Сварка чугуна обычным электродом в домашних условиях
Содержание:
- Чугун — виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.


Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки
Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.

Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса
Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.

Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Как варить чугун электросваркой — технология и особенности
Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.
Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.
Содержание страницы
- 1 Особенности сварки чугуна
- 2 Как правильно подготовить материал для сварки
- 3 Технология наложения шва
- 4 Холодный метод
- 5 Горячий метод
- 6 Аппараты и расходные материалы
Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
 Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
 Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
https://www.youtube.com/watch?v=5oiQDQMQ8LE
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно.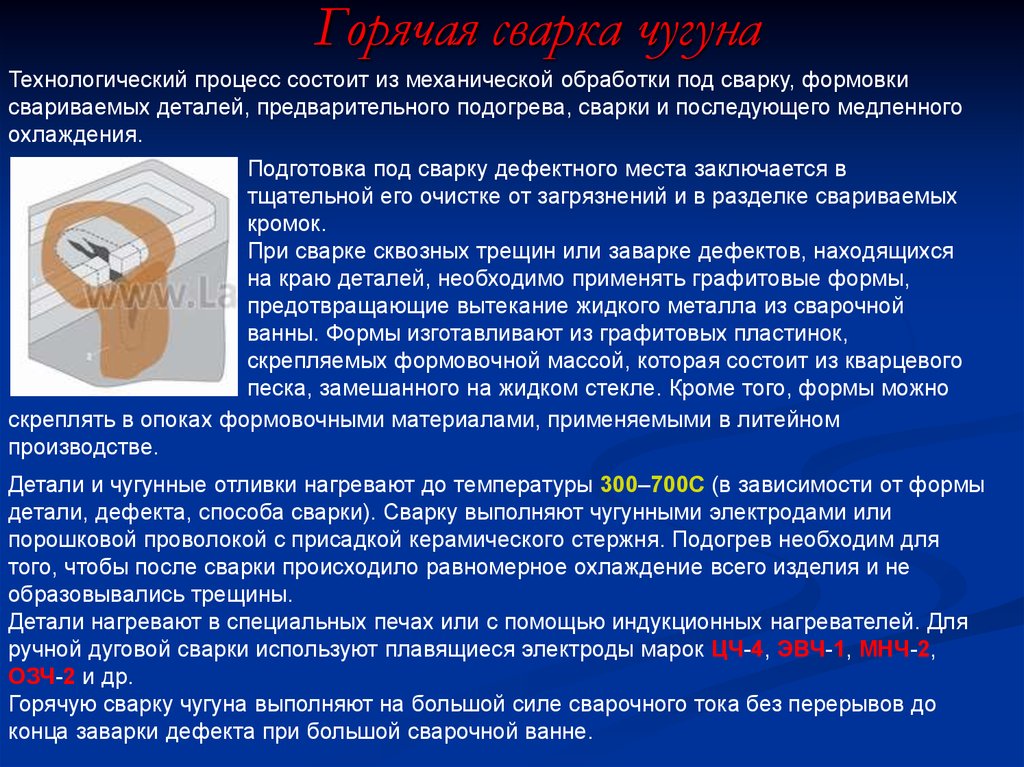 Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
советов о том, как успешно сварить чугун – сделать из металла
Не могу передать, сколько раз мне говорили, что нельзя сваривать чугун. В какой-то степени многие опасения верны, работать с такими вещами довольно жалко. Но есть – способа заставить это работать.
В этом посте я расскажу о некоторых из этих вариантов, а также о плюсах и минусах каждого из них.
Содержание
Почему сварка чугуна является такой сложной задачей
Вероятно, это лучшее место для начала. Что особенного в чугуне? Он довольно легко плавится, так почему же его так трудно сваривать?
Сварка чугуна затруднена, поскольку в нем высокое содержание углерода (примерно в 10 раз больше, чем в большинстве сталей), он хрупок и склонен к растрескиванию. Термические напряжения трудно удалить из зоны термического влияния, и трещины, вероятно, со временем будут распространяться.
Это может стать кошмаром, если не сделать это правильно — вы получите деталь, которая будет постоянно ломаться или мгновенно ломаться под нагрузкой. Хотя, справедливости ради, чугун треснет даже в хороший день, если он находится под нагрузкой на растяжение.
Тем не менее, есть несколько способов снизить этот риск.
Подготовка зоны сварки
Это очень важно для железа. Вероятно, на части, над которой вы работаете, будет значительное количество ржавчины, поэтому убедитесь, что вы хорошо поработали, дойдя до голого блестящего металла.
Вообще, сваривать две железяки вместе — плохая идея, лучше спаять. Подробнее о пайке позже. Сварка чугуна намного лучше работает при ремонтных работах, таких как треснутые детали или когда вы просверлили отверстие в неправильном месте, и вам нужно его заполнить.
Если есть трещина, которую вы пытаетесь отремонтировать, вам нужно правильно ее заделать. Это должно быть довольно очевидно, когда вы доберетесь до голого металла, трещина будет видна в виде темной линии. Иногда использование более тонкого диска для сглаживания металлической поверхности поможет лучше увидеть трещину.
Иногда использование более тонкого диска для сглаживания металлической поверхности поможет лучше увидеть трещину.
На обоих концах трещины просверлите отверстие. Это предотвратит распространение трещины. Мне нравится сверлить чуть дальше конца видимой трещины. Таким образом, трещина дойдет до отверстия, а затем остановится. Это снижает вероятность того, что на другой стороне отверстия есть трещина, которая просто позволит трещине продолжиться там, где она остановилась.
Если вы не просверлите концы трещины перед ее сваркой, маловероятно, что деталь останется вместе после повторной сварки. Он вполне может продолжать трескаться, пока вы его свариваете, или просто сломается со временем.
Затачивайте до дна трещины. Для большинства работ это будет означать шлифование металла насквозь.
Сварка с подогревом
Я предпочитаю этот метод сварки, когда это возможно. Это не очень сложно, но поможет, если вы достаточно опытный сварщик. Знание того, как правильно предварительно нагревать металл и контролировать нагрев на лету, — это хорошие навыки, которые нужно иметь за плечами, прежде чем пытаться это сделать.
Плюсы:
- Самый стабильный способ сварки чугуна, но он все еще не идеален.
- Идеально подходит для деталей, которые должны выдерживать термоциклирование.
Минусы:
- Иногда просто невозможно нагреть деталь до нужного предварительного нагрева.
- Установка более сложная — вам понадобится факел с бутоном розы и способ замедлить охлаждение, например, изолирующее одеяло или сухой песок.
- Зона сварки редко бывает прочнее незатронутой зоны.
- Существует риск растрескивания области вокруг сварного шва, даже если процесс выполнен правильно.
Необходимое оборудование:
- Может выполняться с помощью аппаратов для сварки MIG, TIG или дуговой сварки.
- Присадочная проволока/прутки для железа. Мне нравится использовать 308L, но есть много вариантов, которые отлично работают.
Инструкции по предварительному нагреву
Нагревая утюг до 500-1200 градусов по Фаренгейту, вы существенно снизите внутренние напряжения в утюге. Это поможет предотвратить растрескивание детали вокруг сварного шва в околошовной зоне.
Это поможет предотвратить растрескивание детали вокруг сварного шва в околошовной зоне.
Если у вас есть инфракрасный термометр, то обязательно используйте его. Однако, если нет, вот хитрость, чтобы узнать температуру:
Железо начинает светиться тускло-красным при температуре около 900 градусов по Фаренгейту. Так что, если вы поднесете к нему свой факел в виде бутона розы и позволите ему просто начать светиться, то Вы знаете, что у вас хорошая температура для сварки. Лучше всего делать это внутри в более темном месте, чтобы вы заметили, когда он начнет светиться.
Не торопитесь, разогревайте медленно и равномерно. Кроме того, не позволяйте утюгу нагреваться выше 1400 F (ярко-красный). Это критический температурный диапазон железа. Такая горячая сварка = плохо.
В идеале нагреть всю деталь. Если деталь слишком велика и вы не можете нагреть ее целиком, нагрейте как можно большую площадь. Вам нужно, чтобы область вокруг сварного шва была должным образом предварительно нагрета на несколько дюймов (мне нравится снимать не менее 12 дюймов), чтобы должным образом рассеять внутренние напряжения.
Инструкции по сварке
Не допускайте слишком сильного остывания детали во время работы с ней. Остановитесь и подогрейте столько раз, сколько вам нужно, чтобы поддерживать температуру детали выше 500 F. Плохие вещи случаются, когда вы пытаетесь выполнить предварительно нагретые сварные швы ниже этой температуры — внутреннее напряжение просто не рассеивается, и вы получите треснутая часть.
Честно говоря вариантов наполнителей десятки. Не стесняйтесь экспериментировать. Многие люди рекомендуют наполнители на основе никеля, и они действительно хорошо работают, особенно если вам нужно обработать деталь после сварки. Они просто очень дорогие.
Если вы делаете что-то, что не требует механической обработки, например выпускной коллектор, попробуйте использовать проволоку 308L. Он по-прежнему недешев, но не так плох, как никель. Он будет хорошо держаться и выдержит жару.
Сварка на слабом токе. Слишком высокие, и будут дополнительные напряжения, которые гарантированно треснут позже, если не во время сварки.
Совет для профессионалов: Не начинайте и не останавливайте сварку в одной и той же точке при накладывании дополнительных валиков. Вы получите накопление напряжений и потенциальную точку растрескивания. Вместо этого попробуйте использовать плавные движения в форме буквы L или J по линии сварки, чтобы каждый шов начинался и заканчивался в разных местах.
Преимущество сварки с предварительным подогревом заключается в том, что вам не нужно сшивать сварные швы, если вы не перегреваете их. Вы можете просто дать и сделать. Во всяком случае, гораздо больше, чем подход без предварительного нагрева.
Инструкции после сварки
После каждого валика убедитесь, что вы тщательно проковываете сварной шов. Это поможет отработать лишние напряжения и предотвратит растрескивание в дальнейшем.
Одна вещь, которая действительно важна, — медленное время восстановления. Оберните деталь изолирующим одеялом или закопайте ее в сухой песок, чтобы она медленно остыла и позволила снять напряжения. Быстрое охлаждение на воздухе = растрескивание.
Быстрое охлаждение на воздухе = растрескивание.
В целом, я считаю, что метод предварительного нагрева лучше всего подходит для всего, что будет подвергаться термоциклированию (например, выпускные коллекторы или старые блоки цилиндров). Это самый эффективный способ получить прочный сварной шов, который не треснет сразу.
Однако для более декоративных элементов можно обойтись без предварительного нагрева.
Сварка без предварительного нагрева
Во-первых, вы не хотите выполнять эту сварку в холодном состоянии. В идеале заготовка должна быть нагрета примерно до 100 градусов по Фаренгейту, иначе она точно треснет.
Эмпирическое правило для этого заключается в том, чтобы заготовка имела температуру, при которой вы можете держать ее голой кожей, не обжигаясь. Некоторые ребята просто бросают часть в барбекю на 15 минут и запекают до нужной температуры. Не позволяйте ему слишком сильно остывать, пока вы работаете над ним, но как только вы начнете, вероятно, тепло от сварки сохранит его достаточно теплым.
Плюсы:
- Простая установка, не требуется горелка для предварительного нагрева или медленного охлаждения среды.
- Для многих приложений работает достаточно хорошо.
Минусы:
- Более подвержен растрескиванию, чем метод предварительного нагрева.
- Гораздо больше внутренних напряжений.
Необходимое оборудование:
- Может выполняться с помощью аппаратов для сварки MIG, TIG или дуговой сварки.
- Присадочная проволока/прутки для железа. Мне нравится использовать 308L, но есть много других вариантов, которые прекрасно работают.
- Изолирующее покрытие или сухой песок, способный выдерживать высокие температуры. Это используется для медленного охлаждения детали.
Подготовка
Практически то же самое, что требуется для предварительного нагрева.
- Сошлифуйте всю ржавчину в зоне сварки и убедитесь, что металл блестит.
- Просверлите отверстия на обоих концах трещины, чтобы предотвратить ее распространение.
- Отшлифовать до дна трещины.
- Отшлифовать фаску для сварного шва.

Инструкции по сварке
Опять же, вам нужно поддерживать низкое напряжение и контролировать нагрев. Прошивайте шов не более 1 дюйма за раз и дайте ему остыть, прежде чем продолжить. Очень важно, чтобы работа не светилась, пока вы над ней работаете.
Если вы начнете с любого конца и сделаете стежки «классиками», вам не придется ждать, пока они остынут, так как они остынут, пока вы будете приваривать другой участок.
Инструкции по сварке после сварки
Упрочнение абсолютно необходимо, если вы не выполняете предварительный нагрев. В идеале используйте пневматический молоток или аналогичный инструмент, чтобы вы могли очень тщательно удалить напряжения.
Внимательно осмотрите его на наличие трещин после закалки. Пройдитесь по городу проволочной щеткой и посмотрите, есть ли какие-либо видимые области, где началось растрескивание. Постарайтесь подправить эти области как можно лучше, со временем они станут только хуже.
Постарайтесь подправить эти области как можно лучше, со временем они станут только хуже.
Пайка горелкой
На самом деле это действительно хороший вариант, когда приложение позволит вам это сделать. Пайка восстановит деталь почти до ее первоначальной прочности.
Железо очень хорошо поддается пайке, потому что оно очень пористое. Обычно требуется немного дополнительной подготовки, чтобы убедиться, что поверхность достаточно чистая, но обычно это того стоит.
Подготовьте металл так же, как вы готовите его к сварке, – скосите или сделайте надрезы в месте пайки. Вы также захотите зажать деталь как можно лучше — железо действительно будет деформироваться по мере остывания, и зажим поможет противодействовать этому.
Многие справочники сообщают вам, что пайка не идеальна для деталей, которые работают при температуре выше 400 градусов по Фаренгейту, поскольку пайка часто теряет значительную прочность при этой температуре. Честно говоря, есть много парней, которые ремонтируют выпускные коллекторы пайкой, и они прекрасно служат. Припой размягчается, но этого достаточно. Просто, возможно, не используйте это, если это часть, которая находится под нагрузкой при этой температуре.
Припой размягчается, но этого достаточно. Просто, возможно, не используйте это, если это часть, которая находится под нагрузкой при этой температуре.
Обычные прутки для припоя для железа изготавливаются из серебра, латуни или никеля. Обычно я использую латунь, но делаю то, что доставляет вам удовольствие.
Плюсы:
- Действительно надежный способ ремонта трещин и соединения металла.
- Может также использоваться для соединения разнородных материалов. Например, сталь к железу.
Минусы:
- Чрезвычайно заметный – любой ремонт будет заметен, так как пайка будет другого цвета. Это может быть непрактично для некоторых косметических применений.
Необходимое оборудование:
- Паяльная горелка или кислородно-ацетиленовая сварочная горелка. Для более крупных деталей потребуются горелки большего размера.
- Прутки для пайки – обычно выбирают латунь, серебро и никель.
- Изолирующее покрытие для медленного охлаждения.

Очистка утюга
Есть несколько дополнительных проблем, которые более заметны при пайке. Одна из этих проблем связана с графитом.
Так как железо имеет такое высокое содержание углерода (примерно 2-4%), этот углерод не полностью поглощается металлом. Вместо того, чтобы хорошо и последовательно распределяться по железу, он слипается и кристаллизуется в графитовые чешуйки.
Это может быть настоящей болью при пайке, это очень затрудняет смачивание. Даже если поверхность свежеотшлифованная и чистая, железо, которое находится на более высоком углеродном конце спектра, может доставить вам проблемы.
Мне нравится кататься на нем по городу с очень чистой латунной проволочной щеткой. Это просто помогает выбить некоторые из этих графитовых чешуек. После этого протрите поверхность спиртом до тех пор, пока серый графит не перестанет отделяться, пока вы ее протираете.
Если у вас есть оборудование для дробеструйной обработки детали стальной или никелевой дробью, самое время его использовать. Это действительно хорошо справится с очисткой от лишнего графита.
Это действительно хорошо справится с очисткой от лишнего графита.
После этого используйте окислительное пламя (со слишком большим количеством кислорода, поэтому оно издает громкое шипение), чтобы сжечь оставшийся графит. Вы можете увидеть этот удар в виде искр, когда поверхность нагревается.
Когда все будет готово, можете идти.
Зажим
Это очень важно. Если вы не закрепите деталь плотно, вы не сможете получить ее прямо.
Если можете, закрепите его на прочном плоском сварочном столе с помощью С-образных зажимов. Если вы работаете над каким-то корпусом, вы можете даже подумать о том, чтобы изготовить для себя небольшое приспособление, которое сможет действительно надежно удерживать все на месте.
Зажим должен быть прочным, чтобы ничто не могло сдвинуться с места во время пайки. В противном случае деталь будет деформироваться как сумасшедшая, и вам придется потратить жалкое время на перенастройку всего. Это шаг, на который стоит потратить время, не торопитесь.
Инструкции по пайке
Убедившись, что поверхности чистые и все надежно закреплено, можно нагреть деталь.
Добавьте приличное количество флюса в область, которую вы будете спаивать, и постарайтесь сделать это как можно тщательнее. Нагревайте заготовку хорошо и равномерно, не слишком быстро, особенно если вы работаете с небольшой деталью.
Чтобы это сработало, утюг должен стать вишнево-красным. В этот момент флюс будет полностью прозрачным. Не нагревайтесь так, чтобы железо не начало плавиться.
Когда утюг станет красивым и блестящим, соскребите стержень для пайки по поверхности. Если она достаточно горячая и флюс делает свое дело, он должен сразу же смочить поверхность металла и прочно к ней прилипнуть.
Не торопитесь и постепенно наносите присадочный припой, пока он не станет немного выше скошенной области. Таким образом, вы сможете отшлифовать его обратно, чтобы он был наполовину респектабельным.
Действительно, для этого нужно немного умения. Будьте терпеливы к себе и не ждите, что первый будет выглядеть нетронутым. В идеале попробуйте несколько пробных деталей, прежде чем припаивать железо, которое действительно важно для чего-то.
Будьте терпеливы к себе и не ждите, что первый будет выглядеть нетронутым. В идеале попробуйте несколько пробных деталей, прежде чем припаивать железо, которое действительно важно для чего-то.
Инструкции по охлаждению
Крайне важно не разжимать деталь, пока она не станет прохладной на ощупь. В нагретом железе так много внутреннего напряжения, что вы, скорее всего, никогда не получите его снова.
Медленное охлаждение тоже очень важно. Когда вы закончите пайку, накройте деталь изолирующим одеялом, чтобы замедлить процесс. Вам понадобится несколько часов, чтобы он стал достаточно прохладным, чтобы его можно было трогать.
Лучше всего будет просто изолировать его и дать остыть на ночь. Таким образом, вы действительно сведете к минимуму риск растрескивания и деформации.
В конце концов, я обнаружил, что пайка дает наилучшие результаты с точки зрения механики. Это может выглядеть не очень красиво, когда это будет сделано, так как цвет пайки подчеркнет ремонт, но он должен быть очень прочным.
Однако на самом деле не существует единого подхода, который будет работать для всех приложений. Если вы обнаружите, что часто работаете с железом, было бы неплохо изучить все эти методы ремонта.
Есть ли у вас какие-нибудь хитрости или безотказные способы работы с железом? Или есть вопросы? Поделитесь ими в комментариях.
Как сваривать чугун
При наличии таких альтернатив, как сковорода с покрытием из титана, керамики и нержавеющей стали, использование чугунной сковороды может показаться немного устаревшим. Хотя популярность чугуна за последние несколько лет, безусловно, снизилась, он не так плох, как говорят некоторые. Ожидается, что рынок чугунной посуды достигнет 3 303 млн долларов США с 2 537 млн долларов США в 2017 году9.0278 .
В дополнение к вышесказанному, Transparency Market Research ожидает, что к 2026 году мировой рынок чугуна и стального литья превысит 202 миллиарда долларов США . Смысл всей этой статистики в том, чтобы доказать, что чугун по-прежнему сваривают по всему миру для различных целей, таких как посуда. Независимо от вашей причины для сварки чугуна, вы должны научиться правильно сваривать материал.
Независимо от вашей причины для сварки чугуна, вы должны научиться правильно сваривать материал.
Несмотря на то, что предстоит решить множество проблем, правильная сварка чугунных деталей поможет вам сэкономить время и деньги. Если чугун сварить неправильно, это может привести к трещине или повреждению свариваемого материала.
Часто для правильной сварки чугуна требуется помощь профессионального и опытного техника-сварщика; это особенно верно, когда в процессе сварки задействованы ответственные детали. Тем не менее, вы можете эффективно сварить чугун самостоятельно, выполнив несколько ключевых шагов. Мы обсудим эти шаги здесь, чтобы помочь вам научиться эффективно сваривать чугун.
Применение чугуна и его преимущества в качестве металла для сварки
Существует несколько применений чугуна. Среди них:
- Подготовка воды
- Сельскохозяйственное оборудование
- Головки, блоки и коллекторы автомобильных двигателей
- Станочные инструменты, такие как крышки, кронштейны и основания
- Трубная арматура
- Чугунная труба
В дополнение к вышеперечисленному существует множество других применений металлического чугуна.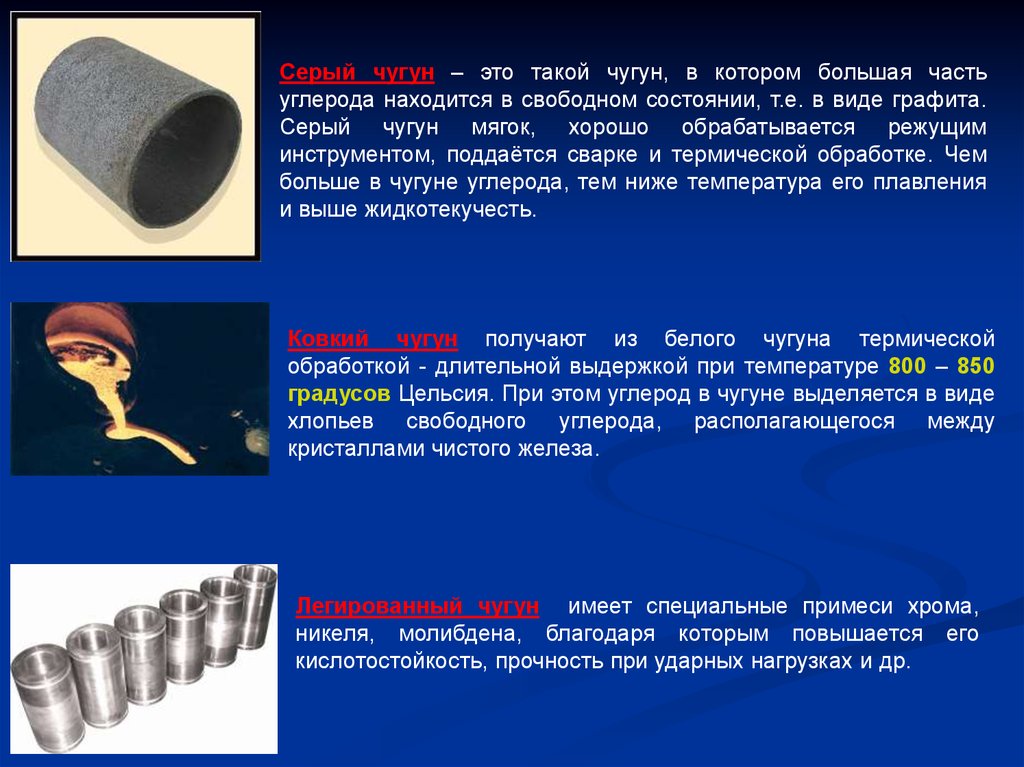 Например, он широко используется в строительной технике и других областях, где ключевым требованием является вес. Вот некоторые из областей применения чугуна, но как насчет преимуществ? Ниже приведены некоторые ключевые преимущества чугуна в качестве металла сварного шва:
Например, он широко используется в строительной технике и других областях, где ключевым требованием является вес. Вот некоторые из областей применения чугуна, но как насчет преимуществ? Ниже приведены некоторые ключевые преимущества чугуна в качестве металла сварного шва:
- Многие желаемые свойства, включая прочность, жесткость, теплопроводность и способность увлажнять
- Возможность формовки с помощью литья в песчаные формы
- Недорогой материал
- Температура плавления ниже, чем у стали .
- Жидкость лучше стали
Вот некоторые из основных причин, по которым чугун является хорошим металлом для сварки во многих областях.
Почему сварка чугуна может быть проблематичной
Прежде чем научиться сваривать чугун, вы должны понимать сложность выполнения этой работы. Это связано с тем, что коэффициент успеха правильной сварки чугуна составляет всего 50%; существует высокая вероятность того, что чугунная деталь, которую вы сварите, будет иметь трещины или повреждения после того, как вы закончите сварку.
Почему возникает эта проблема? Потому что чугун состоит из нескольких различных материалов в различных пропорциях. В результате может быть сложно оценить точную прочность металла, с которым вы работаете. Также может быть трудно определить, сколько тепла может выдержать чугунная деталь, прежде чем она начнет трескаться. Все эти проблемы в основном вызывает высокое содержание углерода в чугуне.
Во время сварки этот углерод может перейти на свариваемый металл или область рядом с нагретым металлом сварного шва. Это может вызвать повышенную хрупкость или твердость, что может привести к послесварочным трещинам.
Различные методы/методы сварки чугуна
Существует несколько методов сварки чугуна. Однако мы собираемся обсудить только наиболее распространенные методы, используемые для сварки чугуна. Эти методы включают газовую сварку, электродуговую сварку, сварку MIG и сварку TIG. Ниже приводится краткое объяснение каждого из них.
1. Газовая сварка
По сравнению с дуговой сваркой чугуна процесс нагрева при газовой сварке происходит намного медленнее.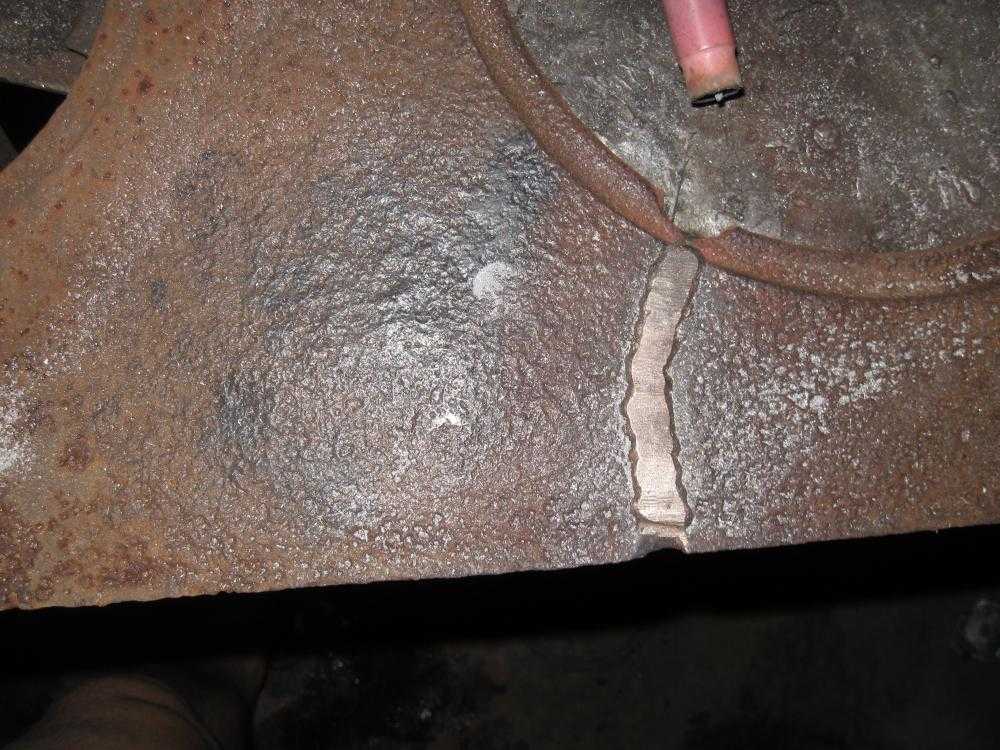 Кроме того, в этом методе используется пламя с более низкой температурой, чем у дуги. Хорошо, что миграция углерода, как правило, не является проблемой при сварке чугуна методом газовой сварки. Однако важно использовать в процессе запатентованный электрод для газовой сварки. Единственная проблема с этим методом заключается в том, что он требует значительного количества тепла, когда в сварку вовлечены крупные детали. Кроме того, газовая сварка медленнее, чем другие методы сварки чугуна.
Кроме того, в этом методе используется пламя с более низкой температурой, чем у дуги. Хорошо, что миграция углерода, как правило, не является проблемой при сварке чугуна методом газовой сварки. Однако важно использовать в процессе запатентованный электрод для газовой сварки. Единственная проблема с этим методом заключается в том, что он требует значительного количества тепла, когда в сварку вовлечены крупные детали. Кроме того, газовая сварка медленнее, чем другие методы сварки чугуна.
2. Дуговая/стержневая сварка
Большинство сварщиков-любителей предпочитает дуговую/стержневую сварку, которая может быть наиболее эффективным способом сварки чугуна при использовании подходящих сварочных электродов. Процесс чрезвычайно прост, и существует множество электродов для различных работ.
В чугунных сварочных прутках присутствует специальный флюс с высоким содержанием графита. Углерод в чугуне химически связан этим специальным графитом. Это ограничивает миграцию в зону термического влияния и металл шва. Чугунные сварочные прутки доступны в двух основных типах: чистый никель и ферроникель.
Чугунные сварочные прутки доступны в двух основных типах: чистый никель и ферроникель.
Обычно ферроникелевые стержни состоят из 47 % никеля и 53 % стали. Намного дешевле, чем чистый никель, ферроникелевые стержни идеально подходят для сварки чугуна со сталью. С другой стороны, если вы хотите, чтобы наплавленный металл был более мягким и податливым, выбирайте чистый никель. Однако, если работа не требует использования чистого никеля, мы рекомендуем вам использовать ферроникель при сварке чугуна методом электродуговой/стержневой сварки.
3. Сварка МИГ
Хотя она часто используется для этой цели, сварка МИГ не лучший выбор для сварки чугуна. Единственная реальная причина, по которой вы хотели бы использовать эту технику, — это когда у вас есть повторяющееся приложение, для которого вы можете создать процедуру. Если вы решите сваривать чугун таким способом, вам следует помнить о следующих советах для эффективной сварки:
- Специальная никелевая проволока — лучший выбор при использовании метода сварки MIG. Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть вариант из нержавеющей стали в качестве альтернативы.
- В большинстве случаев лучший выбор — 80/20. Что это значит? Это относится к 80% аргона и 20% углекислого газа. Хотя чугун по своей природе подвержен ржавчине, вам следует избегать этого метода, если вы беспокоитесь о том, что ржавчина в конечном итоге разовьется на металле.
- Вы можете соединить гипс с помощью проволоки для припоя. Однако это, вероятно, приведет к слабому сварному шву, что не очень хорошо для металлов, которые могут подвергаться нагрузкам или ударам.
- Механическую прочность сварного шва можно обеспечить с помощью шипов. Однако это будет зависеть от выполняемой работы
 Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть вариант из нержавеющей стали в качестве альтернативы.
Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть вариант из нержавеющей стали в качестве альтернативы.4. Сварка ВИГ
Как и сварка МИГ, сварка ВИГ не используется многими людьми для сварки чугуна. Почему это? Поскольку TIG — это процесс с открытой дугой, это означает, что с помощью этого метода нет реальной возможности минимизировать миграцию углерода.
В дополнение к вышесказанному, единственным реальным вариантом, доступным с этой техникой при сварке чугуна, является никелевая проволока. Еще одна проблема с этим процессом заключается в том, что он может быть дорогим. Положительным моментом является то, что метод сварки TIG обеспечивает чистый и прочный сварной шов на большинстве изделий из чугуна. Кроме того, вы можете использовать метод сварки TIG для холодной сварки при условии, что вы используете соответствующие настройки проволоки и газа.
Это четыре наиболее распространенных метода сварки чугуна. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику/метод, наиболее подходящий для ваших нужд и выполняемой работы. Однако, независимо от того, какой метод вы выбрали для сварки чугуна, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Эти шаги обсуждаются далее.
Основные этапы сварки чугуна
При самостоятельной сварке чугуна необходимо знать основные этапы эффективной сварки чугуна. Сварка чугуна своими руками состоит из четырех этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный чугунный сварной шов.
Сварка чугуна своими руками состоит из четырех этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный чугунный сварной шов.
1. Идентификация сплава
Чугуны являются частью семейства сплавов железо-углерод и имеют высокое содержание углерода; отсюда они получают свою характеристику твердости. Хотя металл чугуна твердый, это качество достигается за счет пластичности. По сравнению с кованым железом или сталью чугун гораздо менее пластичен.
В результате вышеизложенного металл расширяется и сжимается при его нагреве и охлаждении в процессе сварки. Это создает напряжение растяжения. Сварить чугун может быть чрезвычайно сложно, потому что при нагрузке или нагреве он трескается, а не деформируется или растягивается. Однако вы можете улучшить эту ситуацию, добавляя различные сплавы. Ниже приведены два варианта, доступных для вас.
Серый чугун
Серый чугун, наиболее распространенный сплав чугуна, лучше сваривается и пластичен, чем белый чугун. Во время производства углерод на сером чугуне превращается в графитовые чешуйки и превращается либо в ферритную, либо в перлитную кристаллическую микроструктуру. Единственная проблема с этим чугунным союзником заключается в том, что частицы графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может создать проблемы для сварщиков.
Во время производства углерод на сером чугуне превращается в графитовые чешуйки и превращается либо в ферритную, либо в перлитную кристаллическую микроструктуру. Единственная проблема с этим чугунным союзником заключается в том, что частицы графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может создать проблемы для сварщиков.
Белый чугун
Другим доступным вариантом сплава чугуна является белый чугун. В отличие от серого чугуна, эта форма чугуна может удерживать углерод в виде карбида железа, не превращая его в графит. В результате получается хрупкая и твердая кристаллическая микроструктура цементита. Однако основная причина беспокойства по поводу белого чугуна заключается в том, что он в основном считается непригодным для сварки.
2. Очистите отливку
Перед началом сварки все отливки должны быть надлежащим образом подготовлены; это не зависит от того, какой литейный сплав вы выбрали для сварки. Еще одна важная вещь, которую нужно сделать здесь, это удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это обеспечит полную чистоту отливки в зоне сварки.
Еще одна важная вещь, которую нужно сделать здесь, это удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это обеспечит полную чистоту отливки в зоне сварки.
Как только это будет сделано, следующим шагом будет удаление масла, жира, краски и других мешающих материалов из зоны сварки. Одна из самых важных вещей, которую необходимо обеспечить, это медленное и осторожное нагревание зоны сварки в течение короткого периода времени. Это поможет устранить любой газ, оставшийся в зоне сварки основного металла. Техника, которую вы можете использовать для проверки готовности чугунной поверхности, заключается в том, что сварочный проход опирается на металл. Если на металле присутствуют примеси, то он будет пористым. Чтобы убедиться, что пористость устранена, вы можете повторить процесс несколько раз во время шлифовки прохода.
3. Предварительный нагрев
При нагрузке все чугуны могут стать уязвимыми для отслеживания. Таким образом, самое важное, что нужно сделать, чтобы избежать трещин в чугуне, — это контролировать нагрев во время сварки. Сварка чугуна состоит из трех этапов. Три шага:
Сварка чугуна состоит из трех этапов. Три шага:
- Предварительный нагрев
- Низкотемпературный ввод
- Медленное охлаждение
Тепловое расширение является основной причиной, по которой вы хотите контролировать тепло во время сварки. Металл может расширяться при нагревании. Однако нагревание и расширение всей чугунной детали с одинаковой скоростью поможет избежать напряжения в металле. С другой стороны, локализация тепла в зоне термического влияния может вызвать накопление напряжения в металле.
Проблема локального нагрева заключается в том, что он может привести к ограничению расширения. Здесь более холодный металл вокруг околошовной зоны управляет ГЦ. Кроме того, температурный градиент между телом отливки и зоной термического влияния определяет степень результирующего напряжения.
Растяжение снимает напряжение, вызванное ограниченным расширением и сжатием стали и других пластичных металлов. Однако это может привести к трещинам в металле при усадке; это потому, что пластичность чугуна довольно низкая.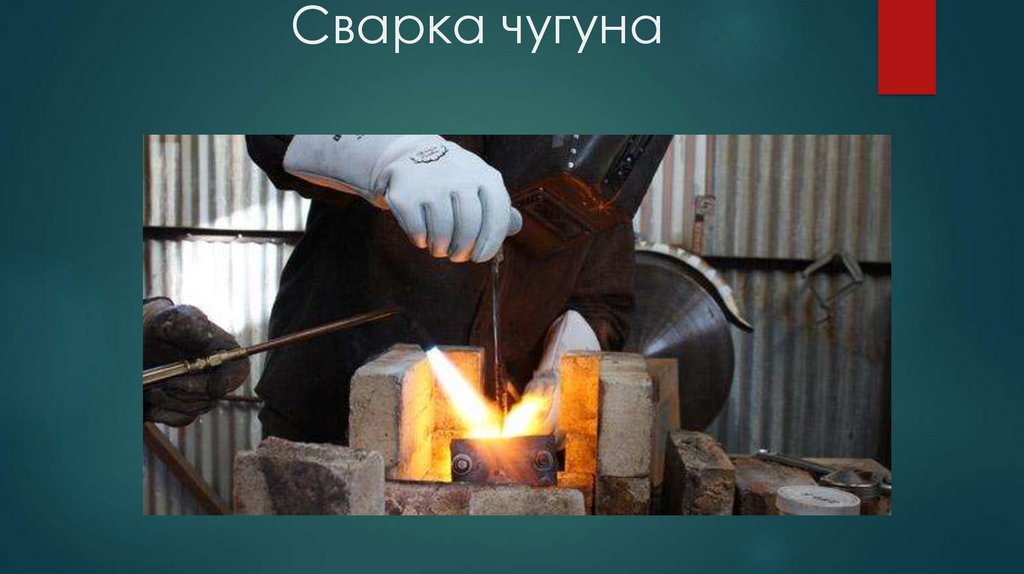
С помощью предварительного прослушивания можно уменьшить температурный градиент между околошовной зоной и телом отливки. Это, в свою очередь, снизит растягивающее напряжение, вызванное сваркой. Как правило, при высокотемпературных методах сварки требуется более высокая температура предварительного нагрева. Таким образом, наилучшей стратегией снижения тепловложения при отсутствии надлежащего предварительного нагрева является выбор процесса низкотемпературной сварки. Кроме того, вам следует использовать проволоку или сварочные прутки с низкой температурой плавления.
Другим фактором, влияющим на напряжения, возникающие в сварном шве, является скорость охлаждения. Усадка может быть результатом быстрого охлаждения, что приводит к хрупкости и легкому растрескиванию сварных швов. С другой стороны, низкое охлаждение может свести к минимуму напряжение, вызванное усадкой и затвердеванием.
В завершение этого шага хотелось бы отметить, что, хотя все чугуны могут трескаться под нагрузкой, вы можете снизить вероятность этого с помощью предварительного нагрева. Это указывает на важность этого этапа при сварке чугуна.
Это указывает на важность этого этапа при сварке чугуна.
4. Выберите метод сварки
Мы уже рассмотрели четыре основных метода сварки чугуна. Основываясь на информации, предоставленной выше, вам необходимо выбрать метод сварки, который лучше всего подходит для выполнения сварочных работ. Другими словами, выбирать технику сварки нужно исходя из размеров свариваемого металла и сплава.
5. Финишная обработка
После того, как вы выбрали и использовали наиболее подходящий метод сварки для чугуна, который необходимо сварить, следующим и последним шагом будет чистовая обработка сварного шва. По мере того как сварной шов остывает и сжимается, в свариваемом чугунном металле может возникать растягивающее напряжение.
Таким образом, на этапе термического сжатия наиболее вероятно образование трещин в отлитом из чугуна металле. Почти наверняка сварной шов начнет трескаться, как только напряжение достигнет критической точки. Хорошая новость заключается в том, что есть способ уменьшить вероятность образования трещины в сварном шве; это включает приложение сжимающего напряжения во время охлаждения для противодействия растягивающему напряжению.