Дюймовая трубная резьба — стандарты, определение шага, нарезка
Трубная резьба – это группа стандартов разъёмных соединений используемых для фитингов, труб, запорной арматуры и других элементов. Данный вид резьб основан на дюймовой системе измерения и, в зависимости от используемого стандарта, подразделяется на несколько видов.
Основные стандарты
Существует несколько российских и международных стандартов для трубных резьб. Наиболее распространенная – это трубное цилиндрическое соединение G / BSPP. Регулируется ГОСТ 6211-81, основана на международном стандарте резьбы Витворта BSW и совместима с BSP. Имеет угол профиля на вершине 55° и его теоретическую высоту 0,960491Р. Охватывает диапазон размеров от 1/16″ до 6 дюймов. Обозначается буквой G и диаметром в дюймах.
Трубное коническое соединение R / BSPT. Данный тип применяется для конических соединений, а также для наружных конических и внутренних цилиндрических резьб. Регулируется ГОСТ 6357-81, основана на международном стандарте резьбы BSW и совместима с BSP.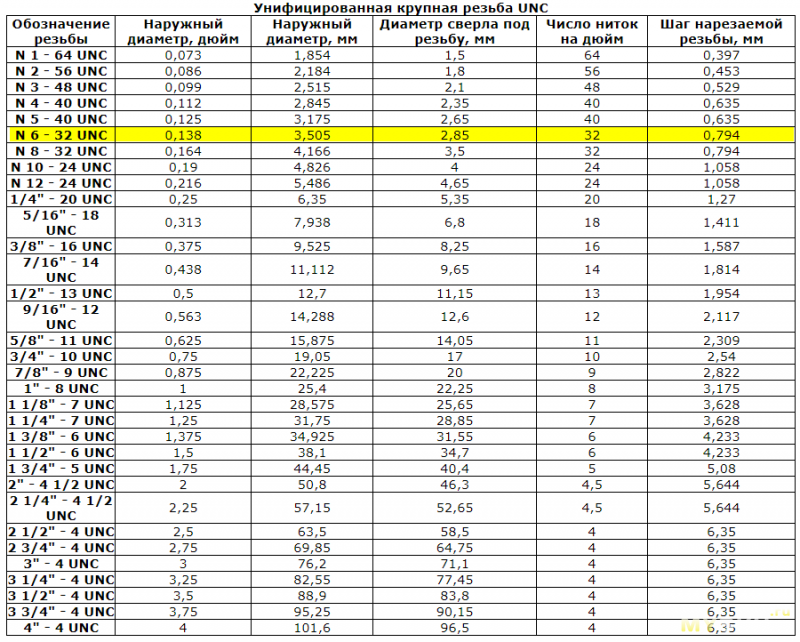
NPSM – американский стандарт трубной цилиндрической резьбы ANSI/ASME B1.20.1. Охватывает диапазон диаметров от 1/16″ до 24 дюймов. Угол при вершине профиля составляет 60°. Североамериканский стандарт трубных конических резьб обозначается NPT. Угол профиля при вершине также составляет 60°.
Определение шага и диаметра резьбы
Чтобы максимально точно определить шаг и диаметр трубной резьбы необходимы универсальные или специальные измерительные инструменты. Универсальные – это штангенциркуль и микрометр, специальные – калибр и резьбомер. С помощью универсальных инструментов можно замерить наружный диаметр резьбы, что, как правило, вполне достаточно для определения шага и дюймовой величины по таблице.
Определение параметра резьбы с помощью калибра производится путем подбора подходящей гайки или штуцера, соответственно, для наружной и внутренней резьбы. При вкручивании проверяется легкость прохождения и плотность соединения, при несовпадении диаметра или шага использовать калибр не получится.
При вкручивании проверяется легкость прохождения и плотность соединения, при несовпадении диаметра или шага использовать калибр не получится.
Плоский шаблон представляет собой тонкую пластину с вырезанным профилем резьбы. Для определения параметра резьбы необходимо приложить его к граням канав. Если он плотно прилегает к нарезке то процесс завершен, если нет – подбирается следующая пластина из набора.
Нарезка резьбы
Как метрические, так и дюймовые трубные резьбы нарезаются на специальных станках или вручную. Нарезка может осуществляться механически на специальных токарно-нарезных станках, на универсальных токарных станках с резцами или плашками, или вручную.
Для ручной нарезки необходимо:
- Надежно зафиксировать трубу или другую деталь в тисках. Для наружной нарезки необходима плашка и плашкодержатель, для внутренней резьбы – метчик и вороток.
- Резьбонарезной инструмент ровно одевается на отверстие или вставляется внутрь.

- Производится нарезка на требуемую длину. Для удаления стружки необходимо периодически (через 2-3 оборота) совершать обратный оборот.
- Для облегчения процесса рекомендуется использовать густую смазку.

Трубные резьбы широко используются в сантехнике, газовом хозяйстве, гидравлике, машиностроении и других сферах деятельности, как в промышленности, так и в быту. Наряду с метрической она является одним из наиболее широко используемых видов разъёмных соединений, обеспечивает высокую плотность и надежность фиксации сопрягаемых деталей.
Как сделать дюймовую трубную резьбу в Solidworks?
plotterЗагрузка
14.04.2020
2552
Вопросы и ответыХочу нарисовать свой вотопроводный фитинг. И столкнулся с тем, что в солиде в инструменте «резьба» вообще нет трубных размеров резьб. Все дюймовые форматы имеют не совместимый шаг. Может кто сталкивался с этим и знает как в список резьб добавить трубные форматы? Или если у кого есть, может файликом поделитесь?
И столкнулся с тем, что в солиде в инструменте «резьба» вообще нет трубных размеров резьб. Все дюймовые форматы имеют не совместимый шаг. Может кто сталкивался с этим и знает как в список резьб добавить трубные форматы? Или если у кого есть, может файликом поделитесь?
Я конечно понимаю, что её можно в эскизе нарисовать и по спирали вытягивать, но это же охрененно неудобно!
Ответы на вопросыПопулярные вопросы
MorAlexЗагрузка
22.05.2021
На площадку в подъезде кто-то выставил довольно большое зеркало. Не поцарапано, угол только отколот. Уже вторую неделю стоит. Хожу и смотрю, забрать и…
Не поцарапано, угол только отколот. Уже вторую неделю стоит. Хожу и смотрю, забрать и…
Загрузка
601
Я уже спрашивал — Можно ли скачать прошивку из исправного принтера на STM32?Оказалось прошивка с защитой. Но. Есть файл для об…
Читать дальше mlizartЗагрузка
 12.2016
12.201619896
Коллеги, помогите!На занятиях по моделированию один школьник спросил — Чем 3D принтер отличается от 3D плоттера и что лучше для нови…
Читать дальшеПереходники и адаптеры BSP NPT
Высокое качество соединения и минимальный риск протечек обеспечивают трубные соединения BSP и NPT угол конуса 60°, традиционно применяемые в гидросистемах высокого давления и обеспечивающие большую надежность в сравнении с обычной трубной резьбой.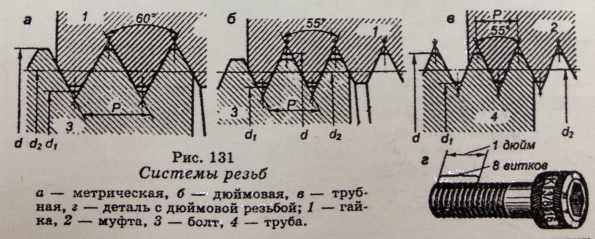
Особенности
Производство адаптеров и переходников с углом конуса 60 градусов осуществляется в соответствии со стандартом SAE J514. В качестве основных материалов для их производства применяют нержавеющие и углеродистые стали.
Резьба соединений:
- BSP — метрическая трубная резьба по британскому стандарту.
- NPT — дюймовая коническая резьба (американский стандарт).
Уплотнение осуществляется по схеме металл по металлу и регулируется стандартом NC 5200. Процесс сборки происходит без деформирования любых частей и элементов соединения и предполагает применение резиновых уплотнений, помещаемых в углубления рядом с резьбой.
Преимущества соединений с резьбой NPT и BSP:
- Способность переносить высокие давления.
- Выраженная герметичность: отсутствуют протечки и потери рабочей жидкости.
- Просто собираются и разбираются, без чрезмерных усилий и временных затрат.
Что мы предлагаем?
Компания «ЛенГо Индастриал Техникс» имеет в наличии солидный ассортимент адаптеров под угол конуса 60°. Мы предлагаем изделия различных типов, конфигураций и размеров, благодаря чему наши покупатели могут подобрать трубные соединения в соответствии с параметрами комплектуемой гидросистемы.
Мы предлагаем изделия различных типов, конфигураций и размеров, благодаря чему наши покупатели могут подобрать трубные соединения в соответствии с параметрами комплектуемой гидросистемы.
У нас можно приобрести следующие типы адаптеров по месторасположению резьбы:
- С наружной, штуцер-штуцер.
- С внутренней, гайка-гайка.
- С наружной/внутренней, штуцер-гайка.
По конструкции наши соединения представлены следующими вариантами:
- Угловые (45 и 90 градусов).
- Прямые.
- Регулируемые.
- Тройники.
Ознакомиться с техническими характеристиками и типоразмерами адаптеров можно в информационной таблице, сопровождающей каждый тип изделий. При необходимости получения дополнительной информации по товарам свяжитесь с отделом продаж компании «ЛенГо»: наши специалисты предоставят вам квалифицированную консультационную поддержку и помогут в выборе продукции.
Способ нарезания конической резьбы.
 Нарезание трубной конической резьбы bspt
Нарезание трубной конической резьбы bsptКоническая резьба выполняет одновременно крепёжную и уплотнительную функции. Поэтому её используют в трубопроводах с повышенным давлением транспортируемой среды. Применяется в воздухо-, масло-, топливопроводах, а также других системах, где требуется повышенная герметичность соединений, надёжность.
Коническая резьба (Фото: Instagram / meh_obrabotka)
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.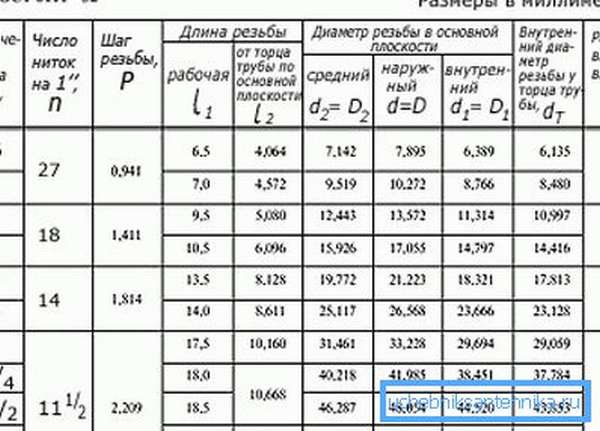
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- , чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½
ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток приdот 1/16ʺ до 3/8ʺ.
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика. Необходимо обращать внимание на строение профиля и местоположения винтовых проходов.
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях – наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой – внешний конус. Угол наклона конуса унифицирован и составляет 3 0 34’49”, что равно конусности (С)1:16.
Существует два типа размерности конической резьбы – дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах.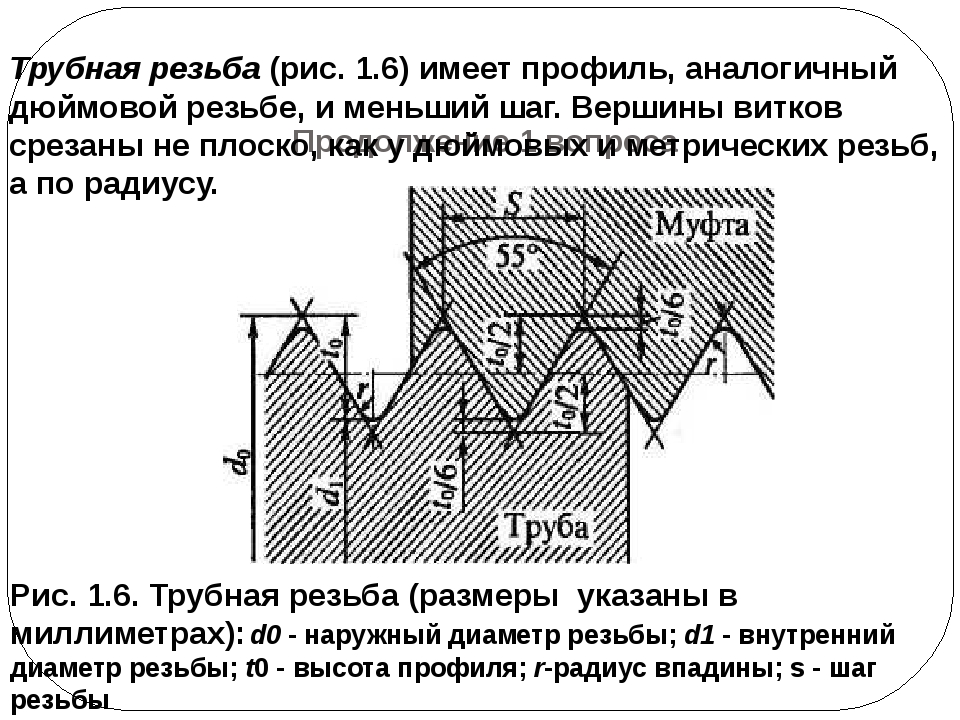 Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
Технические требования к размерам и конфигурации NPT резьбы приведены в следующих международных стандартах:
- ANSI/ASME B36.10M;
- BS 1600, 10255;
- DIN 2999.
Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 “Резьба коническая дюймовая с углом профиля 60 градусов”;
- ГОСТ №6211-81 “Основные нормы взаимозаменяемости – резьба трубная коническая”.
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и , имеющих с одной стороны цилиндрическую, а с другой – коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.
Трубная коническая NPT резьба (видео)
II.
 ДОПУСКИ
ДОПУСКИ2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 — Резьба трубы (наружная)
Черт.2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 — Резьба муфты (внутренняя)
Черт.3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
| Обозначение размера резьбы | ||
| мм | ||
| и | 0,3765 | -0,045 |
| и | 0,5645 | -0,065 |
| и | 0,7255 | -0,085 |
| 0,8835 | ||
Схема и технические характеристики
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.

Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21. 22 22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является , который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Трубная резьба конического типа используется в работах, при которых важно обеспечить хорошую герметичность системы, ее надежность. Обычно она применяется тогда, когда конструкция предназначается для жидкостей или газов под высоким давлением. Это резьба имеет три диаметра: внутри, снаружи и посередине. Диаметр становится меньше к ее окончанию. Конструкция с таким типом нарезания в профиль имеет конусный облик.
Применение
Трубная резьба конического типа обычно применяется при следующих условиях:
- Наличие деформированной нарезки внутри со следами износа на соединениях тогда, когда проблему невозможно ликвидировать посредством полной замены элемента. Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;
- Используется для обеспечения нужной герметичности в конструкции, в которой находится носитель под высоким давлением. Витки такого типа обеспечивают надежность соединения даже при применении в экстремальных условиях.
Стандарты
Резьба конического типа, согласно ГОСТ, отличается профилем с углом в 55 гр. Ее витки закругляются. Также она отличается различным шагом между витками. Размер шага зависит от диаметра. Предельный диаметр детали, на которой нарезана резьба конического типа, составляет 6 дюймов. При диаметре, превышающем это значение, для соединения применяется сварка.
Согласно ГОСТ, у трубной резьбы данного типа есть регламентированное соотношение между диаметром средним, снаружи и внутри. Также имеет значение и длина нарезки.
 Различается длина полная и длина рабочая. Их соотношение также должно быть фиксированным. Чем больше витков на элементе, там надежней и герметичней будет соединение.
Различается длина полная и длина рабочая. Их соотношение также должно быть фиксированным. Чем больше витков на элементе, там надежней и герметичней будет соединение.Предназначение плашки
Рассматриваемый инструмент достаточно прост, характеризуется следующими особенностями:
- Основное предназначение заключается в образовании резьбовой поверхности на различной наружной поверхности. В большинстве случаев плашка для нарезки резьбы применяется для получения канавок на трубах или валах, различных стержнях.
- Механическая обработка обеспечивается за счет сложной поверхности внутренней поверхности. Она представлена сочетанием нескольких режущих кромок, расположенных в определенной последовательности. При вращении они проводят снятие металла с целью образования витков.
- Конструкция имеет отверстие для заготовки и воротка, через который будет передаваться усилие.
Отличительные особенности дюймовой заключаются в расположении режущих кромок. Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
Для обеспечения удаления стружки с зоны резания отверстие имеет довольно сложную форму, по которой инструмент можно узнать практически сразу.
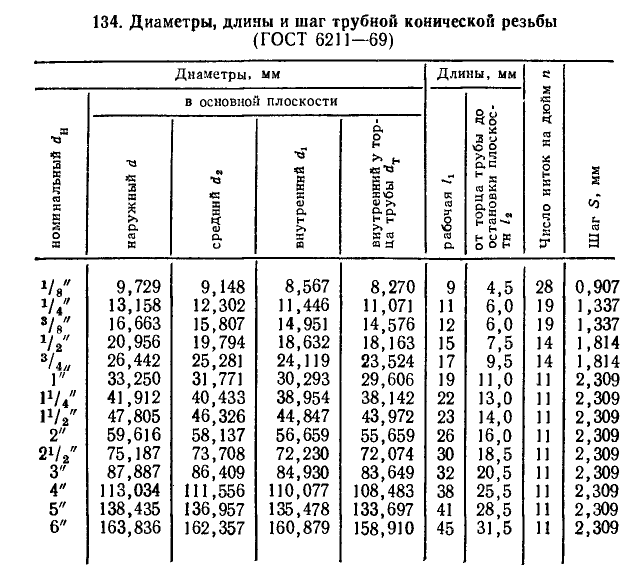
Таблица
Диаметры, длины и шаги трубной конической резьбы
| d 0 | d ср | d 1 | d T | l 1 | l 2 | n | S | |
| 1 / 8 | 9.7 | 9.2 | 8.6 | 8.3 | 9 | 4.5 | 28 | 0.907 |
| 1 / 4 | 13.2 | 12.3 | 11.4 | 11.1 | 11 | 6.0 | 19 | 1.337 |
| 3 / 8 | 16.7 | 15.8 | 15 | 14.6 | 12 | 6.0 | 19 | 1.337 |
| 1 / 2 | 21 | 19.8 | 18.6 | 18.2 | 15 | 7.5 | 14 | 1.814 |
| 3 / 4 | 26.4 | 25.3 | 24.1 | 23.5 | 17 | 9.5 | 14 | 1.814 |
| 1 | 33.3 | 31.8 | 30.3 | 29.6 | 19 | 11.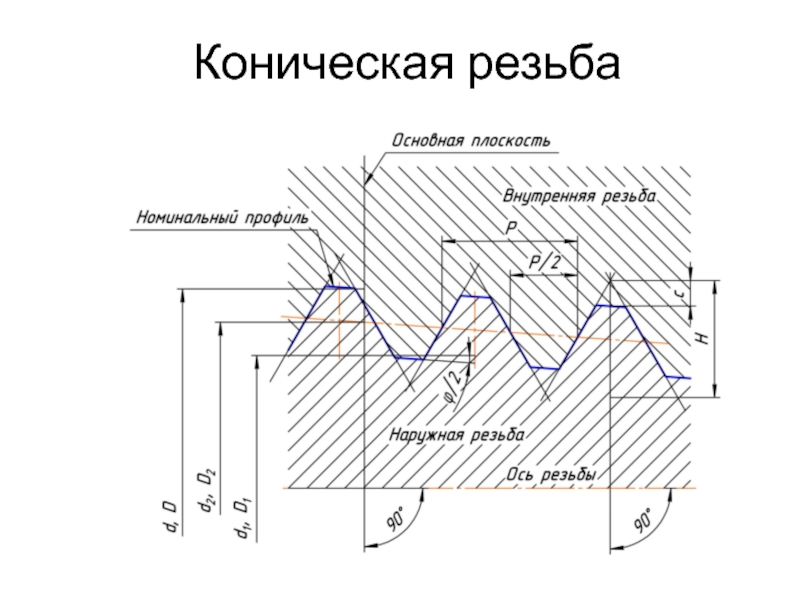 0 0 | 11 | 2.309 |
| 1 1 / 4 | 41.9 | 40.4 | 39 | 38.1 | 22 | 13.0 | 11 | 2.309 |
| 1 1 / 2 | 47.8 | 46.3 | 44.9 | 44 | 23 | 14.0 | 11 | 2.309 |
| 2 | 59.6 | 58.1 | 56.7 | 55.7 | 26 | 16.0 | 11 | 2.309 |
| 2 1 / 2 | 75.2 | 73.7 | 72.2 | 71.1 | 30 | 18.5 | 11 | 2.309 |
| 3 | 87.9 | 86.4 | 84.9 | 83.7 | 32 | 20.5 | 11 | 2.309 |
| 4 | 113 | 111.6 | 110.1 | 108.5 | 38 | 25.5 | 11 | 2.309 |
| 5 | 138.4 | 137 | 135.5 | 133.7 | 41 | 28.5 | 11 | 2.309 |
| 6 | 163.8 | 162.4 | 160.9 | 158.9 | 45 | 31.5 | 11 | 2.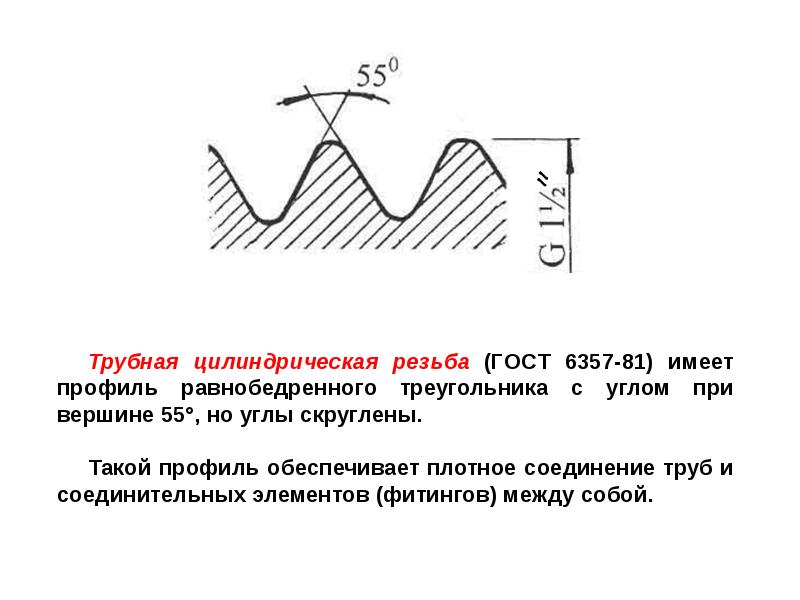 309 309 |
Обозначение
Резьба конического типа имеет разные обозначения. Все они определяются согласно ГОСТ. Обозначения включают в себя символ R, расшифровать который можно как условное обозначение наружных витков, а также их размеры. Левые витки обозначаются символами LH. Витки внутри обозначаются символом Rc, внутренние цилиндрического типа – Rp.
Важно: Чаще всего наружные трубные витки конического типа применяются совместно с внутренними витками цилиндрического типа.
Соединение посредством трубной резьбы обозначается дробью. Числителем в ней являются витки внутри, а знаменателем – снаружи.
Для того чтобы увидеть трубную резьбу конического типа, вы можете посмотреть фото. На них можно наглядно увидеть, чем и как подобные витки отличаются от других. Фото можно посмотреть на этой же страничке.
Использование: способ обеспечивает повышение производительности при нарезании конической резьбы при помощи гребенчатой конической фрезы. Сущность изобретения: способ нарезания конической резьбы заключается в том, что ось конической гребенчатой фрезы 1 устанавливают параллельно оси заготовки 2. Фрезе 1 задают вращение, радиальную подачу на врезание и продольную подачу. Заготовка в процессе обработки вращается с заданной частотой. Отвод фрезы 1 от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки. За счет этого исключается перебег инструмента. 3 ил.
Изобретение относится к способам нарезания резьбы на наружной и внутренней конических поверхностях. Целью предлагаемого изобретения является повышение производительности обработки за счет сокращения времени на производительности обработки за счет сокращения времени на перебег инструмента. На фиг. 1 изображена схема установки и обработки конических резьб предлагаемым способом; на фиг. 2 — позиция «I» на фиг. 1; на фиг. 3 — схема конической резьбы, полученной предлагаемым способом. Конический многониточный инструмент (см. фиг. 1), например, фреза 1 установлена в отверстие заготовки 2 так, чтобы его ось была параллельна оси резьбы. Угол конуса фрезы совпадает по величине с углом конуса нарезаемой резьбы. Фрезе сообщается вращательное движение резания и движение врезания, благодаря которому фреза занимает свое рабочее положение. Одновременно заготовке сообщается медленное вращение n 3 , а фрезе — согласованное с этим вращением движение подачи S. Величина подачи равна величине шага Р резьбы за один оборот заготовки. Обработка начинается и заканчивается в точке 2 (см. фиг. 3), а в точке 1 начинает осуществляться начало отвода фрезы из зоны обработки. Таким образом в зоне отвода инструмента витки резьбы, которые представляют собой вне зоны «1-2» набор окружностей и переходных кривых в зоне «1-2» отвода инструмента, стыкуются друг с другом. При этом, кривая, по которой располагаются резьбовые витки, очень близка к спирали Архимеда (см. фиг. 3), по которой располагаются витки обычной конической резьбы. Из фиг. 2 видно, что а = Р sin /2, где а — шаг спирали; Р — шаг нарезаемой резьбы; — угол конуса нарезаемой резьбы. Так, например, для резьбы с шагом Р= 1 мм и углом конуса = 3 о, шаг спирали «а» составит величину: а = 1 sin 1,5 о = 0,026 мм Таким образом, погрешность формы витка не превышает 0,026 мм, что вполне можно скомпенсировать при затяжке резьбы и обеспечить ее надежную герметичность. Поскольку фреза шлифуется по наружной поверхности, то угол конуса получается с очень высокой точностью, что обеспечивает хорошее прилегание элементов соединения, а следовательно и его герметичность. Из фиг. 3 видно, что отвод фрезы начинается в точке 1 и заканчивается в точке 2, где и завершается обработка. Отсутствие перебега сокращает путь резания, а следовательно повышает производительность обработки. Таким способом обрабатывается как наружная, так и внутренняя резьба. П р и м е р. Необходимо обработать внутреннюю коническую дюймовую резьбу К2 ГОСТ 6111-52. Эта резьба имеет внутренний диаметр 56,558 мм, угол конуса = 1 о 47″24″, рабочую длину свинчивания 19 мм, шаг Р= 2,209 мм. Для обработки такой резьбы используем резьбофрезерный станок и фрезу с углом конуса = 1 о 47″24″ и диаметром Д= 50 мм, что позволяет разместить фрезу внутри заготовки. Фрезу вводим внутрь заготовки, закрепленной на станке, сообщаем ей вращение с частотой 350 об/мин, что соответствует скорости резания, допустимой для фрез из быстрорежущей стали. Далее фрезе сообщаем движение врезания на глубину профиля резьбы и, одновременно с этим, заготовке сообщаем медленное вращение П 3 = 20 об/мин, а фрезе осевую подачу, равную одному шагу резьбы на оборот заготовки, т. е. S= 2,209 мм/об. Принимаем зону отвода инструмента, равной 0,2 от оборота, что соответствует значению величины перебега при обычной схема обработки цилиндрических резьб, которое можно реализовать на резьбофрезерных станках.
Формула изобретения
СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ, при котором берут гребенчатую коническую фрезу, ось которой располагают параллельно оси вращающейся заготовки, задают фрезе вращение, радиальную подачу на глубину резания, продольную подачу и осуществляют отвод фрезы от заготовки, отличающийся тем, что, с целью повышения производительности, отвод фрезы от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Нарезание резьб круглыми плашками
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:
- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе
станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев
. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками
.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм
. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент
. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик
. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики
.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями
. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность
, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время
. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Какие три основных типа ниток? — AnswersToAll
Какие три основных типа резьбы?
Для целей идентификации гидравлические трубные фитинги и соединители можно разделить на шесть различных типов резьбы: UN / UNF, NPT / NPTF, BSPP (BSP, параллельная), BSPT (BSP, коническая), метрическая параллельная и метрическая коническая. Три из них параллельны (UN / UNF, BSPP, метрическая параллель) и три конические (NPT / NPTF, BSPT, метрические конические).
В чем разница между дюймовой резьбой и резьбой MM?
Единицей измерения является простая разница между дюймами и метрическими метрами.Один измеряется в дюймах, а второй — в миллиметрах. Во всем мире чаще всего используется метрический стандарт. В дюймах Резьба определяется по tpi (резьба на дюйм), а в метрической системе — по шагу (расстоянию между двумя нитями).
В чем разница между резьбой BSP и NPT?
И NPT, и BSP — это стандарты трубной резьбы для винтовой резьбы, используемой на трубах и трубных фитингах для уплотнения труб. У NPT выступы и впадины резьбы плоские. В BSP они закруглены.Во-вторых, угол резьбы NPT составляет 60 градусов, а угол BSP — 55 градусов.
Какие две наиболее распространенные формы резьбы?
Наиболее распространенными типами резьбы являются унифицированная крупная / мелкая резьба на основе дюймов (UNC / UNF) и метрическая крупная / мелкая резьба. Другие типы и их назначение описаны в конце этого раздела.
Трубная резьба совпадает с резьбой болта?
Винтовая резьба представляет собой V-образную наклонную плоскость, врезанную в материал для соединения частей материала.Болт с шестигранной головкой и шестигранная гайка могли скрепить два куска металла, а труба с резьбой могла соединить трубу и колено вместе.
Одинаковы ли резьбы BSP и G?
BSP и BSPP — это не одно и то же. Два типа резьбы — это одна и та же параллельная прямая, трубная параллельная резьба по британскому стандарту — BSPP, также обозначается буквой G стандарта ISO. БСПП и Г — это одно и то же.
Резьба кабелепровода такая же, как и трубная?
Трубная резьба относится к спиральному или спиралевидному гребню, расположенному на одном или обоих концах трубы, который позволяет двум трубам соединяться вместе.Резьба кабелепровода относится к спиральному гребню, расположенному на одном конце трубы, который сужается, или имеет более узкий конец.
Что такое стандартная трубная резьба?
Национальная трубная коническая резьба (NPT) — это стандарт США для конической резьбы, используемой для соединения труб и фитингов. Стандарт ANSI / ASME B1. 20.1 распространяется на резьбу под углом 60 градусов с плоскими вершинами и впадинами в размерах от 1/16 дюйма до 24 дюймов. Номинальный размер трубы [NPS] (этот стандарт также охватывает различные параллельные («прямые») резьбы.
Как определить подходящий размер?
Однако резьба NPT является конической, а резьба NPS — прямой (параллельной). Обе резьбы имеют угол наклона 60 ° и имеют плоские вершины и впадины. Коническая трубная резьба обычно встречается на концах труб, ниппелей и фитингов (например, муфт, колен, тройников и т. Д.).
В чем разница между резьбой шланга и трубной резьбой?
Резьба шланга почти всегда одного размера, ¾ ”. В то время как трубная резьба может сильно отличаться от одного производителя к другому, а также от одной системы к другой.Резьба труб в системах капельного орошения обычно составляет от ½ дюйма до 1 дюйма.
PT — это то же самое, что NPT?
АббревиатурыPT, NPT, FPT имеют то же значение для трубной резьбы, соответствующей американскому национальному стандарту. Внутренняя резьба NPT может быть обозначена как FPT, а наружная резьба NPT может быть обозначена как MPT. Коническая резьба предназначена для соединения и герметизации, прямая резьба — только для соединения.
Что означает NPT в трубопроводе?
NPT означает национальную трубную резьбу и является стандартной американской резьбой.Его также можно назвать MPT, MNPT или NPT (M) для наружной наружной резьбы и FPT, FNPT или NPT (F) для внутренней внутренней резьбы. Для обеспечения герметичного уплотнения всегда необходимо использовать резьбовой герметик (кроме NPTF).
Являются ли MIP и MPT одинаковыми?
MIP расшифровывается как Male Iron Pipe, или, как некоторые сказали бы, Male International Pipe. Такой же размер трубы также может называться MPT, для наружной трубной резьбы. Эквивалентное обозначение — MIP (внутренняя железная труба) и FIP (внутренняя железная труба). Также термины NPS и NPSM иногда используются для обозначения прямой, а не конической резьбы.
Трубная резьба на железной трубе такая же, как NPT?
Стандарт конической резьбы, который используется для соединения жестких труб различных размеров. Этот стандарт может называться конической трубной резьбой для железных труб (TIPT), национальной трубной резьбой (NPT), трубной резьбой для железных труб (IPT) или стандартной резьбой для железных труб (IPS).
Трубная резьба, Наружная трубная резьба, Внутренняя трубная резьба, Производители трубной резьбы
Когда мы говорим о фитингах, это означает, что фитинги используются для соединения двух или более труб двумя способами — резьбой или скользящей посадкой.В то время как металлические трубы имеют резьбу, пластиковая труба может иметь резьбу или скользящую посадку. Резьбовая труба имеет концы с резьбой для сборки или они соединяются винтами.
Для размеров трубной резьбы «½ – 14 NPT» обозначает трубную резьбу с номинальным внутренним диаметром ½ дюйма и 14 ниток на дюйм, и эти резьбы выполнены в соответствии с Стандарт NPT. Трубка имеет левую резьбу, если «LH» добавлен. В США соблюдаются следующие стандарты трубной резьбы:- NPT: Американская стандартная трубная коническая резьба
- NPSC: Трубная резьба прямого соединения американского стандарта
- NPTR: Трубная резьба для конических перил американского стандарта
- NPSM: Американский стандарт, прямая механическая трубная резьба
- NPSL: Американский стандарт, прямая трубная резьба с контргайкой
Из-за конуса труба может ввинчиваться в фитинг только на небольшое расстояние до застревания. Стандарт представляет это расстояние, эффективная нить. Стандарт также представляет собой другое расстояние, зацепление, то есть расстояние, на которое труба может быть вкручена вручную, без особых усилий.Рабочим легче узнать, сколько оборотов изготовить вручную или гаечным ключом.
Типы резьбы:
Для труб и трубопроводных фитингов доступны различные виды резьбы:
- Правая или левая резьба
Практически вся резьба ориентирована так, что болт, гайка или любой другой штуцер можно затянуть. Поворачивая его по часовой стрелке, повернутый предмет удаляется от зрителя. И это ослаблено поворачивая против часовой стрелки, когда объект движется к зрителю.Этот называется правой резьбой. Левая резьба ориентирована в обратном направлении. Также есть резьбы для саморезов. где не требуется гайка или болт. - Наружная резьба
У наружной резьбы резьба трубы находится снаружи. Здесь, коническая трубная резьба, такая как NPT, BSPT и т. д., используются без уплотнения. прокладки. - Внутренняя резьба
У внутренней резьбы резьба находится внутри.Здесь тоже нравится Для уплотнения используются наружная резьба, трубная коническая резьба. - Наружная прямая резьба
Трубная резьба, такая как UNC, UNF, ASME и т. Д., Образует прямую наружную резьбу. - Внутренняя прямая резьба
Прямая трубная резьба, такая как UNC, UNF, ASME и т. Д. - Гладкий конец
Используется для подключения или вставки в раструбный конец соединительная труба. - Bell / Socket / Flare
Представляет длину конца увеличенного диаметра, в которую конец трубы может быть установлен. - Фланец
Фланцы используются для соединения фитингов болтами или сваркой. Там в основном два типа фланцев: круглые и квадратные. - Обжимной фитинг
Обозначает компрессионную гайку и манжету для соединения с трубка. - Конец зажима для трубы
Он сконструирован таким образом, чтобы его можно было закрепить на трубе или другом примерка. - Заусенец / ребро
Это концы фитингов для подсоединения только нежесткой трубы или шланг.Иногда используется с зажатым концом. - Канавка
Это относится к установке элемента муфты, такого как уплотнительное кольцо или эластомерное уплотнение.
Разница между фитингами BSP и NPT Indanc Academy
В чем разница между фитингами BSPP, BSPT и NPT?
«BSP», «NPT», «BSPP» и «BSPT» — все эти разные стандарты могут сбивать с толку!
ФитингиBSP и NPT: в чем разница?
Различия между фитингами BSP и NPT являются результатом нескольких факторов:
- Географический регион
- Промышленность
- Окружающая среда
- Приложение
Из них наиболее важным является географическое положение.В результате в настоящее время существует глобальное разделение стандартов на страны, использующие фитинги NPT, и те, которые используют BSP.
NPT
NPT означает «Национальная трубная резьба» и является стандартом в США и Канаде.
Угловая поперечная резьба фитингов NPT под углом 60 °, со сглаженными выступами и впадинами.
Может возникнуть некоторая путаница из-за описания конической резьбы как NPT («National Pipe Taper»), тогда как для прямой версии — NPS («National Pipe Straight»).Есть также несколько вариантов NPLTF («National Pipe Taper Fuel») и NPSM («National Pipe Straight Mechanical»), чтобы еще больше запутать ситуацию. Разработанные для обеспечения лучшего герметичного уплотнения без использования герметиков, они имеют ту же форму, но имеют отрегулированную высоту гребня и корня.
Переходники с наружной резьбой имеют коническую резьбу, которая входит в переходники с внутренней резьбой, образуя уплотнение при скручивании. Конические фитинги находят применение в основном на концах труб, ниппелей и фитингов, таких как муфты, колена и тройники.
Для параллельной резьбыNPS требуются прокладки или уплотнительные кольца.
BSP
BSP означает «британский стандарт трубы» и является стандартом в Великобритании, Европе, Азии и Австралии.
Они похожи на NPT, но имеют угловую поперечную резьбу 55 ° и закругленные вершины и впадины.
Они имеют обозначения BSPT для конической резьбы и BSPP для параллельной резьбы.
Для фитинговBSPT требуются герметики, тогда как в BSPP используются кольцевые уплотнительные кольца для герметизации фитингов между заплечиком на наружной части и лицевой стороной внутренней части и не требуются герметики.
Можете ли вы использовать их вместе?
Определенно НЕ . Никогда не смешивайте эти фитинги, так как это может привести к опасной утечке.
Когда бы вы использовали то или другое?
Если вы используете что-либо, произведенное в США или Канаде, используйте фитинги NPT. Если вы используете оборудование, произведенное где-либо в мире, то вам следует использовать фурнитуру BSP.
Обучение BFPA в IA Academy
Учебная академия вспомогательного оборудования для промышленности в сотрудничестве с British Fluid Power Association (BFPA) проводит ряд курсов, предназначенных для всех, кто работает с гидравликой.
Базовый курс по безопасностиКурс по основам безопасности и гигиены гидравлики.
Курс по сборке шлангов2-дневный курс по процедуре сборки шлангов, включая прокладку и установку.
Курс по целостности, осмотру и управлению шлангамиТренинг по оценке здоровья и безопасности, включая анализ рисков и компетентность.
Курс по целостности трубопровода малого диаметраОбучение технике безопасности при производстве узлов НКТ с малым внутренним диаметром.
Позвоните нам по телефону 01246 242050 или свяжитесь с нами через нашу страницу контактов, чтобы узнать больше о наших курсах и датах курсов.
Другие статьи по теме
Проблемы безопасности гидравлических шланговУзнайте, насколько важна безопасность при производстве гидравлических шлангов. Узнайте, как и почему происходит большинство несчастных случаев и как их предотвратить.
В чем разница между трубами и трубками?Вы знаете, в чем разница и какое значение имеет? Ответ положительный, особенно если вы работаете в инженерном или строительном секторе.Узнайте, почему это важно и когда вы будете использовать трубку или трубку, прочитав эту статью.
В чем разница между гидравликой и пневматикой?Они оба преобразуют давление жидкости в механическое движение. Основное различие в том, что один работает с воздухом, а другой с жидкостями. Узнайте, что есть что и многое другое, из этой статьи.
Принципы гибки трубЧто происходит с металлом, когда вы его сгибаете? Прочтите эту статью, чтобы узнать больше о процессах гибки.