способы проведения процедуры (+25 фото)
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.


Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат. Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе.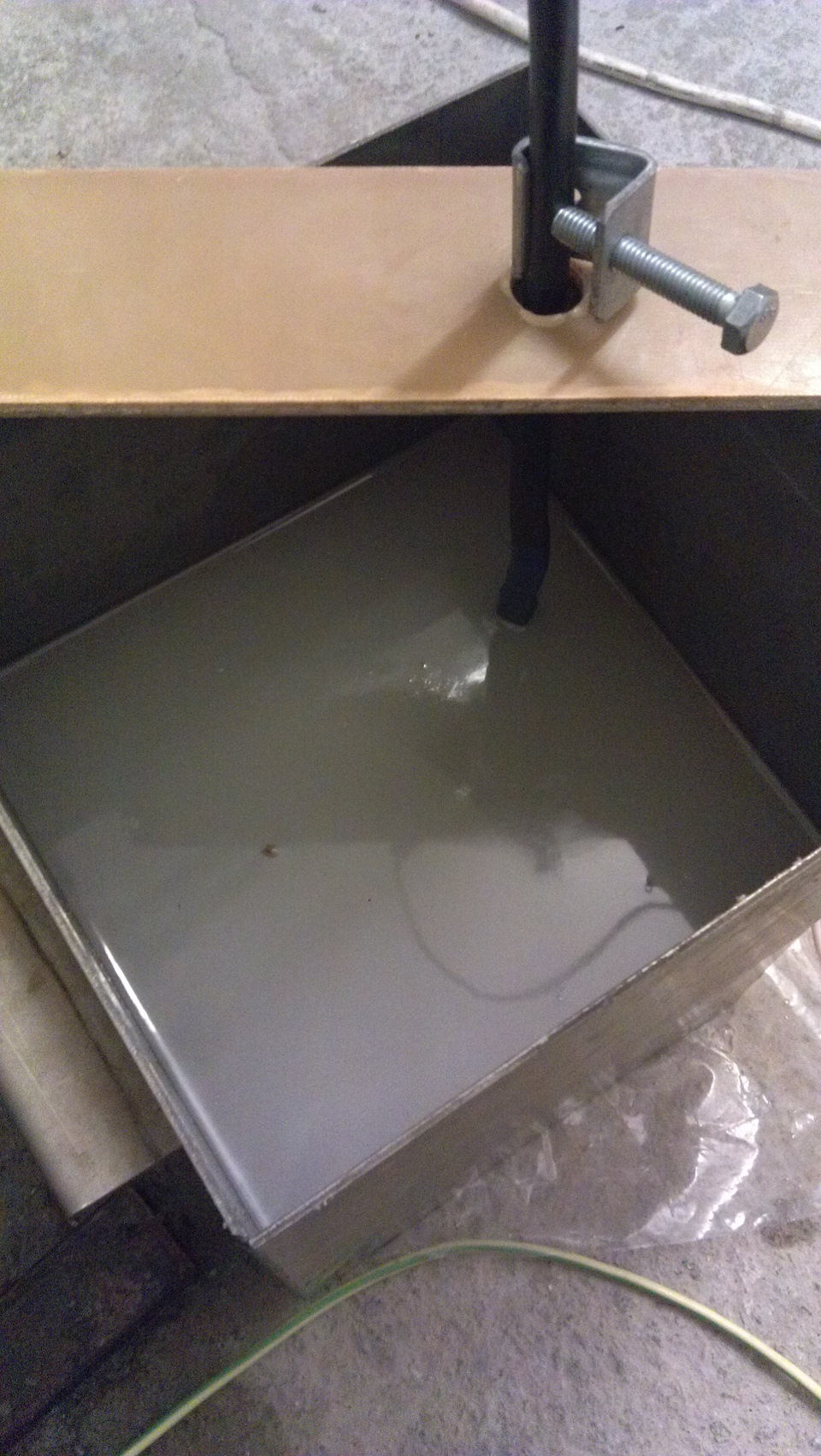 Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.

Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Покраска алюминия в домашних условиях (2 видео)
Анодированный алюминий (25 фото)
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный — на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
2. Химическое анодирование алюминия — изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота — самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление — непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор — тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный «холодный» раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не «закрепляют», так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т. д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).
д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:
Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
описание и разновидности покрытия, нюансы работы в домашних условиях
Алюминиевые сплавы считаются отличными материалами для производства самых разных деталей. Алюминий с легкостью подвергается обработке, он отличается маленькой массой, высоким уровнем прочности и совершенно не боится коррозии. Однако при массе преимуществ этот металл не имеет привлекательного внешнего вида. На поверхности алюминия плохо держатся красящие составы, а если его не обработать специальным покрытием, то появятся темные пятна. Технология анодного оксидирования алюминия позволяет обеспечить защиту материала от окисления и улучшить его внешний вид.
Однако при массе преимуществ этот металл не имеет привлекательного внешнего вида. На поверхности алюминия плохо держатся красящие составы, а если его не обработать специальным покрытием, то появятся темные пятна. Технология анодного оксидирования алюминия позволяет обеспечить защиту материала от окисления и улучшить его внешний вид.
Описание технологии
Анодирование (анодное оксидирование) представляет собой процесс, в итоге которого на металлической поверхности формируется оксидное покрытие, обеспечивающее защиту поверхности от появляющегося при контакте с воздухом окисления. При этом окисленный участок не ликвидируется, а создается покрытие с большей твердостью. Эта технология напоминает воронение.
Зачем анодировать алюминиевые поверхности
Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия. Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование. Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
После анодирования алюминий не боится коррозии. Пленка, создаваемая при этом на поверхности, характеризуется высочайшей устойчивостью к изнашиванию. Кроме того, покрытие не будет отслаиваться со временем.
Стоит отметить, что это не нанесение защитного слоя как такового, как в случае покрытия поверхности стали цинком или хромом. Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Иногда анодирование используется для улучшения декоративных свойств металлического сплава и придания ему конкретного оттенка. Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
В промышленности анодирование осуществляется с применением двадцатипроцентного раствора серной кислоты. Но самостоятельное анодирование (в домашних условиях) с использование кислоты крайне опасно и не очень удобно.
Есть и иной вариант, который подразумевает применение составом из хлористого и углекислого натрия. Это обыкновенная соль и сода, которые можно отыскать в любом доме.
Преимущества
Что касается достоинств, присущих этой технологии, то нужно отметить следующие:
- анодированные конструкции приобретают прекрасные защитные свойства;
- металлическая поверхность делается однородной и матовой;
- анодирование также позволяет избавиться от повреждений покрытия — полос, сколов, царапин;
- улучшается внешний вид поверхности металлического сплава;
- защитный слой после обработки имеет довольно большую толщину.

На сегодняшний день существует несколько технологий исполнения этой процедуры.
Теплая разновидность покрытия
Этот способ является довольно простым. Всю работу можно выполнить даже самостоятельно. Процедура осуществляется при комнатной температуре. Посредством теплого анодирования можно сделать привлекательное покрытие разных цветов, воспользовавшись дополнительными органическими красителями. Если постараться, то на одном и том же элементе можно добиться сразу нескольких оттенков.
Вспомните советские ружья, характеризующиеся зеленой расцветкой. Это результат анодирования алюминиевого сплава. А в качестве красящего вещества была использована обыкновенная зеленка, которую можно отыскать в любой аптеке.
У технологии есть свои достоинства, но не обошлось и без недостатков.
- Алюминий, прошедший анодирование, не обладает по-настоящему высоким уровнем антикоррозийной защиты.
- Следы коррозии на его поверхности могут появляться при взаимодействии с агрессивными металлами и в морской воде.
- Эта обработка также не обеспечивает эффективную механическую защиту — металлическая поверхность может оцарапаться даже обычной иглой. Если же не была соблюдена технология, то покрытие можно стереть рукой.

Производится же теплое анодирование крайне просто. Для начала все элементы тщательно обезжириваются и фиксируются в подвесе. Анодирование производится до тех пор, пока на поверхности не появится молочный оттенок, затем изделие промывают прохладной водой. Красят же изделие горячим раствором. Окрашенное покрытие закрепляется в течение одного часа.
Особенности холодного анодирования
Методика выполняется при низких температурных показателях. Холодное анодирование было разработано по целому ряду причин: высокая прочность, твердость и качество, а также быстрота растворения и достаточная толщина покрытия. Как правило, домашние мастера предпочитают именно эту технологию.
Слой, расположенный со стороны металлической поверхности, увеличивается, а с наружной стороны практически полностью растворяется. При этом технология нуждается в хорошем охлаждении элементов, лишь в этом случае можно добиться высококачественного результата. Покрытие в итоге получится очень износоустойчивым и твердым. К примеру, подводным ружьям, поверхность которых была подвержена холодному анодированию, будет уже не страшна морская вода.
Единственный недостаток — невозможность применения натуральных красителей. Тут все зависит от веществ, входящих в состав обрабатываемого материала. Расцветка при обработке может изменяться от темной до зеленоватой.
Сначала деталь обезжиривается и фиксируется в специальном подвешивающем устройстве. Затем металлический сплав анодируют до тех пор, пока не появится плотный слой. После этого его промывают холодной или горячей водой. На финальном этапе слой укрепляют посредством проваривания в чистой воде.
Твердое оксидирование
Эта технология позволяет сделать прочное и твердое анодированное покрытие.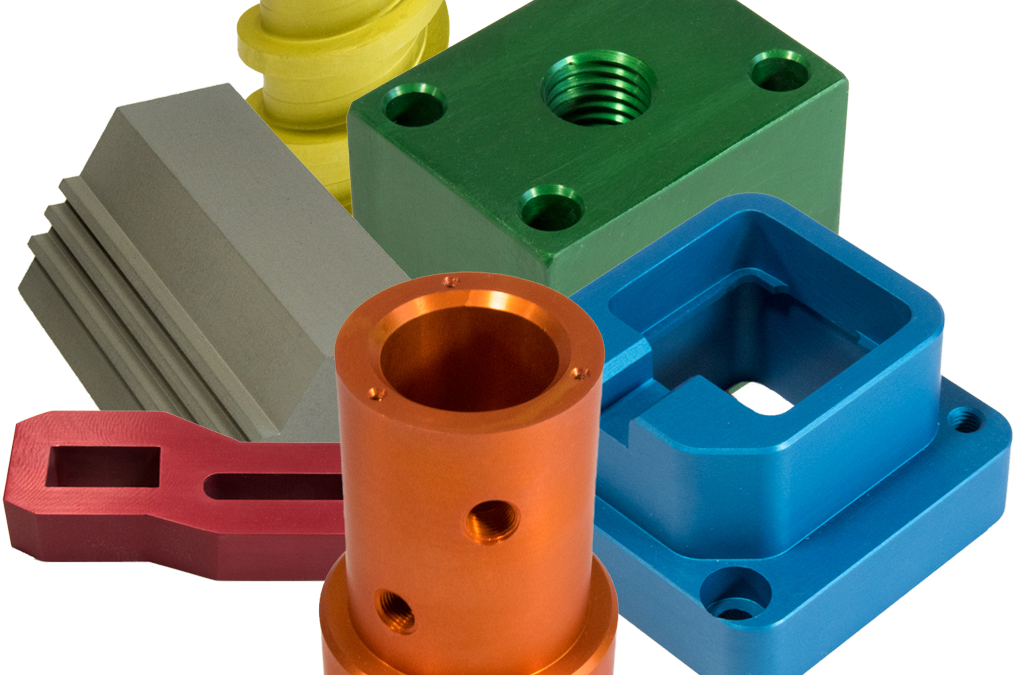 Она активно используется на промышленных предприятиях. Характерная особенность методики состоит в том, что для ее исполнения применяется сразу несколько электролитов. Плотность электротока постепенно увеличивается и благодаря изменению структуры на металлической поверхности появляется высокопрочная пленка.
Она активно используется на промышленных предприятиях. Характерная особенность методики состоит в том, что для ее исполнения применяется сразу несколько электролитов. Плотность электротока постепенно увеличивается и благодаря изменению структуры на металлической поверхности появляется высокопрочная пленка.
Оборудование для анодирования алюминия в домашних условиях
Теперь вам стало известно, что собой представляет анодирование. Пришло время выяснить, какое именно оборудование необходимо для этого. Итак, для работы потребуется несколько ванночек для деталей с разными размерами. Они должны быть сделаны из алюминия. В качестве альтернативы можно воспользоваться полиэтиленом или пластмассой. Стенки и дно пластиковой ванны должны быть покрыты листами алюминиевой фольги. Это необходимо для создания катодно-анодной установки.
У ванны также должны быть высокие теплоизоляционные характеристики. Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
Лишь в этом случае электролит не нагреется сильно, и вам не нужно будет его регулярно менять.
После этого делают катод, для чего применяют свинец. Делается эта деталь исключительно из листового материала. Стоит отметить, что площадь катода обязательно должна быть вдвое больше площади обрабатываемой детали. В катоде должны быть специальные отверстия, предназначенные для выпуска газов.
После подготовки катода, необходимо изготовить электролит, поместить его внутрь ванны, положить туда элемент и подсоединить к «плюсу» источник электрического тока. Пластину из свинца нужно подключить к «минусу». Для того чтобы металлический сплав начал анодировать, сгодится источник электропитания на полтора ампера и двенадцать ватт. Что касается затрачиваемого времени, то для элементов небольшого размера процедура займет примерно тридцать минут. Чтобы произвести полноценный профиль из алюминия, понадобится три-четыре часа.
Расцветка изделия может различаться. Тут все зависит от применяемой методики анодирования в домашних условиях. С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
С применением анилиновых красок детали металла можно выкрасить даже в черные оттенки.
Как выполняется теплое анодирование алюминия в промышленных условиях?
Теплое анодирование алюминия – процесс создания на поверхности защитной оксидной пленки, которая будет оберегать металл от коррозии и предотвращать его разрушение. Также анодирование придает металлическим изделиям более эстетичный вид, так как сам по себе алюминий не отличается хорошими декоративными качествами, а окисление приводит к появлению серых пятен. После анодирования различными методами металлическая поверхность становится ровной и блестящей.
Технология промышленного теплого анодирования
Для предотвращения коррозии и дальнейшего разрушения металлические изделия в условиях производственного цеха подвергаются анодированию. Теплый способ позволяет подготовить поверхность изделия к окрашиванию: в результате образуется пористое покрытие с высокой адгезией, на него хорошо ложится любая краска. Поскольку используются невысокие температуры, процесс может быть выполнен даже в домашних условиях.
Теплый способ позволяет подготовить поверхность изделия к окрашиванию: в результате образуется пористое покрытие с высокой адгезией, на него хорошо ложится любая краска. Поскольку используются невысокие температуры, процесс может быть выполнен даже в домашних условиях.
Анодирование выполняется в несколько этапов:
- Предварительная очистка и обезжиривание поверхности для освобождения от всех видов загрязнения. Подготовленная деталь закрепляется в подвеске.
- Подготовленную деталь помещают в теплый раствор электролита. На промышленных предприятиях для этих целей используется 20%-ный раствор серной кислоты, также может использоваться насыщенный раствор соли.
- К емкости и к детали подключается провод, по которому пускается электрический ток. Анодирование занимает около 1-1,5 часов, в результате электрохимической реакции на поверхности детали образуется готовое покрытие.
- Деталь извлекается из раствора и промывается проточной водой для удаления остатков реагента. В результате она приобретает ровное покрытие и на вид кажется полированной.
 В результате она приобретает ровное покрытие и на вид кажется полированной.
В результате она приобретает ровное покрытие и на вид кажется полированной.Такой метод позволяет подготовить ее к нанесению различных красок, покрытие получится более прочным и равномерным. Температура электролита не должно превышать допустимые значения – если она будет слишком высокой, то прочность готового покрытия будет снижена, оно будет выглядеть мутным.
Преимущества и недостатки технологии
Теплое анодирование имеет достаточно простой принцип, это позволяет проводить его даже в домашних условиях, а не только на промышленных предприятиях. Однако покрытие, полученное в результате такой обработки, не отличается особо высокой прочностью. Анодированную поверхность достаточно легко поцарапать, при несоблюдении технологии оно даже может стираться рукой. Из-за этого его используют не как самостоятельную защиту, а как подготовительный слой для покраски детали.
Поверхность приобретает высокую адгезию: благодаря этому любая краска ложится ровнее, уменьшается ее расход. После высыхания краска прочно скрепляется с поверхностью анодированного алюминия, после этого она не начнет осыпаться даже через много лет. Полученная в результате анодирования оксидная пленка приобретает пористую структуру, из-за этого она эффективно соединяется с эпоксидными красителями. Это позволяет придавать деталям любой цвет, они приобретают отличные декоративные качества.
После высыхания краска прочно скрепляется с поверхностью анодированного алюминия, после этого она не начнет осыпаться даже через много лет. Полученная в результате анодирования оксидная пленка приобретает пористую структуру, из-за этого она эффективно соединяется с эпоксидными красителями. Это позволяет придавать деталям любой цвет, они приобретают отличные декоративные качества.
Сама по себе оксидная пленка, полученная таким способом, не отличается повышенной устойчивости к коррозии. Например, она может быстро разрушиться под действием морской воды или иных агрессивных сред. Это необходимо учитывать при выборе метода подготовительной обработки деталей. Соблюдение технологий позволит обеспечить долговечность результата и предотвратить появление возможных дефектов.
Анодирование алюминия в домашних условиях
Известно, что алюминий на открытом воздухе окисляется. Визуально это проявляется в виде потемнения поверхности, на которой образуется хрупкий слой окисла. Одним из недостатков этого слоя является его уязвимость к механическим воздействиям. Для защиты окисленной поверхности от истирания прибегают к методу под названием «анодировка алюминия». Об этом и пойдет речь далее.
Одним из недостатков этого слоя является его уязвимость к механическим воздействиям. Для защиты окисленной поверхности от истирания прибегают к методу под названием «анодировка алюминия». Об этом и пойдет речь далее.
Анодировка алюминия — что она дает?
Что происходит с алюминием после его анодирования с помощью соли и воды? Давайте перечислим все положительные стороны этой операции:
- поверхностный слой металла становится более прочным;
- визуально поверхность становится еще глаже, исчезают царапины, сколы и т.п.
- на детали из анодированного алюминия хорошо ложится краска;
- алюминиевое изделия после анодирования смотрится весьма презентабельно;
- становится возможным имитировать разные металлы, такие как серебро, золото или платину.
Плюсы и минусы твердого анодирования алюминия
Существует 2 основных способа анодирования алюминия в домашних условиях: теплый и холодный (твердый). Первый вариант более сложен и реализовать его у себя дома весьма проблематично. Зато холодный способ прекрасно зарекомендовал себя у домашних умельцев. Процессу присущи как положительные, так и отрицательные стороны. К однозначным плюсам можно отнести достижение защитной твердой пленки на поверхности металла, обладающей отличными прочностными показателями. Кроме этого, полученный слой дополнительно обладает отменной устойчивостью к коррозии.
Зато холодный способ прекрасно зарекомендовал себя у домашних умельцев. Процессу присущи как положительные, так и отрицательные стороны. К однозначным плюсам можно отнести достижение защитной твердой пленки на поверхности металла, обладающей отличными прочностными показателями. Кроме этого, полученный слой дополнительно обладает отменной устойчивостью к коррозии.
Но имеется и заметный минус — изделие не поддается окраске органическими красителями. Краска мало того, что неравномерно покрывает изделие, так еще и не удерживается на ней. Компенсируется этот недостаток тем, что во время анодировки алюминий изменяет цвет и можно выбрать наиболее подходящий (от зеленоватого до кардинально серого).
Что требуется для анодирования алюминия своими руками?
Для проведения процедуры анодирования вам понадобятся следующие инструменты и материалы:
1. Ванночки из пластика (либо стеклянные) для получения раствора
2. Провода соединительные (только алюминиевые)
3. Источник электрического напряжения с +12 В на выходе
4.![]() Амперметр
Амперметр
5. Если используется источник с большим выходным напряжением, для его понижения нужно подключить реостат
Этапы анодирования изделия
Процесс анодировки включает в себя несколько этапов. Перед тем, как приступить к описанию поэтапного анодирования у себя дома, полезно будет ознакомиться с основами промышленного варианта. В заводских условиях применяется раствор серной кислоты. В процессе химической реакции обильно выделяются газы. Они не только токсичны, но и взрывоопасны. Поэтому хорошей альтернативой можно считать другую технологию, пригодную для самостоятельного использования. О ней и пойдет разговор дальше.
1. Приготовление растворов
Холодное анодирование происходит с использованием 2-х растворов: солевого и содового. Готовить их нужно только на дистиллированной воде, предварительно подогретой до 40-50С. Раствора соды нужно приготовить в 9 раз больше, чем солевого. Поэтому заранее нужно позаботиться о вместительной емкости.
Сначала нужно налить в подготовленную емкость подогретую воду, а затем добавлять в нее соль. Раствор должен получиться однородным, поэтому его следует постоянно помешивать. В другую емкость с водой нужно добавить соду. Как только начнет образовываться осадок, полученные растворы процеживают. Желательно больше 2-х раз. На выходе должна получиться чистая и прозрачная жидкость. Для анодирования берется одна часть солевого раствора и 9 частей содового.
Раствор должен получиться однородным, поэтому его следует постоянно помешивать. В другую емкость с водой нужно добавить соду. Как только начнет образовываться осадок, полученные растворы процеживают. Желательно больше 2-х раз. На выходе должна получиться чистая и прозрачная жидкость. Для анодирования берется одна часть солевого раствора и 9 частей содового.
2. Подготовка алюминиевого изделия к анодированию
Поверхность изделия необходимо хорошо отшлифовать, а затем обезжирить (например, спиртом).
3. Как анодировать?
Изделия из алюминия (или несколько изделий) помещаются в емкость так им образом, чтобы они полностью погрузились в раствор. Кроме этого, заготовку нужно закрепить на проводах так, чтобы она не касалась стенок ванночки или её дна. К детали следует присоединить «плюс» источника напряжения, а в раствор окунуть «минус». Далее нужно подать ток и наблюдать за изменением цвета заготовки. Когда желаемой цветовой оттенок будет достигнут, подачу напряжения прекращают. Изделие вынимают и тщательно промывают под обильной струей проточной воды. Затем заготовку выдерживают какое-то время в растворе марганца и еще раз промывают. Если на поверхности алюминиевого изделия нет разводов и пятен, значит, все было сделано правильно.
Изделие вынимают и тщательно промывают под обильной струей проточной воды. Затем заготовку выдерживают какое-то время в растворе марганца и еще раз промывают. Если на поверхности алюминиевого изделия нет разводов и пятен, значит, все было сделано правильно.
4. Фиксация поверхностного слоя
Получившийся после процесса анодирования слой обладает большим количеством микрополостей. Их нужно закрыть. Для этого изделие следует прокипятить в дистиллированной воде в течение 30 минут
5. Лакировка и окраска
Деталь из алюминия погружается в емкость с лаком. Для окрашивания используется анилиновая краска (10%), которую тоже нужно налить в емкость с заготовкой. На этом процесс анодирования можно считать полностью завершенным.
Что такое анодирование алюминия: назначение, технология
В настоящее время алюминий широко используется в различных целях благодаря своим характеристикам. Он очень легко поддается обработке, и при высокой прочности имеет сравнительно небольшой вес. Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Прежде чем разобраться в технологии, нужно разобраться, что такое анодированный алюминий. Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.
Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии. Более того, при ошибках в работе полученное покрытие может легко стираться даже при проведении по образцу рукой. Поэтому теплое анодирование чаще всего используют как основу для дальнейших манипуляций, например, покрытие этого профиля прочной эпоксидной краской.
Холодное анодирование
За счет высокой эффективности данный процесс стал очень популярным для выполнения в домашних условиях. Суть метода заключается в том, что слой со стороны металла увеличивается за счет растворения с внешней стороны. Отличительной чертой данной технологии является необходимость поддержания низкой температуры. Также есть недостаток – это отсутствие возможности использования органических красителей.
В целом процесс состоит из следующих этапов:
- подготовка и закрепление детали;
- анодирование;
- промывка;
- закрепление слоя посредством обработки.
Технология анодирования
На первом этапе необходимо приготовить алюминиевые ванные. Они могут быть пластиковые, но тогда изнутри ее нужно покрыть алюминиевой фольгой. Должна быть теплоизоляция во избежание нагрева реакционной смеси. Затем необходимо изготовить катод из свинцовых листов. Важно помнить, что площадь полученного катода должна быть в два раза больше, чем площадь поверхности обрабатываемой детали. На фото изображена алюминиевая ванная.
На фото изображена алюминиевая ванная.
Подготовительный процесс
Прежде чем приступать к анодировке алюминия, необходимо тщательно очистить образец. На нем не должно быть никаких загрязнений. Поверхность обезжиривают и удаляют предыдущий слой металлического оксида, так как его наличие способно помешать равномерному образованию нового покрытия. После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
Химическая обработка
В ванную помещают электролит, в качестве которого могут быть растворы как неорганических кислот, например, серной и хромовой, так и органических – щавелевой и сульфосалициловой. Чаще всего используют хромовую кислоту или щавелевую, особенно если необходимо получить окрашенное покрытие. Данные электролиты используются в производственных, хорошо оборудованных помещениях.
В домашних условиях для обеспечения безопасности в качестве электролитов используют содовые растворы.
От состояния электролита напрямую зависит качество анодирования, из-за чего следует внимательно отнестись к его выбору и подготовке.
Закрепление
После процедуры анодного окисления на образце появляются поры различного диаметра, которые необходимо закрыть, чтобы добиться прочности. Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Но если же изделие после анодировки было покрыто краской, то закреплять не нужно, так как краска закроет образовавшиеся поры.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Анодирование алюминия и его виды
Помимо вышеперечисленных способов анодирования, применяются и другие виды: твердое, микродуговое и цветное.
В процессе твердого анодного окисления используют смесь нескольких электролитов, например, кислот. Данный процесс часто применяется для изготовления микропленок в промышленности, например, в машиностроении, изготовлении приборов и т.д, где высокая прочность изделия является необходимым требованием.
При микродуговом оксидировании происходит не только окисление поверхности металла, но и ряд других электрических процессов, за счет чего покрытия получаются очень качественные и с высокой способностью к адгезии.
Задача цветного анодирования очень проста – изменить цвет детали. Для этого применяют разнообразные методы:
- Метод адсорбции, во время которого деталь погружается в ванную с электролитом.
- Интегральное окрашивание. Во время этого процесса используется смесь электролита и органических солей.
- Интерференционное окрашивание. В этом методе создается специальный светоотражающий слой, что приводит к большему разнообразию цветовой гаммы.
- Электролитическое окрашивание (черное анодирование). Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
Анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
 Благодаря этому изделиям можно придавать красивый внешний вид.
Благодаря этому изделиям можно придавать красивый внешний вид.
Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.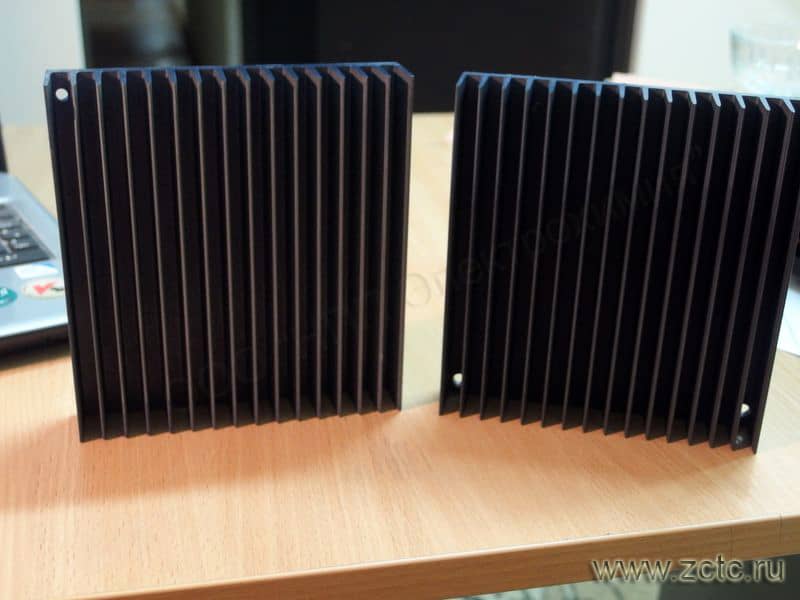
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование
Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию. Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
Думайте о безопасности
Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности. Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
Все, что вам нужно знать об анодировании алюминия
Если вам нужны металлические прототипы или детали с превосходными механическими свойствами и особенным эстетическим дизайном, анодирование алюминия — отличный вариант. Процесс анодирования формирует слой оксида на металлической детали, эффективно увеличивая коррозионную стойкость, а также улучшая визуальные качества и предохраняя поверхность от царапин.
Анодирование алюминия — это чрезвычайно надежный метод последующей обработки.Он не только улучшает свойства и внешний вид детали, но и обеспечивает лучшую адгезию для грунтовок и клеев. В этом методе используются анодные пленки, которые обеспечивают уникальные эстетические эффекты, такие как прозрачные покрытия, отражающие свет, или толстые покрытия, которые могут поглощать матрицы.
В этом методе используются анодные пленки, которые обеспечивают уникальные эстетические эффекты, такие как прозрачные покрытия, отражающие свет, или толстые покрытия, которые могут поглощать матрицы.
Несмотря на то, что анодирование алюминия влияет на механические свойства металлических деталей, оно не ухудшает естественный вид материала. Хотя процесс анодирования также может применяться к другим металлам, таким как титан, цинк и магний, алюминий, безусловно, является наиболее широко используемым из связки.
В рамках обширного предложения 3ERP по отделке поверхностей высшего качества вы можете воспользоваться нашей услугой по анодированию алюминия, чтобы улучшить функциональность и внешний вид ваших металлических деталей и прототипов. Чтобы помочь вам принять правильное решение о постобработке, вот все, что вам нужно знать об анодировании алюминия.
Как работает процесс анодирования алюминия
Для того, чтобы должным образом анодировать алюминиевые детали, поверхность должна быть сначала очищена и промыта перед помещением в ванну с электролитическим раствором, в основном серным или серным. хромовая кислота.Это обеспечивает электропроводящее покрытие, которое содержит ряд положительных и отрицательных ионов.
хромовая кислота.Это обеспечивает электропроводящее покрытие, которое содержит ряд положительных и отрицательных ионов.
Так как же на самом деле работает этот процесс? Итак, как только процесс анодирования начался, положительный электрический заряд проходит через алюминий, а отрицательный заряд — на пластины в электролите. В основном, электрический ток заставляет положительные ионы притягиваться к отрицательно заряженным пластинам, в то время как отрицательные ионы притягиваются к алюминиевой части, которая является положительным анодом.
Отсюда электрохимическая реакция заставляет поры открываться на поверхности алюминия, так что положительные ионы могут выйти. Эти поры, образующие однородный геометрический узор, проникают в основание детали. Комбинация поверхности алюминия и отрицательно заряженных ионов создает барьерный слой, который известен в процессе анодирования алюминия как поверхностный слой, который делает детали устойчивыми к коррозии.
В настоящее время существует четыре различных варианта процесса анодирования алюминия, каждый из которых имеет явные преимущества перед другим other
Анодированный тип I: Это самый основной тип, использующий хромовую кислоту для производства тонких и пластичных анодированный слой на алюминиевой детали.
Анодированный тип II: Вместо хромовой кислоты в типе II используется серная кислота для получения более толстого анодированного слоя на детали, что делает ее более подходящей для окрашивания.
Анодированный тип III: Подобно типу II, в этом методе также используется серная кислота, но образуется более толстый анодированный слой, который также подходит для окрашивания. Это также широко известно как «твердое анодирование».
Химическая пленка / алодин: Этот метод включает покрытие детали алодином для получения результатов, сравнимых с анодированием.
Хотя хромовая кислота широко использовалась производителями при разработке процесса анодирования алюминия в начале 1900-х годов, большинство деталей в настоящее время анодируется серной кислотой (тип II и тип III).
Анодирование алюминиевых деталей также предоставляет множество возможностей для добавления цвета. Процесс окрашивания заключается в впрыскивании пигмента в пустые поры детали. Как только цветной пигмент достигает поверхности, он запечатывается, чтобы сохранить выбранный цвет.Это создает визуальный эффект, который не исчезает и не стирается, сохраняя внешний вид ваших деталей в превосходной форме.
Процесс окрашивания заключается в впрыскивании пигмента в пустые поры детали. Как только цветной пигмент достигает поверхности, он запечатывается, чтобы сохранить выбранный цвет.Это создает визуальный эффект, который не исчезает и не стирается, сохраняя внешний вид ваших деталей в превосходной форме.
Вы можете этого не осознавать, но, вероятно, взаимодействуете с продуктами и деталями, которые анодируются ежедневно. Процесс анодирования алюминия обычно используется в самых разных областях, при производстве деталей, которые вы регулярно найдете в самолетах, потребительских товарах, спортивном оборудовании и электронике, и это лишь некоторые из них.
Существует ряд преимуществ, которые вы можете использовать при анодировании алюминиевых деталей как визуально, так и механически. Во-первых, детали из анодированного алюминия исключительно прочные и твердые. Его способность повышать стойкость к истиранию и коррозии делает этот процесс идеальным для деталей, которые будут размещаться в суровых условиях. Он также обеспечивает отличную теплоизоляцию металлических деталей.
Его способность повышать стойкость к истиранию и коррозии делает этот процесс идеальным для деталей, которые будут размещаться в суровых условиях. Он также обеспечивает отличную теплоизоляцию металлических деталей.
Процесс анодирования алюминия продлевает срок службы металлических деталей по сравнению с необработанными.Покрытие намного тоньше, чем краски и порошки, но при этом обеспечивает более твердую поверхность.
Еще одним преимуществом анодирования алюминиевых деталей является то, что оно обеспечивает экологически чистую отделку, что делает его легко перерабатываемым. И, пожалуй, самое главное, техника постобработки доступна по сравнению с покраской и порошковой окраской.
Следует ли анодировать алюминиевые детали? Теперь, когда вы знаете больше об анодировании алюминия, вы можете решить, подходит ли этот процесс для ваших деталей.Если вам нужны функциональные алюминиевые детали, которые будут подвергаться коррозии или износу, например детали самолетов или потребительские товары, этот метод последующей обработки удовлетворит ваши потребности. Анодирование алюминия также выглядит привлекательно, особенно потому, что вы можете добавить цвет вашим деталям, сохранив при этом металлический блеск.
Анодирование алюминия также выглядит привлекательно, особенно потому, что вы можете добавить цвет вашим деталям, сохранив при этом металлический блеск.
Если вы хотите узнать больше о том, как этот метод может помочь улучшить ваши прототипы и детали, свяжитесь с командой экспертов 3ERP, чтобы узнать, как анодирование алюминия может улучшить ваши собственные производственные планы.
Как анодировать алюминиевые детали в домашних условиях и преимущества анодированного алюминия
Детали для обработки алюминия можно увидеть в зданиях, домашней мебели, электронных приборах и других областях, особенно анодированный алюминий, который глубоко любим людьми и широко используется из-за его уникальных свойств, гладкой поверхности, эстетичного внешнего вида, безграничного цвета и выдающаяся долговечность. Здесь CNClathing.com расскажет о как анодировать алюминий в домашних условиях и о преимуществах анодированного алюминия.
Здесь CNClathing.com расскажет о как анодировать алюминий в домашних условиях и о преимуществах анодированного алюминия.
1) Ровная и гладкая
Обычная алюминиевая пластина легко становится неровной. Плоскостность анодированной алюминиевой детали значительно улучшилась в процессе обработки поверхности, а ее производственный процесс может обеспечить более высокое качество. Анодированный алюминий лучше обычного алюминия по гладкости или плоскостности поверхности.
2) Повышенный внешний вид
Внешний вид оригинальной алюминиевой пластины обычно серый и выглядит некрасиво, в то время как в процессе цветного анодирования алюминия можно выбрать насыщенные цвета, однородные и красивые, у нас есть больше вариантов для улучшения ее внешнего вида.
3) Устойчивость к коррозии и истиранию
Процесс анодирования добавляет покрытие в качестве защитного слоя на металлическую поверхность, чтобы предотвратить ее контакт со средой в окружающей среде, что повышает ее антикоррозионные свойства, коррозионную стойкость, стойкость к истиранию и износостойкость, а также продлить срок службы обработанных деталей из алюминия
4) Отличные характеристики
Анодированная алюминиевая пластина не только отлично изгибается, но и полностью поддается механической обработке. Различные размеры могут быть изготовлены в соответствии с различными требованиями, чтобы избежать отходов. И его атмосферостойкость также очень хорошая, независимо от погодных условий, его можно использовать в обычном режиме, даже если он находится под солевым и щелочно-кислотным дождем.
Различные размеры могут быть изготовлены в соответствии с различными требованиями, чтобы избежать отходов. И его атмосферостойкость также очень хорошая, независимо от погодных условий, его можно использовать в обычном режиме, даже если он находится под солевым и щелочно-кислотным дождем.
5) Доступная
Цена обычно является одним из важнейших факторов при покупке вещей. Процесс обработки анодированной алюминиевой пластины оптимизирован, а стоимость производства материала снижена. Так что цена на детали из анодированного алюминия доступная.
1) Подготовьте то, что вам нужно, для анодирования алюминия
— Стандартные детали из алюминиевого сплава
— Контейнер: толстый пластиковый резервуар или контейнер
— Краситель для ткани
— Обезжиривающее средство
— 2 длинных катода с двумя выводами
— Рулон алюминиевой проволоки
— Достаточное количество дистиллированной воды
— Пищевая сода
— Резиновые перчатки и маска
— Несколько галлонов серной кислоты (аккумуляторная кислота)
— Щелок
— Постоянный источник питания минимум 20 вольт
2) Очистите обработанные алюминиевые детали
Сначала с помощью мыла (или мягкого моющего средства) и теплой воды удалите всю грязь с алюминиевой детали и вытрите ее чистым полотенцем.![]() Затем нанесите обезжириватель, чтобы удалить лишнее масло с детали. Наконец, погрузите алюминиевый продукт в раствор для чистки (44 мл щелока в 3,8 л дистиллированной воды), чтобы удалить анодирование с поверхности, и тщательно промойте его чистой водой после замачивания в течение 3 минут, не забудьте надеть резиновые перчатки.
Затем нанесите обезжириватель, чтобы удалить лишнее масло с детали. Наконец, погрузите алюминиевый продукт в раствор для чистки (44 мл щелока в 3,8 л дистиллированной воды), чтобы удалить анодирование с поверхности, и тщательно промойте его чистой водой после замачивания в течение 3 минут, не забудьте надеть резиновые перчатки.
3) Сделайте ванну для анодирования
Процесс следует проводить в хорошо проветриваемом помещении, лучше при температуре от 21 до 22 градусов Цельсия. После выбора рабочей зоны можно приступать к настройке источника питания на негорючем материале.Подключите положительный провод зарядного устройства или выпрямителя к длинному алюминиевому проводу, а отрицательный провод зарядного устройства — к алюминиевому проводу, подключенному к 2-проводным катодам. Затем привяжите один конец алюминиевой проволоки к аноду (алюминиевой части) и оберните середину проволоки вокруг тонкой деревянной пластины, которая используется в качестве рычага для подъема алюминиевой части.
Поместите свинцовый катод с каждой стороны резервуара и протяните между ними алюминиевую проволоку, чтобы соединить два катода с деревом, но не касаться анода.Следующий шаг — смешать дистиллированную воду и аккумуляторную кислоту в соотношении 1: 1 в пластиковом контейнере, чтобы смесь могла погрузить алюминиевый анод. Примечание: добавляйте воду перед кислотой; надевать маску и перчатки при заливке кислоты; Если кислота пролилась или пролилась, немедленно покройте ее пищевой содой. Подключите алюминиевые провода от анода к положительному электроду источника питания и подключите другой алюминиевый провод от свинцового катода к отрицательному электроду. Убедитесь, что растворы кислоты не пролились за пределы контейнера и вся ваша кожа покрыта, включите источник питания.
4) Анодирование и окраска алюминия
Постепенно включайте источник питания на идеальную силу тока (12 ампер на каждые 0,09 квадратных метра материала). Поддерживайте постоянную подачу питания в течение 45 минут, а во время процесса приготовьте краситель в другой емкости. Когда время истекло, отключите питание и промойте алюминиевую часть дистиллированной водой. Поместите алюминиевую деталь в краситель примерно на 15 минут. После завершения окраски поместите его в кипящую воду на 30 минут.Последний шаг — снять окрашенный алюминий с чистого полотенца, чтобы он охладился и запечатал поверхность.
Когда время истекло, отключите питание и промойте алюминиевую часть дистиллированной водой. Поместите алюминиевую деталь в краситель примерно на 15 минут. После завершения окраски поместите его в кипящую воду на 30 минут.Последний шаг — снять окрашенный алюминий с чистого полотенца, чтобы он охладился и запечатал поверхность.
компаний по анодированию алюминия | Услуги по анодированию алюминия
Список компаний, занимающихся анодированием алюминия
Однако анодирование также может применяться к таким металлам, как титан, где это вместо этого будет называться анодированием титана.
Готовая продукция В архитектуре производители используют этот процесс для повышения структурной устойчивости и прочности таких элементов, как крыши, панели наружной поверхности и оконные рамы.В автомобильной промышленности анодирование алюминия используется в качестве защитного кожуха для открытых алюминиевых деталей в автомагазинах, а также для окончательной отделки компонентов автомобиля, таких как отделка салона. Затем анодирование алюминия увеличивает прочность внешних защитных кожухов электроники, такой как спутники, mp3-плееры, камеры и т. Д.
Затем анодирование алюминия увеличивает прочность внешних защитных кожухов электроники, такой как спутники, mp3-плееры, камеры и т. Д.
Продукты питания и напитки, как коммерческие, так и домашние, получают выгоду от стойкости готовых анодированных кастрюль, сковородок и другой кухонной посуды и принадлежностей. Наконец, в промышленном производстве производители проводят анодирование алюминия на заводском оборудовании, таком как конвейеры, электролитические конденсаторы и весы.
ИсторияАнодирование началось в 1920-х годах. Во-первых, в 1923 году британские граждане Гай Данстан Бэнго и Джон Макартур Стюарт получили патент США на свой метод анодирования. Позднее британское правительство задокументировало этот метод отделки, названный процессом Бенгофа-Стюарта, в своих оборонных спецификациях. Его использовали для создания антикоррозийного покрытия гидросамолетов.
Также в 1923 году японцы запатентовали анодирование щавелевой кислотой. Они, а затем и немцы использовали этот процесс отделки в архитектуре. Четыре года спустя Гауэр и О’Брайен запатентовали свой процесс анодирования серной кислотой.
Четыре года спустя Гауэр и О’Брайен запатентовали свой процесс анодирования серной кислотой.
Несколько десятилетий спустя, между 1960-ми и 1970-ми годами, строители начали активно использовать анодированный алюминий в своих архитектурных решениях. В те годы анодирование алюминия стало очень популярным. С тех пор анодированные алюминиевые строительные материалы были заменены порошковым покрытием и пластиком. Тем не менее, анодирование алюминия по-прежнему популярно, и мы с нетерпением ждем, когда производители будут использовать его в будущем.
МатериалыСуществует множество областей применения, в которых используются неалюминиевые анодированные материалы. Примеры этих металлов включают титан, тантал, ниобий, цинк и магний.
Титан часто анодируют для улучшения ювелирных и других декоративных элементов. Анодированный титан все чаще используется в обручальных кольцах, поскольку он твердый и не вызывает аллергических реакций.
Тантал — это материал, который при анодировании производители используют для изготовления конденсаторов и в декоративных целях. Производители могут манипулировать анодированным танталом для получения широкого диапазона цветов. Они также могут контролировать толщину пленки, изменяя напряжение и температуру анодирования. Обычно толщина пленки анодированного тантала составляет от 18 до 23 ангстрем на вольт.
Производители могут манипулировать анодированным танталом для получения широкого диапазона цветов. Они также могут контролировать толщину пленки, изменяя напряжение и температуру анодирования. Обычно толщина пленки анодированного тантала составляет от 18 до 23 ангстрем на вольт.
Ниобий — еще один материал, который производители любят анодировать в декоративных целях. Анодированный ниобий — распространенный элемент памятных монет и украшений. Как и тантал, анодированный ниобий доступен в широком диапазоне цветов и толщин пленки.
Цинк — еще один металл, анодируемый обслуживающими компаниями альтернативными методами. Хотя они не часто анодируют его, производители используют процесс, введенный Международной организацией свинца и цинка. В результате получается твердый и устойчивый к коррозии цинк оливково-зеленого цвета.
Магний — это материал, который производители довольно регулярно анодируют. Производители могут запечатать его, используя масло, воск и подобные материалы. Анодированный магний популярен в качестве грунтовки под краску.
Анодированный магний популярен в качестве грунтовки под краску.
Для анодирования алюминия производители могут использовать ряд различных методов. Однако в целом процесс выглядит примерно так:
1. Сначала производители устанавливают ванну с электролитическим раствором. Они могут или не могут улучшить это красителями.
2. Затем они берут металл, например алюминий, и погружают в раствор электролита.
3. После того, как металл погружен в воду, производители пропускают через раствор электролита постоянный ток, вызывая выделение кислорода и водорода.
4. Когда это происходит, кислород реагирует на поверхности алюминия, действуя как анод (положительный электрон), в то время как водород реагирует на его поверхности как катод (отрицательный электрон). Эти реакции проявляются как наращивание оксида алюминия (или другого оксида, если металл не алюминий).
Дизайн При подготовке к анодированию детали или продукта производители думают о ряде аспектов применения, таких как желаемая толщина пленки, желаемая твердость пленки, желаемый цвет пленки и желаемые изменения металла. Исходя из этих соображений, производители могут принять решение о деталях процесса, таких как состав раствора / красителя, концентрация электролита, температура раствора, кислотность и текущее напряжение. Для создания более толстых или более твердых пленок они будут использовать более слабые растворы в сочетании с более низкими температурами и более высокими напряжениями. Чтобы получить более тонкую или мягкую пленку, они будут делать наоборот.
Исходя из этих соображений, производители могут принять решение о деталях процесса, таких как состав раствора / красителя, концентрация электролита, температура раствора, кислотность и текущее напряжение. Для создания более толстых или более твердых пленок они будут использовать более слабые растворы в сочетании с более низкими температурами и более высокими напряжениями. Чтобы получить более тонкую или мягкую пленку, они будут делать наоборот.
Производители используют ряд различных систем для анодирования материалов.Хотя они предлагают клиентам комплекты для анодирования, они чаще всего используют оборудование для анодирования, включая анодирующие выпрямители и контроллеры анодированных выпрямителей.
Анодирующие выпрямители преобразуют переменный ток (AC) в постоянный (DC). Производители используют этот постоянный ток для анодирования деталей, устойчивых к коррозии. Это происходит потому, что постоянный ток, проходящий через конструкцию, останавливает коррозию.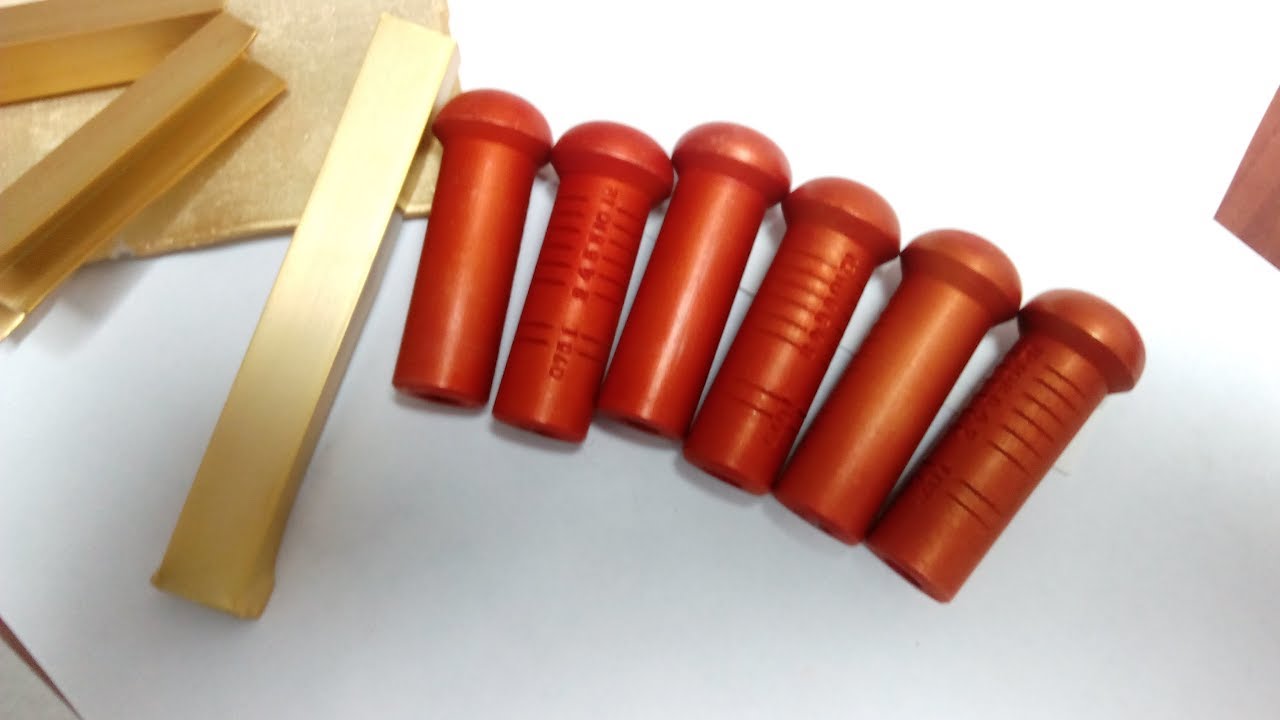
Контроллеры выпрямителя для анодирования — это цифровые устройства управления, которые позволяют производителям тщательно управлять операциями анодирования.Они часто сочетаются с ЧПУ и компьютерным программированием. С их помощью производители могут создавать анодированные детали и изделия с точным нанесением слоев и цветов.
Варианты и аналогичные процессыДля выполнения анодирования алюминия производители используют один из трех основных процессов: анодирование хромовой кислотой (Тип I), анодирование серной кислотой (Тип II) и анодирование твердого покрытия серной кислотой (твердое покрытие) или твердое анодирование (Тип III).
Тип I — самый старый и наиболее часто используемый процесс анодирования.Чтобы заставить его работать, операторы сопоставляют химически активный металл с электролитическим процессом, в котором используется хромовая кислота. (Хромовая кислота — это коррозионная, окисляющая кислота, совместимая с большинством алюминиевых сплавов. ) Они начинают анодирование, прикрепляя вырабатывающий кислород анод к обрабатываемому металлу, а затем погружая металл в электролитический раствор, через который проходит постоянный ток. На протяжении всего процесса производители увеличивают напряжение этого тока. Поскольку анод производит кислород, он создает оксидную пленку.
) Они начинают анодирование, прикрепляя вырабатывающий кислород анод к обрабатываемому металлу, а затем погружая металл в электролитический раствор, через который проходит постоянный ток. На протяжении всего процесса производители увеличивают напряжение этого тока. Поскольку анод производит кислород, он создает оксидную пленку.
Тип I — хороший вариант для анодирования, но он уменьшает толщину алюминия только на 0,02–0,4 мил, что значительно меньше скорости обжатия, возможной для двух других типов. Кроме того, поскольку EPA (Агентство по охране окружающей среды) отметило выбросы хромовой кислоты как вредные для окружающей среды, возможность ее использования ограничена.
В обоих типах II и III используется другой коррозионный раствор — раствор серной кислоты. Этот раствор, кислота, образованная из диоксида серы, густой и маслянистый.Оба процесса очень похожи, но отличаются температурой исполнения и плотностью тока. Одним из примечательных подтипов анодирования типа II является анодирование ярким погружением.
Яркое анодирование погружением — это процесс анодирования алюминия, в ходе которого производители осветляют алюминий до различных уровней блеска. Лучше всего он работает с сырым алюминием. Чем тверже покрытие из оксида алюминия, которое производители позволяют нарастить, тем оно будет ярче.
Анодирование алюминия типа III выполняется при более низких температурах и более высокой плотности электрического тока, что приводит к усиленному анодному росту и более твердым поверхностям.
Анодирование типов I, II и III — это все процессы, которые могут применяться только к алюминию и алюминиевым сплавам. Для анодирования неалюминиевых металлов производители могут использовать множество аналогичных процессов. Примеры включают конверсионное хроматное покрытие, прозрачное анодирование, цветное анодирование, черное анодирование, анодирование титана и ряд специальных процедур анодирования.
Хроматное конверсионное покрытие главным образом отличается от анодирования тем, что оно позволяет сохранить электропроводность алюминия, а не нейтрализует ее.
Чаще всего в хроматных конверсионных покрытиях используется шестивалентный хром или не шестивалентный хром. Химическое соединение шестивалентного хрома, которое содержит хром в его +6-степени окисления, к сожалению, классифицируется EPA как канцероген для человека.
Чтобы избежать проблем, связанных с этой категоризацией, многие производители используют не шестивалентный хром, экологически чистый альтернативный материал покрытия, который соответствует требованиям как Ограничения по использованию опасных веществ, так и Директив Европейского Союза по утилизации отслуживших свой срок транспортных средств.
Прозрачное анодирование , наиболее распространенный тип анодированного покрытия, использует серную кислоту и добавляет на конце уплотнение для горячей воды. Производители чаще всего применяют прозрачное анодирование для автомобильной промышленности.
Цветное анодирование — это процесс, который производители обычно используют для эстетических целей. Обычно они выполняют этот процесс после первоначального анодирования и запечатывания детали. Для создания таких цветов, как желтый, черный и белый, производители используют соли металлов или органические красители.
Обычно они выполняют этот процесс после первоначального анодирования и запечатывания детали. Для создания таких цветов, как желтый, черный и белый, производители используют соли металлов или органические красители.
Органическое анодирование — это процесс анодирования, во время которого производители используют органические кислоты, такие как яблочная кислота, для анодирования покрытий. Производители должны быть очень осторожны и внимательны при использовании этого процесса. Это связано с тем, что эти кислоты часто заставляют ток обрабатывать алюминий с необычной агрессивностью. Такое лечение может привести к появлению язв или рубцов.
Преимущества Анодирование алюминия и связанные с ним процессы анодирования предлагают покупателям продукции широкий спектр преимуществ.Во-первых, процесс анодирования алюминия оставляет прочное покрытие, которое дольше, чем что-то вроде краски или даже покрытия. Это потому, что краска просто наносится поверх металла, а анодированное покрытие делается так, чтобы стать частью продукта.![]() Во-вторых, на анодированную окраску не влияет ультрафиолетовый свет; он не исчезнет. Далее, анодирование алюминия — экологически чистая процедура. Анодированные продукты подлежат вторичной переработке, и в отличие от органических покрытий, анодированные покрытия не представляют опасности для окружающей среды.Кроме того, сам процесс анодирования не вреден для человека. Еще одним преимуществом анодирования алюминия является то, что оно экономически выгодно. Изготовление анодированных продуктов стоит недорого, и они являются отличным вложением средств. Наконец, анодированные изделия не требуют особого ухода, так как они не поцарапываются и не оставляют отпечатков пальцев.
Во-вторых, на анодированную окраску не влияет ультрафиолетовый свет; он не исчезнет. Далее, анодирование алюминия — экологически чистая процедура. Анодированные продукты подлежат вторичной переработке, и в отличие от органических покрытий, анодированные покрытия не представляют опасности для окружающей среды.Кроме того, сам процесс анодирования не вреден для человека. Еще одним преимуществом анодирования алюминия является то, что оно экономически выгодно. Изготовление анодированных продуктов стоит недорого, и они являются отличным вложением средств. Наконец, анодированные изделия не требуют особого ухода, так как они не поцарапываются и не оставляют отпечатков пальцев.
Получите лучшие услуги по анодированию алюминия, связавшись с поставщиком высококачественных услуг.На этой странице вы найдете имена, профили и контактную информацию нескольких поставщиков анодирования алюминия, которых мы знаем и которым доверяем. Проверьте их, прокрутив вверх; вы найдете их между этими информационными параграфами.
Перед тем, как ознакомиться с ними, мы рекомендуем вам найти время, чтобы составить список ваших спецификаций, требований, вопросов и проблем. Не забудьте указать такие вещи, как ваш бюджет, срок выполнения проекта и ваши предпочтения по доставке. Кроме того, прежде чем соглашаться на работу с кем-либо, убедитесь, что они знакомы со стандартными требованиями к вашим продуктам и могут соответствовать им.Если вы не уверены, каким стандартам должен соответствовать ваш анодированный продукт (-а), проконсультируйтесь с лидерами отрасли. Они должны быть в состоянии дать вам совет.
Когда вы составите свой список, просмотрите производителей, которые мы перечислили на этой странице. Основываясь на том, какие из них предлагают услуги, наилучшим образом соответствующие вашим требованиям, выберите три или четыре компании, с которыми вы хотели бы поговорить. Затем обратитесь к каждому из них, чтобы просмотреть ваше приложение. После подробного обсуждения ваших потребностей с каждым из них сравните и сопоставьте свои разговоры. Подумайте, какая компания предлагает не только лучшие цены, но и лучшие услуги для вас. Наконец, выберите, какой производитель подходит вам, и приступайте к своему проекту. Удачи!
Подумайте, какая компания предлагает не только лучшие цены, но и лучшие услуги для вас. Наконец, выберите, какой производитель подходит вам, и приступайте к своему проекту. Удачи!
Информационное видео по анодированию алюминия
Технология анодирования алюминия для многоразового медицинского оборудования
Sanford Process Company, Вунсокет, Род-Айленд
Алюминий превосходит другие материалы и становится идеальным выбором для производства медицинских инструментов, оборудования и устройств, главным образом благодаря своим природным экологическим качествам.Он пригоден для вторичной переработки, легкий, прочный, нетоксичный, недорогой, легко обрабатывается и допускает различные виды отделки. Целостность металла имеет решающее значение для медицинских устройств, которые должны выдерживать жесткие допуски и выдерживать жесткие условия очистки и стерилизации для выполнения своих желаемых задач. Медицинские покрытия, такие как анодирование, используются во многих областях медицинской промышленности, включая медицинские ящики, подносы, инструменты, а также аксессуары и устройства для больниц общего назначения, сделанные из алюминия.
Медицинские покрытия, такие как анодирование, используются во многих областях медицинской промышленности, включая медицинские ящики, подносы, инструменты, а также аксессуары и устройства для больниц общего назначения, сделанные из алюминия.
Существует две основные категории наиболее распространенных алюминиевых покрытий: анодирование. Анодирование типа II, также известное как декоративное анодирование, представляет собой анодное покрытие, основной функцией которого является повышение устойчивости к коррозии и царапинам, позволяя при этом окрашивать изделие. Анодирование типа III, также известное как твердое покрытие, представляет собой очень плотное и прочное покрытие, обычно в три-четыре раза превышающее толщину покрытия типа II, которое используется для максимальной устойчивости к царапинам и износу.
Анодирование с твердым покрытием
Применение алюминия в медицине сопряжено с множеством уникальных проблем и препятствий на пути соответствия критериям FDA «Пригодность для использования».Компания Sanford Process Company была одним из первых разработчиков промышленных процессов анодирования твердых покрытий для широкого спектра применений и сплавов.
На начальном этапе компания смогла улучшить твердое покрытие сплавов со значительным содержанием меди и отливок, добившись при этом более толстых пленок, чем промышленные стандарты. При использовании традиционных систем твердого покрытия типа III медь и другие легирующие элементы, которые не будут анодироваться, будут захватываться анодной пленкой, в результате чего естественная пленка приобретет темный коричневато-серый цвет.Кроме того, традиционное твердое покрытие типа III имеет склонность к горению этих сплавов с высоким содержанием меди.
Темный цвет традиционного твердого покрытия в сочетании с менее пористой структурой создает холст, который не склонен к выцветанию (кроме черного). Результатом окраски этих типов анодных пленок является мягкий, почти неузнаваемый цвет, всегда темный и безжизненный.
Результатом окраски этих типов анодных пленок является мягкий, почти неузнаваемый цвет, всегда темный и безжизненный.
С добавлением запатентованной добавки к электролиту компания смогла разработать твердое, прозрачное покрытие типа III, соответствующее требованиям Mil, твердое покрытие, которое можно окрашивать в яркие яркие цвета с косметическим внешним видом анодированного типа II и функциональные преимущества твердого покрытия типа III, лучшее из обоих миров.Типы анодных пленок, которые могут быть созданы с помощью этой технологии, также обеспечивают исключительные диэлектрические свойства и позволяют создавать более толстые анодные пленки, чем традиционные методы, до 0,006 тысячных на поверхность на некоторых сплавах. Универсальность этой технологии позволяет найти множество приложений.
Микрокристаллическое покрытие
В отличие от традиционных процессов твердого аморфного анодирования, микрокристаллическое анодирование является новейшим решением для достижения химической и коррозионной стойкости. Этот процесс анодного покрытия упаковывает молекулы в регулярный, упорядоченный и повторяющийся узор, что делает его хорошо подходящим для многоразовых медицинских инструментов, оборудования и устройств, требующих многократной очистки и стерилизации. Благодаря повышенной химической стабильности это покрытие термодинамически стабильно и имеет более низкую степень растворимости при воздействии агрессивных химикатов, таких как кислоты и щелочи, которые часто встречаются в обычных моющих средствах.
Этот процесс анодного покрытия упаковывает молекулы в регулярный, упорядоченный и повторяющийся узор, что делает его хорошо подходящим для многоразовых медицинских инструментов, оборудования и устройств, требующих многократной очистки и стерилизации. Благодаря повышенной химической стабильности это покрытие термодинамически стабильно и имеет более низкую степень растворимости при воздействии агрессивных химикатов, таких как кислоты и щелочи, которые часто встречаются в обычных моющих средствах.
Анодное покрытие может быть окрашено в широкий диапазон цветов, а процесс анодирования алюминия защищает покрытие от выцветания из-за теплового окисления.Он также защищает красители от окисления в процессе стерилизации STERRAD и в автоклаве. Его уникальные свойства позволили покрытию из микрокристаллического оксида алюминия MICRALOX® получить первый патент, выданный на анодное покрытие за 20 лет. Структура процесса была подтверждена независимыми лабораторными испытаниями на предмет продления срока службы алюминиевых медицинских устройств, инструментов и оборудования, при этом он соответствует требованиям Cyotox и RoHS.
Кроме того, поскольку FDA требует, чтобы все медицинские устройства полностью отслеживались их производителем, компания ввела процесс внедрения печати в оксид, который захватывается анодной пленкой, защищенной от выцветания и расслоения из-за автоклав и стерилизация STERRAD.
Эта статья была написана Джеком Тетро, президентом компании Sanford Process Company, Вунсокет, Род-Айленд. Для получения дополнительной информации щелкните здесь .
Medical Design Briefs Magazine
Эта статья впервые появилась в декабрьском выпуске журнала Medical Design Briefs за декабрь 2013 года.
Читать статьи в этом выпуске Вот.
Другие статьи из архивов читайте здесь.
ПОДПИСАТЬСЯ
Цветанодируя покрашенный анодируя алюминий покрашенный цветом алюминий
Технический опыт Dav-Tech может помочь вам добиться согласованности при анодировании и избежать проблем, присущих только анодным покрытиям.
Напишите по электронной почте, позвоните по телефону 508-485-8472 или запросите расценки на анодирование сегодня!
Анодирование определено
Анодирование — это электролитический процесс, при котором на металлической поверхности образуется относительно инертное покрытие. При анодировании алюминиевых сплавов образуется слой оксида алюминия, который используется в качестве покрытия. Именно стабильность оксида алюминия определяет все защитные свойства покрытия.
В процессе анодирования оксид алюминия образует поры, создавая окончательное покрытие, внешний слой которого пронизан равномерно диспергированной пористостью.Затем эта пористость должна быть герметизирована для дальнейшего повышения коррозионной стойкости покрытия.
Цветное анодирование
Из-за пористой природы анодного покрытия можно использовать красители для получения различных цветов. После того, как умирающие детали будут запечатаны, это повысит светостойкость.
Dav-Tech Свойства анодирования алюминия
| Покрытие | Обычно прозрачный, подходит для окрашенных поверхностей |
| Толщина | .0001 «до .001» |
| Коррозионная стойкость | Отлично |
| Справочные спецификации | Применимые спецификации включают:
|
| Соответствие |
Преимущества анодирования алюминия Dav-Tech
Анодирование алюминия Dav-Tech дает несколько преимуществ:
- Создает чистую поверхность за счет герметизации подложки
- Отличная коррозионная стойкость
- Может использоваться как непроводящее покрытие
- Может быть окрашен или окрашен для улучшения внешнего вида продукта
- Контроль размеров
- Отличная грунтовка для лакокрасочных покрытий
Планирование анодирования алюминия
Большинство проблем с анодированием возникает из-за неправильного выбора сплава. При выборе алюминиевого сплава для анодирования помните, что чем чище алюминий, тем более однородным по цвету и толщине будет покрытие. Компоненты, не легирующие алюминий, такие как медь и кремний, оказывают неблагоприятное воздействие на процесс анодирования и могут давать покрытия, которые выглядят затемненными или прерывистыми.
При выборе алюминиевого сплава для анодирования помните, что чем чище алюминий, тем более однородным по цвету и толщине будет покрытие. Компоненты, не легирующие алюминий, такие как медь и кремний, оказывают неблагоприятное воздействие на процесс анодирования и могут давать покрытия, которые выглядят затемненными или прерывистыми.
Dav-Tech может порекомендовать сплавы, которые максимизируют требуемые анодные свойства. Если выбор материала ограничен, мы можем разработать специальные технологические процедуры для обеспечения ожидаемых характеристик.
Наш экономически эффективный подход к решению ваших задач по окончательной отделке позволяет неизменно получать высококачественный продукт по конкурентоспособной цене.
Загрузите наш лист технических данных на анодирование
Узнайте о наших других покрытиях
Цветное анодирование | Цветное анодирование | Цветное анодирование алюминия | Цветное анодирование алюминия
Анодирование алюминиевых корпусов, деталей и компонентов
Анодирование
Protocase Tech Tip Видео
Краткое видео об анодировании
.jpg) youtube.com/embed/2RX54pglOjc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/2RX54pglOjc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Protocase рада предложить анодирование типа II и типа III.
Анодирование включает в себя кислотную ванну и электричество, которые при совместном использовании представляют собой контролируемое окисление, которое усиливает естественный оксидный слой на алюминии. Именно это контролируемое окисление делает поверхность оксида более толстой и, следовательно, более твердой.
Алюминий прикрепляют к стойкам, а затем опускают в кислотную ванну. Затем электрический ток пропускается через стеллаж в алюминиевую деталь. Анодированный алюминий можно оставить в его естественном цвете или окрасить в любой другой цвет с помощью органических красителей.
Поверхность анодированного алюминия намного тверже, чем необработанный алюминий, и поэтому он намного более устойчив к царапинам и износу.
Анодирование: Тип II против Типа III
Тип II, также известный как обычное или стандартное анодирование, — это анодирование серной кислотой (в отличие от анодирования типа I, которое представляет собой анодирование хромовой кислотой).
Анодирование типа II включает два разных класса:
- Класс I означает неокрашенное покрытие, также называемое прозрачным или натуральным
- Класс II означает окрашенное покрытие, и цвет назван (т.е .: Тип II, класс II, красный)
Анодирование типа III — это также анодирование серной кислотой. Ключевое различие между типом II и типом III заключается в том, что для анодирования типа III температура раствора серной кислоты понижается и он работает при более высоком напряжении.
Конечным результатом является более плотный износостойкий оксидный слой, который создает более твердую и гладкую поверхность, чем анодирование типа II. Анодирование типа III идеально подходит для деталей, которые трутся друг о друга.
Что мы предлагаем:
Варианты анодирования типа II:
- Красный анодированный (Mil-A-8625 тип II, класс 2)
- Синий анодированный (Mil-A-8625 тип II, класс 2)
- Sanodure Orange G (Mil-A-8625, тип II, класс 2)
- Желто-коричневый анодированный (Mil-A-8625 тип II, класс 2)
- Анодированная бронза (Mil-A-8625 тип II, класс 2)
- Черный анодированный (Mil-A-8625 тип II, класс 2)
- Прозрачный анодированный (Mil-A-8625, тип II, класс 1)
Варианты анодирования типа III:
- Черный твердый анодированный (Mil-A-8625 тип III, класс 2)
- Прозрачный твердый анодированный (Mil-A-8625, тип III, класс 1)
Графика может быть нанесена на все цвета анодирования с помощью цифровой печати и шелкографии. Пожалуйста, свяжитесь со своим менеджером по работе с клиентами, чтобы обсудить другие варианты анодирования.
Пожалуйста, свяжитесь со своим менеджером по работе с клиентами, чтобы обсудить другие варианты анодирования.
Обратите внимание: анодирование недоступно для наших экструзионных или экструдированных корпусов из алюминия 6063.
Ограничения по размеру:
Наши стандартные методы позволяют обрабатывать детали из алюминия со следующими максимальными размерами в зависимости от типа анодирования, который вы запрашиваете:
| Анодирование Тип | Максимальные размеры |
|---|---|
| Тип II, класс 1, прозрачный , тип II, класс 2, черный | 32 дюйма x 44 дюйма x 116 дюймов (812,5 дюйма)8 мм x 1117,16 мм x 2946,4 мм) |
| Тип II, класс 2 Красный Тип II, класс 2 Синий Тип II, класс 2 Оранжевый | 20 дюймов x 20 дюймов x 32 дюйма (508 мм x 508 мм x 812,8 мм) |
| Тип II Класс 2 Тан Тип II, класс 2, бронза | 16 дюймов x 16 дюймов x 24 дюйма (406,4 мм x 406,4 мм x 609,6 мм) |
| Тип III, класс 1, прозрачный , тип III, класс 2, черный | 32 дюйма x 44 дюйма x 116 дюймов (812,5 дюйма)8 мм x 1117,6 мм x 2946,4 мм) |
В случае крупногабаритных деталей свяжитесь с менеджером по работе с клиентами Protocase, чтобы обсудить ваш заказ.
Анодирование сварных деталей
Важно отметить, что цвет вашей алюминиевой детали и места ее сварки будет отличаться.
Это связано с тем, что при сварке алюминиевых деталей они подвергаются термическому процессу, изменяющему микроструктуру металла. Это изменение микроструктуры алюминия влияет на цвет анодированного слоя.
Области, где была сварена деталь, а также периферия не будут иметь однородный цвет по сравнению с другими областями детали.
Вариации цвета и пятна
Наши поставщики анодирования не могут гарантировать однородность цвета, особенно для больших деталей или деталей в больших количествах.
Для однородности цвета анодирования мы рекомендуем детали небольшого размера в небольших объемах. На некоторых деталях могут быть следы стеллажа.
Свяжитесь с менеджером вашего аккаунта Protocase, чтобы узнать больше.
Почему анодировать?
Выбор анодированной отделки корпуса, детали или компонента дает множество преимуществ:
Долговечность: Поскольку анодирование создает чрезвычайно твердую поверхность, готовый продукт будет иметь очень долгий срок службы и быть гораздо более устойчивым к царапинам и износу по сравнению с необработанным алюминием.
Эстетика: Анодированный алюминий , цвет (класс II) сохраняет свою яркость, несмотря на длительное воздействие ультрафиолетовых лучей, не трескается и не отслаивается.
Сопротивление: Анодированный алюминий устойчив к коррозии, нагреву и электричеству.
Экологические: Анодирование обеспечивает нетоксичное покрытие без вредных побочных продуктов.
Время выполнения:
Анодирование выполняется сторонним поставщиком за пределами предприятия. Это означает, что для данной услуги требуется дополнительное время выполнения заказа и минимальная плата за партию.
Что такое анодирование алюминия? | Медицинский дизайн и аутсорсинг
[Изображение из Florida Anodize System & Technologies]
Нил Патель, вице-президент, Florida Anodize System & Technologies (FAST) Анодирование алюминия — это процесс электрохимической пассивации, при котором поверхностный слой алюминиевой подложки превращается в слой оксида алюминия. Хотя на алюминии можно найти естественный оксидный слой, этот слой часто бывает неровным, тонким и обеспечивает плохую защиту. Контролируемое приложение электрического заряда в кислотной электролитической ванне приводит к очень равномерному и однородному слою, который имеет повышенную долговечность, а также устойчивость к износу и коррозии. Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазки.
Хотя на алюминии можно найти естественный оксидный слой, этот слой часто бывает неровным, тонким и обеспечивает плохую защиту. Контролируемое приложение электрического заряда в кислотной электролитической ванне приводит к очень равномерному и однородному слою, который имеет повышенную долговечность, а также устойчивость к износу и коррозии. Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазки.
Существует множество процессов и стандартов, применимых к анодированию алюминия, наиболее распространенные из которых берут свое начало в оборонной, аэрокосмической и автомобильной промышленности.В США наиболее часто упоминаемой спецификацией анодирования является спецификация Министерства обороны США MIL-A-8625, которая определяет три типа анодирования алюминия: Тип I — анодирование хромовой кислотой, Тип II — анодирование серной кислотой и Тип III — твердое анодирование серной кислотой, с Наиболее часто используются типы II и III.
Как наносятся анодные покрытия?
Процессы анодирования включают погружение алюминиевого компонента в кислотную электролитическую ванну и затем пропускание электрического заряда через среду.Катод расположен снаружи резервуара, а алюминий служит анодом (отсюда и термин анодирование). Когда ток проходит через ванну, ионы кислорода высвобождаются из кислотного электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрирован в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
На что обращать внимание при анодном покрытии?
Люди часто неверно истолковывают терминологию анодирования, особенно в отношении фразы «твердое покрытие.«Хотя на первый взгляд слово« твердый »может указывать на некоторую форму прочности или износостойкости, в данном случае твердое покрытие более точно относится к толщине анодного слоя. В спецификации, из которой взят этот термин, MIL-A-8625, даже не упоминаются какие-либо характеристики твердости для анодирования типа II или III. Фактически, твердость оксида алюминия обоих типов была бы эквивалентной, хотя разница в толщине твердого покрытия существенно изменяет внешний вид поверхности основы.
В спецификации, из которой взят этот термин, MIL-A-8625, даже не упоминаются какие-либо характеристики твердости для анодирования типа II или III. Фактически, твердость оксида алюминия обоих типов была бы эквивалентной, хотя разница в толщине твердого покрытия существенно изменяет внешний вид поверхности основы.
Это, в свою очередь, приводит к тому, что анодное покрытие является идеальным для медицинских устройств. Как указывалось ранее, наиболее распространенные спецификации анодирования в США исходят от аэрокосмической и оборонной промышленности. Потребности этих отраслей сильно отличаются от потребностей в медицинских и хирургических устройствах. Например, механические аспекты аэрокосмической, оборонной и автомобильной промышленности требуют стойкости к истиранию, поэтому анодирование с твердым покрытием было бы целесообразным. Однако для медицинской и хирургической промышленности стойкость к истиранию не столь важна, как химическая стойкость, которая может потребоваться для систем стерилизации.
Итак, в первую очередь, необходимо, чтобы медицинский анодированный материал был достаточно прочным, чтобы выдерживать не менее 50 циклов (а желательно больше) оксида этилена, перекиси водорода или сильнощелочного очистителя. Для этого потребуется не выщелачивающий краситель, который не выцветает, не отслаивается и не пузырится после повторной стерилизации.
Кроме того, помимо соображений толщины или химической устойчивости, хороший медицинский анод должен иметь гладкую и ровную поверхность без локального обесцвечивания, а цвета не должны выглядеть тусклыми или нечеткими (если только это не желаемый внешний вид).Скорее, для облегчения идентификации и учета человеческого фактора в медицинских учреждениях анодные покрытия должны иметь яркую, легко идентифицируемую и блестящую поверхность.
Наконец, поскольку оценка человеческого фактора при проектировании медицинских устройств становится все более строгой, медицинские анодированные покрытия должны быть доступны во множестве цветов, чтобы помочь операторам легко различать типы устройств или поверхности управления. Хотя доступны черные или прозрачные покрытия, палитра не вымываемых, устойчивых к стерилизации цветов позволяет производителям медицинских устройств эффективно использовать цвет как средство человеческого фактора.
Хотя доступны черные или прозрачные покрытия, палитра не вымываемых, устойчивых к стерилизации цветов позволяет производителям медицинских устройств эффективно использовать цвет как средство человеческого фактора.
Таким образом, анодирование медицинского назначения должно быть:
- ровная и однородная отделка,
- доступен в различных цветах без выщелачивания,
- эстетично,
- устойчив к агрессивным химическим средам стерилизационных систем
На что обращать внимание на поставщиках анодирования
Поставщики анодирования расположены почти во всех уголках США. Однако в индустрии медицинского оборудования цена некачественного покрытия исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика анодирования.
При выборе поставщика следует учитывать несколько важных моментов:
- Опыт в медицинской отрасли — большая часть анодирования выполняется для аэрокосмической и оборонной промышленности, поэтому выбор компании по анодированию, не только имеющей опыт, но и специализирующуюся на медицинских устройствах, может существенно повлиять на качество готового анодного покрытия. Приемлемые масла для механической обработки, производственные стандарты и т. Д. Зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях, может привести к загрязнению ванны и образованию несоответствующего материала.
- Соответствие требованиям в медицинской отрасли — когда качество всех компонентов критично, важно, чтобы поставщик понимал нормативные требования в секторе медицинского оборудования и имел отраслевую систему управления качеством, прошедшую аудит, такую как ISO 13485.
- Подтвержденное и масштабируемое производство — Консистенция и качество готового анодного покрытия должны быть измерены и подтверждены на уровне, приемлемом для масштабируемого производства. При выборе поставщика уместно спросить о проценте прохождения контроля качества компании, особенно потому, что в индустрии медицинского оборудования расходы, связанные с возвратом несоответствующих / несоответствующих материалов, могут быть как финансово значительными, так и нормативными. Прохождение контроля качества 98% или выше обычно является признаком высококачественного анодного процесса медицинского уровня.
 Приемлемые масла для механической обработки, производственные стандарты и т. Д. Зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях, может привести к загрязнению ванны и образованию несоответствующего материала.
Приемлемые масла для механической обработки, производственные стандарты и т. Д. Зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях, может привести к загрязнению ванны и образованию несоответствующего материала. Прохождение контроля качества 98% или выше обычно является признаком высококачественного анодного процесса медицинского уровня.
Прохождение контроля качества 98% или выше обычно является признаком высококачественного анодного процесса медицинского уровня.Нил Патель — вице-президент компании Florida Anodize System & Technologies (FAST) в Сэнфорде, Флорида. Для получения дополнительной информации посетите anodizefast.com или напишите по адресу [email protected].
Мнения, выраженные в этом сообщении в блоге, принадлежат только авторам и не обязательно отражают мнение компании Medical Design and Outsourcing или ее сотрудников.
.