Станок холодной ковки улитка своими руками чертежи
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.

Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.

Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии.
 При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным. - Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
 При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.

Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
 Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия. Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла.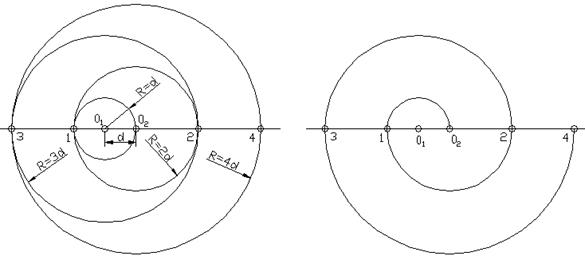 «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
«Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление оснастки «улитка» проходит в несколько этапов.
- Вначале необходимо начертить Архимедову спираль (см. рисунок ниже), шаг у витка равен 20 мм. Рисунок необходимо поделить на четыре зоны.

В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Главная страница » улитки для холодной ковки
На данной странице вы найдете сведения по теме “улитки для холодной ковки”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
Для оформления внутреннего интерьера помещений и придомовой территории часто используются завитки из металлических прутков. Станок улитка для холодной ковки — это устройство, с помощью которого создаются узоры закруглённой формы (завитки, волюты). Своими руками из металлических листов делаются шаблоны для дальнейшего использования.
Данная статья посвящена назначению станков улитка, их устройству и области применения в целом, не разделяя на самоделки и промышленные. О самодельных устройствах этого типа на сайте существует отдельная статья.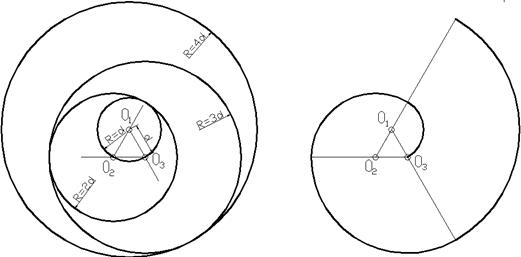
Принцип работы и устройство
Станок улитка позволяет изготавливать закруглённые фигурные элементы с нагревом или без него. Мастер работает вручную или использует электрический привод (такой метод применяется при необходимости выполнения больших объёмов работ).
Станок улитка может быть сконструирован разными способами:
- В форме шаблона, который приварен к основанию;
- В виде отдельных разборных элементов (сегментов), которые закрепляются на основании.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
Простой ручной привод применяется путём наматывания прутка на шаблон при помощи рук или рычагов. Для работы на станке с электрическим приводом рычаг присоединяется к ножке станины и двигается при помощи подшипника, который перемещается по основанию улитки. В приспособлениях со сложной конструкцией вращения совершает кондуктор, крепящийся на ось вала. Двигают его при помощи рычагов либо электроприводом.
Разновидности
Среди станков улиток существует несколько основных разновидностей:
- Ручная монолитная неразборная. В ней применяется неподвижный металлический шаблон.
- Ручная съёмная конструкция. При её использовании метал сгибается вокруг сегментов, которые вставляются в отверстия на плите. Пригодится для создания разнообразных деталей с необычной формой. Сечение металлического прута ограничено.
- Разборные модели с вращением. Используются с применением механической силы, позволяют получить одинаковые изделия со сложной формой. Работают за счёт рычагов.
- Горизонтальные и вертикальные модели. Позволяют гнуть метал в удобном положении, упрощают работу.
Станок типа улитка PROMA/ Фото ВсеИнструменты.ру
Если работа проходит на монолитном кондукторе, то конечные детали имеют одинаковую форму. А при использовании съёмных конструкций завитки получаются более разнообразными. Зато надёжность закрепления шаблона при таких условиях ниже, чем у неразъемного. Резьбовые соединения придётся постоянно подкручивать, иначе они быстро ослабеют.
А при использовании съёмных конструкций завитки получаются более разнообразными. Зато надёжность закрепления шаблона при таких условиях ниже, чем у неразъемного. Резьбовые соединения придётся постоянно подкручивать, иначе они быстро ослабеют.
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
- Универсальные станки используются для производства значительных объемов элементов, поэтому применяются сотрудниками крупных и средних компаний. С помощью универсальных машин производятся разные по форме элементы: завитки, корзинки, кольца, торсированные прутки и т.д.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки бывают как ручными, так и электрическими. К подобным устройствам относится улитка, а также: гнутик, твистер (фонарик), волна, глобус.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
 При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.Популярные производители и модели
Станки для холодной ковки металла легко приобрести в магазине. Самые распространённые модели перечислены ниже:
1. НК-1 — это универсальный вальцовочный станок для холодной ковки. Он является многофункциональной металлообрабатывающей установкой с несколькими блоками. Позволяет производить самые распространённые элементы: завитки, кольца, волюты, гусиные лапки, скрученные прутки, а также может наносить рисунок вдавливанием на полосу, профильную трубу, кругляк и квадрат. Подробнее о станке тут.
Подробнее о станке тут.
Станок делает компания «Нова Кузня», существующая на рынке более 10 лет. Фирма отличается широким разнообразием выбора моделей как для больших производств, так и для малых цехов.
Универсальный станок НК-1
2. BlackSmith UNV2 является универсальным станком для профессиональной ковки. Умеет выполнять следующие операции: сгибание углов, продольное скручивание прутков, изгиб труб, сгибание завитков и волн, создание корзин и шишек. Есть возможность программирования операций. О нем больше информации здесь.
Станок производится в Китае на предприятии BlackSmith с 40-летним опытом работы. Компания экспортирует товары в Россию, Германию, Италию, США, Англию и другие страны.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
3. Декор-3 — это гидравлический пресс, который способен выполнять как холодную, так и горячую ковку металла. Для обслуживания станка достаточно одного работника, время изготовления одной детали — 7-8 секунд. Узнать о нем больше.
Узнать о нем больше.
Пресс производится в России на фабрике «Декор», которая работает более 10 лет. Существует возможность персонального изготовления станков и комплектующих.
Как сделать своими руками, размеры и другие важные сведения
Станок улитка для холодной ковки возможно изготовить своими руками. Для этого действуют по следующей схеме:
- Перед началом работы на бумаге создаётся чертёж будущей модели. В этот момент нужно определиться с размерами материалов, которые планируется обрабатывать. Чем больше диаметр предполагаемых прутков, тем шире следует выбирать шаг станка. Обычно витки располагают на расстоянии не менее 12-13 мм., чтобы в паз поместился 10-мм. прут.
- Для создания рабочей поверхности берут металлический лист толщиной минимум 4-5 мм. Из него вырезается круг диаметром 80 см. Площадь листа также зависит от моделей, которые будут изготавливаться.
- Для производства формы берётся металлический лист толщиной 3 мм. На будущем устройстве края заготовки должны фиксироваться, для этого применяются прижимные валы. Вместо них берут обрезанный прут, который равен по длине полоске заготовки.
- Сама улитка делается из металлического прута, согнутого в нужном направлении. Вместо него берут лист металла, а затем вырезают из него сегменты и закрепляют их при помощи болтов.
- В качестве дополнительного устройства делают рычаг из прута с сечением 2 см. и подшипником.
 На будущем устройстве края заготовки должны фиксироваться, для этого применяются прижимные валы. Вместо них берут обрезанный прут, который равен по длине полоске заготовки.
На будущем устройстве края заготовки должны фиксироваться, для этого применяются прижимные валы. Вместо них берут обрезанный прут, который равен по длине полоске заготовки.Кроме этого, существует возможность самостоятельного изготовления и других станков для холодной ковки: фонарик, волна и другие.
Купить
Если возможности не позволяют сделать станок собственными руками, его легко можно приобрести в магазине. На нашем сайте существует специальный раздел с подборкой надёжных компаний, продающих готовые устройства.
Кроме столь востребованного у клиентов устройства типа улитки, производители предлагают также купить и другие станки для холодной ковки: ручные и электрические.
Приобретение устройств позволит выполнять проекты по холодной ковке своими руками.
Универсальный станок для художественной ковки BlackSmith UNV2
Станок BlackSmith UNV2 предональную металлообрабатывающую установку с электроприводом. Позволяет изготавливать элементы художественной ковки с помощью операций: сгибание углов, продольное скручивание прутка и полосы, изгиб круглых и профильных прямоугольных труб, гибка завитков и волн, изготовление «шишек» и.
Универсальный станок для холодной и горячей ковки НК-1
Станок для художественной ковки НК-1 представляет собой многофункциональную металлообрабатывающую установку, которая укомплектована несколькими блоками и позволяет выполнять множество операций, а также производить основные элементы художественной ковки — кольца, завитки, волюты, «гусиные лапки», скрученные прутки и т.д.
Кузнечный станок своими руками видео
Холодная ковка, станки и чертежи своими руками.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.Подробный чертеж станка улитки.
Чертеж станка улитки.Чертеж устройство для гибки “Хомута”.
Чертеж приспособления Гнутик.

Видео кузнечного оборудования холодной ковки для малого бизнеса.
Технология холодной ковки своими руками
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов.
 Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионныйДля основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
После проверки станок крепится к опорной раме.
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станкаИзготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный прессЧто касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сваркиИзделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
МирТесен
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Станок для холодной ковки своими руками
Самодельный ручной станок для холодной ковки своими руками: фото пошагового изготовления приспособления.
Всем привет! На этот раз мы изготовим простое приспособление с помощью которого можно легко выгибать прут и арматуру, делать декоративные элементы из металла по сути это будет станок для холодной ковки сделанный своими руками.
Для изготовления самоделки нам понадобится:
- Подшипник.
- Уголок — 60 мм.
- Уголок — 40 мм.
- Пруток.
- Подшипник от помпы (необязательно).
От металлического прута отрезаем кусок длинной 70 мм, автор использовал шток от амортизатора.
Берём 60-й уголок и отрезаем две заготовки длинной по 15 сантиметров.
Затем на вырезанных заготовках закругляем края как показано на фото.
Берём 40-й профиль длинной 25 см, на одном угле вырезаем вот такой проём.
В результате получились вот такие запчасти для изготовления станка холодной ковки.
Две детали сделанные из 60 уголка, свариваем между собой.
Привариваем стержень к заготовке.
К наружной части подшипника привариваем рычаг из прута и подшипник от помпы (вместо него можно приварить металлический стержень).
К стержню заготовки, привариваем подшипник внутренней частью.
К стержню и подшипнику нужно приварить заготовку из 40-го уголка.
В результате у нас получился самодельный станок для холодной ковки, довольно нужное приспособления для работы с металлом. Закрепляем станок в тисках и пользуемся.
Рекомендуем посмотреть видео автора, где показан процесс изготовления самодельного станка для холодной ковки и его испытания.
Чертежи станков для холодной ковки. Холодная ковка своими руками станки чертежи
Cтанки для холодной ковки пригодятся тем, кто любит мастерить и разбирается в таком оборудовании. Многие используют станки при создании усадеб, интерьера и подарков. Изделия, сделанные с помощью холодной ковки, используют как украшения вместе с другими элементами декора. Чтобы заниматься холодной ковкой, нужно прилагать много усилий. Этим трудно заниматься дома. Самым легким способом считается художественная холодная ковка.
Чтобы сделать нормальное изделие своими руками , нужны будут инструменты и чертежи. Эти вещи уменьшают затраты и сокращают время изготовления. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны. Перед созданием самодельного станка холодной ковки нужно заняться проектированием. Чтобы сделать точную разметку, нужно использовать миллиметровую бумагу.
Вначале нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметричность узоров. Дистанцию витков нужно размещать так, чтобы она была больше диаметра прутьев и можно было взять из станка сделанное изделие. При создании рабочей поверхности нужно использовать листовое железо. Размеры определяют с помощью основания габаритов и использованных деталей. Чтобы создать форму, нужен листовой металл в виде полос.
Перед началом работы всем начинающим нужно ознакомиться с видеоматериалами о холодной ковке оборудования своими руками.
Инструменты и материалы для холодной ковки :
Самым важным приспособлением для работы всегда был гнутик. Он используется при изменении формы металла. Главная функция гнутика — изгиб детали под разными углами.
Улитка применяется для манипуляций в спирали. Она является оснасткой для сгибания различных изделий, профилей и т.д. При работе с этим инструментом можно не ограничивать спираль в радиусе и сделать нужную величину.
Фонарик необходим для сгибания материала из металла. С помощью фонарика обрабатывают прутки из металла. Благодаря приспособлению волна можно создавать волны и выгнутые куски. Применяют волну при обработке труб с круглым сечением.
Твистер имеет схожесть фонариком. При его помощи можно выкручивать прутья.
Глобус помогает создать большую дугу из профиля с толщиной до 12 мм. В конце заготовки тоже сгибаются. Это самый легкий инструмент и его довольно часто делают своими руками.
Станок для холодной ковки своими руками, чертежи
По размеру конструкции можно приварить маленькие кусочки прутков с расстоянием 5-6 см. В конструкции нужно сделать отдельные отверстия. Если лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео.
- подготовка чертежа;
- создание шаблона по чертежу;
- приваривание завитушки на стальную пластину;
- лист нужно крепить на станке в держателе;
- установление прорези и окончательная фиксация.
При создании шаблона специальный шов нужно проводить с внешней стороны, чтобы он в последующем не мешал при эксплуатации материала.
Виды станков для холодной ковки
Существует несколько видов станков для холодной ковки:
Как сделать станок для ковки своими руками?
Из-за того, что станки для холодной ковки имеют высокую стоимость, а цены зависят от производителей, многие люди прибегают к созданию таких станков своими руками.
При создании самодельного станка «
- прутья из металла;
- стальные листы в виде полосок;
- специальная труба;
- сварка, плоскогубцы , болгарка.
Основная схема для создания станка:
- возьмите обычный листок, нанесите на него рисунок спирали, проверьте размеры для резьбы;
- при помощи болгарки, нужно сделать два отдельных листа из пластины;
Первая с параметрами 100х100 мм и вторая 130х130 мм.
- возьмите прут и полосы из стали, почистите края срезов от заусениц;
- плоскогубцами создайте изгиб стальных полос по схеме;
- приварить элементы;
- приварите стальную трубу снизу.
Вот весь несложный процесс по созданию станка для ковки из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, использованных в работе.
Как создать свой ковкий станок торсион ? Этот станок используют при закручивании спиралей в виде змейки, созданных из металла.
Инструменты для создания:
- стальной лист;
- балка;
- тиски и элементы для крепежа;
- редуктор, цепь или электромотор;
- болгарка;
- сварка.
Схема действий при создании станка для холодной ковки:
Вот основные способы создания самодельных станков своими руками. Главное — это желание и усиленная работа, тогда все получится. Оборудование и приспособления для работ по холодной ковке можно купить в любом специализированном магазине.
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
Гибка — практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Металлические завитки, изготовленные методом холодной ковки, применяются для украшения элементов экстерьера.
Изделия пользуются популярностью у владельцев загородных коттеджей и коммунальных служб, занимающихся архитектурным обустройством мест общего пользования.
Также можно применять эти элементы при изготовлении отдельных приспособлений – , уличной мебели, и даже посуды.
Такой декор, а особенно готовые изделия, очень дорого стоит. Даже стандартные комплекты, поставленные на поток и продающиеся в магазинах – имеют неподъемную цену. Что уже говорить об изделиях, изготовленных по индивидуальному заказу.
Поэтому, многие домашние мастера стараются создать подобные творения самостоятельно. Тем более что «холодная ковка своими руками» не предполагает классической кузнечной технологии. Обработка материала заготовки производится без использования нагрева и работы кузнечным молотом. А значит, ее можно выполнить в домашних условиях.
Однако для подобной работы требуется специальный инструмент – гнутик для холодной ковки. Оборудование предлагается в магазинах, или изготавливается в мастерских по индивидуальному заказу. Набор для универсальной обработки металла представляет собой целый комплекс различных приспособлений.
Во-первых, это действительно уникальный инструмент, позволяющий создавать высокохудожественные изделия, без молота, кузнечного горна и наковальни.
Во-вторых, из простого металла такие приспособления не делают, иначе станок выйдет из строя при первой же нагрузке. Стало быть, качественная и прочная сталь увеличивает цену.
Рассмотрим различные самодельные приспособления для холодной ковки
Начнем с принципа работы инструмента:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. При помощи рычажного ручного, или редукторного электрического привода, происходит изменение геометрической формы.
Существует несколько стандартных приспособлений, представляющих собой шаблоны для холодной ковки.
Приспособление «гнутик».
Это усовершенствованный аналог . С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и формировать геометрические фигуры. Декоративный элемент бывает плоским или объемным, и все это делает один инструмент. С помощью гнутика можно выполнять дугу из прямой заготовки.
Приспособление твистер.
С его помощью заготовка закручивается винтом. Работает по принципу шпинделя токарного станка или патрона для дрели. Часть заготовки прочно зажимается в неподвижных тисках, а другая закручивается при помощи воротка или электропривода.
Особенность конструкции – неподвижные тиски должны иметь возможность продольного перемещения.
Деталь при скручивании уменьшается по длине, и может выскочить из крепления.
Если вместо одного прута вставить в станок пучок проволоки – можно получить объемную стальную фигуру, так называемую корзинку. Ее изготовление требует особой сноровки.
Самое популярное приспособление — улитка.
Самый распространенный шаблон для холодной обработки металла. С его помощью создаются завитки любой формы и с разным количеством оборотов. Его конструкция простая и сложная одновременно. Недостаточно просто создать шаблон нужной формы.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Самодельный станок для холодной ковки: процесс изготовления
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки, многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
- Создание подходящей конфигурации возможно при помощи нескольких инструментов.
- Перед началом изготовления производится расчет параметров формируемых изделий.
- Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
- Обработке подлежит только низкоуглеродистая сталь, так как другие виды не имеют необходимой пластичности.
«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные гибочные станки холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в форме шнека. Их создание обеспечивают ручные станки для холодной ковки под названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
«Улитка» представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой «улитки» выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От профилированной трубы отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой». Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
Станки для холодной ковки своими руками чертежи бесплатно. Самодельный станок для холодной ковки своими руками чертежи
ГлавнаяРазноеСтанки для холодной ковки своими руками чертежи бесплатноХолодная ковка своими руками: станок, чертежи
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковкиОсвоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.Станок «улитка»
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».Вариант №1.Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.Чертёж сегментов «улитки»По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.Вариант №2.Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.«Улитка» из полос металлаВариант №3.В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.Модули «улитки»Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.Станок торсионныйДля основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.Виды станковДалее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.Простая модель торсионного станкаКак сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.Станок «гнутик»Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.Компьютерная модель станкаИзготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.Как сделать станок «гнутик» вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.Станок «волна»Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.Прокатный прессЧто касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
remboo.ru
Станок для холодной ковки своими руками + чертежи
31.01.2017Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Содержание статьи:
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
- Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
- Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Вам может понравиться
v-teplo.ru
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
- пресс;
- гнутье.
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Оцените статью: Поделитесь с друзьями!stanok.guru
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид – это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивкаПроизводится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивкаПроизводится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповкаПроизводится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповкаПроизводится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Чертеж проектирования
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению – станины.
Важно знать! Размеры станины должны высчитываться в строгом соответствии с занимаемой плоскостью размещённых приспособлений . Стоит учесть, что приспособления в работе не должны мешать друг другу!
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Совет: «В процессе сборки станка, необходимо проверять механизмы на правильность работы, чтобы при наличии неисправности можно было заменить испорченную деталь и продолжить сборку!»
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Совет: Чем длиннее рычаги для приложения силовых действий, тем легче будет гнуться поковка!
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик
Фото гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Чертеж твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Скачать чертежи Твистера >>
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости – это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Важно знать! После того, как все эти приспособления установлены на станине, необходимо проверить каждое из них на работоспособность! Производить такие действия необходимо с высокой осторожностью, так как если произойдёт разрыв металла – это может нанести вашему здоровью колоссальный вред!
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
stanki-info.ru
Холодная ковка, станки и чертежи своими руками.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
1builder.ru
Самодельный станок для холодной ковки своими руками: фото изготовления
Самодельный ручной станок для холодной ковки своими руками: фото пошагового изготовления приспособления.
Всем привет! На этот раз мы изготовим простое приспособление с помощью которого можно легко выгибать прут и арматуру, делать декоративные элементы из металла по сути это будет станок для холодной ковки сделанный своими руками.
Для изготовления самоделки нам понадобится:
- Подшипник.
- Уголок — 60 мм.
- Уголок — 40 мм.
- Пруток.
- Подшипник от помпы (необязательно).
От металлического прута отрезаем кусок длинной 70 мм, автор использовал шток от амортизатора.
Берём 60-й уголок и отрезаем две заготовки длинной по 15 сантиметров.
Затем на вырезанных заготовках закругляем края как показано на фото.
Берём 40-й профиль длинной 25 см, на одном угле вырезаем вот такой проём.
В результате получились вот такие запчасти для изготовления станка холодной ковки.
Две детали сделанные из 60 уголка, свариваем между собой.
Привариваем стержень к заготовке.
К наружной части подшипника привариваем рычаг из прута и подшипник от помпы (вместо него можно приварить металлический стержень).
К стержню заготовки, привариваем подшипник внутренней частью.
К стержню и подшипнику нужно приварить заготовку из 40-го уголка.
В результате у нас получился самодельный станок для холодной ковки, довольно нужное приспособления для работы с металлом. Закрепляем станок в тисках и пользуемся.
Рекомендуем посмотреть видео автора, где показан процесс изготовления самодельного станка для холодной ковки и его испытания.
Автор самоделки: TEXaS TV.
Популярные самоделки из этой рубрики
Чудо лопата своими руками
Токарный станок из двигателя от стиральной машины…
Колун для дров
Стенд для ремонта двигателя…
Съемник тормозных барабанов самодельный…
Ключ трещотка своими руками…
Отрезной станок своими руками…
Тиски слесарные своими руками…
Универсальный гаечный ключ
Насадка на дрель своими руками…
Регулятор оборотов двигателя стиральной машины…
Самодельный домкрат своими руками…
sam-stroitel.com
Станки для холодной ковки своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Содержание статьи
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел Фиксатор для заготовки Так выглядит конструкция в целомДальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
stroychik.ru
возможностей холодной штамповки | Юго-Западные Металлические Продукты
Холодные поковки поставляются в соответствии со строгими стандартами качества с поставками, адаптированными к требованиям клиентов. Предоставьте ваши текущие чертежи деталей, и мы разработаем предложение, чтобы предоставить наиболее экономичную деталь.
Свяжитесь с нами, чтобы узнать цену
- Внешний диаметр до 4 дюймов
- Длиной до 16 дюймов (в зависимости от пресса — 800 тонн предел прессования составляет 10 дюймов)
- Специализируется на экструдированных валах
- Допуск по длине +/-.5 мм (+/- 0,02 ″)
- Допуск диаметра +/- 0,25 мм или лучше (+/-. 01 ″)
- Припуск на складе не более 0,25 мм! (0,01 ″)
- CPK отслеживает критические размеры в среднем по случайным деталям = 7,21
- Сетчатые и близкие к сетке детали — уменьшить или исключить обработку
- Снижает отходы сырья — без вспышки!
- Низкий процент брака -0- Браковка PPM
- Жесткие допуски с кованым центром, если требуется
- Превосходная обработка поверхности без окалины!
- Используйте точеный и полированный пруток — без декарбина!
- Улучшение физических свойств за счет улучшения структуры зерен
- Исключает последующую термообработку
- Среднее время безотказной работы пресса = 94%
- Кованые центры могут исключить работу концевых фрез и центров.
- 1000
- 1100
- 1500
- 4000
- 4100
- 4700
- 5100
- 8600
- Прецизионная штамповка холодной штамповкой обеспечивает производство деталей практически без потерь при комнатной температуре. Благодаря холодной ковке изделия точно по размеру очень близки к окончательной форме. Механическая деформация улучшает зернистую структуру, разрушает и выравнивает любые включения. В результате зерна материала лежат параллельно сформированным поверхностям, а не прорываются, что создает возможности для возникновения трещин, как в обработанных деталях.
- Прецизионный процесс холодной штамповки в сочетании с чистовой обработкой обеспечивает значительную экономию сырья и времени обработки по сравнению с обработкой из пруткового материала или из стандартной горячей штампованной детали с высадкой. Холодная ковка обеспечивает постоянные и более точные допуски и сохраняет текучесть микроструктуры для лучшей отделки и долговечности.
- Холодная штамповка приводит к упрочнению материала и повышению его предела текучести. Благодаря прочности и другим механическим свойствам можно уменьшить увеличенную толщину, что, вероятно, приведет к значительной экономии веса и материала.
- Более высокая урожайность — более сильная
- Закрытые допуски
- Меньше машинного парка
- Чистовая обработка поверхности без окалины
- Нет сквозняка — нет!
- Однородность от детали к детали — повторяемость размеров
- Функциональная надежность
- Отличное разрешение
Независимо от того, есть ли у вас существующая деталь или вы разрабатываете новый компонент, наши инженеры определят, принесет ли холодная штамповка пользу вашему применению.Перед любыми инвестициями в вашу деталь будут предоставлены и доставлены образцы в соответствии с вашим заказом на покупку и должны быть одобрены вами до оплаты инструментов.
| Кол-во. | Размер | Описание |
| 1 | 60 тонн | Пресс для холодной штамповки механический |
| 2 | 150 тонн | Прессы для холодной ковки механические |
| 1 | 200 тонн | Пресс для холодной штамповки механический |
| 2 | 250 тонн | Прессы для холодной ковки механические |
| 1 | 300 тонн | Пресс для холодной штамповки механический |
| 2 | 400 тонн | Прессы для холодной ковки механические |
| 1 | 450 тонн | Пресс для холодной штамповки механический |
| 2 | 800 тонн | Пресс для холодной штамповки механический |
| 12 | Всего | Прессы |
| 1 | 100 тонн | Автоматические ножницы для прутка |
| 2 | х22 | Пилы отрезные |
| 1 | Insp. | Оборудование для вихретокового контроля |
Heading machine — Aerospace Manufacturing and Design
Джейсон Адкинс, директор по производству Manes Machine & Engineering, Форт-Коллинз, Колорадо, говорит, что компания приобрела программное обеспечение Vericut от CGTech в 2007 году, вскоре после установки и последующего краха нового Mazak Vortex high -скоростной обрабатывающий центр портального типа.
«В течение первых двух месяцев мы сломали шпиндель.Замена стоила около 95 000 долларов », — говорит Адкинс. «Если учесть окупаемость инвестиций (ROI) в программное обеспечение, которое предотвращает поломку очень дорогого станка, время на ремонт и потерю производительности, то это довольно легко оправдать».
Vericut, удачная инвестиция почти десять лет назад, стала гораздо более важным и ценным инструментом для цеха точного фрезерования. Поскольку большая часть работы Manes Machine сосредоточена на 5-осевой обработке сложных компонентов аэрокосмической отрасли, моделирование траектории движения инструмента является неотъемлемой частью производственного процесса и используется для проверки программ почти на всех 28 обрабатывающих центрах компании.
Пока он летает
Однако это произошло не в одночасье. Manes Machine открылась в 1983 году в Онтарио, Калифорния. Основатели Алан Мейнс и Брюс Пейдж в конце концов сочли деловой климат Южной Калифорнии слишком удушающим и в 1993 году перенесли бизнес в Форт-Коллинз. В 2002 году Пейдж стал владельцем Manes Machine, и сегодня у ведущего поставщика для United Technologies, Boeing, Lockheed и других производителей аэрокосмической отрасли Tier 1 работает 91 человек на предприятии площадью 65 000 кв. Футов.
«Мы делаем практически все, если это фрезерные работы и связанные с аэрокосмической отраслью», — говорит Адкинс. «Лонжероны крыльев, гусеницы сидений, тепловые экраны, дверные панели — этот список можно продолжить. Наш цех может обрабатывать примерно 160 дюймов, но мы классифицируем работу по трем различным направлениям доходов: детали, которые помещаются в конверты от 0 до 30, от 30 до 60 и от 60 до 160 дюймов. У нас есть организованный цех. соответственно на три отдельных производственных участка ».
Список оборудования, поддерживающего эти области, включает пару портальных фрезерных станков Cincinnati с 3 шпинделями мощностью 50 л.с., пару вертикальных обрабатывающих центров Mazak Vortex 1400/160-II с достаточным ходом для фрезерования шасси седана среднего размера. , пять машинных ячеек Mazak Variaxis i-800 VMC и Mazak HCN 8800-II с грузоподъемностью 2 тонны.Мало что не может сделать команда Манеса.
Manes Machine & Engineering использует программное обеспечение Vericut от CGTech для уменьшения количества брака и предотвращения столкновений между державкой и заготовкой или столом станка.Переходные потребности
«За последние годы отрасль существенно изменилась, — объясняет Адкинс. «Механическая сборка — одна из самых быстрорастущих частей нашего бизнеса. Поскольку аэрокосмическая промышленность продолжает оптимизировать операции, они не ищут цеха, чтобы просто поставлять обработанные компоненты.Им нужна законченная сборка, готовая к установке на самолет. Чем больше вы сможете удовлетворить эти требования, тем больше у вас будет возможностей ».
Адкинс говорит, что сотрудники Манеса не использовали Vericut, как следовало бы, в течение нескольких лет после покупки.
«Основная проблема, когда мы впервые купили программу, заключалась в том, что в нашем магазине было много устаревшего оборудования. Но около шести лет назад компания начала модернизировать свое оборудование, и в рамках этого перехода мы решили сделать большой рывок с Vericut », — говорит Адкинс.«Возможность получать наши модели машин напрямую от производителя значительно упростила этот процесс, а на тех машинах, где мы действительно используем Vericut, мы обнаруживаем, что время настройки намного быстрее».
Когда цех перешел со старого оборудования на новое, он полностью перешел на 5-осевую обработку, — объясняет старший программист Ричи Шаввер. Когда Манес купил свой первый горизонтальный DMG MORI 160U, команда использовала незнание системы управления Siemens 840D как трамплин для повторного внедрения Vericut.
«Система управления Siemens использует программный код, совершенно отличный от того, к которому мы привыкли», — говорит он.«Это подтолкнуло нас к использованию Vericut. Мы также приняли решение, что, поскольку мы все равно платили за это, мы должны использовать программное обеспечение в полной мере ».
Оснастка
Manes все еще имеет несколько машин эпохи дискотеки, но баланс его оборудования на 100% встроен в Vericut. Шаввер добавляет: «Наши Mazak, DMG и Okuma — практически все, что было приобретено за последние пять лет или около того, было смоделировано и проверено Vericut».
Выбор инструментов компании изменился аналогичным образом — растущую боль, которую Vericut помогла облегчить.Резцедержатели с горячей посадкой используются для большинства операций чистовой обработки, но черновая и получистовая обработка выполняется с помощью державок Rego-Fix powRgrip в виде цанговых патронов. Это обеспечивает наилучший баланс точности и усилия зажима, но больший диаметр механических держателей создает некоторые проблемы с зазором при 5-осевой обработке.
«Мы провели сравнительные испытания двух типов державок, и механические патроны Rego-Fix увеличили срок службы инструмента на 27%», — говорит Шаввер.«К сожалению, корпус настолько велик, что мешает работе, особенно в глубоких карманах и сложных частях. Vericut — это большой помощник в предотвращении любых столкновений между державкой и заготовкой или столом станка ».
Manes также вложил средства в быстросменные инструменты, такие как нулевая точка Schunk и модульное крепление, а также в устройства смены паллет и другие формы автоматизации. Адкинс говорит, что конкуренция в современном производственном мире зависит от быстрой установки и снятия деталей со станка, а это, в свою очередь, требует надежной формы моделирования, чтобы избежать неожиданностей.
«С Vericut мы можем загрузить все в программное обеспечение и посмотреть, как все будет работать, задолго до того, как будет изготовлен первый чип», — говорит Адкинс. «Больше не нужно разбираться в деталях на полу — нет траты машинного времени или потенциальных сбоев. ”
Пять машинных ячеек Mazak Variaxis i-800 VMC — это рабочие лошадки, используемые для производства прецизионных аэрокосмических компонентов в Manes Machine & Engineering.С нетерпением жду
В команду программистов Манеса входят Шаввер и еще три человека.Он говорит, что интерфейс между Vericut и программным обеспечением Siemens PLM Software NX CAD работает хорошо, и для создания модели требуется «всего несколько секунд». Манес еще не использует бесплатную утилиту Vericut Reviewer от CGTech в цехах, но планирует сделать это, как только будет создана необходимая аппаратная инфраструктура. Однако Шаввер и его команда в полной мере используют модуль Auto-Diff от Vericut, который сравнивает CAD-модель с виртуально обработанной деталью и выявляет любые зазубрины или избыточные запасы.
Они также находятся в процессе внедрения программного обеспечения CGTech OptiPath, модуля, который автоматически анализирует удаление материала во время процесса обработки и соответствующим образом регулирует скорость подачи, ускоряя или замедляя при необходимости на основе библиотеки оптимизации, которая содержит инструмент и материал: конкретная информация. Это значительно сокращает время цикла и износ станка, одновременно увеличивая срок службы инструмента.
И Адкинс, и Шаввер с нетерпением ждут поставки в ближайшие недели высокоскоростного обрабатывающего центра со скоростью 24 000 об / мин от Makino, их первого от этого производителя за два десятилетия, а также устройства для предварительной настройки инструмента «venturion» от Zoller.Оба оборудования будут интегрированы с Vericut.
«Vericut сокращает количество брака и предотвращает несчастные случаи на машине. Это помогает ребятам чувствовать себя увереннее при запуске новых программ обработки деталей и значительно ускоряет процесс. Даже если в вашем магазине не производятся сверхсложные или очень дорогие детали, оно того стоит », — говорит Шаввер.
Материалы и услуги
Рабочие места в Форт-Коллинзе, штат Колорадо, Manes Machine & Engineering подразделяются на одну из двух основных классификаций материалов: мягкий металл, который относится к алюминию и другим цветным материалам, в то время как твердые металлы включают титан, HRSA материалы, такие как Aermet и Inconel, и сталь 13-8 или 15-5 PH, прошедшая термообработку до 45Rc и выше.Manes также выполняет сборку, комплектование и сварку, а также предоставляет дополнительные услуги, такие как окраска, покрытие, термообработка и неразрушающий контроль.
Адкинс соглашается. Когда его спросили, есть ли у него какие-нибудь мудрые слова для тех, кто думает о Верикуте, его ответ прост: «Сделай это. Даже без сбоев, это значительно сокращает время наладки и производственные потери в цехе. Это особенно актуально для тех, кто выполняет многоосевую обработку или движется в этом направлении. Программирование намного сложнее, обычно его гораздо больше, и не требуется много ошибок, чтобы вызвать серьезную проблему.
«Многие люди не осознают преимуществ моделирования», — добавляет он. «Vericut несколько раз окупился за счет сокращения времени производства, предотвращения повреждения оборудования, увеличения пропускной способности и уверенности в том, что, когда вы отправляете программы в цех, они не будут иметь сбоев».
Manes Machine & Engineering
www.manesmachine.com
CGTech
www.cgtech.com
DMG MORI
www.us.dmgmori.com
Fives Cincinnati
www.fivesgroup.com
Makino Inc.
www.makino.com
Mazak Corp
www.mazakusa.com
America Corp.www.okuma.com
Rego-Fix
www.rego-fix.com
Schunk Inc.
www.us.schunk.com
Siemens (Automation Technology)
w3.siemens.com/mcms/automation
Siemens (Программное обеспечение)
www.plm.automation.siemens.com
Zoller Inc.
www.zoller-usa.com
GUNMA SEIKO | Технологии
Продолжая оспаривать границы прецизионного производства изделий с использованием технологий холодной штамповки.
Иллюстрация процесса холодной ковки алюминия
- Мы выбираем высококачественные материалы, подходящие для прецизионной холодной штамповки, и выполняем прецизионные пропилы в зависимости от заданного объема.
- Затем используется пресс для придания материалам формы и диаметра, подходящих для процесса холодной ковки, который характеризуется небольшим зазором между материалом и матрицей.
- Это процесс термообработки, используемый для увеличения однородности структуры материала, чтобы улучшить пригодность материала для процесса холодной ковки.
- Смазка важна для уменьшения трения между материалом и матрицей и предотвращения плавления во время процесса холодной штамповки.
- Процесс холодной штамповки используется для получения размеров, близких к спецификациям продукта, на основе различных данных испытаний и проектирования процесса. >> смотреть видео
- Алюминий и другие материалы могут подвергаться термообработке для повышения механической прочности.
- Затем изделие холодной ковки доводится до заданных размеров.
- Обработка поверхности, такая как алюмит, гальваника, алодин и т. Д., Используется для улучшения внешнего вида продукта и повышения его устойчивости к коррозии.
- Затем продукт проходит тщательную проверку перед отправкой покупателю.
Производственная структура
Gunma Seiko добилась высококачественной и высокопроизводительной обработки алюминия и создает структуру непрерывного производства методом холодной штамповки.
Холодная ковка имеет ряд достоинств, но ковка изделий из алюминия сложной формы при комнатной температуре также требует более высокого мастерства. Это требует всестороннего опыта в области ковки, от исследования материалов для алюминия до процессов отделки, смазочных материалов и точности штампов.С момента своего основания Gunma Seiko использовала свои накопленные ноу-хау в области ковки для создания интегрированной производственной системы, охватывающей весь спектр от оптимального выбора материала до проектирования штампов и ковки, резки и другой постобработки. Мы разработали высокоточный производственный процесс, который удовлетворяет потребности клиентов в производстве меньшими партиями и большим разнообразием. Благодаря нашим неустанным усилиям по совершенствованию методов глажки с использованием запатентованных гидравлических прессов и разработке новых технологий обработки для сокращения затрат за счет сокращения количества процессов, Gunma Seiko продолжает быть пионером в индустрии холодной штамповки алюминия, разрабатывая технологии, которые всегда на шаг впереди отрасли.
Токарный станок с ЧПУ
Пресс холодной штамповки
Проектирование и производство штампов
Высокая точность и скорость за счет сочетания накопленных технологических ноу-хау и передовых компьютерных технологий
Технология штамповки — это то, что делает возможным производство высококачественной продукции методом холодной штамповки. Поскольку сроки разработки продукта становятся все короче, скорость и точность становятся требованиями при проектировании и производстве штампов.Gunma Seiko продолжала исследовать материалы для изготовления соответствующих штампов, для количественной оценки давления во время ковки и потоков материалов, а также для внедрения новейших систем двухмерного моделирования и электроэрозионных станков. Это делает возможным формирование структуры для изготовления высокоточных штампов с большей скоростью.
Кузнечное моделирование
Плашки
Гарантия качества
Стремление каждого сотрудника к высокому качеству — вот что укрепляет доверие клиентов
Задача создавать продукцию более высокого качества — это неизменная тема Gunma Seiko с момента ее основания.Каждый сотрудник стремится к качеству в каждом производственном процессе, чтобы завоевать у клиентов прочную репутацию в области качества. Компания также стремится получить сертификат ISO, чтобы ответить на вызовы мировой эпохи.
Контроль доставки
Построение системы управления доставкой для обеспечения скорости и точности, необходимых для поддержки многопрофильного мелкосерийного производства
Эпоха мелкосерийного производства многих типов требует, чтобы продукция поставлялась точно в нужных количествах, когда это необходимо.Gunma Seiko полностью использует компьютеры от онлайн-заказов до управления всеми процессами, чтобы обеспечить быструю доставку, необходимую клиентам.
Проволока для холодной штамповки — CONDAT
Смазки для волочения проволоки, предназначенной для холодной штамповки.
Описание
Провода , предназначенные для холодной штамповки , имеют поверхностное покрытие, калиброванные и покрытые тонким слоем смазки для прямой подачи в формовочные машины (горизонтальные прессы).
Продукция по индивидуальному заказу, эти проволоки предварительно вытягиваются, проходят этап термообработки для получения оптимальной металлической структуры, а затем подвергаются поверхностной обработке перед «легким» волочением, придающим проволоке окончательный калибр.
Характеристики
Качество этих проводов измеряется конечным пользователем, фальсификатором.Срок службы штампов , отсутствие засорения машины и отсутствие загрязнения масел , используемых в прессе, являются показателями эффективности.
Провода также должны сохранять свои характеристики при транспортировке и хранении.
Приложения
Подготовка поверхности — это один из факторов эффективности, который можно изменить вместе со смазочными материалами для волочения проволоки, чтобы добиться высоких характеристик формования.
Порошки на мыльной или восковой основе и жидкие смазки могут использоваться в зависимости от металла и технических условий заказчика.
Рекомендации относительно этих смазочных материалов, адаптированные к используемому оборудованию, могут быть предоставлены нашей технической командой по простому запросу.
Сопутствующие услуги
Также ознакомьтесь с ассортиментом смазочных материалов CONDAT, предназначенных для холодной высадки
.Ассортимент продукции
Разогрев до холодной штамповки
Команды разработчиков новых продуктов (NPD) всегда ищут конкурентное преимущество, которое позволит им делать свои электронные устройства меньше, технику более надежной, автомобили более безопасными или инструменты более точными.Эти продукты часто требуют высокотехнологичных металлических компонентов во все более миниатюрном масштабе, и спрос на эти миниатюрные и микрометаллические компоненты ускоряется. Разработчики таких продуктов имеют широкий выбор источников этих компонентов, стремясь соответствовать критическим функциональным спецификациям без ущерба для проектирования для производства (DFM), проектирования для сборки (DFA), качества и стоимости.
Сравнение доступных процессов друг с другом в соответствии с критериями рентабельности, по которым они обычно оцениваются, выводит на первый план один процесс, который часто упускается из виду.
Холодная штамповка или холодная штамповка — это приложение усилия пуансоном к металлической заготовке, помещенной в штамп. Сила превышает предел упругости сплава, вызывая пластическое течение до тех пор, пока металлическая заготовка не примет форму, связанную с пуансоном и матрицей. Как следует из названия, этот метод формования достигается только за счет силы, без применения дополнительного тепла или резки и сдвига. Следовательно, холодная штамповка не приводит к повторному отжигу или механическому повреждению исходной металлургической зернистой структуры материала, как это могут делать другие процессы.
Обратите внимание на достоинства и недостатки, указанные в таблице ниже. Ниже приведены три примера компонентов холодной ковки и обсуждение того, почему холодная штамповка так часто упускается из виду при поиске поставщиков компонентов.
Уплотнение стекло-металл со сплющенным выводом и продольным овальным отверстием
Применение: клеммный элемент в электронных устройствах большого объема с уплотнением стекло-металл (герметичные)
Материал: Расширяющийся сплав: сплав 52 (сплав никель / железо) в соответствии с качеством уплотнения стекло-металл ASTM F-30
метод производства:
- Формовано и прошито на выдвижной машине, в сборе
Примечательные особенности:
- Очень хорошее качество поверхности уплотняемых поверхностей, нет путей утечки
- Диаметр отверстия (овал) центрируется внутри плоской поверхности клеммы
- Диаметр отверстия положительный или отрицательный.002 «(плюс-минус 0,05 мм)
- Плоский конец обрезан перпендикулярно оси шага
Преимущества:
- Материальные отходы минимальны
- Холодная штамповка штифта исключает наличие спиральных линий обработки
- Высокие производственные скорости обеспечивают низкие производственные затраты при больших объемах производства, намного быстрее, чем обработка / намного меньше материальных затрат, чем обработка. Производство.net
Процесс волочения проволоки практически не изменился с годами. Он использует комбинацию штампа и / или ряда штампов для протягивания проволоки до выбранного калибра. Нарисованный провод используется во многих приложениях, выходящих за рамки того, что мы обычно думаем, как электрические провода и телевизионные кабели. Например, любые пружины изготавливают из тянутой проволоки; а также арматура, используемая для строительства во всем мире. Скрепки и скобы изготавливаются из тонкой тянутой проволоки. Из тянутой проволоки также изготавливают спицы на колесах, проволочные щетки, металлические ручки.Существуют буквально тысячи готовых изделий, изготовленных из тянутой проволоки. Чтобы удовлетворить эту постоянно растущую потребность, металлообрабатывающие компании протягивают миллионы миль проволоки ежегодно. По этой причине волочение проволоки, хотя процесс волочения не менялся в течение многих лет, является чрезвычайно чувствительным к затратам и конкурентным рынком. В свою очередь, компании, которые производят оборудование для волочения проволоки и технологическое оборудование для волочения проволоки, хорошо настроены на любое преимущество в производительности или эффективности, которое они могут получить.Одним из этих основных преимуществ является использование инвертора переменного тока. Инверторы намного более эффективны, используют меньше деталей и обеспечивают большую производительность, чем традиционные конструкции.
Общая диаграмма, показанная ниже, иллюстрирует процесс волочения проволоки. Если используется несколько штампов, они последовательно соединяются между собой, пока не будет достигнуто требуемое поперечное сечение. Жизненно важно сохранять непрерывность и знать натяжение и скорость каната при его прохождении через машину. Это обеспечивает постоянное поперечное сечение.
Наука за волочением проволоки
Металлургия — это изучение металлов и их процессов. При манипуляциях с металлом существует определенная скорость изменения характеристик металла, основанная на растяжении и прочности в диапазоне температур. Волочение проволоки — это процесс обработки металла, используемый для уменьшения поперечного сечения проволоки путем протягивания ее через ряд штампов. Этот процесс представляет собой разновидность ковки. Ковка — это пластическое или постоянное изменение формы металла.Ковку можно производить при высоких, теплых или холодных температурах. Поскольку металлы имеют разные характеристики при разных температурах; возможно изменение характеристик самого металла при повышении температуры. Когда протягивают проволоку, ее вытягивают при комнатной температуре. В этот момент он подвергается «холодной обработке» ковкой. Холодная обработка металла — это термин, используемый для пластической деформации металла при комнатной температуре без изменения характеристик металла. Когда проволока протягивается, металл не меняет характеристик, он только меняет форму.
Процесс волочения проволоки
Сам процесс довольно прост. Чтобы начать процесс волочения проволоки, катушку с проволокой помещают в начале машины на катушку. Чтобы пропустить его через машину, конец проволоки необходимо обрезать или сплющить. Он подается через машину и через ряд штампов для достижения конечной площади поперечного сечения. Конец машины обычно имеет катушку или моталку, поэтому готовый продукт представляет собой моток проволоки с желаемой площадью поперечного сечения.Конечный процесс также может представлять собой пакер для ствола, в который помещается ствол, а спиральная проволока наматывается непосредственно в ствол с помощью поворотного стола.
Жизненно важно, чтобы температура оборудования не была слишком высокой (в первую очередь из-за энергии, выделяющейся при деформировании металла), а проволока имела постоянное натяжение и скорость при движении через ряд штампов. Исторически это достигалось исключительно механическими средствами. Однако приводы постоянного тока начали использоваться для управления двигателями на определенных уровнях в зависимости от металла и требуемого поперечного сечения.По мере совершенствования технологии для намоточных устройств было добавлено программное обеспечение, которое поддерживало движение материала с нужной скоростью и натяжением, чтобы гарантировать получение хорошего продукта. Это удалило часть механики и перевело ее на электронную технологию. С появлением высокопроизводительных / высокоэффективных приводов переменного тока с мощными процессорами для программного обеспечения механическая зависимость от оборудования значительно уменьшилась.
Приводы и процесс волочения проволоки
Как обсуждалось выше, инверторы переменного тока могут использоваться для широкого спектра функций на волочильных машинах, поскольку они очень похожи на намоточные машины.Электронный линейный вал, векторное управление и последовательная связь используются на многих из этих современных машин.
Описание программного обеспечения электронного трансмиссионного вала
Программное обеспечение электронного линейного вала позволяет синхронизировать один или несколько ведомых двигателей с сигналом главного энкодера. Главный энкодер обеспечивает импульсную ссылку на повторитель, в результате чего повторитель дает команду своему двигателю поддерживать определенное положение вала. Ведомый привод контролирует импульсную обратную связь от главного энкодера и своего собственного энкодера.Затем ведомый механизм компенсирует любые ошибки положения, регулируя выходную скорость своего двигателя, что приводит к почти идеальному выравниванию между ведущим устройством системы и ведомым двигателем. Ошибка положения не накапливается, поэтому выравнивание всегда будет поддерживаться…
На выдвижном ящике используется главный привод, а остальные — ведомые. Далее в определении программного обеспечения указано:
Ведомый также обладает функцией электронного зацепления. Это позволяет ведомому устройству работать с передаточным отношением ведущего, как если бы они были механически связаны посредством ремней или зубчатой передачи.Это программное обеспечение включает «расширенную» связь Modbus. Функция управления регистрацией позволяет ведомому приводу принимать регистрационную метку от движущегося продукта и регулировать его угловое положение. Это используется для специальных приложений, таких как упаковочные машины, летающие отрезные станки, этикетка…
Программное обеспечение ELS идеально подходит для выдвижного ящика, поскольку его характеристики, подобные намоточным, требуют, чтобы проволока двигалась с известным постоянным натяжением и скоростью. Он должен постоянно корректироваться на ошибки и отслеживание.
Внедрение приводов переменного тока не только обеспечило очень хорошую производительность, но и дало пользователю возможность не полагаться на механические детали, которые подвержены износу. Поэтому профилактическое обслуживание и регулярные разборки значительно сокращаются.
Проблемы, связанные с приложением для волочения проволоки, включают:
- Быстрое время обработки.
- Управление высоким крутящим моментом и скоростью.
- Быстрый разгон до скорости и снова замедление до нулевой скорости без потери напряжения.
- Различные диапазоны скорости и требования к крутящему моменту в зависимости от материала.
- Процесс может пострадать от очень небольшого простоя.
- Из-за скорости проблемы с процессом могут привести к большим объемам брака и потере дохода.
Резаки
Многие компании, поставляющие оборудование для волочения проволоки, также предоставляют периферийное оборудование. После протяжки проволоки необходимо отрезать ее до определенной длины. ЧРП с электронным трансмиссионным валом очень хорошо выполняет эту функцию.После отрезного круга имеется главный привод с замкнутым контуром и ведомый привод. Главный привод должен поддерживать точное натяжение и скорость вместе с ведомым приводом.
Пакеры для бочек
Пакер для бочек для проволоки — это узел, который может быть размещен непосредственно с выдвижного ящика для проволоки, либо спиральная проволока может быть перенесена на другую станцию. В функции упаковки ствола ствол помещается на вращающийся поворотный стол. Проволока непрерывно подается в дно ствола и отматывается.Обычно на пакере для бочек установлено два двигателя: один для укладки проволоки, а другой — для раскручивания поворотного стола. Поскольку этот процесс намного медленнее и не зависит от натяжения, а лишь умеренно от скорости, небольшой привод с разомкнутым контуром соединен с векторным приводом с замкнутым контуром для поворотного стола. Также существует версия этой сборки только для проигрывателей. В этом случае устанавливается только один привод переменного тока.
Намотчики и намотчики
Намотчики часто находятся в конце волочильных машин.Моталки — это отдельные машины, которые наматывают проволоку и конечные продукты различной толщины и толщины. Их единственная цель — наматывать или наматывать конечный продукт для отправки. Бойлеры могут использоваться для наматывания очень больших кабелей на высоких скоростях, достигающих 1000 л.с. Спулеры вроде бы меньше по размеру и не превышают 50 л.с. Хотя они выполняют ту же функцию, намотчики выглядят меньше, чем намотчики, и в отрасли их называют таковыми.
Требования к приложениям
Проводные приложения
Напряжения
HP Диапазон
02 02 Рисунок проволоки
230/460 / 575V
5-100 л.с.
Непрерывный тяжелый режим; 40 ° C N1; Закрытый
Линейный вал с электронным управлением
Катушки
230/460/575 В
50-1000 л.с.
Непрерывный тяжелый режим; 40 ° C N1; Закрытый
Пакеры для бочек
230/460/575 В
20-40 л.с.
Непрерывный тяжелый режим; 40 ° C N1; Закрытый
Фрезы
230/460/575 В
5-75 л.с.
Непрерывный тяжелый режим; 50 ° C N1; Закрытый
Линейный вал с электронным управлением
Функции привода, подходящие для процесса волочения проволоки
Функции, которые можно применять при работе с выдвижным ящиком, моталкой и намотчиком, очень похожи на намоточную машину.В таблице ниже показаны особенности и преимущества использования частотно-регулируемых приводов для намотки.
Продукты для приводов
Характеристики
Преимущества
Yask10awa A10005
911 9113Yask10awa A10005 или Control G7 911 Скорость 911 911 или Control Line G7 контроль и согласованность диаметра могут быть достигнуты с использованием режима ПИД привода с датчиками положения балансира, датчиками скорости или датчиками диаметра.
Управление включением / выключением охлаждающего вентилятора
Управление числом включений и выключений приводного вентилятора увеличивает срок службы охлаждающего вентилятора и снижает потребность в техническом обслуживании.
Векторное управление потоком и режим управления крутящим моментом
Управление крутящим моментом и постоянным натяжением возможно при использовании векторного управления с обратной связью и режима управления крутящим моментом.
Режим нулевого сервопривода
Функция нулевого сервопривода в векторе потока замкнутого контура предотвращает провисание провода, устраняя необходимость в механическом тормозе.
Торможение с использованием кинетической энергии (KEB)
Функция торможения KEB может замедлить работу приложения до остановки без повреждения нагрузки, даже при отключении электроэнергии. Простое движение по инерции до остановки может привести к нарастанию или обрыву провода.
Обнаружение крутящего момента
Обнаружение недостаточного крутящего момента обнаруживает обрыв провода, так что привод может немедленно автоматически остановить приложение.
Опции программного обеспечения
Profibus, Modbus, Modbus RTU, Ethernet и Ethernet TCP / IP
Программное обеспечение электронного вала
Позволяет синхронизировать один или несколько двигателей с главным датчиком
Для получения дополнительной информации о Yaskawa America посетите сайт www.yaskawa.com.
Поставщики производителей деталей с холодной головкой
Список производителей деталей с холодной головкой
В процессе холодной штамповки и холодной головки производители формуют металлические изделия примерно при комнатной температуре.
Приложения и продуктыИспользуя производство холодной высадки, производители могут создавать широкий ассортимент изделий. Тем не менее, как правило, производители продукции с использованием операций холодной высадки изготавливают небольшие изделия и компоненты, такие как крепежные детали и электрические контакты.Крепежные детали включают болты (болты с головкой под торцевой ключ, болты с квадратным подголовком, болты с шестигранной головкой и т. Д.), Заклепки (универсальные заклепки, заклепки для гаек), штифты (также известные как штифты с холодной головкой), крепежные детали с гвоздями, винтовые крепежные детали (винты с шестигранной головкой, Винты с крестообразным шлицем и т. Д.) И т. П. Хотя они могут использовать холодную высадку для изготовления более крупных продуктов, производители обычно делают это только в том случае, если продукты не слишком сложные. Холодная штамповка в целом — менее практичное решение для изготовления сложных деталей.
Продукция, подобная этой, пользуется большим спросом во многих отраслях, от авиакосмической и аппаратной до литья под давлением и сельского хозяйства.
Детали с холодной головкой — Abbott-Interfast Corporation ИсторияЛюди занимаются холодной обработкой металла на протяжении тысяч лет. Например, первые люди ковали мягкие металлы, используя камни для создания инструментов и украшений.
В 1480 году Леонардо да Винчи набросал проект стана холодной прокатки. Первый в своем роде появился чуть более 100 лет спустя, в 1615 году. Этот стан в основном производил холоднокатаный свинцовый лист и оловянный лист. Вскоре после этого производители стали также производить холодную прокатку чугуна и легированной стали.Во время промышленной революции, когда люди создавали более совершенные механические и полуавтоматические машины, холодная обработка стала проще и популярнее.
В то время как обычные люди и производители занимались холодной формовкой металла все это время, только в 20 веке люди всерьез начали разрабатывать автоматизированные методы холодной обработки.
Во время Второй мировой войны Германия усердно работала над увеличением своих возможностей холодной обработки для своей армии. После того, как Германия потерпела поражение, американцы использовали то, что немцы разработали, для приложений у себя дома.Продукты холодной обработки, особенно из стали или нержавеющей стали, стали очень популярными среди американских потребителей. С начала 1950-х до конца 1960-х годов поставщики стали обработали в 10 раз больше холоднодеформированной стали, чем они имели до Второй мировой войны.
С тех пор технический прогресс в операциях холодной штамповки позволил производителям изготавливать более сложные детали, такие как свечи зажигания и оси. Технологический прогресс также позволил им производить эти детали с большей скоростью, чем когда-либо прежде.Дальнейшие достижения в металлургии увеличили количество сплавов, которые производители могут обрабатывать без термической обработки, поэтому холодная высадка более прибыльна, чем когда-либо.
Подробности процессаТочные методы производства могут отличаться, но почти все процессы холодной штамповки используют экстремальное давление. Для деформации материалов необходимо экстремальное давление. С помощью деформации производители деталей с холодной головкой могут придать металлу нужные характеристики.
Фактически при приложении этого давления происходит следующее: сначала происходит пластическая деформация. Другими словами, он меняет форму. Во-вторых, в результате пластической деформации металл испытывает бесчисленные микроскопические дислокации. Это означает, что в основном кристаллическая структура перемещается. По мере того, как это происходит, движение атомов становится все труднее и труднее, пока оно не становится почти невозможным. По сути, металл становится очень твердым или прочным. Процесс упрочнения металла после микроскопической дислокации называется наклепом.
Для начала производители холодной высадки выбирают материал и форму металла для работы. Обычно они работают с такими металлами, как сталь, нержавеющая сталь, алюминий, железо, латунь, медь и титан. Некоторые из наиболее распространенных форм заготовок, с которыми они работают, включают проволоку, пластину или лист. После того, как они определились с материалом и формой заготовки, производители могут начать процесс холодной штамповки / холодной высадки.
После завершения начального процесса холодной высадки производители могут перейти к одной или нескольким вторичным операциям.Некоторые из этих операций, которые они могут выполнять, включают прокалывание, калибровку, обрезку, заострение и / или накатывание резьбы. После этого они могут завершить работу одной или несколькими чистовыми операциями, такими как исправление, нарезание резьбы, фрезерование, бритье, гибка, сверление и / или накатка.
КонструкцияЧтобы убедиться, что они получают ваши холодные детали правильно, производители должны учитывать такие факторы, связанные с конструкцией, как требуемая прочность, требуемая коррозионная стойкость, требуемые размеры, сложность, стандартные требования, объем запроса и т. Д.Основываясь на этих соображениях, они могут выбрать правильный материал (ы) и процесс (ы) для вашего приложения.
Когда дело доходит до дизайна, производители холодноголовых деталей имеют изрядное количество вариантов. Хотя они не всегда могут создавать столь же сложные конструкции, как при горячей штамповке, они все же могут, например, выбирать из множества форм головок (например, круглые головки, шестиугольные головки) и особенностей корпуса (например, конусов, резьб, канавок, ступенек). , так далее.).
Используемое оборудованиеЕсть много различных машин, которые могут использовать производители металла для холодной обработки металла.Примеры включают в себя профилегибочные машины, холодные подборщики, штампы и пуансоны.
Профилегибочные машины состоят из ряда тяжелых стальных валков или роликовых штампов. Машины используют их для сглаживания металлических полос до точной толщины. Пропуская полосы между ними определенное количество раз, машины также создают заданные формы на металлических поперечных сечениях.
Холодные коллекторы позволяют рабочим создавать более сложные металлические формы с квадратами, смещениями и т. Д.Чтобы уменьшить размер металла и придать ему дополнительную прочность, в коллекторах холодного монтажа используется несколько матриц. Так производители формируют выступы, лыски, ребра и другие формы.
Плашки являются важными компонентами практически любого типа оборудования для холодной штамповки. Это потому, что матрицы позволяют ограничивать металлические материалы, чтобы изменять их размеры.
Пуансоны — еще один важный инструмент для формовки. Производители используют их для передачи усилия от станка к производимой детали.Усилие пуансона должно быть больше максимального предела упругости металла, чтобы металл постоянно деформировался в форме пуансона.
Варианты и аналогичные процессыСреди множества различных методов холодной обработки, используемых производителями при изготовлении деталей с холодной головкой, являются холодная экструзия, холодная прокатка, холодное волочение, орбитальное формование, холодная ковка, холодное формование, гидроабразивная резка и ударная экструзия. .
Холодная экструзия — это процесс, во время которого производители используют экстремальное давление, но не нагревают, для проталкивания металлических материалов через отверстия в головке с заранее заданной формой.Холодная экструзия лучше всего работает с более мягкими металлами, такими как олово и алюминий. Без тепла формование более твердых металлов, например стали, требует больших затрат труда.
Профилирование методом холодной прокатки — один из самых популярных видов холодной обработки давлением. Вообще говоря, это процесс гибки. Во время холодной прокатки производители пропускают металлические заготовки через пару роликов, которые входят в состав машины холодной прокатки. Когда металл проходит через ролики, он равномерно расплющивается, так что вся деталь имеет одинаковую толщину.
Холодное волочение — еще один чрезвычайно популярный процесс холодной штамповки. Это похоже на холодную экструзию, за исключением того, что во время холодного волочения машина / операторы протягивают металл, а не проталкивают его. Для выполнения холодного волочения производители выбирают стержень или металлический элемент, который был опилен или забит до точки, затем помещают его в матрицу для протягивания через машину. По мере продвижения через матрицу металл растягивается по длине и сжимается в диаметре, принимая желаемую производителями форму.
Орбитальная формовка — это метод, при котором производители металла с холодной головкой используют орбитальный инструмент. Орбитальный инструмент вращается на фиксированный угол, когда он вдавливается в металл. В то время как формирование орбиты требует нескольких проходов для постепенного завершения формирования головы, процесс занимает от 1,5 до 3 секунд. Орбитальная формовка имеет очень узкую направленность, и чаще всего производители используют ее для крепления. Они не ограничиваются только холодной высадкой, но также могут включать развальцовку, обжимку, формовку или венцовку детали крепежной детали.Орбитальная формовка также известна как радиальная клепка, вращение или клепка с вращением.
Холодная штамповка — это любой процесс механической обработки или формовки, во время которого производители формуют металл путем его сжатия внутри полости. Холодная высадка попадает в эту категорию.
Холодное формование — это любой процесс формования, например литье под давлением, во время которого производители не нагревают металлический материал или полость формы. Формы для литья под давлением, которые производители используют при холодном литье под давлением, называются холоднотонными.
Гидроабразивная резка — это процесс, в ходе которого производители выполняют чистую резку, используя струи воды под высоким давлением. Такие компании, как Cold Jet, специализируются на оборудовании для гидроабразивной резки и обработке компонентов.
Ударная экструзия — это процесс, во время которого производители формуют металл, используя силу чего-то вроде штамповочного пресса или штифтов и экстремального давления. Ударная экструзия лучше всего работает с мягкими металлическими материалами, такими как олово, латунь, алюминий и т. Д.
ПреимуществаКогда производители решают использовать процесс холодной обработки, как потребители, так и производители получают множество преимуществ.Процессы горячего формования обычно требуют много энергии для создания экстремальных температур, поэтому холодное формование, как правило, намного дешевле и эффективнее. Производство холодной штамповки тратит меньше материалов, чем производство горячей штамповки. Это не только еще одно значительное снижение стоимости, но и еще один способ, которым холодная штамповка позволяет производить более экологичные продукты. В отличие от сварки, резки и сверления, при деформации металла в процессе холодной обработки не образуются отходы. Конечно, отходы можно переработать, но это также требует много времени и средств.
Поскольку детали холодной штамповки настолько прочны и долговечны, они могут даже не требовать дополнительных операций чистовой обработки во время производства. Закалка, которую испытывает металлическая деталь из-за многократного давления во время холодной штамповки, увеличивает прочность на разрыв. В отличие от процессов горячей штамповки, которые могут изменять размеры материала из-за расширения, вызванного нагреванием, холодная штамповка является точной. Это связано с тем, что при холодной штамповке используется постоянная температура.
Холодная высадка — популярная альтернатива обработке винтов (процесс, который производители используют для создания не только винтов).Некоторые из преимуществ холодной высадки перед винтовой обработкой включают меньшее количество брака, более низкие затраты, более высокую скорость производства, меньшее количество заусенцев и более прочную продукцию.
НедостаткиПотенциальным недостатком холодной штамповки является то, что она может увеличить внутреннее напряжение объекта или куска металла. Вот почему производители используют отжиг, который позволяет им смягчить металл и снизить напряжение. Иногда производители чередуют холодную штамповку и отжиг в процессе производства, чтобы получить правильный баланс между заготовками и крепежными изделиями.
На что следует обратить вниманиеЕсли вы находитесь на рынке холодноголовых деталей, лучше всего обратиться к опытному поставщику, у которого есть магазин, где они используют различные станки и инструменты для холодной обработки. Найдите такого производителя, проверив поставщиков запчастей для холодной головки, которых мы перечислили на этой странице.