Ремонт токарного станка 16К20 | 16К20 Токарный станок
Наша компания может осуществить ремонт токарно-винторезного станка 16К20 любой сложности — от малого до капитального. Большой опыт работы, грамотные специалисты и огромная ремонтная база позволяет нам выполнять ремонтные работы любой сложности и практически с нуля восстановить станок 16К20 к полностью работоспособному состоянию!
Типовые ремонтные работы, выполняемые при плановых ремонтах 16К20
За период межремонтного цикла необходимо проводить осмотры станка. Регламентом предусмотрены следующий порядок обслуживания агрегата:
- Шесть осмотров - Один малый ремонт - Один средний ремонт
Сроки проведения ремонтов указаны в рекомендуемом графике плановых ремонтных работ:
Максимальная эффективность использования станка достигается только при рациональном чередовании осмотров и плановых ремонтов, выполняемых с учетом конкретных для условий эксплуатации, индивидуальных для каждого случая.
Категории ремонтосложности станка:
механическая часть — 12;
электрическая часть — 8,5.
Технический осмотр станка:
- Наружный осмотр без разборки станка как полностью, так и по узлам в частности для выявления дефектов.
- Проверка прочности и плотности неподвижных жестких соединений. При этом осматривается основание с фундаментом; станина с основанием; шпиндельная бабка; коробки подач со станиной; каретки с фартуком; шкивов с валами и т. п.).
- Открывание крышек узлов для осмотра и проверка состояния механизмов.
- Выборка люфта в винтовой паре привода поперечных салазок.
- Проверка правильности переключения скоростей шпинделя и подач.
- Регулировка фрикционной муфты главного привода и ленточного тормоза шпинделя.
- Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
- Проверка состояния и мелкий ремонт системы смазки.
- Выявление изношенных деталей, требующих восстановления либо замены при ближайшем плановом ремонте.

Осмотр перед капитальным ремонтом:
Работы, выполняемые при осмотрах перед другими видами ремонтов и, кроме того, выявление де талей, требующих восстановления или замены, эскизирование или заказ чертежей изношенных деталей из узлов, подвергающихся разборке.
При проведении осмотра выполняются те из перечисленных работ, необходимость в которых обусловлена состоянием станка.
Малый ремонт токарного станка 16К20
При малом ремонте этого токарно-винторезного станка выполняются только те из указанных ниже работ, которые вызваны состоянием ремонтируемого станка. Исключение составляют три последних пунктах — этим работы должны выполняться во всех случаях.
Проводимые работы:
- Частичная разборка шпиндельной бабки, коробки подач, фартука, а также других наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов.
- Зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без их демонтажа.
- Проверка зазоров между валами и втулками, замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных.
- Регулирование фрикционной муфты главного привода, добавление дисков, регулирование ленточного тормоза шпинделя.
- Зачистка заусенцев на шлицах и зубьях шестерен .
- Замена или восстановление изношенных крепежных и регулировочных деталей резцедержателей.
- Пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.
- Зачистка ходового винта, ходового вала, винтов привода поперечных и резцовых салазок суппорта.
- Зачистка и промывка посадочных поверхностей резцовой головки.
- Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей.
- Замена изношенных сухарей, штифтов, пружин и других деталей указанных механизмов.
- Замена изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта.
- Зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазках суппорта и задней бабки.
- Ремонт ограждающих кожухов, щитков, экранов и т. п.
- Ремонт и промывка системы смазки и ликвидация утечек.
- Регулирование плавности перемещения каретки, салазок суппорта; подтягивание клиньев прижимных планок.
- Проверка состояния и зачистка зубчатых муфт.
- Проверка и ремонт систем пневмооборудования и охлаждения; ликвидации утечек.
- Выявление деталей, требующих замены или восстановления при ближайшем плановом ремонте.
- Проверка точности установки станка и выборочно других точностных параметров.
- Испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.


Средний ремонт токарного станка 16к20
Проводимые работы:
- Проверка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи не разобранных узлов.
- Контроль жесткости шпиндельного узла.
- Замена или восстановление изношенных втулок и подшипников качения.
- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта путем прорезки.
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01 х 100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с подшпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.


Капитальный ремонт токарного станка 16К20
Проводимые работы:
- Проверка станка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Полная разборка станка и всех его узлов.
- Промывка, протирка всех деталей.
- Осмотр всех деталей.
- Уточнение предварительно составленной ранее при осмотрах и ремонтах ведомости дефектных деталей, требующих восстановления или замены.
- Восстановление или замена изношенных деталей.
- Ремонт системы охлаждения.
- Смена насоса системы смазки и ее ремонт.
- Шлифование или шабрение направляющих поверхностей станины, каретки, салазок суппорта, задней бабки.
- Замена протекторов на каретке, салазках суппорта, задней бабке.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов.
- Шпаклевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка состояния фундамента, исправление его и установка станка.

 youtube.com/embed/gQdfld5C_pE?feature=oembed&wmode=opaque»>
youtube.com/embed/gQdfld5C_pE?feature=oembed&wmode=opaque»>
|
-проверка станка на точность -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка направляющих -окраска -установка |
|
Ремонт шпинделя -разборка, дефектация -шлифовка шпинделя -установка нового патрона -замена подшипников -сборка |
|
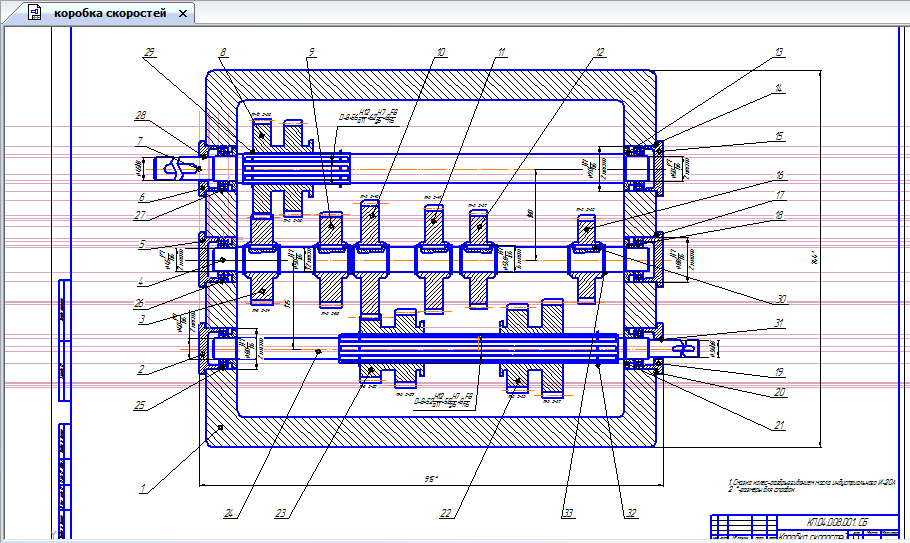
Ремонт коробки скоростей -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
|
Ремонт фартука -разборка, промывка, дефектация -ремонт (замена) муфт и втулок -замена подшипников -внутренняя окраска -сборка |
|
Ремонт суппорта -разборка, промывка, дефектация -ремонт продольных направляющих каретки -шлифовка прижимных планок -шабровка поперечных направляющих каретки -шабровка направляющих верхнего суппорта -шабровка направляющих верхних салазок -шлифовка клиньев -ремонт резцедержателя -ремонт винта и гайки поперечного суппорта -ремонт винта и гайки верхнего суппорта -сборка-наклейка на поверхности скольжения суппорта и каретки износостойкого пластикового покрытия «ZX» |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт и замена изношенных деталей -внутренняя окраска -сборка |
|
Ремонт задней бабки -разборка, промывка, дефектация -расточка и хонинговка направляющей пиноли задней бабки -шлифовка пиноли задней бабки -ремонт винта и гайки пиноли -сборка |
|
Ремонт ходового винта и вала -ремонт гитары -ремонт (замена) винта и вала -изготовление новых гаек -сборка |
|
Ремонт системы охлаждения и смазки -разборка, промывка, дефектация -ремонт (замена) трубопроводов и насосов -сборка |
|
Ремонт электрооборудования -установка нового электрошкафа -монтаж новой низковольтной аппаратуры в электрошкафу -ремонт(замена) светосигнальных и осветительных устройств
-ремонт(замена) эл. -новый электромонтаж по станку |
|
Ремонт ограждений Сборка, шпатлевка и окраска Обкатка станка на холостом ходу на всех скоростях и подачах Проверка на шум и нагрев |
|
Сдача ОТК -механика -электрика Сдача станка заказчику |
 двигателей
двигателейКоробка скоростей в сборе 16К20.020.001
Коробка скоростей в сборе 16К20.020.001
Различная промышленность непомерно значима для процветания экономики. Не последнюю функцию осуществляют токарные станки. Эти выверенные и основательные устройства без которых невозможен подъем и расцвет в этом участке индустрии.
 Ныне в данной плоскости обстановка выглядит очень мрачная. Число жизнедеятельных площадей моделирования механизмов ничтожно, а новых фактически не отстраивается по малопонятным поводам. Отчего на российских производствах нонче благополучно работают машины ушедших лет. Хотя погодя множество времен узлы, а именно коробка скоростей 16К20 не теряют значимости эксплуатации вследствие благонадежности и стойкости. Все же запчасти указанных механизмов изламываются.
Ныне в данной плоскости обстановка выглядит очень мрачная. Число жизнедеятельных площадей моделирования механизмов ничтожно, а новых фактически не отстраивается по малопонятным поводам. Отчего на российских производствах нонче благополучно работают машины ушедших лет. Хотя погодя множество времен узлы, а именно коробка скоростей 16К20 не теряют значимости эксплуатации вследствие благонадежности и стойкости. Все же запчасти указанных механизмов изламываются. Покровское производство практикует изготовку комплектующих станков. На сайте Вы заметите множество занимательного и требуемого Вашему производству. Еще эти части отличаются высокими коэффициентами выкрашивания и еще низкой стоимостью этого участка экономики. Завод изготавливает части — коробка скоростей 16К20 в сборе, бабка передняя, фартук, шестерни, подшипники. Оснастка — люнет, пиноли, крышки. Кроме того широкие производственные силы попускают выполнять конкретные задания, какие клиенты ставят нам, вне зависимости от сложности и величины подряда.
 Мы изначально производит услуги обработки металла — фрезерование, обтачивание и пр.
Мы изначально производит услуги обработки металла — фрезерование, обтачивание и пр. Плюсы взаимодействия с нами:
- Конкурентная стоимость
- Отгрузка Транспортными Компаниями по России
- Приобретение без третьих лиц
- Квалифицированный выбор и помощь
- Ответственность и поручительство
Коробка скоростей 6Р12, 6Р13, 16К20, 16Д20, 16Д25, 1М63, 1К62 и др.
Описание: Предлагаем к реализации запчасти и оснастку для металлообрабатывающих станков, а именно: 16К20, 1К62, 1К62Д, 1К625, 16К25, 16Д20, 16Д25, 1М63, 163, ДИП 300, 1М65, 165, ДИП 500, 6Р12, 6Р13, 6Р82, 6Р83, 6Т12, 6Т13, ВМ82, ВМ83, ВМ127, 2М55, 2М57, 2А554, 2Н135, 1512, 1516 и многим другим. Ниже перечислены несколько основных позиций поставляемой нами продукции. Обратите внимание что позиции указаны не все, если Вы не нашли то, что ищете, свяжитесь со мной, и я постараюсь вам помочь, также вы можете посетить наш сайт, адрес которого я вам отправлю по заявке. Могу выслать фото заинтересовавшего Вас оборудования. Цены договорные, невысокие, доступен торг.
КОРОБКА СКОРОСТЕЙ в сборе (шпиндельная бабка, передняя бабка) к токарным станкам
Коробка скоростей 1К62
Коробка скоростей ТС-30
Коробка скоростей 1К62Д
Коробка скоростей 1К625Д
Коробка скоростей ТС-70
Коробка скоростей ТС-75
Коробка скоростей ТС-85
Коробка скоростей 16К20
Коробка скоростей 16К25
Коробка скоростей МК6046, МК6056
Коробка скоростей 1М63
КОРОБКА СКОРОСТЕЙ 1М65, 165, ДИП 500 (в сборе с шестернями и подшипниками)
Вал 1-ой оси в сборе 165, 1М65
Вал 2-ой оси в сборе 165, 1М65 (шестерня + шестерня двойная + вал 6-ти или 8-и шлицевой)
Вал 3-ей оси в сборе 165, 1М65
Вал 4-ой оси в сборе 165, 1М65 (шестерня тройная + шестерня двойная + вал 6-ти или 8-и шлицевой)
Вал 5-ой оси в сборе 165, 1М65 (4 одинарных шестерни + вал 6-ти или 10-и шлицевой)
Коробка скоростей 1М65, ДИП 500, 165 в сборе
Автоматическая коробка скоростей АКС
Коробка скоростей АКС309-16 (АКС 309-16)
КОРОБКА СКОРОСТЕЙ в сборе к сверлильным станкам
Коробка скоростей 2Н125
Коробка скоростей 2Н135
Коробка скоростей 2Н150
КОРОБКА СКОРОСТЕЙ в сборе к фрезерным станкам (4 вала в сборе)
Коробка скоростей 6Р12 (4 вала в сборе)
Коробка скоростей 6Н12П (4 вала в сборе)
Коробка скоростей 6М12 (4 вала в сборе)
Коробка скоростей 6Р13 (4 вала в сборе)
Коробка скоростей 6М13П (6М13ПБ) (4 вала в сборе)
Коробка скоростей ВМ-127 (4 вала в сборе)
Коробка скоростей 6Р82 (4 вала в сборе)
Коробка скоростей 6М82 (4 вала в сборе)
Коробка скоростей 6М83 (4 вала в сборе)
Коробка скоростей 6Р83, 6Р83Г (4 вала в сборе)
Коробка скоростей 6Т13 (4 вала в сборе)
Коробка скоростей 6Т83 (4 вала в сборе)
Коробка скоростей 6Т82 (4 вала в сборе)
Коробка скоростей 6Т12 (4 вала в сборе)
Коробка скоростей ГФ2171 (4 вала в сборе)
Коробки СКОРОСТЕЙ в сборе к фрезерным станкам
Коробка переключения скоростей 6Р12
Коробка переключения скоростей 6Н12П
Коробка переключения скоростей 6М12
Коробка переключения скоростей 6Р13
Коробка переключения скоростей 6М13П, 6М13ПБ
Коробка переключения скоростей ВМ-127
Коробка переключения скоростей 6Р82
Коробка переключения скоростей 6М82
Коробка переключения скоростей 6М83
Коробка переключения скоростей 6Р83, 6Р83Г.
Ниже перечислены несколько основных позиций поставляемой нами продукции. Обратите внимание что позиции указаны не все, если Вы не нашли то, что ищете, свяжитесь со мной, и я постараюсь вам помочь, также вы можете посетить наш сайт, адрес которого я вам отправлю по заявке. Могу выслать фото заинтересовавшего Вас оборудования. Цены договорные, невысокие, доступен торг.
КОРОБКА СКОРОСТЕЙ в сборе (шпиндельная бабка, передняя бабка) к токарным станкам
Коробка скоростей 1К62
Коробка скоростей ТС-30
Коробка скоростей 1К62Д
Коробка скоростей 1К625Д
Коробка скоростей ТС-70
Коробка скоростей ТС-75
Коробка скоростей ТС-85
Коробка скоростей 16К20
Коробка скоростей 16К25
Коробка скоростей МК6046, МК6056
Коробка скоростей 1М63
КОРОБКА СКОРОСТЕЙ 1М65, 165, ДИП 500 (в сборе с шестернями и подшипниками)
Вал 1-ой оси в сборе 165, 1М65
Вал 2-ой оси в сборе 165, 1М65 (шестерня + шестерня двойная + вал 6-ти или 8-и шлицевой)
Вал 3-ей оси в сборе 165, 1М65
Вал 4-ой оси в сборе 165, 1М65 (шестерня тройная + шестерня двойная + вал 6-ти или 8-и шлицевой)
Вал 5-ой оси в сборе 165, 1М65 (4 одинарных шестерни + вал 6-ти или 10-и шлицевой)
Коробка скоростей 1М65, ДИП 500, 165 в сборе
Автоматическая коробка скоростей АКС
Коробка скоростей АКС309-16 (АКС 309-16)
КОРОБКА СКОРОСТЕЙ в сборе к сверлильным станкам
Коробка скоростей 2Н125
Коробка скоростей 2Н135
Коробка скоростей 2Н150
КОРОБКА СКОРОСТЕЙ в сборе к фрезерным станкам (4 вала в сборе)
Коробка скоростей 6Р12 (4 вала в сборе)
Коробка скоростей 6Н12П (4 вала в сборе)
Коробка скоростей 6М12 (4 вала в сборе)
Коробка скоростей 6Р13 (4 вала в сборе)
Коробка скоростей 6М13П (6М13ПБ) (4 вала в сборе)
Коробка скоростей ВМ-127 (4 вала в сборе)
Коробка скоростей 6Р82 (4 вала в сборе)
Коробка скоростей 6М82 (4 вала в сборе)
Коробка скоростей 6М83 (4 вала в сборе)
Коробка скоростей 6Р83, 6Р83Г (4 вала в сборе)
Коробка скоростей 6Т13 (4 вала в сборе)
Коробка скоростей 6Т83 (4 вала в сборе)
Коробка скоростей 6Т82 (4 вала в сборе)
Коробка скоростей 6Т12 (4 вала в сборе)
Коробка скоростей ГФ2171 (4 вала в сборе)
Коробки СКОРОСТЕЙ в сборе к фрезерным станкам
Коробка переключения скоростей 6Р12
Коробка переключения скоростей 6Н12П
Коробка переключения скоростей 6М12
Коробка переключения скоростей 6Р13
Коробка переключения скоростей 6М13П, 6М13ПБ
Коробка переключения скоростей ВМ-127
Коробка переключения скоростей 6Р82
Коробка переключения скоростей 6М82
Коробка переключения скоростей 6М83
Коробка переключения скоростей 6Р83, 6Р83Г.
Телефон: +79873302319
Дата публикации: 20 марта 2016
Местонахождение: Москва, Москва и Московская обл., Россия
Токарно-винторезный станок 16К20. Устройство. — Статьи и публикации по металлообработке
Устройство токарно-винторезного станка 16К20
Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
|

Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).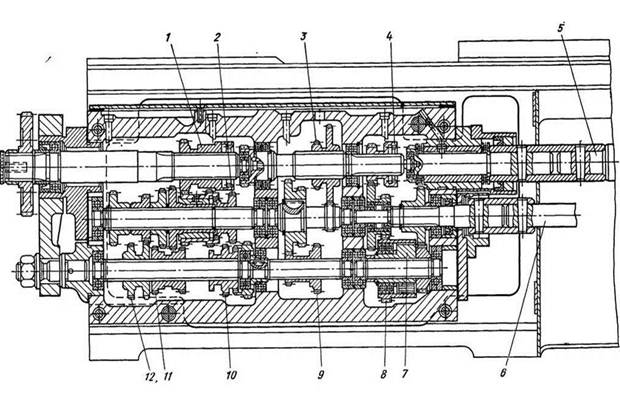 Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов (вальце-токарные станки, вальце-фрезерные станки), железнодорожных колесных пар (колесо-токарные станки), роторов турбин и др.
Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов (вальце-токарные станки, вальце-фрезерные станки), железнодорожных колесных пар (колесо-токарные станки), роторов турбин и др.
Смотри рисунок вверху.
16К20 Характеристики станка 16К20 завода «Красный пролетарий». Типичный токарно-винторезный станок 16К20 завода «Красный пролетарий» показан на рисунке внизу. 16К20 Характеристики станка 16К20 завода «Красный пролетарий». Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач токарного станк 16К20.
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт токарного станка 16К20
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе.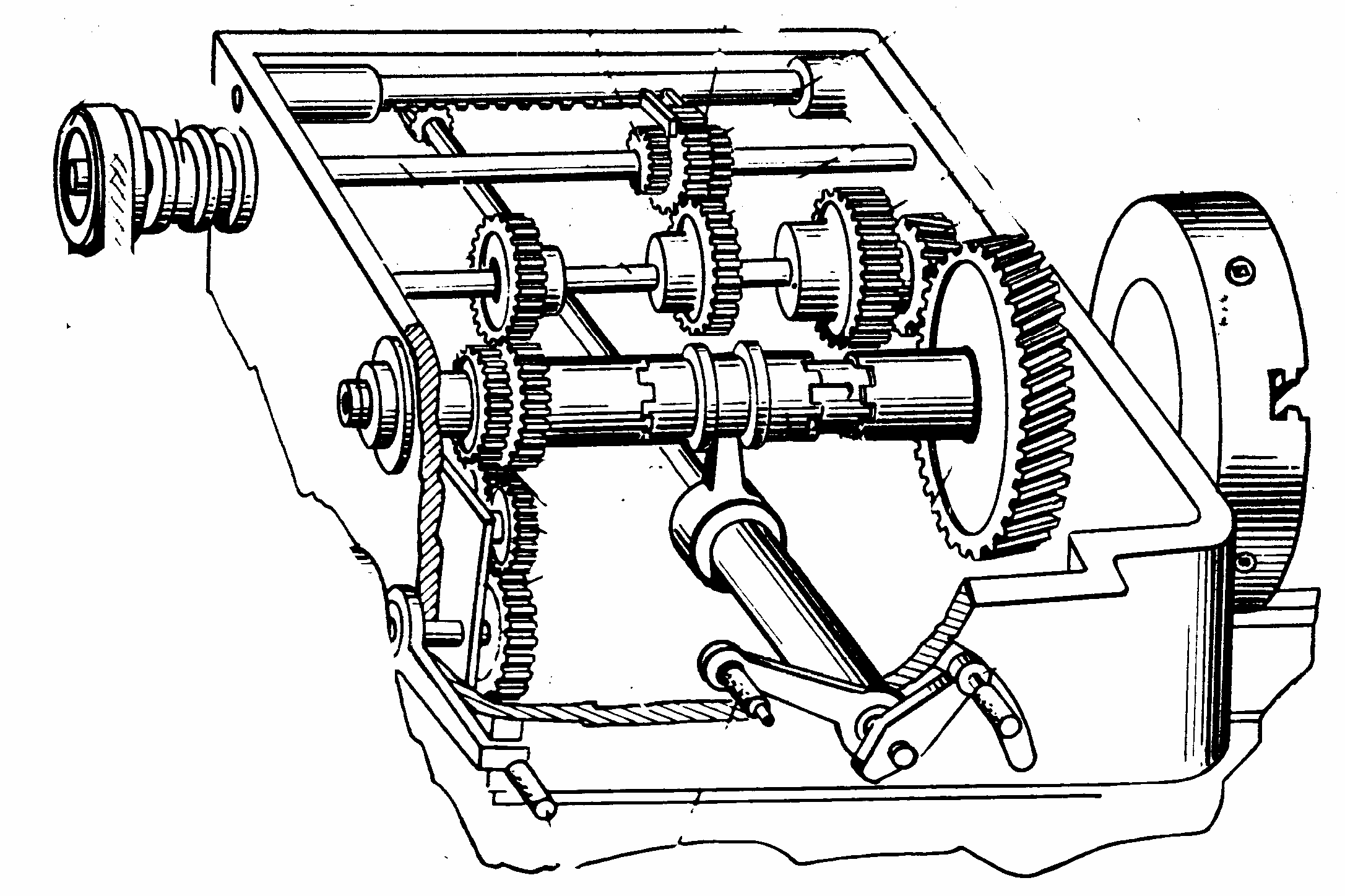 Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппортапроизводится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппортапроизводится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка токарного станка 16К20
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подачасуппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева).
Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подачасуппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева).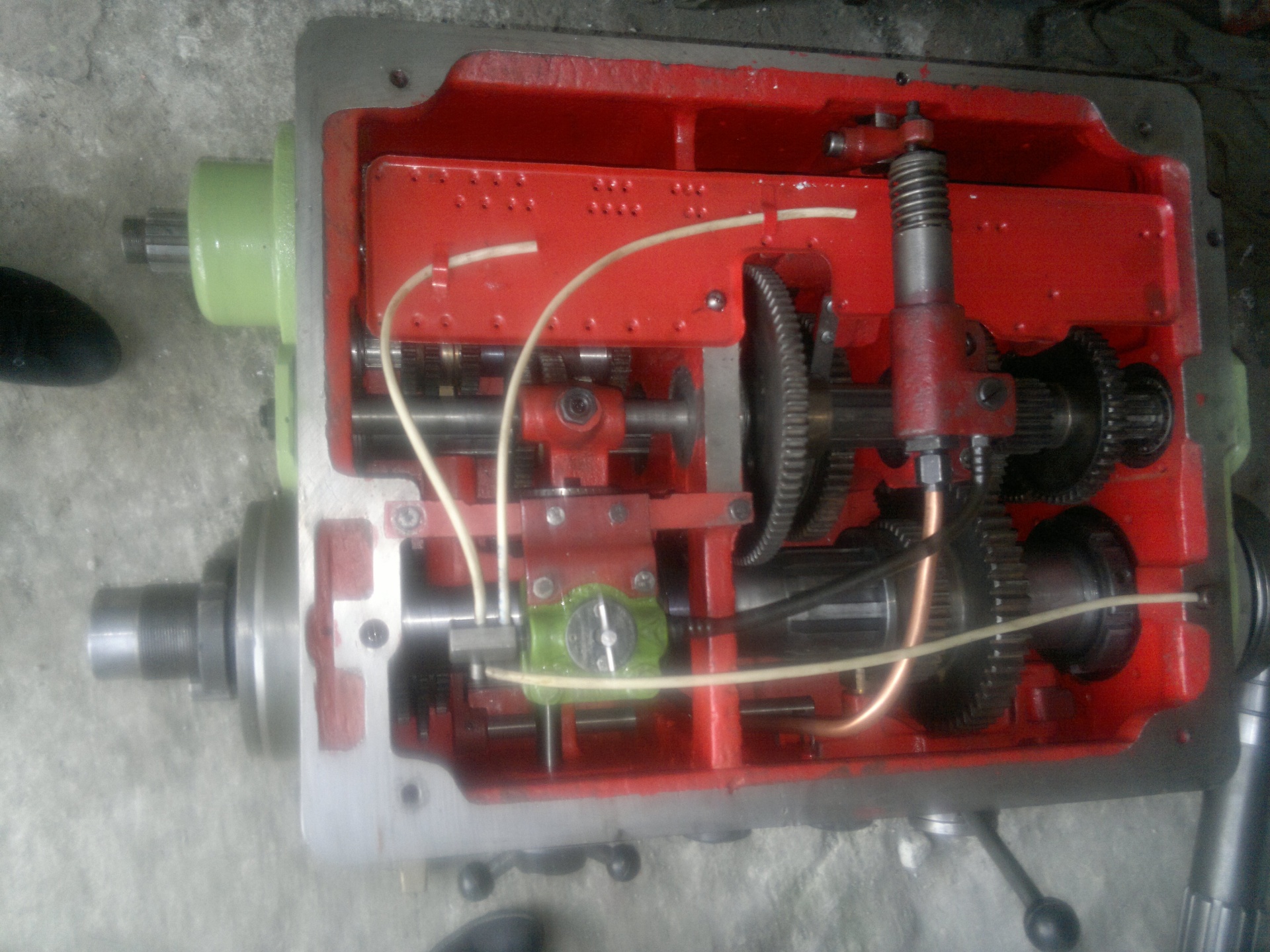 Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12.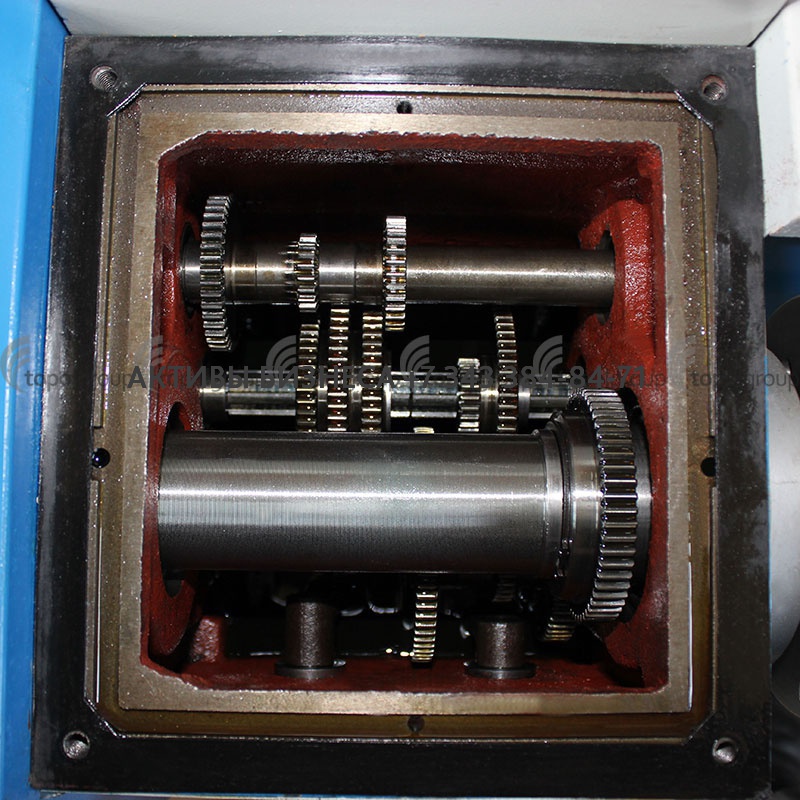 Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Токарно-винторезный станок модели 16К20 | Резьбонарезные станки
Универсальный токарно-винторезный станок модели 16К20 предназначен для выполнения разнообразных токарных и резьбонарезных работ. На станке можно нарезать резьбы различного профиля на наружных и внутренних цилиндрических и конических поверхностях с помощью резцов, резьбовых гребенок, метчиков и плашек. При нарезании резьбы резцом и гребенкой в станке используют цепь главного движения и винторезную цепь, а при нарезании резьбы метчиком и плашкой — только цепь главного движения, так как подача инструмента осуществляется самозатягиванием.
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| над станиной | 400 |
| над поперечными салазками суппорта | 220 |
| Расстояние между центрами, мм | 710, 1000,1400, 2000 |
| Число частот вращения шпинделя | 24 |
| Частота вращения шпинделя, об/мин | 12,5—1600 |
| Подача, мм/об: | |
| продольная | 0,05—2,8 |
| поперечная | 0,025—1,4 |
| Шаг нарезаемой резьбы, мм: | |
| метрической | 0,5—112 |
| модульной | 1,57—377,7 |
| дюймовой, число ниток на 1″ | 56—0,5 |
| питчевой | 56—0,5 |
| Мощность электродвигателя главного привода, кВт | 10 |
Станина 1 станка (рис. 45) служит основанием, на котором размещены все основные узлы станка. На станине 1 станка (рис. 45) неподвижно закреплены шпиндельная бабка 4 с коробкой скоростей, служащей для изменения частоты вращения шпинделя, и коробка подач 3 для изменения величин продольных и поперечных подач и шагов нарезаемых резьб. По направляющим станины перемещается каретка 8, на направляющих которой смонтирован поперечный суппорт 7 с четырехпозиционным резцедержателем 6 инструмента, а к нижней части каретки прикреплен фартук 2 для управления движениями в станке. Задняя бабка 9 предназначена для поддержания длинных заготовок при обработке их в центрах, а также для закрепления в ней сверл, зенкеров, разверток, метчиков и других инструментов, Заднюю бабку по направляющим станины перемещают вручную и закрепляют в необходимом положении с помощью эксцентрикового зажима. Управляют станком с помощью рукояток и электрического пульта 5.
45) служит основанием, на котором размещены все основные узлы станка. На станине 1 станка (рис. 45) неподвижно закреплены шпиндельная бабка 4 с коробкой скоростей, служащей для изменения частоты вращения шпинделя, и коробка подач 3 для изменения величин продольных и поперечных подач и шагов нарезаемых резьб. По направляющим станины перемещается каретка 8, на направляющих которой смонтирован поперечный суппорт 7 с четырехпозиционным резцедержателем 6 инструмента, а к нижней части каретки прикреплен фартук 2 для управления движениями в станке. Задняя бабка 9 предназначена для поддержания длинных заготовок при обработке их в центрах, а также для закрепления в ней сверл, зенкеров, разверток, метчиков и других инструментов, Заднюю бабку по направляющим станины перемещают вручную и закрепляют в необходимом положении с помощью эксцентрикового зажима. Управляют станком с помощью рукояток и электрического пульта 5.
Рис. 45. Общий вид токарно-винторезного станка модели 16К20: 1 — станина; 2 —фартук; 3 — коробка подач; 4 — коробка скоростей; 5 —пульт управления; 6 — резцедержатель; 7 — поперечный суппорт; 8 — каретка; 9 — задняя бабка
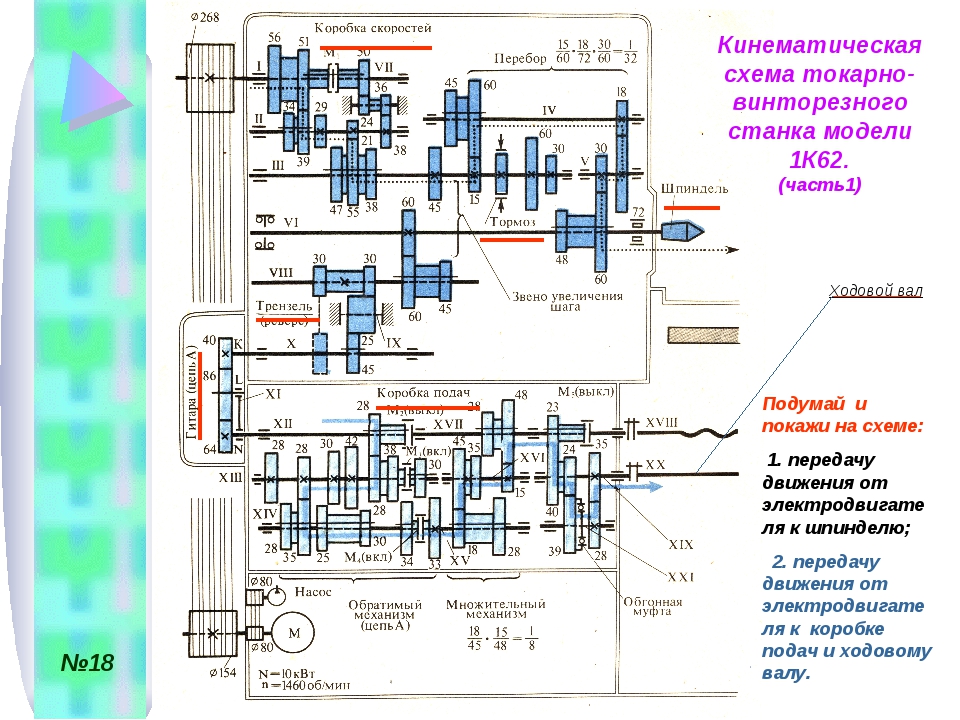
Кинематическая схема токарно-винторезного станка модели 16К20 показана на рис. 46.
46.
Рис. 46. Кинематическая схема токарно-винторезного станка модели 16К20
Движения в станке: главное вращательное движение шпинделя, движение продольной и поперечной подачи суппорта, ручные и ускоренные перемещения суппорта.
Капитальный ремонт токарно-винторезных станков 16к20, 1к62, 1м63, 1м65
Выполняем капитальный ремонт токарно-винторезных станков 16к20, 1к62, 1м63, 1м65 и других.
Перечень работ при капитальном ремонт токарного станка на примере 1М63 и 16К20:
Ремонт станины токарных станков:
- замеры износа направляющих станины станка,
- шлифовка, шабрение направляющих станины станка.
Ремонт фартука токарного станка:
- покраска внутренних поверхностей,
- замена бракованных деталей,
- замена подшипников.
Ремонт каретки токарного станка:
- восстановление нижних направляющих каретки станка,
- шабрение нижних направляющих,
- шлифовка поверхностей под нижнюю часть суппорта,
- шлифовка прижимных планок.
Ремонт коробки подач токарного станка:
- окраска внутренних поверхностей,
- замена отбракованных деталей и подшипников.
Ремонт коробки скоростей токарного станка:
- окраска внутренних поверхностей,
- замена отбракованных деталей,
- замена подшипников станка.
Ремонт шпинделей или изготовление новых по чертежам*
Ремонт суппорта:
- шабрение средней и верхней частей суппорта,
- изготовление комплекта деталей «винт-гайка», клина,
- замена подшипников,
- восстановление головки резцовой или замена на новую по согласованию.
Ремонт задней бабки станка:
- шабрение плиты задней бабки по станине,
- шабрение корпуса задней бабки по плите,
- ремонт отверстия задней бабки под пиноль методом завтуливания с последующей расточкой и хонингованием*,
- ремонт или замена пиноли.Ремонт заднего кронштейна, ходового вала, вала включения, ходового винта
завтуливание отверстий заднего кронштейна с последующей расточкой под ходовой винт, ходовой вал, вал включения*,
- ремонт ходового винта — прорезка резьбы с изготовлением маточной гайки,
- ремонт ходового вала и вала включения — прорезка шпоночного паза под углом 90º к существующему.

Ремонт электрооборудования станка:
- ремонт электрошкафа,
- замена неисправных элементов,
- ремонт неисправных замков, запоров и блокировок открывания дверей,
- изменение сопротивления изоляции, заземления,
- замена электродвигателя*.
Сборка станка:
- Проверка станка по нормам точности,
- Окраска станка и консервация.
Работы по приемке
- Испытания станка на холостом ходу и под нагрузкой.
- Проверка норм геометрической точности согласно паспортным данным завода-изготовителя.
- Оформление двухстороннего приемо-сдаточного акта совместно с представителем Заказчика на территории Исполнителя.
- Проведение пуско-наладочных работ на территории Заказчика и сдача станка по акту.
- Обучение представителей Заказчика.
Токарным станкам типа 1К62, 16К20, 1М63, 1М65 и т.д. производим полный капитальный ремонт.
На станки предоставляется гарантия от 6 месяцев.
Выполняем услуги по шлифовке направляющих станин токарных станков
Продажа токарных станков после ремонта со склада и под заказ.
В чем заключаются отличия между текущим, малым, средним и капитальным ремонтом станка и как они осуществляются
Краткое описание и основные технические характеристики 16К20
Универсальный токарно-винторезный станок16К20Предназначен для замены устаревшего 1К62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на станине 200 мм.
Мощность станка была огромной, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда агрегатов осуществлялось на дополнительном заводе в Гомеле.После ликвидации главного завода «Красный пролетарий» туда перебросили всю оставшуюся оснастку. В настоящее время на Гомельском заводе выпускается станок ГС526У, который представляет собой глубоко модернизированный 16К20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы на деталях. Технические характеристики станка 16К20 позволяли использовать его для единичного и серийного производства деталей.
Нижняя часть станка
Основание станка — коробчатая рама, установленная на монолитном основании.Благодаря своей форме эта конструкция имеет высокую жесткость, что очень важно для станков. Материал станины и основания — высокопрочный чугун. На основании есть точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен в основании машины и поддоне для сбора стружки и использованной смазочной и охлаждающей жидкости (охлаждающей жидкости). С правой стороны рамы установлен дополнительный электродвигатель ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху на станине смонтированы полированные направляющие, по которым перемещаются фартук и задняя бабка.
Улучшение условий труда
Станок оборудован стальным неподвижным защитным экраном, установленным за рамой. Кроме того, на подставке машины есть отдельная прозрачная заслонка. Этот щит фиксирован и может быть откинут.
Кроме того, на подставке машины есть отдельная прозрачная заслонка. Этот щит фиксирован и может быть откинут.
При разработке станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные столы и ручки выбора скоростей вращения и подачи компактно размещены на передней части бабки.Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (с заводской линии) между направляющими станины и передней бабкой. Благодаря этим и ряду других улучшений удалось улучшить основные технические характеристики 16К20.
Электрооборудование
Электрооборудование станка размещено на отдельной панели управления, закрепленной на задней стенке передней бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным двигателем главного привода.Двигатель развивает мощность до 10 кВт при частоте вращения вала 1600 об / мин. По специальному заказу был установлен еще более оборотный двигатель — до 2000 оборотов.
Кинематика цепи главного движения
От главного двигателя вращение передается ременной передачей на главный вал коробки передач. Для обеспечения технических характеристик вал 16К20 снабжен многодисковой двусторонней муфтой. Это устройство обеспечивает обратимую работу станка. На двух дополнительных валах коробки установлены зубчатые передачи.Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
Для расширения области применения и более полной реализации технических характеристик в коробке передач 16К20 предусмотрена так называемая негабаритная группа шестерен. Перебор позволяет получить 12 дополнительных скоростей — шесть из них будут в восемь раз медленнее и в шесть раз в 32 раза медленнее. Всего коробка имеет 24 скорости и позволяет изменять скорость вращения шпинделя в диапазоне 12.5-1600 оборотов. Когда машина перевернута, группа переборок не используется.
16К20 в наши дни
Несмотря на появление более точного и функционального оборудования, станок широко применяется в наше время на многих машиностроительных предприятиях. По соотношению «цена — точность обработки» 16К20 находится в очень выгодном положении. Техника крайне неприхотливая, обслуживание не дорогое.
По соотношению «цена — точность обработки» 16К20 находится в очень выгодном положении. Техника крайне неприхотливая, обслуживание не дорогое.
Одним из больших недостатков 16К20 была ненадежность электрики.Поэтому желательно использовать машины после капитального ремонта с заменой всех ненадежных узлов и компонентов.
Коробка передач 16К20 — Купить на www.bizator.com
Тип предложения: продажаОпубликовано: 17.10.2019
Коробкаиннингс 1К62
Коробка иннинги 1К62Д
Коробка иннинги 16К20
Коробка иннинги 1М63 Рязань
Коробка иннинги 1М63 Тбилиси
Коробка подач 2Н125 собака.
Коробка иннинги 2Н135
Коробка pODAC 1K62Box иннинги 1К62Д
Коробка иннинги 16К20
Коробка иннинги 1М63 Рязань
Коробка иннинги 1М63 Тбилиси
Коробка подач 2Н125 собака.
Коробка иннингс 2Н135
Что такое cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере / мобильном устройстве при посещении веб-сайта. В этом текстовом файле может храниться информация, которую веб-сайт сможет прочитать, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
В этом текстовом файле может храниться информация, которую веб-сайт сможет прочитать, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз, когда вы повторно посещаете веб-сайт.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться вам каждый раз, когда вы повторно посещаете веб-сайт. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они упрощают просмотр нашего веб-сайта.
Соответствующие организационные и технические меры используются для защиты ваших личных данных и предотвращения потери информации или противоправного поведения.
Почему мы используем файлы cookie от сторонних поставщиков?
Мы используем файлы cookie от сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этого используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Для этого используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве в течение максимум 24 месяцев.
Как я могу отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и найдите «Блокировать файлы cookie». Обратите внимание: если вы отключите файлы cookie, веб-сайт может отображаться только частично или не отображаться вообще.
UpЗАПЧАСТИ ДЛЯ СТАНКОВЫХ ИНСТРУМЕНТОВ
Запасные части к станкам
продажа @ машина-сцепление.com
Если Вы заботитесь о оригинальных деталях для своих станков, то Вы в руках товаров.
… потому что качество важнее всего!
На нашем складе есть различные запчасти для станков: токарные, фрезерные, радиально-сверлильные станки, прессы, ножницы, расточные станки, плоско- и круглошлифовальные станки польских, немецких, чешских, российских и болгарских производителей.
БРЕНДЫ, С КОТОРЫМИ МЫ ДЕЛАЕМ
- Запасные части для польских станков производства: FUM Poreba, FAT Wrocław, AVIA, ZM Tarnow, CHOFUM Chocianow, Mechanicy Pruszkow, Ponar DEFUM, HCP Cegielski, FAMOT, Jafo, Jotes, Rafamet
- Запасные части для немецких станков производства: WMW, Fritz Heckert, Union, Schaudt
- Запасные части к чешским станкам производства: TOS, PIESOK, SKODA
- Запасные части к российским станкам производства: СТАНКО, СЕДИН, КОЛОМНА, КРАМАТОРСК, РЯЗАНЬ, СТАНКОГОМЕЛЬ, МОСТАНА
- Запасные части к болгарским станкам производства: ЗММ СЛИВЕН, ЗММ СОФИЯ, МАШСТРОЙ
| механические детали для станков | сцепления, тормоза и аксессуары | масляные насосы, насосы охлаждения, аксессуары |
СТАНКИ УНИВЕРСАЛЬНЫЕ:
- Польские токарные станки: TUC 40, TUD 40, TUD 50, TUR 50, TUR630M, TUM 35, TPK 80, TCG 160, TR 70, TUJ 50M, TUX 50
- Российские станки токарные: 1М63, 1М65, РТ-117, ДИП-500, 165,16К20, 1К62, 1А616
- Болгарские токарные станки: CU400, CU500, CU502, CU580, C11MB. C13MB…
- Вертикально-токарные станки: 1512, 1516, 1525, 1L532, 1531…
 C13MB…
C13MB…Запасные части к универсальным токарным станкам:
- Винты крестовые с гайкой
- Винт ходовой продольный с гайками
- зубчатые колеса и шестерни для шпиндельной коробки, фартука, коробки подачи и гитары
- механические и электромагнитные муфты и тормоза, диски сцепления, приводы, щеткодержатели и другие аксессуары
- зубчатые рейки
- карданные валы
- валы сцепления, валы зубчатые
- защитные ограждения патрона, защитные ограждения резцедержателя, защитные ограждения роликов для приводных валов и винтов
- резцедержатели, люнеты и опоры, приспособления для точения конусов, шлифовальные приспособления…
Мы располагаем большим ассортиментом различного оборудования и комплектующих для станков, а также специальным выбором запчастей для самых популярных российских станков:
ФРЕЗЕРНЫЕ СТАНКИ:
- Полировальные фрезерные станки: FWD 32, FYH 32A, FYJ 40, FYA 41M, FWA 41M, FND 32, FNC 25, FNF 40
- Российские фрезерные станки: 6П12, 6П80, 6П82, 6Н81, 6Т83
- Болгарские фрезерные станки: FU251, FU321
- Чешские фрезерные станки: FGS 25, FGS 32, FGS 50
- Немецкие фрезерные станки: HECKERT FSS 315, FSS 400, FU 350 и FU 450, FU 350ApUG и FU450 ApUG, FW 350 и FW 450
Запасные части к фрезерным станкам:
- Сцепления и тормоза
- Винты крестообразные с гайкой
- Винт ходовой продольный с гайками
- колеса, валы и шестерни зубчатые
- шестерни конические
- машинные тиски
- поворотные столы, делительные головки, предохранители
Дополнительно у нас есть полный ассортимент запчастей для немецких фрезерных станков WMW HECKERT
F315, F400, FSS-350MR, FSS-400MR, FU-350MR, FU-450MR, FU-350ApUG, FU-450ApUG
| КОНСОЛЬ | ПОДАЧА | ФРЕЗЕРНАЯ ГОЛОВКА | РЕДУКТОР |
Мы можем предложить прямо со склада готовые к немедленной отгрузке запчасти для фрезерных станков Heckert. Все детали новые, выполнены в немецком качестве и соответствуют самым высоким техническим стандартам.
Все детали новые, выполнены в немецком качестве и соответствуют самым высоким техническим стандартам.
На [email protected] вы можете спросить о: сцеплениях и тормозах, валах, конических передачах, червячных и червячных передачах, шкивах, рычагах, продольных и поперечных винтах, гайках, насосах зазора, масляных насосах, насосах охлаждения, пиноле, гидравлические делители / распределители, механизм поворота и т. д.
Другие станки и запчасти в нашем предложении:
- Польские радиально-сверлильные станки: GRV553, GRV554, WR50, WKA 40
- Российские радиально-сверлильные станки: 2М55, 2А554, 2А576, 2х235
- Польские гильотинные ножницы: NG3, NG5, NG8, NG13, NGH6, NGh20 (лезвия для польских гильотин и запчасти)
- Чешские гильотинные ножницы: CNTA 3150 / 10A, 3150 / 16A, CNTA 3150 / 25A, CNTA2000 / 6,3A, NTA 3150/10, NTA3150 / 10A, NTE2000 / 6,3, NTE2500 / 4, NTE3150 / 6,3, NTC 2000/4, NTC 2500/4 (лезвия для чешских гильотин и запчасти)
- Полировальные шлифовальные станки: SAB100W, E450P, E450NP, SOJ10, SPC20, SPD30
- Чешские шлифовальные станки: BUT63, BUC63, BHU
| Лезвия гильотины CNTA3150 / 10A | Лезвия для гильотины CNTA3150 / 10A |
| Ремкомплект гильотины НТА | Ремкомплект гильотины NTE, NTC | Одноручные и двуплечие щеткодержатели для NTE, NTC | |
Жду ваших запросов по телефону:
продажа @ машина-сцепление. com
com
© 2019 MultiMasz sp. z o.o. sp. k. Все права защищены | Файлы cookie и Политика конфиденциальности
ТОП 6 покупателей фрикционных дисков в Уганде
Показать все Торговля Производство
Диск фрикционный оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, которые покупают фрикционный диск оптом
Dott Services Ltd.
- Запасные части для тяжелой землеройной техники Диск фрикционный № реф.6
- 0т 40 диск трения запасные части землеройной машины
Engineering Solutions U Ltd.
Запасные части для сельскохозяйственных тракторов — фрикционный диск (индукционная закалка) (эксп. Инв. №: 82251459)
Engsol Engineering Soultions U
Запчасти для тракторов Agri — фрикционный диск индукционный жесткий
Powertrac U Ltd.
Запчасти для сельскохозяйственных тракторов — фрикционный диск индукционный hardene
Kinyara Sugar Ltd.
Детали для сельскохозяйственных тракторов: диск фрикционный
Hoima Sugar Ltd.
Запчасти для трактора mahindra — диск фрикционный (29321148

менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие производители и экспортеры фрикционных дисков
| # | Компания (размер) | Продукт | Страна | ||
| 1 | Hawk Composites Suzhou (5) | FRICTION DISC | Китай | 2 | 2 | ЕвропаДИСК ПРОМЕЖУТОЧНЫЙ МАРКА ОЕ ДИСК ФРИКЦИЯ ОЕ | Нидерланды |
| 3 | Weasler Engineering BV (3) | ХОМУТ, СЦЕПЛЕНИЕ, КРОССКИТ, ФРИКЦИОННЫЙ ДИСК, УДЛИНИТЕЛИ СЦЕПЛЕНИЯ, УДЛИНИТЕЛИ 9012 9012 9012 9012 УПАКОВКА 9012 9012 9012 НАБОР 9012 | Weso Aurorahuette GmbH (2) | Фрикционные диски | aruba |
| 5 | Optimal Tech S. A.C. (2) A.C. (2) | Тормоз в сборе Используемый фрикционный диск Long Life Wpc Ut / New: Invoice | peru |
- Кампала
- Мбале
- Джинджа
- Аруа
- Энтеббе
Образование: МГУ
Не говори людям, как надо делать, говори им, что делать, и пусть они удивят тебя своими результатами
% PDF-1.4
%
89 0 объект
>
endobj xref
89 52
0000000017 00000 н.
0000001976 00000 н.
0000002324 00000 н.
0000002594 00000 н.
0000002972 00000 н.
0000003177 00000 н.
0000003465 00000 н.
0000003672 00000 н.
0000003966 00000 н.
0000004166 00000 п.
0000004449 00000 н.
0000004641 00000 п.
0000004916 00000 н.
0000005076 00000 н.
0000005108 00000 н.
0000005299 00000 н.
0000005380 00000 н.
0000005680 00000 н.
0000005867 00000 н.
0000006137 00000 п.
0000006304 00000 н.
0000006336 00000 н.
0000006534 00000 н.
0000006615 00000 н.
0000006926 00000 н. 0000007170 00000 н.
0000007505 00000 н.
0000007824 00000 н.
0000007933 00000 п.
0000008219 00000 п.
0000008678 00000 н.
0000009134 00000 п.
0000009256 00000 н.
0000009590 00000 н.
0000009850 00000 н.
0000009878 00000 н.
0000010049 00000 п.
0000010167 00000 п.
0000067486 00000 п.
0000130614 00000 п.
0000138931 00000 н.
0000144763 00000 н.
0000148081 00000 н.
0000229872 00000 н.
0000231427 00000 н.
0000320876 00000 н.
0000322431 00000 н.
0000434019 00000 н.
0000435574 00000 п.
0000517492 00000 н.
0000519047 00000 н.
0000586772 00000 н.
трейлер ]
/ Инфо 11 0 R
/ Назад
0000007170 00000 н.
0000007505 00000 н.
0000007824 00000 н.
0000007933 00000 п.
0000008219 00000 п.
0000008678 00000 н.
0000009134 00000 п.
0000009256 00000 н.
0000009590 00000 н.
0000009850 00000 н.
0000009878 00000 н.
0000010049 00000 п.
0000010167 00000 п.
0000067486 00000 п.
0000130614 00000 п.
0000138931 00000 н.
0000144763 00000 н.
0000148081 00000 н.
0000229872 00000 н.
0000231427 00000 н.
0000320876 00000 н.
0000322431 00000 н.
0000434019 00000 н.
0000435574 00000 п.
0000517492 00000 н.
0000519047 00000 н.
0000586772 00000 н.
трейлер ]
/ Инфо 11 0 R
/ Назад
16K20 РУКОВОДСТВО PDF
Содержание: Технические характеристики; Описание установки; Руководство пользователя; Электрическое описание; Инструкции по смазке; Ремонт и обслуживание. Я смог увидеть, что столбцы A и B предназначены для замены шестерен, я не знаю, когда их нужно менять. Я полагаю, что модель 1К62 лучше, потому что в ней есть все типы метрических потоков, когда вы поймете, как работать, вам она понравится! Мануал на 1К62 Hi kimmo Переведу страницу 12, картинки посмотрите. Я купил токарный станок на аукционе по банкротству, поэтому не мог ничего попросить у предыдущего владельца. Токарно-горизонтальный станок Tokapho 16K20.
Я смог увидеть, что столбцы A и B предназначены для замены шестерен, я не знаю, когда их нужно менять. Я полагаю, что модель 1К62 лучше, потому что в ней есть все типы метрических потоков, когда вы поймете, как работать, вам она понравится! Мануал на 1К62 Hi kimmo Переведу страницу 12, картинки посмотрите. Я купил токарный станок на аукционе по банкротству, поэтому не мог ничего попросить у предыдущего владельца. Токарно-горизонтальный станок Tokapho 16K20.
| Автор: | Vokazahn Doumi | |||
| Страна: | Таиланд | |||
| Язык: | Английский (испанский) | |||
| Последний Жанр: | 11 ноября 2009 | |||
| Страницы: | 481 | |||
| Размер PDF файла: | 15.14 Мб | |||
| Размер файла ePub: | 13,41 Мб | |||
| ISBN: | 506-5-83883-953-2 | |||
| Загрузки: | 3948 | |||
| Цена бесплатно [ * Требуется бесплатная регистрация ] | ||||
| Загрузчик: | Зулкигрел |
Отечественный токарный станок 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе «Красный пролетарий», в том числе часть деталей поставил Гомельский завод станочных агрегатов.Современный аналог рассматриваемой машины — агрегат ГСУ. Основная область применения устройства — промышленное производство, в частном секторе неактуально из-за высокой стоимости и довольно внушительных габаритов.
Его выпуск наладили на заводе «Красный пролетарий», в том числе часть деталей поставил Гомельский завод станочных агрегатов.Современный аналог рассматриваемой машины — агрегат ГСУ. Основная область применения устройства — промышленное производство, в частном секторе неактуально из-за высокой стоимости и довольно внушительных габаритов.
Рассматриваемое оборудование применяется для нарезания резьбы метрической, модульной, питчевой, дюймовой конфигурации и некоторых других токарных операций. Этот агрегат широко применялся в промышленности постсоветских стран. Модель сняли с производства в России, но на современном рынке можно встретить идентичную китайскую копию с таким же шильдиком.Управление и оборудование Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода.
Для начала посмотрите на его управление. Маховики и переключатели управляются вручную. Агрегат дополнительно оснащен центрирующим держателем инструмента, с помощью которого обрабатываются отверстия для механической и ручной подачи. В этом случае задняя бабка не задействуется. При перемещении регулируемой ползуны суппорта оси режущего инструмента и шпинделя взаимодействуют.
В этом случае задняя бабка не задействуется. При перемещении регулируемой ползуны суппорта оси режущего инструмента и шпинделя взаимодействуют.
Перед началом обработки необходимо до упора вдвинуть сетку в скобу.Ручка с поперечным скольжением используется для регулировки положения оси резака.
Под заказ предлагается устройство с верхним суппортом и механическим ходом. Кроме того, предусмотрено устройство для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Это устройство включает штангенциркуль для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования коробчатой формы с раскаленными направляющими для шлифования. Ящик дополнительно служит для сборки микросхем, а также является емкостью, отвечающей за охлаждение рабочей жидкости.
Неисправности В некоторых случаях может потребоваться ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонтные работы проводятся в части шлифовки станины, замены подшипников или фрикционов коробки передач.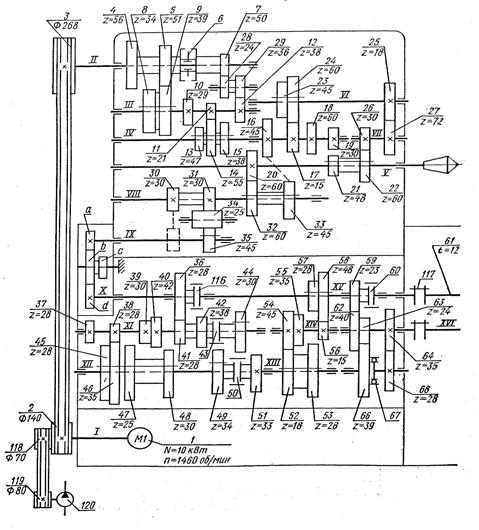
В аналогичном блоке управления редуктором часто меняют зубчатые передачи и подшипники. Ремонт фартука заключается в замене маточной гайки, подшипников, шлифовке направляющих. При устранении неисправностей суппорта меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов.Если необходимо восстановить работоспособность задней бабки, обычно заменяют лоскутные одеяла, растачивают рабочие отверстия и проводят зачистку направляющих деталей.
Капитальный ремонт подразумевает также замену электрозаполнения, контрольную проверку точности и геометрии агрегата, установку системы охлаждения. Подготовительный процесс включает проверку оборудования на холостом ходу. Это позволяет определять моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор.
Такая манипуляция обязательна, так как позволяет выявить дефекты, практически не заметные при эксплуатации. Шлифование — это очистка всех выступающих кромок и вмятин на поверхности корпуса станка.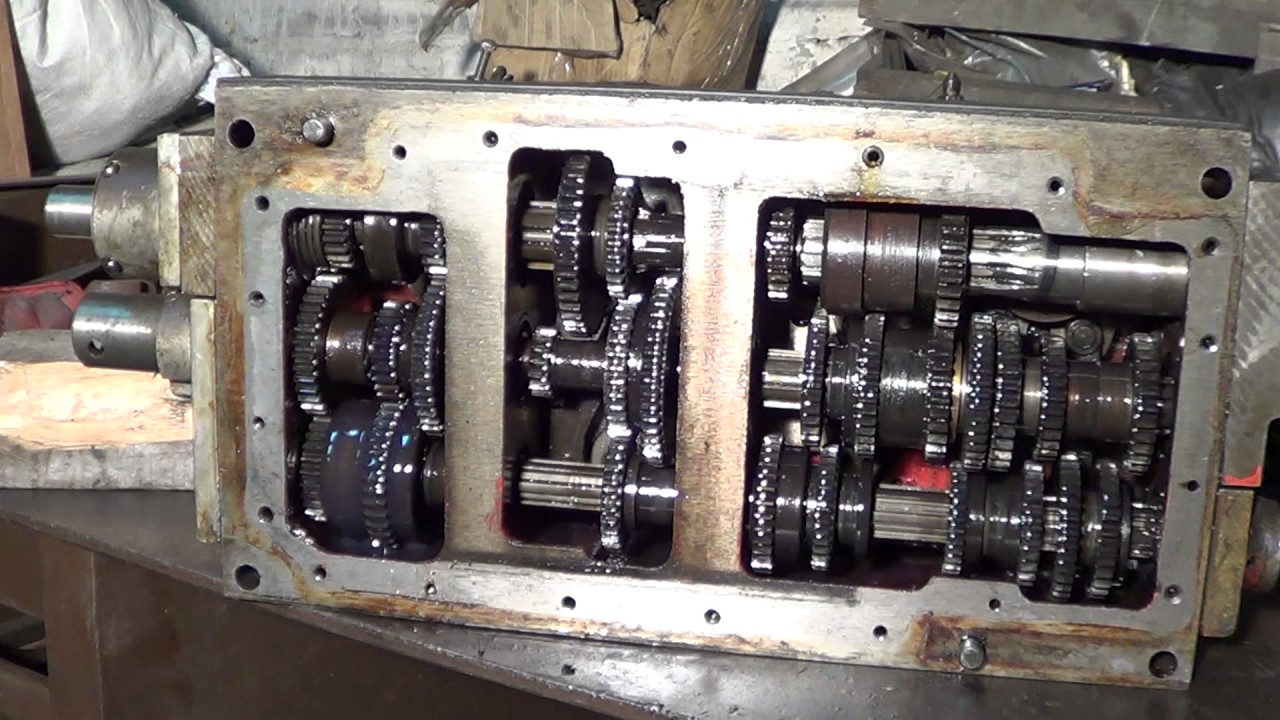 Постель устанавливают на стол, фиксируя внутренние углы. На этом этапе необходимо точно выровнять параллельное расположение узла по отношению к поверхности верстака.
Постель устанавливают на стол, фиксируя внутренние углы. На этом этапе необходимо точно выровнять параллельное расположение узла по отношению к поверхности верстака.
Это можно сделать с помощью строительного уровня. Станина крепится при помощи пластин и шурупов с прогибом 0.Некоторые заводы проводят пробное упрочнение машины прокаткой роликом.
В некоторых случаях дополнительно применяется закалка, повышающая стойкость деталей к износу. Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы. Зернистость относится к самому трудоемкому процессу ремонта даже при минимальном износе. В большинстве случаев эта манипуляция проводится механически, что дает определенный экономический эффект. Шлифование обеспечивает высокий показатель чистоты и точности отделки.
Этот метод оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с очисткой.
Работа с упрочненными направляющими элементами требует дополнительной обработки. Станок токарный по металлу 16К20, цена которого начинается от тысячи рублей, пришел на замену устаревшей версии 1К. Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:Маркировка Рассматриваемый станок ориентирован на обработку конических, цилиндрических и нестандартных поверхностей.
Станок токарный по металлу 16К20, цена которого начинается от тысячи рублей, пришел на замену устаревшей версии 1К. Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:Маркировка Рассматриваемый станок ориентирован на обработку конических, цилиндрических и нестандартных поверхностей.
Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа. Кроме того, агрегат используется для нарезания различных типов ниток. Владельцы также указывают на возможность использования станка для обработки торцевых поверхностей резцами, сверлами, зенковками, метчиками и плашками. Приобретая описываемое оборудование, обратите внимание на буквенно-цифровой код в названии модели.
В указателе агрегат указывает тип станка, цифра 6 — возможность выполнения винторезных операций. Буква «К» в названии агрегата — это поколение станочного оборудования, последняя цифра указывает максимальную высоту центров мм.
Наличие в названии буквы «П» говорит о повышенной точности прибора. Наконец, токарный станок 16К20, отзывы о котором приведены выше, относится к высокоточному оборудованию.
Тем не менее, время от времени, как и всякая техника, требует ремонта.Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых кромок. Капитальный и более серьезный ремонт желательно доверить мастеру. Обязательно после ремонта проверьте каретку, фартук и направляющие элементы. В противном случае точность обработки может быть значительно снижена.
Спирты используются во многих отраслях и сферах деятельности. Они производят различные синтетические полимеры, пластификаторы, каучуки, моющие средства и многие другие виды продукции.Производство спиртов осуществляется биохимическими и химическими методами. Многие из них являются массовыми продуктами нефтехимического синтеза. Подробнее. Домашняя промышленность. Характеристики станка 16К20 Рассматриваемое оборудование используется для нарезания резьбы метрической, модульной, питчевой, дюймовой конфигурации и некоторых других токарных операций.
Популярные сообщения. Интернет-бизнес. Бизнес-возможности. Выбор редактора. Популярные категории. Интересные статьи. Буровая установка УРБ 2А2: технические характеристики Белый чугун: свойства, применение, структура и особенности
COMDTINST M3502.4 ч PDF
Станок токарно-винторезный 16К20
Станки представляют собой современные версии станков 16k20 и 16k25 и могут применяться в различных отраслях промышленности для различных операций обработки и различных материалов: обработка внешнего и внутреннего диаметра; наружная, внутренняя, метрическая, дюймовая, модульная, с червячной резьбой; сверление, растачивание, развёртывание. Прочная конструкция литой станины и закаленные направляющие с точной шлифовкой обеспечивают профессиональную обработку и надежную стабильную работу. Благодаря высокоточным подшипникам шпинделя конструкция шпиндельного узла и всего станка особенно жесткая.Это позволяет выполнять тяжелую обработку, полностью используя мощность двигателя.
АНАБАСИС АЛЕХАНДРО МАГНО PDF
16K20 РУКОВОДСТВО PDF
.
Статьи по теме
الكاجو الجوز المعالجة الميكانيكية على نطاق واسع
اختبارات الأغذية المعملية
الخبرة في مجال اختبارات الأغذية تلتزم qima بتقديم خدمات مخصصة وخالية من الأخطاء في الوقت المناسب لعملائها, وذلك بفضل شبكة عالمية من المختبرات الاستشارية ومختبرات اختبار الأغذية الحاصلة على شهادة أيزو ISO 17025.
يستخدم يت الفول السوداني على نطاق واسع ي طب الروائح ، لما لها من رائحة يفة جدا وغريارب السوداني. وهذا يمكن ن تستخدم لتدليك الجسم لتجربة غاية الاسترخاء وتجديد. 9. تشنج:
مزايا العملية الميكانيكية. الصحية ، يجب تنفيذ عمليات الذبح والمعالجة الإضافية للدواجن على خطوط نقل خاصة. عل الأقل 1.30 دقيقة لتهدئة الطيور وهو مر مهم للغاية في مراحل المعالجة التالية.
الكاجو هو الجوز لذيذ وصحي ، ويستخدم كما هو الحال في الطبخ. والطب ، لأنه يحتوي على العديد من خصائص الشفاء متعددة الاستخدامات.يفية استخدامه وما هو محتواه من السعرات الحرارية؟
والطب ، لأنه يحتوي على العديد من خصائص الشفاء متعددة الاستخدامات.يفية استخدامه وما هو محتواه من السعرات الحرارية؟
Поставщик TsungHsing Food Machinery (TSHS) الأطعمة الخفيفة من الجوز مقبولة على نطاق واسع والمنتجات الشعبية في جميع أنحاء لعالم.
اله تكسير — groenelektrotechniek. آلة تكسير الشعر من ريفلون — جسد الثقافة اشتريته من تاجرة في النت بسعر 300 ريال مع التوصيل, بصراحة ما أنصحك به أولا, حجمه ثقيل جدا و يعور يدك وإنت رافعتها عشان تسوين شعرك, و ثانيا ما أحس نتيجته
يستخدم زيت الفول السوداني على نطاق واسع في طب الروائح ، لما لها من رائحة خفيفة جدا وغريب الأطوار.وهذا يمكن ن تستخدم لتدليك الجسم لتجربة غاية الاسترخاء وتجديد. 9. تشنج:
الصين كبار المصنعين والموردين من مسامير جوفاء, وهم متخصصون في آلة الترباس جوفاء, مزدوجة براغي جوفاء, توسيع البراغي مجوفة, إلخ.
وفقا لتعريف معترف به على نطاق واسع ي الاتحاد الأوروبي ، ومستحضرات التجميل الطبيعريف التجميل الطبيعري ياتريلة التيعيا ياتلالاتلالاتلالاليالاليالة ياتلالاتلالياليالالميل ياتلالاتلام التليل ياتلالالميل ي اتلالالالميل ي اتلالالالالميل ياتلالالالالالالالالالالالالال,,
اللوحة المغطاة تجاريا على نطاق واسع.