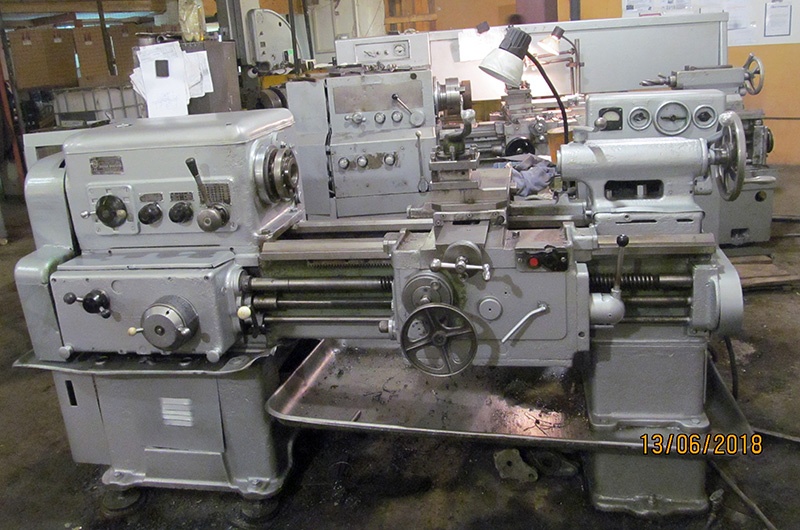
Токарный станок 1К62Д
В условиях небольшого предприятия, частной ремонтной мастерской или инструментального цеха — крайне высоко ценится оборудование, способное стабильно работать, обеспечивая как обработку и изготовление штучных изделий, так и осуществление мелкосерийного производства с высокой степенью повторяемости. Именно таким требованиям отвечает станок 1к62д, производимый Челябинским Станкостроительным заводом №78 ФНПЦ «Станкомаш». Устройство отличается применением нескольких уникальных инженерных решений, а также возможностью работать с дополнительным оснащением, предназначенным для тиражирования и дуплицирования.
Описание и назначение
Модель 1к62д является усовершенствованным станком 1к62д, который был крайне популярен на множестве типов производственных площадей. Сегодня выпускаются несколько типов модификаций, технические характеристики которых удовлетворяют индивидуальные потребности потребителей и могут решить специфические задачи. Конструкция станка выполнена по классической схеме, расположение органов и механика управления — привычны для квалифицированного токаря.
Заметные особенности, которые имеет аппарат 1к62д — высокая мощность электродвигателя главного привода, а также высокая конструкционная жесткость как несущих частей, так и узлов кинематической схемы. Для проведения операций высокой точности предлагается изменение оборотов шпинделя.
Станок может обрабатывать детали и заготовки из сложных материалов, к примеру, из жаропрочного металла или сталей инструментального класса. Конструкция станка с успехом выдерживает нагрузки, а максимальные обороты шпинделя гарантируют точение с достижением оптимальных показателей скорости и производительности.
Для работы с деталями больших диаметров — станок 1к62д оборудован станиной со специальной выемкой. Она позволяет работать с заготовками, габарит которых превышает ограничение при размещении в центрах. Также предлагается особый режим смещения задней бабки для обработки поверхностей в форме конуса.
Согласно паспортизации винторезный станок 1к62д может использоваться для проведения следующих работ:
- точения цилиндрических поверхностей вращения;
- при изменении положения задней бабки — возможна работа с конусными поверхностями;
- особенности привода и механика подач дают возможность точить фасонные поверхности;
- при использовании гидравлического повторителя — возможно производство серий изделий высокой повторяемости, а также дуплицирование образца;
- нарезки резьбы высокой точности, метрической дюймовой модульной питчевой и архимедовой, как механическим, так и ручным способом при помощи метчиков, плашек;
- обработку торцов заготовок;
- работу при фиксации в центрах, зажиме заготовки в патроне шпинделя, при расположении в люнетах на станине;
- сверловку и расточку отверстий, механическим или ручным методом.


Устройство обеспечивает класс точности Н, в зависимости от заказ-наряда эксплуатируется по нормам, указанным в ГОСТ 15150. Инструкция по эксплуатации содержит все необходимые данные для безопасного и эффективного применения станка 1к62д.
Технические характеристики
Станок 1к62д имеет массу в 3080 кг при межцентровом расстоянии 1000 мм. Его рекомендуется устанавливать на жесткую, специально подготовленную поверхность. Другие характеристики устройства:
- ограничение диаметра при расположении детали над станиной 435 мм, в зоне суппорта 224 мм;
- межцентровые расстояния (РМЦ, в зависимости от исполнения) — 1000, 1500 мм;
- ограничение по массе обрабатываемой детали, зажатой в патроне — 200 кг, при фиксации в центрах — 900 кг;
- сквозное отверстие шпинделя — 55 мм;
- число переключений оборотов, которое обеспечивает коробка передач — 23 в прямом и 12 в обратном направлении вращения шпинделя;
- обороты на шпинделе — от 12. 5 до 2000 в прямом, от 19 до 2420 в обратном направлении;
- максимальный крутящий момент, который привод формирует на шпинделе — 2000 Нм;
- максимум хода каретки (в зависимости от РМЦ) — 930 или 1430 мм;
- число ступеней переключения скорости, которые обеспечивают шестерни в коробке подач — 42, в поперечном и продольном направлении;
- максимум поперечного смещения салазок суппорта — 140 мм;
- задняя бабка имеет перемещаемую на 200 мм пиноль, фиксируемую при помощи рукоятки, доступно поперечное смещение бабки на 15 мм в обе стороны от базовой линии;
- главный привод имеет мощность 11 кВт;
- число двигателей, которыми оперирует схема электрическая — 3 шт.
 5 до 2000 в прямом, от 19 до 2420 в обратном направлении;
5 до 2000 в прямом, от 19 до 2420 в обратном направлении;Станок 1к62д оснащен отдельным насосом системы охлаждения, а также приводом быстрых подач. Суммарное потребление мощности системой составляет 11.87 кВт. Габариты станка в исполнении с РМЦ 1000 мм составляет 2786х1200х1500 мм для длины, ширины, высоты соответственно.
Особенности конструкции
Главное уникальное инженерное решение — конструкция шпинделя. Оснащенный муфтой для переключения направления вращения, данный узел установлен на подшипниках подвижного типа. Таким способом разработчики обеспечили технический максимум жесткости. В свою очередь, это дало возможность поддерживать точность обработки при любых условиях, в том числе — используя ударных режим без снижения производительности.
Оснащенный муфтой для переключения направления вращения, данный узел установлен на подшипниках подвижного типа. Таким способом разработчики обеспечили технический максимум жесткости. В свою очередь, это дало возможность поддерживать точность обработки при любых условиях, в том числе — используя ударных режим без снижения производительности.
Вторая особенность — станок может работать от сети питания двух типов. Допускается использование 220В однофазного напряжения. Для этого установку не нужно модифицировать или переделывать электрическую схему самостоятельно. Однако производитель рекомендует, для достижения оптимальных показателей мощности — использовать сеть питания 380В, трехфазного напряжения.
Особенности ремонта и обслуживания
Плановый и капитальный ремонт винторезных станков осуществляется в сроки, устанавливаемые ГОСТ, отраслевыми стандартами и правилами предприятия. Замена масла, другие типы обслуживания — проводятся в соответствии с паспортом оборудования.
В рамках периодического ремонта осматривается пускорелейная аппаратура. Любой налет или следы окислов удаляются с контактов при помощи бархатного напильника или стеклобумаги. Проводится периодическая смазка маслом с последующим его удалением.
Не реже одного раза в два месяца контролируется состояние вводных проводов обмоток электродвигателей, производится удаление загрязнений, проверяется состояние системы заземления. Профилактические ремонты станка 1к62д должны проводиться не менее 1 раза в год. В основные процедуры входит разборка и профилактика электромоторов, удаление загрязнений с внутренних и внешних частей конструкции, замена смазки.
Перед заменой смазки подшипников их необходимо промывать бензином.
Станок токарно винторезный 1к62 — обзор и характеристики
Советское станкостроение активно начало развиваться в 50-е года 20 века. Именно тогда инженерами московского завода «Красный пролетарий» была представлена знаменитая модель 1к62, за которой работало не одно поколение советских мастеров. На тот момент универсальность и надежность агрегата стали основными факторами успеха конструкции. И этот триумф наблюдается по сегодняшний день. В наши дни во многих цехах и частных мастерских можно встретить подобную технику, которая, спустя десятки лет активной эксплуатации, продолжает чинно выполнять возложенные на нее функции.
Из названия станка токарного 1к62 можно понять, что это за оборудование и какое ее целевое назначение. Индекс 1 определяет группу, к которой принадлежит техника – токарные станки. Буква «К» указывает на поколение агрегата. Цифра 6 информирует нас о том, что техника относится к подгруппе токарно-винторезных станков, а конечная двойка говорит о том, что высота центров над станиной составляет 22 сантиметра.
Данный станок отличается универсальностью, так как призван выполнять огромный спектр задач. Главная его функция – нарезание различных видов резьбы. Также оборудование способно создавать архимедовы спирали различного шага.
Станок 1к62 может применяться для работы с закаленными заготовками, поскольку шпиндель агрегата монтирован на особые подшипники, делающие всю конструкцию максимально жесткой. В данной модели предусмотрена возможность ударной обработки заготовок различной степени твердости. При этом никак не страдает точность обработки детали.
Одно из преимуществ, которыми обладает станок токарно-винторезный 1к62, – немалая мощность основного силового агрегата. Отменная прочность и повышенная жесткость основных элементов делает конструкцию невероятно выносливой и производительной. Виброустойчивость, а также большой выбор скоростных режимов и вариантов подач позволяют осуществлять первоклассное резание минералокерамическими и изготовленными из твердых сплавов инструментами. Существенный плюс станка – возможность работы с короткими деталями значительного диаметра.
Оборудование без труда справляется с пологими конусами. Это стало возможным, благодаря конструктивной особенности задней балки агрегата. Она может смещаться в поперечном направлении, что делает технику особенно ценным помощником квалифицированного мастера.
Конструкцией предусмотрено наличие замка, который при необходимости соединяет суппорт с задней балкой. Такая опция полезна в тех случаях, когда приходится производить сверление при механическом движении балки от суппорта.

Станок токарный 1к62 может агрегироваться с подвижными и неподвижными люнетами, диаметр которых составляет от 20 до 80 и от 20 до 130 миллиметров соответственно. Модель комплектуется сменными зубчатыми колесами, передающими движение коробке передач. Также конструкцией предусмотрено наличие упора, монтируемого на станине. Он позволяет осуществлять продольное смещение каретки. Упор ограничивает интенсивность движения суппорта 250-ю миллиметрами в минуту.
Токарный станок 1к62: технические характеристики
Чтобы разобраться во всех преимуществах рассматриваемого нами агрегата, необходимо подробнее изучить его технические параметры. Ниже будут представлены основные характеристики модели 1к62.
Предельный диаметр заготовки у данного станка составляет (при фиксации над станиной) 400 миллиметров, а диаметр прутка – 45 миллиметров. В агрегате предусмотрено двадцать три встроенные скорости вращения шпинделя в пределах от 12.5 до 2000 оборотов в минуту.
В станке токарно-винторезном 1к62 предусмотрен 10-киловаттный двигатель. С помощью коробки передач мастер может выбирать оптимальный режим поперечной и продольной передачи суппорта. Переключение осуществляется путем манипуляций со встроенными рукоятями. Кроме того, в агрегате предусмотрена возможность интенсивного движения суппорта, что стало возможным благодаря дополнительному киловаттному двигателю.
С помощью коробки передач мастер может выбирать оптимальный режим поперечной и продольной передачи суппорта. Переключение осуществляется путем манипуляций со встроенными рукоятями. Кроме того, в агрегате предусмотрена возможность интенсивного движения суппорта, что стало возможным благодаря дополнительному киловаттному двигателю.
Описывая, какие свойственны токарному станку 1к62 технические характеристики, следует упомянуть то, что агрегат имеет тепловые реле, призванные защищать его от продолжительных перегрузок. Кроме того, оборудование укомплектовано предохранителями, препятствующими появлению замыкания.
В соответствии с ГОСТ 8-82 устройство относится к классу точности Н. Допустимая масса заготовки составляет 500 кг в патроне и 1500 кг в центрах. Техника укомплектована четырьмя электрическими двигателям: основным силовым агрегатом главного привода, двигателем быстрых перемещений, электродвигателем гидростанции и насоса охлаждения. Модель имеет серьезные габариты, которые составляют 2812х1166х1324 миллиметров при массе станка 2140 кг.
Очевидно, что токарный станок 1к62 технические характеристики демонстрирует на самом высоком уровне. Он способен справиться с большинством задач, возникающих перед токарем, что делает его незаменимым помощником и на крупном производстве, и в небольших цехах.
Подводя итоги
Токарный станок 1к62 – это достойный инструмент советского образца, который, несмотря на свое моральное устаревание, остается серьезным конкурентом многим аналогам, таким как Samat 400S (Россия), CA6140A (Китай) и CU402 (Болгария). Его главные преимущества заключаются в надежности, высокой производительности и дешевизне обслуживания. Однако современные технологические достижения мастерам, работающим за станком, спроектированным в середине 20 века, конечно же, остаются недоступными.
Серия 1к62 – это недорогая альтернатива многим станкам, однако стоит учитывать, что функционал этой модели скромнее возможностей более современных аналогов.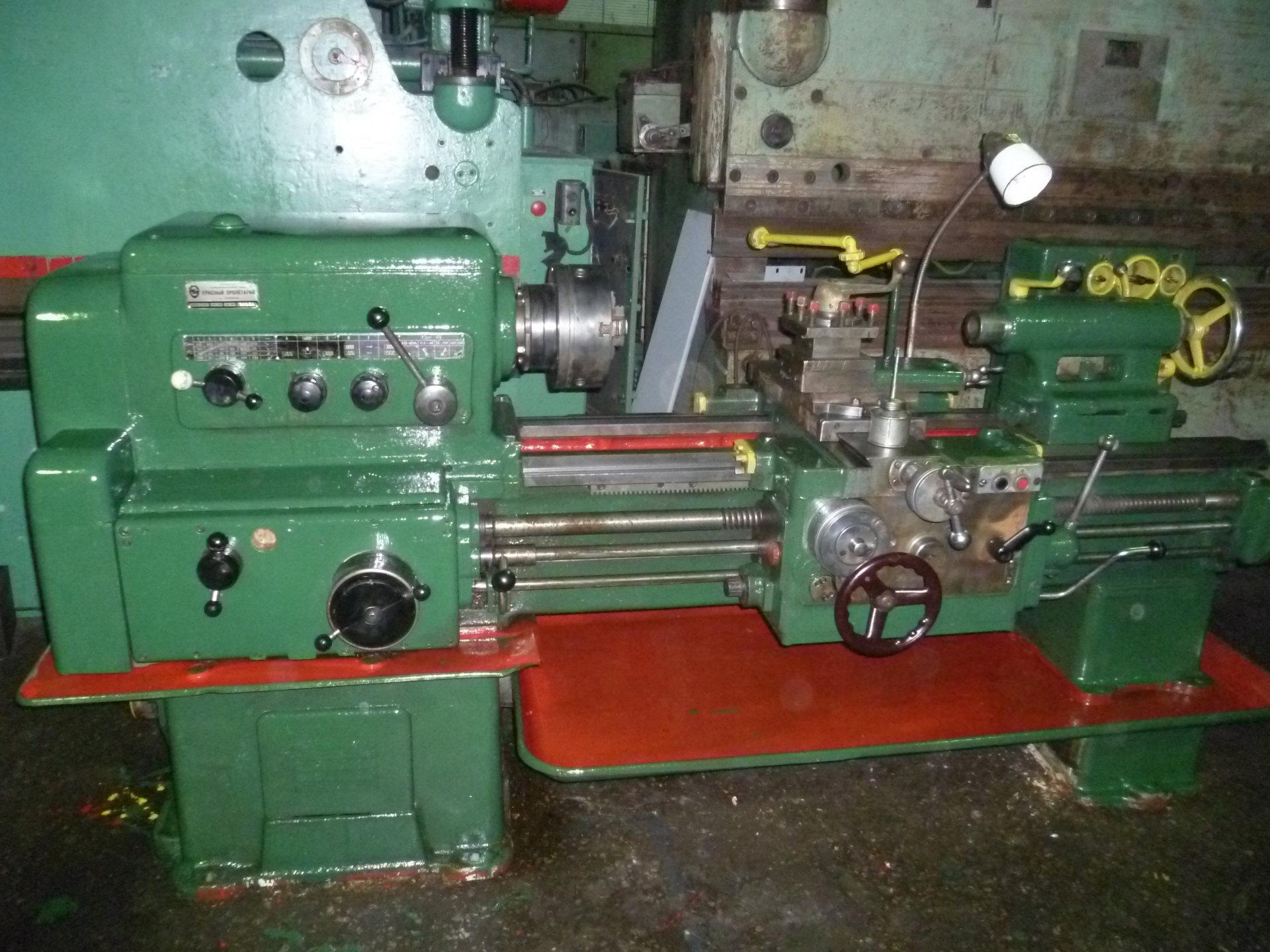
Рекомендуем почитать
1к62 технические характеристики | Станок токарный винторезный универсальный
Токарно-винторезный станок модели 1к62 является универсальной единицей оборудования, позволяющей обрабатывать детали различной конфигурации, выполнять широкий ряд токарных операций.
Характеристики
Класс точности станка — Н (нормальной точности) согласно ГОСТ 440-81
Технологические возможности
- Максиальный диаметр обрабатываемой заготовки над станиной — 400 мм
- Максимальный диаметр обрабатываемой заготовки над суппортом — 220 мм
- Максимальная длинна обрабатываемой заготовки — 710, 1000, 1400 мм
- Максимальный ход каретки — 640, 930, 1330 мм
- Наибольшая масса обрабатываемого изделия:
- при закреплении в патроне — 0,5 т
- при закреплении в центарх — 1,5 т
Шпиндельный узел
- Диаметр отверстия в шпинделе — 47 мм
- Конец шпинделя — 6К согласно ГОСТ 12593-72
- Количество скоростей шпинделя:
- прямого вращения — 23
- реверсивного вращения — 12
- Частоты вращения:
- прямого вращения — 12,5. ..2000 об/мин
- реверсивного вращения — 12…2420 об/мин
- прямого вращения — 12,5.
- Торможение шпинделя — предусмотрено
 ..2000 об/мин
..2000 об/минКоробка подач
- Количество подач:
- продольных — 42
- поперечных — 42
- Пределы подач:
- продольных — 0,070…4,16 мм/об
- поперечных — 0,035…2,08 мм/об
Передняя бабка
- Центра в шпинделе передней бабки — конус Морзе 6
Инструмент и резцедержатель
- Высота резца — не менее 25 мм
- Наибольшее расстояние от оси центров до кромки резцедержателя — 240 мм
- Наибольшая длина перемещения:
- продольного — 640, 930, 1330 мм
- поперечного — 250 мм
Резцовые салазки
- Максимальное перемещение салазом — 140 мм
- Максимальный угол поворота — от -65 до +45 град
- Цена деления шкалы поворота 1 град
- Цена деления лимба — 0,05 мм
Суппорт
- Скорость быстрого перемещения суппорта:
- продольного — 3,4 м/мин
- поперечного — 1,7 м/мин
- Цена одного деления лимба:
- продольного перемещения — 1 мм
- поперечного перемещения — 0,05 мм
- Количество устанавливаемых в резцевую головку резцов — 4
Задняя бабка
- Центр в пиноли — конус Морзе 5
- Максимальное перемещение пиноли — 200 мм
- Поперечное смещение:
- в прямом направлении — 15 мм
- в обратном напралении — 15 мм
- Цена одного деления лимба — 0,05 мм
Нарезаемая резьба
- Количество нарезаемых резьб:
- метрических — 44
- модульных — 38
- дюймовых — 20
- питчевых — 37
- Шаги нарезаемых резьб:
- метрических — 0,87. ..192 мм
- модульных — 0,5…48 мм
- дюймовых — 24…2 ниток на дюйм
- питчевых — 96…1 питч
- архимедовой спирали — 3/8″, 7/16″, 8, 10, 12 мм
- метрических — 0,87.
 ..192 мм
..192 ммГабариты и масса
- Габаритные размеры:
- длина — 2522, 2812, 3212 мм
- ширина — 1166 мм
- высота — 1324 мм
- Масса 2080, 2200, 2300 кг
1к62 инструкция | Станок токарно-винторезный
Настройка, наладка и режимы работы
Настройка необходимой частоты вращения шпинделя, величины подачи указаны в описании передней бабки, коробки подач и фартука.
Данные для настройки сменных шестерен приклона приведены в табл. 19.
Таблица 19 — настройка сменных шестерен приклона
| Сменные шестерни | |
Настройка | А | Б |
Подача | 42 | 50 |
Метрическая | 12 | £0 |
Дюймовая | 42 | 50 |
Модульная | 64 | 97 |
Питчевая | 64 | 97 |
Дюймовая 19 ниток на 1″ | 64 | 50 |
Данные для настройки станка для нарезания торцовых резьб даны в табл. 20
20
Таблица 20 Настройка станка для нарезания торцовых резьб
Примечание Сменные шестерни поставляются по особому заказу.
Формулы настройки приклона
Формулы настройки приклона для нарезания торцовых резьб.
tнар. = i см. x i п.б. х i к. п. х i ф. х t х. в.,
где t нар. — шаг нарезаемой резьбы;
i см.— передаточное отношение сменных зубчатых колес;
i п. б. — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
i к. п. — передаточное отношение коробки подач;
i ф.— передаточное отношение фартука;
t х. в. — шаг ходового винта;
Данные настройки станка для нарезания резьб при прямом включении ходового винта приведены в табл.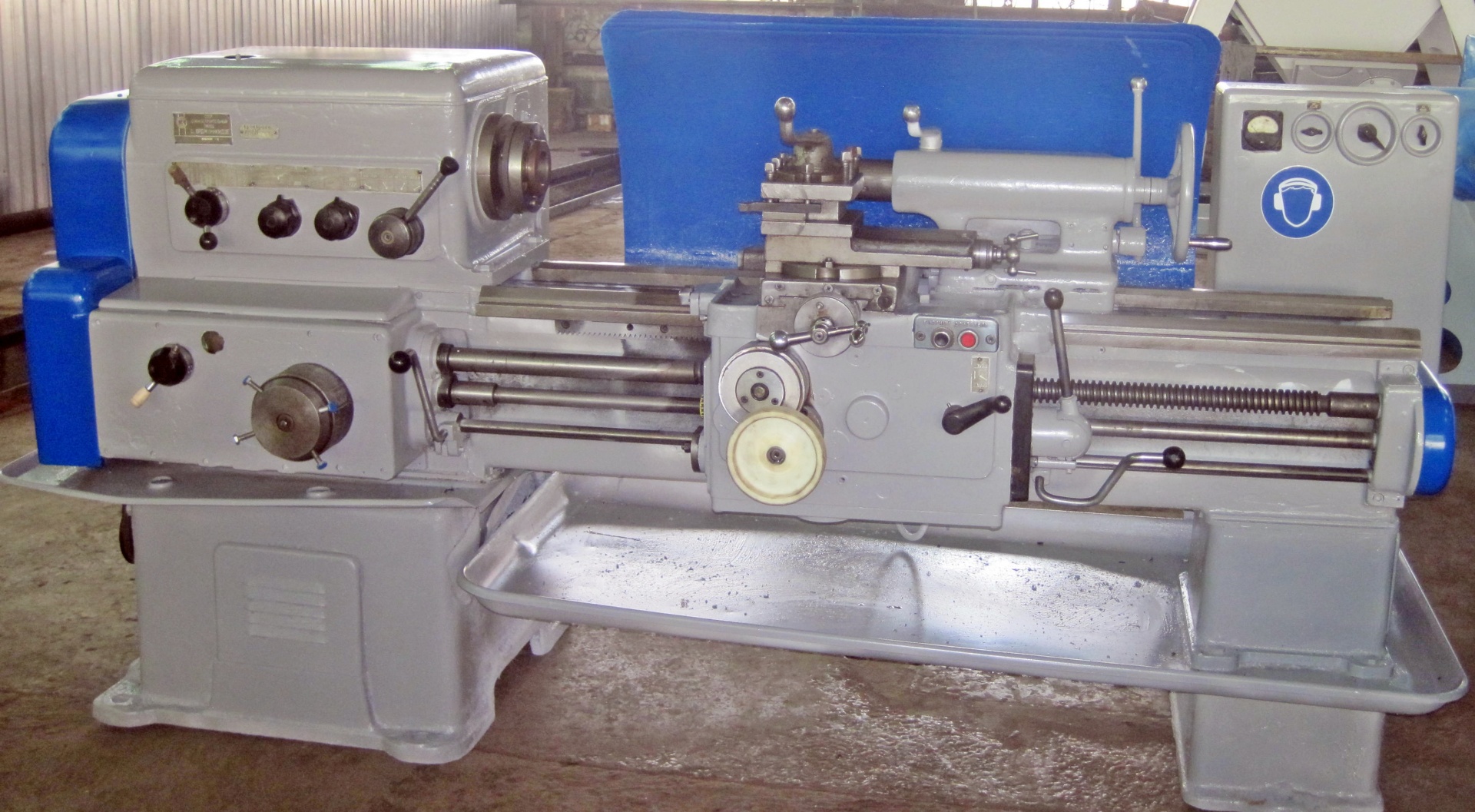 21.
21.
Таблица 21 — Настрийка станка для нарезания резьб при прямом включении ходового винта
Настройка на нарезание резьб
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
модульные
АхГ/ВхБ = Pi x m x z / 12
метрические
АхГ/ВхБ = tнар x z / 12
питчевые
АхГ/ВхБ = 127 х Pi x z / 60P
дюймовые
АхГ/ВхБ = 127 / 60n
где m — модуль, мм;
z — число заходов резьбы;
t нар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
При настройке для нарезания многозаходных резьб, для деления на заходы необходимо:
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки установить в положение «Механическое отключение при делении на многоза- ходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на четырехзаходную — на 15 и т д. ;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.
 ;
;Скачать руководство по эксплуатации токарно-винторезного станка 1к62
Токарно винторезный станок 1к62: технические характеристики, обзор
Отлично знакомый тем, чей род занятий связан с точением и иной обработкой металлических болванок, токарно-винторезный станок 1К62 производился заводом «Красный пролетарий» в г. Москва на протяжении 15 лет. Будучи одной из ходовых моделей, был известен во всем Советском Союзе, как устройство, что дает возможность создавать детали типовых размеров более широкого перечня.
Станок предназначен для обработки сложных поверхностей: цилиндрических, внутренних, торцовых, конических и внешних, и для нарезки резьбы – с применением резцов, сверл, разверток, метчиков, плашек и зенкеров всевозможных форм и размеров. Буквенно-цифровой показатель модели 1К62 обозначает следующее: «1» – токарный станок, «6» – токарно-винторезный станок, «К» – поколение станка, «2» – высота центров.
Преимущества станка
Из описания токарно-винторезного станка 1К62 следует, что он подходит для работы с недлинными деталями большого диаметра. Инженерные возможности механизма разрешают выполнение широкого диапазона токарных действий: нарезку резьбы, обработку валов и дисков различных форм.
А легкая и простая настройка режимов считается его главным плюсом. За счет твердости узлов данного устройства, обеспеченной имеющимися в его механизме специальных опорных деталей, устройство применяется для обработки металлов, прошедших закалку.
Аппарат, прекративший свой выпуск в 1971 году, в реалиях современного производства результативно применяется для различных операций скоростного и силового характера, чего не сказать о доле современных токарных устройств.
Ценность модели 1К62 в глазах профессионалов и новичков в металлообрабатывающем ремесле достигается за счет перечня преимуществ:
- Узлы, цепи и прочие элементы конструкции имеют высокую жесткость и прочность.
- Широкий диапазон регулировки скорости подачи вращения.
- Эффективное разрезание отливок при использовании минералокерамических режущих элементов.
- Эффективное противостояние нагрузкам, вызванным вибрацией, за счет особой конструкции модели.
- Сменные шестерни, входящие в заводскую укомплектовку устройства.
- Уникальный электрический двигатель, мощностью 1 кВт и частотой оборотов вала 1410 в минуту, обеспечивает передвижение суппорта.
- Защита аппарата от сильных перегрузок и коротких замыканий обеспечивается тепловыми реле и плавкими предохранителями, имеющимися в электросхеме.
- Воздействие динамических нагрузок компенсируется специальными опорными элементами, что позволяет заниматься изготовлением деталей высокой точности.
- Для точения элементов в форме отлогого конуса задний узел станка может перемещаться в поперечном направлении.
- Сверхпрочные опорные детали в комплектации главного рабочего узла станка.

Когда в заднем узле машины 1К62 устанавливают инструмент для проделывания отверстий в болванках, есть возможность крепко совместить его с суппортом посредством особой конструкции замкового типа.
Инженерные возможности устройства предусматривают периодическую потребность в ограничении передвижений каретки в продольном направлении. Для этого используется особенный фиксирующий ступор, закрепляемый с лицевой стороны полки станины. При применении ступора скорость суппорта снижается.
В стандартный комплект к устройству входят мобильный и статичный люнеты, что исключают искажение длинных болванок в процессе их обработки. Мобильный люнет, установленный на каретке, дает возможность работы с отливками с поперечным сечением 2-8 см, а статичный, закрепленный на направляющих основания аппарата, с деталями с сечением 2-13 см.
Токарный станок 1К62: технические характеристики
Основные рабочие элементы этого устройства присущи любому другому устройству подобного типа, размещаемых на устойчивом основании: мобильный и фиксируемый в рабочем положении задний и статичный передний узлы, мобильный суппорт, в чьем специальном патроне закрепляются инструменты для резки. Суппорт движется за счет работы коробки подач и управляется посредством механизмов фартука.
Главный вал механизма – вращающийся в опорах вала переднего узла шпиндель, на чьем правом наконечнике устанавливается патрон для фиксации болванки. Он полый и имеет сквозное отверстие, куда обычно помещается заготовочный прут и фиксируется патроном. Вал вращается за счет коробки скоростей, установленной в левой части механизма.
За счет особого устройства коробки подачи, у главного вала имеется набор из 23 скоростей – от минимальной в 12.5 до максимальной в 2000 оборотов в минуту. Благодаря такому количеству, обеспечивается установка максимально надлежащей скорости резки для тех или иных видов работ.
По противоположным концам механизма расположены два рычага, обеспечивающих запуск производственной деятельности, ее прекращение и смену направления движения главного вала. А изменение его скорости вращения осуществляется посредством, находящихся на переднем узле, двух рычагов.
В стационарном основании аппарата находятся два направляющих узла: задний – для движения задней бабки и передний для – перемещения суппорта.
Инструменты для резки фиксируются на суппорте, который представляет собой набор различных, передвигающихся по разным направлениям, элементов, что гарантирует подачу инструмента для резки в различных направлениях.
Это гарантирует качественную обработку деталей различных поверхностей и сложности. Подача резца может осуществляться посредством ручного и автоматического способов. Ручная подача осуществляется посредством вращения рукояти, установленной на передней части фартука.
А автоматическая подача – при помощи ходового винта или вала, вращающихся с установленными скоростями. Нарезка резьбы осуществляется при помощи винта, прочие работы – при помощи вала. Подача движения, заимствуемого от ходовых винта и вала, производится при помощи специальных рычагов.
Коробка подач имеет жесткую связь с главным рабочим валом станка через гитару и устроена таким образом, что возможно устанавливать подачи, проходящих по ГОСТу, шагов метрических резьб, и большое множество других подач, требуемых в прочих токарных работах.
Универсальный станок предназначен для мелкого и индивидуального производства деталей и имеет следующие рабочие характеристики:
- по ГОСТу установленная точность класса Н, что характеризует ее как нормальную;
- устройство имеет следующие габаритные размеры: 2812 мм в длину, 1166 мм в ширину, 1324 мм в высоту. Его вес составляет 2140 кг;
- размер поперечника болванок над основанием аппарата в наивысшем значении – 400 мм, над суппортом – 220 мм;
- масса обрабатываемой болванки, закрепленной в цилиндре, в наивысшем значении – 300 кг, закрепленной в центре – 1300 кг;
- длина обрабатываемой болванки в наивысшем значении – 1000 мм;
- сечение резца в наивысшем значении – 25 см;
- число ступенчатых частот вращения шпинделя: прямого – 23, обратного – 12;
- крутящий момент в наивысшем значении – 2 кНм;
- перемещение пиноли в наивысшем значении – 200 мм;
- мощность электрического двигателя привода главного движения – 10 кВт, привода передвижений суппорта – 0. 75 или 1.1 кВт;
- мощность охладительного насоса – 0.12 кВт.
 75 или 1.1 кВт;
75 или 1.1 кВт;Конструктивные особенности станка
Задний узел модели 1К62 представляет собой плиту, выдвижную гильзу и кожух с отверстием, и движется по направлению, заданному станиной. С помощью особого рычага выполняется ряд следующих операций: закрепление гильзы и заднего центра, устанавливаемых в заднем узле, и отладка вылета. Для удобства фиксации лезвий и сверл для производства деталей, отверстие в подвижной гильзе выполнено в виде конуса.
Основу коробки скоростей и заднего узла агрегата, чья отличительная черта – доступная элементарность составляющих! механизмов, образует ряд валов, с зафиксированным на одном из них шкивом, принимающим на себя от электрического двигателя вращательное воздействие. В трансмиссии находятся тройной, промежуточный, зубчатый и прочие блоки, опоры, фрикционная муфта и подшипники качения. Специальный насос обеспечивает смазкой движущиеся элементы коробки.
Передвижение суппорта вдоль и поперек осуществляется с помощью ходовых вала и винта, чью скорость вращения обеспечивает и корректирует механизм переключения частоты подач. В конструкции коробки следует отметить такие составляющие, как: валы и их опоры, переключаемые зажимные механизмы, шестерни, закрепленные между собой, блок Нортона.
В конструкции коробки следует отметить такие составляющие, как: валы и их опоры, переключаемые зажимные механизмы, шестерни, закрепленные между собой, блок Нортона.
Механизм переключения подач находится в нижней части станки аппарата, благодаря чему его ремонт и обслуживание заметно облегчаются. Благодаря гитаре со сменными зубчатыми колесами приводится в действие вал механизма подач.
С их же помощью он и связывается со шпинделем станка, благодаря чему достигается слаженность рабочих процессов подач и шпинделя, производимых суппортом. По валу аппарата переключения движется колесо с шестериком на одной поперечной грани, и с рычагом с десятью положениями на другой.
Разъемная гайка действующего винта, позволяющая суппорту перемещаться продольно, является важнейшей деталью фартука аппарата. Точность движения суппорта обеспечивается благодаря возможности гайки, из-за изнашивания нередко выходящей из строя, самоустанавливаться в отношении ходового винта.
Фартук данной модели, преобразующий движения винта и вала в поперечное движение суппорта и в осевое – каретки, действует следующим образом.
- Передача движения ходового вала на червячное колесо при помощи нескольких ступенчатых передач.
- При помощи соединительных муфт с поперечными зубьями оснащается перемещение суппорта по четырем направлениям.
На лице фартука устройства расположен специальный рычаг для введения в действие разъемной ходовой гайки и сцепления с ходовым винтом. Одновременная работа винта и вала для связи суппорта невозможна, что предусматривает специальный распределительный вал.
Самый важный элемент токарного аппарата – суппорт – имеет в своей конструкции следующие элементы:
- верхние резцовые салазки;
- каретка поперечная;
- нижние салазки.
Благодаря винту и беззазорной гайке с патроном осуществляется движение каретки по ходу нижних салазок. Путем ручного или автоматического воздействия (специальная рукоять или шестерни) передается вращение винту.
Сверху каретки находятся круговые, обеспечивающие ее передвижение, детали и поворотный диск, также имеющий направляющие, с установленным на них четырехпозиционным механизмом для держания резцов.
Технические показатели и особенности конструкции такого узла дают возможность помещать, относительно оси токарного станка, поворотный диск с механизмом держания резцов под любым удобным углом. Фиксируют диск в установленном положении специальные зажимы, являющиеся частью механизма каретки. Простота этого устройства позволяет использовать его даже новичкам в столярном деле.
Другие конструкционные нюансы
Электрическая система, являющаяся частью токарного станка, имеет в своем составе три гальванических цепи, имеющих разный коэффициент:
- управляющая гальваническая цепь, требующая напряжение 110 В и частоту тока 50 Гц
- гальваническая цепь, осуществляющая функционирование световых элементов аппарата, требующая 24/36 В напряжения с частотой тока 50 Гц
- силовая гальваническая цепь, требующая 380 В напряжения с частотой тока 3-50 Гц
Электропривод токарно-винторезного агрегата представляет собой двигатель общей мощностью 10 кВт и быстротой вращения вала 1450 оборотов в минуту. Довольно сложная конструкция схем этого устройства не предназначаются для запуска и отладки лицам, не имеющим опыта работы на станке и необходимого набора специализированных умений и знаний, даже согласно предписаниям из технического паспорта.
Довольно сложная конструкция схем этого устройства не предназначаются для запуска и отладки лицам, не имеющим опыта работы на станке и необходимого набора специализированных умений и знаний, даже согласно предписаниям из технического паспорта.
Видео: токарно-винторезный станок 1К62.
Republished by Blog Post Promoter
Токарный станок 1А62 — технические характеристики
Токарный станок 1А62 – это специальное оборудование, которое было изготовлено на предприятии «Красный Пролетарий» в 1949–1956 году. Оборудование применяется для обработки и изготовления различных материалов и деталей, которые можно использовать в разной промышленности. Существует большое количество моделей, но каждая из них отличается за своими функциями и производительностью, точно так и модель 1а62г.
Основное назначение станка
Фото конструкции токарного станка 1А62
Токарный станок 1А62 стал достойной заменой устарелому оборудованию 1Д62 и его усовершенствованной модели 1д62м. Главной функцией и преимуществом станка 1а62г стала возможность обрабатывать заготовки и нарезать резьбу на изготовление деталей.
Токарно-винтовой станок способен выполнять различные функции и операции, а, точнее, вырабатывать конические, фасонные и цилиндрические детали разных размеров и параметров.
При создании станка были внесены такие изменения, которые стали основной характеристикой оборудования:
- Цифра «1» обозначает специальную группу, которая располагает токарные станки.
- Буква «А» показывает, поколение и модель станка.
- Цифра «6» подтверждает то, что токарный станок относится к группе винторезов.
- Цифра «2» помогает точно определить, какая высота центра над самим станком, а в модели 1а62г она будет приблизительно 215–220 мм.
Главным параметром обрабатываемой детали или элемента является диаметр и размеры. То есть расстояние между станиной и заготовкой не должно быть больше чем параметры 0,4 см. Важным показателем является длина заготовки, которая проходит процесс обработки. Длину определяют с помощью расстояния, которое находится между правой бабкой и шпинделем, находящимся впереди. Такая длина не является пределом, ведь в станке 1а62 она может достигать приблизительно 100–150 сантиметров.
Преимущества и технические характеристики
Стоит учесть, что токарный станок 1а62 имеет ряд преимуществ и отличается от предыдущего станка 1д62, следующими техническими характеристиками:
Технико-тактические характеристики токарно-винторезного станка 1А62
- Шпиндельная головка способна вращаться быстрее, то есть скорость увеличена приблизительно до 1200 об/мин.
- Максимальная скорость специального электродвигателя будет достигать 7 кВт.
- Улучшена и усилена фрикционная муфта, благодаря чему качество обработки и изготовления материалов улучшилось.
- Качество и скорость резьбы усовершенствовано благодаря тому, что в коробке передач доступен прямой запуск ходового винта.
Ознакомление с паспортом
Чтобы ознакомиться с техническими характеристиками станка 1а62г, нужно внимательно рассмотреть паспорт оборудования. Именно в нем указаны все функции и требования, которые нужно соблюдать при изготовлении материалов.
После чего, ознакомившись, и поняв, что все соответствует паспорту, нужно проанализировать точности нескольких параметров.
Максимальный размер и диаметр изготовляемой детали (над суппортом он будет достигать приблизительно 210 миллиметров, а над станиной значение будет приблизительно 400 мм).
Чертёж коробка подач 1А62
Длина детали допускается не больше и не меньше чем 100–150 сантиметров.
В самом паспорте может не указываться максимальный размер заготовки, однако, если сравнить 1к62, то обработка в самом патроне будет составлять около 500 килограмм.
Характеристика деталей
Шпиндель
Необходим для того, чтобы фиксировать используемую деталь. Через встроенную коробку передач проходит момент, который вращается от силовой установки самого станка.
Параметры шпинделя:
Шпиндель токарного станка 1А62
- Диаметр и размер сквозной формы будет 36 мм.
- Допустимый размер прутка, не выше 38 мм, так как он проходит через этот шпиндель.
- Имеется несколько ступеней вращения (при прямой передаче – 21, а при реверсивном вращении где-то 12).
Расположен показатель, который определяет, насколько вращается головка шпинделя. Для прямой она проходит варьирование от 11, 5 до 1200 оборотов за минуту. В случае обратного вращения значение будет составлять 18-1500 об/ мин.
Суппорт
Расположен для того, чтобы смещался резец под заготовку. Именно он определяет работу станка, ведь от этого зависит точность и качество изготовления деталей.
Параметры суппорта таковы:
Суппорт токарного станка 1А62
- Продольная каретка смещена где-то на 65, 9 –140 сантиметров.
- Подпольная каретка максимально сдвигается до 28 сантиметров.
- Имеет несколько ступеней передач, поперечный и продольный, диаметры которых будут 35 сантиметров.
- Существует несколько значений для передач (продольная 0,08–1,59 оборота в минуту, поперечная от 0,027 до 0,522 оборота в минуту).
- Выставленные параметры резьбы – нарезных будет 19, а дюймовых 20. Диапазон и замеры шагов от 1–
Резцовые салазки
Резцовые салазки токарного станка 1А62
Необходимы для того, чтобы резцовая головка равномерно смещалась и попадала в резьбовую нитку. Именно они оказывают влияние на качество операций и изготовление самих деталей. Для того чтобы резцовые салазки смещались, достаточно нажать маховички и рычаги, которые равномерно расположены на станке.
Параметры резцовых салазок:
- Наибольшее смещение будет составлять приблизительно 113 миллиметров.
- Деление будет составлять ровно 0,05 миллиметров.
- Допустимый угол поворота до 90 градусов.
- Сечение державки резца допускается по значению ровно 25*25.
Задняя бабка
Такая деталь необходима для того, чтобы заготовка стабильно фиксировалась. Еще добавлены специальные механизмы, которые помогают фиксации установленного конуса, относящегося к центру шпиндельной бабки. Токарная бабка смещается только вдоль оси установленной детали.
Параметры задней бабки:
- Диаметр и размер пиноли составляет приблизительно 70 миллиметров.
- Установлены отверстия – Морзе 4.
- Максимально допускается смещение пиноли на 150 миллиметров.
- Деление будет составлять около 0,1.
Какие главные отличия модели 1а62?
До изготовления станка 1а62г существовали и другие модели, однако, в новой модели станка доступно больше функций и операций. Модель 1а62, отличается от раннего выпуска модели 1Д62М, следующими доступными функциями:
- Максимальная скорость вращения шпинделя увеличена приблизительно до 1200 оборотов в минуту.
- Доступна скорость в прямом и в обратном обороте.
- Мощность и сила электродвигателя максимально улучшена до 7 кВт.
- Передача пропорционально заменена клиноременной вместо стандартного плоского ремня.
- Число и количество оборотов можно легко установить с помощью трех рукояток.
- Передний шпиндель расположен в специальном двухрядном подшипнике, который способен регулироваться.
- Чтобы коробка передач и другие механизмы не загрязнялись, паз закрыт специальным приспособлением, который помогает улучшить смазку.
- Работа задней бабки улучшена, а благодаря этому качество производства на высшем уровне.
- На специальном фартуке установлен лимб, который стабилизирует продольную подачу и улучшает качество ее функциональности.
- Коробка передач стабильно допускает прямое включение, благодаря этому нарезка проводится точно и практически без промахов.
- Неподвижный упор укреплен намного мощнее и сильнее, то есть вероятность повреждений и поломок низка.
- В задней части станка установлен охладитель, который охлаждает оборудование и улучшает качество резьбы и производства в целом.
Еще на станке расположена специальная канавка для предохранителя, которая не позволяет спадать патрону даже в том случае, если останавливается само оборудование.
Выводы
Модель токарного станка 1а62г является лучшей и более совершенной, так как именно в ней доступно больше функций. А с помощью паспорта и общей инструкции, можно быстрее разобраться в работе станка, и таким образом, производить детали более точно и качественно.
Модель 1а62г отличается от предыдущих конструкций тем, что помимо дюймов и метрических нарезов, можно вырезать питчевые и модульные нарезы, это же является и преимуществом станка. Благодаря чему модель станка 1а62г считают не только доработанной, но и одной из лучших среди всех поколений.
Видео по теме: Как правильно смазывать токарный станок 1к62
Справочная информация о технических характеристиках продукции (PSREF)
- Home
- Ноутбуки
- Планшеты
- Настольные компьютеры и моноблоки
- Рабочие станции
- Серверы
- Мониторы
- Smart Office
- PSREF Book
- Изъятые продукты
- FAQ
- ● Последняя версия PSREF 568, ноябрь.11, 2020
- ● Новые продукты в этой версии
- ● ThinkPad P14s Gen 1 (AMD)
- ● ThinkPad E14 Gen 2 (Intel)
- ● ThinkPad E15 Gen 2 (Intel)
- ● ThinkPad L13 Gen 2 (Intel)
- ● ThinkPad L13 Yoga Gen 2 (Intel)
- ● ThinkCentre M75q Gen 2
- ● ThinkVision T27h-2L
- ● IdeaPad 3 CB 11AST5
- ● IdeaPad S540-13ITL
- ● IdeaPad Slim 7 14ITL05
- ● IdeaPad Slim 7 15ITL05
- ● Lenovo Легион S7 15ARH5
- ● Lenovo Легион S7 15IMH5
- ● Yoga Slim 7 14ITL05
- ● Yoga Slim 7 15ITL05
- ● Yoga Slim 7 Pro 14ITL5
- ● Tab P11 Pro
- ● Lenovo C27-30
- ● Lenovo C27-35
- ● Lenovo D27-30
- ● Lenovo Qreator 27
- ● Обновленные продукты в этой версии
- ● ThinkPad E14 (добавлена новая модель)
- ● ThinkPad E14 Gen 2 (AMD) (спецификация обновлена)
- ● ThinkPad E15 Gen 2 (AMD) (спецификация обновлена)
- ● ThinkPad E480 (спецификация обновлена)
- ● ThinkPad E490 (спецификация обновлена)
- ● ThinkPad 11e (5-го поколения) (спецификация обновлена)
- ● ThinkPad Yoga 11e (5-го поколения) (спецификация обновлена)
- ● ThinkPad L13 (спецификация обновлена)
- ● ThinkPad L13 Yoga (спецификация обновлена)
- 73 Ресурсы
Новости
| К46 | К57 | K58 | K62 | K66 | К72 | |
|---|---|---|---|---|---|---|
| Приложения | Задний двигатель наездник Газонокосилка Газонокосилка | Сверхмощный газонный трактор Трактор двора Газонокосилка | Легкий садовый трактор Газонокосилка | |||
| Передаточное число | 28.04: 1 21.53: 1 | 31,68: 1 28,04: 1 21,53: 1 | 31,44: 1 | 37,22: 1 33,50: 1 26,90: 1 22,19: 1 | 37,22: 1 22,19: 1 | 23,37: 1 |
| Крутящий момент оси (номинальный) (Н м) | 231,4 с 28,04: 1 177,7 с 21,53: 1 | 255 с 31,68: 1 235,4 с 28,04: 1 180,7 с 21,53: 1 | 294 | 294 с 37.22: 1 294 с 33.50: 1 294 с 26,90: 1 250 с 22,19: 1 | 420 с 37.22: 1 250 с 22.19: 1 | 549 |
| Макс. размер шин (дюйм) | 20 с 28,04: 1 18 с 21,53: 1 | 22 с 31,68: 1 20 с 28,04: 1 18 с 21,53: 1 | 23 | 23 с 37.22: 1 23 с 33.50: 1 20 с 26.90: 1 18 с 22.19: 1 | 23 с 37.22: 1 18 с 22.19: 1 | 24 |
| Тормозная способность (Н м) | @ 350 Н Усилие тормозного рычага 330 с 28.04: 1 253 с 21.53: 1 | @ 350 Н Усилие тормозного рычага 372 с 31,68: 1 330 с 28,04: 1 253 с 21,53: 1 | @ 13,9 Н Усилие на тормозном рычаге 470 | при 412 Н Усилие тормозного рычага 470 с 37,22: 1 470 с 33,50: 1 470 с 26,90: 1 при 234 Н Усилие тормозного рычага 388 с 22,19: 1 | @ 300 Н Усилие тормозного рычага 330 с 37,22: 1 216 с 22,19: 1 | @ 33,1 Н Усилие тормозного рычага 656 |
| Объем насоса / двигателя (куб.см / мин-1) | 7/10 | 10/10 | 18/23 | |||
| Макс.Входная скорость (мин-1) | 3 000 | 3 400 | ||||
| Размер полуоси (мм) | 19,05 | 25,4 | ||||
| Макс. Статическая масса на оси (кг) | 306 | 285 | 280 | 317 | 459 | |
| Масса (сухая) (кг) | 12,5 | 15,3 | 23 | 27,5 | ||
| Тормоз | Мокрый диск внутренний | |||||
| Корпус (Корпус) | Литье под давлением алюминия | |||||
| Дифференциал | Конические шестерни автомобильного типа | |||||
| Блокировка дифференциала | Опция | |||||
| Система контроля скорости | Ножное управление: имеется система демпфирования или внешний амортизатор Ручное управление: доступны внешний фрикционный блок и рычаг | |||||
| Вспомогательный гидравлический выход | НЕТ | Опция(для гидроусилителя рулевого управления, подъемника и прочего) 6.9 л / мин, 31 бар (450psi) при 2000 об / мин | Опция(для гидроусилителя руля, подъемника и прочего) 9,3 л / мин, 31 бар (450 фунтов на кв. Дюйм) при 2700 об / мин | |||
| Замена внешнего фильтра | НЕТ | Опция | ||||
| Перепускной клапан | Стандартный | |||||
| Масляный резервуар | Стандартный | Внешний резервуар (опция) | Внешний резервуар | |||
| Масло (л) | SAE 10W-30, класс CD 5W-50 (опция) 1.9 | SAE 10W-30, класс CD 5W-50 (опция) 2,2 | SAE 10W-30, класс CD 5W-50 (опция) 2,5 | SAE 10W-30, класс CD 5W-50 (опция) 2,5 | SAE 10W-30, класс CD 5W-50 (опция) 2,5 | SAE 10W-30, класс CD 5W-50 (опция) 5,3 |
Основной боевой танк T62
Основной боевой танк T62 ФАС |
Военные |
DOD 101 |
Системы |
Земля |
СТРОКА ||||
Индекс |
Поиск |
Присоединяйтесь к ФАС
Т-62 — следующий шаг в линии разработки, начатой с серии Т-54/55, начатой в производство в 1961 году и оставшейся в производстве до 1975 года.Он стал стандартным основным боевым танком в советских танковых и мотострелковых частях, постепенно вытесняя Т-54 и Т-55. Вариант Т-62А впервые появился в 1970 году. К 1980-м годам на смену ему пришли танки нового поколения Т-64 / Т-72 / Т-80 в качестве советского основного боевого танка первой линии.
ОПИСАНИЕ:
Средний танк Т-62 имеет полностью гусеничное пятиколесное шасси с тесным зазором между тремя передними опорными колесами и большими зазорами между третьим, четвертым и пятым опорными колесами.Ведущая звездочка находится сзади, а натяжное колесо — спереди, а возвратных роликов гусеницы нет. Закругленная башня, установленная над третьим опорным колесом, отлита более гладко и имеет более овальную форму, чем у Т-54/55. Командирская башенка слева отлита вместе с башней, а не привинчена, как у Т-54/55. Люк заряжающего справа также расположен дальше вперед.
115-мм гладкоствольное орудие имеет более длинный и тонкий ствол, чем 100-мм ружье Т-54/55, а его эвакуатор расположен примерно на две трети высоты ствола от башни.Также имеется 7,62-мм спаренный пулемет, а на модели Т-62А также устанавливается 12,7-мм зенитный пулемет на позиции люка заряжающего.
ИК-прожектор наводчика установлен справа над основным орудием, а ИК-прожектор меньшего размера установлен на командирской башенке. Люк механика-водителя расположен в передней части башни с левой стороны плоского невысокого силуэта корпуса.
ВОЗМОЖНОСТИ:
Как и Т-55, Т-62 оснащен дизельным двигателем V-12 с водяным охлаждением мощностью 580 л.с., что дает ему запас хода 320 км по пересеченной местности или 450 км по дорогам с твердым покрытием со встроенными топливными элементами и 450 км по пересеченной местности. -загорода или 650 км по дорогам с твердым покрытием с двумя 200-литровыми вспомогательными топливными баками.Он также обладает такими же возможностями для подводного плавания и создания дымовой завесы, что и Т-54/55, и имеет ту же систему обнаружения радиации PAZ, что и Т-55. Некоторые Т-62 могли быть оснащены полной системой коллективной защиты от ядерного оружия (фильтрация воздуха и избыточное давление). Большинство моделей имеют тот же ИК-ночной прицел и оборудование для вождения, а также такое же оборудование управления огнем, что и Т-54/55, хотя некоторые Т-62 были модернизированы пассивным ночным прицелом, заменяющим активный ИК-прицел наводчика, а также лазерным дальномером. Предполагается, что он был разработан для замены дальномера со стадиометрической сеткой.
Однако наиболее значительным улучшением по сравнению с танками Т-54/55 является 115-мм гладкоствольное главное орудие, которое стреляет сверхскоростным, бронебойным, стабилизированным оперением, сбрасываемым снарядом (HVAPFSDS) с начальной скоростью снаряда 1, 61 5 метров в секунду. Проникающий элемент летит по очень плоской траектории и поэтому чрезвычайно точен на максимальной эффективной дальности до 1600 метров. Хотя конкретное количество снарядов каждого типа зависит от ожидаемой тактической ситуации, базовая нагрузка на 40 патронов обычно включает 12 патронов HVAPFSDS, 6 патронов HEAT и 22 патрона HE.Т-62 также имеет автоматическую систему выбрасывания снарядов, которая активируется отдачей основного орудия и выбрасывает гильзы через порт в задней части башни.
Доступные улучшения включают усиленное противоминное днище корпуса, резиновые опоры гусеницы и тепловой рукав для орудия. Доступны к установке тепловизионные прицелы, позволяющие запускать ПТУР ночью. Прицел 1К13 является одновременно ночным прицелом и прицелом для пусковой установки ПТУР; однако его нельзя использовать одновременно для обеих функций.Дополнительные прицелы и системы управления огнем включают израильские El-Op Red Tiger и Matador FCS, шведский прицел NobelTech серии T и немецкий Atlas MOLF. Британские Marconi Digital FCS, South African Tiger и бельгийский SABCA Titan предлагают улучшенную функцию. Одной из лучших является словенская интегрированная FCS EFCS-3. Доступны различные термальные достопримечательности. Среди них российская Agava, французская ALIS производства SAGEM и прицел Namut с Пеленга.
ОГРАНИЧЕНИЯ:
У Т-62 есть все ограничения Т-55: тесное боевое отделение, тонкая броня, грубая аппаратура управления пушкой (на большинстве моделей), ограниченное наклонение главного орудия и уязвимые места для хранения топлива и боеприпасов.Автоматическая система выброса отработанных картриджей может вызвать опасное скопление окиси углерода и, возможно, привести к физическим травмам экипажа из-за того, что гильзы для гильз выступают за край плохо выровненного отверстия для выброса и отскакивают в боевое отделение. Открытие порта выброса в условиях NBC также подвергнет экипаж заражению.
Каждый раз, когда пушка стреляет, трубка должна выходить из строя для выброса патрона, а силовая траверса башни не работает во время операций выброса и перезарядки.Так как подъем и перемещение вручную выполняются довольно медленно и неэффективно. Fo
ноябрь 2020 | 5,3 Th / s | 835W | 74db | Kadena 12 | ||||||
1300 Вт | 70 дБ | EtHash | ||||||||
май 2020 | 500Mh / s 75389 | |||||||||
сентябрь 2018 | 485Mh / s | 850W | 75db | EtHash108 с | 740 Вт | 75 дБ 90 383 | EtHash | |||
ноя 2020 | 6.6Th / s | 2400W | 72db | Eaglesong | ||||||
июнь 2020 | 03 9038xol Equihash | |||||||||
октябрь 2020 | 2Th / s | 2000 Вт | 75 дБ | 3250W | 75 дБ | SHA-256 | ||||
октябрь 2020 | 112Th9 9038SHA-256 | |||||||||
| 90 664 | 230Mh / s | 1150W | 60db | 2 | ||||||
70 дБ | 3 | |||||||||
апр 2018 | 230Mh / s | 1250W | 9038 декабрь 2017 г. | 220Mh / s | 1200W | 72 дБ | EtHash | |||
9038 с | 76 дБ | EtHash | ||||||||
октябрь 2020 | 100Th / s | 3400W | июл 2018 | 180Mh / s | 800W | 75db | EtHash | |||
75 дБ | SHA-256 | |||||||||
Январь 2021 |
7538 | |||||||||
июнь 2020 | 84Th / s 9 0129 | 3150W | 75db | SHA-256 | ||||||
апрель 2020 | 86Th / s | |||||||||
июль 2019 | 52Th / s | 2200W 73 | 76db | Blake256R14 Blake256R14 / с | 2920W | 75 дБ | SHA-256 | |||
август 2020 | 81126 9038SHA-256 | |||||||||
февраль 2018 г. | 110 МГц / с | 800 Вт | 65 дБ | EtHash | ||||||
Ноябрь 2018 г. 83 | Blake256R14 | |||||||||
апр 2019 | 53Th / s | 2094W | 82db 9109 | 82db 2020 | 74Th / s | 3330W | 76 дБ | SHA-256 | Разное |