Абразив. Виды и применение. Работа и особенности. Инструменты
Абразив – твердый мелкозернистый или порошковый материал, используемый для шлифовки, полировки, резания. Применяется для обработки дерева, металла, пластика, стекла, керамики, застывшего лака и красок.
Как работает абразив
Абразивные материалы отличаются высокой твердостью, превышающей параметры поверхностей, которые обрабатываются. Они представляют собой мелкозернистые частицы созданные методом слома, за счет чего на них образовываются острые грани. При трении с обрабатываемой поверхностью они врезаются в нее и соскабливают. Скорость обработки зависит от размера частиц абразива. Чем они больше, тем быстрее снимается поверхность. При этом крупные частицы оставляют на ней глубокие царапины. Мелкие абразивные зерна работают медленнее, но поверхность после них более гладкая. Путем постепенного снижения зернистости абразива при обработке, можно добиться выведения зеркальной поверхности.
По мере работы кристаллики абразива обламываются от давления. По месту слома на них образовываются остроугольные края. Поэтому они продолжают эффективно врезаться в материал до тех пор, пока кристалл полностью не выкрошится. Отдельные группы мягких абразивов не крошатся, а стираются, поэтому они теряют эффективность быстрее.
По месту слома на них образовываются остроугольные края. Поэтому они продолжают эффективно врезаться в материал до тех пор, пока кристалл полностью не выкрошится. Отдельные группы мягких абразивов не крошатся, а стираются, поэтому они теряют эффективность быстрее.
 По месту слома на них образовываются остроугольные края. Поэтому они продолжают эффективно врезаться в материал до тех пор, пока кристалл полностью не выкрошится. Отдельные группы мягких абразивов не крошатся, а стираются, поэтому они теряют эффективность быстрее.
По месту слома на них образовываются остроугольные края. Поэтому они продолжают эффективно врезаться в материал до тех пор, пока кристалл полностью не выкрошится. Отдельные группы мягких абразивов не крошатся, а стираются, поэтому они теряют эффективность быстрее.Виды обработки абразивами
Абразивы могут использоваться при выполнении:
- Шлифования. Оно заключается в снятии поверхности для ее выравнивания или снижения шероховатости. Выполняется грубыми абразивами.
- Хонингования. Представляет собой действия по коррекции формы цилиндрических и конических заготовок с точностью до 5 мкм.
- Полирования. Заключается в обработке мелким абразивом для снятия тончайшего слоя, создающего шероховатость. При этом не образовываются видимые царапины. В результате достигается высокая гладкость, которая на металле выглядит как зеркало.
- Суперфиниширования. Представляет собой финальную обработку после полировки. Ее задача заключается в снятии еще более тонкого слоя металла и снижения шероховатости до идеала, при котором зеркальное отражение не искажается. Применяется в основном на металле.
- Резание. Представляет собой узконаправленную обработку, при которой крупным абразивом снимается полоса поверхности с ее углублением. Абразивная резка применяется при работе с металлами, камнем, плиткой, твердыми минералами.
 Применяется в основном на металле.
Применяется в основном на металле.Виды абразивных материалов
В качестве абразива используются природные и искусственные материалы. Первые в своем большинстве отличаются меньшей твердостью, поэтому в ходе использования их грани достаточно быстро стираются. Как следствие скорость снятия материала прекращается.
К природным абразивам относят:
- Алмаз.
- Корунд.
- Топаз.
- Кварц.
- Гранат и т.п.
Самым эффективным и твердым абразивом среди природных и искусственных материалов является алмаз. Его твердость позволяет граням разрушаться очень медленно, поэтому инструмент с алмазным напылением является самым долговечным и эффективным при обработке. В качестве абразива используется природный алмаз или выведенный в лаборатории из графита. В частности применяются его мелкие кристаллы, непригодные для ювелирного или другого использования.
В частности применяются его мелкие кристаллы, непригодные для ювелирного или другого использования.
Искусственные абразивы отличаются высокой твердостью, но меньшей, чем у алмаза. К таким материалам можно отнести:
- Электрокорунд.
- Карбид кремния.
- Карбид бора
- Монокорунд.
Абразив разделяют на 3 категории твердости. Они бывают:
- Сверхтвердые.
- Твердые.
- Мягкие.
Чем выше твердость материала, тем больше его стоимость, так как его раскол на зерна сопровождается сложным технологическим процессом и соответствующими затратами. Сверхтвердые абразивы используются для работы с металлами, керамикой. Твердые в основном применяются для дерева. Мягкие более податливы, поэтому не царапают поверхность. Они хорошо подходят для обработки оргстекла, кожи, пластиков.
Виды по зернистости
Одним из самых важных факторов при выборе абразивного материала выступает его зернистость. От ее величины зависит скорость съема поверхности, а также уровень ее гладкости после обработки.
По зернистости они бывают:
- Грубые.
- Средние.
- Тонкие.
- Особо тонкие.
Чтобы сделать абразив, твердые кристаллики материала калибруются по размеру. Измерение ведется в микрометрах или мешах. Отсутствие калибровки приведет к тому, что обрабатываемая поверхность будет сниматься неравномерно. Одни ее части станут гладкие, другие получат глубокие царапины. Такое качество будет приемлемо только для грубой проточки, но скорость работы при этом станет ниже, чем при использовании только крупных зерен. Кроме этого малое количество крупных кристаллов сопровождается высоким давлением на их грани, поэтому они могут обламываться и быстрее стираться. Так как сортируемые кристаллы никогда не бывают идеальными, допускается, чтобы соотношение по вылету их самой большой и короткой грани составляло 1:3.
Как оценивается абразив
Для оценки качества абразивного материала применяются следующие параметры:
- Твердость.
- Хрупкость.
- Абразивная способность.
- Механическая и химическая стойкость.

Одним из приоритетных параметров является твердость. Это физическое понятие, которое отображает результат действия при вдавливании в абразив другого материала. Задача первого вжаться в поверхность, сохранив при этом свою остроту. Он всегда должен быть более твердым, чем изделие, которое им обрабатывается. Твердость измеряется по шкале Мооса. Каждому материала в результате испытания присваивается величина от 1 до 10. Максимальную твердость 10 имеет алмаз. После него по эффективности среди известных доступных абразивов идет корунд, имеющий 9-й класс. Топаз имеет 8-ю, кварц 7-ю твердость.
Однако твердость не является главным приоритетом при выборе. Дело в том, что она сильно связана с хрупкостью. Зачастую, чем тверже абразив, тем он более хрупкий. Как следствие его грани очень быстро обламываются, поэтому фактической эффективности при работе не достигается. Важен баланс между твердостью и хрупкостью.
Также материалы отличаются между собой абразивной способностью. Это значение показывает – какой слой поверхности можно снять за единицу времени. Дело в том, что абразивы имеют разную остроту граней, образованных при сломе. Естественно, чем она выше, тем эффективней вгрызание в поверхность.
Механическая стойкость отображает предел, при котором проявляется хрупкость. Зная это значение можно прикладывать усилие при обработке на таком уровне, чтобы кристаллы сохраняли целостность. Нужно отметить зависимость механической стойкости к температуре. Чем больше греется абразив, тем быстрее он изнашивается.
Химическая стойкость отображает устойчивость зерна к кислотам, воде, щелочи. Одни материалы могут использоваться только для обработки сухих поверхностей. Другие способны работать в любых условиях. В приоритете стоит стойкость к воде и растворенным в ней частицам, так как она часто используется для охлаждения абразива.
Инструменты абразивной обработки
Абразивы используются для изготовления различных инструментов, которые применяются для резки, шлифовки, полировки.
Наиболее распространенными являются:
- Отрезные круги.
- Шлифовальные круги.
- Бруски.
- Ленты.
- Наждачная бумага.
- Полировальные пасты.
- Свободное зерно.
Отрезные круги представляют собой тонкие диски разного диаметра, состоящие из спрессованных смазанных клеем абразивных кристаллов. Они устанавливаются на болгарки, различные станки, торцовочные пилы. С их помощью ведется резка металла, керамики, камня и прочих твердых материалов. Также отрезные диски могут представлять собой стальной круг с вклеенным напылением из алмаза. Эффективность резки кругами обеспечивается за счет высокой скорости вращения, задаваемой двигателем инструмента или станка. Они производятся с разной зернистостью под работу с металлом, камнем, бетоном.
Шлифовальные круги представлены в продаже множеством размеров и форм. В классическом виде они представляют собой подобие отрезного диска, но большего сечения. Они используются для заточки или снятия поверхности твердых материалов. С их помощью ведется обработка металла, дерева, пластика, стекла и т.д. За счет толщины сечения на шлифовальные круги можно прикладывать боковое давление без риска слома.
Они используются для заточки или снятия поверхности твердых материалов. С их помощью ведется обработка металла, дерева, пластика, стекла и т.д. За счет толщины сечения на шлифовальные круги можно прикладывать боковое давление без риска слома.
Бруски имеют аналогичную структуру, что и шлифовальные круги, но отличаются другой формой. Они предназначены для ручного использования. Чаще всего применяются для заточки ножей и режущего инструмента. Выпускаются в широком диапазоне зернистости.
Ленты представляют собой тканевые полоски, на лицевой поверхности которых закрепляется клеем мелкий абразив. Используются для установки на ленточный гриндер. В основном применяются для зачистки изделий с круглым или другим сложным профилем. Хорошо подходят для вывода спусков и заточки режущего инструмента.
Наждачная бумага изготавливается подобно ленте. Однако вместо тканевой подложки в ней применяется картон. Из бумаги делают круги для установки на электроинструмент, а также прямоугольные шкурки для ручного применения. Она отличается самой доступной стоимостью.
Она отличается самой доступной стоимостью.
Полировальные пасты, представляют собой кремообразное связующее вещество с включением мелких абразивных частиц. За счет последнего обеспечивается съем материала. Основной наполнитель выполняет функцию охладителя, обеспечивает смазку.
Абразивы в виде свободного зерна представляют собой твердые кристаллики фиксированной зернистости. Они используются при пескоструйной, ультразвуковой и гидроабразивной обработке.
Похожие темы:
Абразивные материалы. Основные свойства, параметры и рекомендации по применению.
Для любого абразивного инструмента основной составляющей является абразивный материал от свойств которого , в первую очередь, зависит эффективность абразивной обработки. Стандартные показатели абразивных материалов не отражают их основных свойств и не позволяют определить область их применения в составе абразивного инструмента.
Классификация абразивных материалов является понятной информацией, предусматривающей два класса: искусственные (синтетические) и естественные. К искусственным абразивам отнесены электрокорунды (нормальный, белый, легированные, монокорунд, спеченные корунды (формокорунды), SG -абразивы; карбиды кремния зеленый и черный. Карбид бора, синтетические алмазы и материалы на основе кубического нитрида бора (эльбор, гексанит, кубонит и другие марки) выделяются в самостоятельную группу сверхтвердых материалов. К естественным абразивным материалам относятся природные алмазы, природный корунд, гранат, кремень и др., которые не имеют решающего промышленного значения.
К искусственным абразивам отнесены электрокорунды (нормальный, белый, легированные, монокорунд, спеченные корунды (формокорунды), SG -абразивы; карбиды кремния зеленый и черный. Карбид бора, синтетические алмазы и материалы на основе кубического нитрида бора (эльбор, гексанит, кубонит и другие марки) выделяются в самостоятельную группу сверхтвердых материалов. К естественным абразивным материалам относятся природные алмазы, природный корунд, гранат, кремень и др., которые не имеют решающего промышленного значения.
На все приведенные абразивные материалы имеются стандарты, регламентирующие их свойства (хим. состав, насыпной вес, разрушаемость…) и назначение. Но стандартные показатели конкретного абразива отражают узкий спектр свойств без сравнения с другими подобными материалами.
Основным свойством абразивных материалов является их высокая твердость, по сравнению с другими материалами, так как именно это свойство дает способность одному телу обрабатывать поверхность другого, менее твердого.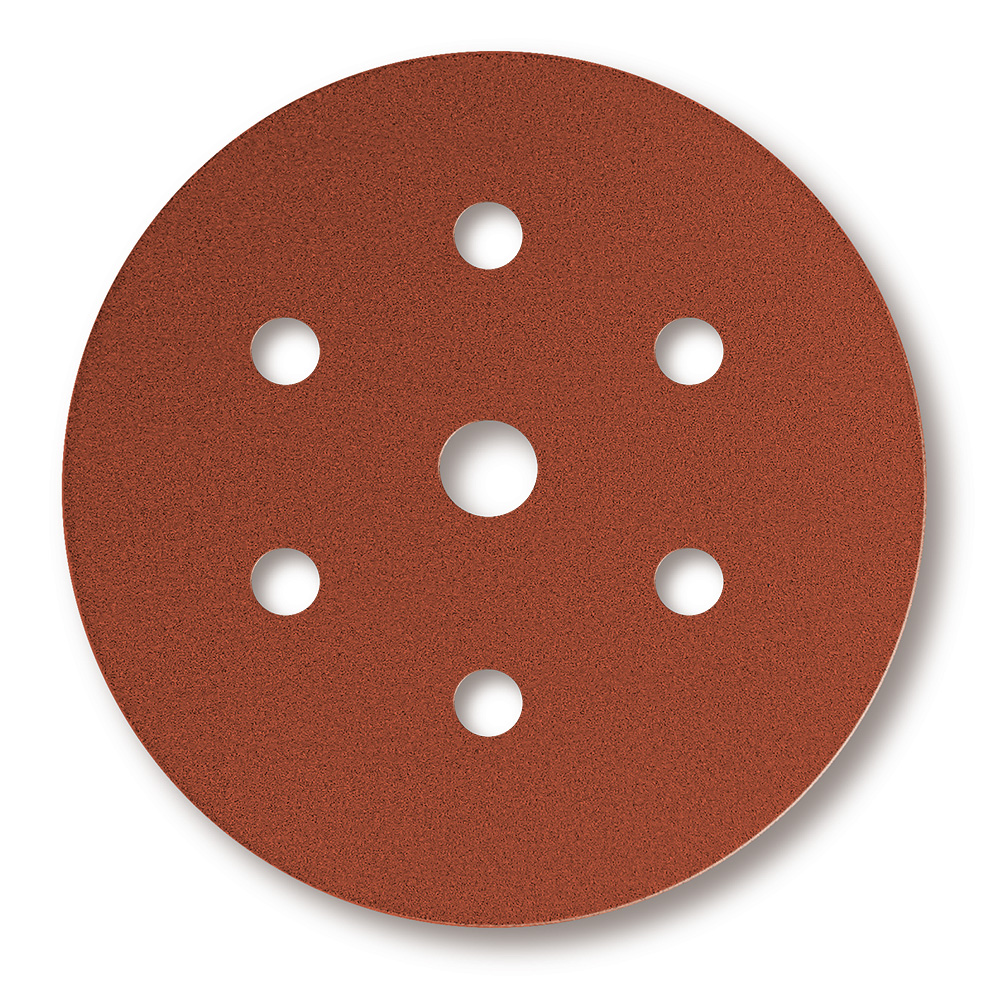
Наиболее распространенным методом определения твердости материалов является метод царапания, основанный на том, что острием одного тела с определенной силой проводят по поверхности другого и более твердое тело при этом оставляет на поверхности более мягкого царапину, глубина которой зависит от свойств испытуемого тела. На основании этого принципа была составлена шкала твердости Мооса , согласно которой по нарастанию твердости материалы имеют следующие баллы:
1 — тальк; 2 — гипс; 3 — известковый шпат; 4 — плавиковый шпат; 5 — апатит; 6 — полевой шпат; 7 — кварц; 8 —топаз; 9 — корунд; 10 — алмаз.
1 —тальк; 2 —гипс, алюминий; 3—известковый шпат, медь, латунь; 4—плавиковый шпат, никель; 5 — апатит, мягкая сталь; 6 — полевой шпат, легированная сталь; 7 — стекло; 8 —кварц, кремень, стеллит; 9 — топаз, высокоуглеродистая закаленная сталь; 10 — гранат; 11 — цирконий, твердый сплав на основе карбида тантала; 12 — электрокорунд, твердый сплав на основе карбида вольфрама; 13—карбид кремния; 14 — карбид бора; 15 — алмаз.
Указанные шкалы являются относительными и дают грубое относительное сравнение твердости различных материалов.
О твёрдости абразивных материалов, определяющей их абразивные свойства, наиболее объективен показатель микротвёрдости, полученный на приборе ПМТ-3 (методом вдавливания алмазной пирамиды в поверхность испытуемого материала при постоянной нагрузке 1,96 H ). Стандартный показатель разрушаемости (хрупкости), определяемый на приборе ПХЗ, определяет способность к самозатачиванию в процессе шлифования. Разрушаемость определяют посредством измельчения шлифовального материала определённых зернистостей (3) с помощью мелющих тел (2) на приборе, работающем по принципу лабораторной шаровой мельницы (1).
Критерием разрушаемости испытуемого шлифзерна является процентное содержание в продуктах его измельчения фракций зерна, прошедших через контрольные сита номером ниже испытуемых зернистостей.
Режущие свойства инструмента, производительность процесса шлифования и качество шлифованной поверхности так же зависят от сопротивляемости абразивных зерен механическому истиранию (износостойкости). Износостойкость абразивных материалов определяется на стандартном приборе типа АСЗ-4.
Износостойкость абразивных материалов определяется на стандартном приборе типа АСЗ-4.
Эти показатели, приведенные в таблице1, достаточно наглядно показывают основные свойства абразивных материалов в сравнении:
Таблица 1
| Абразивный материал | Микротвёрдость, Гпа | Разрушаемость ,% | Относительная износостойкость | |||
| F 60 | F 40 | F 14 | ||||
| Электрокорунд нормальный | 18,9…19,6 | 51…52 | 49…51 | 52…53 | 2,5 | |
| Электрокорунд белый | 19,6…20,9 | 46…48 | 43…45 | 50…52 | 2,7 | |
| Электрокорунд хромтитанистый и хромистый | 19,6…22,6 | 45…47 | 43…45 | 48…50 | 2,8 | |
| Электрокорунд циркониевый | 22,6…23,5 | 38…40 | 35…37 | 38…40 | 3 | |
| Монокорунд | 22,6…23,5 | 42…45 | 38…40 | - | 3 | |
| Карбид кремния чёрный зелёный | 32,4…35,3 |
46…48 42…45 |
46…48 42…45 | |||
Термин | Определение |
ОБЩИЕ ПОНЯТИЯ | |
1. Абразив Е. Abrasive material D. Schleifmaterial | Природный или искусственный материал, способный осуществлять абразивную обработку |
2. Абразивное зерно Зерно Ндп. Шлифовальное зерно Е. Abrasive grain D. Schleifkorn | Частица абразивного материала в виде монокристалла, поликристалла или их осколков |
3. Овализованное абразивное зерно Овализованное зерно | Абразивное зерно, вершины выступов и режущие кромки которого притуплены |
4. Классификация абразивного материала | Разделение измельченного абразивного материала по размерам абразивных зерен |
5. Шлифматериал Ндп. Зерно Шлифзерно Е. Grinding material D. Schleifmaterial | Измельченный и классифицированный абразивный материал |
6. Абразивный инструмент* Е. Abrasive tool D. Schleifwerkzeug | Режущий инструмент, предназначенный для абразивной обработки |
7. Импрегнированный абразивный инструмент Е. Impregnated abrasive tool D. Schleifwerkzeug | Абразивный инструмент, поры которого заполнены веществами, увеличивающими его режущую способность и период стойкости |
8. Правка абразивного инструмента Правка Е. Dressing and trueing of abrasive tool D. Abrichten des Schleifwerkzeuges | Приведение рабочей поверхности абразивного инструмента в работоспособное состояние |
9. Е. Trueing tool D. Abrichtwerkzeug | — |
10. Комплект абразивных инструментов Ндп. Блок абразивного инструмента Е. Set of abrasive tools D. Schleifscheibensatz | Два и более абразивных инструментов для одновременной установки на станок |
11. Абразивная паста Паста Е. Grinding paste D. Schleifpaste | Паста, содержащая шлифовальный материал и предназначенная для абразивной обработки |
ОСНОВНЫЕ ВИДЫ ИСКУССТВЕННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | |
12. Электрокорунд Е. Fused alumina D. Edelkorund | Искусственный абразивный материал, состоящий, в основном, из корунда АlО, изготовленный в электрических печах из высокоглиноземистого сырья |
13. Е. Regular alumina D. Normalkorund | Электрокорунд, изготовленный из боксита |
14. Белый электрокорунд Е. White alumina D. Edelkorund, weiss | Электрокорунд, изготовленный из глинозема |
15. Монокорунд Е. Monocrystalline alumina D. Monokorund | Электрокорунд в виде монокристаллов, изготовленный из глиноземсодержащего и серосодержащего сырья путем разложения оксисульфидного шлака |
16. Циркониевый электрокорунд Е. Zirconia alumina D. Zirkonkorund | Электрокорунд, изготовленный из глиноземсодержащего и цирконийсодержащего сырья, отличающийся эвтектической структурой корунд-бадделеит. Примечание. |
17. Легированный электрокорунд Е. Alloyed alumina D. Spezialkorund mit | Электрокорунд, изготовленный из глиноземсодержащего сырья с добавкой легирующих элементов, образующих с корундом твердый раствор. Примечание. В зависимости от вводимых окислов металлов различают следующие легированные электрокорунды: титанистый, хромистый, хромотитанистый |
18. Карбид кремния Ндп. Карборунд Е. Silicon carbide D. Siliziumkarbid | Искусственный абразивный материал, состоящий, в основном, из кристаллов гексагонального карбида кремния, изготовленный термическим путем из кварцевого и углеродистого сырья. Примечание. Различают зеленый карбид кремния и черный карбид кремния |
19. Карбид бора Е. D. Borkarbid | Искусственный абразивный материал, в основном, состава ВС, изготовленный термическим путем из борсодержащего и углеродистого сырья |
20. Кубический нитрид бора Е. Cubic boron nitride D. Kubisch Kristallines Bornitrid | Абразивный материал, в основном, состава BN с плотной кубической упаковкой атомов бора и азота в тетраэдрической координации, изготовленный искусственным путем |
21. Синтетический алмаз Е. Synthetic diamond D. Synthetischer Diamant | Алмаз, изготовленный искусственным путем |
22. Шлифовальный материал с покрытием Шлифматериал с покрытием Е. Coated abrasive D. Schleifmaterial mit Belag | Шлифовальный материал, поверхность абразивных зерен которого покрыта слоем другого материала. Примечание. В зависимости от материала покрытия различают шлифовальный материал с металлическим покрытием и шлифовальный материал с неметаллическим покрытием |
23. Формокорунд | Шлифовальный материал, зерна которого имеют, в основном, цилиндрическую или призматическую форму |
24. Электрокорундовый шлифовальный материал Электрокорундовый шлифматериал Е. Fused abrasive alumina D. Schleifmaterial aus Edelkorund | — |
25. Сферокорунд | Электрокорундовый шлифовальный материал, зерна которого имеют сферическую форму |
26. Карбидкремниевый шлифовальный материал Карбидкремниевый шлифматериал Е. Silicon carbide abrasive D. Schleifmaterial aus Siliziumkarbid | — |
27. Карбидборный шлифматериал Е. Boron carbide abrasive D. Schleifmaterial aus Borkarbid | — |
28. Шлифовальный материал из кубического нитрида бора* Шлифматериал из кубического нитрида бора Е. Abrasive cubic boron nitride D. Schleifmaterial aus kubisch kristallinem Bornitrid | — |
29. Фракция Е. Grit D. | Совокупность абразивных зерен, размеры которых находятся в установленном интервале. Примечание. Размер абразивных зерен в установленном интервале условно называют размером зерен фракции |
30. Основная фракция Е. Base grain D. Grundkorn | Фракция, преобладающая по массе, объему или по числу абразивных зерен |
31. Е. Coarse grain D. Grobkorn | Фракция, смежная с основной фракцией, размер абразивных зерен которой превышает размер зерен основной фракции |
32. Предельная фракция Е. Grading limit D. Grenzkorn | Фракция, смежная с крупной фракцией, размер абразивных зерен которой превышает размер зерен крупной фракции |
33. Мелкая фракция Е. Fine grain D. Feinkorn | Фракция, размер абразивных зерен которой меньше размера зерен основной фракции |
34. Зерновой состав Ндп. Гранулометрический состав Фракционный состав Е. Grain distribution D. Kornverteilung | Совокупность отношений количества абразивных зерен каждой фракции к общему количеству зерен |
35. Ндп. Номер зернистости Е. Grit D. | Условное обозначение шлифовального материала, соответствующее размеру абразивных зерен основной фракции |
36. Шлифовальное зерно Шлифзерно Е. Abrasive grain D. Schleifkorn | Шлифовальный материал зернистостями 16 и более |
37. Шлифовальный порошок Шлифпорошок Е. Grinding powder D. Schleifpulver | Шлифовальный материал зернистостями от 12 до 3 включительно |
38. Микронный шлифовальный порошок Микрошлифпорошок Е. Microcrystalline grinding powder D. Schleifpuder | Шлифовальный материал зернистостями М63 и менее |
39. Разрушаемость шлифматериала Ндп. Хрупкость Е. Impact resistance of grinding material D. des Schleifmittels | Отношение массы разрушенных абразивных зерен к общей массе испытуемых зерен |
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ. ОСНОВНЫЕ ЭЛЕМЕНТЫ И ХАРАКТЕРИСТИКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | |
40. Связка* Е. Bond D. Bindung | Материал или совокупность материалов, применяемых для закрепления абразивных зерен в абразивном инструменте |
41. Структура абразивного инструмента Структура Е. Abrasive tool structure D. Struktur des Schleifwerkzeuges | Соотношение объемов шлифовального материала, связки и пор в абразивном инструменте. Примечание. Структуры абразивного инструмента обозначают номерами, установленными в нормативно-технической документации |
42. Рабочая поверхность абразивного инструмента Рабочая поверхность Е. Working area of abrasive tool D. des Schleifwerkzeuges | Поверхность абразивного инструмента, контактирующая с обрабатываемой заготовкой при абразивной обработке |
43. Нерабочая поверхность абразивного инструмента Нерабочая поверхность Е. Non-working area of abrasive tool D. Nichtarbeitende des Schleifwerkzeuges | — |
44. Рабочий слой абразивного инструмента Рабочий слой Е. Abrasive layer of abrasive tool D. Schleifbelag des Schleifwerkzeuges | Часть абразивного инструмента, непосредственно предназначенная для абразивной обработки и расходуемая при этом |
45. Нерабочий слой Е. Unworking abrasive layer of abrasive tool D. Nichtarbeitender Schleifbelag des Schleifwerkzeuges | — |
46. Рабочая скорость шлифовального (полировального, отрезного) круга Рабочая скорость Е. Working speed of grinding (polishing, cutoff) wheel D. Arbeitsgeschwindigkeit der Schleif- (Polier,- Trenn-) -scheibe | Скорость главного движения резания, измеренная в точке, максимально удаленной от центра шлифовального (полировального, отрезного) круга, при которой производят абразивную обработку |
47. Предельная рабочая скорость шлифовального (полировального, отрезного) круга Предельная скорость Е. Maximum working speed of grinding (polishing, cutoff) wheel D. der Schleif- (Polier-, Trenn-) -scheibe | Максимально допустимая рабочая скорость шлифовального (полировального, отрезного) круга |
48. Испытательная скорость Е. Test speed of grinding (polishing, cutoff) wheel D. Probelaufgeschwindigkeit der Schleif- (Polier-, Trenn-) -scheibe | Скорость точки рабочей поверхности шлифовального (полировального, отрезного) круга, максимально удаленной от его центра, при которой проводят его испытание на прочность вращением |
49. Разрывная скорость шлифовального (полировального, отрезного) круга Разрывная скорость Е. Breaking speed of grinding (polishing, cutoff) wheel D. Bruchgeschwindigkeit der Schleif- (Polier-, Trenn-) -scheibe | Испытательная скорость шлифовального (полировального, отрезного) круга, при которой происходит его разрушение |
50. Твердость абразивного инструмента Е. Grade of abrasive tool D. | Свойство связки оказывать сопротивление прониканию в абразивный инструмент другого тела. Примечание. В зависимости от значений показателей твердости различают степени твердости абразивного инструмента |
51. Звуковой индекс абразивного инструмента | Условное обозначение интервала скорости звука, распространяющегося в абразивном инструменте |
52. Изнашивание абразивного инструмента Изнашивание Е. Wear of abrasive tool D. Verschleiss des schleifwerkzeuges | Постепенное отделение частиц рабочего слоя абразивного инструмента, приводящее к уменьшению его массы и размеров при абразивной обработке |
53. Износ абразивного инструмента Износ Ндп. Осыпаемость Осыпание Расход абразивного инструмента Е. D. Verschleiss des Schleifwerkzeuges | Количество отделившихся вследствие изнашивания частиц рабочего слоя абразивного инструмента Примечание. В зависимости от величин, в которых выражают количество отделившихся частиц рабочего слоя (масса, объем, площадь), различают массовый износ, объемный износ и поверхностный износ |
54. Приведенный износ шлифовальной шкурки Ндп. Показатель износостойкости шлифовальной шкурки Е. Wear resistance of coated abrasive D. Verschleissfestigkeit des Schleifmittels auf Unterlage | Условное обозначение износа шлифовальной шкурки, выраженное отношением зернистости к массовому износу шлифовальной шкурки в граммах |
55. Скорость изнашивания абразивного инструмента Скорость изнашивания Ндп. Расход абразивного инструмента Е. D. Verschleissgeschwindigkeit des Schleifwerkzeuges | Отношение износа абразивного инструмента к времени резания, в течение которого износ произошел. Примечание. В зависимости от износа различают массовую скорость изнашивания, объемную скорость изнашивания и поверхностную скорость изнашивания |
56. Износостойкость абразивного инструмента Износостойкость Ндп. Скорость износа Е. Wear resistance of abrasive tool D. Verschleissfestigkeit des Schleifwerkzeuges | Величина, обратная скорости изнашивания абразивного инструмента Примечание. В зависимости от скорости изнашивания различают массовую износостойкость, объемную износостойкость и поверхностную износостойкость |
57. Относительная износостойкость абразивного инструмента Относительная износостойкость Е. D. Bezogene Verschleissfestigkeit des Schleifwerkzeuges | Отношение износостойкости данного абразивного инструмента к износостойкости абразивного инструмента, принятого за базовый, в одинаковых условиях. Примечание. В зависимости от износостойкости различают массовую относительную износостойкость, объемную относительную износостойкость и поверхностную относительную износостойкость |
58. Неуравновешенность абразивного инструмента* Неуравновешенность Ндп. Дисбаланс Е. Imbalance of abrasive tool D. Unwucht des Schleifwerkzeuges | — |
59. Точечная неуравновешенная масса абразивного инструмента* Неуравновешенная масса Е. Point imbalance mass D. Punktunwuchtmasse | — |
60. Дисбаланс Е. Disbalance D. Unwucht | — |
61. Коэффициент шлифования Е. Grinding ratio D. | Отношение наработки к износу абразивного инструмента. Примечание. В зависимости от наработки и износа различают коэффициент шлифования по массе, коэффициент шлифования по объему и коэффициент шлифования по площади |
62. Относительный расход кубического нитрида бора* Ндп. Удельный расход кубического нитрида бора | Отношение массы израсходованного кубического нитрида бора к массе снятого обрабатываемого материала |
63. Засаливание абразивного инструмента Засаливание Е. Abrasive tool loading D. Zusetzen des Schleifwerkzeuges | Перенос на рабочую поверхность абразивного инструмента частиц шлама при абразивной обработке. Примечание. Шлам включает частицы обрабатываемого материала, инструмента, смазочно-охлаждающей жидкости и др. |
64. Самозатачиваемость абразивного инструмента Самозатачиваемость Е. Selfsharpening of abrasive tool D. des Schleifwerkzeuges | Свойство абразивного инструмента сохранять работоспособное состояние вследствие образования новых выступов и режущих кромок у абразивных зерен при абразивной обработке |
65. Затупление абразивного инструмента Затупление Е. Dulling of abrasive tool D. Abstumpfung des Schleifwerkzeuges | Образование площадок на поверхности абразивных зерен, приводящее к изменению профиля рабочей поверхности и уменьшению режущей способности абразивного инструмента при абразивной обработке |
66. Стойкость Е. Abrasive tool durability D. Standzeit des Schleifwerkzeuges | Свойство абразивного инструмента сопротивляться засаливанию и затуплению при абразивной обработке |
67. Статическая характеристика абразивного инструмента Статическая характеристика Е. Static performance of abrasive tool D. Statisches Verhalten des Schleifwerkzeuges | Совокупность показателей абразивного инструмента, не изменяющихся при абразивной обработке. Примечание. Статическая характеристика включает, например: размер зерен фракции, показатель твердости |
68. Динамическая характеристика абразивного инструмента Динамическая характеристика Е. Dynamic performance of abrasive tool D. Dynamisches Verhalten des Schleifwerkzeuges | Совокупность показателей абразивного инструмента, изменяющихся при абразивной обработке. Примечание. Динамическая характеристика включает, например: режущую способность, скорость изнашивания, коэффициент шлифования, период стойкости |
НАДЕЖНОСТЬ АБРАЗИВНОГО ИНСТРУМЕНТА | |
69. Период стойкости абразивного инструмента Период стойкости Ндп. Стойкость Е. Abrasive tool durability D. Standzeit des Schleifwerkzeuges | Время работы абразивного инструмента между двумя последовательными правками, в течение которого абразивный инструмент соответствует заданным требованиям |
70. Стойкостная наработка абразивного инструмента* Стойкостная наработка Е. Amount of work performed by abrasive tool for tool life D. Arbeitsmenge des Schleifwerkzeuges in Standzeit | Наработка абразивного инструмента за период стойкости. Примечание. В зависимости от наработки различают массовую стойкостную наработку абразивного инструмента, объемную стойкостную наработку абразивного инструмента, поверхностную стойкостную наработку абразивного инструмента и штучную стойкостную наработку абразивного инструмента |
71. Режущая способность абразивного инструмента (шлифовального материала) Режущая способность Ндп. Абразивная способность Шлифующая способность Истирающая способность Производительность абразивного инструмента (шлифовального материала) Е. Cutting ability of abrasive tool (material) D. des Schleifwerkzeuges (Schleifmittels) | Отношение наработки абразивного инструмента (шлифовального материала) к времени резания. Примечание. В зависимости от наработки различают массовую режущую способность, объемную режущую способность и поверхностную режущую способность |
72. Сила прижима | Сила действия абразивного инструмента на заготовку |
73. Линейная сила прижима абразивного инструмента Линейная сила прижима | Отношение силы прижима абразивного инструмента к длине его контакта с обрабатываемой поверхностью |
74. Давление абразивного инструмента | Отношение силы прижима абразивного инструмента к площади его контакта с обрабатываемой поверхностью |
75. Приведенная режущая способность абразивного инструмента Приведенная режущая способность | Отношение режущей способности абразивного инструмента к одному из параметров его контакта с обрабатываемой поверхностью Примечания: 1. 2. В зависимости от режущей способности и параметров контакта абразивного инструмента с обрабатываемой поверхностью различают приведенную по линейной силе массовую режущую способность, приведенную по давлению массовую режущую способность, приведенную по линейной силе объемную режущую способность, приведенную по давлению объемную режущую способность, приведенную по линейной силе поверхностную режущую способность и приведенную по давлению поверхностную режущую способность |
76. Приведенная скорость изнашивания абразивного инструмента Приведенная скорость изнашивания | Отношение скорости изнашивания абразивного инструмента к одному из параметров его контакта с обрабатываемой поверхностью. Примечания: 1. См. примечание 1 к термину 75. 2. В зависимости от скорости изнашивания и параметров контакта абразивного инструмента с обрабатываемой поверхностью различают приведенную по линейной силе массовую скорость изнашивания, приведенную по давлению массовую скорость изнашивания, приведенную по линейной силе объемную скорость изнашивания и приведенную по давлению объемную скорость изнашивания |
ОСНОВНЫЕ ВИДЫ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | |
77. Шлифовальный круг Круг Ндп. Шлифовальный камень Е. Grinding wheel D. Schleifscheibe | Абразивный инструмент в виде твердого тела вращения, предназначенный для шлифования |
78. Шлифовальный круг с прерывистой рабочей поверхностью Круг с прерывистой рабочей поверхностью Е. Grinding wheel with intermittent working area D. Schleifscheibe mit unterbrochener | — |
79. Армированный круг Е. Reinforced grinding wheel D. Schleifscheibe | Шлифовальный круг, содержащий упрочняющие элементы. Примечание. Упрочняющими элементами могут быть, например, стальное кольцо, сетка из стекловолокна |
80. Высокопористый круг | Шлифовальный круг с заданными размером и числом пор |
81. Скоростной круг Е. High-speed grinding wheel D. Hochgeschwindigkeitsschleifscheibe | Шлифовальный круг, предназначенный для скоростного шлифования |
82. Высокоскоростной круг Е. High-speed grinding wheel D. Hochgeschwindigkeitsschleifscheibe | Шлифовальный круг, предназначенный для высокоскоростного шлифования |
83. Обдирочный круг Ндп. Черновой круг Е. Snagging wheel D. Schruppscheibe | Шлифовальный круг, предназначенный для обдирочного шлифования |
84. Шарошлифовальный круг Ндп. Шарикошлифовальный круг Е. Sphere grinding wheel D. Kugelschleifscheibe | Шлифовальный круг, предназначенный для шарошлифования |
85. Профильный круг Е. Form wheel D. Formschleifscheibe | Шлифовальный круг, форма рабочей поверхности которого отличается от цилиндрической |
86. Червячный круг Е. Worm grinding wheel D. Schneckenscheibe | Профильный шлифовальный круг с винтовой рабочей поверхностью, предназначенный для зубошлифования обкаткой |
87. Лепестковый шлифовальный круг Лепестковый круг Е. Flap wheel D. Lamellenschleifscheibe | Шлифовальный круг, состоящий из радиально расположенных и жестко закрепленных одной из торцовых сторон шлифовальных листов |
88. Шлифовальная головка Головка Е. Mounted wheel D. Schleifstift | Шлифовальный круг с глухим отверстием для крепления |
89. Сборный шлифовальный круг | Шлифовальный круг с разъемным соединением его частей |
90. Составной шлифовальный круг | Шлифовальный круг с неразъемным соединением его частей |
91. Шлифовальный сегмент Сегмент Е. Grinding segment D. Schleifsegment | Абразивная составная часть сборного или составного шлифовального круга |
92. Отрезной круг Ндп. Отрезной диск Шлифовальный диск Разрезной круг Е. Cutoff wheel D. Trennschleifscheibe | Шлифовальный круг, презназначенный для абразивной отрезки и абразивной прорезки |
93. Полировальный круг Е. Polishing wheel D. Polierscheibe | Абразивный инструмент в виде тела вращения, предназначенный для абразивного полирования |
94. Абразивный брусок Брусок Е. Abrasive stone D. Schleifstein | Абразивный инструмент в виде твердого тела, предназначенный для обработки без вращения вокруг своей оси. Примечание. В зависимости от назначения различают, например, хонинговальный брусок, суперфинишный брусок |
95. Абразивный шевер Ндп. Шлифовальный шевер Зубчатый хон Е. Abrasive shaver D. Schleifschabrad | Абразивный инструмент в виде твердого тела, имеющий форму зубчатого колеса |
96. Притир Е. Lap D. | Абразивный инструмент в виде твердого тела, на поверхности которого абразивные зерна находятся в закрепленном или не закрепленном связкой состоянии |
97. Шлифовальная шкурка* Шкурка Ндп. Наждачная шкурка Е. Coated abrasive D. Schleifmittel auf Unterlage | Абразивный инструмент на гибкой основе с нанесенным на нее слоем или несколькими слоями шлифовального материала, закрепленного связкой. Примечания: 1. В зависимости от материала основы различают, например: бумажную шлифовальную шкурку, тканевую шлифовальную шкурку. 2. В зависимости от свойств связки и основы различают, например: водостойкую шлифовальную шкурку, неводостойкую шлифовальную шкурку |
98. Двухслойная шлифовальная шкурка Двухслойная шкурка | Шлифовальная шкурка с двумя рабочими слоями на одной из сторон гибкой основы |
99. Двусторонняя шлифовальная шкурка Двусторонняя шкурка | Шлифовальная шкурка с рабочими слоями на обеих сторонах гибкой основы |
100. Объемное шлифовальное полотно Е. Volumetric abrasive cloth D. Volumschleifgewebe | Абразивный инструмент на гибкой основе, внутрь которой внесен шлифовальный материал, закрепленный связкой |
101. Шлифовальный лист Лист Е. Abrasive sheet D. Schleifblatt | Шлифовальная шкурка прямоугольной формы |
102. Шлифовальная лента Лента Е. Abrasive belt D. Schleifband | Шлифовальный лист, длина которого превышает ширину более чем в 2,5 раза. Примечание. Длину шлифовальной шкурки измеряют в продольном направлении основы шлифовальной шкурки |
103. Бесконечная шлифовальная лента Бесконечная лента Е. Endless abrasive belt D. Endleses Schleifband | Шлифовальная лента замкнутого контура |
104. Шлифовальный диск Диск Е. Coated abrasive disc D. Scheibe aus Schleifmittel auf Unterlage | Шлифовальная шкурка в форме круга. Примечание. В зависимости от материала основы различают, например: тканевый шлифовальный диск, бумажный шлифовальный диск, фибровый шлифовальный диск |
105. Шлифовальный диск с прорезями Диск с прорезями Ндп. Розетка Е. Slotted grinding disc D. Nutenschleifscheibe | Шлифовальный диск с радиальными прорезями |
106. Шлифовальная трубка Трубка Ндп. Шлифовальный цилиндр Е. Grinding cylinder of abrasive cloth D. | Шлифовальная шкурка в форме цилиндра |
107. Шлифовальное кольцо Кольцо Ндп. Шлифовальная муфта Шлифовальная втулка Шлифовальный цилиндр Е. Grinding ring D. Schleifring | Шлифовальная трубка, диаметр которой равен или превышает ее высоту |
108. Шлифовальный конус Конус Е. Tapered grinding ring or belt D. Konischer Schleifring | Шлифовальная шкурка в форме конуса |
109. Усеченный шлифовальный конус Усеченный конус Е. Truncated grinding cone D. Abgestumpfter Schleifkegel | Шлифовальная шкурка в форме усеченного конуса |
110. Абразивное тело Ндп. Галтовочное тело Е. Abrasive chip D. | Абразивный инструмент, предназначенный для виброабразивной обработки |
Абразив | 1 |
Алмаз синтетический | 21 |
Блок абразивного инструмента | 10 |
Брусок | 94 |
Брусок абразивный | 94 |
Втулка шлифовальная | 107 |
Головка | 88 |
Головка шлифовальная | 88 |
Давление абразивного инструмента | 74 |
Дисбаланс | 58 |
Дисбаланс | 60 |
Дисбаланс абразивного инструмента* | 60 |
Диск | 104 |
Диск отрезной | 92 |
Диск с прорезями | 105 |
Диск с прорезями шлифовальный | 105 |
Диск шлифовальный | 104 |
Диск шлифовальный | 92 |
Засаливание | 63 |
Засаливание абразивного инструмента | 63 |
Затупление | 65 |
Затупление абразивного инструмента | 65 |
Зернистость | 35 |
Зерно | 5 |
Зерно | 2 |
Зерно абразивное | 2 |
Зерно абразивное овализованное | 3 |
Зерно овализованное | 3 |
Зерно шлифовальное | 36 |
Зерно шлифовальное | 2 |
Изнашивание | 52 |
Изнашивание абразивного инструмента | 52 |
Износ | 53 |
Износ абразивного инструмента | 53 |
Износостойкость | 56 |
Износостойкость абразивного инструмента | 56 |
Износостойкость абразивного инструмента относительная | 57 |
Износостойкость относительная | 57 |
Износ шлифовальной шкурки приведенный | 54 |
Индекс абразивного инструмента звуковой | 51 |
Инструмент абразивный* | 6 |
Инструмент абразивный импрегнированный | 7 |
Инструмент правящий | 9 |
Камень шлифовальный | 77 |
Карбид бора | 19 |
Карбид кремния | 18 |
Карборунд | 18 |
Классификация абразивного материала | 4 |
Кольцо | 107 |
Кольцо шлифовальное | 107 |
Комплект абразивных инструментов | 10 |
Конус | 108 |
Конус усеченный | 109 |
Конус шлифовальный | 108 |
Конус шлифовальный усеченный | 109 |
Коэффициент шлифования | 61 |
Круг | 77 |
Круг армированный | 79 |
Круг высокопористый | 80 |
Круг высокоскоростной | 82 |
Круг лепестковый | 87 |
Круг обдирочный | 83 |
Круг отрезной | 92 |
Круг полировальный | 93 |
Круг профильный | 85 |
Круг разрезной | 92 |
Круг скоростной | 81 |
Круг с прерывистой рабочей поверхностью | 78 |
Круг с прерывистой рабочей поверхностью шлифовальной | 78 |
Круг червячный | 86 |
Круг черновой | 83 |
Круг шарикошлифовальный | 84 |
Круг шарошлифовальный | 84 |
Круг шлифовальный | 77 |
Круг шлифовальный лепестковый | 87 |
Круг шлифовальный сборный | 89 |
Круг шлифовальный составной | 90 |
Лента | 102 |
Лента бесконечная | 103 |
Лента шлифовальная | 102 |
Лента шлифовальная бесконечная | 103 |
Лист | 101 |
Лист шлифовальный | 101 |
Масса неуравновешенная* | 59 |
Масса абразивного инструмента неуравновешенная точечная | 59 |
Материал абразивный | 1 |
Материал из кубического нитрида бора шлифовальный* | 28 |
Материал с покрытием шлифовальный | 22 |
Материал шлифовальный* | 5 |
Материал шлифовальный карбидборный | 27 |
Материал шлифовальный карбидкремниевый | 26 |
Материал шлифовальный электрокорундовый | 24 |
Микрошлифпорошок | 38 |
Монокорунд | 15 |
Муфта шлифовальная | 107 |
Наработка абразивного инструмента стойкостная* | 70 |
Наработка стойкостная | 70 |
Неуравновешенность | 58 |
Неуравновешенность абразивного инструмента* | 58 |
Нитрид бора кубический | 20 |
Номер зернистости | 35 |
Осыпаемость | 53 |
Осыпание | 53 |
Паста | 11 |
Паста абразивная | 11 |
Период стойкости | 69 |
Период стойкости абразивного инструмента | 69 |
Поверхность абразивного инструмента нерабочая | 43 |
Поверхность абразивного инструмента рабочая | 42 |
Поверхность нерабочая | 43 |
Поверхность рабочая | 42 |
Показатель износостойкости шлифовальной шкурки | 54 |
Полотно шлифовальное объемное | 100 |
Порошок шлифовальный | 37 |
Порошок шлифовальный микронный | 38 |
Правка | 8 |
Правка абразивного инструмента | 8 |
Производительность абразивного инструмента | |
 Термины и определения
Термины и определения Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.  Абразивный материал
Абразивный материал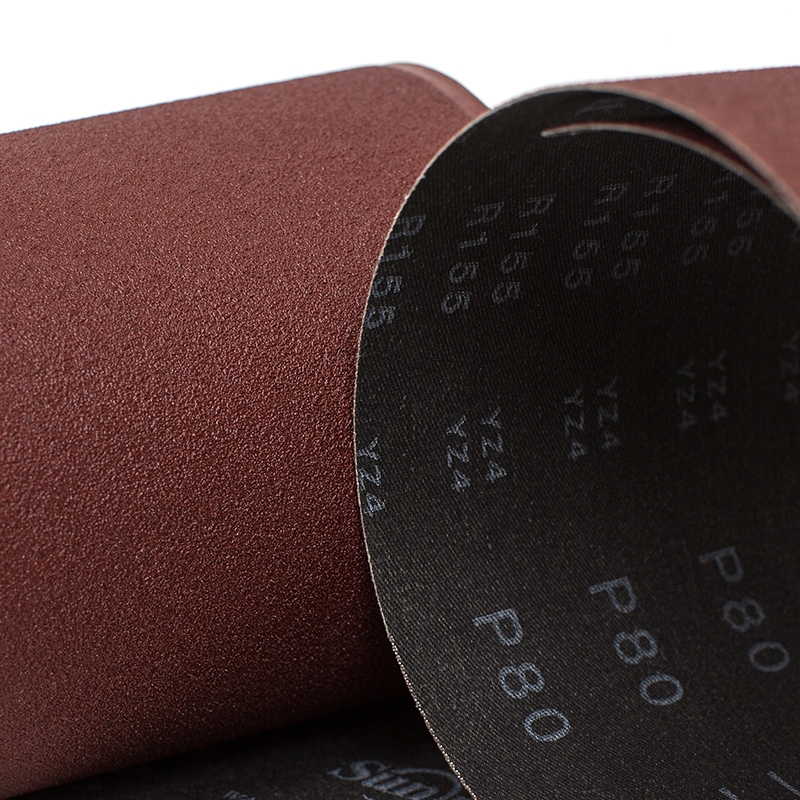 Шлифовальный материал*
Шлифовальный материал* Правящий инструмент
Правящий инструмент Нормальный электрокорунд
Нормальный электрокорунд Бадделеит — минерал, химический состав которого ZrO
Бадделеит — минерал, химический состав которого ZrO Boron carbide
Boron carbide
 Карбидборный шлифовальный материал
Карбидборный шлифовальный материал Крупная фракция
Крупная фракция Зернистость
Зернистость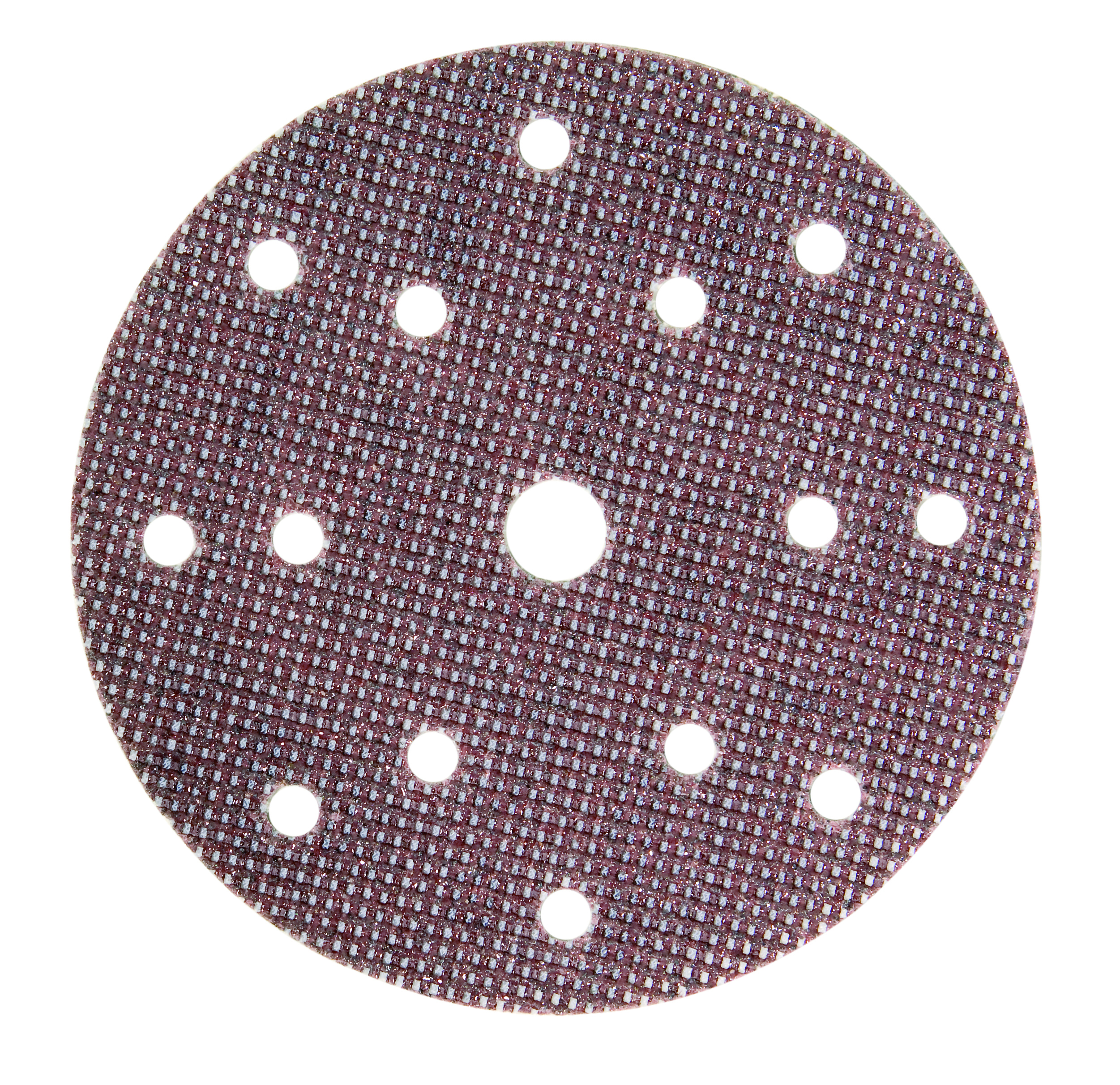 Разрушаемость шлифовального материала
Разрушаемость шлифовального материала
 Нерабочий слой абразивного инструмента
Нерабочий слой абразивного инструмента Испытательная скорость шлифовального (полировального, отрезного) круга
Испытательная скорость шлифовального (полировального, отрезного) круга des Schleifwerkzeuges
des Schleifwerkzeuges Wear of abrasive tool
Wear of abrasive tool Rate of wear of abrasive tool
Rate of wear of abrasive tool Relative wear resistance of abrasive tool
Relative wear resistance of abrasive tool
 Стойкость абразивного инструмента
Стойкость абразивного инструмента

 Сила прижима абразивного инструмента
Сила прижима абразивного инструмента Параметрами контакта являются линейная сила прижима абразивного инструмента, давление абразивного инструмента, длина и площадь контакта.
Параметрами контакта являются линейная сила прижима абразивного инструмента, давление абразивного инструмента, длина и площадь контакта.Абразивные материалы. Применение |
Пыль что рвет железоАбразивные материалы — абразивный, жесткий материал, используется для укрепления поверхности менее стойких материалов. Изготавливаются как из природных так и с искусственных материалов. Абразивные материалы используются в бытовых моющих средствах, для обработки ювелирных изделий, в строительстве, машиностроении и т.д..
Содержание Промышленное применения абразивных материалов
Абразивные материалы незаменимы практически для любого производства, почти каждое изделие что изготавливается сегодня, изготовлено с их помощью. Абразивные материалы используются в:
- шлифовальных кругах,
- наждачной бумаге,
- Точильных камнях,
- полировки,
- сверлах,
- пескоструйной обработке,
- мельнице,
- и еще в множестве других инструментов и продуктов.
Их помощь при ремонте дома не заменима, используя абразивный круг с легкостью можно удалить краску или очистить поверхность для дальшего проведения финишных работ.
Благодаря использованию абразивных материалов в промышленности изготавливают высокоточные детали и ультра гладкие поверхности необходимые в производстве автомобилей, самолетов и космических аппаратов.
Промышленное применения абразивных материалов
Шлифование
Фото промышленного шлифовального станкаШлифовка, наиболее важное применение абразивных материалов, через шлифование абразивные материалы вовлечены в производство практически каждого изделия.
Шлифовальные круги, используемые в промышленности, сегодня вращаются при скорости почти 300 километров в час. В промышленных масштабах специальные машины с помощью абразивных шлифовальных кругов шлифованием могут снять с поверхности панели с нержавеющей стали полторы тонны металла в час.
Какие материалы можно шлифовать абразивными материалами? Да фактически все:
- Дерево
- Метлы
- Камни
- мрамор
- Шпаклевки
- Краски
- Пластмассы
это только маленький перечень.
Интересно! Самый маленький шлифовальный круга 0.55 мм в диаметре, может вращаться с скоростью 150 000 оборотов в минуту
Незаменимы абразивные материалы и в автомобильной промышленности, только с помощью наждачной бумаги можно добиться плотного пролегания между поршневыми кольцами и цилиндром. Клапана тоже не обходятся без шлифовки. Двигатель, трансмиссия, колеса – все нуждается в отделка шлифованием. Шпаклевка и покраска поверхности автомобиля не может обойтись без шлифовки и полировке, красивая поверхность авто это многочасовая работа абразивных материалов.
В литейных и металлургических комбинатов, шлифовальные круги, абразивные ленты удалить удаляют ненужные фрагменты отливок, поковок и обрабатывают заготовки.
Скорость и улучшена шлифовальных систем, разработка новых станков и шлифовальных инструментов являются основной причиной возросшего значения шлифования. Двигателя в более чем 100 лошадо, автоматическая загрузка оборудования, высокоскоростные шлифовальные, дорогостоящие машин что производят сверх тонкую обработку, являются частью новой еры абразивных систем, которые способны обеспечить очень высокие темпы производства и шлифование на самом высоком уровне.
Круги отрезные
Хороший обрезной круг разрежет метал как нож маслоАбразивные диски заменили стальные пилы практически везде. Тонкий, отрезной круг способен пилить металлы так как Вы режете ножом масло. Отрезной круг позволяет резать практически любой материал, гораздо более быстрыми темпами, чем пила. При этом он производит меньше тепла, и поверхность реза получается намного ровнее.
Некоторые металлы, через их твердость, могут быть разрезаны только с помощью абразивных кругов. Гранит, мрамор, сланец, и различные строительные блоки не могли бы быть нарезанными с таким точным размером если б небыло алмазных абразивных кругов.
Заточка инструмента
Заточке всех типов инструментов продолжает быть серьезной операции шлифования. Дрели, пилы, фрезы, стамески, ножи все это затачивается на наждачном круге в котором применяется абразивный материал.
Прочие использование абразивных материалов
Необычным использованием абразивного материала можно назвать:
- резки замороженных рыб на рыбные палочки;
- шлифование животных шкур;
- удаление пятен на коже человека и родимые пятна
- формирование костей в пластической хирургии;
- удаление пятен и обесцвечивания одежды из замши;
- шлифование зубов
Использование абразивных материалов в медицине
Выбор качественных абразивных продуктов
Так как шлифование это конек абразивных материалов рассмотрим как выбирать наждачную бумагу. Таким абразивным материалом как наждачная бумага пользовался каждый, и чаще всего покупая материал не задумывался о его качеств. А результат очевиден, то что можно было сделать 1 куском наждачки, приходилось тереть несколькими кусками. И наверно мало кто знает что даже наждака имеет срок годности. Чтоб узнать как правильно выбрать наждачную бумагу просмотрите видео к статье. Выбор качественного абразивного материала не только обеспечит качественное проведения работ но и обезопасит вас от возможных травм.
Компании реализующей продукцию с абразивного материала
Компания ХАММЕР
Молодая компания которая появилась на рынке не так давно, в июле 96 года. Быстрыми темпами набирала обороты и сегодня предлагает своим клиентам широкий спектр продукции от суперклея до строительного оборудования. Но коньком компании является продукция абразивных материалов. Предлагает такую абразивную продукцию:
- Круги нарезные
- Круги шлифовальные
- Губки шлифовальные
- Полировочные пасты
- Наждачная бумага
Вся продукция компании сертифицирована и имеет высокое качество. Те продукты что предлагает компания Хаммер заслужили уважение своим трудом на строй площадке.
Справки за номером +38 044 500 44 15
Вывод
Как видим применение абразивных материалов в нашей жизни очень важно. Если вы хотите еще больше узнать информации об использовании абразивных материалов посмотрите видео к статье об использовании абразивных материалов для болгарки и дрели.
Абразивные материалы — Студопедия
Абразивные материалы (лат. abrasio – соскабливание) – мелкозернистые вещества высокой твердости, используемые для обработки поверхностей из металлов, полимеров, дерева, камня и т.д.
В обработанном виде абразивные материалы применяются для обдирки, зачистки металла, шлифования, заточки, притирки, отделки поверхности протеза. Они представляют собой твердые кристаллические или порошкообразные минералы. Абразивные материалы классифицируют:
1. По назначению:
а. шлифовочные;
б. полировочные.
2. По природе связующего вещества:
а. керамические;
б. бакелитовые;
в. вулканитовые;
г. пасты.
3. По форме инструмента (материала): круги различных размеров (тарельчатые, чашечные, чечевичные фрезы, фасонные головки, грушевидные, конусовидные), наждачное полотно и бумага.
4. По происхождению:
а. естественного;
б. искусственного.
Абразивные материалы бывают естественные и искусственные. К естественным относятся корунд, наждак, кварц, кремень, пемза, гранит, песчаник, алмаз, к искусственным – электрокорунд, карбид кремния, карбид бора, графит, окись хрома и железа. Абразивные инструменты различаются по форме, размеру, зернистости, твердости абразива, природе связующего материала.
Свойства абразивов:
· твердость и прочность;
· форма абразивной частицы или зерна;
· абразивная способность;
· зернистость.
На скорость истирания влияют следующие факторы:
1. Большая разница в твердости между материалом абразива и субстратом (обрабатываемое изделие). Для шлифования необходимо, чтобы твердость абразива была более высокой, чем твердость поверхности субстрата. Абразив должен обладать определенной хрупкостью, поскольку при обработке происходит излом абразивного зерна, и образуется новый режущий край. При высокой вязкости абразива он не будет ломаться, а постепенно округляться и терять шлифующую способность.
2. Размер частиц абразива. В зависимости от размера частиц абразив может быть грубым, средним и тонким. Абразивные частицы большого размера будут истирать поверхность быстрее, однако на поверхности субстрата останутся более грубые царапины, чем при обработке тонким абразивом.
3. Форма частиц бывает разной. Заостренные неправильной формы зерна абразива будут истирать поверхность быстрее закругленных частиц, имеющих более тупые режущие грани. Но первые будут оставлять на поверхности более глубокие царапины, чем вторые. По мере увеличения времени действия абразива скорость истирания снижается, так как форма частиц абразива скругляется, а абразив загрязняется продуктами износа поверхности субстрата (осколками или стружкой). Наиболее благоприятной считается изометрическая форма абразива, т.е. имеющая одинаковые длину, ширину и высоту.
4. Скорость движения абразива по поверхности субстрата. Чем она больше, тем быстрей происходит истирание этой поверхности, при этом повышается температура истираемой поверхности.
5. Величина давления, приложенного к абразиву. Повышение давления приводит к более быстрому истиранию данным абразивом поверхности, при этом на поверхности появятся более глубокие и широкие царапины, повышается температура (при обработке поверхностей в полости рта последнее очень важно).
6. Наличие смазки, которая предназначена для снижения температуры разогрева и удаления из зоны действия абразива осколков или продуктов истирания субстрата.
В стоматологии абразивные материалы используются в виде различных инструментов. К инструментам для шлифования относятся камни, боры, резиновые круги и диски.
Полирование (от лат. polio – делаю гладким) – процесс обработки материалов с целью получения чистой гладкой зеркальной поверхности. Этот процесс следует за шлифованием.
Полирование осуществляют с помощью абразива, состоящего из частиц очень маленького размера (субмикронного). Частицы меньшего размера выглаживают поверхность, устраняя шероховатости, полученные при шлифовании более грубым абразивом. В отличие от абразива, применяемого для шлифования, полирующий абразив должен быть мягче материала полируемого протеза.
Полирование проводится при помощи кругов или круглых щеток, покрытых полировочными пастами. Линейная скорость при полировании должна быть больше, чем при шлифовании. Для полирования используют оксид хрома, оксид железа (крокус), мел, гипс, диатомит.
Контрольные вопросы
1. Перечислите виды природных восков.
2. Как подразделяются стоматологические воски по назначению?
3. Какие требования предъявляются к формовочным материалам?
4. Какова практическая значимость гигроскопического или термического расширения формовочных материалов?
5. Перечислите основные свойства абразивов.
Виды абразивных материалов
Из всех видов абразивных материалов алмаз и кубический нитрид бора обладают наибольшей твердостью. Ниже приведена средняя микротвердость алмаза, кубического нитрида бора, а также инструментальных и конструкционных материалов (в МН/м2 при 20° С): алмаз — 98 000; кубический нитрид бора — 91 000; карбид бора — 39 000; карбид кремния — 29 000; электрокорунд — 19 800; твердый сплав ВК8-17500; сплав ЦМ332 — 12 000; сталь Р18-4 900; сталь ХВГ — 4500; сталь 50-1960.
С повышением температуры твердость материалов снижается. Так например, при нагреве электрокорунда от 20 до 1000 °С его микротвердость снижается от 19 800 до 5880 МН/м2
В качестве абразивов используют минералы естественного и искусственного происхождения: алмазы; кубический нитрид бора, встречающийся под названиями эльбор, кубаиит, боразон, карбид бора и карбид кремния; электрокорунды белый, нормальный и легированный хромом и титаном и др. Условно относятся к этой группе «мягкие» абразивные материалы: крокус, окись хрома, диатомит, трепел, венская известь, тальк и др. В производственной практике гидрополирования в качестве абразива используют вибротела — отходы кирпича, стекольной и керамической промышленности, косточки плодовых фруктов.
Естественный алмаз — минерал, состоящий из одного химического элемента — углерода. Встречается в виде небольших кристаллов различной формы от 0,005 до нескольких карат (карат равен 0,2 г). Алмазы бывают бесцветные или окрашенные в различные тона: желтые, темно-зеленые, серые, черные, фиолетовые, красные, голубые и др. Алмаз является наиболее твердым минералом.
Высокая твердость обеспечивает алмазному зерну весьма высокие режущие свойства, способность разрушать поверхностные слои твердых металлов и неметаллов. Прочность алмаза на изгиб невысокая. Одним из существенных недостатков алмаза является сравнительно низкая температурная устойчивость. Это значит, что при высоких температурах алмаз превращается в графит, такое превращение начинается в обычных условиях при температуре близкой к 800 °С.
Искусственный (синтетический) алмаз. Синтетические алмазы получают из графита при высоких давлениях и высокой температуре. Они имеют те же физические и химические свойства, что и природные алмазы.
Кубический нитрид бора. (КНБ) — сверхтвердый материал, впервые синтезированный в 1957г, содержит 43,6% бора и 56,4% азота. Кристаллическая решетка КНБ является алмазоподобной, т.е. она имеет такое же строение, как и решетка алмаза, но содержит атомы бора и азота. Параметры кристаллической решетки КНБ несколько большие, чем решетки алмаза; сказанным, а также меньшей валентностью атомов, образующих решетку КНБ, объясняется его несколько меньшая твердость в сравнении с алмазом.
Кристаллы кубического нитрида бора имеют теплостойкость до 1200° С , что является одним из главных достоинств по сравнению с алмазом. Эти кристаллы получают путем синтеза гексагонального нитрида бора при наличии растворителя (катализатора) в специальных контейнерах на гидравлических прессах, обеспечивающих требуемое высокое давление (порядка 300-980 МН/м2) и высокую температуру (около 2000 °С).
В отличие от алмаза, кубический нитрид бора нейтрален к железу и не вступает с ним в химическое взаимодействие. Высокая твердость, термостойкость и нейтральность к железу, сделали кубический нитрид бора весьма перспективным сверхтвердым материалом для обработки различных железосодержащих сплавов (легированных сталей и др.) обеспечивающим резкое снижение адгезионного и диффузионного износа инструмента (по сравнению с алмазным).
Из кубического нитрида бора приготавливаются шлифпорошки и микропорошки, из которых изготовляют абразивно-доводочные и полировальные пасты (пасты «Эльбора», пасты «Кубонита»).
Карбид бора представляет собой соединение бора с углеродом. Твердость и абразивная способность зерен карбида бора ниже твердости алмазов и зерен из КНБ, но выше зерен из электрокорунда и карбида кремния. Карбид бора используется в порошках и пастах для доводки изделий из твердых материалов. Практикой установлено, что карбид бора, рационально применять для притирки точных конических и фасонных поверхностей.
Электрокорунды, куда входят электрокорунд белый, электрокорунд нормальный и электрокорунд с присадкой хрома — электрокорунд хромистый, с присадкой титана — электрокорунд титанистый и др.
Благодаря высокой твердости, прочности и острым краям зерна, электрокорунд белый интенсивно снимает слой металла с поверхностей закаленных, цементированных и азотированных сталей. Электрокорунд белый используют для приготовления абразивно-доводочных абразивных материалов.
Электрокорунд хромистый имеет розовую окраску, обладает постоянством физико-механических свойств и высоким содержанием монокристаллов. Форма зерен преимущественно изометрическая. При осуществлении окончательной операции замечено, что электрокорунд хромистый заметно улучшает светоотражательную способность обработанных поверхностей.
Электрокорунд титанистый близок к электрокорунду нормальному, но отличается от последнего большим постоянством свойств. Присадки титана увеличивают вязкость абразивного материала.
Электрокорунд нормальный — искусственный абразивный материал, имеющий высокую твердость (ниже алмазов, зерен КНБ и карбида бора), применяется при приготовлении полировальных паст.
Карбид кремния представляет собой химическое соединение углерода с кремнием. В зависимости от содержания примесей, карбид кремния бывает двух марок: зеленый, содержащий не менее 97% карбида кремния, и черный, в котором карбида кремния — 95-97%.
Зеленый карбид кремния по сравнению с черным более хрупок. Возможно, что это и определяет превосходство зеленого карбида кремния над черным при обработке твердых и сверхтвердых материалов. Абразивная способность зеленого карбида кремния примерно на 20% выше, чем черного.
Естественный корунд представляет собой горную породу, состоящую в основном из кристаллической окиси алюминия. В лучших образцах корунда содержится до 95% окиси алюминия. Цвет корунда различный: розовый, бурый, синий, серый и др. Корунд более вязок и менее хрупок, чем наждак, и обладает большей твердостью. Корунд широко применяют в виде порошков и микропорошков; он входит в состав абразивных смесей, используемых при доводке и полировке, а также чистке поверхности.
Наждак представляет собой горную породу, содержащую до 60% кристаллической окиси алюминия (глинозема). Этот вид абразивного материала черного или черно-серого цвета. Вследствие значительного содержания примесей, по абразивной способности наждак уступает корунду. Наждак идет на изготовление абразивно-доводочных материалов.
Окись хрома представляет собой порошок темно-зеленого цвета. В виде порошков используется для приготовления мягких полировальных паст, применяющихся при тонкой обработке стальных деталей и деталей из цветных металлов и неметаллов (например, полировальная паста ГОИ).
Окись алюминия (глинозем) представляет собой порошок белого цвета, полученный прокаливанием окиси алюминия с примесью других веществ. Размолотый, промытый и хорошо отшлифованный порошок просушивают. Окись алюминия в виде порошков идет для приготовления тонких паст, используемых для обработки стальных, чугунных деталей, а также деталей из стекла и пластмасс.
Крокус в основном состоит из окиси железа (до 75-97%), является очень тонким полирующим технологическим материалом, используется при полировании оптических стекол и благородных металлов.
Диатомит (кизельгур, инфузорная земля) очень легкая осадочная порода, которая состоит главным образом из кремнезема в виде частично или полностью сохранившихся скелетов макроскопических водорослей — диатомей. Хорошие сорта диатомитов содержат 80% и более кремневой кислоты, имеющие различную окраску: белую, серую, желтоватую, коричневую и зеленоватую. Для получения высококачественного диатомита его размалывают, отмачивают, сушат и обжигают.
Трепел состоит в основном из кремниевой кислоты, часто встречается вместе с диатомитом и весьма схож с ним, но отличается тем, что интенсивно поглощает влагу. Трепел различают по окраске: золотистый, серебристый, белый, желтый, серый, красный и т.п. Для получения высококачественного мелкозернистого трепела его, как и диатомит, подвергают перемалыванию, обогащению и обработке.
Технический мел представляет собой порошкообразный продукт, который получают из природного известняка или мела. Он состоит в основном из мельчайших аморфных частиц углекислого кальция. При химическом способе мел получают осаждением при насыщении известкового молока углекислым газом или смешением растворов хлористого кальция с углекислым натрием. Мел бывает комовой и молотый, а в зависимости от физико-химических свойств разделяется на три марки (А, Б, В). Мел используют для приготовления полировальных материалов по обработке благородных, а также цветных металлов и их сплавов.
Венская известь состоит из окиси кальция с небольшими примесями окиси магния, окиси железа и другими, приготавливается из отборной извести и доломита, очищенных от примесей глины и песка. Количество примесей в этом виде абразивного материала не должно превышать 5,5%, а содержание влаги и углекислоты должно быть не более 2%. Для полирования берут средние слои прокаленного известняка, который измельчают и просеивают. Отдельные мягкие куски используют для нанесения глянца. Венскую известь используют также в качестве основного твердого составляющего при приготовлении полировальных паст. Венская известь, поглощающая влагу и углекислый газ, превращается в пушонку, не обладающую никакими полирующими свойствами. Чтобы избежать этого, венскую известь упаковывают в герметичную тару.
Тальк представляет собой минерал вторичного происхождения из силикатов магнезии, который встречается в виде волокнистых агрегатов или шестиугольных листочков. Тальк очень мягкий абразив, который применяется при полировании гальванических покрытий.
Типы и материалы абразива
Абразивыбывают разных материалов, и каждый из них имеет свои достоинства и области применения для определенных типов шлифования. Выбор правильного типа для проекта может сбивать с толку. Но, немного разбираясь в свойствах каждого из них, вы можете по крайней мере принять обоснованное решение.
Вот некоторые свойства, которые следует учитывать при выборе наждачной бумаги: />
- Рыхлость — означает, что зерна наждачной бумаги разрушаются, открывая свежие режущие кромки по мере износа наждачной бумаги.Свежие режущие кромки помогают наждачной бумаге оставаться острой и дольше прорезать больше материала.
- Зернистость — Зернистость означает размер частиц абразивного материала на носителе. Более крупнозернистый материал используется для более быстрого снятия большего количества материала, а более мелкий используется для сглаживания готовой детали.
- Открытое и закрытое покрытие :
- Открытое покрытие — Большинство наждачных бумаг для обработки дерева имеют открытое покрытие, что означает, что абразивные зерна покрывают только 40-70% материала основы.Пространство между зернами дает место опилкам, чтобы бумага не забивалась. Open-Coat лучше, когда требуется менее агрессивное шлифование. Она держится дольше, чем наждачная бумага с закрытым покрытием. Наждачная бумага Open-Coat хороша для шлифования смолистых пород древесины мягких пород, таких как белая и желтая сосна, а также мягких материалов, таких как краски для грунтовки и финишного покрытия.
- Closed-Coat — Абразивные зерна покрывают 95-100% поверхности основы. Closed-Coat создает более равномерный рисунок царапин, но забивается быстрее, чем Open-Coat.Это хороший выбор для шлифования поверхностей и твердых пород дерева, таких как дуб или клен. Он обеспечивает более агрессивное шлифование и удаляет материал быстрее, чем Open-Coat.
- Материал основы :
- Ткань — Тканевая основа используется на шлифовальных дисках и ремнях. Ткань — самый жесткий и наименее плоский материал основы для абразивов. Он будет производить самый грубый и быстрый срез. Ткань бывает двух сортов: J — легкая и X — тяжелая и менее гибкая.Ткань бывает разной степени из этих двух сортов: JF, J, XF, X, YX и YY. JF — X — более легкие и гибкие из всех марок.
- Бумага — Бумажная основа не такая жесткая, как тканевая, но более плоская. Он бывает классов A, C, D, E и F, где A — самый легкий и гибкий, а F — самый тяжелый и прочный. Бумажная основа обычно используется на листовых абразивных материалах. Чем жестче бумага, тем меньше абразивных материалов будет отклоняться при резке.Они будут резать глубже и быстрее. Более мягкие основы позволят абразивам больше отклоняться, оставляя легкие царапины и делая поверхность гладкой.
- Пленка — Полиэфирная пленка, в том числе майлар, по внешнему виду напоминает пластик. Они очень плоские, прочные и довольно жесткие. Пленочная основа очень гладкая и ровная, в отличие от бумажной основы, которая состоит из волокон и имеет неровную форму. Абразивные материалы на пленочной основе обеспечивают наиболее стабильный равномерный рез и более высокую скорость, чем абразивные материалы на бумажной основе.
| Материал | Форма | Цена | Форма зерна | Рыхлость | Прочность | Предлагаемое использование | Форматы | Комментарии |
|---|---|---|---|---|---|---|---|---|
| Керамика; Глинозем Цирконий | Произведенное, синтетическое | $$$ | Разнообразие форм: от блоков до тяжелых клиньев и чешуек.Более однородный по структуре, чем АО или ЗО. | Не рыхлое | Лучшая долговечность, чем у AO. Чрезвычайно прочный, острый и долговечный. Очень агрессивен. | Лучше всего подходит для быстрого удаления материала при деревообработке. Лучший выбор для раскряжевки заготовок, черновой обработки, удаления отделки и выравнивания неровных досок. | Обычно предлагается в виде лент и дисков из крупнозернистой ткани. | Они не рыхлые и не обновляют режущие кромки при шлифовании древесины.Не тускнеет быстро. Глинозем Цирконий, прочный сплав оксида алюминия и оксида циркония, на самом деле является керамическим абразивом. |
| Оксид алюминия (АО) | Произведенное, синтетическое | $ | Блочный | Рыхлое | Чрезвычайно прочный и долгий срок хранения. | Хорошо подходит для голого дерева, окрашенных поверхностей и металла. Может использоваться в сочетании с карбидом кремния при работе с деревом. | Чаще встречается в крупной крупе. | Наиболее часто используемое в промышленности зерно. Самый экономичный. Один из лучших абразивов общего назначения для деревообработки. Доступны разные марки:
|
| Карбид кремния (SC) | Произведенное, синтетическое | $ | Игольчатые зерна, напоминающие осколки битого стекла | Очень рыхлый | Менее прочный, поскольку он хрупкий и имеет более узкую форму, которая быстро изнашивается. Очень снисходительно. | SC слишком хрупкий для шлифования голой древесины, но из-за своей хрупкости он отлично подходит для более тонкого шлифования. Может использоваться в сочетании с оксидом алюминия при работе с деревом.Хорошо удаляет краску. Отлично подходит для выравнивания поверхности между слоями и для стирания пленок, таких как лак и шеллак. Лучше, чем AO, для резки твердых материалов, таких как отделка, краска, пластик, стекло, стекловолокно и металл. | Чаще всего встречается с мелким зерном, а не с крупным. | Быстрая резка и формирование однородного рисунка царапин. Почти всегда на водонепроницаемой бумаге. Можно мыть и использовать повторно. |
| Гранат | Натуральный | $$ | Блочный по форме | Не рыхлый | Очень быстро тускнеет, но имеет тенденцию создавать более гладкую поверхность на дереве, чем AO той же зернистости. | Дает самую гладкую поверхность из всех абразивов. Хорошо подходит для окончательного шлифования деревянных поверхностей. Благодаря мягкости на нем не остаются царапины, похожие на косички, в отличие от AO. Пигментированная морилка предпочитает шлифованную гранатом поверхность. | Окончательное шлифование. | Единственный природный материал, до сих пор широко используемый в деревообработке. |
| Флинт | Натуральный | $ | Не очень прочный. | Ограниченная режущая способность. | Наждачная бумага | наждачная бумага Classic tan. | ||
| Диоксид циркония (ZO), оксид циркония | Произведенное, синтетическое | $$$ | Очень и очень сложно. В шаге или двух от Даймонда. Более жесткие, чем розово-коричневый АО. | Идеально подходит для шлифования очень твердых и сухих пород древесины благодаря чрезвычайно устойчивой к абразивной обработке зернистости ZO. Хорошо подходит для обработки и шлифования под высоким давлением. Лучше всего подходит для шлифования и чистовой обработки стали. | Цирконий — синтетический алмаз. Сложен для эффективного измельчения прокатной окалины при работе с металлом. | |||
| Оксид церия (CO) | Произведенное, синтетическое | $$$ | Лучший материал для очень тонкой полировки и полировки стекла. | |||||
| Trizact (от 3М) | Произведенное, синтетическое | $$$$ | Пирамиды точной формы из минерала микронного класса | Рыхлое | Благодаря своей рыхлости срок службы диска увеличивается до 10 раз по сравнению с обычной наждачной бумагой. | Используется для прецизионной полировки, обработки деталей и отделки. Используется в автомобильной промышленности для полировки мелких царапин от лаков для автомобилей. | Диски | Используется, когда требуется высокий уровень глянца. Для достижения желаемого результата используйте влажный. |
Оксид алюминия (АО) и карбид кремния (SC) — две наиболее широко используемые формы наждачной бумаги в деревообрабатывающей промышленности благодаря их универсальности, доступности и стабильной производительности.
Ссылки ->
<- Вернуться в набор инструментов Express Eddie's Resource
Абразивные материалы | Статья об абразивных материалах по The Free Dictionary
материалы высокой твердости для обработки металлов, керамики, горных пород, минералов, стекла, дерева, кожи, резины и т.п. Искусственные абразивы (электрокорунд, карбид кремния, карбид бора, монокорунд, синтетические алмазы и др.) Используются с конца прошлого века, а природные абразивы (кремень, наждак, гранат, пемза, корунд, алмазы) — использовались с более ранних времен.
Основными характеристиками абразивов являются твердость, прочность и пластичность; форма абразивного зерна; абразивная сила; и зернистость (размер зерна). Твердость абразивов определяется (в меганьютонах [МН] на м 2 ) путем вдавливания алмазной пирамиды в поверхность исследуемого материала (например, 11,000–11,300 МН / м 2 для кварца, 18,000– 24 000 для электрокорунда, 84 250–100 000 для алмаза). Твердость также определяется в килограммах-силе (кгс) на мм 2 (кгс / мм 2 ≈ 10 МН / м 2 ).По мере увеличения твердости абразивов повышается сопротивление силам резания. Прочность абразивов на сжатие в несколько раз превышает их прочность на изгиб и разрыв. Прочность на разрыв и сжатие абразивов снижается с повышением температуры шлифования. Абразивное зерно обычно представляет собой кристаллический фрагмент (кристаллит), реже монокристалл или агрегат, состоящий из ряда мелких кристаллов (поликристаллов). Режущая кромка зерна — это сторона, образованная любой парой пересекающихся кристаллографических плоскостей.Зерно может иметь примерно одинаковую высоту, ширину и толщину (изометрическую форму) или может иметь форму гладкой (мечеподобной) или табличной формы. Форма определяется типом абразива и степенью измельчения исходного зерна. Изометрическая форма зерна или некоторая форма, близкая к ней, является эффективной, поскольку каждое зерно действует как резак. Самая популярная форма — игольчатая (игольчатая). Зерно имеет несколько граней, образующих вершины с углами от 30 ° до 130 °, с радиусами кривизны зерен от 200 до 4 мкм.Углы и радиусы кривизны у зерен синтетического алмаза меньше, чем у зерен природного алмаза, так что можно производить более мелкую стружку. Термин абразивная способность — это мера массы материала, удаляемого шлифованием до того, как зерна затупятся. Абразивы располагаются в порядке их абразивной способности: алмаз, кубический нитрид бора, карбид кремния, монокорунд, электрокорунд, наждак, кремень. Сила абразива зависит от формы шлифуемого материала, условий шлифования, а также от пластичности и прочности зерен.Чем меньше примесей присутствует в абразивных материалах, тем выше будет абразивная сила. Зернистость или размер зерен описывает размер и однородность абразивных зерен; он определяется путем классификации зерен по их линейным размерам методом ситового анализа, путем осаждения в жидкости или каким-либо другим методом. Размер зерна устанавливается в соответствии с линейными размерами зерна основной фракции ячеек. Чем однороднее абразивные зерна по форме и размеру, тем лучше их рабочие качества.Абразивная зернистость регулируется стандартами. Обработка абразивами характеризуется одновременным участием в процессе резания большого количества случайно расположенных режущих граней зерен. Твердость и прочность абразивного инструмента позволяет использовать высокие скорости резания, которые в сочетании с большим количеством одновременно работающих лезвий позволяют снимать довольно большой объем материала. С другой стороны, абразивные материалы можно использовать при высокоточной механической обработке, например при чистовой обработке.
Абразивы используются в виде зерен, связанных вместе в инструментах различной формы и дизайна, или наносятся на гибкую основу (ткань, бумага и т. Д.) В виде абразивной ткани. Они также могут использоваться в несвязанном состоянии в виде порошков, паст или суспензий.
СПИСОК ЛИТЕРАТУРЫ
Каменцев М.В. Искусственные абразивные материалы . Москва, 1950.Филоненко Н.Е., Лавров И.В. Петрография искусственных абразивов . Москва-Ленинград, 1958.
Ипполитов Г. М. Абразивные инструменты и их эксплуатация . Москва, 1959.
Большая Советская Энциклопедия, 3-е издание (1970-1979). © 2010 The Gale Group, Inc. Все права защищены.
Абразивные материалы, изображения, фотографии и векторные изображения
В настоящее время вы используете более старую версию браузера, и ваша работа может быть не оптимальной. Пожалуйста, подумайте об обновлении. Учить больше. ImagesImages homeCurated collectionsPhotosVectorsOffset ImagesCategoriesAbstractAnimals / WildlifeThe ArtsBackgrounds / TexturesBeauty / FashionBuildings / LandmarksBusiness / FinanceCelebritiesEditorialEducationFood и DrinkHealthcare / MedicalHolidaysIllustrations / Clip-ArtIndustrialInteriorsMiscellaneousNatureObjectsParks / OutdoorPeopleReligionScienceSigns / SymbolsSports / RecreationTechnologyTransportationVectorsVintageAll categoriesFootageFootage homeCurated collectionsShutterstock SelectShutterstock ElementsCategoriesAnimals / WildlifeBuildings / LandmarksBackgrounds / TexturesBusiness / FinanceEducationFood и DrinkHealth CareHolidaysObjectsIndustrialArtNaturePeopleReligionScienceTechnologySigns / SymbolsSports / RecreationTransportationEditorialAll categoriesEditorialEditorial главнаяРазвлеченияНовостиРоялтиСпортМузыкаМузыка домойПремиумBeatИнструментыShutterstock EditorМобильные приложенияПлагиныИзменение размера изображенияКонвертер файловСоздатель коллажейЦветовые схемыБлог Главная страница блогаДизайнВидеоКонтроллерНовостиPremiumBeat blogEnterpriseЦена ing
Войти
Зарегистрироваться
Меню
ФильтрыОчистить всеВсе изображения- Все изображения
- Фото
- Векторы
- Иллюстрации
- Редакция
- Кадры
- Музыка
это абразивный материал… Что такое абразивный материал?
абразивный материал — существительное вещество, которое истирает или изнашивается • Синоним: ↑ абразив, ↑ абразив • Производные формы: ↑ абразивный (для: ↑ абразивный), ↑ абразивный (для: ↑… Полезный английский словарь
Абразивный материал — Абразив — это материал, часто минеральный, который используется для придания формы или отделки заготовки посредством трения, что приводит к износу части заготовки. При отделке материала часто требуется полировка для получения гладкой, отражающей поверхности… Wikipedia
абразив — абразивный, совет.абразивность, n. / euh bray siv, ziv /, n. 1. любой материал или вещество, используемые для шлифовки, полировки и т. Д., Например, наждак, пемза или наждачная бумага. прил. 2. склонность к истиранию; вызывая истирание; истирание. 3. имеет тенденцию раздражать или вызывать недомогание…… Универсал
Абразивоструйная очистка — Пескоструйная обработка каменной стены Компрессор с дизельным двигателем, используемый в качестве источника воздуха для пескоструйной обработки… Wikipedia
Абразивно-струйная обработка — О процессе, в котором в качестве носителя используется вода, см. Водоструйный резак.Абразивно-струйная обработка (AJM), также известная как абразивная микроструйная обработка, карандашная струйная обработка и микроабразивная струйная обработка, [1] — это процесс абразивно-струйной обработки с использованием абразивов… Wikipedia
Свойства материала алмаза — В этой статье рассматриваются свойства материала алмаза. Для более широкого обсуждения алмазов см алмаз. Чтобы узнать о других значениях слова алмаз, см. Алмаз (значения). Алмаз Восьмигранный кристалл алмаза в матрице Gener… Wikipedia
абразивная бумага — существительное Абразивный материал, полученный путем приклеивания зерен грубого абразива к поверхности ткани или бумаги.Синхронизация: наждачная бумага… Викисловарь
абразивный диск — существительное диск из абразивного материала, который вращается в инструменте, таком как шлифовальный станок… Викисловарь
абразивная полоса — полоса из льняной или полимерной пленки, имеющая абразивный материал, такой как диоксид кремния или гранат, связанный с одной стороной; используется для полировки и контурирования проксимальной поверхности зуба или протеза… Медицинский словарь
Абразивная обработка — это производственный процесс, при котором материал удаляется с заготовки с использованием множества мелких абразивных частиц.Общие примеры включают шлифование, хонингование и полировку. Абразивные процессы, как правило, дороги, но позволяют более плотно…… Wikipedia
абразивный — твердое зерно, используемое для шлифования или шлифования. Обычно это порошкообразная форма, используемая для удаления материала царапанием и шлифовкой, например, порошок карбида кремния (карборунд). Также см. Связанный абразивный материал с покрытием Абразивный нетканый абразив… Словарь автомобильных терминов
Абразивов | Нортон Абразивы | Соединенное Королевство
Saint-Gobain Абразивные материалыen
Объединенное Королевство- Наши продукты
- Сделай сам
- Профессионалов
- Дистрибьюторы
- Ресурсы
Абразивы | Нортон Абразивы
Saint-Gobain Абразивные материалы myABRASIVESen
США и Канада- Наши продукты
- Отрасли
- Партнерские отношения
- Ресурсы