справочник-сталь тонколистовая,
Термообработкой называется тепловое воздействие на металл с целью направленного изменения его структуры и свойств.
Классификация видов термообработки:
Отжиг
Отжигом называют термообработку, направленную на получение в металлах равновесной структуры. Любой отжиг включает в себя нагрев до определенной температуры, выдержку при этой температуре и последующее медленное охлаждение. Цель отжига — уменьшить внутренние напряжения в металле, уменьшить прочностные свойства и увеличить пластичность. Отжиг делят на отжиг 1 рода и 2 рода.
Отжиг 1 рода — это такой вид отжига, при котором не происходит структурных изменений, связанных с фазовыми превращениями.
Отжиг 1 рода в свою очередь разделяют на 4 группы:
1. Гомогенизация — отжиг, направленный на уменьшение химической неоднородности металлов, образующейся в результате рекристаллизации.
Химическая неоднородность обусловлена различной температурой плавления исходных компонентов. Чем меньше это различие, тем более заметна химическая неоднородность, получающаяся в слитке. Избавится от нее невозможно, можно только уменьшить. Для этого применяют высокотемпературный отжиг с длительными выдержками (от 2 до 48 часов). При высокой температуре подвижность атомов в кристаллической решетке высокая и с течением времени за счет процессов диффузии происходит постепенное выравнивание химического состава. Однако усреднение химического состава происходит в пределах одного зерна, т.е. устраняется в основном дендритная ликвация. Чтобы устранить зональную ликвацию (химическую неоднородность в пределах части слитка), необходимо выдерживать слитки при данной температуре в течение нескольких лет.
В процессе отжига на гомогенизацию происходит постепенное растворение неравновесных интерметаллидных фаз, которые могут образоваться в результате кристаллизации с большой скоростью. При последующем медленном охлаждении после отжига такие неравновесные фазы больше не выделяются. Поэтому после гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации.
2. Рекристаллизационный отжиг
Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, таких как вакансии, дислокации. Образование ячеистой структуры происходит с изменением формы зерен, они плющиваются, вытягиваются в направлении главной деформации. Все эти процессы ведут к тому, что прочность металла постепенно увеличивается, пластичность падает, т.е. возникает наклеп или нагартовка. Дальнейшая деформация такого металла невозможна, т.
Степень деформации определяет размер зерна после отжига. Если она близка к критической (eкр=5-15%), то в результате после отжига в металле возникают крупные зерна, что обычно нежелательно. Поэтому перед рекристаллизационным отжигом деформацию металлов производят со степенью 30-60%. В результате получается мелкозернистая однофазная структура, обеспечивающая хорошее сочетание прочности и пластичности. Увеличение степени деформации до 80-90% вызывает появление в металле текстуры деформации. После рекристаллизационного отжига текстура деформации меняется на текстуру рекристаллизации. Как правило, это сопровождается резким направленным ростом зерна. Увеличение размеров зерна, т.е. снижение механических свойств, может вызвать также слишком большая температура отжига или большая выдержка. Поэтому при назначении режимов отжига необходимо использовать диаграмму рекристаллизации.
В результате получается мелкозернистая однофазная структура, обеспечивающая хорошее сочетание прочности и пластичности. Увеличение степени деформации до 80-90% вызывает появление в металле текстуры деформации. После рекристаллизационного отжига текстура деформации меняется на текстуру рекристаллизации. Как правило, это сопровождается резким направленным ростом зерна. Увеличение размеров зерна, т.е. снижение механических свойств, может вызвать также слишком большая температура отжига или большая выдержка. Поэтому при назначении режимов отжига необходимо использовать диаграмму рекристаллизации.
Рекристаллизационный отжиг может применяться как предварительная, промежуточная, так и как окончательная термообработка. Как предварительная термообработка он применяется перед холодной деформацией, если исходное состояние металла неравновесное и имеет какую-то степень упрочнения. Как промежуточная операция рекристаллизационный отжиг применяется между операциями холодной деформации, если суммарная степень деформации слишком велика и запасов пластичности металла не хватает.
3. Отжиг для снятия внутренних напряжений. Внутренние напряжения в металле могут возникать в результате различных видов обработки.

4.
Отжиг второго рода — термообработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения.
При отжиге второго рода нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная замена (aRbRa) в результате двойной перекристаллизации позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства детали. Отжиг второго рода может быть полным и неполным.
Полный отжиг сопровождается полной перекристаллизацией. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы.
Закалка
Закалка — это термообработка, направленная на получение в сплаве максимально неравновесной структуры и соответственно аномального уровня свойств. Любая закалка включает в себя нагрев до заданной температуры, выдержку и последующее быстрое резкое охлаждение. В зависимости от вида фазовых превращений, происходящих в сплаве при закалке, различают закалку с полиморфным превращением и закалку без полиморфного превращения.
Закалка с полиморфным превращением. Этот вид закалки применяется для сплавов, в которых один из компонентов имеет полиморфные превращения.
При закалке с полиморфным превращением нагрев металла производится до температуры, при которой происходит смена типа кристаллической решетки в основном компоненте. Образование высокотемпературной полиморфной структуры сопровождается увеличением растворимости легирующих элементов. Последующее резкое охлаждение ведет к обратному изменению типа кристаллической решетки, однако из-за быстрого охлаждения в твердом растворе остается избыточное содержание атомов других компонентов, поэтому после такого охлаждения образуется неравновесная структура. В металле сохраняются внутренние напряжения. Они вызывают резкое изменение свойств, увеличивается прочность, уменьшается пластичность. При быстром охлаждении перестройка кристаллической решетки происходит за счет одновременного смещения целы групп атомов. В результате вместо обычных зерен в металле появляется игольчатая структура, которая называется мартенситом. Неравновесное состояние металла после такого типа закалки является термодинамически неустойчивым. Поэтому, чтобы перевести металл в более устойчивое состояние, получить необходимый уровень внутренних напряжений, а соответственно и необходимые механические свойства, применяют дополнительную термообработку, которую называют отжиг.
Последующее резкое охлаждение ведет к обратному изменению типа кристаллической решетки, однако из-за быстрого охлаждения в твердом растворе остается избыточное содержание атомов других компонентов, поэтому после такого охлаждения образуется неравновесная структура. В металле сохраняются внутренние напряжения. Они вызывают резкое изменение свойств, увеличивается прочность, уменьшается пластичность. При быстром охлаждении перестройка кристаллической решетки происходит за счет одновременного смещения целы групп атомов. В результате вместо обычных зерен в металле появляется игольчатая структура, которая называется мартенситом. Неравновесное состояние металла после такого типа закалки является термодинамически неустойчивым. Поэтому, чтобы перевести металл в более устойчивое состояние, получить необходимый уровень внутренних напряжений, а соответственно и необходимые механические свойства, применяют дополнительную термообработку, которую называют отжиг.
Закалка без полиморфного превращения
Применяется для сплавов, не испытывающих полиморфных превращений, но имеющих ограниченную растворимость одного компонента в другом.
Если сплав, содержащий вторичные фазы, нагреть до температуры выше линии солидус, то увеличение растворимости приведет к растворению вторичных фаз. Если теперь такой твердый раствор быстро охладить, то выделение вторичных фаз образоваться не успеет, т.к. для этого требуется время на прохождение процесса диффузии, образование другой кристаллической решетки, границ раздела между фазами. В результате, при нормальной температуре пересыщенный метастабильный твердый раствор содержит избыток второго компонента. Такое изменение структуры изменяет свойства сплава, прочность может, как увеличиться, так и уменьшиться, а пластичность, как правило, увеличивается. Состояние металла после такой закалки является термодинамически неустойчивым. Самопроизвольно или под влиянием предварительного нагрева метастабильный твердый раствор начинает распадаться с выделением вторичной фазы, т.е. αмRα+βII. Этот процесс называется старением.
Таким образом, старение — это термообработка, которая проводится после закалки без полиморфного превращения, направленная на получение в сплаве более равновесной структуры и заданного уровня свойств.
Отпуск
Отпуск — термообработка, направленная на уменьшение внутренних напряжений в сплавах после закалки с полиморфным превращением. Образование вторичных фаз после закалки с полиморфным превращением всегда опровождается резким увеличением внутренних. Соответственно максимально увеличиваются прочность и твердость, до минимума падает пластичность. Чтобы получить необходимое соотношение прочности и пластичности, такой сплав после закалки подвергают дополнительной термообработке: отпуску. Нагрев вызывает уменьшение концентрации легирующих элементов в твердом растворе и выделение вторичных фаз.
После закалки без полиморфного превращения сплав имеет структуру пересыщенного твердого раствора. Такое состояние сплава — нестабильное и с течением времени начинает меняться. Пересыщенный твердый раствор распадается с выделением из него мелких включений вторичной фазы. Этот процесс проходит в несколько стадий:
На первой стадии в кристаллической решетке твердого раствора появляются зоны, обогащенные атомами второго компонента. С течением времени эти зоны увеличиваются.
С течением времени эти зоны увеличиваются.
На второй стадии концентрация атомов второго компонента достигает величины, соответствующей по концентрации выделения вторичной фазы.
Наступает третья стадия, т.е. формирование в этих зонах промежуточной кристаллической решетки, которая отличается то решетки твердого раствора и от решетки вторичной фазы.
На четвертой стадии увеличение концентрации второго компонента приводит кобразованию окончательной кристаллической решетки вторичной фазы и образованию границы раздела между твердым раствором и вторичной фазой. Так как процесс распада твердого раствора основан, прежде всего, на диффузионных процессах, то он в значительной степени зависти от температуры. Чем выше температура, тем быстрее идет процесс распада. Если температура нормальная, то процесс распада называется естественным старением, а если температура повышенная, то — искусственным старением. В результате, после старения структура сплава представляет собой зерна твердого раствора равновесного химического состава, с равномерно распределенным по объему, огромным количеством мелких выделений вторичной фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются.
В результате, после старения структура сплава представляет собой зерна твердого раствора равновесного химического состава, с равномерно распределенным по объему, огромным количеством мелких выделений вторичной фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются.
Химико-термическая обработка (ХТО).
Это одновременное воздействие на металл химической среды, тепла с целью направленного изменения состава и свойств поверхности детали. Различные виды ХТО направлены либо на повышение коррозионной стойкости, либо прочности и твердости, износостойких, антифрикционных свойств. Изменяя состав химической среды, можно в одних и тех же деталях получать различные свойства.
Термомеханическая обработка.
Это сочетание пластической деформации, упрочняющей термообработки, причем образующийся в результате деформации наклеп сохраняется и влияет на фазовые превращения, происходящие при термообработке.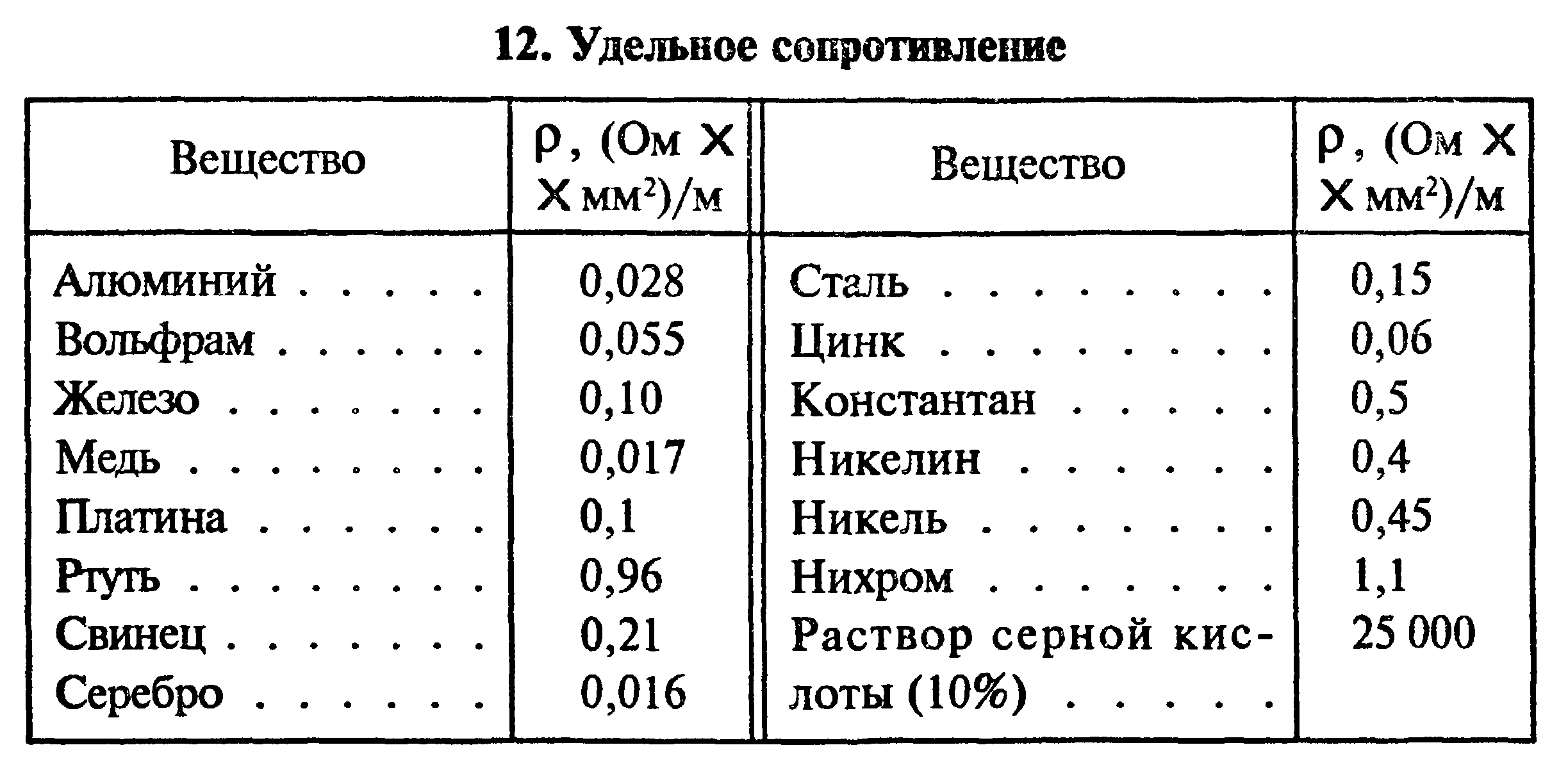
Такое комплексное воздействие на металл позволяет получить уровень свойств в металле более высокий, чем можно получить после деформации или после термообработки в отдельности.
Коррозионностойкие стали
Коррозией называют разрушение металла под действием химического или электрохимического воздействия под действием окружаемой среды. Основные факторы воздействия коррозии и ее влияние на экономику:
- Экономический фактор — экономические потери промышленности в результате коррозии.
- Надежность эксплуатации объектов или машин.
- Экологический фактор.
Виды коррозии:
- Равномерная (поверхностная).
- Местная (точечная).
- Межкристаллитная (по границам зерен).
- Коррозия под напряжением (ножевая).
- Электрохимическая коррозия.
Межкристаллитная коррозия (МКК).
Железо не является коррозионностойким металлом. Чистое железо активно взаимодействует со всеми элементами. Повысить коррозионностойкость можно введением легирующих элементов, которые вызывают его пассивацию. Пассивация — эффект создания на поверхности стальной детали тонкой защитной пленки, подслоем которой является кислород. Результат — электронный потенциал становится положительным и поверхность становится менее склонной к коррозии. Усиливают пассивацию Cr, Ni, Cu, Mo, Pt, Pd. Особенно сильно влияет Cr.
Химический состав: Cr13-30%, Ni4-25%, Moдо 5%, Cuдо 1%. В зависимости от содержания легирующих элементов структура и свойства сталей могут быть различными. Если сталь содержит в основном Cr, который стабилизирует феррит, то сталь будет ферритной (низкая твердость, низкая прочность, высокая пластичность). Если сталь содержит в себе кроме Cr C, то ее структура будет мартенситной. Зная структуру стали, можно прогнозировать ее свойства и назначать режимы термообработки. Для определения, к какому структурному классу относится сталь, разработана диаграмма Шеффлера.
Для определения, к какому структурному классу относится сталь, разработана диаграмма Шеффлера.
Экв. Ni=%Ni + 30(%C) + 0,5(%Mn).
Экв. Cr=%Cr + %Mo + 1,5(%Si) + 0,5(%Nb).
Cr повышает коррозионную стойкость только в том случае, когда его количество в растворе превышает 13%. Если количество Cr не слишком высоко и при этом сталь содержит много углерода, то происходит взаимодействие Cr и С с образованием карбидов. Особенно энергично образование карбидов наблюдается на границах зерен. При этом количество Cr в твердом растворе снижается. И если Cr менее 13%, то границы зерен становятся незащищенными. В результате коррозия легко может пересылаться по границам, не затрагивая центров зерен. Если скорость охлаждения велика, то карбиды по границам зерен образовываться не успевают. Количество Cr не снижается меньше 13%. Если скорость охлаждения очень мала, то при этом сначала образуются карбиды по границам зерен. При этом количество Cr снижается, но за счет диффузии из центра зерна происходит увеличение содержания Cr и стойкость восстанавливается. Если охлаждение идет таким образом, что содержание Cr на границах не успевает увеличиться и остается меньше 13%, то такая сталь склонна к межкристаллитной коррозии. Чтобы сделать сталь нечувствительной к межкристаллитной коррозии, нужно:
Если охлаждение идет таким образом, что содержание Cr на границах не успевает увеличиться и остается меньше 13%, то такая сталь склонна к межкристаллитной коррозии. Чтобы сделать сталь нечувствительной к межкристаллитной коррозии, нужно:
- Понизить содержание углерода и азота.
- Вводить в сталь другие карбидообразующие элементы более сильные, чем Cr (Ti, Nb).
- Увеличить скорость охлаждения при термообработке.
- Делать отжиг.
Хромистые нержавеющие стали
Хромистые нержавеющие стали являются самыми дешевыми и поэтому самыми распространенными. Минимальное содержание Cr 13%. При содержании Cr больше 13% стабилизируется α — фаза (феррит) и никаких полиморфных превращений в таких сталях не происходит. Нагрев вызывает только увеличение зерна. Длительная выдержка при температуре около 600-650º С вызывает появление в сталях интерметаллидной фазы. Образование такой фазы сильно охрупчивает сталь, поэтому является нежелательной. Медленное охлаждение или длительная выдержка при 500º С вызывает образование упорядоченного твердого раствора, что также вызывает хрупкость стали. Такую хрупкость называют 475ºной хрупкостью. Увеличение температуры выше 1000º С вызывает бурный рост зерна и как следствие снижение вязкости, т.е. сталь тоже становится хрупкой. Поэтому при всех вариантах изготовления деталей из этих сталей и их термообработки необходимо избегать температурных интервалов, при которых возможно охрупчивание и потеря вязкости
Медленное охлаждение или длительная выдержка при 500º С вызывает образование упорядоченного твердого раствора, что также вызывает хрупкость стали. Такую хрупкость называют 475ºной хрупкостью. Увеличение температуры выше 1000º С вызывает бурный рост зерна и как следствие снижение вязкости, т.е. сталь тоже становится хрупкой. Поэтому при всех вариантах изготовления деталей из этих сталей и их термообработки необходимо избегать температурных интервалов, при которых возможно охрупчивание и потеря вязкости
Термообработка хромистых сталей.
Термообработка сталей в зависимости от необходимости может быть смягчающей, т.е. отжиг или упрочняющей, т.е. закалка + отпуск. Отжиг проводится либо для устранения хрупкости, либо для снятия наклепа, либо для стабилизации химического состава и устранения склонности стали к межкристаллитной коррозии. Для устранения хрупкости, вызванной появлением упорядоченного твердого раствора, применяют отжиг с нагревом 500-550º С. Время выдержки должно быть меньше, чем τminпри появлении хрупкости 475º. Скорость охлаждения 10º С в минуту. Для устранения наклепа, а так же σ-фазы применяют второй вариант отжига с температурой 850-900º С. Скорость охлаждения 10º С в минуту. Третий вариант отжига применяется для массивных деталей, когда требуется стабилизировать содержание Cr по сечению детали, чтобы избежать склонности стали к межкристаллитной коррозии. Выдержка от 2 до 4 часов. Для хромистых сталей мартенситного класса применяют упрочняющую термообработку: закалка + отпуск. Возможно применение одной закалки без отпуска, если деталь небольших размеров или охлаждение идет на воздухе. Длях сталей мартенситного класса охлаждение в любом случае дает мартенситную структуру. Поэтому применение охлаждающих сред (вода, масло) не требуется. Лишь охлаждение печью вызывает ферритно-карбидную структуру. Такой же структуры можно добиться после закалки и отпуска при температуре 650º С.
Время выдержки должно быть меньше, чем τminпри появлении хрупкости 475º. Скорость охлаждения 10º С в минуту. Для устранения наклепа, а так же σ-фазы применяют второй вариант отжига с температурой 850-900º С. Скорость охлаждения 10º С в минуту. Третий вариант отжига применяется для массивных деталей, когда требуется стабилизировать содержание Cr по сечению детали, чтобы избежать склонности стали к межкристаллитной коррозии. Выдержка от 2 до 4 часов. Для хромистых сталей мартенситного класса применяют упрочняющую термообработку: закалка + отпуск. Возможно применение одной закалки без отпуска, если деталь небольших размеров или охлаждение идет на воздухе. Длях сталей мартенситного класса охлаждение в любом случае дает мартенситную структуру. Поэтому применение охлаждающих сред (вода, масло) не требуется. Лишь охлаждение печью вызывает ферритно-карбидную структуру. Такой же структуры можно добиться после закалки и отпуска при температуре 650º С.
Наибольшая твердость достигается после закалки. В этом состоянии сталь обладает наивысшей коррозионной стойкостью, т.к. Cr находится в твердом растворе. Если требуется сохранить твердость и коррозионную стойкость, то отпуск стали проводят при температуре 250-350º С. А если требуется повышенная вязкость, то проводят высокий отпуск (650º С).
В этом состоянии сталь обладает наивысшей коррозионной стойкостью, т.к. Cr находится в твердом растворе. Если требуется сохранить твердость и коррозионную стойкость, то отпуск стали проводят при температуре 250-350º С. А если требуется повышенная вязкость, то проводят высокий отпуск (650º С).
Состав, структура и свойства хромистых сталей.
Основные легирующие элементы:
- Cr- 13-28%.
- С — 0,05-1%.
- Ti, Nb< 1% — вводятся для стабилизации стали.
- Ni, Cu, Mo — вводятся для повышения коррозионной стойкости и вязкости.
Хромистые стали делят на:
- Cr 13%.
- Cr 17%.
- Cr 25-27%.
Увеличение содержания углерода вызывает в хромистых сталях мартенситное превращение, так же появление карбидов.
По содержанию углерода стали делят на:
- Стали ферритного класса (08Х13, 08Х17, 05Х27).

- Стали ферритно-мартенситного класса (12Х13).
- Стали мартенситного класса (20Х13, 30Х13, 40Х13).
- Стали с мартенситом + карбиды (65Х16, 95Х18Ш).

В зависимости от структуры стали изменяются ее свойства и назначение. Стали ферритного класса из всех хромистых отличаются наилучшей пластичностью. Из них изготавливают листы и другие полуфабрикаты для изготовления деталей с применением сварки. Из всех хромистых стали ферритного класса хорошо поддаются сварке. При использовании стали следует помнить, что она может охрупчиваться при медленном охлаждении, а так же при увеличении зерна. Поэтому в эти стали добавляют Tiи Nb, которые образуют карбиды. Такие стали называют стабилизированными. Для сталей ферритного класса применяют отжиг в разных вариантах — 1, 2, иногда 3.
Стали мартенситного класса отличаются высокой твердостью и прочностью, поэтому их используют для изготовления деталей, которые должны сохранять высокую прочность и твердость при работе в агрессивных средах.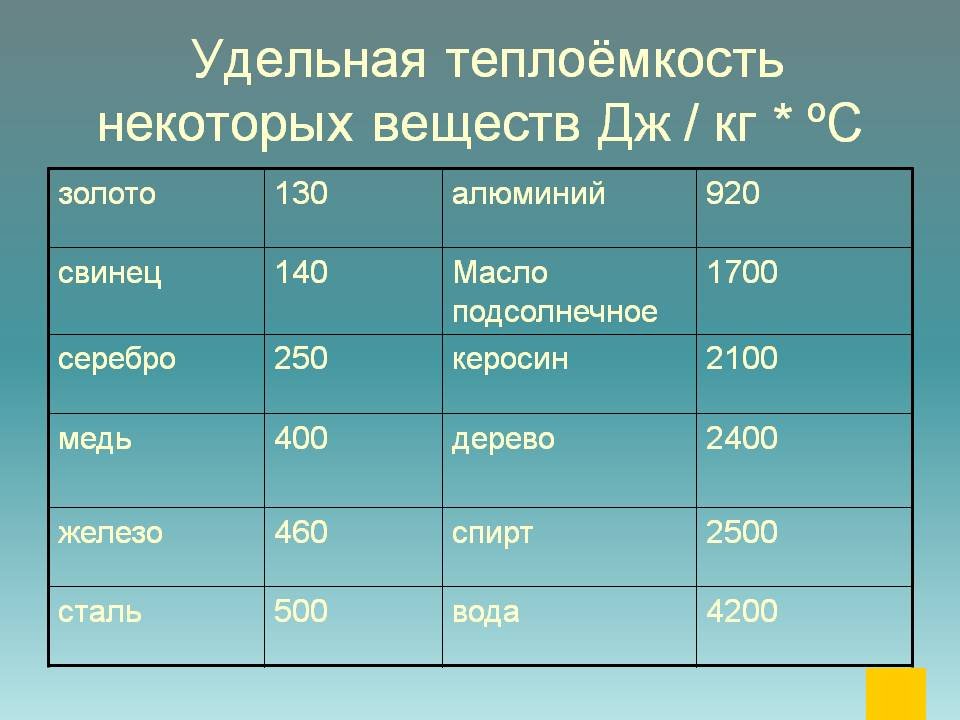 Для таких сталей проводят закалку + низкий отпуск.
Для таких сталей проводят закалку + низкий отпуск.
Стали со структурой мартенсит + карбиды имеют большое количество карбидов хрома. Они используются для изготовления деталей, которые работают в агрессивных средах при температуре от -150 до +250º С. Твердость 57 HRC. Термообработка: закалка (1000-1150º С — воздух) + отжиг (250-350º С).
Хромоникелевые стали
Если сталь кроме Cr содержит еще Ni, Mn, Mo, то ее структура из ферритной может измениться на ферритно-аустенитную или даже на чистую аустенитную. Т.е. после охлаждения на воздухе сталь сохраняет аустенитную структуру, которая не меняется ни при каких вариантах термообработки. При содержании Ni>10% сталь становится аустенитной. Аустенит позволяет получить не только коррозионную стойкость, но так же и высокие технические свойства. Сталь хорошо поддается обработке давлением, сварке, сохраняет свойства до 600-700º С, не охрупчивается, не чувствительна к хладноломкости, но сталь склонна к межкристаллитной коррозии и ее невозможно упрочнять закалкой. Термообработка: закалка + отжиг.
Термообработка: закалка + отжиг.
И после закалки и после отжига структура одинаковая, одинаковые и свойства. Закалке подвергают тонкостенные изделия простой формы и небольшого размера. Температура и закалки, и отжига одинакова и зависит от состава стали. Если сталь содержит только Cr, Ni, то температура не должна превышать 950-1000º С. Увеличение температуры вызывает резкий рост зерна и снижение характеристик. Охлаждение при закалке должно быть таким, чтобы не попасть в область выделения карбидов Cr. Уменьшения стоимости хромоникелевых сталей можно добиться, если вместо Niвводить Mn.
Для того, чтобы стабилизировать структуру, необходимо, чтобы Cr<15%, Mn>15%. Если условие не выполняется, то мы получаем сталь с неустойчивым структурным состоянием. Для получения стабильной аустенитной структуры Niзаменяют частично (10Х14Г14Н4Т, 20Х13Н4Г9). Термообработка принципиально не отличается от термообработки хромоникелевых сталей. Такой недостаток хромоникелевых сталей, как склонность к росту зерна, можно устранить, используя для сварных деталей стали ферритно-аустенитного класса (15Х22Н5М5Т) или аустенитно-мартенситного класса (08Х15Н5Д2Т). Стали аустенитно-мартенситного класса обладают повышенной твердостью. Чисто аустенитные стали склонны к коррозии под напряжением. Даже самые лучшие аустенитные стали оказываются недостаточно стойкими при контакте с кислотами. Поэтому разработаны коррозионно-стойкие сплавы:
Стали аустенитно-мартенситного класса обладают повышенной твердостью. Чисто аустенитные стали склонны к коррозии под напряжением. Даже самые лучшие аустенитные стали оказываются недостаточно стойкими при контакте с кислотами. Поэтому разработаны коррозионно-стойкие сплавы:
Fe — Ni — Cr (04ХН40МДТЮ).
Ni- Cr (ХН45В).
Ni- Mo (Н70МФ).
Cr — Ni — Mo (ХН65МВ).
Тайный и явный смысл человеческого пота
- Джейсон Г. Голдман
- BBC Future
Автор фото, Getty
Все мы знаем, что люди потеют, когда им жарко или когда они испытывают волнение или смущение. Куда менее известен тот факт, что пот в действительности несет в себе определенные эмоциональные послания. Сигналы, передаваемые испариной, улавливал корреспондент BBC Future.
В 1934 году авторитетный британский физиолог и врач по фамилии Мак-Суини, выступая перед своими коллегами на собрании Королевского медицинского общества, сетовал на то, что многие ученые мужи пренебрегают изучением химического состава человеческого пота. Вместо этого их внимание сосредоточено исключительно на том механизме, с помощью которого происходит испарение пота с поверхности тела, позволяя тому охлаждаться.
Вместо этого их внимание сосредоточено исключительно на том механизме, с помощью которого происходит испарение пота с поверхности тела, позволяя тому охлаждаться.
Но Мак-Суини, знал, что смысл потоотделения куда глубже и не ограничивается одним лишь охлаждением тела за счет испарения. При определенных условиях, «потеря компонентов плазмы крови из-за продолжительного потения может быть весьма значительной».
Иными словами, вместе с потом из человеческого организма выводятся еще какие-то вещества. Но что это за вещества и к какому эффекту — позитивному или негативному — ведет их потеря?
Таблица Менделеева и не только
Наш пот содержит определенные субстанции, которых нам бы вовсе не хотелось лишиться. Возьмем, например, соединения хлора, т.е. хлориды.
Эти компоненты – атомы хлора, которые часто соединяются с атомами натрия, в результате чего получается (поваренная) соль — важны для поддержания кислотно-щелочного баланса, регулирования движения жидкостей в клетках и межклеточном пространстве, а также для передачи импульсов по нервным волокнам.
Когда вместе с потом из тела выходит часть этих соединений, это нормально, но в некоторых случаях организм может потерять слишком много хлоридов.
Например, представьте себе, что вы работаете несколько часов на жаре. Большинство из нас знает, что надо пить воду, для того чтобы поддерживать требуемый уровень жидкости в организме. Но если вы будете слишком обильно потеть и пить чересчур много воды, то у вас появятся симптомы водного отравления.
Автор фото, Getty
Подпись к фото,Человеческий пот содержит аммиак, белки, сахара, калий и двууглекислую соль (соду), а также множество металлических микроэлементов
В таких условиях организм просто не в состоянии достаточно быстро восстановить то количество хлоридов, которое выходит из тела вместе с потом.
В поту также содержится мочевина, вещество, давшее название моче. Как минимум, по одной из оценок, от 0.24 до 1.12 миллиграмм этого вещества растворено в каждом кубическом сантиметре пота.
Может показаться, что это не так уж много, но, учитывая, что из организма человека ежедневно выделяется от 600 до 700 кубических сантиметров пота, получается, что вместе с ним из организма ежедневно выводится до 7% от необходимой ему мочевины.
Человеческий пот содержит также аммиак, белки, сахара, калий и двууглекислую соль (соду). Не говоря уже о металлических микроэлементах — таких как цинк, медь, железо, никель, кадмий, свинец и даже немного марганца.
В случае со многими из этих металлов потоотделение является важным механизмом выведения их из организма.
Клапаны для испарины
Пот выходит из тела человека через железы двух видов. Апокринные железы находятся в подмышках, ноздрях, на сосках, в ушах, и некоторых частях гениталий.
Однако в организме имеется гораздо больше эккриновых потовых желез, миллионы которых расположены практически по всей поверхности тела человека – везде, кроме губ и гениталий.
Автор фото, Getty
Подпись к фото,То, как пахнет потеющий человек, посылает определенный сигнал окружающим
Когда тело и кожа нагреваются слишком сильно, тепловые рецепторы посылают в мозг сообщение, которое определяет степень нагрева. В мозгу гипоталамус – небольшое скопление клеток, которое контролирует голод, жажду, сон и температуру тела – посылает апокриновым и эккриновым железам ответное сообщение, дающее им сигнал начинать откачку пот.
Существует также третий тип потовых желез, который был открыт в 1987 году. Они находятся в тех же местах, что и апокриновые потовые железы, но поскольку исследователи не смогли классифицировать их как апокриновые или эккриновые, они получили название апоэккриновых потовых желез.
Некоторые ученые считают, что это эккриновые железы, которые претерпевают изменения в процессе полового созревания.
Средство общения
Не все вещества, которые выходят из нашего тела с потом, являются химическими по своей природе.
Каждый из нас в тот или иной момент начинал потеть из-за того, что съел что-то острое; и большинству людей знакома ситуация, когда начинаешь потеть под влиянием эмоций, испытав чувство страха, смущения, тревоги или боли.
Нет ничего удивительного в том, что потоотделение, вызванное эмоциями, часто связано с такими частями тела как ладони, лоб, стопы. В этих местах эккриновые железы расположены с гораздо большей плотностью, до 700 штук на квадратный сантиметр, в то время как, например, на спине их насчитывается всего 64 на квадратный сантиметр.
Оказывается, потоотделение, вызванное эмоциями, является важным инструментом общения. На самом деле оттенок запаха пота, который мы чувствуем в такой ситуации, может много рассказать нам о том, что испытывают другие люди.
В ходе одного эксперимента, который проводила пятерка психологов из Университета Утрехта в Нидерландах, ученые собирали образцы пота 10 мужчин в то время, когда те смотрели видео, призванное вызывать чувство страха (отрывки из фильма «Сияние») или отвращения (фрагменты из телесериала «Чудаки», идущего по MTV).
Автор фото, iStock
Подпись к фото,Пот прыгающих с парашютом в первый раз пахнет по-особому
Для того чтобы исключить появление посторонних запахов, добровольцы согласились убрать из своего рациона сильно пахнущие продукты, алкоголь и табак, а также перестать заниматься чрезмерными физическими упражнениями за два дня до того как у них возьмут пробы пота.
Затем ученые попросили 36 женщин определить, какого рода эмоции испытывали мужчины, когда у тех были взяты образцы пота.
Ученые установили, что лица женщин, нюхавших пробы пота, взятых в тот момент, когда мужчина испытывал страх, выражали то же самое чувство.
Когда женщинам предлагали понюхать образцы, взятые у мужчин, испытывавших чувство отвращения, их лица зеркально отражали те же эмоции.
(Подушечки для сбора пота, которые остались неиспользованными, применялись в качестве контрольных образцов для проверки результатов эксперимента; они не вызвали никаких предсказуемых выражений на лицах участниц опыта).
Таким образом, результаты эксперимента дают основания полагать, что пот, судя по всему, является эффективным средством передачи эмоционального состояния одного человека другому.
Важно, что выражение лиц женщин, когда они нюхали образцы, совершенно не зависело от их индивидуальных представлений о том, насколько неприятным или интенсивным является запах. Поэтому, они могли выражать чувство отвращения, даже если до этого они говорили, что конкретный образец пота пахнет приятно.
Похожие примеры можно было наблюдать в ходе других экспериментов. В 2006 году психологи из Университета Райса в Хьюстоне, штат Техас, сделали любопытное открытие.
Они обнаружили, что женщины, которые нюхали образцы пота, взятые у испуганного человека (в этот раз пот брали как у мужчин, так и у женщин), лучше справлялись с заданием на словесные ассоциации, чем те, которые нюхали образцы пота, взятые у людей, смотревших видео с нейтральным содержанием.
То же самое происходило с людьми, которые нюхали подушечки, не содержавшие пота. Сигналы, посылаемые потом испуганных людей, обостряли их восприятие окружающей обстановки.
Обоняние старше речи
В 2012 г. психологи и психиатры из Университета штата Нью-Йорка взяли образцы пота с футболок 64 доноров. Половина из доноров в этих футболках впервые прыгала с парашютом с самолета, а вторая половина интенсивно выполняла физические упражнения с повышенной нагрузкой.
Люди, которые нюхали образцы пота парашютистов, приходили в нервное возбуждение при виде злых лиц, а также лиц с неопределенным и нейтральным выражением.
Психологи списывают это на обостренную бдительность: пот, который брали у прыгавших с парашютом, побуждал участников уделять внимание любым возможным скрытым социальным сигналам, которые в иных условиях могли остаться незамеченными.
Автор фото, Getty
Подпись к фото,Даже один только вид потной кожи может вызывать вполне определенные эмоции
Те же, кто нюхал пот утомленных людей, выполнявших физические упражнения, напрягались только при виде злых лиц, что можно было бы ожидать при любых условиях.
Однако другой эксперимент, которые проводили немецкие психологи и неврологи, показал, что пот встревоженных мужчин (которые участвовали в курсах ходьбы по канату) заставил женщин принимать рискованные решения после того, как они проводили больше времени, размышляя над своим выбором в компьютерной игре, призванной дать оценку рискованному поведению.
Ни одно из этих исследований так и не позволило определить, осознают ли участники опытов, что запах пота других людей меняет их собственное поведение и решения. Но полученные результаты позволяют предположить, что по крайней мере в некоторых случаях пот может донести до окружающих важную информацию о внутреннем душевном состоянии человека.
Они также говорят о том, что мы используем информацию, заключенную в поте других людей, для того, чтобы лучше понять наше окружение.
Возможно, в этом нет ничего удивительного. Наш биологический вид вроде бы приспособился к вербальному и лингвистическому видам общения, но язык — это сравнительно новое средство в нашем социальном инструментарии.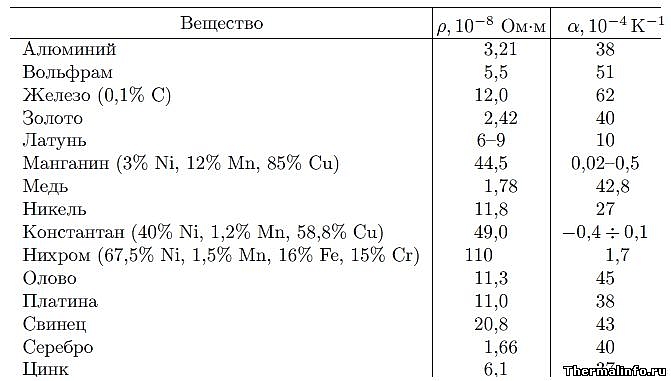
Поэтому кажется разумным представить, что наши предки в полной мере пользовались данными, которые они получали при помощи обоняния. И они передали эти навыки нам.
На самом деле люди явно лучше могут распознавать эмоции виртуальных человечков на компьютерном мониторе, когда видно, как потеют мультипликационные персонажи.
И не только это, но и усиление выделения пота, похоже, позволяет нам лучше воспринимать глубину изображаемых эмоций. Другими словами, пот посылает не только обонятельный, но и визуальный сигнал.
В конечном счете, пот — это нечто большее, чем просто система вентиляции и кондиционирования тела. Он может оказаться своего рода флюгером, инструментом, который транслирует потаенные чувства человека его друзьям и родным.
Что такое магнетизм? | Goudsmit Magnetics
Кривая BH позволяет получить представление о следующих магнитных свойствах:
Кривая намагничивания (De-) — кривая BH = кривая гистерезиса
При периодически изменяющемся внешнем магнитном поле H намагниченность ферромагнитного материала отражает кривую намагничивания. Начиная с «исходного» материала без чистого намагничивания, синяя кривая появляется при первом приложении поля (см. изображение ниже).
Начиная с «исходного» материала без чистого намагничивания, синяя кривая появляется при первом приложении поля (см. изображение ниже).
При достижении плотности потока насыщения с напряженностью магнитного поля Hs, намагниченность не увеличивается.
Остаточная напряженность поля BR
Если затем инвертировать поле, намагниченность при напряженности поля H = 0 не уменьшится полностью до нуля. Существует напряженность остаточного поля BRв результате того, что «области Вейса» не вернулись в исходное состояние.
Напряженность коэрцитивного магнитного поля Hc
Только в случае, если внешняя напряженность поля достигла противоположно направленного значения — напряженность коэрцитивного магнитного поля Hc, намагниченность В = 0, и продукт размагничивается. Площадь петли, через которую проходит переменная намагниченность, является мерой потерь. Материалы с низкими значениями Hc и, следовательно, с небольшими гистерезис-петлями называются мягкими магнитными материалами. Если Hc очень большой, они называются твердыми магнитными материалами.
Если Hc очень большой, они называются твердыми магнитными материалами.
‘Гистерезис’ присутствует в ферромагнитном материале. Это показано на рисунке ниже. Напряженность магнитного поля H показана вдоль оси x, а степень намагниченности (магнитная индукция) B — вдоль оси у. Если магнитное поле отсутствует, намагниченности в начале нет, и мы снова оказываемся в точке начала координат графика.
Если приложить магнитное поле, ферромагнитный материал становится магнитным. Воздействие продолжается до тех пор, пока все «области Вейса» в материале не будут иметь одинаковую ориентацию. Теперь материал имеет максимальную намагниченность, и увеличение магнитного поля не оказывает дальнейшего влияния на степень намагниченности. Если магнитное поле ослабить, области Вейса по большей части сохранят свое положение.
Когда поле становится более отрицательным, общая намагниченность также изменяет направление. Это продолжается до тех пор, пока все спины не будут ориентированы в другом направлении и намагниченность не изменится. Теперь продукт размагничен.
Это продолжается до тех пор, пока все спины не будут ориентированы в другом направлении и намагниченность не изменится. Теперь продукт размагничен.
Назад к содержанию
Кривая гистерезиса (кривая BH)
Алю-МИНЬ! — Формация
После небольшого полёта, бабочка, которая живёт всего один день, села на многолетнюю малину и начала восхищаться всем, что её окружало: «Солнце! Какое же ты красивое и доброе! А какой луг зелёный! У меня даже слов не хватит, чтобы описать его!»
«Надо же – столько лет живу, и никогда этого не замечала!» – подумала малина, а вслух произнесла: «Ничего, завтра ты ко всему этому привыкнешь!»
«Завтра для меня уже не настанет», – с огорчением ответила бабочка, навсегда закрывая глаза. А малина со стыдом призналась себе, что за долгих двадцать лет она не увидела и, самое главное, не оценила всего того, что успела эта бабочка за один единственный день своей крохотной жизни.
Эта притча ярко и ёмко иллюстрирует нашу сегодняшнюю жизнь. Мы привыкаем ко многим вещам и перестаём ценить их. Горячая вода в кранах, телевизор с набором каналов, кофе на вынос на каждом углу, оплата такси банковской картой – и этот список можно продолжать бесконечно. Вот так и алюминий незаметно окружил нас, окутал своими блеском своих чар, и человечество находит всё больше и больше разнообразных способов его применения, которые становятся привычным и незаменимым. Лёгкий, прочный, стойкий к коррозии и функциональный – именно это сочетание качеств сделало алюминий главным конструкционным материалом нашего времени.
Алюминий – металл, которого нет!
Звучит немного странно, но это факт. Алюминий не встречается в природе в чистом виде из-за своей высокой химической активности. Вот почему мы узнали о нём относительно недавно. Формально алюминий был получен лишь в 1824 году, и прошло ещё полвека, прежде чем началось его промышленное производство. На сегодняшний день известно почти 300 различных соединений и минералов алюминия – от полевого шпата, являющегося основным породообразующим минералом на Земле, до рубина, сапфира или изумруда, уже не столь распространенных. Рубины и сапфиры – это оксид алюминия в кристаллической форме. Он обладает природной прозрачностью, а по прочности уступает только алмазам. Пуленепробиваемые стекла, иллюминаторы в самолетах, экраны смартфонов производятся именно с применением сапфира. А один из менее ценных минералов – наждак – используется как абразивный материал, в том числе для создания наждачной бумаги. Вот так легко и непринуждённо алюминий охватил своим присутствием всю планету.
На сегодняшний день известно почти 300 различных соединений и минералов алюминия – от полевого шпата, являющегося основным породообразующим минералом на Земле, до рубина, сапфира или изумруда, уже не столь распространенных. Рубины и сапфиры – это оксид алюминия в кристаллической форме. Он обладает природной прозрачностью, а по прочности уступает только алмазам. Пуленепробиваемые стекла, иллюминаторы в самолетах, экраны смартфонов производятся именно с применением сапфира. А один из менее ценных минералов – наждак – используется как абразивный материал, в том числе для создания наждачной бумаги. Вот так легко и непринуждённо алюминий охватил своим присутствием всю планету.
Архивная справка
Первое упоминание о металле, который по описанию был похож на алюминий, встречается в 1 веке нашей эры у Плиния Старшего. Согласно изложенной им легенде, некий мастер преподнёс императору Тиберию необычайно лёгкий и красивый кубок из серебристого металла. Даритель сообщил, что получил новый металл из обычной глины. Очевидно, он ожидал благодарности и покровительства, но вместо этого лишился жизни. Недальновидный правитель приказал обезглавить мастера и разрушить его мастерскую, чтобы предотвратить обесценивание золота и серебра. Сегодня за производство алюминия никого не казнят. Напротив, технологии получения и использования алюминия постоянно развиваются. Но столь полезный металл смог прочно войти в нашу жизнь лишь в 19 веке. До этого учёные умы предпринимали попытку его выделения из глинозёма.
Очевидно, он ожидал благодарности и покровительства, но вместо этого лишился жизни. Недальновидный правитель приказал обезглавить мастера и разрушить его мастерскую, чтобы предотвратить обесценивание золота и серебра. Сегодня за производство алюминия никого не казнят. Напротив, технологии получения и использования алюминия постоянно развиваются. Но столь полезный металл смог прочно войти в нашу жизнь лишь в 19 веке. До этого учёные умы предпринимали попытку его выделения из глинозёма.
Первый задокументированный шаг к получению алюминия сделал в 16 веке прославленный Парацельс – алхимик, естествоиспытатель и один из основателей современной науки. Он выделил из квасцов «квасцовую землю», содержавшую окись неведомого тогда металла. В середине 18 века эксперимент повторил немецкий химик Андреас Маргграф. В 1808 году англичанин Хэмфри Дэви пытался выделить алюминий методом электролиза. Это ему не удалось, но учёный всё же дал металлу его современное название. Успехом увенчались эксперименты датчанина Ханса-Кристиана Эрстеда в 1825 году. Учёный сообщил об этом в малоизвестном журнале и прекратил эксперименты. Эстафету принял немец Фридрих Велер, который в итоге потратил 18 лет работы на то, чтобы получить алюминий в виде слитка. Это стало возможно благодаря появлению электрического тока, т.к. только он был способен разорвать столь прочную связь между атомами алюминия и кислорода.
Учёный сообщил об этом в малоизвестном журнале и прекратил эксперименты. Эстафету принял немец Фридрих Велер, который в итоге потратил 18 лет работы на то, чтобы получить алюминий в виде слитка. Это стало возможно благодаря появлению электрического тока, т.к. только он был способен разорвать столь прочную связь между атомами алюминия и кислорода.
Одной из самых больших коллекций предметов из алюминия (свыше 16 тысяч изделий) может похвастаться Франция – страна, в которой этот металл впервые получили химическим путём. Очень долго алюминий не покидал стен химических лабораторий. И лишь в 1854 году химик Сант Клер Девиль из Франции изобрёл процесс изготовления алюминия при помощи натрия. Ему был предоставлен бюджет в 30 тысяч старых франков императором Наполеоном III для создания экспериментальной лаборатории для производства нового металла. В 1855 году на Универсальной выставке в Париже алюминий стал гвоздём программы. Изделия из алюминия располагались в витрине, соседствующей с бриллиантами французской короны. Император Наполеон III не скрывал гордости за открытие, которое было совершено под его личным покровительством, и называл алюминий «своим металлом».
Император Наполеон III не скрывал гордости за открытие, которое было совершено под его личным покровительством, и называл алюминий «своим металлом».
Вот такой длинный путь пришлось пройти алюминию, прежде чем стать неотъемлемой частью машиностроения, строительства, медицины и, конечно, индустрии упаковки (!). Он уже не конкурирует с золотом и серебром, как в средние века, алюминий живёт своей активной и независимой жизнью.
Алюминий любит погорячее
Итак, мы уже выяснили, что в свободном виде алюминий на Земле не встретить. Производство металла делится на три основных этапа: добыча бокситов – алюминийсодержащей руды, их переработка в глинозём – оксид алюминия и, наконец, получение чистого металла с использованием процесса электролиза – распада оксида алюминия на составные части под воздействием электрического тока при температуре около 950 °С. Из 4–5 тонн бокситов получается 2 тонны глинозёма, из которого затем производят 1 тонну алюминия. Полученный металл отливают в слитки. И с этого момента «взрослая» жизнь металла только начинается.
Полученный металл отливают в слитки. И с этого момента «взрослая» жизнь металла только начинается.
В литейном цехе алюминию придают не только разные формы, но и состав. Дело в том, что в чистом виде этот металл используется гораздо реже, чем в виде сплавов. Сплавы производятся путём введения в алюминий различных металлов: одни повышают его твёрдость, другие – плотность, третьи приводят к изменению его теплопроводности и т.д. В качестве добавок используются бор, железо, кремний, магний, марганец, медь, никель и ещё около десятка добавок, что значительно увеличивает возможное число комбинаций. На сегодняшний день в промышленности используется свыше 100 видов алюминиевых сплавов.
Сыграем на Бирже?
Ещё одним необычным фактом в жизни алюминия, о котором стоит упомянуть, является его стоимость, а точнее способ её формирования. Цены цветных металлов нестабильны и изменяются ежедневно. Этот процесс регулируется и курируется биржами. Самыми известными являются Лондонская биржа цветных металлов (LME), одна из старейших в мире, которая начинала свою историю с маленькой кофейни рядом с Королевской биржей, и Шанхайская фьючерсная биржа.
Значительную долю изменений цен вносит спекулятивная деятельность, игра на стоимости металла. При этом, в Интернете публикуются графики и стоимость металлов, ежедневные котировки курса их продажи. Также важной информацией для покупателей и продавцов, инвесторов и спекулянтов становится объём запасов цветных металлов, доступный для продажи.
>>> График динамики цен LME на алюминий: (конец марта 2017 около 1901.00 $/т)Цена на алюминий устанавливается на биржах ежедневно в американских долларах за 1 тонну металла. И эта цифра является ориентиром для всех потребителей и производителей в мире. За последние пять лет цена на алюминий достигала своего минимума в конце 2015 года, снизившись до отметки 1424$ за тонну. Сегодня наблюдается постепенное удорожание сырья, вследствие чего переработчики алюминия и производители готовой алюминиевой упаковки снова в один голос начали вести переговоры об увеличении цен в среднем на 12% и 6% соответственно.
Но как же заработать производителям алюминия, если исходная цена на него диктуется биржами? Есть и ещё одна важна составляющая – обработка алюминия, которая составляет почти половину окончательной стоимости готового металла. Наибольший вес несут затраты на электроэнергию (около 35%). В результате, тарифы энергетических компаний играют огромную роль ценообразовании и, как следствие, в развитии алюминиевой отрасли в разных странах.
Самый высокий уровень тарифов на электроэнергию наблюдается в Китае, где её стоимость в пересчёте на тонну произведенного алюминия превышает $900. Самые низкие затраты на электроэнергию – у производителей в странах Ближнего Востока и в Канаде (менее $350 на тонну). Россия входит в список стран с самыми высокими тарифами. С целью снижения затрат на электроэнергию производители алюминия увеличивают долю использования экологичных возобновляемых энергоресурсов, таких как гидроэлектроэнергия. Более половины производимого в мире алюминия выпускается с использованием энергии, вырабатываемой ГЭС.
Алюминий для упаковки
Алюминий плавится при температуре 660°C и отражает около 92% видимого света и инфракрасных лучей. Поэтому упаковка из алюминия уникальна. Способность алюминия принимать и сохранять любую форму, а также барьерные качества этого металла сделали его самым универсальным упаковочным материалом в мире. При этом алюминиевую фольгу, банки, контейнеры и другие виды упаковки можно полностью перерабатывать и использовать вновь бесконечное количество раз. Только представьте себе: перерабатывать БЕСКОНЕЧНО! При этом затраты на переработку составят всего 5% от затрат на производство металла из бокситов.
Упаковочные материалы из алюминия высоко востребованы во всём мире, так как являются на 100% экологичными, обеспечивают качественную защиту от воздействий извне, имеют высокие показатели термостойкости и жёсткости при транспортировке.
Способы производства алюминиевой упаковки
Производство упаковки является достаточно сложным технологическим процессом. Упаковочные изделия из алюминиевых сплавов по методу изготовления разделяются на два типа: получаемые посредством пластической деформации и методом литья.
В первом случае лист алюминия подается под штамповочный пресс, где механизм выбивает из него заготовки требуемого размера и придаёт им начальную форму. После этого заготовки перемещаются в корпусообразующую машину, где при помощи множества плунжеров и пазов алюминий растягивается и приобретает окончательную форму. Иногда перед поступлением под пресс листы покрываются специальным составом, с последующим нагревом и прокаткой — это придаёт материалу устойчивость к коррозии.
При производстве литейным методом используется расплавленный алюминий и формы для залива. Для изготовления алюминиевой фольги слитки подаются на станок горячей прокатки, где они несколько раз прокатываются между валиками при температуре порядка 500°C, до достижения толщины 2–4 мм. После этого полученные таким образом листы попадают на холодный прокатный станок, где им придаётся необходимая толщина. Готовая фольга разрезается на рулоны нужной ширины и сразу после резки поступает на упаковку.
Сама по себе фольга представляет собой листы алюминиевого сплава толщиной от 0,004 до 0,24 мм. Тончайший слой фольги в восемь раз тоньше банкноты и при этом обеспечивает полную защиту от света, жидкости и бактерий. Именно этим объясняется то, что срок хранения многих продуктов, упакованных в комбинированные с фольгой материалы, может составлять более года.
Наиболее широкое применение упаковка из алюминиевой фольги нашла в сфере продуктов питания. Многие продукты под воздействием солнечного света теряют свои вкусовые качества и внешний вид. Фольга решает эту проблему наилучшим образом. Фольга нетоксична, не наносит вреда продуктам, а наоборот, защищает их. Из неё производятся пищевые контейнеры, лотки, банки, крышки для бутылок, мягкие пакеты для жидкостей или сыпучих товаров и многое другое.
Алюминиевая фольга отлично поддаётся различным видам обработки: нанесению изображений, формовке, окрашиванию, напылению, ламинированию, лакированию, тиснению, чеканке и др. Поэтому производители упаковочных материалов разработали на её основе колоссальное количество различных видов упаковки.
И не будем забывать, что лучше всего запекать продукты в духовке удается также с помощью алюминиевой фольги. Причём если использовать алюминиевый контейнер из фольги достаточной крепости, то можно даже избежать необходимости пачкать кастрюли и сковородки: такой контейнер прекрасно выдерживает вес приготовленного блюда.
Кто же фаворит?
Сделав анализ функциональных свойств различных типов упаковки из алюминия, можно легко удостовериться в том, что они обладают рядом ощутимых преимуществ перед иными упаковочными материалами и предлагают несравненное удобство использования.
Пластиковые лотки и коррексы для продуктов в 90% случаев не отвечают установленным нормативам безопасности. Они сложны в утилизации, требуют специализированной переработки. Кроме того, во время заморозки полимерные материалы становятся невероятно хрупкими, а при температурном воздействии начинают разлагаться, нанося ущерб человеческому здоровью и окружающей среде.
Бумажный упаковочный материал практически не защищает продукцию от неприятных запахов, обладает низкой влагостойкостью и высокой стоимостью.
Что касается стеклянной тары, то её недостатки общеизвестны — малая механическая прочность, большой вес, узкая сфера применения.
Особенность упаковки из алюминия в том, что она не имеет никаких вышеперечисленных изъянов, а наоборот, обладает неоспоримыми достоинствами:
- Абсолютная герметичность;
- Экологическая безопасность;
- Коррозийная стойкость, химическая нейтральность, неабсорбентность;
- Гигиеничность, нетоксичность;
- Теплостойкость и теплопроводность;
- Высочайшая практичность и технологичность;
- Солидная прочность при малом весе;
- Устойчивость к низким температурам;
- Простота и дешевизна переработки;
- Совместимость с любыми напитками, продуктами, препаратами.
- Широкие декоративные возможности.
Для чрезвычайно суровых условий применения
Охлажденные полуфабрикаты и полуфабрикаты высокой степени готовности – новое и активно развивающееся на российском рынке направление общественного питания. Для этих блюд, готовых к употреблению, разогреву или приготовлению, подходит не всякая упаковка – необходимы новые решения, отвечающие подчас самым «суровым» условиям применения. Одним из усиленных видов алюминиевых контейнеров являются гладкостенные контейнеры. Они изготавливаются из алюминиевой фольги так же, как и классические алюминиевые контейнеры, разница лишь в видах используемых сплавов, поэтому гладкостенный алюминиевый контейнер намного более прочный, чем классический. Данный вид упаковки предназначен не только для хранения охлажденных продуктов, но и для полуфабрикатов глубокой заморозки. Форму из морозильной камеры можно сразу помещать в духовку, не потратив лишнего времени. Также он идеально подойдет для приготовления или разогрева продукта непосредственно в самом контейнере в СВЧ-печах, духовых шкафах и даже на открытом огне. А использование его в качестве одноразовой посуды избавит от неудобств при подаче на стол и лишних хлопот с мытьём посуды.
Многие потребители уже удостоверились в том, что пища в таких контейнерах не прилипает к стенкам, так как производители форм уже заранее позаботились о покрытии в виде специальных защитных пищевых масел. Заведения общественного питания, в которых имеется детское или диетическое меню, могут воспользоваться этим свойством и не добавлять масло при приготовлении.
Бортики гладкостенных контейнеров имеют абсолютно ровную и гладкую поверхность, поэтому они широко используются в инновационной технологии упаковки продукта в модифицированной газовой среде (МГС) и контролируемой газовой среде (КГС), что увеличивает срок годности продукта и позволяет хранить его охлажденным до 30 дней, не нарушая при этом клеточную структуру даже самых деликатных и нежных продуктов. Гладкостенные контейнеры подходят для вакуумной упаковки и, в случае необходимости, могут быть подвержены стерилизации при сохранении привлекательного вида и вкуса натурального продукта.
Трейсилер (от англ. tray – поддон, seal – герметизация) представляет собой современное оборудование, предназначенное для запайки лотка или контейнера с пищевыми продуктами. Машины оснащены функциями откачки воздуха до образования вакуумной среды, а также наполнения модифицированной газовой средой (N2/CO2/О2). Упаковка препятствует размножению бактерий и помогает успешно продлевать сроки хранения пищи: мяса, рыбы, готовых блюд, полуфабрикатов. Благодаря трейсилерам товары сохраняют свежесть и привлекательный внешний вид.
Я знаю пароль: «касалетка»
Так стюардессы называют алюминиевый контейнер с едой, который выдают в самолётах. Хотите сойти «за своего», попросите еще одну касалетку, а не «добавки». Такой сигнал даёт понять, что пассажир «в теме» и наверняка в курсе и того, что дополнительные порции предоставлять на борту обязаны.
Почему авиационный сегмент предпочитает алюминий?
Алюминиевая касалетка разработана специально для самолётов по причине лёгкости и компактности, простоте разогрева и… нашей физиологии. На высоте более 3000 метров наши вкусовые рецепторы начинают «отключаться» в силу пониженного атмосферного давления и сухого воздуха. Именно поэтому самым востребованным напитком в самолёте является томатный сок, а еду уважающие себя авиакомпании упаковывают только в алюминий, который сохраняет вкус пищи для наших ослабленных вкусовых рецепторов.
Касалетки, выполненные из пищевой алюминиевой фольги, не только сохраняют вкус и температуру блюда. Они способны сберегать самые деликатные продукты свежими. Алюминий предотвращает потерю ценных микроэлементов и полезных свойств продукта. Благодаря защите от проникновения в упаковку света, влаги, кислорода, сохраняется не только первоначальная свежесть, но и аромат еды. Касалетки способны выдержать нагревание до 280°C и заморозку до –40°C. Блюда, упакованные в касалетки, разогреваются быстро и равномерно. Также касалетки имеют высокую термостойкость, и поэтому продукты в них можно сначала замораживать, а потом разморозить и разогреть. И всё это без лишних манипуляций и перекладываний из одной тары в другую. Касалетки нетоксичны и препятствуют размножению бактерий.
Излюбленный вид упаковки для раскрученного формата «take away», конечно же, алюминий
В рамках данной культуры ценятся, прежде всего, такие «умные» свойства упаковки, как лёгкость, в сочетании с прочностью и устойчивостью конструкции, стабильность формы, экологичность, улучшенная теплоизоляция, возможность повторного использования. Приведём несколько ярких примеров.
Алюминиевый контейнер для суши. Несмотря на то, что суши — это блюдо, которое принято подавать холодным, и высочайшая термостойкость упаковочного материала здесь далеко не главное. Алюминиевые лотки высоко ценятся за непревзойденное качество, широчайший выбор форм и размеров и невысокие цены. Определённой трудностью в бизнесе традиционных суши является короткий срок их хранения – всего лишь 24 часа с момента приготовления. Многие производители обещают покупателям более долгий срок реализации, вплоть до 72 часов, без использования консервантов и дополнительных антиокислителей. Да, это возможно. Только технология приготовления будет несколько отличаться от традиционных рецептов Страны восходящего солнца, а правильно подобранная асептическая алюминиевая упаковка поспособствует продолжительности жизни суши. Элегантные боковые рёбра добавляют упаковке прочность и позволяют лучше сохранить продукт при транспортировке, а ребристая поверхность дна лотка отлично удерживает продукт внутри упаковки и даже слегка приподнимает его.
Сколько людей, столько и мнений, поэтому зачастую маркетологи отдают предпочтение в выборе упаковки для суши пластиковым контейнерам. На это есть веские причины – комментирует бренд-менеджер сети мобильных ресторанов японской кухни «СушиВёсла» Волицкая Юлия: «У нас есть и пластиковые контейнеры для традиционных роллов, а для запечённых и жареных больше подходит алюминиевый контейнер, так как он сохраняет запечённые и жареные роллы горячими, — такими, как их любят наши гости. Также запечённые роллы готовятся сразу в алюминиевом контейнере».
Алюминиевый контейнер для вторых блюд и салатов. Не будем повторяться про идеальную теплостойкость алюминия, которая незаменима для формата «take away». А вот приятным дополнением ко всем плюсам алюминиевой тары станет разнообразие его форм, в том числе многосекционных или эксклюзивных, с логотипом заказчика. Многосекционность лотков позволяет фантазировать с раскладкой продукта, отделить закуску от основного блюда, раздельно поставить соусницы или десерты. Функциональность и стильный дизайн избавят от необходимости использования дополнительной посуды. Блюдо можно поставить на стол прямо в лотке.
Уникальная компактность групповой алюминиевой упаковки с крышкой даёт возможность ставить упаковку на упаковку, не теряя при этом единого дизайна и прочности всей стойки на витрине. Этот контейнер идеален для использования в ресторанах, супермаркетах, пекарнях, а также в пищевой промышленности и для доставки еды. Вы можете приготовить или разогреть свою еду в контейнере в домашних условиях или на профессиональной кухне.
И пусть те, кто до сих пор живёт мифами, что алюминиевые лотки нельзя ставить в микроволновку, первыми бросят в меня камень!
Возможность использования контейнеров из алюминиевой фольги для приготовления пищи в микроволновых печах постоянно обсуждалась с момента появления микроволновок. В 1970—1980 годы споры набрали силу, и в результате были проведены тесты и испытания в разных странах. Наиболее значимые из них были выполнены доктором Декаро из Исследовательского института Швейцарского алюминия (Research Institute Swiss Aluminium), г. Ньюхаузен, Швейцария, и Томасом Пфайфером из Фраунгоферского института (Fraunhofer Institute), Германия. Исследования показали, что «предрассудки относительно использования алюминиевых контейнеров в микроволновых печах необоснованны» и «нет причин НЕ использовать упаковку из алюминиевой фольги для разогрева пищи в микроволновых печах» при условии, что соблюдаются рекомендации по разогреву. Работа, проделанная Британской Ассоциацией производителей контейнеров из алюминиевой фольги в 1985г., привела к тому, что более 20 ведущих производителей микроволновых печей одобрили использование в них контейнеров из алюминиевой фольги при условии соблюдения рекомендаций.
Что происходит в микроволновой печи? Согласно основному закону физики, микроволны не проходят сквозь металл. Данный факт находит своё применение в конструкции полости печи, стенки которой сделаны из металла, а решётка на дверце предотвращает распространение излучения, что позволяет использовать эффект отражения. Если поместить тарелку с позолоченным краем в микроволновку или поставить рядом с её стенкой металлическую кастрюлю и включить печь, появится электрическая дуга между таким объектом и стенкой печи. Поскольку алюминиевые контейнеры также состоят из металла, логично ожидать того же эффекта, что и в случае с металлическими кастрюлями. Однако в серии из 400 экспериментов (что эквивалентно 32 годам домашней эксплуатации) доктора Декаро был зафиксирован лишь один такой случай.
Как приготавливается пища? Микроволновые печи испускают высокочастотные электромагнитные волны. Полярные молекулы в пищевых продуктах стремятся выровняться в этом поле, подобно частицам железа в магнитном поле. Благодаря высокочастотным колебаниям поля, молекулы совершают высокочастотное прямое и возвратное движение. Колебания приводят к желаемой генерации тепла. Таким образом, пища готовится благодаря самоиндукционному теплу, при этом полярные молекулы воды совершают большую часть работы. Как следствие, пища с высоким содержанием воды (как, например, овощи) нагревается и готовится быстрее, чем мясо. Лотки из алюминиевой фольги изготавливаются из очень тонкого листа металла, который непроницаем для энергии микроволн. Энергия поглощается пищевым наполнением только с открытой стороны лотка на глубину около 3 см. Фольга эффективно предотвращает перегрев боковых сторон и дна продукта.
Алюминиевые контейнеры обладают явными преимуществами для использования в микроволновых печах. В случае с прозрачными (пластиковыми) контейнерами возникают крайне высокие перепады температур, поскольку разогрев происходит очень быстро, и отдельные части продукта перегреваются до того, как остальные достигнут нужной температуры. Алюминий же является великолепным проводником тепла, и контейнеры из алюминиевой фольги передают тепло продукту равномерно, тем самым предотвращая появление перегрева и горячих точек, которые могут серьезно ухудшить его вкус.
А что новенького?
Алюминий используется в коммерческих целях на протяжении последних 100 лет. Ежегодно в мире выпускается порядка 26 миллионов тонн первичного алюминия. Без данного материала сложно представить такие глобальные области, как освоение космоса, передачу электроэнергии, автомобилестроение.
По прогнозам учёных, алюминий в 21 веке найдёт свое место и в производстве новой, так называемой «умной» одежды. Уже сейчас производители создали ткань, покрытую тонким слоем этого металла, которая получила название алюминированная ткань. Обладая интересными свойствами, такими как последовательное согревание и охлаждение, она может применяться в различных областях. Такую ткань можно считать универсальной — обладатель плаща из алюминированной ткани может не опасаться ни зноя, ни холода. При этом в зависимости от погоды плащ нужно перевернуть наружу той или иной стороной. Кстати, налажено и производство алюминированных одеял. Хотя одним из основных их составляющих является металл, весят такие покрывала не более 55 граммов. Если «металлическое» одеяло свернуть, оно поместится в небольшой футляр по размеру чуть больше портсигара. Без сомнений, в недалёком будущем в жарких странах зонты и шляпы из алюминия будут пользоваться огромным спросом. К тому же, алюминированная одежда для туристов, рыбаков, геологов — всех тех, кому приходится много бывать на солнце или, наоборот, на холоде или подолгу находиться под дождём, – безусловно, найдёт своих покупателей. Уместным будет использование «алюминиевых» технологий и в производстве формы для пожарных.
Кстати, по всеобщему признанию, 21 век и вовсе обещает стать веком алюминия, поэтому выбор упаковки из алюминия сегодня — это действительно прогрессивный и рациональный выбор.
Автор: Анна Рыбчинчук
Удельная теплоемкость вещества — формулы, определение, обозначение
Нагревание и охлаждение
Эти два процесса знакомы каждому. Вот нам захотелось чайку, и мы ставим чайник, чтобы нагреть воду. Или ставим газировку в холодильник, чтобы охладить.
Логично предположить, что нагревание — это увеличение температуры, а охлаждение — ее уменьшение. Все, процесс понятен, едем дальше.
Но не тут-то было: температура меняется не «с потолка». Все завязано на таком понятии, как количество теплоты. При нагревании тело получает количество теплоты, а при нагревании — отдает.
- Количество теплоты — энергия, которую получает или теряет тело при теплопередаче.
Виу-виу-виу! Внимание!
Обнаружено новое непонятное слово — теплопередача.
Минуточку, давайте закончим с количеством теплоты.
В процессах нагревания и охлаждения формулы для количества теплоты выглядят так:
Нагревание Q = cm(tконечная — tначальная) Охлаждение Q = cm(tначальная — tконечная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
В этих формулах фигурирует и изменение температуры, о котором мы сказали выше, и удельная теплоемкость, речь о которой пойдет дальше.
А вот теперь поговорим о видах теплопередачи.
Виды теплопередачи
- Теплопередача — это физический процесс передачи тепловой энергии от более нагретого тела к менее нагретому.
Здесь все совсем несложно, их всего три: теплопроводность, конвекция и излучение.
Теплопроводность
Тот вид теплопередачи, который можно охарактеризовать, как способность тел проводить энергию от более нагретого тела к менее нагретому.
Речь о том, чтобы передать тепло с помощью соприкосновения. Признавайтесь, грелись же когда-нибудь возле батареи. Если вы сидели к ней вплотную, то согрелись вы благодаря теплопроводности. Обниматься с котиком, у которого горячее пузо, тоже эффективно.
Порой мы немного перебарщиваем с возможностями этого эффекта, когда на пляже ложимся на горячий песок. Эффект есть, только не очень приятный. Ну а ледяная грелка на лбу дает обратный эффект — ваш лоб отдает тепло грелке.
Конвекция
Когда мы говорили о теплопроводности, мы приводили в пример батарею. Теплопроводность — это когда мы получаем тепло, прикоснувшись к батарее. Но все вещи в комнате к батарее не прикасаются, а комната греется. Здесь вступает конвекция.
Дело в том, что холодный воздух тяжелее горячего (холодный просто плотнее). Когда батарея нагревает некий объем воздуха, он тут же поднимается наверх, проходит вдоль потолка, успевает остыть и спуститься обратно вниз — к батарее, где снова нагревается. Таким образом, вся комната равномерно прогревается, потому что все более горячие потоки сменяют все менее холодные.
Излучение
Пляж мы уже упоминали, но речь шла только о горячем песочке. А вот тепло от солнышка — это излучение. В этом случае тепло передается через волны.
Если мы греемся у камина, то получаем тепло конвекцией или излучением?🤔
Обоими способами. То тепло, которое мы ощущаем непосредственно от камина (когда лицу горячо, если вы расположились слишком близко к камину) — это излучение. А вот прогревание комнаты в целом — это конвекция.
Удельная теплоемкость: понятие и формула для расчета
Формулы количества теплоты для нагревания и охлаждения мы уже разбирали, но давайте еще раз:
Нагревание Q = cm(tконечная — tначальная) Охлаждение Q = cm(tначальная — tконечная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
В этих формулах фигурирует такая величина, как удельная теплоемкость. По сути своей — это способность материала получать или отдавать тепло.
С точки зрения математики удельная теплоемкость вещества — это количество теплоты, которое надо к нему подвести, чтобы изменить температуру 1 кг вещества на 1 градус Цельсия:
Удельная теплоемкость вещества c= Q/m(tконечная — tначальная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
Также ее можно рассчитать через теплоемкость вещества:
Удельная теплоемкость вещества c= C/m c — удельная теплоемкость вещества [Дж/кг*˚C] C — теплоемкость вещества [Дж/˚C] m — масса [кг] |
Величины теплоемкость и удельная теплоемкость означают практически одно и то же. Отличие в том, что теплоемкость — это способность всего вещества к передаче тепла. То есть формулу количества теплоты для нагревания тела можно записать в таком виде:
Количество теплоты, необходимое для нагревания тела Q = C(tконечная — tначальная) Q — количество теплоты [Дж] c — удельная теплоемкость вещества [Дж/кг*˚C] m — масса [кг] tконечная — конечная температура [˚C] tначальная — начальная температура [˚C] |
Таблица удельных теплоемкостей
Удельная теплоемкость — табличная величина. Часто ее указывают в условии задачи, но при отсутствии в условии — можно и нужно воспользоваться таблицей. Ниже приведена таблица удельных теплоемкостей для некоторых (многих) веществ.
Газы | C, Дж/(кг·К) |
Азот N2 | 1051 |
Аммиак Nh4 | 2244 |
Аргон Ar | 523 |
Ацетилен C2h3 | 1683 |
Водород h3 | 14270 |
Воздух | 1005 |
Гелий He | 5296 |
Кислород O2 | 913 |
Криптон Kr | 251 |
Ксенон Xe | 159 |
Метан Ch5 | 2483 |
Неон Ne | 1038 |
Оксид азота N2O | 913 |
Оксид азота NO | 976 |
Оксид серы SO2 | 625 |
Оксид углерода CO | 1043 |
Пропан C3H8 | 1863 |
Сероводород h3S | 1026 |
Углекислый газ CO2 | 837 |
Хлор Cl | 520 |
Этан C2H6 | 1729 |
Этилен C2h5 | 1528 |
Металлы и сплавы | C, Дж/(кг·К) |
Алюминий Al | 897 |
Бронза алюминиевая | 420 |
Бронза оловянистая | 380 |
Вольфрам W | 134 |
Дюралюминий | 880 |
Железо Fe | 452 |
Золото Au | 129 |
Константан | 410 |
Латунь | 378 |
Манганин | 420 |
Медь Cu | 383 |
Никель Ni | 443 |
Нихром | 460 |
Олово Sn | 228 |
Платина Pt | 133 |
Ртуть Hg | 139 |
Свинец Pb | 128 |
Серебро Ag | 235 |
Сталь стержневая арматурная | 482 |
Сталь углеродистая | 468 |
Сталь хромистая | 460 |
Титан Ti | 520 |
Уран U | 116 |
Цинк Zn | 385 |
Чугун белый | 540 |
Чугун серый | 470 |
Жидкости | Cp, Дж/(кг·К) |
Азотная кислота (100%-ная) Nh4 | 1720 |
Бензин | 2090 |
Вода | 4182 |
Вода морская | 3936 |
Водный раствор хлорида натрия (25%-ный) | 3300 |
Глицерин | 2430 |
Керосин | 2085…2220 |
Масло подсолнечное рафинированное | 1775 |
Молоко | 3906 |
Нефть | 2100 |
Парафин жидкий (при 50С) | 3000 |
Серная кислота (100%-ная) h3SO4 | 1380 |
Скипидар | 1800 |
Спирт метиловый (метанол) | 2470 |
Спирт этиловый (этанол) | 2470 |
Топливо дизельное (солярка) | 2010 |
Задача
Какое твердое вещество массой 2 кг можно нагреть на 10 ˚C, сообщив ему количество теплоты, равное 7560 Дж?
Решение:
Используем формулу для нахождения удельной теплоемкости вещества:
c= Q/m(tконечная — tначальная)
Подставим значения из условия задачи:
c= 7560/2*10 = 7560/20 = 378 Дж/кг*˚C
Смотрим в таблицу удельных теплоемкостей для металлов и находим нужное значение.
Металлы и сплавы | C, Дж/(кг·К) |
Алюминий Al | 897 |
Бронза алюминиевая | 420 |
Бронза оловянистая | 380 |
Вольфрам W | 134 |
Дюралюминий | 880 |
Железо Fe | 452 |
Золото Au | 129 |
Константан | 410 |
Латунь | 378 |
Манганин | 420 |
Медь Cu | 383 |
Никель Ni | 443 |
Нихром | 460 |
Олово Sn | 228 |
Платина Pt | 133 |
Ртуть Hg | 139 |
Свинец Pb | 128 |
Серебро Ag | 235 |
Сталь стержневая арматурная | 482 |
Сталь углеродистая | 468 |
Сталь хромистая | 460 |
Титан Ti | 520 |
Уран U | 116 |
Цинк Zn | 385 |
Чугун белый | 540 |
Чугун серый | 470 |
Ответ: латунь
Чтобы ребенок легко ориентировался в таблицах и решал задачи без стресса, запишите его на бесплатное вводное занятие по физике в детскую школу Skysmart.
Ученики занимаются на интерактивной платформе с мгновенной автоматической проверкой, проходят увлекательные примеры из мира подростков, отслеживают прогресс в личном кабинете и чувствуют себя увереннее на школьных уроках.
Удаление из воды кислорода и углекислого газа
Г. Овчинников
Растворенные в воде кислород и углекислый газ повышают скорость коррозии стали, особенно при повышенных температурах. Поэтому их положено максимально удалять из котловой воды и воды отопительных систем. В данной публикации предлагается обзор направленных на это современных способов водоподготовки
Котловые системы по их назначению принято подразделять на водогрейные и паровые, поэтому для каждого типа существует свой набор требований к очищенной воде, которые также зависят от мощности и температурного режима.
Разработку официальных требований осуществляют надзорные органы, однако они всегда мягче рекомендаций производителя, устанавливаемых исходя из гарантийных обязательств. Кроме того, в европейском Союзе эти документы проходят всестороннюю экспертизу в органах стандартизации и профильных организациях с точки зрения эффективности и длительной эксплуатации котла. Поэтому целесообразно ориентироваться именно на рекомендации производителя.
Рис. Установка с зернистым редокситом для удаления кислорода из подпиточной воды пеллетных котлов Национального Ботанического сада им. Н.Н. Гришко
Все многообразие водно-химических режимов регламентируется Правилами технической эксплуатации, а также различными руководящими документами, относящимися к отдельным из перечисленных режимам. Только соблюдение правильного водного и химического режимов обеспечит надежную, безаварийную и долговечную работу котельного оборудования, наряду с системами теплоснабжения.
Вред растворенных в котловой воде газовТакже необходима нейтрализация свободной СО2 в оборотных конденсатах нагревательных систем.
Для удаления кислорода из питательной воды котлов можно использовать как физические, так и химические методы. Обычно их комбинируют, сначала — физические, затем химические методы.
Физические методыК физическим методам относят применение деаэраторов, которые бывают термическими и вакуумными. Для деаэрации воды также разработаны электромагнитный, высокочастотный и ультразвуковой способы, а также пузырьковый азотный.
Наибольшее распространение в паровых и водогрейных котельных получил термический способ. Он основан на процессах, описанных в законе Генри. Согласно с ним, растворимость идеальных газов в воде при постоянной температуре и невысоком давлении прямо пропорциональна парциальному давлению данных газов над водой. Повышение температуры до уровня насыщения при данном давлении снижает до нуля парциальные давления газов над водой, следовательно, и растворимость газов в воде снижается до нуля. Вследствие нарушения равновесия в системе происходит выделение газов из воды (физическая десорбция).
Подбирая такие соотношения температуры и давления, при которых газы становятся практически нерастворимыми, можно почти полностью удалить их из воды.
За последние годы конструкции аппаратов для удаления газов были значительно улучшены. В настоящее время имеется несколько удачных типов деаэраторов, каждый из которых приспособлен для специальной цели. Существуют установки для деаэрации холодной воды без нагревания, дающие 15000 м3 в день и снижающие содержание кислорода до 0,22 мл/дм3. Вода в таком аппарате разбрызгивается по специальным лоткам камеры, находящейся под низким давлением. Газы могут удаляться паровыми эжекторами с холодильниками или вакуумными насосами.
В паровых котельных применяются в основном смешивающие десорберы атмосферного типа низкого избыточного давления. В таком аппарате струйки воды движутся вниз навстречу поступающему из парораспределительной камеры пару, и, соприкасаясь с ним, нагреваются до температуры кипения, в результате чего из воды выделяется растворенный в ней воздух.
В устройстве поддерживается давление 0,12 МПа, а вода нагревается до 104°C, т.е. до температуры кипения при этом давлении. Испарившаяся вода и воздух через штуцер направляются в теплообменник для подогрева воды, поступающей в аппарат. Номинальная производительность таких деаэраторов 25–300 т/ч.
В котельных с водогрейными котлами, где нет пара, используются вакуумные деаэраторы, в которых поддерживается давление около 0,03 МПа при температуре кипения около 69°C. Такое разрежение создается при помощи водоструйного эжектора.
Главным условием удаления газов из горячей воды является поддержание ее в тонкораспыленном состоянии (в течение достаточного времени) при температуре кипения, соответствующей давлению, при котором растворенные газы свободно выделяются в газообразную фазу. При простом типе открытого нагревателя питательной воды деаэратор, при нагреве до 88—93°C и свободном отводе газов в атмосферу, снижает концентрацию кислорода приблизительно до 0,3 мл/дм3.
Устройства для удаления кислорода для систем горячего водоснабжения для больших зданий и комплексов зданий устроены иначе. Воду нагревают под вакуумом так, чтобы температура кипения ее не превышала 60—80°C при помощи рядов змеевиков с греющим паром. Затем воду разбрызгивают вниз по тарелкам. Температура пара, поступающего в нижние змеевики, выше температуры воды, которая вследствие этого испаряется; пар увлекает выделившиеся газы через клапан, охлаждаемый входящей холодной водой. Конденсат из клапана стекает обратно, в тарелочную камеру, в то время, как газы выбрасываются вакуумным насосом или паровым эжектором.
если устройство помещается в подвале здания, то требуется циркуляционный насос для горячей воды, иногда его устанавливают в чердачных технических этажах здания, чтобы подача воды реализовывалась за счет естественной циркуляции. В таких условиях достигается концентрация кислорода 0,04 мл/дм3, что обеспечивает защиту системы от коррозии при температуре ниже 70°С.
В деаэраторах для котловой питательной воды осуществляется прямой контакт воды с паром. Чаще всего применяются аппараты тарелочного типа, работающие под давлением или вакуумом. Десорбер с распылением, работающий под небольшим давлением, широко применяется в котельных установках. В деаэраторе тарелочного типа холодная питательная вода проходит через холодильник, затем поступает в камеру, нагреваемую паром, где разбрызгивается на металлические тарелки. После этого вода стекает в резервуар для хранения. Пар наполняет все пространство, причем направление его движения таково, что он нагревает воду и удаляет выделяющиеся газы. Таким образом, можно достигнуть практически полного отсутствия кислорода в воде.
В более современной модели деаэратора происходит распыление воды в атмосферу пара при давлении приблизительно 0,1 кг/см2. Этот тип десорбера разработан для судовых котлов. Устройство состоит из холодильника, секции с паровым обогревом, деаэрационной секции, окружающей впуск пара, и секции для хранения деаэрированной воды, расположенной внизу аппарата. Холодная питательная вода проходит через холодильник, затем через распыляющие форсунки, поступает в камеру, обогреваемую паром, и снова через форсунки в деаэрационную камеру, а затем в водосборник. Пар входит в деаэрационную камеру под давлением 0,7 кг/см2 и подымается в холодильник, где выпускаются удаляемые газы, а теплота пара передается воде, поступающей в аппарат. Большая часть растворенного кислорода удаляется из воды при первоначальном ее нагревании; последние 5% кислорода удаляются значительно труднее. Для этого служит деаэрационная камера, которая обеспечивает практически полное удаление кислорода из воды.
Наиболее мощные деаэраторы удаляют также всю свободную двуокись углерода и частично — полусвязанную углекислоту и другие газы. При этом, вследствие отсутствия двуокиси углерода, рН воды увеличивается.
Существует безреагентная технология глубокого удаления кислорода для паровых и водогрейных систем, с использованием гидрофобных мембран в контакторах, что позволяет достигать глубокой степени очистки воды – до 1 мкг/дм3.
Применение десорбционных методов позволяет удалять газ до известного предела, недостаточного в ряде случаев по условиям использования воды. Кроме того, не всегда имеется возможность и необходимость включения в схемы сложных аппаратов для газоудаления. Поэтому на многих теплоэлектростанциях для обработки питательной и добавочной воды применяются химические методы связывания O2 и CO2 в вещества, являющимися безопасными в коррозионном отношении.
Химические методыВ основе химических методов удаления из воды растворенных газов лежит их химическое связывание, достигаемое введением реагентов или фильтрованием через специальные загрузки.
Для извлечения из воды кислорода применяют ее фильтрование через легко окисляющиеся вещества, например, стальные стружки, другие регенерируемые загрузки.
Степень удаления свободного кислорода для предотвращения коррозии котлов и сетей, зависит от температуры теплоносителя, объема воды.
Обычно при 70°, как это имеет место во многих системах ГВС, не требуется уменьшение содержания кислорода ниже 0,07 мл/дм3. Для паровых котлов, работающих под давлением ниже 17,5 кг/см2 (без экономайзеров) желательный предел не должен превышать примерно 0,02 мл/дм3. Для котлов высокого давления (или при применении экономайзеров) требуется практически полное отсутствие кислорода, т. е. ниже 0,0035 мл/дм3.
Содержание O2 в системах холодной воды при одноступенчатой аэрации достигает значения не более 0,2 мл/дм3, а при условии содержания кислорода менее 0,07 мл/дм3, применяется дополнительная обработка воды, выходящей из деаэратора, дозированием химических препаратов.
Существует много реагентов и их композиций под разными коммерческими названиями, которые могут быть использованы для нейтрализации кислорода. У каждого реагента есть свои положительные и отрицательные свойства и качества. Они будут рассмотрены ниже.
Самым распространенным реагентом для химического удаления кислорода из воды служит сульфит натрия Na2SO3 под разными фирменными названиями. Как в чистом виде, так и в виде каталитически активной формы. В качестве катализаторов используют очень небольшие количества меди или кобальта.
Рекомендуемые концентрации сульфита натрия у разных авторов значительно отличаются. Для удаления 1 кг кислорода требуется около 8 кг сульфита натрия, однако есть много рекомендаций по дозированию избыточного количества этого катализатора – от 2 до 40 мг/дм3 для конкретных котлов и режимов работы.
Обработка воды с помощью Na2SO3 основана на реакции окисления сульфита растворенным в воде кислородом:
2Na2SO3 + O2 = 2Na2SO4.
В этой реакции в качестве восстановителя выступает четырехвалентная сера S4+, которая отдает электроны кислороду, окисляясь до S6+.
Важным показателем процесса связывания кислорода является скорость реакции между сульфитом натрия и кислородом. Она зависит от температуры обрабатываемой воды и, в соответствии с законом действия масс, — от количества вводимого реагента.
Так, при температуре воды 40°C и дозировке стехиометрического количества сульфита натрия процесс завершается за 6—7 минут, при температуре 80°C время реакции составляет немногим более 1 минуты. При 70% избытке реагента, в соответствии с законом действия масс, реакция протекает до конца в течение 2 минут при любой температуре.
При температуре свыше 275°C (давление насыщения 6 МПа) сульфит натрия может разлагаться с образованием SO2 или H2S, что заметно увеличивает скорость коррозии оборудования пароконденсатного тракта.
Поэтому данный реагент может быть использован только для обескислороживания воды котлов среднего давления (3–6 МПа), испарителей и для подпиточной воды тепловой сети.
Раствор сульфита натрия концентрацией 3–6% готовят в баке, защищенном от контакта с атмосферой, и затем, с помощью дозатора, вводят в обрабатываемую воду с некоторым избытком против стехиометрического количества.
Однако передозировка реагента во много раз повышает электропроводность котловой воды (содержание солей), а также шламообразование, возможны проблемы в связи с образованием пены в котловой воде.
Сульфитирование просто в осуществлении, не требует громоздкой и дорогой аппаратуры. Недостатком данного метода является то, что оно увеличивает сухой остаток в количестве 10–12 мг/дм3 на 1 мг/дм3 растворенного кислорода.
Разработана и применяется оригинальная эффективная технология по удалению O2 из воды с применением зернистого фильтрующего материала, изготовленного на основе синтетических ионитов макропористой структуры, в которую встраиваются активные центры металлов, в частности, двухвалентного железа.
В процессе фильтрации воды через слой загрузочного материала окисление растворенным кислородом переводит закисные формы железа (FeO) в двойной оксид железа (FeO•Fe2O3nH2O) или в полутораокиси (Fe2O3•nH2O).
Сущность технологического процесса заключается в применении сорбента, имеющего достаточно высокую емкость поглощения по кислороду (т.е. представляющего собой редоксит в восстановленной форме). В качестве такого сорбента использован ионитный комплекс с переходным металлом, введенным в фазу ионита.
При этом процесс химического поглощения кислорода можно представить в виде следующего уравнения:
4RMe(ОН)n + О2 + 2H2O → 4RMe(OH)(n+1),
где R – нерастворимый в воде сложный радикал ионита;Ме – переходной металл.
По мере фильтрации воды через слой редоксита все большая его часть будет переходить в окисленную форму и, наконец, способность к дальнейшему поглощению кислорода будет полностью исчерпана. По истечению рабочего цикла Redox-фильтра истощенный сорбент подвергается регенерации.
Регенерация представляет собой процесс восстановления поглотительной способности редоксита путем пропуска через слой, например, тиосульфата натрия:
RMe(ОН)n + 2H2O → 4RMe(OH)(n-1),
где R – нерастворимый в воде сложный радикал ионита; Ме – переходной металл.
Перед пропуском регенерационного раствора редоксит необходимо взрыхлять обратным током воды. После его отмывают от избытка реагента и продуктов регенерации.
Для барабанных котлов высоких и сверхвысоких давлений применяется гидразин в форме гидразин-гидрата или гидразин-сульфата, которые энергично взаимодействуют с кислородом, окисляясь в итоге до воды и азота, т.е. не повышая солесодержания воды:
N2H4·H2O + O2 = 3H2O + N2.
Гидразин-гидрат можно успешно применять для обработки питательной воды как барабанных, так и прямоточных котлов (он не повышает сухого остатка воды), в то время как гидразин-сульфат — только для обработки питательной воды барабанных котлов (он несколько увеличивает сухой остаток).
Скорость реакции зависит от температуры, pH среды, избытка гидразина, в соответствии с законом действия масс, а также присутствия катализаторов. При температуре менее 30°C гидразин практически не взаимодействует с O2, но при 105°C, pH = 9–9,5 и избытке гидразина около 0,02 мг/дм3 время практически полного связывания кислорода составляет несколько секунд.
Гидразин вводится в воду в виде 0,1–0,5% раствора с избытком против стехиометрического количества с учетом того, что часть его расходуется на восстановление высших оксидов железа и меди из отложений на трубах.
Гидразин-сульфат может применяться при любых давлениях, однако наиболее целесообразно использовать его только при давлении 70 кгс/см2 и выше, а при низком давлении лучше применять сульфит натрия вследствие его меньшей стоимости.
Расчет дозы гидразина g (мкг/кг) в пересчете на NH4рекомендуется производить по формуле:
g=С1+0,35С2+0,15С3+0,25С4+40,
где С1 — концентрация кислорода в питательной воде до ввода гидразина, мкг/кг; С2 – концентрация нитритов в питательной воде до ввода гидразина, мкг/кг;С3 – концентрация железа в питательной воде, мкг/кг;С4 – концентрация меди в питательной воде, кг/кг.
Концентрация гидразина в рабочем растворе С (мг/кг) рассчитывается по формуле:
С = D/DH,
где D – расход питательной воды, т/ч;DН – средняя (регулируемого диапазона) подача насоса-дозатора, л/ч.
При приготовлении рабочего раствора гидразин-сульфата, последний должен быть нейтрализован едким натром. его количество, необходимое для нейтрализации, y (кг) рассчитывается по формуле:
у=0,62у1+0,04ЩVб,
где у1 – количество загружаемого гидразинсульфата, кг;Щ – щелочность по фенолфталеину воды, используемой для приготовления рабочего раствора, мг-экв/кг;Vб – объем бака, м3.
В котловой воде и в пароперегревателях избыток гидразина разлагается с образованием аммиака:
3N2H4 = 4NH3 + N2.
При организации гидразинной обработки воды следует учитывать, что гидразин является высокотоксичным и канцерогенным веществом, при концентрации выше 40% он горюч, поэтому должны предусматриваться специальные строгие меры безопасности.
Для связывания кислорода в котловой воде могут применяться и другие органические и неорганические соединения. Например гидрохинон (парадиоксибензол), пирогаллол (несимм-триоксибензол), изоаскорбиновая кислота, карбогидразин, N, N-диэтилгидроксиламин (ДЭГА). Их применение регламентируется рекомендациями производителя конкретного оборудования.
Все вышеперечисленные химические соединения могут входить в рецептуру многих комплексных фирменных составов для обработки котловой воды и внутрикотловых поверхностей.
Углекислота, поступающая в пароводяной цикл через различные воздушные неплотности оборудования, а также и за счет разложения карбонатов солей (в добавочной воде), приводит к понижению рН воды. Это, в свою очередь, усиливает процессы коррозии за счет взаимодействия водородных ионов с металлом, а также за счет снижения защитных свойств окисной пленки на поверхности металла. Вследствие этого углекислота всегда является фактором усиления коррозии.
Для предотвращения углекислотной коррозии оборудования конденсатно-питательного тракта ТЭС с барабанными котлами применяется способ связывания свободной углекислоты путем ввода в конденсат турбин или питательную воду щелочного реагента – водного раствора аммиака. Основной задачей такой обработки является повышение pH воды и конденсата на участках пароводяного тракта, что надежно обеспечивает защиту оборудования от коррозии с водородной деполяризацией.
Дозировка аммиака определяется его количеством, необходимым для связывания диоксида углерода в гидрокарбонат аммония. Небольшой избыток NH3 сверх этого количества образует уже карбонат аммония и повышает pH воды до значений выше 8,5:
NH3 + H2O + CO2 = NH4HCO3,
NH4HCO3 + NH3 = (NH4)2CO3.
Из приведенных уравнений следует, что для связывания 1 мг/дм3 CO2 достаточно 0,26 мг/дм3 аммиака.
Аммиак обычно вводится в обрабатываемую воду в виде 1–5% раствора Nh5OH с помощью насосов-дозаторов, автоматизированных по расходу воды. При концентрации свободной углекислоты в воде или паре свыше 8 мг/дм3 применение аммиака обычно недопустимо, так как может протекать коррозия медных сплавов (латуни), применяющихся для изготовления оборудования конденсатно-питательного тракта.
Разработан и применяется комбинированный гидразино-аммиачный режим,который характеризуется вводом в теплоноситель (в основном в питательную воду) аммиака в целях повышения рН воды и нейтрализации воздействия углекислоты, а также вводом гидразина с целью снижения содержания остаточного кислорода после деаэраторов питательной воды. Благодаря воздействию высокого значения рН, замедляются коррозионные процессы стали и медных сплавов. Однако аммиак, помимо способности к повышению рН аминируемой воды, обладает также способностью специфического коррозионного воздействия на медные сплавы. Поэтому доза аммиака при введении гидразино-аммиачного режима ограничивается поддержанием в питательной воде содержания аммиака на уровне, не превышающем 1 мг/дм3.
Читайте статьи и новости в Telegram-канале AW-Therm. Подписывайтесь на YouTube-канал.
Просмотрено: 41 673Вам также может понравиться
Заказ был отправлен, с Вами свяжется наш менеджер.
Кастомные системы водяного охлаждения. Как начать с самого начала — i2HARD
Рано или поздно каждый, кто увлекается компьютерным железом, хочет иметь у себя в составе ПК мощную систему охлаждения. Кто-то покупает себе огромные башни, кто-то готовые небольшие и недорогие системы жидкостного охлаждения. Конечно, всегда необходимо отталкиваться от задач, которые вы преследуете при покупке той или иной системы охлаждения, а также от конечной стоимости в соответствии с вашим бюджетом. Мы же с вами рассмотрим кастомные системы водяного охлаждения (СВО) в общем виде.
Сразу хотелось бы акцентировать внимание на нескольких ключевых моментах:
- Мы рассмотрим СВО в общем виде, мы не будем проводить расчёты систем водяного охлаждения, а будем опираться на базовые принципы, которые позволят вам использовать кастомное СВО и при этом ни о чём не задумываться.
- Очень часто будет употребляться слово “кастом” и его производные. Это — позаимствованное с английского языка слово custom и один из вариантов перевода — заказ. Грубо говоря, “система водяного охлаждения изготовлена на заказ”. Конечно, такое выражение режет слух; вы сами себе заказчик, исполнитель и выбираете, какие компоненты будут у вас в СВО в отличии от готовых систем, поэтому используется понятие кастом. Конечно, есть готовые кастомные системы, в которых вам любезно в коробку положат все необходимые компоненты и вы сами из них соберёте СВО, но зачастую такие системы обходятся дороже, чем самостоятельная сборка.
- В статье будет использоваться понятие контура, т.к. любая СВО — замкнутая система, в которой жидкость постоянно находится и циркулирует при работе системы.
Компоненты СВО
Основные компоненты:- Помпа — качает жидкость в вашем контуре.
- Резервуар — содержит дополнительное количество жидкости, а также питает помпу.
- Водоблок для ЦПУ\ГПУ\памяти\VRM материнской платы — используется как холодная пластина для непосредственного контакта с горячим оборудованием, передающая тепло от оборудования через пластину внутрь тела самого водоблока.
- Охлаждающая жидкость — жидкость протекающая по контуру и выступающая в роли теплоносителя в контуре.
- Радиатор — охлаждает жидкость, заставляя её течь по узким трубкам с прикреплёнными к ним рёбрами, которые увеличивают общую площадь рассеиваемой поверхности, что обеспечивает быстрый отвод тепла от воды в атмосферу.
- Трубка — жёсткая или гибкая трубка, которая соединяет все компоненты СВО в единый контур.
- Фитинги — часть контура, служащая для соединения трубок с компонентами СВО в нужных вам положениях, а также создающая герметичность контура.
Компоненты, которые могут быть в вашем СВО, а могут и не быть — всё зависит от вашего желания.
- Вентиляторы — да, хотя и в большинстве контуров СВО без них не обходится, но технически радиаторы могут рассеивать тепло сами по себе, особенно если у вас есть солидный ультрабашенный корпус, в котором можно разместить сверхдлинные и толстые радиаторы, создающие большую рассеиваемую площадь. Мы же, говоря о большинстве СВО, без вентиляторов не обойдёмся.
- Дренажный клапан — ещё один второстепенный компонент, который служит для удобного сливания жидкости из контура. Если вы планируете часто разбирать контур или захотите добавлять элементы, то запишите его к себе в основные компоненты.
- Порт для заполнения (fill port) — дополнительный элемент удобства. Конечно, вы можете заполнять жидкость через свободные отверстия с внутренней резьбой в резервуаре (порты), если такие есть, но также можно вынести отдельный порт, например, на крышу корпуса и заливать жидкость через него, затем просто заглушить его во время работы; также филл портом вы можете подключить датчик давления или температуры, хотя это не совсем стандартное решение.
- Индикатор расхода — прозрачный ящик с шаром/крыльчаткой, который(-ая) вращается при движении жидкости. Позволяет мгновенно определить, насколько быстро жидкость движется внутри петли (и движется ли она вообще). В некоторой степени полезно, если ваш насос настроен на низкую скорость, и вся система во время работы останавливается.
- Датчик расхода — аналогично индикатору расхода, только позволяет вывести значение на отдельный экран или в ПК в единицах расхода (л/ч — литры в час, стандарт для СВО).
- Проходные порты — кольца с резьбой с двух сторон для соединения с фитингами. Используются, когда необходимо провести трубку через препятствие (например, через кожух блока питания в нижней части корпуса).
- Датчик температуры — служит для измерения температуры жидкости в контуре. К примеру, вы можете измерять температуру нагретой жидкости после водоблока и охлажденной воды после радиатора для вычисления эффективности вашего контура;
- Датчик давления — для измерения давления внутри вашего контура, можно использовать вместо индикатора расхода для определения, есть ли проблемы у вас в контуре и начало ли падать давление.
Достаточно много компонентов в системе, первоначально кажется сложным, но давайте разберёмся подробнее.
Помпа и резервуар
Раньше системы водяного охлаждения не были настолько часто в ходу, знало о них малое количество людей, а также стоимость была значительно выше и зачастую люди использовали то, что есть под рукой. Конечно, если говорить о стоимости, то даже сегодня некоторые компоненты достаточно сильно бьют по карману, особенно если это фирменные изделия, которые являются лидером на рынке водяного охлаждения.
Помпа — это электродвигатель, вращающий рабочее колесо, которое создаёт давление и приводит жидкость в движение. В корпусе помпы есть входное и выходное отверстия.
Жидкость, которая течет внутри помпы, охлаждает её, а также служит в роли смазки (так называемая «конструкция с мокрым ротором»). По этой причине никогда не запускайте помпу без жидкости, это может привести к выходу помпы из строя за считанные секунды.
Модели помп
Сейчас на рынке в основном присутствуют два вида помп — это DDC и D5. Рассмотрим их достоинства и недостатки. Конечно, не все недостатки являются таковыми и в нашем случае они могут быть таковыми только на фоне друг друга, а конкретно для вашего контура и вовсе будут достоинствами.
Помпа D5Достоинства:
- холодная;
- тихая,
- максимально возможный расход — 1500 л/ч, в зависимости от модели.
Недостатки:
- габариты;
- максимально возможный напор — 4 метра (если говорить о максимальном напоре, то измеряется он достаточно просто: выходная трубка от помпы поднимается вертикально вверх и запускается помпа с предварительно поданной на неё водой. После этого смотрится, насколько высоко помпа качнула жидкость по трубке),
- охлаждение. Вы спросите, а как так, помпа же холодная? Да, корпус помпы холодный, но любая помпа требует охлаждения и здесь нет исключения. Охлаждение происходит за счет жидкости в вашем контуре, т.е. если вы видите, что помпа D5 имеет мощность 20 Вт, то будьте готовы, что большую часть этой мощности вам придется рассеивать и ваша жидкость будет несколько горячее, чем хотелось бы. Если рассматривать на фоне более горячих комплектующих, то вы можете не заметить сильного нагрева воды, особенно если ваш контур достаточно большой.
Достоинства:
- габариты, по сравнению с D5 помпа DDC компактнее, поэтому вы можете её установить в небольшие корпуса или же если вы просто любите более компактные решения;
- максимально возможный напор составляет 7 метров;
- охлаждение, здесь я запишу этот пункт в плюс со стороны контура, т.к. вода не будет нагреваться от помпы так, как в случае с D5, однако охлаждать помпу тоже необходимо, об этом уже посмотрим в недостатках.
Недостатки:
- горячая, в данном случае весь нагрев помпы уходит на её корпус, поэтому вы можете видеть на некоторых моделях радиаторы снизу,
- максимально возможный расход до 1000 л/ч в зависимости от модели,
- шумная, но применительно к наиболее компактным или дешёвым моделям и скорее всего только на максимальных оборотах помпы.
- Как вы видите, нигде не упомянуто про стоимость. Из моих наблюдений хотелось бы сказать, что я не видел дешёвых D5 помп, только DDC, поэтому утверждать однозначно по этому вопросу не могу.
Рассмотрим небольшой график ниже.
Снизу мы видим расход, слева давление и справа мощность помпы. При 200 л/ч на DDC помпе давление будет составлять 400 мБар, а на D5 300 мБар, при этом потребление у D5 помпы немного выше, чем у DDC, но с повышением расхода разница сходит на нет по мощности, а на максимальном значении мощность помпа D5 даже немного выигрывает.
Когда же какую помпу применять? DDC помпу применяют в более компактных корпусах, а также при большом количестве различных поворотов, радиаторов, водоблоках в вашей системе, ведь каждый элемент создаёт дополнительное сопротивление жидкости, тем самым давление в системе падает, а как мы с вами узнали — в DDC помпах наиболее высокое давление. Тем не менее, большинство людей выбирает D5 за свою тишину и скорость потока.
Корпус помпы
Как уже упоминалось ранее, помпа имеет свой корпус с входными и выходными отверстиями. Вы можете купить помпы у Alphacool, Swiftech, EKWB и др. производителей. Помпы DDC или D5 будут иметь одинаковое внутреннее строение. Хотелось бы уточнить, что DDC и D5 в целом немного отличаются. Имеется в виду то, что помпы D5 разных производителей похожи, также как и DDC разных производителей достаточно схожи (различие в применяемых материалах, а также в самом корпусе). Некоторые производители заявляют, что их корпус даёт большую производительность для помпы наряду с другими, кроме этого вы можете сами купить отдельно помпу и отдельно корпус, а затем их соединить, но по стоимости это будет не совсем выгодное решение.
Резервуары и комбинированные блоки
Если по корпусу помпы практически не возникает вопросов, т.к. в большинстве случае он уже установлен, то в случае с резервуаром стоит всё же подумать. Резервуары могут быть как отдельного, так и комбинированного исполнения вместе с помпой, который изображён ниже.
Как и с корпусом помпы, выбор остаётся за вами. В целом резервуар очень слабо влияет на весь контур. Вы можете обойтись и без резервуара, но тогда достаточно сложно при первом заполнении держать помпу заполненной жидкостью, вам придётся предварительно заполнять каждый элемент жидкостью, затем соединять, что усложняет всю сборку в целом. Комбинированное исполнение помпы + резервуар не всегда удобно тем, что вы сразу должны выделить необходимое вертикальное пространство, в то время как раздельное исполнение позволяет вам спрятать насос, например, под кожухом блока питания в корпусе, а резервуар расположить выше, в удобном для вас месте.
Неважно, какой выбор вы сделаете, однако не забывайте, что все помпы смазываются с помощью жидкости в контуре, поэтому работа на сухую может вывести её из строя. У каждой помпы, будь то комбинированного исполнения или отдельного, есть свой вход или выход. Как вы видите на картинке сверху, резервуар располагает выше помпы не случайно, это предотвращает возможность “осушения” помпы за счёт давления жидкостного столба посредством силы тяжести. Это самый простой способ быть уверенным в безотказной работе помпы. Конечно, если вы заполните полностью контур жидкостью, то можно расположить и резервуар, и помпу в любом положении.
Да в продаже есть и разные корпуса, в некоторых до сих пор есть отсеки под 5.25 дисководы, хотя большинство компаний уже уходит от таких решений. Но производители помп и резервуаров также подумали о владельцах таких корпусов.
Как вы видите, есть разные исполнения в зависимости от того, что вам необходимо. Конечно, я бы уже не рекомендовал брать корпуса с 5.25, но выбор остаётся за вами.
Радиаторы
Радиатор — единственная часть контура, которая отвечает за отвод тепла из вашей системы, поэтому это один из важных компонентов СВО.
Размер
Как хотелось бы сказать, что размер не имеет значения, но здесь обратная ситуация. Чем больше радиатор, тем больше его площадь рассеивания и тем лучше он отводит тепло из вашего контура.
Размер радиатора записывается по размеру вентиляторов, которые можно к нему прикрутить. Так, есть радиаторы под один, два, три, четыре вентилятора и даже пять, но в большинстве случаев для четырёх уже сложно найти корпус, не говоря о пяти. Основное распространение получили радиаторы под 120×120 мм и 140×140 мм вентиляторы. Так, к примеру, радиатор под 2 кулера на 120 мм будет называться 240 мм радиатор, в то время для 140 мм — 280 мм. Если вы видите в магазине радиатор 360 мм, то это радиатор под 3 вентилятора на 120 мм или 480 мм — под 4 вентилятора на 120 мм, изображённый ниже.
Хотелось бы сказать, что на этом всё, но есть ещё один важный размер для радиаторов, и это — его толщина. Существуют тонкие радиаторы меньше 30 мм, средние — от 30 до 35 мм, толстые — свыше 40 мм и радиаторы-«свиньи” — свыше 80 мм. При выборе радиатора также учитывайте, что он должен влезть к вам в корпус вместе с вентиляторами на нём, поэтому очень внимательно подойдите к этому вопросу.
Многие задаются вопросом: » А что лучше: длинные и тонкие, или короткие и толстые радиаторы»?
В первую очередь выбирайте максимальную длину, которая доступна вам, исходя из корпуса, а затем уже толщину. Разница между тонкими и средними радиаторами не слишком велика, в то время как между тонкими и толстыми радиаторами уже чувствуется существенная разница.
“Тяни-толкай”
Тяни-толкай или толкай, или тяни? Ничего непонятно. Если говорить об английских вариантах произношения, то это звучит как push-pull (с двух сторон), push (спереди, охлаждаем воздухом радиатор) и pull (сзади, вытягиваем тепло из радиатора). Что же нам выбрать?
Посмотрим на результаты тестирования от производителя систем водяного охлаждения EK.
При скорости вращения вентиляторов 800 об/мин эффективность конфигурации PUSH-PULL находится на первом месте, затем идёт PULL, а затем PUSH.
Во втором случае, когда вентиляторы вращаются со скоростью 1600 об/мин, эффективность PUSH-PULL также находится на первом месте, в то время как разница между PUSH и PULL становится практически незаметной.
К сожалению, скорее всего вы будете ограничены размерами своего корпуса и не сможете поставить кулеры с двух сторон, да и по стоимости установка “push-pull” достаточно затратна. Что же тогда выбрать — PUSH или PULL? Здесь вам придётся проверить, исходя из вашей конфигурации. Данные тесты проводились просто на столе; у вас же будет, скорее всего, корпус и здесь ещё будет влиять такой фактор, как нагрев самого корпуса. Вам придётся также выбирать между тем охлаждать ваш радиатор холодным воздухом снаружи и нагревать все комплектующие внутри или же нагрев ваших комплектующих проводить через ваш радиатор, а затем выводить его наружу. Если говорить конкретно о температуре процессора в таких случаях, когда СВО собрана только для процессора, то вариант с охлаждением холодного воздуха будет приоритетным выбором, в ущерб температуре видеокарты. Самым же лучшим вариантом будет вынести радиатор за пределы корпуса, если вам позволяет окружающее место, а также в корпусе есть соответствующие отверстия.
Если вам интересно, насколько сильная разница между длинами, толщиной радиаторов, а также установкой вентиляторов, то рекомендую ознакомиться со статьёй.
Корпус и радиатор
Хочется также немного остановиться на корпусе и радиаторе. При подборе радиатора, если у вас уже есть корпус, ознакомьтесь с тем, какие радиаторы вы можете в него установить (в некоторых руководствах по эксплуатации корпусов уже указано то, какие радиаторы вы можете установить), либо собственноручно проведите замеры.
Например, у Phanteks Eclipse P600s в руководстве указано следующее:
Сверху мы можем установить радиаторы 120, 240, 360 мм для вентиляторов 120 мм или 140, 280 для вентиляторов под 140 мм. Спереди 120, 240, 360 или 140, 280, 420, а сзади 120 или 140. Кроме этого учтите, что не всегда возможна установка 360+420 мм радиаторов, которая указана у вас в инструкции, потому как они могут просто напросто заходить друг на друга, поэтому будьте с этим аккуратнее.
FPI
Ещё одна характеристика радиатора — это плотность рёбер: количество рёбер, рассеивающих тепло, измеряется в FPI (количество рёбер на дюйм). Чем больше у вас рёбер, тем больше площадь рассеивания и тем лучше радиатор отводит тепло. С другой стороны, больше площадь рёбер — значит тяжелее проводить воздух через них, следовательно, необходимо крутить вентиляторы на повышенных оборотах, что создаёт дополнительный шум. Но также FPI — не такая и важная характеристика в сравнении с длиной радиатора. Если у вас есть возможность выбрать наиболее длинный радиатор, то можно сделать выбор в пользу меньшей плотности рёбер. Если у вас достаточная площадь поверхности, лучше выбрать чуть более «прозрачные» радиаторы с немного меньшим FPI. Для сравнения ниже изображены разного размера радиаторы с разной плотностью рёбер.
Эффективность
Вы наконец-то выбрали радиатор, который вам подходит. Но как узнать, насколько он эффективен для вашего случая? Типичный совет, который вы можете увидеть на большинстве сайтов и различных статьях, например, у EK — это выбрать 120 мм радиатор, если у вас только 1 компонент, который необходимо охлаждать, и 240 мм, если два. Конечно, это — нормальное правило в обычных условиях. Однако зачем же тогда люди берут два радиатора по 360 мм или даже 2 радиатора по 480 мм? Всё зависит от конфигурации вашего оборудования. Конечно, вы можете постараться узнать на сайте, сколько ватт тепла может рассеять ваш радиатор, а также связаться с технической поддержкой для получения необходимых величин — это самый идеальный вариант. Тем самым вы берете суммарное TDP вашего оборудования и, исходя из этого числа, подбираете себе радиаторы с TDP чуть выше (например, процессор Intel i9–10900K плюс карта NVidia 3080 составляет ориентировочно 600 Вт, следовательно, вам необходимо, чтобы 600 Вт было отведено. Я, конечно, как человек запасливый брал бы на 700 Вт сразу. Цифра достаточно большая и скорее всего вам понадобится не один большой радиатор для установки в корпусе или один большой по типу MO-RA для установки за пределами корпуса). Что делать, если ничего этого нет? Тогда остаётся искать соответствующие тесты в интернете, и зачастую они будут на зарубежных источниках. В рамках данной статьи немного выше уже приводился источник по выбору радиаторов и их эффективности. Это, конечно, очень частные случаи — не у всех есть самое производительное железо и необходимость в его охлаждении. Зачастую для процессора хватает 1 радиатора средней толщины на 280 мм, что даст уже прирост в сравнении с суперкулером.
Металлы
Вопрос совместимости относится ко всем компонентам внутри контура, но т.к. радиатор имеет самое большое количество металла внутри, поэтому данный раздел находится здесь. Никогда не смешивайте разные металлы в рамках одного контура во избежание коррозии. Так, никогда не смешивайте медь и алюминий между собой. Правило простое: если вы выбрали медный радиатор, то избегайте алюминиевых деталей в контуре. Конечно, сами производитель готовых систем водяного охлаждения грешат этим, но по их заверению они используют специальные присадки в их жидкости во избежание возникновения коррозии, а мы поступаем просто — берём всё медное, т.к. медь лучше всего отводит тепло.
Водоблок
Водоблок — это теплораспределитель, спрятанный обычно в акриловом корпусе. Одна сторона теплораспределителя касается необходимой нам поверхности (в нашем случае крышки процессора) своей полированной холодной пластиной, а противоположная сторона представляет собой набор микроканалов, контактирующих с охлаждающей жидкостью. Эти микроканалы имеют ту же цель, что и ребра радиатора — они увеличивают площадь контактной поверхности для ускорения теплопередачи.
Кроме этого в водоблоках присутствует так называемая “разгонная пластина”, которая распределяет поток по микроканалам соответствующим образом.
Размер микроканалов, шероховатость, размер разгонной пластины, её шероховатость, размер щели, количество щелей в пластине — всё это влияет на конечную эффективность по передаче тепла от процессора в наш теплоноситель (жидкость). Конечно, если вы стремитесь выиграть каждый градус при охлаждении, то стоит достаточно ответственно подойти к этому вопросу, изучить самые лучшие решения на рынке и присмотреться к ним. Если же цель — просто перейти на систему водяного охлаждения и сохранить свой бюджет, то можно присмотреться к более дешёвым решениям. Также не забывайте, что, как и воздушный кулер, водоблоки также подходят не под все сокеты, поэтому при выборе обращайте на это внимание.
Вентиляторы
Вентиляторы — также отдельный предмет для обсуждения. Как хочется купить дешёвые и качественные вентиляторы, или же дорогие и производительные, но здесь всё очень индивидуально. Так, например, некоторые утверждают, что EK Vardar — самые лучшие вентиляторы для СВО, тихие и производительные; однако другие говорят, что да, производительные, но далеко не самые тихие.
На рынке вы можете встретить два типа вентиляторов: с оптимизированным воздушным потоком или же обычные вентиляторы, как мы все с вами привыкли, либо с оптимизированным статическим давлением, которые призваны проталкивать воздух сквозь какие-либо препятствия. Например, у Corsair серия AF (расшифровывается как воздушный поток) и SP (статическое давление) или у Arctic серия F (F12, F14) с обычным потоком и серия P с статическим давлением (P12, P14).
На этом рисунке левый вентилятор — модель F12, а правый — P12. Просто взглянув на них, вы можете предположить, что разница между вентилятором с воздушным потоком и вентилятором статического давления заключается в форме их лопастей, и вы окажетесь правы. Вентиляторы P12 имеют широкие, плоские и более закрученные лопасти, которые заставляют воздух двигаться вперёд через любые препятствия. В контуре водяного охлаждения основным препятствием на пути потока являются ребра радиатора. Многие из вас задумаются, что наиболее лучший выбор — вентиляторы с высоким статическим давлением. И вы окажетесь правы, однако это — не основное правило. Радиатор с небольшим значением FPI (с низкой плотностью рёбер) более «прозрачен» и не представляет большой проблемы даже для обычных вентиляторов. Более того, некоторые универсальные вентиляторы, не рекламируемые как вентиляторы с высоким статическим давлением, обеспечивают приличное давление воздуха. Например, вы можете легко установить стандартные вентиляторы Phanteks Enthoo Evolv на радиатор, и они превзойдут вентиляторы Corsair SP LED, которые намного хуже, чем обычные модели SP от Corsair. Как говорится,“истина где-то рядом”: изучайте обзоры, смотрите тесты и сделайте вывод для себя, какой вентилятор достоин внимания, а какой просто проплачен производителем в виде рекламы.
Трубки и фитинги
Жёсткие и гибкие трубки
Как вы уже поняли из названия, есть два вида трубок. Зачастую на некоторых сайтах под шлангами имеется в виду гибкая трубка, а под трубкой — жёсткая. Шланги, помимо кастомных СВО, также используют и в необслуживаемых готовых СВО.
Как вы видите, радиатор соединён посредством шлангов с комбинированным водоблоком и помпой.
Жёсткие трубки — а что о них говорить? Жёсткие есть жёсткие, довольно сложны в обращении, зачастую требуют специальный инструмент для обрезки и загиба, а также специальные фитинги.
Так а что же лучше? Гибкие или жёсткие трубки. Нет однозначного мнения, так что давайте разбираться.
Безопасность. Я считаю, что гибкие трубки с точки зрения безопасности лучше, чем жёсткие. Компрессионные фитинги имеют штуцер, который нужно вставить в шланг с большим усилием, а также потратить некоторое усилие на его снятие. Кроме этого, с компрессионным кольцом фитинга, которое закрывает соединение, почти невозможно, чтобы трубка случайно соскользнула. Также есть компрессионные фитинги для жёстких трубок, они не болтаются и не опасны. Но если вы попытаетесь вытянуть жёсткую трубку вручную, она будет отсоединяться намного проще, чем гибкая.
Сложность. С гибкой трубкой проще работать: перережьте шланг, подсоедините обе стороны, и все готово. Только будьте осторожны, чтобы не согнуть трубку под очень острым углом, чтобы избежать перегиба, который может ограничить или полностью заблокировать поток. Естественно, и этого можно избежать, применив толстый шланг, например, 10/16 (внутренний диаметр/внешний диаметр в мм) — конечно, он более жёсткий, с ним немного тяжелее работать, чем с 10/13, зато у вас меньше шансов сделать перегиб. В свою очередь, жесткая трубка требует больше усилий: вам нужно будет либо согнуть её с помощью дополнительных инструментов (например, теплового пистолета), либо купить адаптеры под углом 45 и 90 градусов для прокладки прямых частей трубки от одного компонента контура к другому.
Материалы. Любая гибкая трубка по своей сути одинакова. Она может быть прозрачной или цветной со специальным покрытием или без него, но в двух словах — это просто гибкий шланг. С жёсткой трубкой у вас гораздо больше возможностей. Для того, кто собирает контур впервые, лучше начать с трубки из PETG: она дешёвая, легко сгибается и намного долговечнее акриловой трубки. Более продвинутые “водянщики” могут выбрать стеклянные трубки из-за их кристально чистого внешнего вида и высокой устойчивости даже к самым агрессивным химическим веществам (помните, из чего сделаны все колбы и флаконы для химических и биологических лабораторий?). Наконец, опытный “водянщик” может использовать медные трубки для ПК в стиле стимпанк или карбон, а также металл или пластик. Есть много вариантов на выбор.
Химическая устойчивость. Я уже упоминал, что стеклянные трубки являются наиболее химстойкими трубками, которые вы можете использовать. Дешёвые варианты (гибкие трубки, акрил, PETG) обычно менее долговечны. Гибкая трубка медленно выщелачивает пластификатор в жидкость, которая забивает петлю и делает трубку непрозрачной. Трубки из PETG чувствительны к пропиленгликолю, поэтому, если вы используете жидкости, продаваемые на вторичном рынке, сначала проверьте их содержимое.
Цена. Учитывая, что вы не выбираете что-то необычное, например, медные или карбоновые трубки, гибкие и акриловые трубки из полиэтилентерефталата одинаково дёшевы.
Внешний вид. Если вы стремитесь к наибольшей производительности, то вы покупаете максимально проветриваемый корпус с возможностью установки водяного охлаждения, приобретаете гибкую трубку и довольный эксплуатируете ваш комплект. Однако, если вы эстет и любите, чтобы было красиво, а также вам не нравятся эти лианы в виде гибких шлангов, то за вами только один выбор — жёсткая трубка. Да, это займёт больше времени, но это — достаточно творческий процесс для особых ценителей. А некоторые проекты и вовсе — отдельный вид искусства.
Размер трубок и фитингов
Трубки маркируются двумя цифрами: внутренний и внешний диаметры или ID и OD. Например, трубка с маркировкой 12–16 мм (или 7/16 «- 5/8» или 12/16) имеет наружный диаметр 16 мм с отверстием 12 мм, что означает, что толщина этой трубки составляет 2 мм.
Размер (и толщина) трубки в некоторой степени определяет её долговечность, но в первую очередь это вопрос личных предпочтений. Для больших корпусов рекомендуется использовать более толстые трубки, поскольку они визуально «заполняют» свободное пространство корпуса. Как по мне, лучший вариант гибкой трубки — 10/16.
После того, как вы выбрали размер трубки, будьте особенно осторожны, выбирая фитинги правильного размера. Интернет-магазины маркируют фитинги в соответствии с размером трубок, под которые они рассчитаны, поэтому пока вы внимательны и обращаете на это внимание, то всё будет в порядке.
Выбор фитингов
Если мы говорим о фитингах, то покупая самые дешёвые на всем известном сайте, вы берёте на себя все возможные возникающие риски. Водоблоки представляют собой две герметичные акриловые детали, насосы останавливаются при выходе из строя, резервуары представляют собой просто пластиковые или стеклянные цилиндры — все узлы контура почти полностью герметичны. Если в вашем контуре образовалась утечка, это с большей доли вероятности — плохой фитинг. Всегда помните, вы получаете то, за что платите, поэтому подумайте о покупке высококачественной продукции известных производителей, таких как Bitspower или Alphacool, или хотя бы Barrow. Однако даже самые лучшие фитинги могут вызвать утечку из-за повреждения резиновых уплотнительных колец острыми краями трубок или простого изнашивания из-за натяжения трубки и химических элементов, содержащихся в охлаждающей жидкости (поворотные адаптеры особенно уязвимы). По этой причине следите за резервуаром: если вы заметили, что уровень жидкости достаточно сильно упал, выключите компьютер и тщательно осмотрите все соединения. Корпуса с панелями из акрила или закалённого стекла очень помогают, поскольку позволяют следить за контуром и вовремя обнаруживать потенциальные проблемы.
Кроме цены, фитинги также бывают разных типов: ерши, вставные (пушины, push-in), быстроразъёмные соединения. Но, как мне кажется, компрессионные фитинги всегда должны быть вашим выбором по умолчанию, поскольку они обычно являются самыми безопасными из-за их плотного сжатия.
Адаптеры
На рынке присутствует большое разнообразие различных адаптеров — угловые 45- и 90-градусные, T- и Y-разветвители, удлинители и т. д. Обратите ваше внимание, что фитинги и адаптеры — это самые уязвимые части контура, поэтому старайтесь не злоупотреблять ими. Тем не менее, было бы неплохо сохранить пару запасных угловых адаптеров на случай, если вы столкнётесь с очень сложным изгибом, который уже стоил вам довольно много испорченных трубок PETG.
Расширители попадают в ту же категорию «на всякий случай». Например, я не планировал ничего из этого использовать, но я очень коротко обрезал трубку, затем в помпе с резервуаром оказалось углубление под фитинг, поэтому пришлось купить угловой фитинг с небольшим расширением, тем самым он идеально вошёл в углубление резервуара и мне не пришлось нагревать трубку для нужного мне изгиба, т.к. угловой фитинг сделал своё дело.
Охлаждающая жидкость
Что же заливать в контур — один из главных вопросов. Самый лучший теплоноситель — вода, но у воды есть негативные эффекты. У нас имеется замкнутый контур и в нём постоянно находится вода, вода содержит в себе примеси и постепенно это вызывает выпадение специфических осадков. Также вода сама по себе начинает со временем “цвести”, что тоже негативно сказывается на охлаждении в контуре, поэтому использование воды крайне не рекомендуется, если только вы не промываете контур, что даже полезно, чтобы вымыть остатки пыли/грязи или каких-либо элементов при производстве компонентов контура. Хорошо, раз вода “цветёт”, то может использовать дистиллированную воду? Неплохой вариант, но не каждая дистиллированная вода не содержит каких-либо примесей, поэтому с дистиллированной водой неплохо будет использовать какую-либо присадку по типу Mayhems и, пожалуй, это будет самый лучший вариант для вашего контура.
Либо второй вариант — использовать готовую охлаждающую жидкость по типу Fusion-X.
Жидкость от EK использовать не рекомендую, т.к. много негативных отзывов по наличию осадка после непродолжительного использования в контуре, хотя сама EK говорит, что менять необходимо через 2 года.
Остался вопрос, а сколько лить? В моей системе с одним радиатором 360 мм, 2 метрами трубки, водоблоком и резервуаром на 150 мм понадобилось около 1 литра охлаждающей жидкости с учётом долива.
Сборка контура
Самое главное при сборке своего контура — не торопитесь, будьте готовы потратить больше времени, чем вы ожидали. Когда вы спешите, то больше склонны к ошибкам, и даже если ничего страшного не произойдёт, вы все равно можете быть недовольны результатом. Если вы начинаете чувствовать усталость или злость, сделайте перерыв.
Если вы используете корпус из-под вашей рабочей системы, то постарайтесь по максимуму убрать всё, что может вам мешать во время сборки. Предварительно накрутите фитинги на все необходимые части контура, помпу, резервуар, радиатор, водоблок. Также если вы крепите к корпусу радиатор, а с другой стороны вентиляторы, то прикрутите вентиляторы к радиатору заранее.
Можно использовать разветвители для подключения нескольких вентиляторов к одному разъёму материнской платы. Некоторые материнские платы, такие как Asrock x570 Taichi, имеют разъёмы вентилятора/ водяной помпы , которые позволяют подключать целую кучу вентиляторов с общим потреблением 2 Ампера. Однако обычные разъёмы для вентиляторов имеют предел мощности в 1 Ампер, поэтому проверьте характеристики вентиляторов и убедитесь, что их общий потребляемый ток не превышает это число, поскольку чрезмерная нагрузка может повредить разъем.
Установите радиаторы, резервуар и помпу. После того, как вы всё установите, вы увидите все достоинства или недостатки вашей сборки и будете иметь возможность всё перепланировать. Также вы можете зарисовать примерную схему для себя, чтобы определиться с точным расположением каждого компонента.
Несмотря на популярный миф, порядок, в котором вы подключаете все узлы контура, не имеет значения (за исключением резервуара, который должен питать помпу напрямую). Когда на систему подаётся рабочая нагрузка, некоторые компоненты нагреваются быстрее, чем другие, тем самым возникает разница в температурах. Однако охлаждающая жидкость имеет очень высокую теплопроводность и циклически проходит через контур с высокой скоростью. Например, помпа D5, настроенная на скорость 50%, обеспечивает циркуляцию всего объёма охлаждающей жидкости всего за несколько секунд. В результате температура жидкости постепенно выравнивается, мы говорим о разнице в пару градусов Цельсия при максимальной нагрузке. В конечном итоге беспокойтесь о простоте доступа к компонентам и эстетическом виде вашей сборки, а не очерёдности элементов в вашем контуре.
После того, как вы уже определились с установкой компонентов в вашем ПК, только тогда режьте вашу трубку. Да, да, трубка обычно продаётся метражом, и вы сами отрезаете нужное вам количество, иначе же вы рискуете попортить трубку, отрезав больше или что ещё хуже — меньше, чем нужно.
Не перетягивайте фитинги при их установке на водоблоки, т. к. корпус блока часто сделан из акрила и может треснуть. То же самое относится и к компрессионным кольцам — не используйте никакие инструменты, достаточно усилий посредством рук и пальцев, не применяйте чрезмерную силу.
Ещё раз проверьте контур перед его заполнением. Убедитесь, что все компрессионные фитинги затянуты, а все запасные отверстия резервуара и помпы (если таковые есть) закрыты заглушками.
Большинство BIOS настроены на отображение предупреждения и/или выключение системы, если кулер ЦП не вращается. Подключите 3-контактный или 4-контактный разъем помпы к разъёму CPU_FAN.
Перед установкой трубок подсоедините все необходимые кабели. Если вы не можете получить доступ к разъёму CPU_FAN после сборки остальной части контура, тогда подключайте 3-контактный или 4-контактный разъем помпы, когда вам удобно. Идеальный сценарий — подключить помпу (и дополнительный кабель питания Sata \ Molex, который может быть у помпы) к другому блоку питания: найдите самый дешёвый блок питания, который сможете достать, и используйте его для питания помпы. Это позволяет безопасно удалить воздух из контура без включения системы, поэтому, если контур потечёт, то жидкость не нанесёт вреда остальным элементам ПК. Обратите внимание, что блок питания не включается, когда его основной 24-контактный кабель отключён, поэтому вам необходимо запустить его от внешнего источника, соединив зелёный провод с любым из черных (земля). Хорошо, а что делать, если у вас в блоке питания нет зелёных проводов, а все чёрные? Тогда просто ориентируйтесь на фиксатор на разъёме. Расположите его вверх, отсчитайте в верхнем ряду слева 3 и 4 контакт и воткните в него перемычку. Да, именно так, стандарт на то и есть стандарт, что неважно, какого цвета у вас провода, контакты всегда будут на тех же местах. Для этого можно использовать канцелярскую скрепку.
Если вы нервничаете из-за того, что вставляете металлические предметы в блок питания, купите перемычку, наподобие той, которая изображена на картинке ниже.
Медленно заполните резервуар и позвольте силе тяжести протолкнуть жидкость в самые нижние части контура. Добавьте ещё жидкости, пока резервуар не станет почти полным, затем включите помпу. Следите за жидкостью в резервуаре и держите палец на выключателе блока питания! Когда в резервуаре почти не осталось охлаждающей жидкости, выключите блок питания и соответственно помпу — помните, нельзя использовать помпу на сухую! Снова наполните резервуар и повторяйте весь процесс, пока контур полностью не заполнится.
В свежезалитой системе много воздуха задерживается в водоблоках и радиаторах. Эти пузыри могут блокировать контур и значительно снижать его производительность, поэтому вам нужно избавиться от него. Закройте заливное отверстие и начните наклонять корпус в сторону. Вы даже можете перевернуть корпус и аккуратно постучать ногтём по трубкам и блокам. По мере того, как все больше и больше воздуха выйдет и соберётся в резервуаре, вам необходимо вернуть корпус в его нормальное положение, открыть резервуар и долить в него ещё жидкости. Вы не можете выпустить весь воздух сразу, дайте ему время, чтобы выйти из контура естественным путём. Это может занять несколько недель в зависимости от сложности контура, но рано или поздно весь воздух уйдёт. Вы можете ускорить процесс, оставив доступные порты резервуара открытыми для выравнивания давления и запустив помпу на высоких оборотах. Внутри резервуара могут собираться маленькие пузырьки воздуха — это совершенно нормально. Маленькие пузырьки постепенно собираются в более крупные и поднимаются вверх, покидая систему.
Управление вентиляторами и помпой
Помпы, как и вентиляторы, могут иметь PWM режим для управления посредством материнской платы. Конечно, в продаже ещё есть и обычные помпы с ручным выбором скорости работы. Обороты помпы, в самом общем смысле, влияют на создаваемое давление, а также скорость течения жидкости в контуре: чем выше скорость и давление, тем, грубо говоря, лучше конечные температуры, но до определённых пределов. Невозможно только увеличением скорости работы помпы добиться сильного охлаждения контура, поэтому ориентируйтесь на максимально выгодный режим работы для себя, а именно температуры — акустический комфорт.
Скорость вращения вентиляторов напрямую влияет на охлаждение: чем быстрее они вращаются, тем быстрее радиатор рассеивает тепло в атмосферу. В то же время вентиляторы являются основным источником шума. Регулировка скорости вращения вентилятора позволяет вам также найти золотую середину между температурами и акустическим комфортом.
Очень много вариантов того, как настроить кривую вентиляторов, начиная от BIOS и заканчивая программным обеспечением. Лично я настраиваю следующим образом: использую программное обеспечение от производителя материнской платы (вот здесь будьте аккуратны, не всё программное обеспечение работает всегда корректно и, возможно, вам придётся всё же настраивать в BIOS, тестировать, настраивать в BIOS и тестировать и так до идеала) и нахожу нужные значения. Затем, как только я нашёл их, то переношу всё в BIOS, дальше я в BIOS сохраняю профиль на всякий случай, сохраняю и выхожу.
На этом настройка заканчивается. Конечно, в BIOS есть соответствующие настройки, заложенные производителем материнской платы для скорости вращения, если они вас устраивают по умолчанию, то достаточно выбрать нужную и сохранить настройки.
Как вы могли заметить, ещё многое осталось за кадром: водоблоки для видеокарт, большинство второстепенных компонентов, специальных контроллеров, а также обращение с жёсткими трубками. Весь этот “водный мир” достаточно интересен, но хорошо, когда ты сам его прощупал своими руками. Используя только основные компоненты и вентиляторы, вы сможете собрать себе кастомную СВО не хуже готовых, а может даже и лучше от именитых производителей, но об этом в другой раз.
Счастливого вам погружения!
Теплоемкость и удельная теплоемкость
- Определите тепловую мощность.
- Определите удельную теплоемкость.
- Выполните вычисления с учетом удельной теплоемкости.
Какой бассейн прогреется быстрее?
Если плавательный бассейн и болот, заполненные водой с одинаковой температурой, будут подвергаться одинаковому подаче тепловой энергии, то в детском бассейне температура наверняка повысится быстрее, чем в плавательном бассейне.Теплоемкость объекта зависит как от его массы, так и от его химического состава. Из-за своей гораздо большей массы плавательный бассейн с водой имеет большую теплоемкость, чем ведро с водой.
Теплоемкость и удельная теплоемкость
Различные вещества по-разному реагируют на тепло. Если металлический стул стоит на ярком солнце в жаркий день, он может стать довольно горячим на ощупь. Вода с одинаковой массой на одном и том же солнце не станет почти такой же горячей. Мы бы сказали, что вода имеет высокую теплоемкость (количество тепла, необходимое для повышения температуры объекта на 1 ° C.) Вода очень устойчива к перепадам температуры, а металлы — нет. Удельная теплоемкость вещества — это количество энергии, необходимое для повышения температуры 1 грамма вещества на 1 ° C. В таблице ниже приведены значения удельной теплоты некоторых распространенных веществ. Символ удельной теплоемкости: c p , с индексом p, указывающим на то, что удельная теплоемкость измеряется при постоянном давлении. Единицами измерения удельной теплоемкости могут быть джоули на грамм на градус (Дж / г ° C) или калории на грамм на градус (кал / г ° C).В этом тексте для удельной теплоемкости будет использоваться Дж / г ° C.
| Вещество | Удельная теплоемкость (Дж / г ° C) |
| Вода (л) | 4,18 |
| Вода (и) | 2,06 |
| Вода (г) | 1,87 |
| Аммиак (г) | 2,09 |
| Этанол (л) | 2,44 |
| Алюминий (и) | 0.897 |
| Углерод, графит (ы) | 0,709 |
| Медь (и) | 0,385 |
| Золото | 0,129 |
| Утюг (ы) | 0,449 |
| Выводы | 0,129 |
| Ртуть (л) | 0,140 |
| Серебро | 0,233 |
Обратите внимание, что вода имеет очень высокую удельную теплоемкость по сравнению с большинством других веществ.Вода обычно используется в качестве охлаждающей жидкости для оборудования, потому что она способна поглощать большое количество тепла (см. Таблица выше). Прибрежный климат гораздо более умеренный, чем внутренний климат из-за наличия океана. Вода в озерах или океанах поглощает тепло из воздуха в жаркие дни и отдает его обратно в воздух в прохладные дни.
Рисунок 17,5
Эта электростанция в Западной Вирджинии, как и многие другие, расположена рядом с большим озером, поэтому воду из озера можно использовать в качестве охлаждающей жидкости.Прохладная вода из озера закачивается в растение, а более теплая вода выкачивается из растения и возвращается в озеро.
Резюме
- Определены теплоемкость и удельная теплоемкость.
Практика
Вопросы
Посмотрите видео и ответьте на вопросы ниже
- Что было в первом воздушном шаре?
- Что было в аэростате отправки?
- Почему не лопнул первый воздушный шар?
- Почему лопнул второй воздушный шар?
Обзор
Вопросы
- Что такое тепловая мощность?
- Что такое удельная теплоемкость?
- У вас есть 10-граммовый кусок алюминия и 10-граммовый кусок золота, стоящие на солнце.Какой металл сначала нагреется на десять градусов?
- У вас есть 20-граммовый кусок алюминия и 40-граммовый кусок алюминия, лежащие на солнце. Какая часть поднимется на десять градусов первой?
- теплоемкость: Количество тепла, необходимое для повышения температуры объекта на 1 ° C.
- удельная теплоемкость: Количество энергии, необходимое для повышения температуры 1 грамма вещества на 1 ° C.
Список литературы
- Бассейн: Пользователь: Mhsb / Wikimedia Commons; Детский бассейн: Пользователь: Aarchiba / Википедия.Бассейн: http://commons.wikimedia.org/wiki/File:Freshwater_swimming_pool.jpg; Детский бассейн: http://commons.wikimedia.org/wiki/File:Wading-pool.jpg.
- Пользователь: Raeky / Wikimedia Commons. http://commons.wikimedia.org/wiki/File:Mount_Storm_Power_Plant,_Areial.jpg.
[/ hidden-answer
]Быстрый ответ: какой металл нагревается быстрее всего?
Поглощает ли золото тепло?
Золотая проволока Золото пластично: его можно растянуть до тончайшей проволоки.
Золото проводит тепло и электричество.
Медь и серебро — лучшие проводники, но золотые соединения дольше их обоих, потому что они не тускнеют.
Почему вода медленно нагревается и остывает?
Ответ и пояснение: Вода нагревается или остывает медленнее, чем многие другие обычные вещества, из-за ее высокой удельной теплоемкости.
Алюминий проводит тепло быстрее всего — в среднем 14 секунд. Бронза была второй по скорости — 16 секунд.Серебро-никель в среднем проводил тепло 19 секунд и оказался самым прочным металлом, использованным в эксперименте, поскольку он не плавился и не гнулся.
Алюминий нагревается быстрее стали?
Как видите, из наиболее распространенных металлов медь и алюминий обладают самой высокой теплопроводностью, а сталь и бронза — самой низкой. … Поскольку сталь плохо проводит тепло, она подходит для высокотемпературных сред, таких как двигатели самолетов.
Медь Какие металлы лучше проводят теплоОбщие металлы, ранжированные по теплопроводности РейтингМеталлТеплопроводность [БТЕ / (ч · фут⋅ ° F)] 1Медь2232Алюминий1183Латунь642 другие строки • 17 февраля 2016 г.
Золото нагревается быстрее меди?
Можно сказать, что вода обладает высокой теплоемкостью (количество тепла, необходимое для повышения температуры объекта на 1 ° C). Вода очень устойчива к изменениям температуры, в то время как металлы в целом не…. Удельная теплоемкость.Вещество Удельная теплоемкость (Дж / г ° C) Углерод, графит (ы) 0,709 Медь (ы) 0,385 Золото (а) 0,129 Железо (ы) 0,4499 Другие строки
Какая жидкость поглощает больше всего тепла?
WaterWater: Global Heat Reservoir Вся вода поглощает много энергии солнца, причем количество поглощаемой энергии напрямую зависит от размера водоема.
Какой камень держит больше всего тепла?
Мыльный камень Мыльный камень: метаморфическая порода, состоящая в основном из талька с различным количеством других минералов, таких как слюды, хлорит, амфиболы, пироксены и карбонаты.Это мягкая, плотная, жаропрочная порода с высокой удельной теплоемкостью.
Что быстрее поглощает тепло дерево или песок?
Песок также имеет относительно низкую удельную теплоемкость. С другой стороны, вода имеет очень высокую удельную теплоемкость. Для повышения температуры воды требуется гораздо больше энергии, чем для повышения температуры песка… .Вариация удельной теплоемкости. ВеществоУдельная теплоёмкость (джоули) песок0,67дерево1,76водода4,181 подробнее строка • 23 мая 2019 г.
Медь быстро нагревается?
Медь — хороший проводник тепла.Это означает, что если вы нагреете один конец куска меди, другой конец быстро достигнет такой же температуры. Большинство металлов — довольно хорошие проводники; однако, помимо серебра, медь — лучшая… .Applications.DeviceUse Нагревают компьютеры, дисководы, телевизоры. Еще 2 строки
Может ли фольга гореть?
Итак, может ли алюминиевая фольга гореть? Нет, алюминиевая фольга не горит. Поскольку температура воспламенения алюминиевой фольги составляет 1220 градусов по Фаренгейту (660 градусов по Цельсию), что довольно много для достижения в духовке или газовой плите, алюминиевая фольга не горит легко.… Хотя алюминий в виде порошка легко воспламеняется.
Почему алюминий нагревается быстрее?
Это связано с тем, что такие металлы, как алюминий, очень хорошо проводят тепло, поэтому они очень быстро поглощают тепло. Когда вы вытаскиваете картофель, фольга очень быстро остывает, будучи хорошим проводником тепла.
Золото нагревается быстрее, поскольку оно плотнее латуни или некоторых других металлов. Когда объект имеет высокую плотность, он будет нагреваться БЫСТРЕЕ, чем объекты с низкой плотностью.
Какой материал нагревается быстрее всего?
1. Воздух быстрее всего нагревается и быстрее всего остывает. 2. Песок и почва нагреваются и остывают быстрее, чем вода, но не так быстро, как воздух.
Что нагревается быстрее, алюминий или сталь?
Таким образом, чтобы поднять килограмм алюминия на один градус, требуется чуть меньше вдвое больше энергии, чем для того же количества стали. В реальной жизни это немного больше, но если все остальные факторы равны, сталь будет нагреваться намного быстрее.
Испытывали следующие металлы: медный сплав, алюминиевый сплав, нержавеющая сталь и чугун. Нержавеющая сталь оставалась горячей дольше всех, демонстрируя наибольшую тепловую инерцию, а алюминий — наименьшую.
Большинство оксидов металлов (например, ржавчины железа) вообще не проводят электричество, что отличает этот металл. А диоксид ванадия фактически не проводит тепло или электричество до температуры около 60 ° C. До этого момента он является изолятором.Тогда он становится металлом.
Законы термо-кулинарной динамики
W Если подумать о том, чем горшки, сделанные из глины или металла, различаются, полезно начать с их различной способности проводить тепло. Рассмотрим это:
- Глина проводит тепло со скоростью от 0,15 до 1,8 Вт на каждый метр толщины материала.
- Железо проводит тепло со скоростью 80 Вт на метр.
Это огромная разница. А это означает, что за определенный час железо передает в 50 раз больше тепла из духовки в стенки горшка, а затем в пищу внутри, чем из глиняного горшка.Алюминий еще более агрессивен, он переносит тепло в 100 раз быстрее, чем глина. А медный горшок — самый быстрый из всех, он передает тепло в 500 раз быстрее, чем его эквивалент в глине.
Когда тепло сохраняется в кулинарном материале, полезно подумать о «теплоемкости» сосуда — или его способности накапливать тепло и перемещать его внутри своего собственного материала. Теплоемкость — это мера того, сколько калорий требуется (да, тепло также известно по калориям), чтобы поднять один грамм материала на один градус.Физики называют это качество «теплоемкостью». Итак, давайте посмотрим на разницу в удельной теплоемкости для каждого из этих материалов для приготовления пищи:
- Глина имеет удельную теплоемкость 0,33
- Железо имеет удельную теплоемкость 0,11 — примерно одну треть от глины.
- А медь имеет удельную теплоемкость 0,09 — почти четверть от глины.
Все это означает, что глина может хранить в три-четыре раза больше тепла, чем железо или медь, прежде чем ей потребуется передать это тепло в пищу.И как только он это сделает, он также сможет распределять в три-четыре раза больше тепла, но делать это медленно. Самое главное, что это волшебство замедленного действия может происходить, по крайней мере, в первые часы приготовления при температуре 200 или 400 градусов.
Сумма этих динамических характеристик создает своего рода «тепловую инерцию», — говорит Паоло Карини, доктор физико-математических наук, преподающий в средней школе Сан-Франциско-Вальдорф. (У нас с Карини было так много разговоров о том, как все эти факторы работают на кухне, что у меня возникло искушение выдвинуть его идею в Международный союз чистой и прикладной физики как «Закон тепловой инерции Карини.”)
Чтобы проверить, как инерция проявляется на практике, я решил провести эксперимент (по предложению Гарольда МакГи, автора книги «О еде и кулинарии: наука и знания о кухне»).
Сначала я нагрел три сковороды одинакового размера на одинаковом уровне пламени. Один был из глины, один из чугуна и один из нержавеющей стали с алюминиевой нижней стороной ( All-Clad ). После того, как каждый из них прогревался в течение 5 минут, я измерял температуру его поверхности (с помощью инфракрасного термометра) каждую минуту в течение трех минут.Затем я выключил горелку и продолжал измерять температуру с теми же интервалами еще семь минут; а затем снова через 10 минут. Чтобы увидеть, как быстро и равномерно распространяется тепло, я провел измерения в двух местах: в центре сковороды и по ее краям. Различия меня поразили.
Из трех из них глиняный горшок стал самым горячим — более 400 градусов — но только в центре. И на это потребовалось время. Однако как только я выключил огонь, жар в глиняном горшке начал распространяться, подняв температуру по краям примерно с 195 градусов до чуть более 200 градусов.Через несколько минут края продолжили нагреваться, достигнув 212 градусов, в то время как центр медленно охладился. После первых 10 минут измерения температура сковороды была почти одинаковой.
Железный горшок, однако, начинался примерно под 375 градусами в центре и примерно под 250-275 градусами по краям. По мере того, как горшок становился более горячим, этот дифференциал оставался относительно постоянным — и он оставался таким же, как и он. Другими словами, когда сковорода устремилась, чтобы избавиться от тепла, каждая область сковороды остывала с одинаковой скоростью.Таким образом, сковороде никогда не удавалось достичь равномерной температуры.
Сковорода из нержавеющей стали была самой удивительной: она пыталась нагреться до 250 градусов, но эта температура быстро распространилась по сковороде, так что практически не было разницы от центра к краю. Низкая температура действительно сбивала меня с толку, пока я не понял, что эти два материала (алюминий и сталь) так быстро рассеивают тепло, что, вполне возможно, очень мало можно измерить на поверхности сковороды. Что может быть лучше для спешащих поваров, которым нужен постоянный жар? Однако как только конфорка была выключена, эта сковорода начала довольно резко охлаждаться в центре — настолько, что вскоре она стала на 25-50 градусов холоднее, чем по краям.В течение нескольких минут сковорода почти полностью избавляется от тепла. Легко пришло, легко ушло.
После полных 20 минут глиняный горшок оставался самым теплым из трех — безусловно (150, 100 и 60 соответственно). Эти различия указывают на одну причину, по которой она нравится многим поварам, использующим глину. После того, как блюдо готовится в глиняном горшочке, многие с удовольствием переносят горшок прямо к столу, где он маняще пузырится, а гости толпятся вокруг, испытывая головокружение от великолепной еды, ожидающей их.
Все это упражнение заставило меня вообразить реакцию стейка или жаркого, благодетеля которого кормили и выращивали в течение нескольких месяцев, пока оно не достигло совершенства.Когда он собирался встретить свое окончательное превращение в кастрюлю или горшок из металла, а не из глины, он мог повернуться к сосуду, как самоуверенный любовник, и сказать: «Что за спешка? Почему бы нам не найти время и не получить от этого удовольствия? »
NAEP Science 2009 — ICT Energy Transfer
В этом 20-минутном задании учащиеся исследуют, какой металл будет лучше сделать дно сковороды. При проектировании и проводя свои исследования, студенты используют моделируемый калориметр для проверить удельную теплоемкость двух металлов, которые могут быть использованы для дно сковороды.
Ниже приведены вопросы, ваши ответы и критерии оценки для каждого из вопросов в этой задаче. Используйте навигацию слева, чтобы вернуться к просмотру сайта или выполнить другую задачу.
Слева приведен график, показывающий результаты, когда блок меди 250 г при 60,0 градусах Цельсия был помещен в 250 г воды при 20,0 градусах Цельсия.
Исходя из данных, что случилось с температурами материалов? Выбрать все, что подходит.
А.Температура воды повысилась.
Б. Температура воды снизилась.
C. Температура меди увеличилась.
D. Температура меди снизилась.
Ваш ответ:
Объясните, почему произошли эти изменения температуры. В своем ответе опишите, что произошло с молекулами воды и атомами меди во время этих изменений.
Ваш ответ:
Пример полного ответа студента:
С течением времени медь передавала небольшую часть своего тепла воде, обеспечивая повышение температуры воды и снижение температуры меди.Молекулы воды будут ускоряться при повышении температуры. Атомы в меди будут замедляться при понижении температуры.
Завершено:
В ответе ученика выбирается (A) температура воды увеличилась и (D) температура меди снизилась, и дается правильное объяснение, состоящее из двух частей:
- Указывает, что при контакте объектов с разной температурой тепловая энергия (тепло) течет от объекта с более высокой температурой к объекту с более низкой температурой.
- Указывает, что движение (скорость, количество столкновений) молекул воды увеличивается, а движение атомов меди уменьшается.
Основной:
В ответе учащегося выбирается (A) или (D), и нет другого варианта, и дается правильное объяснение.
ИЛИ
В ответе учащегося выбираются (A) и (D) и рассматривается одна часть правильного объяснения.
Частично:
В ответе учащегося выбирается либо (A), либо (D), либо смесь правильных и неправильных вариантов, а также дается объяснение, касающееся одной части правильного объяснения.
ИЛИ
Ответ учащегося выбирает (A) и (D) и не дает никаких объяснений или общих объяснений, связанных с удельной теплоемкостью или температурой материалов, которые не содержат неверной информации.
Неудовлетворительно / Неправильно:
Ответ ученика неадекватен или неверен.
| Завершено | Essential | Частично | Неудовлетворительно / Неправильно | Опущено |
|---|---|---|---|---|
| 4 | 23 | 11 | 61 | # |
Теперь вы можете регулировать температуру и массу как меди, так и воды.
Запустите моделирование с 250 г меди при 20,0 градусах Цельсия и 250 г воды при 60,0 градусах Цельсия.
Какое утверждение, на основании ваших данных, верно?
A. Медь имела большее изменение температуры, чем вода.
Б. Температура воды изменилась сильнее, чем у меди.
C. Температура как меди, так и воды изменилась на одинаковую величину.
D. Температура как меди, так и воды не изменилась.
Ваш ответ:
Правильный ответ: A
| Вариант A | Выбор B | Выбор C | Выбор D | Опущено |
|---|---|---|---|---|
| 77 | 7 | 8 | 7 | 1 |
Используйте моделирование, чтобы выяснить, имеет ли медь или вода более высокую удельную теплоемкость.
По вашим данным, какое вещество имеет более высокую удельную теплоемкость?
A. Медь
Б. Вода
Ваш ответ:
Объясните, откуда вы знаете. Используйте свои данные для обоснования своего объяснения.
Ваш ответ:
Пример полного ответа студента:
Вода имеет более высокую удельную теплоемкость, поскольку она меньше склонна к изменению температуры.Это означает, что для повышения температуры воды требуется больше энергии. Медь с температурой 60 градусов по Цельсию и той же массой, что и вода, в которую она была помещена, остыла до 23,4 градусов по Цельсию. С другой стороны, температура воды, начиная с 20 градусов по Цельсию, поднялась до 23,4 градусов по Цельсию.
Оценка и описание:
Пример данных моделирования:
Завершено:
В ответе учащегося выбирается (B) Вода и дается правильное объяснение, которое включает сравнение количества тепловой энергии, переданной для изменения температуры (равных масс) воды и меди (1 ° C), и ссылается на достоверные данные для поддержки. .Пояснение указывает на то, что температура воды изменилась меньше, чем температура меди (когда равные массы меди и воды при разных температурах были помещены в контакт), что показывает, что на один градус изменения температуры воды передается больше тепловой энергии (тепла). чем медь.
Essential:
Ответ ученика выбирает (B) и указывает, что температура воды изменилась меньше, чем температура (равной массы) меди, или что больше тепловой энергии (тепла) передается для изменения температуры (равных масс) воды ( 1 ° C), чем медь (1 ° C).
Частично:
В ответе учащегося выбирается (B) и предоставляется общее наблюдение на основе достоверных данных или некоторые соответствующие данные, но не объясняется, как эти данные использовались для сравнения удельной теплоемкости материалов.
ИЛИ
Ответ ученика выбирает (A) медь, но дает объяснение, указывающее, что температура воды изменилась меньше, чем температура меди, и предоставляет достоверные данные, подтверждающие правильный выбор (B).
Неудовлетворительно / Неправильно:
Ответ ученика неадекватен или неверен.
| Завершено | Essential | Частично | Неудовлетворительно / Неправильно | Опущено |
|---|---|---|---|---|
| 6 | 9 | 10 | 75 | # |
Опишите процедуру, которую вы использовали для сравнения удельной теплоемкости металлов с помощью моделируемого калориметра.
Ваш ответ:
Опишите, как вы решили, какие комбинации температуры и массы установить для каждого металла в ходе испытаний.
Ваш ответ:
Пример полного ответа студента:
Процедура, использованная для сравнения удельной теплоемкости металлов, заключалась в том, что я установил начальную температуру воды на 60 градусов Цельсия и массу на 250 г. Затем я установил массу обоих металлов на 250 г и температуру для обоих на 20 градусов Цельсия.Это позволило мне провести эксперимент и сравнить оба металла в одинаковых условиях. Я решил использовать 250 граммов как металлов, так и воды, чтобы использовать как можно больше металла и как можно меньше воды. Установка температуры обоих металлов на 20 градусов по Цельсию позволила мне увидеть, на сколько градусов повысилась температура каждого металла.
Руководство по подсчету очков
Завершено:
Студент описывает действующую процедуру, состоящую из трех частей:
- Указывает, что минимум два контролируемых испытания, по одному для каждого металла, с начальными условиями (масса металлов, масса воды, начальная температура металла и начальная температура воды), сохраняемые постоянными (одинаковыми для двух испытаний).
- Указывает, что начальная температура металлов как минимум на 10 ° C отличается (выше, ниже) от начальной температуры воды (так что можно наблюдать изменение температуры).
- наблюдает за изменением температуры металлов и воды.
Основной:
Ответ студента касается двух частей действующей процедуры.
Частично:
Ответ студента касается одной части действующей процедуры.
Неудовлетворительно / Неправильно:
Ответ ученика неадекватен или неверен.
| Завершено | Essential | Частично | Неудовлетворительно / Неправильно | Опущено |
|---|---|---|---|---|
| 5 | 21 | 26 | 40 | 7 |
По данным ваших исследований, какой металл имеет более высокую удельную теплоемкость?
А.Медь
Б. Алюминий
Ваш ответ:
Объясните, откуда вы знаете. Используйте свои данные для обоснования своего объяснения.
Ваш ответ:
Пример полного ответа студента:
Температура алюминия изменилась меньше, чем температура меди при тех же условиях. Таким образом, алюминию требуется больше энергии для изменения температуры. Следовательно, алюминий имеет более высокую удельную теплоемкость.
Руководство по подсчету очков
Действительные данные моделирования:
Полный:
Ответ ученика выбирает (B) Алюминий и дает объяснение, демонстрирующее понимание того, что для изменения температуры алюминия требуется больше тепловой энергии по сравнению с (такой же массой) меди, что основано на достоверных данных. Данные показывают, что температура алюминия изменилась меньше (медленнее), чем температура меди (или температура воды изменилась больше с алюминием, чем с медью).
Essential:
Ответ ученика выбирает (B) и сравнивает изменение температуры (или количество переданной тепловой энергии) для алюминия и меди на основе достоверных данных.
ИЛИ
Ответ учащегося выбирает (B) и предоставляет достоверные данные для поддержки без объяснения причин.
Частично:
В ответе учащегося выбирается (A) медь и содержится ссылка на достоверные данные, подтверждающие правильный выбор (B), или включается объяснение, демонстрирующее понимание взаимосвязи между удельной теплоемкостью и изменением температуры.
Неудовлетворительно / Неправильно:
Ответ ученика неадекватен или неверен.
| Завершено | Essential | Частично | Неудовлетворительно / Неправильно | Опущено |
|---|---|---|---|---|
| 2 | 23 | 15 | 59 | 1 |
Помните, что лучший металл для дна сковороды будет иметь большее повышение температуры, когда ему передается определенное количество тепловой энергии.
Какой металл лучше всего использовать для дна сковороды?
A. Медь
Б. Алюминий
Ваш ответ:
Объясните, откуда вы знаете. Используйте свои данные для обоснования своего объяснения.
Ваш ответ:
Пример полного ответа студента:
Температура меди увеличивается сильнее, когда вода горячая, из-за более низкой удельной теплоемкости.
Руководство по подсчету очков
Завершено:
В ответе учащегося выбрано (A) Медь и дано правильное объяснение, состоящее из трех частей:
- Указывает на понимание того, что медь имеет более низкую удельную теплоемкость, чем алюминий.
- Указывает, что изменение температуры металла было больше для меди (когда более горячий металл добавлен в более холодную воду) или изменение температуры воды было меньше для меди (когда более горячий металл добавлен в более холодную воду).
- Указывает, что медь нагревается быстрее (удерживает меньше тепла).
Возможны пояснения в отношении алюминия.
Essential:
В ответе учащегося выбирается (A) Медь и рассматривается одна или две части правильного объяснения.
ИЛИ
В ответе учащегося выбирается (B) Алюминий и рассматриваются две части правильного объяснения. Объяснение согласуется с более низкой удельной теплоемкостью для меди, но актуально для поддержки выбора алюминия в качестве лучшего выбора для посуды.
Частично:
Ответ ученика выбирает (A) Медь и дает общее объяснение, относящееся к удельной теплоемкости меди, или общее описание данных.
ИЛИ
Ответ ученика выбирает (B) Алюминий и включает действительные данные или относится к теплопередаче или удельной теплоемкости для поддержки правильного выбора (A). Ответ не может содержать неверную или противоречивую информацию.
Неудовлетворительно / Неправильно:
Ответ ученика неадекватен или неверен.
| Завершено | Essential | Частично | Неудовлетворительно / Неправильно | Опущено |
|---|---|---|---|---|
| # | 23 | 16 | 60 | # |
ИСТОЧНИК: U.S. Департамент образования, Институт педагогических наук, Национальный центр статистики образования, Национальная оценка образовательного прогресса (NAEP), Оценка науки 2009.
Теплообменники: медь против нержавеющей стали
Многие приборы HVAC имеют компонент, известный как «теплообменник». Они бывают разных форм, но именно металл, из которого состоит ваш теплообменник, часто оказывает самое большое влияние.
Этот кусок металла отдает тепло от одной жидкости (напр.g., горячая вода в вашем водонагревателе) в другой (например, бытовая вода, идущая в ваш кран). Существует хороший выбор металла, который вы можете использовать для этого теплообменника, от бронзы и титана до латуни и углеродистой стали.
Однако теплообменники из меди и нержавеющей стали используются чаще всего, поскольку они менее дороги и все же очень эффективны. Один из наиболее частых вопросов, которые нам задают наши клиенты, — это варианты: что лучше: водонагреватель, водонагреватель, бойлер или другой прибор для отопления, вентиляции и кондиционирования воздуха из меди или нержавеющей стали?
Основными проблемами домовладельца при выборе между медью и нержавеющей сталью должны быть теплопроводность, долговечность и цена.
В этом руководстве мы рассмотрим плюсы и минусы теплообменников из меди и нержавеющей стали.
Что лучше: теплообменники из меди или из нержавеющей стали?
Теплопроводность
Теплопроводность теплообменника определяет, насколько быстро он передает тепло от источника нагрева распределительной жидкости. В этом отношении теплообменник с медью намного быстрее передает тепло, чем теплообменник из нержавеющей стали.
Вот основные уровни теплопроводности двух разных металлов, измеренные в ваттах на метр до Кельвина [1]:
- Медь: до 401
- Нержавеющая сталь: менее 20
В среднем теплопроводность меди в 20 раз больше, чем у нержавеющей стали.На практике это означает, что медь может передавать тепло в 20 раз быстрее. Так что, если вам нужен быстрый нагрев, медь будет работать вам на пользу.
Зачем нужно что-то быстро нагревать? Это важный вопрос, который следует задать, если вы выбираете между, скажем, проточный водонагреватель из меди или нержавеющей стали.
Например, если у вас есть бассейн и вы планируете купаться в осенний день, водонагреватель с медным теплообменником поможет вам подготовить бассейн намного быстрее.С теплообменником из нержавеющей стали вы можете ждать до 72 часов, прежде чем ваш бассейн нагреется до 10 градусов Цельсия.
Даже если вам не нужно быстро нагревать предметы, более высокая теплопроводность, обеспечиваемая медью, также приводит к более высокой эффективности. В результате использование теплообменника с медью приведет к снижению затрат на электроэнергию. В конце концов, обогреватель или бойлер, который должен работать дольше для обогрева вашего дома, бассейна или водопроводной воды, будет стоить вам дороже.
Прочность
Прочность — это большая проблема для теплообменников, когда речь идет о таких приборах, как бойлер.Это связано с тем, что конденсационные котлы (самый популярный тип в настоящее время) выделяют коррозионный конденсат, который может разъедать металл в теплообменнике.
Теплообменник, который не может противостоять конденсату, быстро подвергнется коррозии, что потребует затратной по времени и дорогостоящей замены. В результате вы, вероятно, захотите выбрать теплообменник, который сможет противостоять коррозии в течение длительного времени.
В данном случае явным победителем является нержавеющая сталь. В отличие от стандартной стали, нержавеющая сталь обладает свойством, известным как «пассивация».«Это относится к его способности образовывать на себе слой оксида в ответ на контакт с воздухом. [2]
Этот слой оксида защищает нержавеющую сталь от коррозии и ржавчины, обеспечивая более длительный срок службы по сравнению с обычной сталью. По сути, он идеально подходит для использования в любом теплообменнике, который будет контактировать с агрессивными элементами.
С другой стороны, медь гораздо более уязвима к коррозии. Конденсат превращает атомы меди в ионы меди, эффективно растворяя металл со временем.Это большая проблема по двум причинам. Во-первых, из-за меньшей продолжительности жизни; затем, потому что корродированный медный теплообменник теряет эффективность.
Принимая во внимание, что более высокий КПД и теплопроводность были преимуществом для меди, уменьшение баланса в другом случае.
Цена
Медь, как правило, дешевле нержавеющей стали при покупке в том же количестве, и это справедливо при использовании в теплообменниках. Хотя это может побудить вас приобрести медь для теплообменника, помните, что она гораздо менее долговечна.Вам придется покупать больше заменителей меди, чтобы поддерживать уровень ее эффективности. В результате медь может оказаться более дорогой в долгосрочной перспективе.
Как правило, вы обнаружите, что производители теплообменников будут предлагать медь по умолчанию, потому что они дешевле. Эти компании осознают необходимость компромисса между стоимостью и продолжительностью жизни, когда стоимость является вопросом «плати сейчас или плати позже». Вы либо платите больше за теплообменник из нержавеющей стали, который прослужит дольше, либо платите позже, чтобы раньше заменить медный.
Всего
Окончательный выбор сводится к тому, думаете ли вы о долгосрочной или краткосрочной перспективе. Если вы планируете повысить ценность своего дома за счет установки высококачественного оборудования HVAC, выберите вариант с долгосрочным обслуживанием. (например, газовые котлы и теплообменники из нержавеющей стали). Долгосрочный вариант сэкономит вам деньги и снизит потребность в обслуживании и замене систем отопления, вентиляции и кондиционирования воздуха.
Таким образом, должно быть очевидно, что нержавеющая сталь, более дорогой из двух металлов, лучше подходит для тех, кто думает долгое время.Однако если вам действительно нужен теплообменник с самой высокой проводимостью для быстрого нагрева больших водоемов (например, бассейна) или больших домов, то лучшим выбором может быть медь.
Конечно, нержавеющая сталь может делать все, что может медь, только медленнее и немного дороже.
Решились и готовы приступить к работе? Щелкните здесь, чтобы начать!
Теплопередача
Тепло естественным образом перетекает из регионов с более высокими температурами в регионы с более низкими температурами.Три основных механизма передачи тепла — это теплопроводность, конвекция и излучение. Мы рассмотрим каждый из них по отдельности, но в конкретной ситуации могут быть важны несколько механизмов.
Проводимость
Теплопроводность включает в себя передачу энергии в виде тепла от горячей области к более холодной через материал. На более горячем конце атомы, молекулы и электроны колеблются с большей энергией, чем на более холодном конце. Атомы, молекулы и электроны обычно не перетекают из одного места в другое — вместо этого энергия течет через материал, передаваемый вибрациями.
Скорость, с которой тепло проходит вдоль стержня длиной L, зависит от длины, площади поперечного сечения A, разницы температур между горячим и холодным концом, T H — T C и теплового проводимость k материала.
Скорость передачи энергии — мощность, поэтому:
P cond = Q / t = kA (T H — T C ) / л
Металлы обычно обладают высокой теплопроводностью из-за беспорядочного движения свободных электронов.Они очень эффективны при передаче энергии через металл. Медь, например, имеет теплопроводность 400 Вт / (м · К) по сравнению с 0,024 Вт / (м · К) для изоляции из пеноматериала.
Значения R
Изоляционные материалы оцениваются по их величине R, которая измеряет их сопротивление проводимости. Чем выше R, тем ниже проводимость.
R = л / к
Конвекция
Теплообмен в жидкостях обычно происходит за счет конвекции, при которой текущая жидкость переносит тепло из одного места в другое.Конвекционные токи возникают из-за разницы температур. Более горячие (менее плотные) части жидкости поднимаются, а более холодные (более плотные) опускаются. Птицы и планеры используют восходящие конвекционные потоки для подъема, и мы также полагаемся на конвекцию для удаления загрязнения с уровня земли.
Принудительная конвекция, при которой жидкость не течет сама по себе, а выталкивается, часто используется для нагрева (например, печи с принудительной циркуляцией воздуха) или охлаждения (например, вентиляторы, автомобильные системы охлаждения).
Черная банка и блестящая банка
Две банки, одна черная и одна светоотражающая, находятся при комнатной температуре.Затем их подвергают воздействию тепловой лампы. Какой из них нагревается быстрее всего? Банки идентичны, за исключением поверхности.
- банка черная
- блестящая банка
- нагреваются с одинаковой скоростью
Мы, наверное, все заметили, оставляя черные предметы на солнце, что они нагреваются быстрее всего. Черная банка поглощает излучение более эффективно, чем блестящая банка, которая отражает большую часть излучения.
Затем те же две банки наполняются горячей водой.Что остывает быстрее всего?
- банка черная
- блестящая банка
- остывают с одинаковой скоростью
Тепловое излучение
Энергия, передаваемая тепловым излучением, передается в виде электромагнитных волн. Часто это инфракрасное излучение, но это также может быть видимый свет или излучение более высокой энергии.
Тепловое излучение относительно безопасно и не является опасным ядерным излучением, связанным с ядерными бомбами и т. Д.
Мы и все вокруг нас постоянно поглощаем излучаемую энергию и снова излучаем ее. Когда все имеет одинаковую температуру, количество полученной энергии равно количеству отдаваемой энергии, и никаких изменений температуры не происходит. Более горячие объекты излучают больше энергии, чем поглощают, а более холодные объекты поглощают больше, чем излучают.
Чистая скорость, с которой объект излучает энергию, сильно зависит от температуры. Для объекта с температурой T (в Кельвинах) и площадью поверхности A чистая скорость излучаемой энергии равна:
P net = P рад — P абс = σεA (T 4 — T env 4 )
, где T env — температура окружающей среды, а
постоянная Стефана-Больцмана σ
= 5.67 x 10 -8 Вт / м 2
ε называется коэффициентом излучения. Это показатель того, насколько эффективно объект поглощает и излучает излучаемую энергию. У объектов с высокой отражающей способностью коэффициент излучения близок к нулю. С другой стороны, черные объекты обычно очень хорошо поглощают и излучают излучение и имеют коэффициент излучения, близкий к 1. Объект с ε = 1 называется идеальным черным телом,
Лучшие поглотители также являются лучшими излучателями. Черные предметы нагреваются быстрее блестящих, но и остывают быстрее.
Титан не холодный, теплопроводность титана низкая
Если вы сделаете его из титана, вам захочется немного потрогать его.
Зимой, когда холодно, когда прикоснешься к холодному металлу по звенящему подбородку … «Круто холодно! Он будет терпеть, прежде чем прикасаться. В районах с низкой температурой есть вещи, от которых руки замерзают и прилипают, если не позаботиться о них.
Но, когда это титан, это не слишком холодно (немного холодно).Это связано с небольшой теплопроводностью титана.
Титан плохо передает тепло рук = тепло не отнимает много от рук.
Теплопроводность чистого титана составляет 17 (Вт / м · К), это примерно 1/4 железа и примерно 1/23 меди. А титан легко нагреть и легко охладить.
Немного странно, что его легко согреть и легко согреть, хотя теплопроводность плохая.Но то и это физически совсем другая проблема.
Количество тепла, необходимое для повышения температуры единицы массы материала на 1 градус, называется «удельной теплоемкостью», но удельная теплоемкость титана не сильно отличается от удельной теплоемкости железа или нержавеющей стали. Однако, поскольку титан имеет небольшой удельный вес, если мы посмотрим на количество тепла (= «теплоемкость»), необходимое для однократного подъема на единицу объема, это будет примерно 6 (около 6) железа того же размера (= объем). и нержавеющая сталь. Вы можете поднять его на ту же температуру с теплотой сгорания.
Другими словами, когда титан подвергается воздействию огня того же размера, он нагревается примерно на 60% времени, чем железо и нержавеющая сталь. Кроме того, если вы используете прочный титан, вы можете сделать его тоньше, чем железо или нержавеющая сталь, вы можете быстрее повысить температуру за счет меньшей массы. Это характерно для титановых горшков и т. Д.
Идеально подходит для чего-то, что при растяжении поднимает температуру, а при взрыве тускнеет.Однако в местах с огнем и без огня из-за низкой теплопроводности будут возникать перепады температуры. Если вы не будете сладко готовить, вы обожжетесь, и вам не о чем беспокоиться, так что будьте осторожны.
Также, хотя и не требуется, титановый горшок не нагревается. Это интересно. Титановые чашки легко пить, потому что горячие губы, приложенные к чашке, не будут горячими, даже если вы налейте горячий кофе. Кроме того, поскольку он не плавится, в отличие от других металлических чашек, он не имеет странного вкуса.
Сделать кружку из титана?
Тёплое трудно остудить,
холодное тяжело согреть.
У меня нет странного вкуса.
Очищайте в любое время, пока не попадете на солнечный свет.
Также можно ожидать антибактериального эффекта.
Согласно одной теории, горечь и вяжущие компоненты разлагаются фотокаталитическим действием оксидной пленки на поверхности титановой чашки, и сладость вина и тому подобного, кажется, увеличивается.Я не пробовал, поэтому не знаю, но это сказка с мечтой. Кроме того, в качестве примера можно привести доску для сноуборда, в которой используется низкая теплопроводность и низкая теплоемкость титана.
Титановая панель в виде снежного цвета была установлена на «Звездный водопад Сато Охаси» на трассе 452 города Ашибетсу на Хоккайдо. Когда сразу падает снегопад башни, поддерживающей мост, это опасно для автомобилей и пешеходов, и это необходимо для предотвращения этого.Давайте бросим его до того, как накопится снег, и он не превратится в большой ком.
Чтобы снег соскользнул по металлической пластине, необходимо небольшое количество воды между снегом и металлической пластиной (жидкая смазка). Я вообще не поскользнулся без воды. Это тот же принцип, что и при катании на коньках: хорошее скольжение при небольшом количестве воды.
Хотя я на какое-то время сошла с рельсов, катание часто скользит, когда человек в обуви для коньков выходит на лед, давление на лед оказывается весом.Когда ко льду прикладывают давление, температура плавления снижается только там, где он применяется (температура не снижается). Тогда только часть льда тает и превращается в воду, по которой скользит лезвие.
Следовательно, чтобы хорошо скользить по снегу, необходимо использовать материал, который может хорошо смазывать жидкость. для этого
① Температура имеет тенденцию к повышению из-за солнечного света = теплоемкость мала
② Вода, которая является источником жидкой смазки снега, который начал скользить, не впитывается сноубордом, теплопроводность низкая
③ Гладкая поверхность навсегда = Коррозионная стойкость хорошая
Необходимо выполнить условие типа.
Кроме того, вода, которая становится источником таяния снега, возникает из-за повышения температуры из-за солнечного тепла и таяния снега из-за тепла трения, вызванного скольжением. Итак, суперматериал, сочетающий эти характеристики, — титан! На деревенском мосту, падающем со звезды, кажется, что с момента установки были приняты хорошие меры по выпадению снега.
Кроме того, ощущение отсутствия прикосновения также является большим преимуществом для ювелирных изделий, оборудования для мощения и вспомогательных устройств.Я думаю, было бы замечательно, если бы это помогло сделать жизнь немного ярче, если бы помогло инвалидам и тем, кто им помогает.
От износостойкого оборудования для укладки дорожного покрытия до оборудования для укладки, которое легко носить в любое время года. Такая возможность также скрывает титан.
.