Конус морзе — это… Что такое Конус морзе?
Конус инструментальный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке станка. Предназначено для быстрой смены инструмента с высокой точностью центрирования и надёжностью. Существуют различные конусы.
Инструментальные метрические конусы и конусы Морзе
Инструментальные метрические конусы и конусы Морзе в настоящее время объединены в один стандарт (ГОСТ 25557-82 — Конусы инструментальные. Основные размеры.), это сложилось исторически из-за широкого распространения конуса Морзе и вследствие расширения диапазона размеров инструментальных конусов. Конструктивных различий между ними нет, основное различие в конусности; в конусе Морзе используется переменная конусность от 1:19,002 до 1:20,047, в метрических инструментальных конусах используется постоянная конусность 1:20
Конус Морзе
Один из самых широко применяемых креплений инструмента, подразделяется на восемь размеров, от 0 до 7
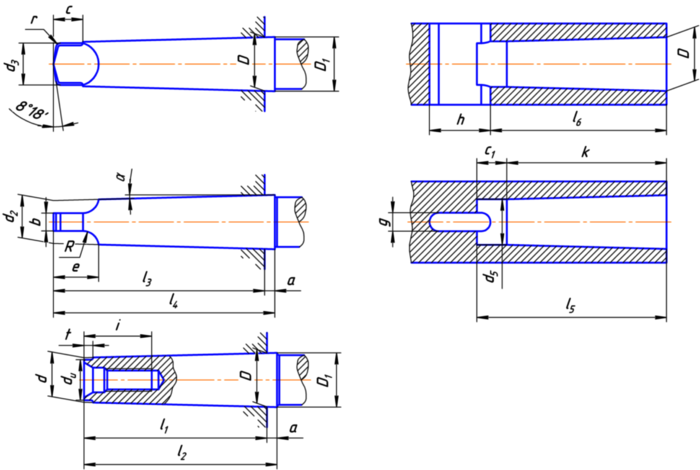
Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы(гнёзда)).
Таблица 1
| Обозначение конуса | Конусность | D | D | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | 4 | 1:20 | 4 | 4,1 | 2,9 | — | — | — | 2,5 | 3 | 23 | 25 | — | — | 25 | 21 |
| 6 | 1:20 | 6 | 6,2 | 4,4 | — | — | — | 4 | 4,6 | 32 | 35 | — | — | 34 | 29 | |
| Морзе | 0 | 1:19,212 | 9,045 | 9,2 | 6,4 | — | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| 1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| 2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| 3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| 4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| 5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| 6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| Метрический | 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 204 | 220 | 228 | 202 | 186 | |
| 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
Продолжение табл. 1
| Обозначение конуса | a | b | e | c | Rmax | r | tmax | i (min) | g | h | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4 | 2 | — | — | — | — | — | 2 | — | 2,2 | 8 | |
| 6 | 3 | — | — | — | — | — | 3 | — | 3,2 | 12 | |
| Морзе | 0 | 3 | 3,9 | 10,5 | 6,5 | 4 | 1 | 4 | — | 3,9 | 15 |
| 1 | 3,5 | 5,2 | 13,5 | 8,5 | 5 | 1,2 | 5 | 16 | 5,5 | 19 | |
| 2 | 5 | 6,3 | 16 | 10,5 | 6 | 1,6 | 5 | 24 | 6,3 | 22 | |
| 3 | 5 | 7,9 | 20 | 13 | 7 | 2 | 7 | 28 | 7,9 | 27 | |
| 4 | 6,5 | 11,9 | 24 | 16 | 8 | 2,5 | 9 | 32 | 11,9 | 32 | |
| 5 | 6,5 | 15,9 | 29 | 19 | 10 | 3 | 10 | 40 | 15,9 | 38 | |
| 6 | 8 | 19 | 40 | 27 | 13 | 4 | 16 | 50 | 19 | 47 | |
| Метрический | 80 | 8 | 26 | 48 | 24 | 24 | 5 | 24 | 65 | 26 | 52 |
| 100 | 10 | 32 | 58 | 28 | 30 | 5 | 30 | 80 | 32 | 60 | |
| 120 | 12 | 38 | 68 | 32 | 36 | 6 | 36 | 80 | 38 | 70 | |
| 160 | 16 | 50 | 88 | 40 | 48 | 8 | 48 | 100 | 50 | 90 | |
| 200 | 20 | 62 | 108 | 48 | 60 | 10 | 60 | 100 | 62 | 110 |
Стандарты:
- ГОСТ 25557-82— Конусы инструментальные. Основные размеры.
- ГОСТ 9953-82 — Конусы инструментов укороченные. Основные размеры.
Конус 1:50
Конусность 1 : 50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′
Конус 1:30
Конус 1:20
Метрические конусы инструментов. Отверстия в шпинделях станков.
Конус 1:10
Конус 1:7
Конус 1:3
Конус 1:1,866
Конус 1:0,866
Конус 1:0,652
Конус 1:24
Конус 1:16
Конус 7:64
Конус 1:4
Конус 7:24
См. также
Конусное соединение
Примечания
- ↑ Техническая энциклопедия под ред. Мартенс Л. К. т.20 М.: Советская энциклопедия 1933 г.
- ↑ ГОСТ 25557-82 использует 7 размеров конусов, от 0 до 6.
- ↑ По таблице размеров конусов Морзе предоставленной на сайте MORSE CUTTING TOOLS предоставлено 9 размеров конусов.
- ↑ По ГОСТ 9953-82 — Конусы инструментов укороченные. Основные размеры.
Wikimedia Foundation. 2010.
Конус Морзе для центрированного крепления сверл, фрез, зенковок, патронов т. п.
Конус Морзе оснастка для быстрого переоснащения станка инструментом разного размера.
Чаще всего применяется для центрированного крепления режущего инструмента: сверл, фрез, зенковок, патронов т. п. Для этого хвостовик инструмента, изготовленный конусообразной формы, вставляется в соответствующее по диаметру и конусности отверстие на станке (шпиндель, задняя бабка),
Конус морзе для фрезерных станков.или для уменьшения конусности — переходной конус вставляется в конус наибольшего размера.
Переходник конус МорзеВиды конусов Морзе
Инструментальные конусы
инструментальные конусы существуют двух типов — с лапкой и без лапки.
Конусы Морзе с лапкой бывают семи размеров, обозначаемых
№ 0, 1, 2, 3, 4, 5 и 6, и метрические,
обозначаемые № 80, 100, 120, 160 и 200.
Конусы Морзе без лапки и метрические бывают тех же номеров, как и конусы с лапкой. Кроме того, существуют метрические конусы без лапки — № 4 и 6.
Наименьший конус Морзе № 0, а наибольший — № 6. Первые конусы Морзе изготовлялись в дюймовой системе, поэтому размеры их при переводе на метрические меры выражаются дробными числами.
Например, у конуса Морзе № 2 с лапкой D = 17,980 мм, d = 14,059 мм и l = 78,5 мм. Углы уклона у всех конусов различны, но колеблются в довольно узких пределах, от 1° 25′ 43″ у конуса № 1 до 1° 30′ 26″ у конуса № 5.
Неодинакова также и их конусность, которая колеблется в пределах от 0,04988 у конуса № 1 до 0,05263 у конуса № 5. Самый маленький метрический конус имеет № 4, самый большой — № 200. Номер конуса равен количеству миллиметров, содержащихся в большем диаметре данного конуса.
Например, у метрического конуса № 80 больший диаметр равен 80 мм. Углы уклона метрических конусов всех размеров и конусность их постоянны, а именно: α = 1° 25′ 56″, К = 1 : 20 = 0,05.
Конусы с конусностью 1 : 30 и 1 : 50
В инструментальном деле и в общем машиностроении приняты, конусы с конусностью 1 : 30 и 1 : 50.
Конусность 1 : 30 имеют отверстия в насадных развертках и зенкерах. Коническая форма отверстий в этих инструментах необходима для лучшего центрирования и прочности посадки их на оправках. Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Конусность 1 : 50 имеют установочные штифты, применяемые в случае, когда необходимо, чтобы две детали машины, скрепленные болтами, не могли перемещаться одна относительно другой (например, фартук суппорта и его продольные салазки).
Установочные штифты входят в отверстия, высверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность таких штифтов принята равной 1 : 50, что соответствует углу уклона α = 0° 34′.
Узнать более подробную информацию об конусах Морзе можно позвонив по тел. 8-800-100-2667
Заказать конусы Морзе можно оставив сообщение на почту: stavincom@yandex.ru
ГОСТ 2682-86 Оправки с конусом Морзе для сверлильных патронов…
ГОСТ 2682-86
(СТ СЭВ 5163-85)
Группа Г27
ОКП 39 2880
Дата введения 1987-01-01
Постановлением Государственного комитета СССР по стандартам от 23 апреля 1986 г. N 1044 срок введения установлен 01.01.87
ВЗАМЕН ГОСТ 2682-72
ПЕРЕИЗДАНИЕ. Октябрь 1987 г.
1. Настоящий стандарт распространяется на оправки с конусом Морзе, предназначенные для крепления сверлильных патронов на станках.
Стандарт полностью соответствует СТ СЭВ 5163-85.
2. Конструкция и размеры оправок должны соответствовать указанным на чертеже и в таблице.
Размеры, мм
Обозна- | Применяе- | Испол- | Обозна- | Обозна- | , не более | Масса, кг, не более | |||
6039-0001 | 1 | 0 | В 10 | 9,045 | 10,094 | 80 | 0,4 | 0,03 | |
6039-0002 | 2 | 1 | 12,065 | 86 | 0,6 | 0,06 | |||
6039-0003 | 2 | 17,780 | 105 | 1,6 | 0,14 | ||||
6039-0004 | 1 | 0 | В 12 | 9,045 | 12,065 | 84 | 0,6 | 0,06 | |
6039-0005 | 3 | 1 | 12,065 | 90 | — | 0,07 | |||
6039-0006 | 2 | 2 | 17,780 | 106 | 1,6 | 0,15 | |||
6039-0022 | 3 | 23,825 | 124 | 0,28 | |||||
6039-0007 | 1 | 1 | В 16 | 12,065 | 15,733 | 99 | 0,09 | ||
6039-0008 | 2 | 2 | 17,780 | 112 | 0,6 | 0,16 | |||
6039-0009 | 3 | 23,825 | 134 | 1,6 | 0,32 | ||||
6039-0010 | 4 | 31,267 | 156 | 0,59 | |||||
6039-0011 | 1 | 1 | В 18 | 12,065 | 17,780 | 107 | 0,11 | ||
6039-0012 | 3 | 2 | 17,780 | 120 | — | 0,19 | |||
6039-0013 | 2 | 3 | 23,825 | 140 | 1,6 | 0,34 | |||
6039-0014 | 4 | 31,267 | 164 | 0,64 | |||||
6039-0015 | 5 | 44,399 | 196 | 1,55 | |||||
6039-0016 | 1 | 2 | В 22 | 17,780 | 21,793 | 130 | 0,26 | ||
6039-0017 | 2 | 3 | 23,825 | 149 | 0,6 | 0,40 | |||
6039-0018 | 4 | 31,267 | 176 | 1,6 | 0,73 | ||||
6039-0019 | 5 | 44,399 | 206 | 1,64 | |||||
6039-0023 | 3 | 3 | В 24 | 23,825 | 23,825 | 157 | — | 0,44 | |
6039-0020 | 2 | 4 | 31,267 | 186 | 1,6 | 0,79 | |||
6039-0021 | 5 | 44,399 | 221 | 1,69 |
Пример условного обозначения оправки с конусами Морзе 0 и В 10:
Оправка 6039-0001 ГОСТ 2682-86
3. Материал — сталь марки 40Х по ГОСТ 4543-71. Допускается применение сталей других марок с механическими свойствами не ниже, чем у стали марки 40Х.
4. Твердость — 41,5…46,5 HRC.
5. Конусы Морзе — по ГОСТ 25557-82, укороченные конусы Морзе — по ГОСТ 9953-82.
6. Маркировать: обозначение и товарный знак предприятия-изготовителя.
7. Технические требования — по ГОСТ 17166-71.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Издательство стандартов, 1988
ГОСТ 25557-82: Конусы инструментальные. Основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 25557-82 tCT СЭВ 147—751
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
к ГОСТ 25557-82 Конусы инструментальные. Основные размеры (Переиздание, февраль 1986 г.)
| ||||||||
(ИУС № 8 2001 г.) | ||||||||
УДК 621.9.02—434.5:006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ
25557-82
(СТ СЭВ 147—75J
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ Основные размеры
Machine tool tapers.
Basic dimensions
ОКП 39 0000
Постановлением Государственного комитета СССР по стандартам от 28 декабря 1982 г. № 5172 срок введения установлен
с 01.01.84
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе.
Стандарт полностью соответствует СТ СЭВ 147—75.
2. Основные размеры инструментальных метрических конусов и конусов Морзе должны соответствовать указанным на черт. 1, 2 и в таблице.
Издание официальное ★
Перепечатка воспрещена
Переиздание. Февраль 1986 г.
© Издательство стандартов, 1986
Наружные конусы
С лапкой
С резьбовым отверстием
Внутренние конусы
Для конусов с лапкой
Для конусов с резьбовым отверстием
Размеры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ГОСТ 25557-82 Стр. 5
в мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размеры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
* Размеры Du d и d2 являются теоретическими и зависят от диаметра D ** Диаметр лапки d$ может по длине превышать размер с при условии, что | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Пример условного обозначения конуса Морзе 3, Морзе 3 АТ8 ГОСТ 25557-82 То же, метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 25557-82
3. Неуказанные размеры концов конусов с резьбовым отвер-
4. Предельные отклонения размеров конусов — по ГОСТ
ГОСТ 25557-82 Стр. 7
Продолжение
в мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
и номинальных размеров a, h и /3.
Стгх~е.
степени точности АТ8:стием — по ГОСТ 14034-74. 2848—75.
Редактор В. С. Бабкина Технический редактор Э. В. Митяй Корректор С. И. Ковалева
Сдано в наб. 17.06.86 Подп. в печ. 15.10.86 0,75 уел. п. л. 0,75 уел. кр.-отт. 0,39 уч.-изд. л.
Тираж 12 000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12114. Зак. 3745.
что это, размеры ГОСТ, как выточить
В настоящее время для того чтобы правильно определить размеры и ГОСТ конуса Морзе, используют дробные числа. Более всех распространен специальный механизм для инструментов, в первую очередь, для агрегатов на базе автоматической ЧПУ. Если в инструменте имеется внутренняя резьба, то она фиксируется посредством держателя и вворачивается в торцовую конусную часть.
Данный механизм был разработан лично инженером Стивеном Морзе во второй половине девятнадцатого века. Угловая часть инструмента зависит от стороны инсталляции в приводную часть станка. Тела-пролювии, основанные на резьбе, позволяют удерживать инструмент внутри станка и дают возможность безопасно извлечь заклинившийся конус из шпиндельного участка. Нередки случаи, когда длина конусной части Морзе, становится чрезмерной.
Способы различения патронного обтекателя в дрели
Обтекатель Морзе может быть изготовлен по разным методикам и не всегда отличается высокой взаимозаменяемостью. Размер конуса обозначают цифрами. В настоящее время имеются зандры с шагом 5, а их стандартный размер от 10-го до 80-го. Как правило, обозначения следующие:
- ISO20
- NMTB30
- BT40
Отличительной особенностью является стандартный размер конусного сечения.
Типологическая характеристика конусных габаритов:
- Д – это показатель базового размера конусного гнезда.
- Л – показатель глубины проникновения
Эти размеры едины для всех стран мира, в которых используется метрическая система исчисления. Диаметр фланцевого сечения ДФ приблизительно соответствует всем конструктивным разновидностям изделия.
В наши дни большинство конусов производят со сменяемым переходником, это дает возможность совместить оборудование с неодинаковыми стандартами. Различают несколько особенностей фланцевого сечения, которые имеют буквенное обозначение: A, B, C, D, E, F. Размерная часть самого пролювия обозначается так:
- минимальная длина 25 мм
- максимальная – 160 мм (к примеру, модель HSK-A73)
Наилучшие разновидности конусов в наши дни
В настоящее время самыми качественными конусами для сверлильного станка считаются те, которые изготовлены под брендами Капто и Кеннаметал. Все они отличаются высокой устойчивостью к температурным перепадам и отвечают самым строгим характеристикам.

Крупнейшим разработчиком конусов Капто является компания Сандвик Коромант. На сегодняшний день конус продвигается в качестве аналога HSK высшего класса. Секущая часть имеет треугольную форму, а также края с выгибами и округленными сторонами. При этом способ производства такого пролювия отличается особой сложностью, таким образом, становится более дорогим удовольствием для конечного покупателя.
Основные названия, которые имеет пролювий-адаптер Капто: от C3 до C10. Изначально данный конус Морзе изготавливался в первую очередь для зажимов цанговым методом. Выпускается всего лишь один типовой размер данного конусоида. Штифты для установки инсталлируются в секущие отверстия, которые просверлены и развернуты под необходимым углом в детали стандартного габарита.
Габариты и видовые составляющие конуса Морзе
В действительности существуют разные виды и размеры госта морзе-конусов, и они имеют неоднозначные названия в специальной литературе. Но их отличительной особенностью является их узнаваемость во всех культурах под определенными номерными знаками: 10, 100, 1000. При этом зандры-конусы меньшего размера 0.001″ и 0.0001″ в разговорной речи часто используют под американским термином: «зу» и «тенф».
Лучший способ измерения конуса – использовать калибровку, ибо на зандре имеются риски. Но для большой точности измерения используют таблицу пересчета размеров вплоть до сотой доли миллиметра. Таким образом, для того чтобы с точностью до миллиметра определять какой конус Морзе лучше всего использовать в данной ситуации, следует обращаться к таблице измерения диаметра изделия.
Кроме того, все инструментальные предметы с конусом Морзе в наше время имеют следующий стандарт ГОСТ 25557-82. Именно данная модель ГОСТ имеет сегодня наибольшую популярность в России по сравнению с предыдущими моделями. Имеется усовершенствованный способ удержания патрона и крепления.
Американские конусы различаются посредством дюймовой системы измерения, поэтому для лучшего понимания российским потребителем все метрические данные конуса переводятся в миллиметровую систему.
Видео: изготовление переходного конуса для сверлильного патрона под морзе 2.
Несоответствия между американской и российской метрической системами
В настоящее время пролювий с американской гравировкой КМ7 не соответствует российским стандартам. В России долгое время используют метрический штекель с конусом №80. Иногда оказывается, что использовать американский конус использовать неудобно – его длина не соответствует стандартам станка.
По этой причине пришлось удалить его толстую часть, и в настоящее время имеется девять размеров с более укороченным креплением. Хвостовая часть конуса Морзе за №80 может изготавливаться с различными вариациями. Но принцип их использования остается на высоком уровне и не требует особой спецподготовки.
КМ – это горнитос Морзе, который спроектирован компанией Кеннаметал. И в настоящее время является одним из наиболее часто используемых креплений инструмента. Такое положение дел является следствием длительного периода использования именно данного пролювия, ибо диапазон размеров в высшей степени зависит от того, насколько эффективно используется инструмент.
Очевидно одно: конус Морзе является сегодня наиболее часто используемым креплением для самых разных составляющих.
Republished by Blog Post Promoter
ГОСТ 25557-2006: Конусы инструментальные. Основные размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И
СЕРТИФИКАЦИИ
(МГС)
INTERSTATE
COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ | ГОСТ (ИСО 296:1991) |
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
Основные размеры
ISO 296:1991 Machine tools — Self-holding tapers for
tool shanks
(MOD)
Москва Стандартинформ 2007 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП «ВНИИНМАШ») и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО «ЭНИМС») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня 2006 г.)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикистан |
Туркменистан | ТМ | Главгосслужба «Туркменстандартлары» |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 296:1991 «Станки. Самозажимные конусы хвостовиков инструментов» (ISO 296:1991 «Machine tools — Self-holding tapers for tool shanks»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). При этом дополнительные положения, а также фразы и отдельные слова, включенные в текст стандарта для учета потребностей национальной экономики указанных выше государств и особенностей межгосударственной стандартизации, выделены курсивом.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении Б
5 Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2007 г. № 171-ст межгосударственный стандарт ГОСТ 25557-2006 (ИСО 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6 ВЗАМЕН ГОСТ 25557-82
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменения — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ГОСТ 25557-2006
(ИСО 296:1991)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
Основные размеры
Machine tools tapers. Basic dimensions
Дата введения — 2008-01-01
1 Область применения
Настоящий стандарт устанавливает размеры наружных и внутренних конусов инструментальных хвостовиков трех категорий:
a) общего применения;
b) малые;
c) большие.
Настоящий стандарт также определяет размеры пазов канавок и отверстий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Диапазон и размеры конусов
3.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
Категория конуса | Размер, мм | Размер, дюйм |
Конус общего применения | Конус Морзе № 1 — № 6 | Конус Морзе № 1 — № 6 |
Малый конус | Метрические конусы № 4 и № 6 и конус Морзе № 0 | Конусы Браун и Шарп № 1 — № 3 |
Большой конус | Метрические конусы № 80 — № 200 | — |
Примечание — Кроме конусов Морзе с резьбовым отверстием, конусы Морзе № 1 — № 6, изготовленные в метрической или в дюймовой системах, являются строго взаимозаменяемыми, хотя и не абсолютно идентичными. | ||
(Поправка)
3.2 Размеры конусов должны соответствовать размерам, указанным на рисунках 1, 2 и в таблицах 2 и А.1 (приложение А).
Рисунок 1
Рисунок 2
3.3 Применяемый тип резьбы для резьбовых отверстий:
— для метрических — метрическая резьба М;
— для дюймовых — дюймовая резьба UNC.
3.4 Допуски по углу конуса, методы и средства контроля конусов инструментов — по ГОСТ 2848.
3.5 Отверстия центровые
Размеры — по ГОСТ 14034.
4 Обозначения хвостовиков
4.1 В зависимости от конструкции инструментальный хвостовик должен иметь соответствующее обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
АЕ — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
ВЕК — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK— внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
АЕК — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
Конус инструментальный — это… Что такое Конус инструментальный?
Конус инструментальный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке станка. Предназначено для быстрой смены инструмента с высокой точностью центрирования и надёжностью. Существуют различные конусы, различающиеся по конусности.
Конус Морзе и метрический конус
Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы(гнёзда)).Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе (также изобретатель спирального сверла) приблизительно в 1864 году.[1]
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7, нем. MK0-MK7)[2][3][4]. Конусность от 1:19,002 до 1:20,047 (угол от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228. Российский стандарт ГОСТ 25557-2006 (Конусы инструментальные. Основные размеры.). В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы изготовленные по дюймовым и метрическим стандартам взаимозаменяемы во всем кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой фиксируется в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Инструмент с резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Резьбовые конусы гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса. Некоторые конуса снабжаются системой отверстий и канавок для подачи охлаждающей жидкости (СОЖ).
Метрический конус
Впоследствии понадобилось расширить диапазон размеров конусов Морзе как в большую так и в меньшую сторону. При этом для новых типоразмеров конуса выбрали конусность ровно 1:20 (угол 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 определяет маленькие метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80-ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
Таблица 1
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | №4 | 1:20 | 4 | 4,1 | 2,9 | — | — | — | 2,5 | 3 | 23 | 25 | — | — | 25 | 21 |
| №6 | 1:20 | 6 | 6,2 | 4,4 | — | — | — | 4 | 4,6 | 32 | 35 | — | — | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | — | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7[5] | 1:19,231 | 83,058 | ||||||||||||||
| Метрический | №80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| №100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| №120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| №160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| №200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому придумали девять размеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45)[6], полученные удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82.
- B7 — укороченный до 14 мм КМ0.
- B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
- B16, B18 — укороченный до 29 и 37 мм соответственно КМ2.
- B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
- B32 — укороченный до 57 мм КМ4.
- B45 — укороченный до 71 мм КМ5.
Конус 7:24
Широко распространенный инструментальный конус, в основном для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — борьба с недостатками конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (захваты, фланцы, штревели, каналы подачи СОЖ и т.п.) и обозначениями. Оборудование этих стандартов не всегда совместимо.
- ISO-конусы. Международный стандарт ISO 7388.
- DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарт DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association), NST. Американский вариант конуса. Стандарт ANSI B5.18.
- CAT, CV (от Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50.
- BT — обозначение японской разновидности конуса по стандарту JIS B6339 (MAS403).
- NFE 62540 — французский стандарт.
- Советские и российские стандарты: ГОСТ 15945-82 основные размеры конусов; ГОСТ 25827—93 на конструкции хвостовиков; ГОСТ 19860-93 на допуски.
Типоразмер конуса обозначается цифрой, существуют размеры от 10 до 80-го с шагом 5. Например ISO10, NMTB40, BT50. Для всех стандартов типоразмер конусной части одинаков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK, КМ
HSK-конус (от нем. Hohlschaftkegel, полый конус) используется в фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарт на эти конуса ISO 12164, DIN 69893. Российская копия стандарта называется ГОСТ Р ИСО 12164.
Конусность 1:10. Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например HSK-A63. Следует учесть что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая в свою очередь имеет конус HSK. Но иногда также используются резцы имеющие хвостовик HSK.
KM-конус, разработанный компанией Kennametal по сути сходен с HSK, но не получил большого распространения.
Capto
Оснастка CaptoКонус Capto, разработанный компанией Sandvik Coromant, сегодня используется многими производителями. В сечении он представляет собой треугольник с скругленными краями и выгнутыми сторонами. Такая форма не позволяет конусу провернуться в гнезде, в HSK для этого служат пазы.
Применение аналогично HSK: в фрезерных обрабатывающих центрах и, особенно, токарно-фрезерных центрах. Хотя именно в этой области он менее распространен, чем HSK, но помимо нее используется так же в:
- В модульных системах оснастки(переходники, удлинители и т. д.)
- Как система быстрой смены инструмента в приводных блоках
В настоящее время также выпускаются револьверы CDI, на которых используются исключительно Capto-блоки.
В зависимости от размера соединение Capto обозначаются C3… C10
Brown & Sharpe, Jacobs, Jarno
По внешнему виду и сферам применения похожи на конуса Морзе.[7] Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение в основном на территории США.
R8
Цанга R8Внутрифирменный конус специально для цанговых зажимов. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение в том числе в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Переходные оправки и втулки
Переходные втулки конусов Морзе.Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Другие машиностроительные конуса
Конус 1:50
Конусность 1 : 50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′.[8]
Конус 1:30
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′.[8]
Конус 1:24
Конусы для инструментов по американскому стандарту при размерах меньше конуса Морзе №1.
Конус 1:20
Метрические конусы инструментов. Отверстия в шпинделях станков. См. Конус Морзе.
Конус 1:16
Резьба обсадных труб 6 5/8”, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 5006-83.
Центры упорные для тяжелых станков и конусы инструментов. ГОСТ 7383-72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т.н. котельный конус.)
Конус 1:7
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов.
Конус 1:5
Концы шлифовальных шпинделей с наружным конусом.
Конус 1:4
Фланцевые концы шпинделей револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866
Центры станков, центровые отверстия, потайные и полупотайные головки заклепок диаметром Ф 16-25 мм, потайные головки винтов диаметром Ф 22-24 мм.
Конус 1:0,866
Зажимные цанги.
Конус 1:0,652
Потайные головки болтов, потайные и полупотайные головки заклепок диаметром Ф 10-13 мм.
Конус 7:64
Отверстия под оправки в столах зубодолбежных станков.
Примечания
- ↑ Morse Cutting Tools
- ↑ Техническая энциклопедия под ред. Мартенс Л. К. т.20 М.: Советская энциклопедия 1933 г.
- ↑ ГОСТ 25557-82 использует 7 размеров конусов, от КМ0 до КМ6.
- ↑ По таблице размеров конусов Морзе предоставленной на сайте MORSE CUTTING TOOLS предоставлено 9 размеров конусов.
- ↑ Отсутствует в ГОСТ 25557-2006
- ↑ По ГОСТ 9953-82 — Конусы инструментов укороченные. Основные размеры.
- ↑ http://www.loganact.com/tips/tapers.htm Конусы Morse, Jacobs, Jarno, Brown & Sharpe
- ↑ 1 2 Общие сведения о конусах | ООО Техно-Лайн
Ссылки
MT6 испытательные стержни с коническим хвостовиком Морзе Станок для испытания шпинделя Оправка 6 # 300 мм | конус Морзе | конический хвостовик Морзе
MT6 испытательные стержни для машины с конусом Морзе Испытательный стержень шпинделя Оправка 6 # 300 мм
Материал: инструментальная сталь
Твердость: 58-62
Испытательный стержень MT0 в соответствии со стандартным производством JB / T9881-99, используемый для тестирования различных станков геометрическая точность инструмента, использование высококачественной углеродистой инструментальной стали, после термообработки после обработки твердость может достигать 58 ~ 62 °, лицо после точного шлифования.
Сроки и условия
1. Условия оплаты:
Мы принимаем только доставки и доставка подтверждается
Escrow. Покупатель оплачивает таможенную очистку страны назначения.
2. Условия доставки:
Обычно отправка осуществляется в течение 5 рабочих дней после оплаты.Мы можем предоставить TNT, DHL, UPS,
FedEx, EMS, авиапочту Китая и т. Д.
3. На складе условия:
Обычно наши товары есть на складе. Но если его иногда нет на складе, покупатели должны принять возврат
или заменить другие товары, которые есть на складе.
4. Условия обратной связи:
Удовлетворенность покупателей очень важна для нас. Если вы не удовлетворены товарами,
Пожалуйста, свяжитесь с нами, прежде чем оставлять отрицательный отзыв.Мы можем работать вместе, чтобы разрешить
Любой спор.
5. Условия возврата:
Покупатель может вернуть товар в течение 14 дней с момента получения. Товар должен быть возвращен в новом состоянии
в том виде, в котором он был получен, со всеми сопутствующими принадлежностями и литературой, включая
Заводская упаковка. Доставка, транспортировка и страхование не подлежат возмещению, и покупатель
несет ответственность за расходы по доставке и логистике.Вы должны связаться с нами в течение 14 дней
с момента получения.
.DIN2185 MT6 3 Переходная переходная муфта для сверла с конусом Морзе Переходник для конуса Морзе MT6 3 | Конус Морзе | Конус Морзе втулка переходник
DIN2185 MT6-3 Уменьшающая муфта для сверла с конусом Морзе Переходник для конуса Морзе MT6-MT3
. Материал: 65Mn
. T.I.R: 0,015 мм
. Внешний конус MT6
. Внутренний конус MT3
.Совершенно новый переходник конуса Морзе с MT6 на MT3. Изготовлен из высококачественной легированной стали, закален и отпущен, прецизионно отшлифован внутри и снаружи до высокой соосности
- Гильза используется для преобразования шпинделей в больший или меньший конус и удлинения шпинделей сверлильных станков, радиальных сверл, сверлильных фрез и револьверные токарные станки
1. Условия оплаты: Escrow.
мы отправим заказ только на адрес доставки, который вы подтвердили с помощью Escrow.Расходы, связанные с таможней назначения, несет покупатель.
2. Условия доставки:
Перед заказом вы можете спросить об актуальном фрахте . Товары отправляются только после подтверждения оплаты через Escrow.
.
3. Обратная связь:
Отзывы клиентов очень важны для нас. Если вы не удовлетворены товарами, пожалуйста, свяжитесь с нами перед тем, как оставить отрицательный отзыв. Мы можем работать вместе для разрешения любых разногласий.
4. Возврат:
Вы можете вернуть товар в течение 14 дней с момента получения. Товар должен быть возвращен в новом состоянии, в том виде, в каком он был получен, со всеми сопутствующими принадлежностями и литературой, включая заводскую коробку. Доставка, обработка и страхование не подлежат возврату, и покупатель несет ответственность за расходы по доставке и логистике. Вы должны связаться с нами в течение 14 дней с момента получения.
.DIN2185 MT6 2 Коническая втулка Морзе, переходная переходная втулка для сверла Переходник для конуса Морзе MT6 2 | Конус Морзе | Коническая втулка Морзе, переходник
DIN2185 MT6-2 Коническая втулка Морзе, переходная переходная втулка для сверла Конический переходник Морзе MT6-MT2 
. Материал: 65Mn
. T.I.R: 0,015 мм
. Внешний конус MT6
. Внутренний конус MT2
.Совершенно новый переходник конуса Морзе с MT6 на MT3. Изготовлен из высококачественной легированной стали, закален и отпущен, прецизионно отшлифован внутри и снаружи до высокой соосности
- Втулка используется для преобразования шпинделей в больший или меньший конус и удлинения шпинделей сверлильных станков, радиальных сверл, сверлильных фрез и револьверные токарные станки
1. Условия оплаты: Escrow.
мы отправим заказ только на адрес доставки, который вы подтвердили с помощью Escrow.Расходы, связанные с таможней назначения, несет покупатель.
2. Условия доставки:
Перед заказом вы можете запросить актуальный фрахт . Товары отправляются только после подтверждения оплаты через Escrow.
.
3. Обратная связь:
Отзывы клиентов очень важны для нас. Если вы не удовлетворены товарами, пожалуйста, свяжитесь с нами, прежде чем оставлять отрицательный отзыв. Мы можем работать вместе для разрешения любых разногласий.
4. Возврат:
Вы можете вернуть товар в течение 14 дней с момента получения. Товар должен быть возвращен в новом состоянии, в том виде, в котором он был получен, со всеми сопутствующими принадлежностями и литературой, включая заводскую коробку. Доставка, обработка и страхование не подлежат возврату, и покупатель несет ответственность за расходы по доставке и логистике. Вы должны связаться с нами в течение 14 дней с момента получения.
.DIN2185 MT6 5 Конус Морзе, переходная муфта для сверла Переходник для конуса Морзе MT6 5 | адаптер gameboy | адаптер для электричества pcmcia
DIN2185 MT6-5 Коническая втулка Морзе, переходная переходная втулка для сверла Конический переходник Морзе MT6-MT5
. Материал: 65Mn
. T.I.R: 0,015 мм
. Внешний конус MT6
. Внутренний конус MT5
.Совершенно новый переходник конуса Морзе с MT6 на MT3. Изготовлен из высококачественной легированной стали, закален и отпущен, прецизионно отшлифован внутри и снаружи до высокой соосности
- Втулка используется для преобразования шпинделей в больший или меньший конус и удлинения шпинделей сверлильных станков, радиальных сверл, сверлильных фрез и револьверные токарные станки
1. Условия оплаты: Escrow.
мы отправим заказ только на адрес доставки, который вы подтвердили с помощью Escrow.Расходы, связанные с таможней назначения, несет покупатель.
2. Условия доставки:
Перед заказом вы можете запросить актуальный фрахт . Товары отправляются только после подтверждения оплаты через Escrow.
.
3. Обратная связь:
Отзывы клиентов очень важны для нас. Если вы не удовлетворены товарами, пожалуйста, свяжитесь с нами, прежде чем оставлять отрицательный отзыв. Мы можем работать вместе для разрешения любых разногласий.
4. Возврат:
Вы можете вернуть товар в течение 14 дней с момента получения. Товар должен быть возвращен в новом состоянии, в том виде, в котором он был получен, со всеми сопутствующими принадлежностями и литературой, включая заводскую коробку. Доставка, обработка и страхование не подлежат возврату, и покупатель несет ответственность за расходы по доставке и логистике. Вы должны связаться с нами в течение 14 дней с момента получения.
.