Millermatic 350P, источник питания 200/230/460 В для одно- или трехфазного питания.
- Катушка 8 дюймов с алюминиевой проволокой Hobart® 5554 диаметром 0,047 дюйма (1,2 мм) для превосходного качества сварки.
- Алюминиевый пистолет MIG Bernard ™ Q200, оснащенный кабелем длиной 12 футов, пластиковым вкладышем и 30-градусной головной трубкой для превосходной подачи алюминиевой проволоки.
- 0,047 дюйма (1,2 мм) алюминиевые контактные наконечники Centerfire ™ для обеспечения постоянной электропроводности и зажигания дуги.
- . Приводные ролики с U-образной канавкой 0,047 дюйма (1,2 мм) для улучшенной подачи алюминиевой проволоки.
Эта система обеспечивает выходную мощность 300 А при рабочем цикле 60% с улучшенными низкочастотными программами Pulse MIG, предназначенными для сварки алюминия.Возможная скорость подачи проволоки на низком уровне была снижена с 105 до 75 дюймов в минуту, что привело к меньшему тепловложению и уменьшению прожога и коробления при сварке алюминиевых панелей корпуса. Эта ремонтная система предлагает алюминиевый Pulse Hot Start ™, который автоматически обеспечивает большую мощность для устранения «холодных запусков», присущих сварке этого материала. Он оснащен функцией компенсации сетевого напряжения, которая обеспечивает постоянный выходной сигнал даже при колебаниях входной мощности. Система охлаждения Fan-On-Demand ™ работает только тогда, когда это необходимо для охлаждения источника питания, снижая потребление энергии и сводя к минимуму возможность попадания загрязняющих веществ в машину.
КомпанияMiller также добавила новую графику CAT 2nd Edition в свою линейку сварочных шлемов Digital Infinity Series, которые имеют самую большую зону обзора в отрасли. Эти сварочные шлемы обеспечивают зону обзора 13,4 кв. Дюйма и головной убор с увеличенной комфортной подушкой, которая предлагает широкие возможности регулировки и улучшенную поддержку для лучшей посадки и комфорта. Шлемы также оснащены четырьмя датчиками дуги и четырьмя режимами: сварка, резка, шлифовка и X-режим. Эксклюзивная технология InfoTrack ™ позволяет объективу отслеживать время дуги.
Miller Electric Manufacturing Co., 1635 W. Spencer Street, PO Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Тур по производству сварных труб из нержавеющей стали
СПЛАВЫ — ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ТРУБКИ, ОТВЕЧАЮЩИЕ ВАШИМ ТРЕБОВАНИЯМ
Plymouth Tube производит высокоточные напорные, механические и универсальные трубы — бесшовные, сварные, холоднотянутые или кондиционированные. Эти трубки хорошо подходят для широкого спектра промышленных применений.
НЕРЖАВЕЮЩАЯ АУСТЕНИТНАЯ СПЛАВЫ НИКЕЛЕВЫЕ - 304 / л
- 304N
- 316L
- 321
- 317 / л
- 310S
- 800
- 825
- AL6XN®
- Прочие
- 600
- 625
- C276
- Сплав 230
- Сплав 400
- 800
- 825
- AL6XN®
- Прочие
ДУПЛЕКС НЕРЖАВЕЮЩИЙ ФЕРРИТИЧЕСКИЕ / СУПЕРФЕРРИТНЫЕ НЕРЖАВЕЮЩИЕ Отжиг
Отжиг; В процессе Plymouth Tube это относится к светлому отжигу.Для соответствия техническим требованиям этот процесс требует соблюдения двух критериев.
Во-первых, атмосфера должна быть химически восстановительной, что достигается за счет использования атмосферы, в которой преобладает сухой водород. Это гарантирует отсутствие оксидов на поверхности отожженных труб, что обеспечивает поверхность с оптимальной коррозионной стойкостью. Второе требование заключается в том, что материал должен выдерживаться при достаточно высокой температуре в течение достаточно длительного времени, чтобы растворить любые нежелательные вторичные фазы, такие как карбиды.
Поскольку в спецификациях указывается только минимальная температура, фактическая температура и время выдержки оставлены на усмотрение производителя. Некоторые сплавы хорошо реагируют на очень короткое время отжига (ферритные и дуплексные сплавы), и они могут эффективно подвергаться термической обработке на трубном стане во время сварки. Аустенитная нержавеющая сталь и никелевые сплавы требуют значительно более длительного времени выдержки, и эти сплавы подвергаются термообработке в печи непрерывного действия.
Сталь аустенитная
Наиболее распространены аустенитные нержавеющие стали.
Сплавы серии 300 (304, 316) входят в эту группу вместе со многими вариациями более высоких марок сплавов. Все эти сплавы содержат как никель, так и хром. Эти сплавы очень пластичны, их легко формовать, они также немагнитны. Эти сплавы нельзя упрочнить термической обработкой. Единственный способ увеличить их силу — это холодная обработка.
Эти сплавы обладают коррозионной стойкостью от хорошей до выдающейся, и они могут использоваться при температурах от криогенных до докрасна.Как правило, эти сплавы имеют плохую теплопередачу и высокое тепловое расширение. Одним из недостатков этих сплавов является то, что, если содержание никеля не превышает 30%, они очень восприимчивы к хлоридному коррозионному растрескиванию под напряжением.
Дуплексная сталь
Дуплексная нержавеющая сталь — относительно новый класс сплавов (их не было у динозавров). Как следует из названия, эти сплавы имеют структуру, которая представляет собой микроскопическую смесь аустенита и феррита. Эта двухфазная структура придает этим сплавам смесь характеристик аустенитных и ферритных сталей.Многие свойства, такие как теплопроводность и тепловое расширение, находятся между значениями для аустенитных и ферритных сплавов.
Дуплексные сплавы тоже магнитные, но не сильно. Эти сплавы очень эффективны для достижения коррозионной стойкости за счет меньшего количества добавляемого сплава, чем требуется в аустенитных сплавах. Они обладают стойкостью к коррозии от хорошей до выдающейся и имеют полезную стойкость к коррозионному растрескиванию под действием хлоридов. Самая главная особенность дуплексных сплавов — их очень высокая прочность.Несмотря на то, что их нельзя упрочнить термической обработкой, они прочнее многих термообрабатываемых сплавов и обладают гораздо лучшими характеристиками формования и сварки.
Ферритная сталь
Ферритные нержавеющие стали похожи на мартенситные в том, что они в основном легированы хромом и оба являются магнитными, но ферритные стали имеют очень низкий уровень углерода. Это снижает их прочность и означает, что они не могут подвергаться термообработке для упрочнения. Но это значительно увеличивает их свариваемость, а также коррозионную стойкость и ударную вязкость.
Сплавы этой группы (SEA-CURE®, 439) обладают коррозионной стойкостью от умеренной до превосходной. Эти сплавы также обладают стойкостью к хлоридному коррозионному растрескиванию под напряжением. Существуют ограничения как на низкотемпературное, так и на высокотемпературное использование этих сплавов, и они могут быть изготовлены только с ограниченной толщиной. Эти сплавы обладают хорошей теплопроводностью и низкими показателями теплового расширения, как и стали.
Мартенситная сталь
Мартенситные нержавеющие стали больше похожи на простые стали, но содержат достаточно хрома, чтобы придать им умеренную общую коррозионную стойкость.
Эти сплавы содержат достаточно углерода, чтобы они реагировали на термическую обработку закалкой и отпуском. Эти сплавы часто используются для изготовления лезвий ножей (440C, 410) и штампов для литьевых форм, где важна твердость. Они также обладают износостойкостью и хорошей устойчивостью к повышенным температурам.
Эти сплавы трудно формировать и сваривать. Они не обладают большой пластичностью и не подходят для применения при низких температурах. Они редко используются в трубчатой форме.
Осадочное отверждение (PH)
Сплавы с дисперсионным упрочнением (PH) — это нержавеющие стали с наивысшей прочностью.
Эти сплавы имеют широкий спектр химического состава, обладают умеренной коррозионной стойкостью и очень высокой прочностью. Преимущество этих сплавов заключается в том, что они могут быть подвергнуты термообработке до более мягкого состояния для производства, а затем им можно подвергнуть термическую обработку старением, которая увеличивает прочность.
Эти сплавы трудно сваривать, и они доступны только в ограниченном количестве продуктов.Они обычно используются для конструкционных деталей и крепежа, где важно высокое соотношение прочности к весу.
Бесшовные трубки
Трубы бесшовные; Начиная с полостей для труб, полученных экструзией, холодное обжатие затем используется для достижения необходимого конечного размера и заканчивается светлым отжигом.
Этот процесс является отличным вариантом для труб с очень толстыми стенками и внешним диаметром. Эта трубка будет иметь отличный контроль размеров OD, но может иметь больший разброс по толщине стенки в зависимости от размера.
Нержавеющая сталь
нержавеющая сталь; Обычно сплав на основе железа (больше железа, чем любой другой элемент) считается «нержавеющим», если он содержит более 11% хрома. Большинство нержавеющих сталей используют хром и никель в качестве основных легирующих добавок.
Было идентифицировано и исследовано более 200 различных сплавов. На практике производится около 50 различных сплавов нержавеющей стали. Эти сплавы содержат большое количество различных легирующих элементов.Добавленные элементы тщательно сбалансированы для достижения желаемого воздействия на структуру сплава, механические свойства и коррозионную стойкость. Некоторые нержавеющие сплавы настолько высоколегированы, что содержат только 35% железа.
Нержавеющие стали полезны, потому что они могут быть устойчивы к коррозии в самых разных средах. Первые приложения предполагали простое воздействие городской и промышленной среды, в основном атмосферного загрязнения.
Со временем многие исследователи исследовали коррозионную стойкость нержавеющих сталей во многих средах.Мы используем нержавеющую сталь в наших домах (посуда, раковины, посуда, печи), автомобилях (выхлопная система, отделка, борьба с загрязнением), зданиях (поручни, лифты, отделка) и оборудовании для отдыха (лодочная фурнитура, огнестрельное оружие, снежные лыжи).
В более широком смысле мы все полагаемся на нержавеющую сталь, поскольку она используется почти во всем производстве продуктов питания, молочных продуктов и фармацевтических препаратов, на каждой электростанции, вырабатывающей электричество, а также в оборудовании, которое производит практически каждое домашнее хозяйство, средства личной гигиены и промышленные химикаты. .
Сварные и холоднотянутые трубки
Трубы сварные и холоднотянутые; Отожженные сварные трубы затем подвергаются холодной вытяжке и светлому отжигу. Процесс холодного волочения уменьшает наружный диаметр и толщину стенки.
Этот процесс аналогичен DOM в изделиях из углеродистой стали и позволяет использовать более широкий диапазон диаметров наружного диаметра до стенки (более тяжелые и тонкие трубы), чем это практично для сварки. Часто используется несколько проходов холодной вытяжки (с промежуточными отжигами). Нестандартные размеры также легко изготовить, поскольку единственным инструментом является штамп.Эта трубка имеет отличную концентричность и возможны жесткие допуски.
Сварные трубы
Трубы сварные; Трубчатые изделия изготавливаются из холоднокатаного листа, гнутого прокаткой и сваркой плавлением с продольным швом.
Сварка является самогенной (присадочный металл не добавляется), а сварные швы выкованы или отполированы заподлицо с использованием инструмента для внутреннего и наружного диаметров. Затем эта трубка подвергается яркому отжигу на раствор.
Видео о шлифовальном станке для кольцевых швов
Пневматические шлифовальные машины высочайшего качества от Eastwood Co
Угловые шлифовальные машиныидеально подходят для обработки сварных швов и кузовных работ.Шлифовальные машины имеют много применений и отлично подходят для детальной работы. Сжатый воздух идеально подходит для раскрутки кофемолок до высоких скоростей, на которых они работают. Купите пневматический шлифовальный станок, и вы мгновенно справитесь с портированием, полировкой, шлифованием и резкой.
Получить ценуNSI Solutions Simple Precision
Seam Phantom — это инновационная система для получения почти идеальных швов во всех типах камня и кварца. В системе используется алмазный шлифовальный круг, за которым следует до трех алмазных абразивов и точная регулировка глубины для устранения сколов и получения чистой острой кромки.
Получить ценуШлифовальные машины для кромок полов, Шлифовальные станки для бетонных кромок, портативные или
Шлифовальные станки для бетонных кромок для полировки бетонных полов можно безопасно заказать через XPS. У нас есть кромкошлифовальные станки Hum-B, Lavina и Makita, поэтому есть из многих, из которых можно выбрать нужную работу. Звоните по телефону (877) 958-5264
Получить ценуCS Unitec PIPE-MAX Шлифовальный станок для сварных швов / комплект для шлифования труб, электрический
CS Unitec 38502A PIPE-MAX Шлифовальный станок для сварных швов / шлифовальный станок для труб, электрический, 110 В, 950-3500 об / мин .Комбинированный шлифовальный станок и ленточно-шлифовальный станок для труб. 1710 Ватт, 15 Ампер; Шлифовать, смешивать и полировать трубы, поручни и плоские поверхности диаметром до 14.
Получить ценуЛенточный шлифовальный станок Ленточный шлифовальный станок Последняя цена
Чтобы получить огромную признательность наших уважаемых клиентов, мы поглощены предложением огромной коллекции Ленточно-шлифовального станка. Предлагаемая машина разработана с использованием материалов высшего качества и передовых технологий в соответствии с установленными промышленными стандартами качества.
Получить ценуПродукция kuhlmeyer.de
KUHLMEYER MASCHINENBAU Zur nwiese 23 D-32549 Bad Oeynhausen Тел. 49 (0) 57 31/53 04-0 Факс 49 (0) 57 31/53 04-32 [электронная почта защищена]
Получить ценуКак сузить штанины 15 шагов (с изображениями) wikiHow
29 марта, 2019Как сузить штанины. Зауженные брюки — это стильно, и они могут сделать наряд более изысканным. Тем не менее, брюки часто имеют свободный крой, и нанять профессионального портного, который подгонит их для вас, может быть дорогостоящим.Зауженные брюки
Получить цену 411KИНСТРУКЦИИ ПО ИЗМЕРЕНИЮ Nordstrom
Рекомендации по измерению Введение Чтобы гарантировать, что мы используем одну и ту же систему измерения для оценки продукта и используем ту же терминологию для описания этих измерений, мы составили инструкции по измерению. В дополнение к письменным описаниям того, как проводить измерения, есть иллюстрации, показывающие
Get PriceРазработка усовершенствованной контактной сварки сопротивлением (ERW
Разработка усовершенствованной электросварки сопротивлением (ERW) Linepipe «Mighty SeamTM» с высококачественным сварным швом) Шов, пригодный для работы при сверхнизких температурах (2) Процесс производства труб отличается высокой производительностью и высокой точностью размеров.В результате можно ожидать более низких затрат на прокладку труб.
Получить ценуЗаполнение швов корпуса Сеть с горячим стержнем
22 июля 2013 г. Одна особенность хот-родов заключается в том, что для любого проекта всегда существует более одного способа. Так обстоит дело с заполнением швов кузова. Один из способов снятия шва на корпусе
Получить ценуШлифование, полировка, растушевка в труднодоступных местах
3 декабря 2012 г. Шлифование, полировка, растушевка в труднодоступных местах Изобилие инструментов и принадлежностей для окончательной чистовой обработки пятна.The Tube Pipe Journal Декабрь 2012 г. 3 декабря 2012 г. Угловые шлифовальные машины отлично подходят для удаления тяжелых материалов, но они не предназначены для перемещения между плотно расположенными препятствиями, и они не идеальны для выполнения точного смешивания и
Get PriceРазница между точечной сваркой швом Hunker
20 марта 2018 г.Разница между точечной сваркой Сара Линдберг 20 марта 2018 г. СОХРАНИТЬ; У вас есть сварщик, который сидит в гараже и ждет, чтобы его уволили? Если вам не терпится заняться искусством или изготовлением хот-рода, который стоял в третьей стойле в течение 10 лет, вам может быть интересно, какие типы сварных швов лучше всего использовать.
Получить ценуСколько стоит измельчить пень? HomeAdvisor
Средняя стоимость аренды измельчителя пней на полдня составляет от 70 до 200 долларов. Если вы решите арендовать измельчитель пней на целый день — из-за его диаметра или масштабов проекта — стоимость в среднем составит от 300 до 400 долларов в зависимости от марки.
Получить ценуКруглое шлифование с использованием технологии кругового шлифования
Круглошлифовальный станок HG 2 обеспечивает эффективное производство круглошлифовальных валов.HG 204 предназначен для круглого шлифования средних и крупных партий деталей. Для валов большого диаметра до 800 мм правильным выбором будет цилиндрическая шлифовальная машина HG 208.
Получить ценуВодосточные желоба ABC
Водосточные желоба. Желоба Коробка Желоб Примечание Укажите уклон или угол крыши, указанные на чертеже Имеющийся желоб для снега Запросите номер детали Длина Обхват Вес Каждый T-5261 10′-2 24 19,70 # T-5262 20′-2 24 39,40 #
Получить ценуКак набросок базового выкройки трусиков Timelace Studio
18 апреля, 2016Home Lingerie Как нарисовать базовый выкройку трусиков.Как нарисовать базовый выкройку трусиков. Опубликовано 18. апреля 2016 г. 20. Добавьте припуск на шов. Я знал об этом уже пару лет, но до вашего видео у меня ничего не получалось. Пожалуйста, не отставайте
Получить ценуЛенточно-шлифовальные станки с дисками Шлифовальный станок по металлу Baileigh
Ленточно-шлифовальные станки с дисками Если вам нужно сгладить заусенцы на металле, Baileigh Industrial сделает дисковые шлифовальные машины, ленточные шлифовальные машины или комбинированные модели, подходящие для вашего магазина или области применения размер. На каждую кофемолку предоставляется 1-летняя гарантия на детали и пожизненная техническая поддержка по телефону.
Получить ценуЛошадь для продажи только в Мичигане Открытая группа Facebook
Лошадь для продажи в Мичигане Всего насчитывает 4 426 членов. Эта группа занимается продажей новых и подержанных конных снастей и выставочных товаров. Также здесь можно найти или поискать
Получить ценуСухие шлифовальные машины / полировщики с регулируемой скоростью Toolocity
Известный своими гранитными инструментами, Toolocity также предлагает впечатляющую коллекцию алмазных полировальных дисков, алмазных коронок, полировальных машин для мокрого камня, алмазов пилы, алмазные фрезы, алмазные чашки, алмазные боры, вакуумные присоски и другие инструменты для полировки бетона и гранита.
Узнать ценуGeBrax для шлифовальных специалистов!
GeBrax на Международной выставке оборудования в Кельне. GeBrax удалось зарегистрировать успешную торговую выставку с интересными и многообещающими контактами из 31 страны.
Получить ценуИнструмент для снятия фаски Обработка металла Metabo Power Tools
Инструмент для снятия фаски для подготовки сварного шва. Три больших инструмента для снятия фаски открывают новые возможности для продуктивной работы, быстрых схем работы и точных результатов при подготовке сварных швов.Они подходят для всех соответствующих углов фаски 0
Получить ценуBancroft Engineering Welding Systems Автоматическая сварка
Bancroft Engineering внедряет индивидуальные подходы в обслуживание клиентов почти каждый день. Мы часто получаем запросы от компаний, которым нужна помощь в разработке индивидуального решения для конкретного сварочного применения — от оптимизации конкретного процесса до инструмента.
Получить ценуCinched Определение Cinched в словаре
Cinched определение, сильное подпруга, используемая на стандартных седлах, с кольцами на каждом конце, к которым крепится ремешок, идущий от седла.Узнать больше.
Получить ценуУравнения напряжения в длинном шве цилиндрической оболочки и
Уравнение напряжения в длинном шве цилиндрической оболочки и калькулятор. Напряжение в кольцевом шве будет определяться только тогда, когда эффективность кольцевого соединения меньше половины эффективности продольного соединения или когда дополнительные нагрузки внутреннего давления (ветровая нагрузка, реакция седел) вызывают продольный изгиб или растяжение.
Получить ценуУроки шитья по коже Шитье по прямой
Либо загните шов в одну, либо в другую сторону, либо вы можете пальцами разжать шов и прострочить с обеих сторон.В любом случае, когда вы закончите прострочку, переверните вещи и опустите припуск на шов примерно на 1/8 дюйма от вышивки. Это, как и скошенные края, уменьшит объем швов.
Узнать ценуKFM 16-15 F (601753620) Инструмент для снятия фаски Metabo Power Tools
KFM 16-15 F (601753620) Инструмент для снятия фаски от Metabo Высококачественный, надежный и долговечный. Узнайте о профессиональных электроинструментах Metabo прямо сейчас.
Уточнить ценуШлифовка сварных швов углошлифовальной машиной на заводе.Использование
Загрузите видеоролик без лицензионных отчислений. Полировка сварных швов с помощью угловой шлифовальной машины на заводе. Использование промышленного инструмента, созданного биржевыми агентами по лучшей цене на Fotolia. Просмотрите наш дешевый банк изображений в Интернете, чтобы найти идеальный видеоклип для ваших маркетинговых проектов!
Получить ценуРучной ленточно-шлифовальный станок GHB Продукция FEIN Power Tools Inc.
Благодаря более чем 25-летнему непрерывному развитию технология магнитного сверления FEIN достигла пика совершенства.Приобретение компанией FEIN компании Jancy Engineering в 2011 году подняло планку еще выше, предлагая теперь известную систему портативных магнитных сверл и кольцевых сверл под торговой маркой Slugger.
Получить ценуРасшифровка рентгенограмм UW-51 / UW-52? ASME
26 декабря 2003 г. 1.0 Соединение кольцевого шва и длинного. рентгенографический шов согласно UW 11 (a) (5) (b) должен соответствовать минимальным требованиям для точечной рентгенографии UW-52 2.0 UW52 Шлаковые включения / удлиненные признаки более 2 / 3t подлежат отбраковке; в приведенном выше примере максимально допустимое значение будет 1/8 дюйма
Получить ценуРежущие и шлифовальные инструменты для сварки Введение
Режущее и шлифовальное оборудование Не редко сварщику приходится резать металл для ремонта или готовить свежий инвентарь для сварки.Кислородно-топливная резка подходила к этой задаче более полувека, но сегодня у вас есть другой выбор, чтобы выполнить эту работу.
Получить цену- опубликованные журналы по корпоративной социальной ответственности в горнодобывающем секторе
- Щековая дробилка мелкого помола SBM
- Изготовленное в Китае качественное конкурентоспособное баритовое дробильное оборудование
- Вы можете забрать карьер
- Дробилки для подземной добычи угля
- Станок для измельчения кварцевого камня
- доломит и b поставщики известняковых дробилок
- каталог вибрационного питателя sinex
- мелкозернистый заполнитель на заводах в Аргентине
- скидка на 5 дробилок на продажу
- щековая дробилка мобильная на гусеницах
- работа угольных мельниц
Политика конфиденциальности | Долговечность
Longevity Global, Inc.(«Долголетие») принял это заявление о конфиденциальности, чтобы продемонстрировать нашу твердую приверженность конфиденциальности определенной информации, предоставляемой ему клиентами и потенциальными клиентами, которые используют этот веб-сайт. В этой политике изложена политика Longevity в отношении методов сбора и распространения информации для этого веб-сайта: www.Longevity-Inc.com. Данный сайт содержит ссылки на другие сайты. Longevity не контролирует и не несет ответственности за работу таких веб-сайтов и отсылает вас к политике конфиденциальности, изложенной на таких веб-сайтах.
Собранная информацияLongevity собирает информацию, предоставленную людьми, которые используют этот веб-сайт, с целью предоставления информации или обновлений о Longevity или ее продуктах или дуговой сварке таким лицам. Мы также можем использовать вашу личную информацию, которую вы отправляете, для внутренних целей, включая администрирование наших веб-сайтов, аналитику данных и соблюдение закона или судебного процесса, а также политик и процедур Longevity. Примеры собираемой информации и целей, для которых она запрашивается, приведены ниже:
Свяжитесь с нами и спросите экспертовМы собираем ваше имя, адрес, номер телефона и адрес электронной почты вместе с любыми запросами или комментариями, которые вы можете отправить в Longevity, чтобы ответить на ваш запрос.
Файлы cookie и т. Д.Longevity отслеживает информацию о посещениях нашего веб-сайта различными способами, включая использование файлов cookie. Эта статистика используется внутри компании, чтобы лучше предоставлять услуги пользователям, и не предоставляется другим организациям. Компания Longevity может также использовать ваш IP-адрес для диагностики проблем с нашим сервером и для администрирования нашего веб-сайта.
Маркетинговая и другая информацияLongevity публикует различную информацию о продуктах Longevity и дуговой сварке, например рассылает рекламу, видеоролики, конкурсы, скидки и электронные информационные бюллетени, которые мы отправляем по электронной почте пользователям этого веб-сайта или другим лицам, которых они укажут нам.Получатели могут отказаться или отказаться от получения такой информации здесь.
Анкеты и опросыLongevity может попросить пользователей этого веб-сайта заполнить необязательные онлайн-опросы и опросы общественного мнения с целью получения их отзывов о наших настоящих или планируемых продуктах и их использовании. Эти опросы помогают нам лучше удовлетворять ваши потребности. При проведении этих опросов мы можем попросить вас указать свое имя и контактную информацию.
Заказы на продукцию, аксессуары и расширенную гарантиюЕсли вы покупаете товары на этом веб-сайте, мы запрашиваем вашу контактную информацию, информацию о доставке и выставлении счетов.Вам также будет предложено предоставить номер вашей кредитной карты и код безопасности исключительно нашему поставщику услуг по обработке кредитных карт, 3Delta Systems (3dsi.com), для целей оплаты. Компания Longevity не будет иметь доступа или хранить информацию о вашей кредитной карте. Вы также можете зарегистрировать здесь свой продукт Longevity, чтобы мы могли предоставлять вам обновленную информацию.
Поиск дистрибьютораЕсли вы используете этот веб-сайт, чтобы найти ближайшего дистрибьютора Longevity, мы попросим вас указать его местонахождение, включая почтовый индекс.Эта информация может быть сохранена и проанализирована для целей статистического бизнеса.
Новости клиентов и инвесторовLongevity может попросить вас предоставить контактную информацию, чтобы можно было отправлять вам обновления наших продуктов, паспортов безопасности материалов (MSDS), безопасности и корпоративных инвесторов.
Конфиденциальность детейЭтот веб-сайт не предназначен для детей младше тринадцати лет, и мы сознательно не собираем личную информацию от детей.Мы попросим вас подтвердить, что вы не предоставляли и не будете предоставлять такую информацию нам или в сообщениях на этом веб-сайте при регистрации. Если нам станет известно, что такая информация была предоставлена или размещена на этом веб-сайте, мы удалим ее из наших записей.
Уведомление: При сборе Персональной информации Longevity будет информировать людей о целях, для которых он собирает и использует Персональную информацию, а также о типах третьих лиц, которым компания раскрывает или может раскрыть эту информацию.Долголетие предоставит людям выбор и средства для ограничения использования и раскрытия их Личной информации. Уведомление будет предоставлено ясным и понятным языком, когда людей впервые попросят предоставить Личную информацию для Longevity, или как можно скорее после этого и, в любом случае, до того, как Longevity использует или раскроет информацию для целей, отличных от тех, для которых она была изначально собрана.
Choice: Longevity предложит людям возможность выбрать (отказаться), когда их личная информация (1) будет раскрыта третьей стороне или (2) будет использована для целей, отличных от той, для которой она была первоначально собрана. или впоследствии санкционировано физическим лицом.Конфиденциальная личная информация намеренно не собирается на этом веб-сайте. Политика Longevity заключается в том, что любое лицо, предоставляющее ему Конфиденциальную личную информацию, будет иметь возможность явным образом согласиться (отказаться) на раскрытие такой информации в целях, отличных от той, для которой она была первоначально собрана или впоследствии санкционирована этим лицом.
Этот веб-сайт предоставляет пользователям возможность отказаться от получения сообщений от нас в том месте, где мы запрашиваем личную информацию.Этот веб-сайт также предоставляет пользователям следующие варианты отказа от получения сообщений от Longevity в будущем:
1. Удалите свое имя из нашего списка подписок
2. Отправьте нам запрос на отказ от подписки
С любыми вопросами обращайтесь [адрес электронной почты защищен]
Машина— WIDOS
Вы ищете легкий и удобный аппарат для сварки труб и фасонных частей от OD 20 до OD 110? Тогда WIDOS Miniplast / 2 — это то, что вам нужно.
WIDOS Miniplast / 2 — это сварочный аппарат для стыковой сварки нагревательных элементов труб и фитингов из ПЭ, ПП и ПВДФ диаметром от OD 20 до OD 110. Благодаря своей легкой и компактной конструкции аппарат идеально подходит для использования в трубопроводных систем и для монтажных работ. В случае стационарного использования станок может быть закреплен в тисках или на опоре стола. Базовая машина имеет два больших алюминиевых основных зажимных инструмента, которые поворачиваются на 15 ° с каждой стороны для изготовления сегментированных гибов.За счет ввинчивания 8 малых переходных зажимных пластин достигается двойной зажим при меньших диаметрах. Для фитингов с короткими ножками в качестве опции доступен небольшой зажимной инструмент для фитингов. Благодаря особой конструкции устройства для повышения давления установка может быть закреплена непосредственно на очень коротких концах труб на стенах и листах.
WIDOS Miniplast / 2 можно использовать в мастерской, на строительной площадке и для монтажа. Благодаря весу 6,3 кг работа с WIDOS Miniplast / 2 очень проста, и машину можно использовать по-разному.Трубы и фасонные части от OD 20 до OD 110 можно сваривать. Базовая машина с дополнительными небольшими зажимными приспособлениями для фитингов подходит для установки фасонных фитингов с короткими зажимными концами. Очень короткие выступающие концы труб можно зажимать и сваривать. Доступна расширенная версия для изготовления тройников и отводов на 90 ° (до OD 90 мм). С обеих сторон каждый основной зажимной инструмент можно поворачивать на угол до 45 °. Эта базовая машина оснащена вертикальной и горизонтальной регулировкой. Легкий и компактный ручной строгальный станок управляется храповым механизмом.В качестве опции доступен электрорубанок. Нагревательный элемент с электронной регулировкой в соответствии с DVS 2208 имеет антипригарное покрытие и контрольную лампу для проверки системы и интервалов. Для безопасного хранения строгального станка и нагревательного элемента доступен термозащищенный ящик. Ящик для переноски из листовой стали служит для транспортировки и защищенного хранения всего WIDOS Miniplast / 2 в сборе.
Сварочный мост CAM Калибр Сварочный калибр Шов Армирование Угловое горло Длина ножки Инструмент для проверки угла скоса Стандартные и метрические сварочные аппараты Совместно с Электроинструмент и ручной инструмент
Ваша конфиденциальность Строго необходимые файлы cookie Функциональные файлы cookie Файлы cookie для отслеживания и производительности Целевые и рекламные файлы cookie Больше информации
Ваша конфиденциальность важна для нас
Файлы cookie — это очень маленькие текстовые файлы, которые сохраняются на вашем компьютере, когда вы посещаете веб-сайт.Мы используем файлы cookie для различных целей и для улучшения вашего онлайн-опыта на нашем веб-сайте (например, чтобы запомнить данные для входа в вашу учетную запись).
Вы можете изменить свои предпочтения и отказаться от хранения определенных типов файлов cookie на вашем компьютере во время просмотра нашего веб-сайта. Вы также можете удалить любые файлы cookie, уже хранящиеся на вашем компьютере, но имейте в виду, что удаление файлов cookie может помешать вам использовать некоторые части нашего веб-сайта.
Файлы cookie для отслеживания и производительности
Эти файлы cookie используются для сбора информации для анализа посещаемости нашего веб-сайта и того, как посетители используют наш веб-сайт.
Например, эти файлы cookie могут отслеживать такие вещи, как время, которое вы проводите на веб-сайте или посещаемые вами страницы, что помогает нам понять, как мы можем улучшить наш веб-сайт для вас.
Информация, собранная с помощью этих файлов cookie для отслеживания и производительности, не идентифицирует отдельного посетителя.
НеактивныйЦелевые и рекламные файлы cookie
Эти файлы cookie используются для показа рекламы, которая может быть интересна вам в зависимости от ваших привычек просмотра.
Эти файлы cookie, обслуживаемые нашими поставщиками контента и / или рекламы, могут объединять информацию, собранную ими с нашего веб-сайта, с другой собранной ими независимо информацией о действиях вашего веб-браузера в их сети веб-сайтов.
Если вы решите удалить или отключить эти целевые или рекламные файлы cookie, вы все равно будете видеть рекламные объявления, но они могут не иметь отношения к вам.
НеактивныйДополнительная информация
По любым вопросам, касающимся нашей политики в отношении файлов cookie и вашего выбора, см.