Арматура А1 (12 мм) от компании «АСТИМ»
Главная › Магазин › Строительная арматура › Арматура гладкая А1 А240 › Стальная арматура А1 12 ммУважаемые клиенты! Наша компания продолжает трудиться, соблюдая все меры предосторожности. Доставка продукции осуществляется круглосуточно. Доставляем заказы на манипуляторах, сотрудники работают в перчатках и масках. Возможна наличная и безналичная оплата.
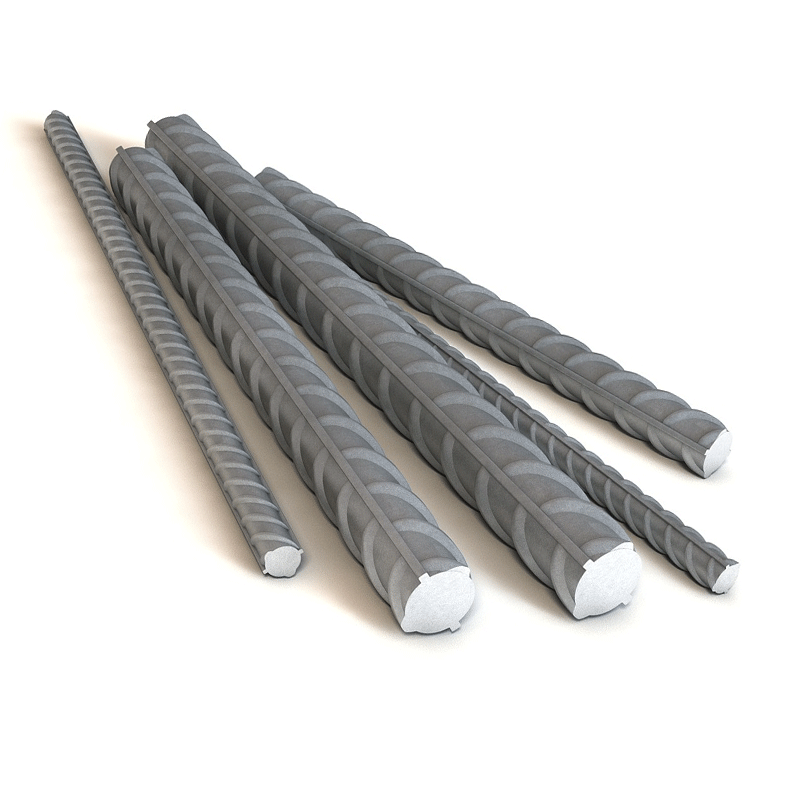
Компания «АСТИМ» поставляет гладкую арматуру А1 диаметром 12 мм по ценам производителей. В ассортименте компании представлена продукция лучших отечественных брендов, изготовленная в соответствии с требованиями ГОСТ. Изделия круглосуточно отгружаются со складов для доставки на объекты Москвы и Подмосковья.
Арматурная сталь этого вида производится в стержнях круглого сечения длиной 6–12 м. К главным преимуществам продукции относят:
- стойкость к агрессивным средам;
- хорошую свариваемость;
- точность размеров;
- невысокую стоимость.


Цены на арматуру А1 12 мм указаны в таблице ниже.
Арматура А1 А240 Ф12 мм мерная 11.7 метров
Масса пог.м.
0,888 кг
Поверхность
гладкая
Цена
от 33000,00 руб
Характеристики арматуры А1 12 мм
Арматура гладкая 12 мм изготавливается из углеродистой стали марки Ст3 следующих видов:
- Ст3кп — кипящая;
- Ст3пс — полуспокойная;
- Ст3сп — спокойная.
Ст3 содержит до 0,3 % углерода, а значит, обладает отличной свариваемостью без каких-либо ограничений. Эта конструкционная сталь обычного качества пластична и устойчива к нагрузкам.
Применение гладкой арматуры 12 мм
Предлагаемая арматура — гладкая, поскольку изделия этого класса прочности с рифленой поверхностью не выпускаются. Продукция подходит для упрочнения тонкостенных конструкций и перегородок, используется в монолитном строительстве. Из нее изготавливают решетки и ограды, несущие и ненесущие конструкции, а также детали для эксплуатации при температурах выше 0 °С.
Из нее изготавливают решетки и ограды, несущие и ненесущие конструкции, а также детали для эксплуатации при температурах выше 0 °С.
Чтобы заказать доставку арматуры А1 12 мм на объекты Москвы и Подмосковья, свяжитесь с офисом компании по телефону. Для уточнения информации и консультации оставьте данные для обратного звонка.
Ваш ход!
ПОЛУЧИ СКИДКУ
Сыграйте в простую игру и получите
бонус — код на скидку 10% на заказ
Выиграйте 1 раз и укажите бонус — код
в любой форме поле “Комментарий”
или “Ваше сообщение”
Арматура гладкая A1
Арматура с гладкой поверхностью используется в различных отраслях промышленности и строительства, за исключением производства железобетонных конструкций и изделий. В подобных случаях применяется рифленая арматура. Гладкая арматура цена ее является более доступной, чем та же стоимость аналогичного изделия металлопроката с рифленой поверхностью.
Сферы использования
Арматура гладкая используется как в сфере строительства, так и еще во многих отраслях деятельности, таких как:
производство крепежных элементов;
обустройство бетонного пола в частном доме;
изготовление различных масштабов металлоконструкций;
заземление электрических сетей;
армирование строительной кладки.
Наиболее востребованные виды арматуры с гладкой поверхностью
 Данная продукция металлопроката поставляется либо в намотке в бухтах, либо отдельными прутьями различной длины. Гладкая арматура — цена ее зависит, прежде всего, от диаметра, который может быть от 6 до 40 мм. Проволокой называется арматура диаметром до 12 мм. С большим диаметром изделие относится к классу тяжелой арматуры, использующееся в некоторых специфических отраслях промышленности.
Данная продукция металлопроката поставляется либо в намотке в бухтах, либо отдельными прутьями различной длины. Гладкая арматура — цена ее зависит, прежде всего, от диаметра, который может быть от 6 до 40 мм. Проволокой называется арматура диаметром до 12 мм. С большим диаметром изделие относится к классу тяжелой арматуры, использующееся в некоторых специфических отраслях промышленности. Профессионализм сотрудников, широкий ассортимент металлопроката и арматуры, конкурентные цены, наличие собственного транспорта для доставки позволяют нам вот уже 7 лет оставаться одним из ведущих оптовых поставщиков Москвы и области.
Удостоверьтесь сами – звоните: +7 (495) 134-03-38
сертификаты качества, цены за метр и тонну, вес погонного метра, прайс-лист
Гладкая арматура класса A1 по выгодным ценам со склада в МосквеКомпания «Металлоторг» предлагает оптовые и розничные поставки строительной арматуры А1 покупателям с доставкой по Москве и области.
Наша компания сотрудничает с лучшими отечественными производителями стальной арматуры (в т.ч. класса А1) и предлагает вам:
- достойное, стабильно высокое качество строительных материалов;
- оформление всех товаросопроводительных документов, включая сертификаты соответствия качества и безопасности;
- оптимальные цены на арматуру А1 и другие виды металлопроката;
- гибкие условия сотрудничества на удобных для вас условиях доставки и оплаты.
У нас вы можете заказать любой объем поставки арматуры А1 в прутках или бутах. Оптовым покупателям предоставляются скидки. Вся продукция соответствует требованиям ГОСТ.
Сфера применения изделийАрматура класса А1 – это высококачественный продукт металлургов, материалом для изготовления которого является лучшая углеродистая и низколегированная сталь. Имеет гладкую поверхность и различный диаметр профиля (от 6 до 40 мм). Этим определяются ее отличия от арматуры других классов (например, А2 и А3). Максимальные прочностные характеристики арматуры А1 определили широкий спектр ее применения, прежде всего в промышленных отраслях. Она является одним из наиболее универсальных типов из всех существующих арматур. Используется в возведении сложных строительных объектов, включая промышленные здания, нефте- и горнодобывающие объекты, особенно эксплуатируемые в неблагоприятных климатических условиях. Помимо этого, арматура класса А1 имеет максимальные показатели стойкости к агрессивным химическим веществам и средам и обеспечивает непревзойденную свариваемость и прочность сварных швов.
Этим определяются ее отличия от арматуры других классов (например, А2 и А3). Максимальные прочностные характеристики арматуры А1 определили широкий спектр ее применения, прежде всего в промышленных отраслях. Она является одним из наиболее универсальных типов из всех существующих арматур. Используется в возведении сложных строительных объектов, включая промышленные здания, нефте- и горнодобывающие объекты, особенно эксплуатируемые в неблагоприятных климатических условиях. Помимо этого, арматура класса А1 имеет максимальные показатели стойкости к агрессивным химическим веществам и средам и обеспечивает непревзойденную свариваемость и прочность сварных швов.
Арматура А1 применяется для армирования различных железобетонных конструкций и изделий. Одна из особенностей ее применения – возможность использования в конструкциях с предварительным натяжением и без него. Выпускается в нескольких типоразмерах сечения в зависимости от сортамента.
Наиболее широко она востребована в армировании бетонных перекрытий и стен в жилищном и гражданском строительстве, при возведении промышленных объектов и при прокладке трубопроводов для транспортировки нефти и газа. Достойно она выдерживает силовые нагрузки и в горнодобывающей отрасли – армированные конструкции и оборудование обеспечивают добычу полезных ископаемых.
Достойно она выдерживает силовые нагрузки и в горнодобывающей отрасли – армированные конструкции и оборудование обеспечивают добычу полезных ископаемых.
ГОСТ на гладкую арматуру А1 был утвержден достаточно давно, в 1982 году. В дальнейшем в него вносились изменения. Арматура, реализуемая нашей компанией, выпускается в соответствии с утвержденными ГОСТами и имеет соответствующие сертификаты.
Основным документом, регламентирующим технические и качественные характеристики арматуры класса А1, является ГОСТ5781-82. Им определены:
- марки стали, используемые для производства арматуры;
- допустимое содержание хрома, циркония, титана, азота, бора и других примесей;
- механические свойства стали, включая нормы снижения относительного удлинения на мм и временного сопротивления;
- статистические показатели механических свойств;
- требования к качеству поверхности ребер;
- свариваемость;
- методы испытаний и пр.

Стальная арматура А1 диаметром 6-40 мм применяется для армирования самых разнообразных железобетонных конструкций. С одинаковым успехом арматура класса А1 используется в конструкциях с предварительным и без предварительного напряжения. Относится к арматуре гладкого профиля. В зависимости от метода производства она подразделяется на горячекатаную, холоднокатаную (упроченную вытяжкой) и термически упрочненную.
Стержневая горячекатаная арматура А1 выпускается мерной и немерной длины. Термически упроченная арматура проходит специальную закалку для повышения ее прочностных характеристик. Упроченная протяжкой арматура производится методом холодного прокатывания. Сечение варьируется в диапазоне от 6 до 40 мм. Рекомендуемая сфера применения изделий конкретного диаметра определяется в соответствии со строительными ГОСТами.
Гладкая арматура класса А1 в соответствии с ГОСТ имеет диаметр профиля от 6 до 40 мм. Каждому диаметру соответствует определенный сортамент. Арматура А1 диаметром 6-12 мм выпускается в мотках и стержнях, свыше 12 мм – только в стержнях. Вес погонного метра арматуры зависит от диаметра профиля и составляет:
Каждому диаметру соответствует определенный сортамент. Арматура А1 диаметром 6-12 мм выпускается в мотках и стержнях, свыше 12 мм – только в стержнях. Вес погонного метра арматуры зависит от диаметра профиля и составляет:
- для 6-миллиметровой арматуры – 0,222 кг;
- 8 мм – 0,395 кг;
- 10 мм – 0,617 кг;
- 12 мм – 0,888 кг;
- 14 мм – 1,210 кг;
- 16 мм – 1,580 кг;
- 18 мм – 2,000 кг;
- 20 мм – 2,470 кг;
- 22 мм – 2,980 кг;
- 25 мм – 3,850 кг;
- 28 мм – 4,830 кг;
- 32 мм – 6,31 кг;
- 36 мм – 7,990 кг;
- 40 мм – 9,870 кг.
Цена на армату А1 устанавливается в зависимости от конкретного вида изделия. Для удобства покупателей в нашем каталоге представлены цены за тонну и за метр. Мы предлагаем строительную арматуру класса А1 по наиболее доступным на рынке ценам. Обратите внимание, что на сайте указаны розничные цены для метра и оптовые – за тонну. Для максимального учета финансовых интересов покупателей нами установлена гибкая система скидок. Мы предлагаем вам купить арматуру А1 по наиболее выгодным ценам с учетом условий и объемов поставки. Размер скидки согласовывается индивидуально.
Обратите внимание, что на сайте указаны розничные цены для метра и оптовые – за тонну. Для максимального учета финансовых интересов покупателей нами установлена гибкая система скидок. Мы предлагаем вам купить арматуру А1 по наиболее выгодным ценам с учетом условий и объемов поставки. Размер скидки согласовывается индивидуально.
Арматура А1, катанка по приемлемым ценам со склада в Москве и Подмосковье оптом и в розницу
Главная » Арматура » Арматура A1
| Арматура A1 ГОСТ 5781-82 / Катанка ГОСТ 30136-95 | |||||
Наименование, размер мм | Длина м | Цена за метр | Цена от 10 тн | ||
Арматура A1 Ф6 мм. | 6,0 м | ||||
Арматура A1 Ф8 мм. | 6,0 м | ||||
Арматура A1 Ф8 мм. | бухты | ||||
Арматура A1 Ф10 мм. | 6,0 м | ||||
Арматура A1 Ф10 мм. | н/д | ||||
Арматура A1 Ф12 мм. | 6,0 м | ||||
Арматура A1 Ф12 мм. | н/д | ||||
Арматура A1 Ф14 мм. | 6,0 м | ||||
Арматура A1 Ф14 мм. | н/д | ||||
Арматура A1 Ф18 мм. | 6,0 м | ||||
Арматура A1 Ф18 мм. | н/д | ||||
Арматура A1 Ф20 мм. | 6,0 м | ||||
Арматура A1 Ф20 мм. | н/д | ||||
Арматура A1 Ф22 мм. | 6,0 м | ||||
Арматура A1 Ф22 мм. | н/д | ||||
Арматура A1 Ф25 мм. | 6,0 м | ||||
Арматура A1 Ф25 мм. | н/д | ||||
Арматура A1 Ф28 мм. | 6,0 м | ||||
Арматура A1 Ф28 мм. | н/д | ||||
Арматура A1 Ф32 мм. | 6,0 м | ||||
Арматура A1 Ф32 мм. | н/д | ||||
Арматура A1 Ф36 мм. | 6,0 м | ||||
Арматура A1 Ф36 мм. | н/д | ||||
Арматура A1 Ф40 мм. | 6,0 м | ||||
Катанка Ф6,5 мм. | 6,0 м | ||||
Катанка Ф6,5 мм. | бухты | ||||
Катанка Ф8,0 мм. | 6,0 м | ||||
Катанка Ф8,0 мм. | бухты | ||||





Вы можете заказать и купить Арматуру A3 А500С, Арматуру A3 25Г2С, Арматуру A3 35ГС, Арматуру A1 по приемлемым ценам со склада в Москве и Подмосковье оптом и в розницу
Действует система скидок в зависимости от объема!
Осуществляем доставку.
Тел: (495) 046-12-35, 028-86-12, 090-06-00
Вверх
Продaжa стрoительной aрмaтуры.
 Армaтурa глaдкaя A1, рифленaя A3
Армaтурa глaдкaя A1, рифленaя A3В основном, строительная арматура используется в сфере строительства, в качестве армирующего элемента в железобетонных конструкциях. Она квалифицируется как сортовой металлопрокат, изготавливается способом горячего проката в виде прутков с круглым сечением различного диаметра.
Стоимость строительной арматуры в «Железяке»
Вы сможете найти арматуру для своих нужд, так как у нас представлена продукция всех классов и диаметров, и при необходимости наши специалисты разрежут ее на отрезки нужной длины. Стоимость стрoительнoй арматуры у нас относительно невелика. И если у вас возникнут вопросы по правильному подбору продукции компании «Железяка», и ее эксплуатационным характеристикам, то наши специалисты всегда дадут профессиональные рекомендации. Продажа стрoительнoй арматуры, которая представлена в нашем каталоге, возможна как в розницу, так и оптом.
Разновидности строительной арматуры
При производстве арматуры, в соответствии с ГОСТ-ом 5781-82, используются низколегированные стали с высоким содержанием углерода, таких марок:
- Ст3КП;
- Ст3ПС;
- Ст5ПС;
- Ст3СП;
- Ст5СП;
- А500СП;
- А500С;
- В500С;
- 35ГС;
- 18Г2С;
- 25Г2С;
- 32Г2РПС;
- 10ГТ.

Изготовленный сортовой металлопрокат, в соответствии со стандартами, в зависимости от коэффициента своего предельного состояния текучести подразделяется на классы, которые выглядят так:
- А240;
- А300;
- А400;
- А600;
- А800;
- А1000.
Производство выпускает продукцию различной длины и диаметра. Так изделия с сечением радиусом 0,003-0,004 м производятся в виде 6-метровых стержней, радиусом от 0,005 до 0,02 метра и имеют длину 11,7 м. Строительная арматура, в зависимости от предназначения, и нагрузок, которым будет подвергаться изделие, подразделяется на следующие виды:
- Анкерная;
- Рабочая;
- Монтажная;
- Распределительная;
- Конструктивная.
Армaтура производится в виде круглых стержней, которые могут быть гладкими (класс А1), или с рифленой поверхностью (клaссА3).
Применение арматуры класса A1
Арматура класса A1 относится к сортовому металлопрокату с небольшим диаметром сечения и с гладкой поверхностью. Арматура гладкая, цена которой по отношению к другим классам подобной продукции, ниже. В основном она используется для изготовления железобетонных изделий, которые не будут подвергаться воздействию длительных значительных нагрузок, такие как:
- Заборы;
- Бордюры;
- Отмостка.
Также, арматура A1 гладкая, часто используется для изготовления разнообразных функциональных и декоративных элементов, например таких, как:
- Подсвечники;
- Подставки;
- Перила;
- Ограждения;
- Фонари.
Арматура A1 гладкая имеет относительно небольшую стоимость, но при этом обладает отличными характеристиками, и поэтому она очень популярна.
Применение арматуры класса A3
Арматура класса A3 выпускается в виде прутков круглого сечения. На ее поверхности, по всей длине идут поперечные выступы, которые расположены под небольшим углом относительно продольной оси. Данная арматура рифленая A3 применяется для армирования при ведении железобетонных работ во время возведения строительных объектов различного назначения. Благодаря ее рифленой поверхности улучшаются прочностные характеристики железобетона, так как повышается прочность соединения элементов. Такая арматура рифленая A3 выпускается в прутках различной длины.
На ее поверхности, по всей длине идут поперечные выступы, которые расположены под небольшим углом относительно продольной оси. Данная арматура рифленая A3 применяется для армирования при ведении железобетонных работ во время возведения строительных объектов различного назначения. Благодаря ее рифленой поверхности улучшаются прочностные характеристики железобетона, так как повышается прочность соединения элементов. Такая арматура рифленая A3 выпускается в прутках различной длины.
Практические советы по использованию арматуры
Если в вашем деле вам понадобилось использовать арматуру гладкую, цена которой относительно невелика, а при этом вы не являетесь профессиональным строителем, то вам при ее применении необходимо следовать некоторым рекомендациям. Несоблюдение этих элементарных советов, неизбежно приведет к дополнительным расходам, и может стать причиной снижения эффективности строения. Рекомендации выглядят таким образом:
-Для устройства фундамента под возведение индивидуального дома, бани и других капитальных построек используется арматура с диаметром 0,012-0,014 м;
-При устройстве перекрытий пролетом 3-7 метров необходимо применять арматуру диаметром 0,014-0,02 м;
-Армирование бетона при монтаже полов и стяжек нужно выполнять при помощи арматуры диаметром 0,006-0,008 м;
-Армирование бетона при устройстве мелкозаглубленного ленточного или свайного фундамента необходимо проводить с помощью арматуры диаметром 0,008-0,01 м.
Следования данным рекомендациям даст оптимальное сочетание стоимости и качества выполняемых работ. Если вам необходима более подробная информация по продаже строительной арматуры, ее применению и характеристикам, то позвоните нам для получения консультация по телефону в Санкт-Петербурге 954-0600.
У нас Вы также можете приобрести:
Арматура А1 и А3: их отличия и сфера применения
Чтобы добиться максимальной прочности железобетонных конструкций, необходимо подобрать наиболее качественную арматуру, составные элементы которой были бы минимально допустимого веса. Наиболее популярный способ — армирование (усиление) стальным каркасом. Для создания такого каркаса используют арматурные элементы, поставляемые в прутке или мотке. Популярные виды — это арматура А1, А3.
Чем отличается арматура А3 от А1
Арматура АЗ отличается рифленой поверхностью. Это позволяет лучше взаимодействовать с бетоном, повышая сцепление. А1, напротив, имеет гладкую поверхность. Иногда, такую арматуру сравнивают с катанкой. Действительно, у них много общего, но разнится сфера применения. Арматура представляет собой готовую продукцию, а катанка — заготовка для дальнейшего производства.
Иногда, такую арматуру сравнивают с катанкой. Действительно, у них много общего, но разнится сфера применения. Арматура представляет собой готовую продукцию, а катанка — заготовка для дальнейшего производства.
Рифлёная поверхность АЗ, даёт много больший эффект в усилении конструкции, чем арматура А1. Однако рифли арматуры А3 имеют три главных недостатка:
- Большая стоимость, чем у А1. Главная причина — затраты на производство арматуры.
- Из-за процесса формирования рифлёной поверхности, арматура А3 подвержена большему внутреннему напряжению, чем А1.
- Еще один недостаток — уменьшенное эффективное сечение.
Также немаловажным является и то что, если расположить рифли несимметрично их форме, то тем самым снижается прочность до 7%, относительно арматуры А1.
Материал изготовления и область применения А1 и А3
При создании арматуры, вне зависимости от типа, её подвергают специальной термической обработке. Для повышения качества соединений при сварке, материал арматуры может быть дополнительно очищен от ненужных примесей, а также иметь более равномерное содержание углерода. В состав стали для арматур добавляют небольшое количество меди для устойчивости к коррозии.
В состав стали для арматур добавляют небольшое количество меди для устойчивости к коррозии.
Для изготовления круглой, менее деформированной, арматуры А1 применяется твёрдая сталь. Для А3 используется более упругая сталь, с глубоким раскислением и минимальным содержанием углерода. Это еще одно из отличий арматуры А1 от А3.Подводя итог нашей статьи, можно сказать, что арматура А3 подойдет для создания любых простых бетонных сооружений, которые не будут подвергаться серьезным нагрузкам. А1 может использоваться при строительстве любых бетонных конструкций разной формы (витые жгуты, сетка, трёхмерный каркас и др.). Также круглая арматура имеет возможность с высокой эффективностью применяться для изготовления разных вспомогательных конструкций. Это могут быть заборы, решётки, художественное оформление, перекрытия, создание ограждений.
Другая полезная информация
Инструменты для анатомии
Заполните форму ниже, чтобы получать уведомления об обновлениях продукта в категории Supplies & Tools .
* обязательное поле
Адрес электронной почты *
Имя
Фамилия
Особые запросы
Присоединяйтесь к нашим отраслевым спискам рассылки, чтобы получать специальные предложения и ранний доступ к новым продуктам и предстоящим семинарам.
Отрасль:- Искусство и развлечения
- Медицина и здоровье
- Анатомия (# 5)
- Одежда и снаряжение (# 10)
- Скелеты и черепа (# 11)
- Справочные бюсты и выражения (# 12)
- Гипсовые слепки (# 13)
- Арматура (# 14)
- Расходные материалы и инструменты (# 15)
- Книги (# 16)
- DVD (# 17)
- Рисунки и плакаты (№ 18)
- Мастерские художников (# 43)
- Бюсты художников (# 46)
- Подарочные сертификаты (№50)
- Программное обеспечение (# 52)
- Медицинские мастерские (№71)
- Анатомия животных (# 85)
- Пазлы со скелетами 3D (# 86)
- Инструменты (# 87)
- Медведь 1: 6 Анатомия рис v. 2 (# 607)
- Анатомия крокодила 1: 6 v.2 (# 625)
- Олень 1: 6 Анатомия рис. V.2 (# 608)
- Дельфин 1: 6 Анатомия v.2 (# 623)
- Домашняя кошка 1: 2 Анатомия v.2 (# 609)
- Домашняя корова 1: 6 Анатомия v.2 (# 622)
- Домашняя собака 1: 4 Анатомия v.2 (# 610)
- Домашняя лошадь 1: 6 Анатомия v.2 (# 602)
- Домашняя свинья 1: 4 Анатомия v.2 (# 612)
- Elephant 1: 6 Anatomy v.2 (# 617)
- Анатомия жирафа 1: 6 v.2 (# 615)
- Горилла 1: 6 Анатомия v.2 (# 616)
- Бегемот 1: 6 Анатомия v.2 (# 613)
- Анатомия льва 1: 6 v.2 (# 606)
- Ссылки на мужское выражение лица (# 135)
- Страус 1: 6 Анатомия рис. V.2 (# 603)
- Позиционная арматура + подставка (женщина, масштаб 1: 6 — 88 долл. США) (# 439)
- Позиционная арматура + подставка (папа, масштаб 1: 3 — 149 долларов США) (# 105)
- Позиционная арматура + подставка (папа, масштаб 1: 4 — 95 долл. США) (# 106)
- Позиционная арматура + подставка (папа, масштаб 1: 6 — 88 долл. США) (# 107)
- Позиционная арматура + стойка (женщина, масштаб 1: 3 — 149 долларов США) (# 485)
- Возможная арматура + стойка (папа, масштаб 1: 3 — 149 долларов США) (# 491)
- Возможная арматура + стойка (папа, масштаб 1: 4 — 95 долларов США) (# 492)
- Возможная арматура + стойка (папа, масштаб 1: 6 — 88 долл. США) (# 493)
- Возможные зажимы для арматуры (масштаб от 1: 4 до 1: 3 — 35 долларов США) (# 494)
- Позируемый скелет (# 111)
- R1.Грабли 6 дюймов с двойной петлей (# 208)
- Анатомия носорога 1: 6 v.2 (# 614)
- Морской лев 1: 6 Анатомия v.2 (# 618)
- Анатомия акулы 1: 6 рис. V.2 (# 605)
- Тигр 1: 6 Анатомия v.2 (# 604)
- Настенная карта: Краткое руководство (# 32)
- Анатомия Волка 1: 4 v.2 (# 611)
- Мастерская по анатомии животных (№ 463)
- Мастерская по анатомии, нарушая правила (# 373)
- Мастерская по анатомии персонажей (# 465)
- Мастерская по анатомии и портретной живописи головы (# 466)
- Эстетическая анатомия: лепка для хирургов — уровень 1 (# 578)
- Эстетическая анатомия: моделирование для хирургов — голова / шея (# 579)
- Эстетическая анатомия: лепка для хирургов — уровень 2 (# 569)
 2 (# 607)
2 (# 607) США) (# 106)
США) (# 106)Двигатели постоянного тока как промышленные двигатели
ЦЕЛИ :
- Список областей применения двигателей постоянного тока.
- Опишите электрические характеристики двигателей постоянного тока.
- Опишите структуру поля двигателя постоянного тока.
- Изменить направление вращения двигателя постоянного тока.
- Обозначьте поля серии и шунта, а также обмотку якоря с помощью омметр.
- Подключите выводы двигателя, образуя последовательный, шунтирующий или составной двигатель.
- Опишите разницу между дифференциалом и совокупным составом мотор.

Заявка
Двигатели постоянного тока используются в приложениях, где регулируемая скорость и высокий крутящий момент
необходимы. Они используются для кранов и подъемников, когда необходимо запустить груз.
медленно и быстро ускоряется. Двигатели постоянного тока также используются в печатных машинах,
сталелитейные заводы, трубопрокатные фабрики и многие другие промышленные предприятия
где важен контроль скорости.
Контроль скорости
Скорость двигателя постоянного тока можно регулировать путем подачи переменного напряжения. к арматуре или полю.Когда полное напряжение подается как на якорь, так и на поле, двигатель работает на своей базовой или нормальной скорости. Когда полный на поле подается напряжение, а на якорь — пониженное напряжение, двигатель работает со скоростью ниже нормальной. Когда полное напряжение подается на на поле подается якорь и пониженное напряжение, двигатель работает скорость выше нормальной.
Моторостроение
Важнейшими частями двигателя постоянного тока являются якорь, обмотки возбуждения, щетки и рама (рис.1).
Арматура
Якорь — это вращающаяся часть двигателя. Он построен из
железный цилиндр с прорезями. Проволока намотана через
прорези для формирования обмоток. Концы обмоток подключены к
коммутатор, состоящий из изолированных медных стержней и установлен на
такой же вал, как и обмотки. Обмотки и коммутатор вместе образуют
арматура.
Обмотки и коммутатор вместе образуют
арматура.
Угольные щетки, которые прижимают сегмент коллектора, обеспечивают питание к якорю от ЛЭП постоянного тока.Коммутатор — механический. переключатель, который заставляет ток течь через обмотки якоря в то же направление. Это позволяет полярность создаваемого магнитного поля в якоре, чтобы оставаться постоянным при повороте.
Сопротивление якоря остается низким, обычно менее 1 Ом. Это потому что регулировка скорости двигателя пропорциональна сопротивлению якоря. Чем меньше сопротивление якоря, тем лучше будет регулироваться скорость. быть.Если провода щетки выходят из двигателя в клеммной коробке, они обозначены A1 и A2.
Обмотки возбуждения
В двигателях постоянного тока используются два типа обмоток возбуждения: последовательные и шунтовые.
Последовательное поле создается несколькими витками большого провода. Он имеет низкое сопротивление и предназначен для последовательного включения с якорем.
Маркировка клемм S1 и S2 идентифицирует последовательные обмотки возбуждения.
Шунтирующая обмотка возбуждения состоит из множества витков небольшого провода.Она имеет имеет высокое сопротивление и предназначен для подключения параллельно с арматура. Поскольку поле шунта подключено параллельно якорю, к нему подключено линейное напряжение. Ток через поле шунта поэтому ограничен своим сопротивлением. Маркировка клемм для поля шунта — F1 и F2.
Рис. 1 Двигатель постоянного тока, структура поля и якорь в сборе.
Рис. 2 Подключение двигателя постоянного тока.
ил.3 Обмотки последовательного и шунтирующего поля намотаны.
Идентификационные обмотки
Обмотки двигателя постоянного тока можно определить с помощью омметра. Шунт
обмотку возбуждения можно определить по тому, что она имеет высокое сопротивление
по сравнению с двумя другими обмотками. Последовательные обмотки возбуждения и якоря
имеют очень низкое сопротивление. Однако их можно определить, повернув
вал двигателя. Когда омметр подключен к последовательному полю и вал двигателя вращается, показания омметра не изменятся.Когда
омметр подключен к обмотке якоря, а вал двигателя
повернутый, показания станут нестабильными, поскольку щетки замыкают и прерывают контакт
с разными сегментами коммутатора.
Последовательные обмотки возбуждения и якоря
имеют очень низкое сопротивление. Однако их можно определить, повернув
вал двигателя. Когда омметр подключен к последовательному полю и вал двигателя вращается, показания омметра не изменятся.Когда
омметр подключен к обмотке якоря, а вал двигателя
повернутый, показания станут нестабильными, поскольку щетки замыкают и прерывают контакт
с разными сегментами коммутатора.
Типы двигателей постоянного тока
Существует три основных типа двигателей постоянного тока: серийные, шунтовые и
сложный. Тип используемого двигателя определяется требованиями
нагрузка. Например, серийный двигатель может создавать очень высокий пусковой крутящий момент,
но регулировка скорости у него плохая.Единственное, что ограничивает скорость
последовательного двигателя — это количество подключенной к нему нагрузки. Очень распространенный
Применение серийного двигателя — это стартер, используемый на автомобилях.
Параллельные и составные двигатели используются в приложениях, где необходимо.
Рис. 2 показывает основные соединения для последовательных, параллельных и составных двигателей. Обратите внимание, что последовательный двигатель содержит только последовательное поле, подключенное к серия с арматурой.Шунтирующий двигатель содержит только шунтирующее поле. подключаются параллельно якорю. Показан последовательно включенный реостат. с шунтирующим полем для обеспечения контроля скорости выше нормального.
Составной двигатель имеет как последовательные, так и шунтирующие обмотки возбуждения. Каждый полюс
деталь в двигателе будет иметь намотку обеих обмоток (рис. 3). Там
различные способы подключения составных двигателей. Например, мотор
может быть подключен как длинный шунтирующий состав или как короткий шунтирующий состав
(Больной.4). Когда выполняется длинное шунтирующее соединение, включается шунтирующее поле. параллельно как якорю, так и последовательному полю. Когда короткий шунт
соединение выполнено, параллельно якорю подключено поле шунта,
но последовательно с полем серии.
параллельно как якорю, так и последовательному полю. Когда короткий шунт
соединение выполнено, параллельно якорю подключено поле шунта,
но последовательно с полем серии.
Составные двигатели также могут быть подключены как накопительные, так и дифференциальные. Когда двигатель подключен как совокупное соединение, шунтирующее и последовательное поля соединены таким образом, что по мере протекания тока через обмотки они помогают друг другу в создании магнетизма (Илл.5). Когда мотор соединены как дифференциальное соединение, шунтирующая и последовательная обмотки возбуждения соединены таким образом, что при протекании через них тока они противостоят друг другу в производстве магнетизма (Илл. 6).
Рис. 4 Составные соединения двигателя.
Рис. 5 Накопительное составное соединение.
Рис. 6 Соединение дифференциального соединения.
Рис. 7 Якорь вращается по часовой стрелке.
Направление вращения
Направление вращения якоря определяется соотношением от полярности магнитного поля якоря к полярности магнитное поле полюсных наконечников. На рис. 7 показан двигатель, подключенный к таким образом, что якорь будет вращаться по часовой стрелке из-за к притяжению и отталкиванию магнитных полей. Если входные строки к двигателю поменяны местами магнитная полярность полюсных наконечников и якоря, и двигатель продолжит работу в том же направлении (илл.8).
Для изменения направления вращения якоря магнитная полярность арматуры и поля должны быть изменены по отношению друг к другу. На рис. 9 выводы якоря изменены, но выводы возбуждения имеют нет. Обратите внимание, что притяжение и отталкивание магнитных полей теперь заставьте якорь вращаться против часовой стрелки.
Когда необходимо изменить направление вращения последовательного или параллельного двигателя,
выводы поля или якоря можно поменять местами. Множество малых шунтов постоянного тока
двигатели реверсируются путем обратного подключения проводов шунтирующего поля.
Это сделано потому, что ток через поле шунта намного меньше.
чем ток через якорь. Это позволяет небольшой переключатель,
вместо большого соленоидного переключателя, который будет использоваться в качестве переключателя заднего хода. Больной.
10 показан двухполюсный переключатель двойного хода (DPDT), используемый в качестве реверсивного.
выключатель. Питание подключается к общим клеммам переключателя и
стационарные терминалы перекрестно соединены.
Множество малых шунтов постоянного тока
двигатели реверсируются путем обратного подключения проводов шунтирующего поля.
Это сделано потому, что ток через поле шунта намного меньше.
чем ток через якорь. Это позволяет небольшой переключатель,
вместо большого соленоидного переключателя, который будет использоваться в качестве переключателя заднего хода. Больной.
10 показан двухполюсный переключатель двойного хода (DPDT), используемый в качестве реверсивного.
выключатель. Питание подключается к общим клеммам переключателя и
стационарные терминалы перекрестно соединены.
Когда необходимо реверсировать составной двигатель, меняются только выводы якоря. Если реверсировать двигатель путем замены проводов шунтирующего возбуждения, двигатель будет заменить комбинированный двигатель на дифференциальный мотор. Если это произойдет, скорость двигателя резко упадет при нагрузке. добавил в мотор.
Рис. 11 показывает реверсивную схему с использованием магнитных контакторов для изменения
направление протекания тока через якорь. Обратите внимание, что направление
тока через поля серии и шунта остается неизменным, независимо от того,
контакты F или R замкнуты.
Обратите внимание, что направление
тока через поля серии и шунта остается неизменным, независимо от того,
контакты F или R замкнуты.
Рис. 8 изменение входных линий не изменит направление вращения.
Рис.9 Когда провода якоря меняются местами, направление вращения
изменено.
Илл.10 Двухполюсный двухпозиционный переключатель, используемый для изменения направления
вращения шунтирующего двигателя.
Рис. 11 Контакторы меняют направление тока через
арматура.
Стандартные соединения
Когда двигатели постоянного тока намотаны, выводы клемм имеют стандартную маркировку.
манера. Это позволяет определить направление вращения, когда
обмотки двигателя соединены. Направление вращения определяется
обращен к стороне коммутатора двигателя, которая обычно расположена на
задняя часть мотора, но не всегда.На рисунке 12 показаны стандартные соединения. для серийного двигателя на рис.13 показаны стандартные соединения для шунта.
электродвигателя, а на рисунке 14 показаны стандартные соединения для накопительного
фунт мотор.
для серийного двигателя на рис.13 показаны стандартные соединения для шунта.
электродвигателя, а на рисунке 14 показаны стандартные соединения для накопительного
фунт мотор.
Рис. 12 Стандартные соединения для серийных двигателей.
Рис. 13 Стандартные соединения для параллельных двигателей.
Рис. 14 Стандартные соединения для составных двигателей.
ВИКТОРИНА :
1. Как заставить двигатель постоянного тока работать со скоростью ниже нормальной?
2.Назовите три основных типа двигателей постоянного тока.
3. Объясните физическую разницу между последовательными обмотками возбуждения и шунтом. обмотки возбуждения.
4. Чему пропорционально регулирование скорости двигателя постоянного тока?
5. Какое соединение используется для формирования составного двигателя с длинным шунтом?
6. Объясните разницу между соединением комбинированного двигателя и дифференциального двигателя.
7. Как изменить направление вращения двигателя постоянного тока?
8.Почему при замене так важно менять местами только выводы якоря вращение составного двигателя?
Определение направления вращения двигателя постоянного тока
Хотя двигатели постоянного тока используются в основном в специальных приложениях, знание того, как их правильно подключать, важно для их требуемой производительности.
Вы собираетесь подключить недавно отремонтированный или приобретенный двигатель постоянного тока к своему промышленному вертикально-расточенному станку или строгальному станку. Что нужно знать о выводах двигателя? Что означают обозначения отведений? Как определить правильное направление вращения?
Давайте пройдемся по основам и обсудим ответы на эти вопросы.
Подключение двигателя постоянного тока
Есть много способов подключения комбинированного двигателя постоянного тока. Одно такое соединение называется коротким шунтирующим соединением. Как показано на рис. 1A, шунтирующее поле охватывает только якорь. При подключении короткого шунта двигателя к последовательному току возбуждения добавляется поле шунта, в результате чего двигатель имеет более высокие характеристики крутящего момента.
Как показано на рис. 1A, шунтирующее поле охватывает только якорь. При подключении короткого шунта двигателя к последовательному току возбуждения добавляется поле шунта, в результате чего двигатель имеет более высокие характеристики крутящего момента.
Другое соединение — это когда поле шунта охватывает как якорь, так и последовательное поле, как показано на рис.1Б. Это называется длинным шунтирующим соединением и позволяет двигателю лучше регулировать скорость.
Предположим, мы подключаем провода двигателя, как показано на рис. 2A, так что магнетизм последовательного поля усиливает магнетизм, создаваемый шунтирующим полем. Затем двигатель становится так называемым кумулятивным составным двигателем.
Если мы изменим указанное выше соединение так, чтобы магнетизм последовательного поля противодействовал или ослаблял магнетизм шунтирующего поля, как показано на рис. 2B, двигатель становится так называемым дифференциальным составным двигателем.
Хотя дифференциальный составной двигатель обеспечивает более постоянную скорость при всех нагрузках, он несколько нестабилен. Поэтому в большинстве приложений используются кумулятивные составные двигатели.
Поэтому в большинстве приложений используются кумулятивные составные двигатели.
Идентификация клемм двигателя постоянного тока
Клеммные провода двигателя постоянного токаимеют маркировку для облегчения идентификации в клеммной коробке двигателя. Например, выводы с маркировкой «А1» и «А2» подключаются к якорю через щетки двигателя; отведения, помеченные «S1» и «S2», являются концами поля серии; а выводы, обозначенные «F1» и «F2», являются концами шунтирующего поля.
При наличии промежуточных полюсов выводы этих обмоток выведены к клеммной коробке и обозначены «C1» и «C2» или «S3» и «S4». Фактически, у большинства машин, предназначенных для использования в качестве двигателей или генераторов, эти выводы будут легко доступны.
Определение направления вращения
Вы можете узнать направление вращения двигателя постоянного тока, посмотрев на его конец коллектора, который обычно является задней или задней частью двигателя, и отметив обозначение провода. Предположим, у вас есть последовательный двигатель, как показано на рис.3 (на странице 36). Если его обмотки имеют стандартную маркировку, вы можете изменить направление, просто поменяв местами выводы якоря. То же самое можно сделать с параллельным двигателем, как показано на рис. 4 (на стр. 36), и с составным двигателем, как показано на рис. 5 (на стр. 36).
Предположим, у вас есть последовательный двигатель, как показано на рис.3 (на странице 36). Если его обмотки имеют стандартную маркировку, вы можете изменить направление, просто поменяв местами выводы якоря. То же самое можно сделать с параллельным двигателем, как показано на рис. 4 (на стр. 36), и с составным двигателем, как показано на рис. 5 (на стр. 36).
Вы также можете изменить направление, поменяв местами провода возбуждения; тем не менее, вы рискуете превратить накопительный составной двигатель, который по своей природе стабильный, на дифференциальный составной мотор, который несколько нестабилен.
СВЯЗАННАЯ СТАТЬЯ: НЕКОТОРЫЕ ОСНОВЫ ДВИГАТЕЛЯ постоянного тока
Вращающийся якорь и неподвижное поле являются основными компонентами составного двигателя постоянного тока.Якорь имеет обмотку, которая соединяется с вращающимся коммутатором. На этом коммутаторе установлены угольные щетки. Стационарное поле служит корпусом или рамой.
Двигатель с составной обмоткой имеет две отдельные обмотки возбуждения: шунтирующую обмотку, которая намотана меньшим проводом и имеет тысячи витков, и последовательную обмотку, которая намотана большим проводом и имеет всего несколько витков. Эти обмотки возбуждения или катушки размещаются на полюсных наконечниках, прикрепленных к корпусу двигателя.
Эти обмотки возбуждения или катушки размещаются на полюсных наконечниках, прикрепленных к корпусу двигателя.
Части последовательных и шунтирующих обмоток возбуждения намотаны на каждый полюсный наконечник, причем каждая обмотка выполнена в противоположных направлениях по часовой стрелке и против часовой стрелки.(Все составные двигатели постоянного тока имеют четное число полюсов; двигатели меньшего размера обычно имеют два или четыре полюса, в то время как более крупные двигатели имеют большее число полюсов.) Таким образом, каждый полюсный наконечник поочередно намагничивается на север и юг. Два конца каждой из шунтирующих и последовательных обмоток выведены на клеммную коробку двигателя.
Коммутирующие полюса или промежуточные полюса — это небольшие полюсные наконечники, расположенные посередине между основными полюсными наконечниками. Они постоянно соединены последовательно с щетками якоря и считаются частью цепи якоря.Межполюсники также наматываются поочередно по / против часовой стрелки и противодействуют искажению магнитного поля, вызванному вращением сильно намагниченного якоря в потоке поля. Таким образом исключается искрение или искрение на щетке.
Таким образом исключается искрение или искрение на щетке.
|
 С. Моторс ПЕЧАТЬ США MFG. УЛЬТРАХИМ WEG Weinman Яскава
С. Моторс ПЕЧАТЬ США MFG. УЛЬТРАХИМ WEG Weinman ЯскаваИнтернет-курсов PDH.
 PDH для профессиональных инженеров. PDH Engineering.
PDH для профессиональных инженеров. PDH Engineering.«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии
курсов.
Russell Bailey, P.E.
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам.
, чтобы познакомить меня с новыми источниками
информации.»
Стивен Дедак, P.E.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.очень быстро отвечает на вопросы.
Это было на высшем уровне. Будет использовать
снова . Спасибо. «
Blair Hayward, P.E.
Альберта, Канада
«Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе. «
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочные материалы были превосходными, а курс был очень информативным, особенно потому, что я думал, что уже знаком с
с деталями Канзас
Городская авария Хаятт.»
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
— лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на просмотр
материал.
Jesus Sierra, P.E.
Калифорния
«Спасибо, что разрешили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от отказов »
John Scondras, P.E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.е., позволяя
студент, оставивший отзыв на курс
материалов до оплаты и
получает викторину «
Арвин Свангер, П.Е.
Вирджиния
«Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил много удовольствия «.
Мехди Рахими, П.Е.
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
в режиме онлайн
курса.»
Уильям Валериоти, P.E.
Техас
«Этот материал в значительной степени оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее визуальное представление
обсуждаемых тем ».
Майкл Райан, P.E.
Пенсильвания
«Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Я очень рекомендую
всем инженерам.
Джеймс Шурелл, P.E.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании каких-то неясных раздел
законов, которые не применяются
— «нормальная» практика.»
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы использовать свой медицинский прибор
.организация.
Иван Харлан, П.Е.
Теннесси
«Материалы курса имели хорошее содержание, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, П.E.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
Тема была интересной и хорошо изложенной,
и онлайн-формат был очень
доступный и простой
использовать. Большое спасибо ».
Патрисия Адамс, P.E.
Канзас
«Отличный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.»
Joseph Frissora, P.E.
Нью-Джерси
«Должен признать, я действительно многому научился. Помогает иметь распечатанный тест во время
обзор текстового материала. Я
также понравился просмотр
фактических случаев предоставлено.
Жаклин Брукс, П.Е.
Флорида
«Очень полезен документ» Общие ошибки ADA при проектировании объектов «.
испытание потребовало исследований в
документ но ответы были
в наличии »
Гарольд Катлер, П. Э.
Э.
Массачусетс
«Я эффективно использовал свое время. Спасибо за то, что у вас есть широкий выбор.
в транспортной инженерии, что мне нужно
для выполнения требований
Сертификат ВОМ.»
Джозеф Гилрой, P.E.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
«Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курса со скидкой.»
Кристина Николас, П.Е.
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курса. Процесс прост, и
намного эффективнее, чем
вынуждены ехать «.
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для Professional
Инженеры получат блоки PDH
в любое время.Очень удобно ».
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
время исследовать где на
получить мои кредиты от.
Кристен Фаррелл, P.E.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теории.
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
Мне понравилось пройти курс по
мой собственный темп во время моего утро
метро
на работу.»
Клиффорд Гринблатт, П.Е.
Мэриленд
«Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE, требующий
CE единиц. «
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.»
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад оказать финансовую помощь
по ваш промо-адрес электронной почты который
сниженная цена
на 40%.
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
«Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
кодов и Нью-Мексико
правила. «
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
.при необходимости дополнительных
сертификация. «
Томас Каппеллин, П.E.
Иллинойс
«У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил — много
оценено! «
Джефф Ханслик, P. E.
E.
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы.
для инженера »
Майк Зайдл, П.E.
Небраска
«Курс был по разумной цене, а материал был кратким, а
хорошо организовано.
Glen Schwartz, P.E.
Нью-Джерси
«Вопросы подходили для уроков, а материал урока —
.хороший справочный материал
для деревянного дизайна.
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефону.»
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве — проектирование
Building курс и
очень рекомендую . «
«
Денис Солано, P.E.
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлены. «
Юджин Брэкбилл, P.E.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загружать учебные материалы на
.обзор везде и
всякий раз, когда.»
Тим Чиддикс, P.E.
Колорадо
«Отлично! Сохраняю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, без глупостей. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
«Вопросы на экзамене были зондирующими и демонстрировали понимание
материала. Тщательно
Тщательно
и комплексное.
Майкл Тобин, P.E.
Аризона
«Это мой второй курс, и мне понравилось то, что мне предлагали курс
поможет по моей линии
работ.»
Рики Хефлин, P.E.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, P.E.
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
«Это был отличный источник информации о солнечном нагреве воды. Информационный
и отличное освежение ».
Luan Mane, P. E.
E.
Conneticut
«Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
Вернуться, чтобы пройти викторину.
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях .
Натали Дерингер, P.E.
Южная Дакота
«Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
курс.»
Ира Бродская, П.Е.
Нью-Джерси
«Веб-сайт прост в использовании, вы можете скачать материалы для изучения, а затем вернуться
и пройдите викторину. Очень
Очень
удобно а на моем
собственный график «
Майкл Гладд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, П.Е.
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат . Спасибо за создание
процесс простой ».
Фред Шейбе, P.E.
Висконсин
«Положительный опыт.Быстро нашел курс, который соответствовал моим потребностям, и закончил
один час PDH в
один час. «
Стив Торкильдсон, P.E.
Южная Каролина
«Мне понравилась возможность скачать документы для проверки содержания
и пригодность, до
имея для оплаты
материал . «
«
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об ЭЭ для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, P.E.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
.процесс, которому требуется
улучшение.»
Thomas Stalcup, P.E.
Арканзас
«Мне очень нравится удобство участия в викторине онлайн и получение сразу
сертификат. «
Марлен Делейни, П.Е.
Иллинойс
«Учебные модули CEDengineering — это очень удобный способ доступа к информации по
много разные технические зоны за пределами
по своей специализации без
приходится путешествовать. «
«
Гектор Герреро, П.Е.
Грузия
Реостатический контроль | Задание по электротехнике
- Этот метод заключается в получении пониженных скоростей путем добавления внешнего последовательного сопротивления в цепь якоря. Может использоваться с последовательными, параллельными и составными двигателями; для последних двух типов резистор следует подключать между шунтирующим полем и якорем, а не между линией и двигателем.
- Это обычный метод управления скоростью для серийных двигателей, аналогичный по действию; к управлению асинхронным двигателем с фазным ротором посредством последовательного сопротивления ротора.
- Этот метод используется, когда требуется скорость ниже скорости холостого хода.
Преимущества:
1. Возможность достижения скорости ниже базовой.
2. Простота и удобство подключения.
3. Возможность совмещения функций пуска двигателя с регулированием скорости.
Недостатки:
- Относительно высокая стоимость больших, постоянно номинальных переменных резисторов, способных рассеивать большие количества мощности (особенно при более высоких номинальных мощностях).
- Плохое регулирование скорости для любой заданной скорости холостого хода.
- Низкий КПД приводит к высоким эксплуатационным расходам.
- Трудности в получении плавного регулирования скорости на высоких номинальных мощностях.
Шунтирующие двигатели:
- · При использовании якоря или реостатного метода управления скоростью напряжение на якоре (которое обычно является постоянным) изменяется путем включения переменного реостата или сопротивления, называемого сопротивлением контроллера, последовательно с якорем. схема.По мере увеличения сопротивления регулятора разность потенциалов на якоре уменьшается, что снижает скорость якоря. Для нагрузки с постоянным крутящим моментом скорость приблизительно пропорциональна разности потенциалов на якоре
Из характеристики скорость / ток якоря видно, что чем больше сопротивление в якоре, тем больше падение скорости.
Существует конкретный ток нагрузки, при котором скорость будет равна нулю.Это максимальный ток, известный как «ток торможения».
- Этот метод очень расточителен, дорог и непригоден для быстро меняющейся нагрузки, потому что для данного значения R скорость будет изменяться с нагрузкой. Более стабильную работу можно получить, если использовать дивертор поперек якоря (рис. 88) в дополнение к сопротивлению управления якоря. Теперь изменения тока якоря из-за изменений момента нагрузки не будут столь эффективны для изменения разности потенциалов на якоре и, следовательно, скорости якоря
.
Последовательно увеличивая сопротивление якоря, можно уменьшить напряжение, подаваемое на выводы якоря. При уменьшении напряжения на якоре скорость уменьшается.
Поскольку полный ток двигателя проходит через сопротивление, потери мощности значительны. Хотя управление напряжением на клеммах с помощью источника переменного напряжения может эффективно управлять скоростью двигателя постоянного тока, высокая стоимость оборудования управления редко оправдывается.
Последовательно-параллельное управление:
- Эта система широко используется в электротяге. Здесь используются два или более одинаковых двигателя с механической связью.
- На низких скоростях двигатели соединены последовательно, как показано на Рис. 91 (a). Дополнительное сопротивление постепенно отключается контроллером по мере того, как двигатели набирают скорость, и, наконец, сопротивление полностью снимается, после чего на каждый двигатель подается половина сетевого напряжения. В этом устройстве для любого заданного значения тока якоря каждый двигатель будет работать на половине своей нормальной скорости.Поскольку в цепи нет внешнего сопротивления, нет потерь энергии и. таким образом, двигатели работают со всем КПД, почти равным тому, который достигается при полном линейном напряжении на клеммах каждого двигателя.
Пример 40 . Сопротивление якоря и шунтирующего поля шунтирующего двигателя 230 В составляет 0,1 Ом и 230 Ом соответственно. Требуется ток 61 А при 1000 об / мин. Если потребляемый ток остается неизменным, найдите сопротивление, которое необходимо включить последовательно с цепью якоря, чтобы снизить скорость до 750 об.вечера.
Требуется ток 61 А при 1000 об / мин. Если потребляемый ток остается неизменным, найдите сопротивление, которое необходимо включить последовательно с цепью якоря, чтобы снизить скорость до 750 об.вечера.
Решение . Напряжение питания, В = 230 В
Сопротивление якоря, R a = 0,1 Ом
Сопротивление шунтирующего поля, R sh = 230 Ом
Ток нагрузки, I = 61 А
Скорость, N 1 = 1000 об / мин
Скорость, Н 2 = 750 об / мин,
Требуется дополнительное сопротивление, R:
Шунтирующий ток возбуждения,
Пример 41 . Сопротивление якоря 230 В D.Шунтирующий двигатель составляет 0,2 Ом. Он потребляет 15 А при номинальном напряжении и работает со скоростью 800 об / мин. Рассчитайте величину дополнительного сопротивления, необходимого в цепи якоря для снижения скорости до 600 об / мин. когда момент нагрузки не зависит от скорости.
Игнорировать ток возбуждения.
Решение . Напряжение питания, В = 230 В
Сопротивление якоря, R a = 0,2 Ом.
Ток якоря, I 1 = I a1 = 15 A
Скорость, Н 1 = 800 об.после полудня,
Скорость, N 2 = 600 об / мин
Требуется дополнительное сопротивление, R:
Противоэдс, E b1 = V — I a1 R a
= 230-15 × 0,2 = 227 В
Поскольку, согласно данным, момент нагрузки не зависит скорости и потока постоянны
I a1 = I a2 = 15 A
ɸ 1 = ɸ 2
Задняя ЭДС, E b2 = V -I a2 (R a + R)
= 230-15 (0.2 + R)
= 230 — 3 — 15R = 227 — 15R
Положительная балансировка якоря Fleischmann; Эрнст; & nbsp et al. [Rausch & Pausch GmbH]
Заявка на патент США № 15/806623 была подана в патентное ведомство 17 мая 2018 года на , уравновешивающее арматуру . Эта патентная заявка в настоящее время переуступлена Rausch & Pausch GmbH. Заявитель, указанный для этого патента, — Rausch & Pausch GmbH. Авторы изобретения Эрнст Флейшманн, Рокко Кемниц.
Эта патентная заявка в настоящее время переуступлена Rausch & Pausch GmbH. Заявитель, указанный для этого патента, — Rausch & Pausch GmbH. Авторы изобретения Эрнст Флейшманн, Рокко Кемниц.
| Номер приложения | 20180138790 15/806623 |
| Идентификатор документа | / |
| Идентификатор семьи | 60262828 |
| Дата подачи | 9018 9659 Патент США Приложение20180138790 |
| Код вида | A1 |
| Fleischmann; Эрнст; et al. | 17 мая 2018 |
ПОЛОЖИТЕЛЬНАЯ БАЛАНСИРОВКА АРМАТУРЫ
Abstract
Метод создания положительно сбалансированной внутренней
якорь, который будет использоваться в электродвигателе, в частности
электродвигатель постоянного тока, что позволяет
структурная группа настроена таким образом, что балансировка
внутренняя арматура может быть произведена без особых технических усилий. А
производственное устройство, которое выполнено с возможностью выполнения предложенных
способ или которым можно управлять по предлагаемому способу.Далее
внутренний якорь для использования в электродвигателе, а также в
сам электродвигатель. Далее, компьютерный программный продукт
предложенных, имеющих управляющие команды, реализующие предложенные
способ или эксплуатировать предлагаемую производственную установку.
А
производственное устройство, которое выполнено с возможностью выполнения предложенных
способ или которым можно управлять по предлагаемому способу.Далее
внутренний якорь для использования в электродвигателе, а также в
сам электродвигатель. Далее, компьютерный программный продукт
предложенных, имеющих управляющие команды, реализующие предложенные
способ или эксплуатировать предлагаемую производственную установку.
| Изобретателей: | Fleischmann; Ernst ; (Рехау, DE) ; Кемниц; Rocco ; (Бобеннойкирхен, Германия) | ||||||||||
| Заявитель: |
| ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Правопреемник: | Rausch & Pausch GmbH Selb DE | ||||||||||
| Семейный ID: | 60262828 | ||||||||||
Прил. №: №: | 15/806623 | ||||||||||
| Зарегистрирован: | 8 ноября 2017 г. |
| Текущий США Класс: | 1/1 |
| Текущая цена за клик Класс: | B29K 2101/12 20130101; H02K 7/04 20130101; H02K 1/276 20130101; H02K 15/12 20130101; H02K 15/03 20130101; B29L 2031/7498 20130101; H02K 15/165 20130101; B29C 45/14336 20130101; H02K 1/28 20130101 |
| Международный Класс: | H02K 15/16 20060101 H02K015 / 16; H02K 15/12 20060101 H02K015 / 12; H02K 15/03 20060101 H02K015 / 03; H02K 1/27 20060101 H02K001 / 27; H02K 1/28 20060101 H02K001 / 28; B29C 45/14 20060101 B29C045 / 14 |
Данные по зарубежным приложениям
| Дата | Код | Номер заявки |
|---|---|---|
14 нояб. 2016 г. 2016 г. | DE | 10 2016 121766.2 |
Претензии
1. Способ изготовления положительно балансируемого внутреннего якорь для использования в электродвигателе, содержащий: роторный листовой пакет; формование поставляемого пакета листов ротора с помощью термопласта и конфигурирование формования пластика таким образом, чтобы на по крайней мере, один конец пакета листов ротора имеет форму выемки для приема балансировочных элементов.
2. Способ по п.1, отличающийся тем, что формирование выемок происходит во время формования.
3. Способ по п.1, отличающийся тем, что формирование выемок осуществляется после литья под давлением.
4. Способ по п.3, отличающийся тем, что формирование выемки производятся сверлением.
5. Способ по п.1, отличающийся тем, что формирование выемки производятся в зависимости от размера балансировки элементы, которые необходимо включить.
6. Способ по п.1, отличающийся тем, что по меньшей мере на одном конце
лицевая сторона пакета листов ротора имеет дискообразный контур
в которые встроены ниши.
Способ по п.1, отличающийся тем, что по меньшей мере на одном конце
лицевая сторона пакета листов ротора имеет дискообразный контур
в которые встроены ниши.
7. Способ по п.1, отличающийся тем, что выемки выполняют расположен коаксиально оси ротора пакета листов.
8. Способ по п.1, отличающийся тем, что осуществляют балансировка отформованного пакета листов ротора таким образом, чтобы балансировка элементы встроены в углубления, предусмотренные для этого цель.
9. Способ по п.8, отличающийся тем, что для балансировки используются использовали сферы в качестве балансировочных элементов.
10. Способ по п.8, отличающийся тем, что уравновешивающие элементы закреплены в пластиковом корпусе.
11. Способ по п.10, в котором фиксация включает тепловая установка балансировочных элементов.
12. Производственное устройство для производства положительно
уравновешиваемый внутренний якорь для электродвигателя,
содержащий: производственный блок, предназначенный для поставки ротора
листовая пачка; блок формовки, предназначенный для формовки
поставляется пакет листов ротора с термопластом, характеризующимся
что производственное устройство приспособлено для конфигурирования
пластиковое формование таким образом, чтобы по крайней мере на одной торцевой поверхности ротора
пачке листов могут быть фигурные выемки для приема балансировки
элементы.
13. Внутренний якорь для электродвигателя, содержащий: пакет листов ротора, причем пакет листов ротора сформованный сверху термопластом, причем по крайней мере на одной торцевой поверхности В пакете листов ротора имеются фасонные выемки для приема балансировочные элементы из термопласта.
Описание
ОБЛАСТЬ
[0001] Настоящее изобретение направлено на способ получения
внутренняя якорь с положительной балансировкой для использования в
электродвигатель, в частности электродвигатель постоянного тока,
какой метод делает возможным, что структурная группа
сконфигурирован таким образом, чтобы балансировка внутренней арматуры могла
место с особенно небольшими техническими усилиями и особенно
чисто.Изобретение далее направлено на производство
устройство, предназначенное для выполнения предложенного способа или которое
можно эксплуатировать предлагаемым способом. Далее
Настоящее изобретение направлено на внутреннюю арматуру для использования в
электродвигатель, а также сам электродвигатель. Дальше,
предлагается компьютерный программный продукт, имеющий команды управления
которые реализуют предложенный метод или работают с предложенным
производственный аппарат.
Дальше,
предлагается компьютерный программный продукт, имеющий команды управления
которые реализуют предложенный метод или работают с предложенным
производственный аппарат.
ПРЕДПОСЫЛКИ
[0002] DE 10 2013 013 650 A1 показывает вращающийся поворотный механизм. корпус, в частности крыльчатка вентилятора с устройством для балансировки, характеризуется по меньшей мере одной полостью, расположенной в теле вращения для включения балансирующего вещества, а также специального уравновешивающее вещество размещено в полости.Но здесь в центре внимания на вентилятор, который в основном имеет свойства, отличные от внутреннего арматура.
[0003] DE 20 2011 101568 U1 показывает электрическую машину, имеющую статор и ротор, вращающийся относительно него, причем ротор содержит вал ротора с телом магнита и как минимум одним балансировочным диском и находясь с возможностью вращения в магнитном поле статора генерируется токонесущей катушкой.
[0004] DE 10 2012 000 497 A1 показывает компонент вращения, масса которого
на теле есть хотя бы один балансировочный груз для улучшения
симметрия массы относительно оси вращения,
по крайней мере, один балансировочный груз сформирован из припоя, нанесенного на
массивное тело в процессе пайки.
[0005] Согласно известным способам вращающиеся электрические машины поставляется, например, постоянного возбуждения, электрического двигатели для применения в автомобильном регионе. Здесь двигатель имеет ротор, изготовленный из пакета листов с постоянным магниты, расположенные в пакете листов с концентрацией флюса. Для этого в торец вставляются постоянные магниты. отверстия в пачке листов. Для защиты постоянных магнитов от потери при рабочих нагрузках и на срок службы электрического машина, пакет листов ротора, оборудованный постоянными магнитами залита термопластом.
[0006] В зависимости от области применения и условий эксплуатации
вращающаяся структурная группа должна быть сбалансирована. Это необходимо для
предотвращение ложных возбуждений, вызванных асимметричной массой
распределение. В общем, различают положительные
балансировка, т.е. добавление материала, и отрицательная балансировка, т.е.
удаление материала. Отрицательная балансировка вызывает процесс
загрязнения, потому что материал удаляется и, следовательно, отделяется. Этот удаленный материал нельзя унести и испачкать
структурная группа.Что касается чистоты при сборке это
Принцип балансировки, следовательно, является недостатком.
Этот удаленный материал нельзя унести и испачкать
структурная группа.Что касается чистоты при сборке это
Принцип балансировки, следовательно, является недостатком.
[0007] При положительной балансировке задача состоит в том, чтобы закрепить добавленную
материал достаточно прочный для всех условий эксплуатации и обслуживания
жизнь. Согласно обычным методам это особенно
невыгодно, что, например, при отрицательной балансировке во время
в процессе фрезерования или сверления удаленный материал может проникнуть в
структурная группа, вызывающая загрязнения, которые
нарушать работу электродвигателя.Кроме того,
ослабление несущего материала может быть принято во внимание
счет, потому что масса снимается с компонентов, которые в
особо невыгодные методы нестабильны в отношении
сила, действующая на него. Кроме того, это особенно невыгодно
что соответствующие этапы обработки для фрезерования или сверления
выполняются в процессе балансировки и не выполняются
уже на момент изготовления электродвигателя. Более того,
измельчение материала обычно необратимо.
Более того,
измельчение материала обычно необратимо.
[0008] При положительной балансировке возникает проблема: дополнительные балансировочные грузы часто включаются в соответствии с известный уровень техники, что, в частности, при возникновении больших сил при работе электродвигателя они ненадежно исправлены так, что они могут отсоединиться через некоторое время. Таким образом, методы известно, в каких балансировочных элементах могут выходить из конструктивного группа внутренней арматуры и, следовательно, может сломаться выключенный. Кроме того, известны способы, в которых клеевое соединение крепится таким образом, чтобы балансировочные элементы фиксировались в подходящее место на конструктивной группе.Здесь это должно быть считается, однако, что особенно под действием температура клеевого соединения обычно нестабильна или может становятся нестабильными и, в свою очередь, фиксация балансировки элементов недостаточно надежно.
[0009] В частности, для балансировки роторов или для
изготовление таких роторов специалист в данной области всегда будет
поиск улучшенных решений, позволяющих
балансировка с небольшими техническими усилиями или подготовка
балансировка уже на момент изготовления мотора. Это
случай, в частности, потому что при неблагоприятном или асимметричном
распределение веса элементов вращения могут возникнуть большие силы
что, в свою очередь, угрожает правильной работе электродвигателя.
в качестве таких. Для этого выполняется балансировка в особо сложных
методы, чтобы предотвратить повреждение электродвигателя.
Это
случай, в частности, потому что при неблагоприятном или асимметричном
распределение веса элементов вращения могут возникнуть большие силы
что, в свою очередь, угрожает правильной работе электродвигателя.
в качестве таких. Для этого выполняется балансировка в особо сложных
методы, чтобы предотвратить повреждение электродвигателя.
КРАТКОЕ ОПИСАНИЕ
[0010] Таким образом, целью настоящего изобретения является предложение
метод, который позволяет без особых технических усилий
провести балансировку внутренней арматуры или подготовить
балансировка уже в процессе производства внутреннего
арматура.Здесь необходимо, чтобы для балансировки балансировки
элементы могут быть размещены простыми техническими средствами и дополнительно
закреплены настолько жестко, что балансировочные элементы постоянно
связаны со структурной группой, которую необходимо сбалансировать. Это дальше
цель настоящего изобретения — предоставить соответственно
установленное производственное устройство, которое выполняет способ или
эксплуатируется предлагаемым способом. Далее, это объект
настоящего изобретения предложить внутренний якорь с конфигурацией
по способу, а также для питания электродвигателя
имеющий внутреннюю арматуру.Кроме того, это объект
настоящее изобретение для обеспечения компьютерного программного продукта с управлением
команды, реализующие предложенный метод или управляющие
предлагаемый производственный аппарат.
Далее, это объект
настоящего изобретения предложить внутренний якорь с конфигурацией
по способу, а также для питания электродвигателя
имеющий внутреннюю арматуру.Кроме того, это объект
настоящее изобретение для обеспечения компьютерного программного продукта с управлением
команды, реализующие предложенный метод или управляющие
предлагаемый производственный аппарат.
[0011] Соответственно, предлагается способ изготовления внутренняя якорь с положительной балансировкой для использования в электрическом двигатель, включающий подачу пакета листов ротора, формование поставляется пакет листов ротора с термопластом, при этом конфигурация пластиковое формование производится таким образом, чтобы хотя бы на одном конце На лицевой стороне пакета листов ротора имеются фасонные выемки для получение балансировочных элементов.
[0012] Электродвигатель в виде так называемого внутреннего
якорь имеет ротор и статор, которые концентрически окружают
ротор образует кольцевой воздушный зазор. Статор здесь имеет
многофазная, в частности трехфазная обмотка возбуждения, обычно формируемая
от нескольких катушек для создания магнитного поля, в котором
ротор, обычно снабженный постоянными магнитами, вращается на
создание роторной силы. Ротор здесь обычно состоит из
пакет листов, состоящий из множества отдельных металлических листов и
удерживается валом ротора или машинным валом и закрепляется на нем.За
это постоянные магниты обычно прикреплены в нескольких
углубления в структурной группе. Следовательно, электродвигатель
согласно изобретению содержит пакет листов ротора с
несколько магнитов, пакет листов ротора соединен с валом в
фиксированный способ совместного вращения.
[0013] Однако, поскольку пакет листов ротора не является полностью герметичным,
на такой пакет листов ротора обычно формуют
термопласт. Это позволит избежать, например, явления коррозии.
В противном случае компоненты ротора, в частности
магниты, могут подвергнуться воздействию жидкостей.Далее проникающие жидкости
приведет к явлению дисбаланса.
[0014] Вращающиеся тела, например внутренний якорь или пакет листов ротора, временно вращаются на высоких скоростях и также предусматривал вращение с разными скоростями вращения. За это, Предусмотрены различные типы подшипников, которые поглощают непрерывное радиальные и осевые нагрузки на ротор, с одной стороны, а также нерегулярные силы, такие как, например, возникающие из расхождение реальной оси вращения и идеальной оси инерция или гироскопическая ось тела, с другой стороны.В пределах на электродвигатель обычно действуют гироскопические силы, которые также называется дисбалансом, и обычно его можно избежать путем включения балансировка грузов в подходящих местах. Здесь было признано согласно изобретению, что формование пакета листов ротора с термопластом уже могут быть использованы для обеспечения соответствующих выемки в структурной группе, которые на дальнейших этапах метода могут согласно изобретению могут использоваться для размещения балансировочных элементов.
[0015] Таким образом, согласно изобретению ротор, который также
называемая внутренняя арматура, поставляется таким образом, чтобы
Например, обычная упаковка листов ротора формуется поверх
термопласт, так что возникают углубления, подходящие для
прием балансировочных элементов, таких как, например, стальные шары. Поэтому особенно выгодно, чтобы согласно
известные изобретения пакеты листов ротора могут быть повторно использованы, так что они
улучшено только в конфигурируемом пластиковом формовании
согласно изобретению. Следовательно, согласно изобретению
предлагается внутренняя арматура или способ изготовления
такой внутренний якорь, который подходит для использования в электрическом
двигатель, желательно двигатель постоянного тока. Здесь специалист
в данной области техники признает, что другие традиционные компоненты должны
быть доступным, например, статор, который при взаимодействии
с внутренним якорем или ротор представляет собой электрическую
мотор.
Поэтому особенно выгодно, чтобы согласно
известные изобретения пакеты листов ротора могут быть повторно использованы, так что они
улучшено только в конфигурируемом пластиковом формовании
согласно изобретению. Следовательно, согласно изобретению
предлагается внутренняя арматура или способ изготовления
такой внутренний якорь, который подходит для использования в электрическом
двигатель, желательно двигатель постоянного тока. Здесь специалист
в данной области техники признает, что другие традиционные компоненты должны
быть доступным, например, статор, который при взаимодействии
с внутренним якорем или ротор представляет собой электрическую
мотор.
[0016] Пакет листов ротора включает, среди прочего,
постоянные магниты, которые с помощью других традиционных компонентов
подвергаются магнитным силам, так что пакет листов ротора
начинает вращаться и вращается вокруг
продольная ось ротора пакета листов. Следовательно, метод
этап подачи пакета листов ротора обычно может выполняться
поставка известного пакета листов ротора и последующее формование
модифицируемый процесс таким образом, чтобы хотя бы на одном торце
пакет листов ротора, предпочтительно на обеих торцевых сторонах, множество
выемки выполнены для размещения балансировочных элементов. Это множество
может быть от 3 до 100 выемок для балансировочных элементов. В
количество выемок здесь основано на общеизвестных конфигурациях,
в котором, например, должно быть предусмотрено от 40 до 50 углублений. Здесь,
специалист в данной области понимает, что он выбирает номер
выемок соответственно в зависимости от размера ротора
листовая упаковка. Для соответственно больших электродвигателей есть
следовательно, требуется большее количество углублений, а для меньших электрических
моторы соответственно меньше выемок.
Это множество
может быть от 3 до 100 выемок для балансировочных элементов. В
количество выемок здесь основано на общеизвестных конфигурациях,
в котором, например, должно быть предусмотрено от 40 до 50 углублений. Здесь,
специалист в данной области понимает, что он выбирает номер
выемок соответственно в зависимости от размера ротора
листовая упаковка. Для соответственно больших электродвигателей есть
следовательно, требуется большее количество углублений, а для меньших электрических
моторы соответственно меньше выемок.
[0017] Также выгодно выбрать размер балансировочного элементов соответственно в зависимости от размеров электродвигателя или балансируемого пакета листов ротора. Согласно в соответствии с изобретением, следовательно, можно выбрать встроенные выемки в размерах и геометрии уже такие, что В него могут быть помещены заранее определенные балансировочные элементы.
[0018] Конфигурация пластикового формования осуществляется таким образом, что на по крайней мере, один конец пакета листов ротора имеет форму выемки для приема балансировочных элементов.В основном это возможно из-за того, что пластиковая формовка уже имеет углубления которые, таким образом, вводятся в процессе формования, или однако при обычном формовании поверх углубления, добавляемые впоследствии. Таким образом, возможно, что процесс формовки и конфигурирование формовки пластика выполняется так, что оба шага метода совпадают. Формование поставляемый пакет листов ротора, следовательно, включает конфигурацию пластиковая формовка. Это может происходить, например, с помощью элементов приводятся к пакету листов ротора или помещаются против это уже в процессе формования, какие элементы удаляется после процесса формования.Следовательно, выемки будут остаются, которые имеют геометрию таких элементов. Например, термопласт может нагреваться под действием температуры до пакет листов ротора может быть отформован и, кроме того, к ней подвести элементы ниши. Перед похолоданием и поэтому отверждение термопласта, соответствующие элементы могут затем удалите, чтобы пластиковая отливка застыла без образовавшиеся при этом углубления.
[0019] Дополнительно или в качестве альтернативы также можно носить из обычного формования и изменять его в последующем шаг метода, при котором углубления вводятся в обычные формование.Таким образом, можно, например, ввести соответствующие выемки в обычном формовании с помощью сверления или фрезерования. Наличие углублений означает, что выемки открываются наружу, так что не образуется закрытая полость, потому что в противном случае балансировочные элементы не были бы включены в нишу. Следовательно, всегда необходимо убедиться, что выемки сконфигурированы таким образом, чтобы можно было нажимать балансировочные элементы или насильно в них. Тогда выемки пригодны для приема элементы балансировки, и элементы балансировки могут быть включены в выемки предпочтительно заподлицо.Если балансировка элементы не включены в форму углубление, другие наполнители или этапы обработки могут быть обязательным.
[0020] Согласно аспекту настоящего изобретения формирование выемок производится во время формовки. Это преимущество в том, что формование и конфигурирование могут выполняться уже на одном производственном этапе, и повторное формование выполнены уже такие, что выемки для приема балансировки элементы имеют форму.Это особенно выгодно, потому что два шага совпадают, создается особенно эффективный метод что позволяет избежать создания выемок после формование таким образом, чтобы сначала термопластичный материал должен застыть, а затем заделываются углубления. Следовательно желаемая начальная форма уже отлита под давлением на ротор листовая упаковка при формовании.
[0021] Согласно дополнительному аспекту настоящего изобретения, формирование выемок осуществляется после литья под давлением.Это имеет то преимущество, что обычный процесс формования может выполняться без соответствующих производственных машин, которые должны быть адаптированным, и на следующем шаге метода настройка выполняется осуществляется отдельно. Здесь особенно выгодно, чтобы формирование выемок может производиться как во время формования, так и также впоследствии после литья под давлением. Например, первая сумма углублений предоставляется во время формования, а второе количество углублений предоставляется после литья под давлением.Таким образом можно комбинировать две техники так, чтобы, наконец, углубления присутствуют, которые реализуются посредством различных конфигураций предлагаемого метода. Специалист в данной области признает вот как он формирует углубления, например, сверлением или фрезерование, а затем повторное формование. Вот особенно выгодно, что на балансировку не влияет собственно фрезерование или сверление, как уже показано в уровне техники, но скорее при помощи фрезерования или сверления создаются выемки, которые только после этого приводят к тому, что балансировочные элементы могут быть включены.Предлагаемое фрезерование или сверление, следовательно, не должно рассматривается как балансирование как таковое.
[0022] Согласно дополнительному аспекту настоящего изобретения, формирование выемок производится сверлением. Это преимущество в том, что традиционные методы можно использовать повторно, и что в особенно эффективный способ изготовления круглых выемок в которые могут быть вставлены балансировочные элементы. Это выгодно в частности, когда балансирующие элементы представлены в виде сфер, например, стальные шары.Следовательно, можно включить такие сферы в отверстия и закрепить в углублениях.
[0023] Согласно дополнительному аспекту настоящего изобретения, формирование выемок осуществляется в зависимости от размера уравновешивающие элементы должны быть включены. Это имеет то преимущество, что выемки могут иметь практически такую же геометрию, что и балансировочные элементы. Следовательно, можно просто вставить балансировочные элементы и включить балансировочные элементы в такая форма вписывания в предоставленную геометрию, что эти запереться в нем.Поэтому фиксация балансировочных элементов может быть выполнено с небольшими техническими усилиями.
[0024] Согласно дополнительному аспекту настоящего изобретения, на по крайней мере, одна торцевая поверхность пакета листов ротора имеет форму дискообразный контур с углублениями. Этот имеет то преимущество, что создается отдельный выступ, в который могут быть встроены отверстия или углубления. На одном или обоих торцах из пакета листов ротора таким образом создается дополнительный материал который настроен так, чтобы быть достаточно широким, чтобы этот дополнительный материал может получить углубления.Таким образом, также возможно настроить дискообразный контур по толщине так, чтобы желаемой глубины выемки можно придать форму. Следовательно, для более глубокого углубление дискообразный контур должен быть выполнен шире в его поперечное сечение соответственно.
[0025] Согласно дополнительному аспекту настоящего изобретения, выемки имеют форму соосно оси пакета листов ротора. Это имеет то преимущество, что балансировочные элементы могут быть размещены в простой способ, при котором возникает симметричное распределение веса что предотвращает дисбаланс.Следовательно, выемки расположен по кругу на пачке листов ротора или на пластике формование.
[0026] Согласно дополнительному аспекту настоящего изобретения в На следующем этапе способа выполняется балансировка отформованных пакет листов ротора таким образом, чтобы балансировочные элементы были включены в выемки, предусмотренные для этой цели. Это имеет то преимущество, что производственный процесс расширяется таким образом, что в конце роторный элемент доступен. Включение балансировки элементы или балансировочные грузы в предусмотренные для этого углубления. цель может быть достигнута, например, так, чтобы балансировка элементы вдавливаются или вдавливаются в углубления.Персона специалист в данной области поймет здесь, как он выполняет включение балансировочных элементов в углубления в зависимость от используемых балансировочных элементов. Различные материалы известные, которые подходят как балансировочный груз, которые затем встроены в углубления в зависимости от их материала характеристики.
[0027] Согласно дополнительному аспекту настоящего изобретения, для в балансировке используются шары, в частности металлические шары или стальные шары в качестве балансировочных элементов.Это преимущество в том, что уже существующие балансировочные элементы можно повторно использовать и они могут поставляться особенно выгодно, т.е. технические усилия. В частности, сферы могут быть включены в простой способ в нишу и особенно подходят, когда отверстия используются как углубления. Таким образом, сферы могут быть сконфигурированы таким образом, чтобы что они плотно прилегают к отверстиям и могут быть легко заблокирован в канале ствола. В частности, металлические сферы или стальные сферы демонстрируют особенно выгодное поведение в качестве уравновешивающих элементов, потому что они имеют относительно большой вес и, таким образом, могут уравнять асимметричное распределение материала.
[0028] Согласно дополнительному аспекту настоящего изобретения в На следующем этапе метода балансировочные элементы фиксируются в пластике. формование. Это имеет то преимущество, что в этом дополнительном методе step могут быть включены дополнительные клеи или заполняющие элементы. Обычно способ согласно изобретению может быть выполнен таким образом, чтобы уравновешивающие элементы ложились в углубления уже по форме, так что они запираются в нем. это следовательно, нет необходимости выполнять следующий этап метода фиксация.Однако это может быть предусмотрено в целях безопасности, поскольку это гарантирует, что в течение всего срока службы электрического мотора балансировочные элементы остаются фактически зафиксированными на желаемом место.
[0029] Согласно дополнительному аспекту настоящего изобретения, Крепление состоит из термической стыковки балансировочных элементов. Это преимущество в том, что с небольшими техническими усилиями и уже известно методы могут вызвать технический эффект в соответствии с изобретение, а именно то, что балансировочные элементы фактически остаются неподвижными в нише.Тепловой стейкинг обычно означает постоянный и по форме или с усилием, а иногда и дополнительно материально-замковое соединение между двумя элементами. Это создает особенно эффективная альтернатива склеиванию или пайке или завинчивание. Тепловой стейкинг также называют горячая штамповка, на которую также направлено настоящее изобретение. В термостекание можно производить таким образом, чтобы балансировочные элементы были непосредственно термоустойчивые, если они состоят из подходящего формуемого материал. Однако также возможно включение другие элементы, которые затем подвергаются термообработке.Например, наполнитель материал может быть вставлен в углубление после балансировки элемент и этот присадочный материал можно затем наклеить так, чтобы выемка закрывается и, таким образом, уравновешивающий элемент фиксируется. В специалист в данной области знает дополнительные методы того, как он можно зафиксировать балансировочный элемент в пазу с помощью термо-стейкинг.
[0030] Задача достигается также с помощью производственного устройства для производство внутренней якоря с положительной балансировкой для использования в электродвигатель, содержащий производственный блок, предназначенный для поставка пакета листов ротора и блока формовки, предназначенного для формование поставляемого пакета листов ротора термопластом, при этом производственное устройство выполнено с возможностью конфигурирования пластиковое формование таким образом, чтобы по крайней мере на одной торцевой поверхности ротора пачке листов могут быть фигурные выемки для приема балансировки элементы.
[0031] Задача достигается за счет того, что внутренняя арматура используется в электродвигателе, содержащем пакет листов ротора, при этом пакет листов ротора залит термопластом таким образом, чтобы по крайней мере, на одном торце пакета листов ротора сформированы выемки для приема балансировочных элементов. Предлагается в в частности, внутренняя арматура, которая изготавливается по описанный метод.
[0032] Задача также достигается с помощью электродвигателя, содержащего статор и внутренний якорь, как уже было описано.
[0033] Использование термина «внутренний якорь» зависит от в литературе часто встречаются электродвигатели, имеющие статор и ротор. называется внутренней арматурой. В альтернативной литературе однако ротор как таковой описывается как внутренний якорь, потому что этот ротор установлен для вращения в статоре и поэтому образно проходит внутри статора. При этом внутренний Якорь следует понимать так, что он составляет ротор. Следовательно, внутренняя арматура в контексте настоящего изобретение следует понимать так, что это структурная группа в нем, помимо прочего, есть постоянные магниты, которые встроены в соответствующие полости, также называемые карманами.Следовательно, внутренний якорь называется ротором, ротором. элемент, или, как правило, как аналог статора. В специалист в данной области признает, что в контексте согласно настоящему изобретению он также может использовать ротор, роторный элемент или структурная группа ротора как термины для внутреннего якоря. Следовательно, внутренний якорь, который будет использоваться в электродвигателе, является предложил.
[0034] Задача также достигается с помощью компьютерного программного продукта. наличие управляющих команд, реализующих предложенный метод, или эксплуатировать предлагаемую производственную установку.
[0035] Согласно изобретению особенно выгодно что особенности метода могут быть отражены в структурных мода в предлагаемом производственном аппарате. Метод обычно подходит для работы производственного устройства или производственное устройство может выполнять способ. Специалист в данной области, таким образом, признает, что он может аналогичным образом предоставить метод ступени как конструктивные особенности в производственном устройстве. В внутренняя арматура изготавливается предлагаемым производством аппарата или предлагаемым способом.Аналогично электрическая двигатель также предлагается посредством производственного устройства или по крайней мере, используя производственное оборудование. Следовательно, также внутренняя арматура неявно включает в себя все особенности метода как особенности конструкции.
КРАТКОЕ ОПИСАНИЕ
[0036] Дополнительные предпочтительные конфигурации объясняются более подробно. деталь со ссылкой на прилагаемые рисунки. Показаны:
Фиг. 1: пакет листов ротора, используемый в соответствии с аспект настоящего изобретения в изометрической проекции;
Фиг.2: пакет листов ротора, оборудованный постоянными магниты, вид с торца, поскольку он используется в соответствии с аспектом настоящего изобретения;
Фиг. 3: оборудованный пакет листов ротора с литьем под давлением геометрия для приема балансировочных сфер согласно аспекту настоящее изобретение;
Фиг. 4: оборудованный и отформованный листовой пакет ротора в продольный разрез согласно аспекту настоящего изобретение;
Фиг. 5: воздуховыпускной канал для выемки согласно аспект настоящего изобретения;
Фиг.6: сбалансированный ротор с вдавленной балансировочной сферой согласно аспекту настоящего изобретения; и
. Фиг. 7: схематическая блок-схема способа изготовления положительно уравновешиваемая внутренняя арматура согласно аспекту настоящее изобретение.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг. 1 показан пакет листов ротора, оборудованный постоянным магниты, в данном случае с прямоугольными магнитами, которые вставлен с торцевой стороны. Следовательно, в настоящем роторе пачки листов нарисован торец слева и на верно.Пакет листов ротора служит начальной деталью для формование и конфигурирование пластикового формования таким образом, чтобы на на одном или на обоих торцах пакета листов ротора сформированы выемки для приема балансировочных элементов. Здесь особенно выгодно, что пакет листов ротора, показанный на фиг. 1 может быть сконфигурирован как обычный пакет листов ротора.
Фиг. 2 слева показан пакет листов ротора, оборудованный с постоянными магнитами, что объясняется более подробно вид согласно разделу X.В частности, детали на правая сторона показывает посредством проведенных линий продольный отверстия в пакете листов ротора, в которые помещается пластик. вводили позже. В соответствии с одним из аспектов инъекции настоящее изобретение, формование поставляемого листа ротора пакет.
Фиг. 3 показывает уже отформованный пакет листов ротора и показывает, в частности, с правой стороны торец оборудованного роторный листовой пакет с пластиковой формовкой. Пластик верхнее формование включает на торцевой стороне литье под давлением геометрия для получения балансировочных шаров.Как видно на ИНЖИР. 3 можно геометрически сконфигурировать выемки таким что сферы можно использовать в качестве уравновешивающих элементов. Для балансировки, могут быть включены отдельные балансировочные элементы в углубления, как показано на правой стороне.
Фиг. 4 изображен в продольном разрезе оборудованный ротор. пакет листов, который уже отформован, в данном случае с термопласт. Здесь настоящее изобретение направлено на термопласт как формование, но только по одному аспект.На правой стороне фиг. 4 на детальном виде Y есть показано углубление для вытеснения воздуха из канала ствола при вдавливании балансировочная сфера. Поэтому в углублении предусмотрен депрессия, которая позволяет воздуху выходить, который выходит при вдавливании балансировочного элемента или вообще при включение балансировочного элемента. Оборудованный роторный лист упаковка согласно фиг. 3 и 4 в общем можно также назвать как внутренняя арматура.
Фиг.5 показывает детальный вид воздуховыпускного канала и соответствующее разрежение для выхода воздуха из канала ствола когда уравновешивающая сфера вдавливается.
Фиг. 6 показан уравновешенный ротор или внутренний якорь, с запрессованный балансировочный шар. В зависимости от дисбаланса компенсируется также может потребоваться вдавить сферы в несколько отверстия. Следовательно, на настоящей фиг. 6 с левой стороны, т.е. на торце нарисовано несколько выемок, которые снабжены средства литья пластмасс.
[0050] Хотя из-за выбранных перспектив всегда просто показана одна торцевая поверхность, возможно также, что соответствующие выемки предусмотрены, например, также на торце, который скрыт на фиг. 6. Поэтому также можно настроить пластик формование так, чтобы на двух торцевых сторонах, т.е. на обеих торцевых сторонах В пакете листов ротора имеются фигурные выемки для приема балансировки элементы.
Фиг. 7 показывает схематическую блок-схему способа производства внутренняя якорь с положительной балансировкой для использования в электродвигатель, содержащий этапы подачи 100 роторного листа пакет, формование 101 из поставляемого пакета листов ротора с термопласта, и конфигурирование 102 пластикового формования, такого как что по крайней мере на одном торце пакета листов ротора есть фасонные выемки для размещения балансировочных элементов.В дальнейшем необязательных шагов метода осуществляется балансировка 103 внутренняя арматура и фиксация 104 балансировочных элементов в пластиковая формовка. Специалист в данной области техники здесь признает, что может выполнять отдельные шаги метода итеративно и / или в другом порядке.
[0052] Таким образом, умелое использование пластикового формования ротор электрической машины предлагается таким образом, чтобы формование на его торцевой стороне развито так, чтобы подходящие можно получить балансировочные грузы.Полученные балансировочные грузы в соответствующие отверстия, предпочтительно сферы, которые вдавливаются в круглые отверстия, впоследствии могут быть зафиксированы по форме от отсоединения при нагревании пластика. Следовательно пластиковая формовка подвергается термообработке таким образом, чтобы, например, металлический сфера закреплена в выемке.
[0053] При формовании пакета листов ротора, который оборудован с постоянными магнитами, с термопластом, в специфическом случай применения также литой цилиндрический дискообразный контур на обоих торцах листовой пачки.Этот контур имеет ряд отверстий, расположенных соосно оси листовая упаковка. В данном случае это простые круглые отверстия или отверстия. Через эти отверстия готовые собранные ротор может быть уравновешен после установки пакета формованных листов к валу двигателя. Балансировка происходит положительно за счет балансировки грузы, в данном случае обычные стальные сферы, в соответствии с дисбалансом, который необходимо удалить в отверстие или отверстия актуально для этой цели. По желанию, кованые сферы могут также относительно просто и эффективно защищать от потерь горячее тиснение или термоукладывание.
[0054] Уже доступная формовка ротора пластиком. для фиксации постоянных магнитов, вставленных в пакет листов ротора используется, согласно изобретению, для литья под давлением как на торцы ротора геометрия для приема балансировки элементы. Таким образом, балансировка положительная. Балансировка элементы могут быть простыми, очень экономичными металлическими сферами. К термоукладывание или горячая штамповка балансировочных элементов может дополнительно быть надежно защищенным от потери в очень простая и эффективная мода.Таким образом, метод работает чисто и не загрязняется при изготовлении или сборке. Это существенное преимущество по сравнению с отрицательной балансировкой, при которой материал удаляется. Таким образом, предлагаемый метод подходит для Например, для автомобиля с высокими требованиями к чистоте, потому что нет загрязнения вызваны процессом.