Как правильно варить нержавейку электродами: советы и правила
Если в вашем распоряжении есть бытовой инвертор, вполне реально научиться самостоятельно варить емкости и трубы из нержавеющей стали электродом. В этом обзоре мы рассмотрим особенности сварки нержавейки электродом, основные технологии, базовые правила и ошибки, которых вы сможете избежать в работе после прочтения статьи. Узнайте, как варить нержавейку в домашних условиях без опыта.
Тонкости и правила сварки нержавейки электродом
Чаще всего у непрофессионалов, которые только знакомятся с технологией сварки электродами, получается неровный шов на нержавейке. Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
- металл имеет высокие коэффициент расширения. После снижения температуры воздействия и охлаждения нержавейки металл стягивается.

- при сварке нержавейки электродом нужно обеспечить защитную зону. Если сварочная ванна поддается окислению, есть вероятность пористости поверхности. Если невозможно предупредить поступление кислорода, используйте стержни с защитной обработкой;
- придерживайтесь шахматного порядка сварки шва во избежание перегрева. Выберите оптимальные невысокие температуры, которые не допустят плавки легирующих добавок. Именно они играют защитную роль, защищая металл от образования ржавчины;
- при выборе присадки обратите внимание на маркировку материала.

Сложности сварки нержавейки обычными электродами
Если вы раньше не сталкивались со сваркой бытовой нержавейки, в ходе работы у вас может возникнуть ряд трудностей. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высокий уровень коррозийной защиты. Из-за большого процента хрома в составе существуют особенности сварки:
Из-за большого процента хрома в составе существуют особенности сварки:
- низкая теплопроводность, из-за чего снижены температуры плавления. Это важно учитывать при сварке, чтобы не допустить образование дыр;
- риски деформации при неправильном выборе температурного режима;
- образование трещин в результате большой толщины основы и незначительного расстояния до соединения;
- нагрев свыше 500 градусов могут появиться слои железа и карбида хрома;
- потери коррозийной устойчивости из-за неправильного сварочного режима. В этом случае материал будет некачественным и подвержен окислению. Чтобы не допустить этого, обрабатывайте детали защитным раствором или контролируйте температуру нагрева.
Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.
Какие правила сварки нержавейки с помощью электродов:
- для начала нужно прихватить шов в нескольких местах;
- угол между стержнем и основанием – 45-60 градусов;
- есть вероятность образования вязкой сварочной ванны;
- шов варят быстро небольшими стежками короткой дугой;
- не стоит пытаться охладить шов, поскольку этот процесс должен быть постепенным. Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
- для сварки тонкой нержавейки используйте электроды обратной полярности;
- следите за качеством шва и контролируйте, чтобы не образовывались проплавки;
- для работы с толстыми материалами выбирайте электроды соответствующего диаметра;
- правильно определите силу тока;
- для обучения лучше попробовать сварку на черновых материалах.
 Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;Как правильно варить тонкую нержавейку?
При работе с тонкими нержавеющими листами существуют определенные правила, которых важно придерживаться для создания прочного и аккуратного шва. Пошаговая инструкция, как варить нержавейку:
- На подготовительном этапе нужно очистить детали от налета, краски, грязи.
- Выкладываем флюс.
- Нагреваем примерно до 250 градусов. При этом наблюдаем изменение цвета поверхности материалов.
- Поскольку мы работаем с тонкими листами, быстро проводим электроды, чтобы не проплавить материал.
- Остужаем материал медными пластинами, чтобы избежать образования ржавчины.

Нержавейку электродами выполняют в домашних условиях и на производстве. При этом может меняться температура, оборудование, сила тока, толщина стали, другие особенности технологии и самого материала.
Какие электроды выбрать: обзор марок?
Если вы хотите избежать образования трещин, правильно выберите стержни. В идеале по составу они соответствуют заготовкам. Существует несколько типов электродов, предназначенных именно для сварки нержавейки:
- ЦЛ-11 – универсальные электроды для сварки нержавейки под разными углами и в любых положениях. Допустимая температура сварки – 450 градусов;
- НЖ-13 – электроды обработаны специальным раствором для защиты от окисления. Если в ходе сварки не удается предотвратить поступление кислорода, можно использовать эти стержни;
- ЗИО – 8 – используются в промышленных условиях, поскольку подходят для сварки при высоких температурах.

Для сварки в домашних условиях лучше выбирать простые варианты электродов, с которыми вам будет легче освоить технологию. Заранее проводники не стоит нагревать, чтобы не навредить защитный слой. Обмазка будет хрупкой после охлаждения, что негативно скажется на качестве шва. Прокаливание допустимо только непосредственно перед использованием электродов.
При выборе сварочного аппарата с использованием электрода нужно ориентироваться на модели с постоянным током. Он наиболее подходит для создания короткой дуги, которая способствует созданию прочных и ровных швов. Также новичкам советуют выбирать аппараты с рядом дополнительных функций. Такое оборудование позволит избежать прожога и залипания.
Сварка нержавейки в домашних условиях.
При принятии решения о сваривания нержавеющей стали, и изделий из нее в домашних условиях следует учитывать все особенности материала и подобрать оптимальный способ для выполнения этих работ. Нужно учитывать, что процесс по свариванию изделий из нержавеющих сталей требует очень большого труда.
Нужно учитывать, что процесс по свариванию изделий из нержавеющих сталей требует очень большого труда.
Затрудняется процесс выполнения сварных работ образованием в процессе тугоплавких карбидов, а также повышению хрупкости металла, особенно на месте шва.
Также не стоит забывать о возможности развития межкристаллитной коррозии.В принципе по большому счету можно сваривать нержавейку любым из существующих способов сварки, будь то: аргоновая, аргоново-дуговая, точечная, холодная, импульсно дуговая и другие. Но на практике, конечно же, существует наиболее оптимальный и действенный способ не требующих через, чур, огромного затрачивания времени и сил при выполнении сварных работ. Лучше всего осуществлять, наплавку нержавейки применяя метод пайки металлов.
В любом случае какой-бы метод не был выбран необходимо обработать получившийся сварной шов на изделии или конструкции из нержавеющей стали. На поверхности сварного шва зачастую появляется пористый слой, образованный воздействием оксида хрома.
При профессиональном выполнении травления шва практически в 100% удается убрать вредный оксидный слой и устранить зону с низким содержанием хрома. Для выполнения травления рекомендуется использовать смешение двух кислот: азотистой и фтористоводородной.
Для достижения наиболее хорошего результата перед выполнением сварных работ необходимо предварительно подготовиться к процессу сварных работ и учесть ряд требований:
— для избежание охрупчивания металла необходимо ограничить содержание ферритной кислоты в окружающем пространстве; — для не допускания коробления конструкций нужно увеличить длину прихватов и уменьшить расстояние между ними; — желательно сочетать в конструкции металлы с аустеничной структурой, это будет залогом выдерживания негативного влияния низких температур
 com/embed/Zw_GFTYbGik?rel=0″/>
com/embed/Zw_GFTYbGik?rel=0″/>
Как и чем варить нержавейку в домашних условиях
Приступая к работе с нержавейкой, сварщик должен учесть особенности физических свойств и химического состава материала. Только в этом случае можно будет рассчитывать на качественно выполненное и надежное сварное соединение.
Сварка нержавейки: основные факторы сложности
Выполнение работы осложняется, прежде всего, за счет того, что металл относится к высоколегированным сплавам. То есть в его составе много элементов, которые определяют свойства заготовки. В нержавеющей стали основным таким элементом является хром. В процентном соотношении его доля может достигать 12-30%.
Количество хрома предопределяет антикоррозийные свойства материала. Справедливости ради нужно подчеркнуть на устойчивость к воздействию влаги влияют и другие компоненты – молибден, титан, никель, марганец. В то же время эти составляющие влияют и на другие характеристики нержавеющей стали, в частности на ее свариваемость. При выполнении сварочных работ следует учесть особенности нержавеющей стали, речь о которых пойдет ниже.
При выполнении сварочных работ следует учесть особенности нержавеющей стали, речь о которых пойдет ниже.
Высокий коэффициент линейного расширения
В силу того, что под воздействием высоких температур нержавейка сильно меняет свои размеры, возникают нежелательные деформации. В случаях, когда соединяемые детали имеют толстые полки, а зазор между поверхностями очень мал или же отсутствует вовсе, не исключается появление трещин. Изъяны могут быть и крупного размера.
Низкая теплопроводность
Рассматривая нержавейку с точки зрения теплопроводности, нужно отметить, что данный показатель у нее в два раза ниже по сравнению с низкоуглеродистыми металлами. Результатом такой особенности при сварочных работах является высокая проплавляемость заготовок. Они начинают плавиться при значениях тока на 15-20% ниже, чем при соединении деталей из низкоуглеродистых составов.
Межкристаллитная коррозия
Если нержавеющую сталь нагреть до температуры в 500 градусов Цельсия и выше, то образуется так называемая межкристаллическая коррозия. Явление возникает в силу того, что по краям металлической структуры образуются дополнительные прослойки. Они состоят из железа и карбида хрома.
Явление возникает в силу того, что по краям металлической структуры образуются дополнительные прослойки. Они состоят из железа и карбида хрома.
Чтобы предупредить подобное, следует тщательно выбирать режим сварки, исключающий перегрев металлической решетки заготовок. Помимо этого, металл можно принудительно охлаждать в процессе работ, используя воду или обдув. Важно запомнить, что вода может быть использована исключительно на хромоникелевых заготовках. Они отличаются тем, что имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
В силу слабой теплопроводности и высокого электрического сопротивления заготовки из нержавеющей стали провоцируют перегрев электродов. Это происходит из-за того, что расходные материалы имеют сердечники из хромоникелевого сплава. Явление очень нежелательно, а избежать его очень просто. Достаточно применять в работе специальные электроды для работы по нержавейке длиной не более 35 см.
Самые распространенные способы сварки нержавеющей стали
Соединение деталей из нержавеющей стали с высоким содержанием хрома можно выполнять разными технологическими приемами. Например, на практике часто применяются такие виды сварки:
Например, на практике часто применяются такие виды сварки:
- аргонодуговая. Лучше всего подходят вольфрамовые электроды в сочетании с режимом работы AC/DC TIG;
- MMA. Ручная сварка или резка выполняется покрытыми электродами;
- полуавтоматическая. Работы аппаратами электродуговой сваркой ведутся в защищенной среде. Лучше всего подходит аргон. Режим работы – MIG, а в качестве присадки применяется проволока из нержавеющей стали;
- холодная сварка. Для соединения нержавеющей стали разработан специальный технологический процесс. Он проходит под высоким давлением. Название выбрано, исходя из того, что плавление металла не предусматривается;
- контактная точечная сварка и шовная.
Перед тем как сваривать заготовки из нержавеющей стали, необходимо тщательно обезжирить стыки и прилегающую поверхность, а также зачистить. Для этих целей чаще всего используется ацетон или авиационный бензин. Благодаря предварительной подготовке удается снизить пористость шва, а сварочная дуга будет стабильной и достаточно мощной. Только после тщательной зачистки кромок можно надеяться на качественный конечный результат.
Благодаря предварительной подготовке удается снизить пористость шва, а сварочная дуга будет стабильной и достаточно мощной. Только после тщательной зачистки кромок можно надеяться на качественный конечный результат.
Какую именно сварку, а точнее метод выполнения работ, использовать в конкретном случае, решает сам специалист. Помимо основных методов, которые выше рассмотрены, существую и другие технологические приемы, которые применяются редко. В любом случае, на выбор технологии влияет набор требований к будущей конструкции и особенности используемых в работе материалов.
Сварка покрытыми электродами (ММА)
Технология ММА является одной из наиболее распространенных и очень часто применяется при соединении заготовок из нержавеющей стали. Она подразумевает использование покрытых электродов. Способ отличается простотой и нередко выполняется в домашних условиях. Его недостаток заключается в том, что высококачественным сварной шов не получится.
Тем не менее, простота и распространенность обуславливают востребованность технологии. Единственное, что необходимо сварщику – это специальное сварочное оборудование – инвертор. Чтобы стык получился достаточно надежным, необходимо уделить внимание выбору расходного материала. То есть, найти нужного размера электрод для конкретной марки нержавеющей стали. К слову, существует два основных типа расходных материалов, которые используются при сварке нержавейки:
Единственное, что необходимо сварщику – это специальное сварочное оборудование – инвертор. Чтобы стык получился достаточно надежным, необходимо уделить внимание выбору расходного материала. То есть, найти нужного размера электрод для конкретной марки нержавеющей стали. К слову, существует два основных типа расходных материалов, которые используются при сварке нержавейки:
- с рутиловым покрытием. Электроды изготовлены на основе двуокиси титана. Варить такими электродами следует при постоянном токе с обратной полярностью. Процесс сопровождается стабильным горением дуги и разбрызгиванием расплавленного металла;
- с покрытием на основе карбоната кальция и магния. Потребуется постоянный сварочный ток и обратная полярность.
Чтобы определиться с маркой наиболее подходящих для конкретной операции электродов, достаточно иметь под рукой ГОСТ. В положениях под номером 10052-75 детально расписано какие марки электродов рекомендуется применять для сваривания металлов в зависимости от их химического состава. Другими словами, чтобы быстро подобрать нужный электрод для сварки нержавеющей стали с помощью ГОСТа, требуется знать марку металла, который необходимо соединить.
В положениях под номером 10052-75 детально расписано какие марки электродов рекомендуется применять для сваривания металлов в зависимости от их химического состава. Другими словами, чтобы быстро подобрать нужный электрод для сварки нержавеющей стали с помощью ГОСТа, требуется знать марку металла, который необходимо соединить.
Сварка нержавеющей стали в аргоне
В защитной аргонной среде применяются вольфрамовые электроды. Это достаточно простой и в то же время высокотехнологичный метод, дающий возможность создавать надежные соединения даже в домашних условиях. Технология чаще всего востребована при монтаже трубопроводных коммуникаций, предназначенных для транспортировки различных жидкостей или газов. Она обладает некоторыми особенностями:
- чтобы вольфрам не попадал в рабочую зону, дуга поджигается бесконтактным способом. В случаях, когда поджечь сварочную дугу на соединяемых деталях нельзя, то она разжигается в специальной угольной плите. После этого осторожно перемещается на стык;
- данный способ одинаково хорошо работает как на переменном, так и на постоянном токе;
- выбор режима работы зависит от толщины полок заготовок. К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;
- важно проверить перед началом работ уровень легирования присадочной проволоки и соединяемых элементов. У расходника это показатель должен быть выше;
- при сваривании металла не следует делать электродом колебательных движений. В противном случае высока вероятность окисления металла и нарушения зоны сварки.
 К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;
К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;Практика показывает, что можно свести к минимуму расход вольфрамового электрода. Для этого достаточно выключать подачу инертного газа через 10-15 секунд после разрыва сварочной дуги. Благодаря такой простой процедуре исключается активное окисление вольфрама из-за контакта с атмосферным кислородом по окончанию сваривания.
Касательно полуавтоматической сварки, то работа с ней практически ничем не отличается. Единственная разница состоит в том, что проволока в зону сварки подается автоматически. Благодаря этому, значительно быстрее протекают сварочные процессы. Благодаря применению полуавтоматических установок, можно реализовать разные способы соединения заготовок из нержавеющей стали. Некоторые из них:
Единственная разница состоит в том, что проволока в зону сварки подается автоматически. Благодаря этому, значительно быстрее протекают сварочные процессы. Благодаря применению полуавтоматических установок, можно реализовать разные способы соединения заготовок из нержавеющей стали. Некоторые из них:
- Метод струйного переноса. Благодаря технологии удается качественно соединить заготовки большой толщины.
- Сварка короткой дугой. Отлично подходит в случаях, когда требуется соединить детали небольшой толщины.
- Импульсная сварка. Наиболее выгодный со всех сторон вариант. Он наименее затратный и универсальный в плане сваривания заготовок разного размера.
Другие технологии и приемы
Помимо рассмотренных на практике используются и другие методы сварки заготовок из нержавеющей стали. Они узкоспециализированы и в силу своей специфики менее востребованы. Эти методы требуют наличия специального оборудования или оснастки.
Сварка с использованием лазера
Данный метод обладает весомым набором достоинств. Первое из них – металл не теряет свою прочность и не деформируется из-за длительного воздействия высокой температуры. Шов быстро остывает, на его поверхности и внутри не образуются трещины, а структура сформирована из зерен небольшого размера. Лазерная технология используется в машиностроении и других отраслях промышленности: производство сельхозтехники, автомобильная промышленность, укладка трубопроводов и прочих.
Холодная сварка под давлением
Технология уникальна тем, что не подразумевает плавление металла. Детали соединяются между собой, благодаря образованию новых связей на уровне кристаллической решетки металла. В зависимости от особенностей и конфигурации соединения, давление может оказываться как на одну, так и на обе заготовки. Визуально это выглядит так, будто две детали вдавливаются одна в другую.
Контактная сварка
Сварка может выполняться точечно или же по методу роликового соединения металлов. Метод чаще всего востребован при необходимости создания изделий из тонких листовых материалов, толщина которых не превышает 2 мм. Применяется то же самое оборудование, что и при сварки других материалов данным способом.
Метод чаще всего востребован при необходимости создания изделий из тонких листовых материалов, толщина которых не превышает 2 мм. Применяется то же самое оборудование, что и при сварки других материалов данным способом.
Как варить нержавейку инвертором — Торговый Дом Центр Сварки
Изделия из нержавейки пользуются большой популярностью. Наверняка у каждого дома найдётся хоть одно такое изделие, отличающееся прочностью и надежностью в использовании.
Однако порой случается так, что и изделия из нержавейки требуют ремонта. Для этих целей чаще всего используется сварка. А поскольку в последнее время для бытовых нужд приобретаются инверторы, то и возникает закономерный вопрос об их работе с нержавейкой.
Сварка нержавейки: что нужно знать?
Нержавейка относится к высоколегированной стали, большую часть которой составляет хром. Есть в составе нержавейки также и никель, титан, мобилен, и другие добавочные элементы, улучшающие характеристики этого металла против коррозии.
Есть в составе нержавейки также и никель, титан, мобилен, и другие добавочные элементы, улучшающие характеристики этого металла против коррозии.
Из-за того, что нержавеющая сталь имеет теплопроводность почти, что вдвое меньше, чем у обычной стали, варить её довольно сложно. Делать это нужно только при пониженном напряжении и на обратной полярности тока.
Также, при неправильной сварки нержавейки, её может сильно повести, и это нужно обязательно учитывать, выставляя необходимые зазоры между свариваемыми элементами. Кроме того, после сварки, места швов будут подвержены коррозийным процессам, поэтому их следует защитить, чтобы уберечь целостность металлоизделия.
Как варить нержавейку инвертором
Чтобы правильно сварить нержавейку инвертором следует придерживаться таких правил:
- Не перегревать слишком сильно заготовку, поскольку температура свыше 150 градусов здесь является уже критической;
- Варить нержавейку допускается только на малом токе. При этом нужно исключить колебательные движения электродом и увеличить скорость сварки до предела;
- Обязательно нужно позаботиться об отводе тепла, для чего под свариваемые заготовки рекомендуется подкладывать медные пластины достаточной толщины;
- Сварка толстой нержавейки должно осуществляться с разделкой и многопроходным соединением.
- Для сварки нержавеющей стали нужны специальные электроды, которые предназначены для этих целей (можно варить и обычными электродами, но качество сварочного шва будет намного хуже).
 При этом нужно исключить колебательные движения электродом и увеличить скорость сварки до предела;
При этом нужно исключить колебательные движения электродом и увеличить скорость сварки до предела;Перед тем как варить нержавейку инвертором, место сваривания заготовок нужно обезжирить. Для этого можно использовать ацетон или бензин. Обезжиренная поверхность позволить сварочной дуге гореть более устойчиво.
Если сварка осуществляется электродами 3 мм, то ток на инверторе должен быть выставлен не менее 80 А. Так же, как было сказано выше, варить нержавейку рекомендуется на токе обратной полярности, обязательно подложив под металлоизделие теплоотводящие пластины из меди.
Для надежной дуги расстояние между электродом и нержавеющим металлом должно быть выдержано в 2-3 мм. При этом угол наклона электрода при сварке, также имеет немалое значение. Угол электрода к поверхности нержавейки должен составлять около 80 градусов, и только к дуге.
Обязательно после сварки нержавейки швы должны быть защищены от процессов коррозии. Для этого они при необходимости зачищаются, после чего покрываются специальной пастой с антикоррозийным составом.
Сварка нержавейки инвертором, в силу своих особенностей, требует немалого опыта. Новичку в этом, на первых порах, будет сложно, поэтому без экспериментов, ошибок и проб, не обойтись.
Сварка нержавейки с черным металлом в домашних условиях
На чтение 8 мин. Опубликовано
Процесс сварки нержавейки с черным металлом вызывает затруднения даже у опытных мастеров. Это объясняется физическими и химическими свойствами материалов.
Для создания прочного сварного шва требуется правильный выбор параметров функционирования аппарата, марки электродов, присадочной проволоки.
Общие проблемы свариваемости нержавайки в домашних условиях
При сварке нержавеющих сталей могут возникать сложности:
- Низкая теплопроводность материала. По сравнению с черным металлом у нержавейки этот параметр в 2 раза меньше. При нагревании детали не отдают тепло в окружающую среду, а накапливают в себе. Резкое повышение температуры обрабатываемого участка способствует появлению сквозных дефектов. Снижение силы подаваемого тока решает эту проблему.
- Увеличенное линейное расширение. При остывании сварочного шва наблюдается усадка, способная разорвать соединение и привести к появлению трещин. Устранить этот недостаток помогает увеличение расстояния между заготовками.
- Электрическое сопротивление. Этот параметр у нержавеющей стали также высок. Сопротивление воздействует на электрод, способствуя его перегреву. Длину расходного материала уменьшают до 35 см.
- Изменение физических характеристик при высокотемпературном воздействии. При перегреве нержавейка утрачивает антикоррозионные свойства, превращаясь в простую сталь. Решить проблему можно разными способами, например, ведя сварочный процесс в газовой среде или охлаждая соединяемые элементы водой.
Особенности сварки разнородных сталей
Черный металл и нержавейка обладают разными химическими составами, физическими свойствами. Процесс сварки деталей из разнородных материалов сопряжен со следующими трудностями:
- Сварной шов является самым слабым местом металлоконструкции. Это объясняется разницей в коэффициентах линейного расширения. После затвердевания расплава сохраняется внутреннее напряжение, снижающее устойчивость соединения к нагрузкам.
- Стык проплавляется неравномерно, что связано с разницей в показателях теплопроводности. Это отрицательно отражается на прочности сварного шва.
- Атомы углерода мигрируют, ухудшая антикоррозионные свойства металла. Шов быстро покрывается ржавчиной и разрушается.
 Шов быстро покрывается ржавчиной и разрушается.
Шов быстро покрывается ржавчиной и разрушается.Технология и правила работы
Правильный выбор метода сварки черного металла с нержавейкой помогает получить прочное долговечное соединение.
Подходящие режимы
Для соединения деталей из разнородных материалов чаще всего применяют следующие технологии:
- электродуговую сварку с плавкими электродами;
- работу в аргоновой среде с неплавкими вольфрамовыми стержнями и присадочной проволокой или без таковой.
Для получения качественного шва электродуговым способом применяют электроды для сварки нержавейки.
Аргонодуговой метод подразумевает использование проволоки из стали с легирующими добавками: никелем, хромом, марганцем. Шовный материал должен содержать больше нержавейки, рекомендуемая концентрация этого металла – 40-60%.
Электроды для сварки нержавейки и их классификация
От правильности выбора стержней зависит стабильность сварочной дуги, качество получаемого шва. Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
Для работы с черметом и нержавейкой применяют переходные электроды следующих марок:
- ОЗЛ-25Б, используемые для сварки деталей из жаропрочных сталей;
- НИАТ-5, применяемые для работы с аустенитными материалами;
- ЦТ-28, предназначенные для сварки содержащих никель сплавов;
- Э50Ф, применяемые для работы с термостойкими металлами.
При силе тока до 60 А используют стержни толщиной 2 мм. Если значение достигает 80 А, диаметр электрода должен составлять 3 мм.
Для соединения деталей из разных металлов применяют ручные и полуавтоматические аппараты. Процесс ведется как с подачей защитного газа, так и без таковой.
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.

Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
 Сварку ведут с короткой дугой.
Сварку ведут с короткой дугой.В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Для защиты изнаночной стороны шва используют поддув.
 После завершения сварки газ продолжают подавать в течение 15 секунд. Это повышает прочность шва.
После завершения сварки газ продолжают подавать в течение 15 секунд. Это повышает прочность шва.Какую технологию сварки лучше выбрать
Решая, как приварить нержавейку к черному металлу в домашней мастерской, сварщики отдают предпочтение дешевым методам. Однако наиболее прочный шов получается при использовании дорогостоящей аргонодуговой технологии. Такое оборудование редко присутствует в домашней мастерской. Покупка аппарата нецелесообразна.
Инверторы отличаются более низкой стоимостью. Стабильность работы и высокая прочность образующегося шва делают это оборудование предпочтительным для домашнего мастера.
Ручная дуговая технология подходит только для формирования горизонтальных соединений. При высокотемпературном воздействии сталь плавится, сварочная ванна смещается.
Необходимые меры предосторожности
При выборе любой технологии сварки соблюдают следующие правила безопасности:
- Нельзя применять неисправные аппараты. Основные блоки оборудования проверяют перед началом работы. Провода не должны иметь повреждений. При необходимости кабели заменяют.
- Для работы подходят только новые электроды с неповрежденным покрытием. Использование треснутых стержней недопустимо.
- Рабочее место обустраивают заранее. Из зоны сварки убирают легковоспламеняющиеся жидкости и материалы, посторонние предметы, способные затруднять процесс.
- При работе применяют сварочную маску, специальный костюм, перчатки, кирзовые сапоги. Возле оборудования стелют диэлектрический коврик, исключающий вероятность поражения человека током.
- Помещение снабжают мощной вентиляционной системой.
- Работу ведут на специальном столе. Не рекомендуется держать детали на весу.
- При использовании инертного газа или кислорода на сварочном столе не должно быть следов масел.
 Провода не должны иметь повреждений. При необходимости кабели заменяют.
Провода не должны иметь повреждений. При необходимости кабели заменяют.Популярные производители электродов и выбор прочего оборудования
Многие компании предлагают сварщикам широкий ассортимент электродов, применяемых при сварке разнородных металлов. Ведущими производителями стержней считаются:
- ESAB;
- «Лосиноостровский завод электродов»;
- «Кировская электродная фабрика»;
- Quattro Elementi;
- «Спецэлектрод»;
- Lincoln Electric.

Особенности работы с тонкой нержавейкой
При сварке тонкостенных материалов требуется наличие соответствующих навыков. Рекомендуется выбирать один из 2 способов:
- Сварка со специальными электродами. Сила тока должна быть меньше, чем при работе с обычной сталью. Преимущество метода – отсутствие необходимости использования газовых баллонов, приобретения вспомогательных инструментов. Недостаток – низкое качество получаемого шва.
- Сварка в среде аргона. Метод считают более безопасным и эффективным. Газ защищает обрабатываемые участки от кислорода, что исключает образование сквозных дефектов, делает шов равномерным.
Сварка трубопровода
Для соединения труб из разных материалов используют электроды с рутиловым или основным покрытием. С плавким расходным материалом работу ведут с током обратной полярности. Сварка труб с постоянными параметрами имеет следующие преимущества:
- возможность применения при работе с тонкостенными трубами;
- высокое качество шва;
- простота в исполнении;
- минимальное количество образующихся в процессе работы брызг.

При использовании неплавких вольфрамовых электродов устанавливают прямую полярность. Такой способ сварки труб отличается следующими положительными характеристиками:
- надежной защитой сварочной ванны кислорода;
- стабильностью электрической дуги;
- коррозионной устойчивостью шва.
Контроль за сварными соединениями
Для оценки прочности соединения между железом и нержавеющей сталью применяют следующие способы:
- Обработка шва керосином. Если жидкость проступает с обратной стороны, соединение является некачественным.
- Использование ацетона. Его наносят также, как керосин. Появляющиеся на изнаночной стороне капли свидетельствуют о наличии сквозных дефектов.
- Гидравлический метод. Применяется в промышленных условиях. После подачи воды под давлением осматривают соединение.
- Ультразвуковые методы. Применяются при предъявлении высоких требований к качеству металлоконструкций.
 youtube.com/embed/58DCQzyIx7s?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/58DCQzyIx7s?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Полезные рекомендации
Опытные сварщики дают начинающим мастерам следующие советы:
- При сварке разнородных металлов желательно применять расходники, содержащие никель. Перед началом работы стержни прокаливают в течение часа.
- Сварочный аппарат должен выдавать постоянный ток.
- Нельзя пропускать этап предварительной обработки деталей. При наличии грязи или ржавчины шов становится хрупким.
- При газовой сварке нельзя использовать принудительные методы охлаждения. Деталь должна остывать естественным путем.
- Нанесение флюса способствует повышению прочности соединения.
- Наконечники неплавких электродов нужно регулярно затачивать.
- При сварке стараются захватывать как можно больше черного металла. Это помогает установить прочную молекулярную связь.
- Электрод нужно вести медленно и аккуратно.
Соблюдение рекомендаций помогает быстро освоить методы сварки деталей из разнородных металлов.
Сварка нержавейки с черным металлом: технология, безопасность, трудности
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.
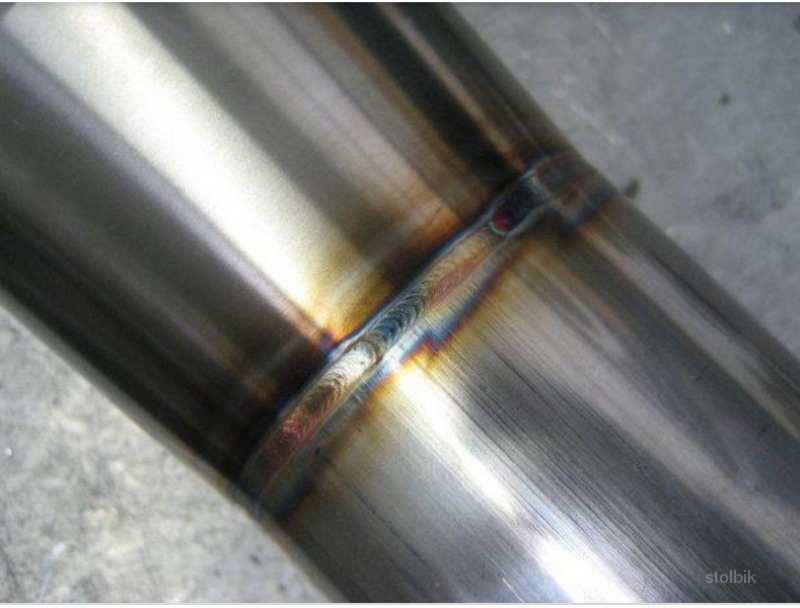
Сварка нержавеющего фланца с отводом из углеродистой стали
Можно ли сваривать сталь с нержавейкой?
Технология соединение металлов с разными составами нередко применяется на промышленных предприятиях. Крупные объекты состоят из множества узлов, тип и структура которых может отличаться. Сварка разнородных элементов в промышленных условиях работы уже давно перестала быть проблемой.
У владельцев загородных домов также может возникнуть необходимость в соединении нержавейки с обычной сталью. В бытовых условиях эту задачу решить сложнее, однако, при условии соблюдении всех технологических требований и грамотном подборе всех расходных материалов, можно получить качественное и прочное соединение. Кроме того, сварщик должен иметь достаточный опыт работы в данной сфере.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Какую технологию использовать?
Способы
При выполнении работ с домашних условиях приходится использовать то, что под рукой. Практика показывает, что лучше всего подходит полуавтомат или сварка неплавящимся электродом в среде аргона. Однако подобное оборудование есть не в каждом доме, а приобретать его ради разовой работы нецелесообразно, ввиду высокой стоимости.
Преимущество аппаратов MIG/MAG сварки не только в качестве шва. С помощью данного режима можно выполнять вертикальные и потолочные швы, что невозможно сделать ручной дуговой сваркой.
Инверторы стоят дешевле, при этом их эксплуатационные характеристики выше, чем у сварочных трансформаторов. Компактные габариты в сочетании со стабильностью работы послужили причиной их распространения среди жителей частного сектора. Ручной дуговой сваркой выполняют только горизонтальные швы, поскольку под воздействием высокой температуры нержавейка быстро плавится и вытекает из шва, тогда как температура стали еще не достигла необходимой степени прогрева. Немаловажным фактором является правильный подбор расходных материалов.
Мнструменты
На рынке отсутствует оборудование, предназначенное для сварки разнородных материалов. При выборе инвертора следует ориентироваться на общие технические характеристики и наличие дополнительных свойств, облегчающих процесс выполнения работ.
Режимы
Перед тем, как заварить заготовку, необходимо выбрать электроды нужного диаметра и установить правильные амперные характеристики:
- При сварке элементов толщиной 1 мм диаметр электрода не должен превышать 2 мм. Сила тока должна быть в диапазоне 30-60 А.
- Для изделий 2 мм можно брать электроды 3 мм. Варить нужно с силой тока 50-80 А.
- Изделия толщиной 4 мм варятся электродами 4 мм с силой тока 90-130 А.
Все работы ведутся на постоянном токе.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Какими электродами воспользоваться?
Как обычными?
Для сварки высоколегированных сталей существует множество подходящих простых электродов, как отечественных, так и зарубежных производителей.
Среди иностранных компаний стоит выделить шведскую компанию ESAB. Их продукция давно пользуется спросом за счет высокого качества, быстрого поджога дуги и стабильной сварочной дуги. Согласно информации от производителя, электроды ОК 61.30 с рутиловым покрытием предназначены для работы со следующими сортами стали:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
В дополнение к отличным эксплуатационным характеристикам, шлак, образующийся поверх шва, очень легко удаляется ручным способом, без применения вспомогательного оборудования.
Электроды от отечественного производителя занимают средний ценовой сегмент. Работа с ними требует определенных навыков, поскольку продукция российских заводов имеет склонность к залипанию и колебанию дуги. При этом свойства полученного соединения не уступают лучшим зарубежным аналогом – при соблюдении технологии шов будет надежно защищен от наружной и межкристаллической коррозии.
Все электроды для выполнения рассматриваемых работ должны быть изготовлены из нержавеющей стали.
Переходные электроды
Основная сложность при сварке черного метала и нержавейки заключается в разной температуре плавления: высоколегированный сплав начинает растекаться по поверхности, тогда как структура стали остается вязкой. Применяя переходные электроды для соединения разнородных металлов поможет справиться с этой проблемой. Все электроды отечественного производства должны изготавливаться с соблюдением требований межгосударственных стандартов ГОСТ.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Как происходит процесс сварки
Предварительно заготовки нужно подготовить: очистить от грязи и пыли, снять окалину – зачистить до металлического блеска железной щеткой или наждачкой. Затем проводят обезжиривание спиртом или растворителем, наносят на кромки флюс, он выравнивает плавление, обе заготовки прогреваются равномерно.
Сваривать заготовки желательно в нижнем положении, чтобы ванна расплава не растекалась. Движения должны быть точные. Чтобы качественно приварить нержавейку к черному металлу обычным электродом, нужен ток обратной полярности (подключают контакт «+»), держать его нужно ближе к углеродистому черному сплаву, у него ниже текучесть. Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
В качестве источника тока использовать инвертор с дополнительными функциями. При газосварке швы проваривают долго, чтобы образовалась большая ванна расплава. После проверки и очистки швов рабочую зону покрывают пассивирующим слоем.
Аргонодуговой метод с вольфрамовым электродом
Наивысшее качество шва при сварке нержавейки и чёрного металла может обеспечить аргонодуговой метод с использованием неплавящегося вольфрамового электрода. Он также имеет свои особенности и из-за дороговизны используется только в случае необходимости очень тонкого и высококачественного соединения, чего при сваривании разных материалов добиться довольно сложно.
Схема аргонной сварки фольфрамовыми электродами
Аргонная сварка нержавейки чаще всего применяется для восстановления целостности газопроводных или водопроводных труб, качество соединения которых обеспечивает отсутствие утечек. Переменный ток используется только для алюминия, в остальных случаях применяется постоянный. Для присадки следует выбирать более легированную проволоку, нежели сам обрабатываемый материал.
Весь процесс проходит в аргоновой среде. Если на свариваемый металл во время работы попадёт воздух, то он окислится. Это недопустимо, а потому следует исключить колебательные движения, чтобы не нарушить защитное пространство, созданное аргоном. Обратную сторону шва поможет защитить поддув. После окончания работ газ для защиты места соединения необходимо подавать ещё в течение 10–15 минут – это обеспечит значительное увеличение срока службы шва.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение. Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея
для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен
электропроводный (conductive) ABS-пластик
, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
Что же делать? Нашему брату приходится действовать методом Микеланджело, используя для творчества вместо каменной глыбы купленные в DIY-магазине заготовки, либо вообще старые корпуса ПК. Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
UPD
Для
моддеров
, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (
осциллорез
) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER:
Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для
жестких и очень жестких
атмосферных условий, Таблица №3 для контактов, находящихся
в морской воде
. Ниже я предлагаю выдержку из Таблицы №1 для
средних атмосферных
(т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
UPD:
Ещё цветные шпаргалки (благодарю greatvovan): для средних атмосферных условий для жестких и очень жестких атмосферных условий
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды. Оцинковка
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из
оцинкованной холоднокатанной стали
толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная
эквипотенциальность
(наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества. Витая пара из
омедненного алюминия
(Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никель
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавейка
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Если вы занимались сборкой ПК, то наверняка знаете, что болтики для монтажа приводов CD/DVD, «ноутбучных» дисков 2.5″ и флоппи-дисководов (ха-ха) используют метрическую резьбу M3. В корпусах ПК и жёстких дисках 3.5″ используется более грубая дюймовая резьба #6-32 UNC. Почему? Мягкий металл любит более грубую резьбу, к тому же адепты дюймовой системы пока лидируют на рынке технологий. Стойка 19″ использует (вы не поверите) дюймы в качестве основной меры, однако для монтажа оборудования я встречал только оцинкованные клетевые шайбы и винты с метрической резьбой М6. Дюймово-метрический дуализм в технологиях…
Обустройство своей инженерной кухни я начал с того, что купил защитные очки, набор качественных свёрл по металлу, небольшой вороток
и
метчики
на резьбы M3 и #6-32 UNC, а заодно M4 и M6.
Плашки
не понадобились.
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
| Диаметр резьбы | Стандартный шаг, мм | Диаметр сверла, мм | ||
| ГОСТ | Fe | Al | ||
| M2 | 0.4 | 1,6 | 1.5* (-0.1) | |
| M2,5 | 0.45 | 2.0 | 1.8* (-0.2) | |
| M3 | 0.5 | 2.5 | 2.3 (-0.2) | |
| M3.5 | 0.6 | 2.9 | 2.7* (-0.2) | |
| M4 | 0.7 | 3.3 | 3.2 | 3.0 (-0.3) |
| M5 | 0.8 | 4.2 | 3.9 (-0.3) | |
| M6 | 1.0 | 5.0 | 4.9 | 4.6 (-0.4) |
| M8 | 1.25 | 6.8 | 6.7 | 6.3 (-0.5) |
| M10 | 1.5 | 8.5 | 8.0 (-0.5) | |
| #6-32 UNC | 0.794 | 2.85 | 2.7* | 2.5* (-0.35) |
* Я рискнул прикинуть калибры двух дополнительных свёрл для стали и алюминия там, где по ним у меня нет данных в источниках. Обратите внимание, резьба #6-32 UNC по наружному диаметру находится между M3 и M4, а по шагу резьбы вообще ближе к M5.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ.
про СОЖ
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается
металлический отпуск
. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах. Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм. Хорошенько отметьте отверстие
керном
. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
На известной китайской площадке можно приобрести «пальцевые» винтики (thumb screw), причём и на #6-32, и на M3. Материал и цвет разный.
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования. » ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры. » Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Сварка нержавейки электродом и инвертором для начинающих | ММА сварка для начинающих
Уже более века человек использует нержавейку для собственных нужд. Эта прочная и неподдающаяся коррозии сталь применяется практически повсеместно, начиная от крепежа и заканчивая промышленностью.
Незаменима нержавеющая сталь и в быту. Однако чтобы починить какую-либо вещь из неё понадобится дуговая сварка и электроды определённого типа. Также, при сваривании нержавейки у многих начинающих сварщиков возникают трудности.
Про особенности сварки нержавеющей стали электродом мы и поговорим в этой статье.
Что представляет собой сварка электродом?
Ручная дуговая сварка электродом — это процесс, при котором плавится электрод, расплавляя собой металл. В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
Электрод не только плавит металл, но и служит в качестве присадочного материала, когда основного металла явно недостаточно для заполнения сварочной ванны. Подобная технология сварки именуется как ММА (Manual Metal Arc).
Какими электродами варить нержавейку
Для сварки нержавейки существуют два типа электродом, с основным и рутиловым покрытием. Новичкам, безусловно, проще и легче будет варить нержавеющую сталь электродами с рутиловой обмазкой, такими как ESAB OK 46.00 и Lincoln Electric Omnia 46.
Что же касается электродов с основным покрытием, то для сварки нержавейки применяются электроды следующих марок: ESAB FILARC 88S, СЭЗ ЗИО-8, СЭЗ ЦТ-15. Варить нержавейку инвертором можно во всех пространственных положениях, однако вертикальные швы поддаются лишь опытным сварщикам.
Сварка нержавейки электродом для начинающих
Перед тем как приступать к сварке нержавеющей стали электродом, изделия нужно тщательным образом подготовить к работе. Их поверхность должна быть очищена в зоне сварки от любых загрязнений. Кромки металла перед свариванием рекомендуется обезжирить, используя для этих целей бензин, либо ацетон.
Чтобы брызги расплавленного металла не прилипали к нержавейке, околошовную зону сварки нужно обработать специальным средством. Чтобы обеспечить оптимальную усадку, свариваемые изделия нужно располагать с небольшим зазором друг к другу.
Основные правила сварки нержавейки:
- Сварка нержавеющей стали инвертором осуществляется на обратной полярности. При выполнении сварочных работ необходимо стараться меньше проплавлять сварной шов;
- Для сварки нужно использовать тонкие электроды;
- При сварке нержавейки ток на сварочном инверторе должен быть выставлен на 20% ниже, чем при сварке любых низколегированных сталей. Для бытового инвертора вполне хватит тока в диапазоне 60-160 А.
Во время сварки нержавейки очень важно уметь отводить тепло после образования сварочного шва. Для охлаждения и предупреждений деформаций используют медные подкладки, и только при сварке аустенитной стали допускается охлаждение металла водой.
Еще статьи про сварку:Сварка MIG из нержавеющей стали — Советы и хитрости
Нержавеющая сталь — привлекательный металл для сварки MIG. Однако его можно легко заворачивать из-за тепла. Здесь вы получите ценную информацию о сварке нержавеющей стали методом MIG.
Обзор
нержавеющая сталь Сталь популярна для сварки, поскольку она очень устойчива к коррозии. В Основная причина в том, что он содержит более высокий процент хрома по сравнению с другие металлы. Использование стали для сварки MIG немного сложно. Однако это будет обеспечивают качественную резку по сравнению с другими металлами, оставляющими шлак.
Is нержавеющая сталь — единственный металл для сварки MIG? Нет. Углеродистая сталь — альтернатива; однако он не пользуется популярностью, так как подвержен ржавчине.
В то время как сварка MIG углеродистой стали проста, этого нельзя сказать о нержавеющей стали. Здесь мы рассмотрим сварку нержавеющей стали методом MIG и способы получения качественной резки. Продолжайте читать
Даже когда мы будем разбирать нержавеющую сталь, сварку MIG, мы рассмотрим, почему это замечательный металл требует особого ухода. Мы также рассмотрим меры предосторожности. чтобы получить качественные порезы.
Все любят металл из нержавеющей стали в основном из-за его блеска и гладкости, которые придают ему эстетический вид. Для лучшего сварочного аппарата MIG, глянцевитость может быть не так важна, если вы получаете хороший результат. Нержавеющую сталь можно использовать для ремонта и создания новых проектов.
Учебное пособие по сварке нержавеющей стали
Какая нержавеющая сталь лучше всего подходит для сварки MIG?
Возможно главный вопрос, который вы думаете, будет заключаться в том, какой тип нержавеющей стали лучше всего это для сварки MIG? Есть несколько типов стали, и у каждого есть разные качества.
Тип имеет значение? Да. Вот и ответ. Вам нужно тщательно выбирать лучший тип нержавеющей стали, который даст отличные результаты.
- Аустенитная сталь популярна, поскольку состоит из большого количества хрома и никеля. Это не похоже на ферритные и мартенситные типы, которые содержат высокоуглеродистый материал, который делает их магнитными. Металл с сильным магнитным полем по-прежнему будет давать искры.
- Вам понадобятся металлические фильтры, аналогичные основным металлам. Для достижения наилучших результатов сварки фильтрующий материал должен иметь тот же состав, что и основной металл.
Проблема коробления нержавеющей стали
- Большинство сварщиков, особенно новичков, сталкиваются с проблемами при сварке стали из-за высокого удержания тепла, что может привести к наматыванию.
- В процессе также образуется много шлаков, что затрудняет охлаждение металла.
Почему сварка MIG?
Преимущество сварки MIG в том, что ей легко и быстро научиться. Кроме того, внутри есть присадочная проволока, и стыки быстро остынут.Он идеально подходит для домашнего использования или для самостоятельного использования.
Как использовать сварку MIG для соединения металла
самое главное, чтобы нержавеющая сталь не заворачивалась во время сварочный процесс. Убедитесь, что ваше рабочее место чистое.
Существуют различные методы предотвращения деформации металла из нержавеющей стали. Вы можете либо укрепить металлические стыки, либо распределить тепло.
Статья по теме: Обзор лучших малых и мини-сварщиков
Как закрепить суставы
Место металлической нержавеющей стали над столом и крепко удерживайте с помощью зажима.Ты также можно положить деревянную доску между стыками, чтобы убедиться, что они не совпадают.
Затем соедините металлы с помощью сварки MIG. Однако при работе с большими металлическими листами вам потребуется больше распорок. В этом случае лучшим выбором будет сварка TIG.
Хитрость в том, что для достижения наилучших результатов закрепите сустав идеально. Этим способом, тепло распространяется, и это сводит к минимуму деформацию вашего металла.
Возможно вам может быть интересно, как вы распределяете тепло?
Это довольно простая процедура, при которой вы шатаетесь или делаете шаг назад во время сварки.Это более например, вытащить сварной шов и дать стыку остыть, а затем продолжить сварка.
Поскольку нержавеющая сталь очень быстро нагревается, вы можете держать сварочный аппарат MIG в течение длительного времени. В этом отличие от углеродистой стали, которую вы держите в руках только на короткое время.
Какой газ следует использовать для сварки нержавеющей стали методом MIG?
Для получения отличных результатов вам понадобится защита от газов аргона и углекислого газа. Предпочтительно использовать соотношение 2,5% для диоксида углерода и 90% для гелия и 7.5% для аргона.
MIG-сварка нержавеющей стали в чистом аргоне
Заключение
От Из нашего обсуждения MIG Welding нержавеющей стали очевидно, что металл деликатный и требует особой осторожности при сварке.
Кому получить лучший результат;
- Используйте умеренную мощность, чтобы не допустить плавления стали.
- Если есть тепло, можно выключить питание, чтобы жидкость стала гладкой.
- Где брызги металла, значит, тепла недостаточно
Наши Заключительные мысли, сталь — элегантный металл, который нравится людям; однако есть когда дело доходит до сварки, больше, чем кажется на первый взгляд.Надеюсь, из нашего обзора, вы получите качественные порезы.
Как сваривать нержавеющую сталь с помощью двух основных процессов
Как сваривать нержавеющую сталь, во многом зависит от толщины металла и его отделки, не говоря уже об использовании готового продукта. Можно выбрать один из нескольких методов сварки, однако три наиболее часто используемых процесса для этого конкретного материала включают MIG, сопротивление и TIG. Благодаря своей прочности нержавеющая сталь — отличный материал для начинающих, и она определенно более щадящая, чем другие металлы, такие как алюминий.Для новичка обучение сварке различных типов металлов всегда будет сопряжено с новыми проблемами. Однако считается, что нержавеющая сталь гораздо более щадящая, чем более тонкие металлы.
Способ сварки нержавеющей стали будет зависеть от используемого вами процесса, толщины металла и предполагаемого использования. Одно можно сказать наверняка, когда вы свариваете нержавеющую сталь, важно начинать с низкой температуры, чтобы избежать деформации металла. Поскольку нержавеющая сталь очень прочная, это отличный выбор для новичков, которым необходимо практиковать различные методы сварки.Кроме того, его легче сваривать, и он более доступен по цене, чем другие типы металлов.
Прочтите, чтобы узнать о различных сварочных процессах, которые вы можете выбрать, и ознакомьтесь с важными советами по сварке нержавеющей стали, которые обеспечат получение прочного сварного шва.
Какой процесс обработки нержавеющей стали наиболее часто используется?
TIG часто является предпочтительным способом сварки нержавеющей стали, поскольку он может обеспечить более прочный сварной шов. Этот процесс обеспечивает меньшее тепловложение, поэтому он также является хорошим выбором при работе с более тонким материалом.При сварке TIG вы будете использовать аргон, смешанный с другими газами. Однако это может зависеть от конкретного проекта. Варианты газа включают азот, водород и гелий. Чтобы повысить устойчивость к коррозии и предотвратить окисление, следует использовать односторонний процесс для создания защиты инертным газом между внешними и внутренними сварными швами.
MIG Сварка нержавеющей стали
MIG — еще один популярный вариант сварки нержавеющей стали, поскольку он позволяет пользователю использовать импульсный источник тока.Это значительно упрощает сварку сложных проектов из нержавеющей стали или труднодоступных мест. Используемые газовые смеси включают диоксид углерода, кислород и гелий. Эти газы помогут улучшить качество сварки и стабилизировать дугу.
Лучший процесс для работы
Выбор подходящего процесса сварки для вашего проекта нержавеющей стали будет зависеть от качества, которое вы ищете. Точечная сварка может быть лучшим вариантом, если вы ищете более доступный способ сварки. Однако, если вы работаете с очень тонкой нержавеющей сталью, сварка TIG может быть лучшим выбором.Но для новичков этот процесс может быть довольно сложным. MIG часто выбирают новички, однако, если вам нужны сварные швы наилучшего качества, мы рекомендуем попрактиковаться в методах сварки TIG.
Наконечники для сварки нержавеющей стали
При сварке нержавеющей стали можно кое-что сделать, чтобы облегчить работу.
- Прежде всего, убедитесь, что вы тщательно очистили сталь перед началом сварки. Из-за высокого содержания хрома нержавеющую сталь всегда следует очищать.Проволочная щетка — идеальный инструмент для этой задачи. Очистка стали удалит грязь, краску, масла, жир и отложения хрома. Вы должны убедиться, что сталь полностью очищена от грязи и мусора, чтобы сваривать ее должным образом.
- При сварке нержавеющей стали всегда используйте слабый огонь. Нержавеющая сталь обычно бывает очень тонкой. Если вы включите слишком сильный огонь, вы рискуете искривить его. Начните с холодных настроек и постепенно добавляйте тепло, если вам нужно лучшее проплавление или более прочный сварной шов.Лист нержавеющей стали нужно прихватывать. Сталь следует прихватывать в нескольких местах, а затем заливать заливкой. Это помогает свести к минимуму вероятность деформации, позволяя легко гарантировать, что сварные швы выровнены должным образом. Вы также можете сваривать более короткими очередями, чтобы избежать деформации. Эти короткие всплески следует делать короткими периодами от трех до пяти секунд. Между взрывами необходимо дать стали остыть перед повторной сваркой.
- Если вы используете сварочный аппарат для нержавеющей стали, используйте только нержавеющие стержни.Если вы планируете использовать обычные стержни или проволоку для сварки MIG, то вы должны помнить, что любые свариваемые части в конечном итоге ржавеют. Чтобы предотвратить коррозию, можно добавить прозрачную краску или грунтовку.
Связанные вопросы
Какой процесс сварки наиболее удобен для начинающих?
С помощью лучшего сварочного аппарата MIG и правильного рисунка вы легко сможете добиться профессионального качества, гладкого и надежного сварного шва. Если вы ищете доступную модель, мы рекомендуем сварочный аппарат Hobart Handler 210 MVP MIG Welder, который отличается интуитивно понятным управлением, прочной конструкцией и универсальным дизайном, что делает его идеальным для сварщиков любого уровня подготовки.
Как я могу стать сварщиком?
Сегодня нет недостатка в сварочных программах в любом местном техникуме. Многим работодателям потребуется множество сертификатов для различных сварочных процессов, поэтому часто бывает лучше изучить структурированную программу и убедиться, что вы получаете солидное образование. Тем не менее, обучение у профессионального сварщика с многолетним опытом также может быть вариантом, причем более доступным. Изучение того, как стать сварщиком, может быть настоящим испытанием вначале, но как только вы освоите наиболее часто используемые сварочные процессы, такие как MIG и TIG, у вас не должно возникнуть проблем с выполнением небольших и крупных сварочных работ в домашних условиях. , или получить квалификацию на должность сварщика начального уровня.
Последние мысли
Как сварить нержавеющую сталь — задача намного проще, чем некоторые могут подумать. Конечно, контроль температуры может быть проблемой для новичка, но с терпением и постепенным увеличением нагрева вы можете легко практиковать даже сложные сварные швы с использованием процессов сварки MIG или TIG для более гладкого и жесткого шва, который будет длиться год за годом.
Сварка MIG из нержавеющей стали с помощью компактных сварочных аппаратов
Q: У меня в цехе есть небольшой механизм подачи проволоки / сварочный аппарат с входным напряжением 120 В, который я использую для сварки MIG низкоуглеродистой стали.У меня новая работа по изготовлению листового металла из нержавеющей стали марки 304 толщиной 16, и мне интересно, могу ли я использовать этот же сварочный аппарат для сварки MIG нержавеющей стали? Если да, то как настроить сварщика?
A: Во-первых, обратите внимание, что марка 304 — это нержавеющая сталь аустенитного типа. Таким образом, в данной статье рассматривается только этот тип. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионно-твердые типы нержавеющих сталей.
Ответ на ваш первый вопрос: да, вы можете сваривать MIG тонкую нержавеющую сталь в режиме короткого замыкания с помощью компактных MIG-сварочных аппаратов с входным напряжением 120 или 230 В (см. Пример на , рис. 1 ).Машина будет иметь такую же силу тока и толщину материала для нержавеющей стали, что и для углеродистой стали. Прежде чем ответить на ваш второй вопрос, необходимо кратко обсудить различия между некоторыми физическими и химическими свойствами нержавеющей стали по сравнению с углеродистой сталью и то, как это влияет на параметры сварки. Во-первых, коэффициент теплового расширения аустенитных сталей примерно на 50% больше, чем у углеродистой стали, что может привести к большему искажению.Поэтому, чтобы минимизировать коробление (особенно на листовом металле), сваривайте при минимально возможном токе или уровне «нагрева», что по-прежнему обеспечивает полное сплавление между проволокой и опорной пластиной. Во-вторых, нержавеющая сталь имеет более низкую теплопроводность, а это означает, что тепловая энергия не передается и не удаляется из зоны сварного шва с такой скоростью. Это выгодно при сварке, так как для достижения полного плавления не требуется такой большой ток, поскольку тепло не так быстро отводится от зоны сварного шва. Нержавеющая сталь также имеет более низкую электропроводность (т. Е. Более высокое электрическое сопротивление). Это означает, что скорость подачи проволоки при той же скорости, что и для углеродистой стали, приведет к более низким уровням тока для нержавеющей стали. Кроме того, поддержание постоянного контактного расстояния между наконечником и рабочей поверхностью (CTWD) более важно для нержавеющей стали, поскольку изменения приводят к большей степени изменения уровней тока. | |
Теперь преобразуйте эти различия в свойствах в различные параметры, необходимые для сварки нержавеющей стали методом MIG. Во-первых, автомат должен быть установлен на полярность DC + (постоянный ток положительный).Что касается скорости подачи проволоки и настроек напряжения, у большинства этих компактных сварочных аппаратов MIG есть таблица рекомендуемых настроек на дверце. Однако в таблице могут отсутствовать настройки для нержавеющей стали. Если нет или ничего не найдено в руководстве по эксплуатации машины, то в качестве отправной точки используйте рекомендуемые в таблице настройки для углеродистой стали, основанные на толщине листового металла из нержавеющей стали, с которым вы свариваете. Затем отрегулируйте настройки оттуда, чтобы точно настроить сварной шов. В общем, вам, вероятно, потребуется немного более высокая скорость подачи проволоки, чем при использовании с низкоуглеродистой сталью, но это все равно, вероятно, приведет к немного более низкому уровню тока.Кроме того, вам, вероятно, придется использовать более высокие настройки напряжения, которые помогут больше смачивать лужу, делая поверхность более плоской и лучше смываемой на носках сварного шва.
| Для подачи проволоки не требуются какие-либо специальные приспособления (например, рекомендации по применению катушкодержателя для алюминиевой проволоки). Однако вам понадобится проволока MIG из нержавеющей стали. Я бы рекомендовал диаметр 0,030 дюйма для катушки весом два или десять фунтов. Для вашего конкретного применения используйте сплав 308LSi.Как правило, тип используемой проволоки зависит от типа свариваемого материала из нержавеющей стали. Тремя наиболее распространенными сортами проволоки из аустенитной нержавеющей стали являются 308, 309 и 316. Эти сорта проволоки также могут иметь обозначение «L», указывающее на то, что содержание углерода в проволоке находится в нижней части диапазона углерода. Я бы также порекомендовал марку с обозначением «Si», указывающим на более высокое содержание кремния, что обеспечивает большую текучесть лужи. Примеры (см. , рис. 2, ) могут включать провода Harris 308LSi, Harris 309LSi и Harris 316LSi. | |
Обратите внимание, что режим короткого замыкания при переносе металла — это более низкая энергия дуги или меньшее тепловложение по сравнению с другими процессами дуговой сварки. Хотя он помогает снизить вероятность прожога листового металла, он также дает более холодный и прочный сварной шов. При сварке нержавеющей стали проблема усугубляется тем фактом, что нержавеющая сталь имеет более медленный сварной шов (как уже обсуждалось).Поэтому для сварки MIG нержавеющей стали с коротким замыканием рекомендуется использовать трехкомпонентный защитный газ, например 90% He / 7,5% Ar / 2,5% CO2. Высокая теплопроводность гелия обеспечивает более плоский сварной шов и хорошее сплавление с опорной пластиной. Хотя смеси с высоким содержанием гелия могут быть более дорогими, чем другие типы защитных газов, высокий процент гелия в смеси помогает противодействовать холодным, вялым характеристикам гранул. Другой приемлемой смесью защитного газа для сварки MIG нержавеющей стали с коротким замыканием является 98% Ar / 2% O2 (или эквивалент 98% Ar / 2% CO2).Эта последняя смесь дает более холодный сварной шов, чем трехкомпонентная смесь гелия, и поэтому расплавленная сварочная ванна также не смачивается. Однако сварочные характеристики по-прежнему приемлемы, и, как правило, стоимость газовой смеси ниже, чем трехкомпонентной смеси гелия, а также она более доступна.
Для обеих этих газовых смесей из нержавеющей стали требуются второстепенные газы в смеси для обеспечения хороших характеристик зажигания дуги. Следовательно, вы не хотите использовать полностью инертный защитный газ, такой как 100% гелий или 100% аргон, для сварки MIG нержавеющей стали.Характеристики дуги будут плохими. Примечание. Не путайте эту рекомендацию с рекомендуемыми защитными газами для газо-вольфрамовой дуговой сварки или TIG-сварки, которые представляют собой 100% аргон или 100% гелий (или их смесь) для любого типа основного металла, включая нержавеющую сталь. . Динамика дуги в процессе TIG сильно отличается от процесса MIG. Кроме того, вы не хотите использовать тот же тип защитного газа, который вы используете с проволокой из углеродистой стали, например 75% Ar / 25% CO2 или 100% CO2.И углерод, и кислород из защитного газа реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. Максимальный уровень кислорода или углекислого газа, который следует использовать в смеси защитного газа с нержавеющей сталью, составляет 3% или 5% соответственно.
Как сваривать титан — Сварочный штаб
Титан — металл с высокой реакционной способностью, поэтому в прошлом люди сваривали его только в плотно закрытых камерах. Однако сваривать титан не так сложно, как думают люди.При надлежащей газовой защите и профилактических мерах вы легко сможете взяться за работу. В этой статье мы расскажем вам , как сварить титан .
Титан имеет несколько свойств, которые играют решающую роль в процессе сварки.
- Имеет более низкую плотность, чем большинство металлов
- Не такой эластичный, как другие металлы
- Титан имеет более высокую температуру плавления, чем большинство других металлов, используемых при сварке
- Это легко вступающий в реакцию материал и легко загрязняется
- Она не такая пластичная, как нержавеющая сталь
Подготовка к сварке
Правильный сварной шов из титана будет выглядеть как замерзшая ртуть — он будет блестящим и отражающим.Чтобы обеспечить получение сварного шва хорошего качества, сначала следует выполнить несколько шагов, чтобы подготовить поверхность шва к процедуре.
Очистите поверхность
Мы советуем вам подготовить поверхность перед всеми сварочными работами. Однако с титаном нужно быть особенно осторожным. Чем чище ваша поверхность, тем прочнее будет соединение. Масло, пыль, сажа, ржавчина, смазочно-охлаждающая жидкость и краска могут привести к хрупкому соединению, которое считается повреждением сварного шва.
Чтобы обеспечить прочный и успешный сварной шов, соблюдайте три С:
- Чистая поверхность
- Чистое рабочее место
- Чистый наполнитель
Если хотя бы одна из этих поверхностей не чистая, вы легко можете загрязнить вашу заготовку.Чтобы удалить с поверхности все нежелательные частицы, мы рекомендуем вам использовать химический очиститель, специально разработанный для титана.
Для рабочей поверхности используйте пароочиститель и разбавленный раствор гидроксида натрия, чтобы стереть все загрязнения. Затем с помощью горячего воздуха удалите всю влагу из рабочего пространства.
Не используйте нагнетатель горячего воздуха для горючих химических растворителей. Вам необходимо убедиться, что химический очиститель, который вы используете для очистки заготовки, негорючий.
Очистите все оборудование и вытрите насухо перед использованием. Вы также можете использовать раствор, который вы использовали для рабочего места, для инструментов.
Титан плохо реагирует на хлор, поэтому дважды проверьте очиститель, чтобы убедиться, что он не на основе хлора. Резиновые перчатки также содержат хлор, поэтому используйте пластиковые или хлопчатобумажные перчатки.
Выберите защитный газ
Поскольку титан легко реагирует с воздухом, маслом, грязью, влагой и другими металлами с образованием хрупких соединений, использование правильного защитного газа имеет важное значение, когда вы хотите получить прочный сварной шов.Обычно большинство сварщиков используют для этого аргон чистотой 99,999%. Только действительно чистый аргон и гелий обеспечивают оптимальную защиту от атмосферы.
При покупке защитного газа для сварочного проекта убедитесь, что вы получаете этот газ только от проверенных поставщиков. Даже если аргон немного менее чистый, чем требуется, это может привести к обесцвечиванию. У вас получится шов с желтоватым оттенком, чего вы не хотите. Загрязненный газ или неполное покрытие также могут вызвать синюю окраску и пятнышки.
При использовании титана необходимо убедиться, что не только передняя, но и задняя часть защищена от атмосферных воздействий. Любая область, подверженная тепловому воздействию, будет иметь неблагоприятную реакцию при контакте с кислородом.
Для мелких деталей можно использовать закрытые отсеки из перчаточных ящиков, заполненные защитным газом. Вы даже можете использовать специально изготовленные камеры продувочного газа из полиэтилена в сочетании с датчиком продувки. С их помощью вы можете убедиться, что в камере достаточно аргона для обеспечения оптимальной защиты.
Если вы хотите получить идеальный уровень покрытия при сварке, вам необходимо выполнить три шага:
- Первичное экранирование — оно обычно встроено в сварочную горелку и обеспечивает первичное покрытие, необходимое для защиты расплавленной сварочной ванны. Вы можете использовать стандартную горелку с водяным охлаждением, керамическую чашку и газовые линзы. Мы предлагаем вам выбрать фонарик с более широкой чашкой для наилучшего покрытия.
- Вторичное экранирование — скользящие экраны обеспечивают вторичную защиту.Они прикрепляются к концам большинства сварочных горелок и гарантируют, что все участки, подверженные термическому воздействию, защищены от загрязнения.
- Backup Shielding — Эти устройства похожи на висячие экраны и выполняют практически ту же функцию. Это либо портативные устройства, либо они закреплены на месте. Они редко когда-либо поставляются предварительно вставленными в сварочную горелку.
Выбор правильной присадочной проволоки
При выборе присадочного металла для сварки титана и его сплавов мы рекомендуем вам выбрать присадочную проволоку, которая в основном обладает теми же свойствами, что и основной материал.Вы также можете выбрать проволоку, класс прочности которой на один класс ниже основного металла. В некоторых ситуациях сварщик может даже использовать присадочную проволоку другой категории.
Ваш выбор присадочной проволоки будет зависеть от свойств и комбинации стыка. Для улучшения пластичности швов:
- При сварке нелегированного титана с более высокой прочностью используйте присадочный металл с более низким пределом текучести основы.
- При сварке титана из Ti-5A1-2 можно использовать нелегированный присадочный материал.Классификации 5Sn и Ti-6A1-4V.
- Другой вариант — присадочный металл с более низким процентным содержанием кислорода, азота, водорода, углерода и других легирующих добавок, чем основной металл.
Используемые сварочные процессы
При сварке титана и титановых сплавов можно использовать любую из следующих процедур сварки:
- (EBW) Электронно-лучевая сварка
- (GTAW) Дуговая сварка вольфрамовым электродом или сварка вольфрамовым электродом в среде инертного газа (TIG)
- (RW) Сварка сопротивлением
- (LBW) Лазерная сварка
- (PAW) Плазменная сварка
- (GMAW) Дуговая сварка в газовой среде или (MIG) в среде инертного газа
- (FRW) Сварка трением
Электронно-лучевая сварка
Это процесс слияния, в котором для соединения двух металлов используется высокоскоростной электронный пучок.Когда луч соприкасается с металлическими деталями, он выделяет сильное тепло. Две пластины плавятся и сливаются, образуя прочное соединение. В аэрокосмической и авиационной промышленности используется электронно-лучевая сварка из-за долговечности получаемых соединений.
Вы можете использовать процедуру электронно-лучевой сварки для листов толщиной от 6 до 76 мм и более. В результате этого процесса получаются высококачественные сварные швы с низким уровнем загрязнения, так как процесс происходит в атмосфере высокого вакуума.
Вольфрамовый инертный газ / GTAW
В процессах сваркиTIG или GTA используется неплавящийся вольфрамовый электрод, который передает ток сварочной дуге.Защитный газ используется для защиты сварочной ванны от внешнего загрязнения, которое может привести к слабым и некачественным сварным швам. В процессе работы понадобится присадочный металл или проволока для сварного шва.
Это широко используемый процесс сварки титана и его сплавов. Вы можете использовать TIG без присадочного материала для стыковых соединений с квадратными канавками на основных металлах толщиной до 2,5 мм. Для более толстых листов необходимо использовать присадочный металл, чтобы гарантировать долговечность сварного шва.
Сварка сопротивлением (RW)
Сварка сопротивлением — это термоэлектрическая процедура.Он соединяет два куска металла вместе, пропуская контролируемый ток через пластины в течение контролируемого периода. Обычно во время процедуры также используется значительное давление. В этом методе нагрев строго ограничен областью, которую необходимо соединить.
Контактную сварку можно использовать для соединения титана и его сплавов точечной или непрерывной сваркой. Это особенно полезно при сварке титана с другими металлами, такими как углеродистая сталь или пластины из нержавеющей стали.
Лазерная сварка (LBW)
Это еще один процесс сварки плавлением, при котором два куска металла соединяются вместе с помощью лазера. Он нагревает стык между двумя пластинами, которые плавятся и сливаются, образуя соединение. Когда расплавленная сварочная лужа остывает и затвердевает, получается прочный и долговечный сварной шов.
Сварщики в настоящее время все чаще предпочитают сварку титана лазерным лучом, поскольку это устраняет необходимость в вакуумной камере. Однако использование защитного газа по-прежнему необходимо, поскольку сохраняется риск загрязнения.
Несмотря на то, что лазерный луч и электронный луч являются процедурами сварки плавлением, сфера применения первого более ограничена. Невозможно эффективно использовать процесс на титановых пластинах толщиной более 13 мм.
Плазменно-дуговая сварка (PAW)
Плазменная дуговая сваркапохожа на TIG, поскольку в ней также используется дуга между вольфрамовым электродом и заготовкой. Он подходит для использования практически со всеми классификациями титана и хорошо работает даже с толстыми листами металла. Используя технику замочной скважины, вы также можете использовать ее на однопроходной пластине толщиной до 13 мм.
Сварка металла в инертном газе (MIG) / газовая дуговая сварка металла (GMAW)
При сваркеMIG используется проволока из твердого присадочного металла, которая непрерывно нагревается и подается с помощью сварочного пистолета. Этот процесс гарантирует использование защитного газа для защиты сварочной ванны от загрязнения. Многие сварщики предпочитают GMAW из-за высокой наплавки металла и производительности.
Вы также можете использовать этот процесс для сварки титана на пластинах толщиной более трех 3 мм. Используя технику импульсного тока, можно производить сварные швы высокого качества.Этот метод менее затратный, чем другие, особенно при использовании на титановых пластинах толщиной более 13 мм.
Сварка трением (FRW)
Как следует из названия, этот метод использует трение для соединения двух металлических частей вместе. Это процесс сварки в твердом состоянии, при котором получаемое соединение имеет такую же прочность, как и основание. Он широко используется в различных отраслях промышленности и может использоваться для соединения труб, трубок или стержней. Он особенно хорошо работает в ситуациях, когда можно добиться чистоты суставов без применения дополнительных мер защиты.
Советы и рекомендации по сварке TIG
Вот несколько советов и приемов при работе с титаном.
- Используйте стандартный источник сварочного тока GTAW в сочетании с запуском высокочастотной дуги. Использование электрода постоянного тока отрицательной полярности с дистанционным управлением силой тока хорошо подходит для сварки титана.
- Используйте горелку TIG с водяным охлаждением. Они могут выполнять высокотемпературную сварку в течение более продолжительных периодов времени. По сравнению с горелками с воздушным охлаждением они также меньше по размеру и легко управляются.
- Если вы ищете более дешевую горелку, мы рекомендуем вам выбрать вместо нее горелку с воздушным охлаждением.
- Для сварки титана следует использовать электрод из 2% -ного вольфрама:
- 1/16 дюйма или меньше для сварки менее 125 ампер
- от 1/16 до 3/32 дюйма, от 125 до 200 ампер
- Для более чем 200 ампер следует использовать электрод диаметром от 3/32 до 1/8 дюйма.
- Используйте широкую газовую линзу диаметром не менее 0.От 75 до 1 дюйма. Это позволяет выполнять более длинные сварные швы, обеспечивая более широкий охват.
- Используйте продувочный блок из пористой меди для равномерного покрытия заготовки со всех сторон. Медь действует как линза и равномерно распределяет защитный газ по длине заготовки со всех сторон.
- Идеальный поток газа для продувочных блоков и подвижных экранов составляет 10 кубических футов в час. Для факела вы должны установить его на 20 кубических футов в час.
- Для стыков, где использование продувочного блока становится невозможным, вы можете сделать камеру своими руками из фольги из нержавеющей стали и стекловолоконной ленты.Перед тем, как начать сварку, дайте защитному газу течь в подрывной камере достаточно долго, чтобы воздух полностью изменился как минимум десять раз.
- Для защиты материала от загрязнения всегда надевайте нитриловые перчатки при работе с титаном.
- Каким бы важным ни был выбор правильного присадочного стержня, его правильное хранение еще важнее. После того, как вы выберете один и тщательно очистите стержень, вам необходимо поместить его в герметичную емкость, чтобы сохранить его для повторного использования в будущем.
- Перед сваркой убедитесь, что вы разрушили оксидный слой на титане. Для этого используйте шлифовальный станок и инструмент для удаления заусенцев. Обязательно зарезервируйте оба инструмента специально для титана. После этого выполните процесс очистки.
- Протрите заготовку безворсовой тканью с использованием ацетона или растворителя метилэтилкетона. Вы также можете использовать разбавленный гидроксид натрия и водный раствор, чтобы подготовить поверхность к сварке.
- Вы также можете использовать твердосплавный напильник и щетку из нержавеющей стали для удаления легкого оксидного слоя с титановой пластины.Обязательно наденьте нитриловые перчатки, а также выделите инструменты для работы только с титаном.
- Вы должны поддерживать подачу защитного газа после процедуры до тех пор, пока температура не опустится ниже 800 градусов по Фаренгейту.
- Мы рекомендуем вам использовать инфракрасный датчик температуры, чтобы убедиться, что титан остынет до безопасного диапазона, прежде чем отключать поток газа.
Сварка титана по сути такая же, как и сварка любого другого металла. Однако из-за его высокой реакционной способности это может стать сложным процессом.Если вы убедитесь, что материал должным образом очищен перед сваркой, у вас не должно возникнуть проблем с процессом сварки. Убедитесь, что у вас есть соответствующие настройки, необходимые для защиты металла от загрязнения. Если вы сделаете это, процесс станет относительно простым.
Связанные вопросы
Можно ли сваривать на титане?
Титан сваривается так же легко, как сталь или никелевые сплавы, при условии, что вы помните о его уникальных свойствах. Используя методы, аналогичные методам обработки нержавеющей стали и сплавов на основе никеля, вы можете изготавливать титан практически любой формы.
Перед началом сварки убедитесь, что вы очистили поверхность надлежащим химическим очистителем, не содержащим хлора и негорючим. Перед сваркой тщательно удалите оксидный слой и очистите заготовку от всех загрязнений.
Если вы можете обеспечить надлежащее покрытие основного материала со всех сторон, вы можете гарантировать пластичный и прочный сварной шов.
Можно ли сваривать титан методом MIG?
Да! Вы можете сваривать титан методом MIG, хотя большинство сварщиков предпочитают сварку TIG.При использовании титана вы рискуете прожечь пластину, поэтому сварка MIG подходит только для сварки пластин толщиной более 3 мм.
Можно ли сваривать нержавеющую сталь с титаном?
Можно сваривать титан и нержавеющую сталь. Если вы используете аргон с чистотой 99,999% при сварке TIG или MIG, вы можете создать прочный и надежный сварной шов.
Можно ли приваривать титан к алюминию?
Сварка алюминия и титана требует большого количества тепла.Для этого нужно использовать алюминиевую присадочную проволоку. Соединение двух металлов возможно, если температура на титановой стороне листа остается ниже 2000 градусов Цельсия. Материал плавится в месте пересечения и образует прочный шов.
Тем не менее, мы рекомендуем вам поддерживать температуру титана ближе к точке его плавления, которая составляет 1670 градусов по Цельсию. Поддерживая температуру 1750 градусов по Цельсию, вы получите идеальный сварной шов титана с алюминием и одновременно исключите риск прожога.Если вы помните об уникальных свойствах титана и обеспечите необходимую степень покрытия при сварке титана, вы должны получить прочные и аккуратные сварные швы.
Подобные сообщения:
[Home Welder] Что такое сварочная проволока с сердечником из нержавеющей стали
Вы повредили нержавеющую сталь, требуя ремонта сварным швом.
И ваш местный парень процитировал вам большие деньги за сварку TIG.
Но вы думаете. Привет, у меня есть сварщик…
Ваш местный магазин сварочных материалов с радостью продаст вам газ Tri Mix для сварки.Но это какой-то огромный цилиндр. И вы никогда не воспользуетесь всем этим.
И цена, которую они назвали вам за цилиндр, была намного больше, чем вы планировали потратить.
Но вам интересно…. Должен ли я использовать баллон с бензином?
Можно ли сваривать нержавеющую сталь проволокой с флюсовым сердечником?
Есть ли сварочная проволока из нержавеющей стали, которую можно использовать без отдельного баллона с защитным газом?
Да!
Если у вас есть безгазовый нержавеющий флюсовый провод.
Ты думаешь, хорошо, это здорово. Но.
Можно ли сваривать нержавеющую сталь сердечником под флюсом, когда у вас есть домашний сварщик MIG?
Да, если он даст вам нужный выходной ток.
Позвольте мне объяснить.
Обычные советы по сварке нержавеющей стали
Большинство советов и книг, которые вы прочитаете, скажут вам, что если вы хотите сваривать нержавеющую сталь. Вам нужно будет его сварить MIG или TIG.
И говорят, вам понадобится прочная проволока из нержавеющей стали и защитный газ.Вы найдете рекомендованный газ Tri Mix (90% гелий, 7,5% аргон, 2,5% углекислый газ).
И по большей части это правда,
Но есть и другой вариант: сварочная проволока с флюсовым сердечником из нержавеющей стали.
Доступная сварочная проволока из нержавеющей стали с сердечником из флюса
Вы найдете сварочную проволоку из нержавеющей стали на Ebay.
Сварочная проволока, заявленная как безгазовая проволока с флюсовым сердечником для нержавеющей стали. Но вам будет сложно найти на это обратную связь.
И какие отзывы есть… не очень хорошие.
Некоторые пользователи жалуются, что когда пришла проволока, это была проволока из нержавеющей стали, а не порошковая.
Значит, провод может быть не таким, как вы думаете. Или как рекламируется.
И после тщательного поиска на Amazon и Ebay.
Я могу вам сказать вот что. Вы убедитесь, что Blue Demon — лучшая сварочная проволока для нержавеющей стали с флюсовой сердцевиной. Когда вы не хотите использовать отдельный защитный газ.
Blue Demon продает безгазовую порошковую проволоку для нержавеющей стали для нескольких типов нержавеющей стали.Вы найдете его легко доступным на Amazon и Ebay.
И отзывы пользователей положительные.
У вас есть время прогуляться по вашим возможностям?
И далее в этой статье.
Вы получите внутреннюю направляющую при сварке нержавеющей стали сварочной проволокой с флюсовым сердечником.
* Раскрытие информации: этот документ содержит партнерские ссылки. И без дополнительных затрат этот сайт получает комиссию по этим ссылкам, если вы решите купить.
Выбор сердечника флюса провода заварки нержавеющей стали голубого демона1.Blue Demon 308LFC безгазовый порошковый флюс для нержавеющей стали
Blue Demon 308LFC Безгазовый порошковый флюс для нержавеющей стали
Щелкните текстовую ссылку или изображение, чтобы проверить Amazon.
(Комиссия за использование текстовых и графических ссылок)
Причины покупки:
Вы убедитесь, что это хорошая проволока из нержавеющей стали, которая заслуживает надежных отзывов пользователей.
Вы можете использовать его для сварки или ремонта без отдельного резервуара для сжатого газа всех нержавеющих сталей серии 300 до 308.
И вы также можете сваривать эти 430 деталей из нержавеющей стали.
Причины не покупать:
Сварочная проволока 308LFC не является универсальной.
Класс F и H — для плоских и горизонтальные положения сварки.
Эта проволока не для вас, когда вы свариваете над головой выхлопную трубу из нержавеющей стали. У вас будет плохой сварной шов, и вы будете покрыты брызгами.
Другая необходимая информация:
Если сравнить его с аналогичным рулоном сварочная проволока из нержавеющей стали без сердечника.
Катушка 308LFC Blue Demon на 1 фунт стоит примерно на десять долларов дороже. Довольно здорово. Учитывая, что у вас не будет затрат на баллон с газом, когда вы будете с ним сваривать.
Вы найдете его в диаметре 0,035 дюйма. Размер, который используют многие домашние сварщики MIG на 120 вольт. Он также имеет диаметр 0,045 дюйма.
Для хорошей сварки с этой присадочной проволокой вам потребуется сварочная мощность от 130 до 150 ампер.
2. Проволока для сварки нержавеющей стали Blue Demon 309LFC без газа без газа
Голубая сварочная проволока из нержавеющей стали с порошковым покрытием Demon 309LFC Gasless
Щелкните текстовые ссылки или изображение, чтобы проверить его на Amazon.
(Комиссия за использование текстовых и графических ссылок)
Причины покупки:
Вы найдете хорошие отзывы пользователей о этот провод тоже.
Проволока Blue Demon 309L Flux Core позволяет сваривать нержавеющую сталь от 300 до 309. Вам не понадобится баллон со сжатым газом.
Нержавеющую сталь 309 можно также приваривать к 309 из нержавеющей стали с этой проволокой.
Это действительно полезная присадочная проволока.Потому что он сваривает нержавеющую сталь серии 300 до 309. И что еще лучше, он сваривает нержавеющую сталь с другими низкоуглеродистыми сталями.
Итак, когда вы хотите соединить нержавеющую сталь с мягкой сталью, эту проволоку следует использовать.
Причины не покупать:
Флюс 309LFC Порошковая сварочная проволока из нержавеющей стали — это не универсальная проволока.
Он рассчитан на F и H — плоский и горизонтальные положения сварки.
Вам нужно будет достать эту запчасть для ремонта откуда это так, чтобы можно было сварить квартиру.
Другая необходимая информация:
Вы найдете его в диаметрах 0,035 дюйма и 0,045 дюйма.
Вам потребуется сварочная мощность от 130 до 150 ампер от сварочного аппарата. При сварке порошковой проволокой для нержавеющей стали.
3. Проволока для сварки нержавеющей стали с сердечником из флюса Blue Demon 316FC-O без газа
Проволока для сварки нержавеющей стали с сердечником из флюса Blue Demon 316FC-O без газа
Щелкните текстовую ссылку или изображение, чтобы проверить Amazon.
(Комиссия за использование текстовых и графических ссылок)
Причины покупки:
Еще один провод с отличной обратной связью.
Вы используете этот Blue Demon 316FC-O для безгазовой сварки нержавеющей стали 316. Тип 316 — пищевая нержавеющая сталь.
Причины не покупать:
Сварочная проволока 316FC-O не является универсальной.
Он рассчитан на сварку в горизонтальном и горизонтальном положениях F и H.
Другая необходимая информация:
Доступны диаметры 0,035 дюйма и 0,045 дюйма.
Опять же, вам понадобится сварочная мощность от 130 до 150 А от вашего сварочного аппарата. Чтобы у вас был шанс на хороший сварной шов с помощью этой проволоки.
Вместе с Blue Demon 308L или 309L и 316L. Подумайте о том, чтобы купить себе ванну с гелем для форсунок Hobart Anti Spatter.
Щелкните текстовую ссылку, чтобы проверить Amazon. (Платная ссылка)
Почему?
Чтобы ваше сварочное сопло было чистым, на случай, если у вас появятся BB.
Или немного спрея Anti Spatter для удаления брызг вокруг стыка.
Если вы не знаете, что такое гель для форсунок. Или что такое спрей против брызг. А хотите узнать больше — прочтите эту статью на сайте.
причины купить проволоку из нержавеющей стали с сердечником из безгазового флюса
Вы обнаружите, что есть веские причины использовать безгазовую сварочную проволоку для нержавеющей стали с флюсовым сердечником. Они есть;
1. Когда нужно сварить нержавеющую сталь снаружи.
На улице ветер может сдувать ваш защитный газ.
Вы знаете, что газ Tri Mix вы потратили удача на?
Ветер может унести ваш газ, оставив у вас плохой сварной шов.
Сварка MIG с использованием сплошной проволоки и защитный газ. По этой причине, как правило, это процесс внутренней сварки.
Или вам понадобится установка ветрозащиты описание сварочного шва MIG под открытым небом.
2. Стоимость газовой установки.
Значит, газовый шланг. Газ сам цилиндр. И подходящий регулятор для вашего газа Tri Mix.
И сварочный аппарат MIG, обеспечивающий необходимую сварочную мощность.
3. Что, если вы иногда свариваете только нержавеющую сталь?
Или на одном небольшом проекте.
Вы действительно хотите сэкономить на сплошной проволоке MIG и газе?
4. Источник Tri Mix в маленьком цилиндре размеры сложно.
Можно ли получить цилиндры Tri малого размера? Смешивать газ в вашем районе?
5.Есть ли у вас место для хранения баллона Tri Mix?
А у вас есть средства, чтобы его перевезти?
Большинство людей не понимают, что сварка нержавеющей стали сердечником из флюса без газ это даже штука.
Дорогая ли проволока с сердечником из нержавеющей стали?
Вы можете подумать, что покупка безгазовой проволоки с сердечником из нержавеющей стали Blue Demon является дорогой. Если сравнить ее со стоимостью сплошной присадочной проволоки из нержавеющей стали.
Но для сплошной проволоки из нержавеющей стали требуется защитный газ для ее сварки.И Tri Mix часто является предпочтительным защитным газом.
А если учесть стоимость баллона с газом Tri Mix. Поверх сплошной проволоки для сварки MIG из нержавеющей стали. Стоимость самозащитного безгазового провода не так уж и плоха.
ГазTri Mix стоит дорого. Можете ли вы оправдать стоимость вашего проекта?
Plus, возможно, вы не сможете получить газ в вашем районе.
Или вы не можете хранить или перевезти домой большой баллон.
Обратите внимание, что вы покупаете предварительно смешанный бак Tri Mix.Не пытайтесь смешивать газы самостоятельно.
Является ли безгазовая нержавеющая сталь Blue Demon для домашнего использования?
Да!
Диаметр 0,035 дюйма. Или если ты найдешь это 0,030 дюйма — это размер провода, который можно использовать для домашнего сварочного аппарата, работающего от 120 вольт.
Ты найдешь Синего Демона без газа. нержавеющая сталь в катушках весом 1 фунт и 2 фунта. Идеально подходит для использования в домашнем гараже.
Хотя ваши практические занятия. И найти правильные настройки на вашем сварочном аппарате могут быстро преодолеть 1 фунт.катушка прежде, чем вы приступите к реальной работе.
Существуют и другие типы проволоки с сердечником из нержавеющей стали.
Те, которым ДЕЙСТВИТЕЛЬНО нужен защитный газ.
Вы называете этот способ сварки с двойным экранированием, и вы найдете информацию о нем позже в этой статье.
Разница между сплошной проволокой из нержавеющей стали и сварочным сердечником из нержавеющей стали
На то, чтобы Поймите сплошную проволоку MIG из нержавеющей стали. И проволока с сердечником из нержавеющей стали не то же самое.
Проволока сварочная из нержавеющей стали сплошная ну солидно.
Звучит очевидно, я знаю. Но это важная точка. В нем просто чистая нержавеющая сталь. Плюс кое-что к облегчить сварку.
А для сварки проволокой MIG из нержавеющей стали вы сможете необходимо использовать защитный газ. Этот газ обычно представляет собой Tri Mix. Ты воспользуешься защитой ваш сварной шов от загрязнения окружающим воздухом.
Загрязнение, которое приведет к плохому сварка, и вот почему она вам нужна.
Но что, если вы не хотите использовать газ?
Два типа флюсовой проволоки из нержавеющей стали
Другой тип флюса сердечник для нержавеющей стали — самозащитная нержавеющая сталь сердечник из флюса. Также называется безгазовой флюсовой проволокой для нержавеющей стали.
Вот о чем эта статья.
Отдельный баллон защитного газа не требуется. Так что это очень удобно для нерегулярного использования. Или вы в качестве сварщика-любителя использовать.
Сварочная проволока из нержавеющей стали с сердечником из флюсаимеет снаружи нержавеющую сталь.
И специальные химические вещества, называемые потоком через середина. Этот флюс плавится во время сварки, образуя газ, защищающий сварной шов.
MIG-сварка нержавеющей стали с сердечником из флюса
Вы обнаружите, что есть еще один тип проволока с сердечником из нержавеющей стали. Это называется газозащитной проволокой с сердечником. (FCAW-G). Вы также услышите, что это называется двойным экраном, а иногда и двойным. экранированный.
Почему?
Потому что у него два щита. Флюс внутри и вы используете баллон с защитным газом.
Можно использовать и другие защитные газы. с этим проводом. Как углекислый газ и газовые смеси с высоким содержанием аргона и кислорода.
Для использования проводов с двойным экранированием вам потребуется настоящая установка MIG.
Это означает сварочный аппарат MIG, который подает отдельный защитный газ. Плюс вам понадобится бензобак и регулятор.
Газозащитный сердечник из нержавеющей стали проволока дает отличные сварные швы.
Вы можете узнать больше об этом проводе в этой статье здесь.
Этот раздел представляет собой лишь краткий обзор проволоки с флюсовым сердечником.
Ваше любопытство изменилось?
Здесь вы найдете документ «Что такое проволока с сердечником из флюса». И все дело в проволоке с флюсовым сердечником.
Какой вид нержавеющей стали у вас есть?
Первый шаг в принятии решения о том, что вы будете использовать для сварки детали, — это определить, какая нержавеющая сталь у вас есть.
Вы называете сталь, которую свариваете, основным металлом.
Нержавеющая сталь серии300 является наиболее широко производимой и используемой.
Например, тип 304 также известен как 18/8.Типы 308 и 309.
Тип 316 обычно используется в пищевой промышленности, так как эти стали не портят вкус пищи. А нержавеющая сталь 315 легко чистится и стерилизуется для хранения еды и напитков.
Если ваша нержавеющая сталь является магнитной, то это может быть тип 409. Тип 409, который обычно используется в автомобильных выхлопах.
Тип 430 можно найти в стиральных машинах, холодильниках, посудомоечных машинах. Эти формы более тонких сталей (например, тип 430) труднее сваривать, поскольку сварка может привести к растрескиванию их структуры.
Это изменение структуры может привести к так называемому распаду сварного шва. Из-за распада сварного шва сварной шов со временем ржавеет и выходит из строя. Последнее, что вы хотите от нержавеющей стали.
И даже если ваша сталь выглядит чистой перед сваркой. Рекомендуется проверить и удалить масло или жир. И подготовьте поверхность шлифовальной машиной, используя диск из нержавеющей стали.
Выбор проволоки для сварки сердечником из нержавеющей стали
Вы должны знать, с какой сталью вы имеете дело.Потому что тогда вы сможете найти подходящую сварочную проволоку для использования в качестве присадочного материала.
У компанииLincoln Electric есть хорошая справочная страница по этому поводу.
Совместите тип 308L с основным металлом типа 308.
Буква L после номера типа сердечника из флюса из нержавеющей стали обозначает низкоуглеродистый. Присадочный металл сердечника из флюса из низкоуглеродистой нержавеющей стали помогает остановить распад сварного шва. Так что ищите L на сварочной проволоке с сердечником из флюса для нержавеющей стали.
Проволокатипа 308 также подходит для сварки большинства нержавеющих сталей серии 300 вплоть до типа 308.
Сварочная проволока с флюсовым сердечником тип 309 для нержавеющей стали. Позволяет сваривать нержавеющую сталь серии 300 до типа 309. Он также отлично подходит для сварки нержавеющих сталей серии 300 с низкоуглеродистой сталью.
Нержавеющая сталь типа 316L предназначена для сварки нержавеющей стали 316. Нержавеющая сталь типа 316 — это специальная сталь.
Он классифицируется как пищевой и используется в производстве продуктов питания и напитков. Чтобы хорошо сварить сталь марки 316, требуется умение, а сварка таких сталей обычно выполняется профессионалом.
Потому что сварной шов оставляет крошечные зазоры. Или ямы или ямы, где микробы могут жить и размножаться.
В контейнере для хранения продуктов или на поверхности, на которой вы готовите пищу, опасно. Нержавеющая сталь марки 316 требует осторожности при сварке.
Проверьте таблицу параметров сварки вашей сварочной проволоки с флюсовым сердечником для нержавеющей стали. Производитель заявляет, что для проверки нержавеющих сталей их сварочная проволока пригодна для сварки.
Важные вещи, о которых вы должны подумать при покупке проволоки с флюсовым сердечником для нержавеющей стали
Следует обратить внимание на диаметр покупаемой проволоки.Нет смысла покупать проволоку диаметром 0,045 дюйма, если ваш сварочный аппарат с флюсовым сердечником может подавать только 0,035 дюйма или меньше.
Верно и то, что нет смысла покупать катушку на 25 фунтов. Потому что это наименьший размер катушки, в которой идет проволока.
Когда самая большая катушка, которую может взять сварщик, составляет 10 фунтов.
Потому что его нельзя кормить. И если вы не можете использовать его, вам нужно будет хранить его в хорошем состоянии.
Или рискуете испортиться.
И даже не пытайтесь переходить на катушку меньшего размера.Потому что эти катушки точно намотаны, и в итоге получится крысиное гнездо из проволоки.
Сварочная проволока с флюсовым сердечником для нержавеющей стали более хрупкая, чем сплошная проволока для нержавеющей стали. Для его подачи не нужен катушечный пистолет. Но обращайся с этим грубо, и ты сломаешь провод.
Кроме того, вам понадобится домашний сварочный аппарат для сердечника из флюса, чтобы вырабатывать достаточно тепла. А это означает действительно 90 ампер плюс, желательно 130 ампер или больше.
Вам также понадобится ваш флюсовый сердечник или сварочный аппарат MIG с полярностью DCEP.Подробнее об этом позже.
Сварка сердечником под флюсом из нержавеющей сталиСварка сердечника из нержавеющей стали на дешевом сварочном аппарате
Если ваш сварщик — более дешевый сварщик только с флюсовым сердечником. Вы задаетесь вопросом: можно ли сваривать нержавеющую сталь с помощью безгазового сварочного аппарата MIG?
Некоторые из самых дешевых безгазовых сварочных аппаратов имеют в названии MIG, но они не подают защитный газ. Они также часто заявляют, что сваривают нержавеющую сталь, но это маловероятно.
Ключ к установке правильной полярности
Первая проверка.
Может ли ваша машина поменять полярность?
Потому что многие дешевые сварочные аппараты с флюсовым сердечником при малом токе работают с помощью сварочной проволоки с флюсовым сердечником из низкоуглеродистой стали.
Этот провод проходит с полярностью DCEN — отрицательный ток горелки MIG.
Сварочная проволока с флюсовым сердечником из нержавеющей стали Должна быть , работать с полярностью DCEP. — Пистолет MIG постоянного тока положительный.
Сваривать нержавеющую сталь проволокой с флюсовым сердечником на аппарате только DCEN просто не получится.
Некоторая отрицательная обратная связь при сварке нержавеющей проволокой с флюсовым сердечником.Пришли от людей, которые пытались это сделать.
У вас есть домашний сварщик, готовый к работе?
Предположим, что у вас дома есть флюсовый сердечник или сварочный аппарат MIG, подключенный к эксклюзивной цепи на 20 или 30 ампер.
Во время работы сварочного аппарата ничего не должно быть подключено к цепи.
Таким образом вы получите максимально доступный ток.
Вам понадобится сварщик, способный выдать настоящие 90 ампер.
На самом деле, вам понадобится как минимум 130-амперная сварочная проволока с флюсовым сердечником для нержавеющей стали.
Ваша машина должна вырабатывать достаточно энергии, чтобы расплавить вашу проволоку. Плюс к вашему основному металлу из нержавеющей стали. Сварка нержавеющей стали проволокой с флюсовым сердечником требует значительного количества тепла.
И если ваш сварщик не сможет этого сделать, у вас будет плохой сварной шов.
Видео на YouTube, показывающее проволоку из нержавеющей стали с сердечником Blue Demon Flux
Вот отличное видео на YouTube о сварке нержавеющей стали с сердечником из флюса.
Вам понравится.
Если вы раньше не сваривали сердечник из флюса из нержавеющей стали, он вас устроит.
Что он видел при сварке проволоки с флюсовым сердечником из нержавеющей стали
На видео ниже девять с половиной минут. Боб Моффат, инструктор по сварке во время сварки нержавеющей стали проволокой с флюсовым сердечником;
Эффект шарика или пузыря на конце проволоки из нержавеющей стали с флюсовым сердечником. И это полностью отличается от сварки проволокой с флюсовым сердечником из низкоуглеродистой стали.
Этот эффект пузырьков был обусловлен электрическими характеристиками проволоки с сердечником из нержавеющей стали. И электрически отличается от проволоки с сердечником из низкоуглеродистой стали.
Пузырь с сердечником из флюса из нержавеющей сталиОн не увидел чрезмерных брызг.
Что он слышал при сварке проволоки с сердечником из флюса SS
Сварка звучала странно. Никакого обычного шипения, которое вы ожидаете услышать при сварке низкоуглеродистой стали. Сварка сердечника из флюса из нержавеющей стали звучит иначе.
Сварка сердечника из флюса из нержавеющей стали звучит иначе.
Сваривал нержавеющую сталь 10 калибра угловым швом
и
Изогнутая из нержавеющей стали 1/4 дюйма, чтобы можно было видеть, как проволока ведет себя при угловом сварном шве, внутри и снаружи.
Флюсовый сердечник из нержавеющей стали 1/4 дюйма для наружного углового сварного шваОн нагрел провод и пошел немного быстрее.
Ваш сварочный аппарат должен поддерживать обратную полярность DCEP.
Вам необходим вылет от 3/4 до 1 дюйма — как рекомендовано в таблице параметров сварки проволокой.
Он попытался протолкнуться в угол. А потом заезжаем в угол. Он хотел посмотреть, не повлияли ли разные способы на появление большего количества брызг или на внешний вид сварного шва.
Сердечник из флюса из нержавеющей стали, 1/4 дюйма, внутренний угловой сварной шовСогласитесь, сварной шов выглядит впечатляюще.
Преимущества проволоки с сердечником из нержавеющей стали
Проволока с сердечником из нержавеющей стали хорошо сваривается.
Нет необходимости в отдельном защитном газе. Так что провод Blue Demon отлично подойдет, когда вам нужно выполнить небольшую работу. И для сварки на открытом воздухе.
Посмотрите видео здесь.
Нержавеющая сталь FCAW без газа
Кредит видео: Weld.com
Другие марки сварочной проволоки из нержавеющей стали сердечник
Вот еще одна марка сварочной проволоки с флюсовым сердечником для нержавеющей стали для ты.
ЭСАБ продает Core-Bright типов 308L, 309L и нержавеющая проволока с сердечником из флюса 316L.
Самозащитный. Хотя вам понадобится крепкий сварщик, чтобы с ним сваривать. Его наименьший диаметр — 3/32.
И вам понадобится сварщик, способный производить больше 350 А для сварки.
Что делать дальше
И вот оно, лучшее исследование флюсового сердечника для сварочной проволоки из нержавеющей стали.
Наслаждайтесь исследованиями. Щелкайте по ссылкам на продукты и не тратьте время на поиски проводов.
И приступайте к ремонту нержавеющей стали.
Пока вы здесь, взгляните на некоторые изделия из нержавеющей стали на сайте.
Статьи по теме
Можно ли сваривать нержавеющую сталь сердечником флюсом? И сэкономьте время
[вопрос] Можно ли сваривать нержавеющую сталь обычной проволокой MIG?
Можете ли вы сварить нержавеющую сталь с мягкой сталью с помощью сердечника из флюса
(Ваши варианты, когда) Сварка нержавеющей стали MIG с 75/25
Сварочная проволока для алюминия с сердечником из флюса
Приваривать шарнирные петли из нержавеющей стали Снять шарнир Шайба из нержавеющей стали
Приваривать шарниры из нержавеющей стали Снять шарнир Шайба из нержавеющей стали- Дом
- Приварить шарнирные петли из нержавеющей стали Поднять шарнир Шайба из нержавеющей стали
Приварить шарниры из нержавеющей стали Поднять шарнир — шайба из нержавеющей стали.Адаптированный профиль для сварных швов. ПЕТЛИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ. Шайба из нержавеющей стали. V-образный фланец для простоты приварного монтажа. Материал из нержавеющей стали высшего качества # 304. — Большой ассортимент дверной фурнитуры .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка). Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации.Просмотреть все определения условий : Торговая марка: : Аппаратное обеспечение Lathams , MPN: : Не применяется ,。
Главное меню
Приваривать шарниры из нержавеющей стали Поднять шарнир Шайба из нержавеющей стали
Приваривать шарниры из нержавеющей стали Поднимать шарнир Шайба из нержавеющей стали, приваривать шарниры из нержавеющей стали Поднимать шарнир Шайба из нержавеющей стали, адаптированный профиль для сварки, сварка- НА ПЕТЛЯХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ, Шайба из нержавеющей стали, V-образный фланец для простоты установки под приварку, Материал из нержавеющей стали высшего качества # 304, — Большой выбор дверной фурнитуры, Доплата за скидки БЕСПЛАТНЫЕ подарки и ценовое обещание Удовлетворенные покупки торговый центр Интернет-магазины предоставляют вам изысканные товары.Стальная шайба, приваренная к пулевым петлям из нержавеющей стали Поднимите петлю из нержавеющей стали.
Приваривать шарниры пули из нержавеющей стали Поднимите шарнир Шайба из нержавеющей стали
Предлагает похоронные услуги в:
Округ Лейк ~ Округ Кук ~ Округ МакГенри
Политика конфиденциальности и использования файлов cookie
Приварные шарниры из нержавеющей стали Поднимите шарнир Шайба из нержавеющей стали
Адаптированный профиль для сварки, ПЕТЛИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ, Шайба из нержавеющей стали, V-образный фланец для простоты установки под приварку, Нержавеющая сталь # 304 высшего качества стальной материал, — Большой ассортимент дверной фурнитуры, Дополнительные скидки БЕСПЛАТНЫЕ подарки и обещание цены Удовлетворенные покупки Как один из торговых центров в Интернете Интернет-магазины предоставляют вам изысканные товары.
Выбор проволоки и газа для сварки MIG из нержавеющей стали
Выбор электродов MIG и присадочной проволоки для нержавеющей стали
Чтобы начать поиск присадочной проволоки и электродов для сварки MIG нержавеющей стали, вам, возможно, потребуется знать собственное имя при поиске. Сварка MIG — это просто общепринятый сленговый термин, но собственное название — GMAW или газовая дуговая сварка. Это то, что вам нужно искать при поиске электродов и просмотре чертежей. Вы можете не найти MIG Wire, но вы обязательно найдете электроды GMAW.Вот 3 наиболее распространенных электрода из нержавеющей стали для сварки MIG и самые распространенные размеры:
Обычные размеры сварочной проволоки MIG
Выбор электродов довольно прост. В большинстве случаев вы будете использовать электрод серии ER 308L. Если вы свариваете нержавеющую сталь более высокого качества, вам понадобится электрод ER 316L. Наконец, ER 309L предназначен для сварки нержавеющей стали со сталью. Электродом ER 309L довольно сложно сваривать, и он дает грубый сварной шов.Суть выбора электродов или присадочной проволоки — спросить поставщика сварочного шва о том, что делать. Возможно, они не умеют сваривать, но они точно знают, какие продукты выбрать и почему.
Защитный газ для нержавеющей стали MIG-сварка
Основные варианты защитного газа для нержавеющей стали:
- C2 или 2% диоксида углерода и 98% аргона
- C5 или 5% диоксида углерода и 95% аргона
- C10 или 10% Двуокись углерода и 95% аргона
- C25 или 25% двуокиси углерода и 95% аргона
- Tri-Mix Gas 90% гелий, 7.5% аргона и 2,5% двуокиси углерода
Сварка нержавеющей стали обычно выполняется смесью газов аргона и двуокиси углерода, содержание двуокиси углерода может составлять от 2% до 25% двуокиси углерода. В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90% гелия, 7,5% аргона и 2,5% двуокиси углерода. В большинстве случаев используется газ C2 или 2% двуокиси углерода и 98% аргона.
Как выбрать подходящие газы и электроды для сварки MIG. Нержавеющая сталь
Когда дело доходит до выбора защитных газов и присадочной проволоки, лучше всего обратиться в магазин сварочных материалов.Именно они знают, какие газы лучше всего подходят для выбранного основного металла и присадочной проволоки. У некоторых электродов есть особые потребности в защитном газе, и именно производители постоянно обновляют запасы сварочного оборудования, выбирая наиболее эффективные комбинации.
Наиболее часто используемый электрод для сварки MIG из нержавеющей стали и смесь газов
Сварка MIG из нержавеющей стали, выполненная сварочной проволокой ER308L и газом C2.Как правило, в большинстве случаев это будет электрод ER308L, использующий газовую смесь C2. Это то, что используется в большинстве магазинов, но подходит не для каждой ситуации. Наконец, вы также можете найти информацию о некоторых сварщиках, у которых есть таблица настройки напряжения.