изготовление из инвертора и трансформатора
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.
Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.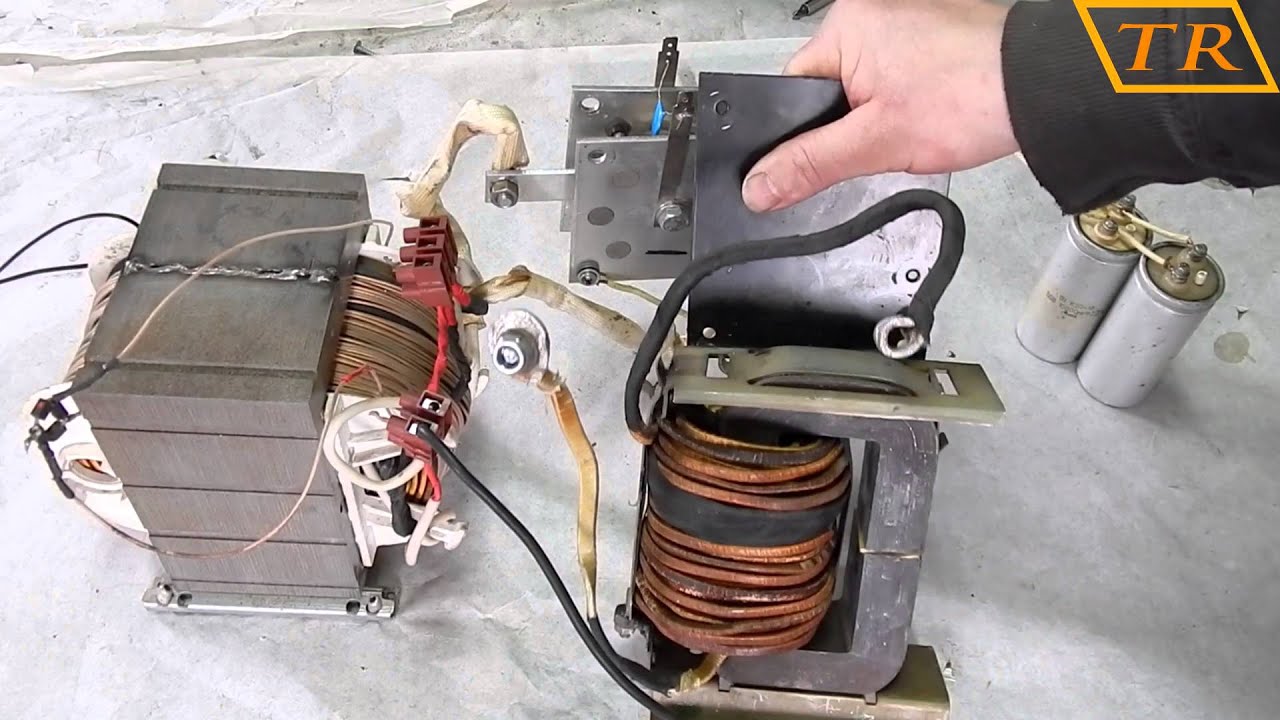
Из инвертора для ручной сварки
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Сварочный полуавтомат своими руками из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции — далее.
В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
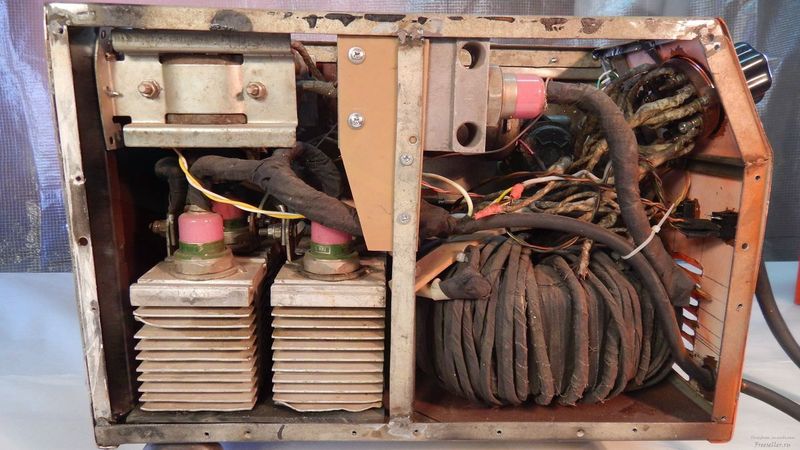
Рисунок 2 — Полуавтомат из инвертора
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
Рисунок 3 — Схема сварочного полуавтомата
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Рисунок 4 — Обмотка инвертора
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки.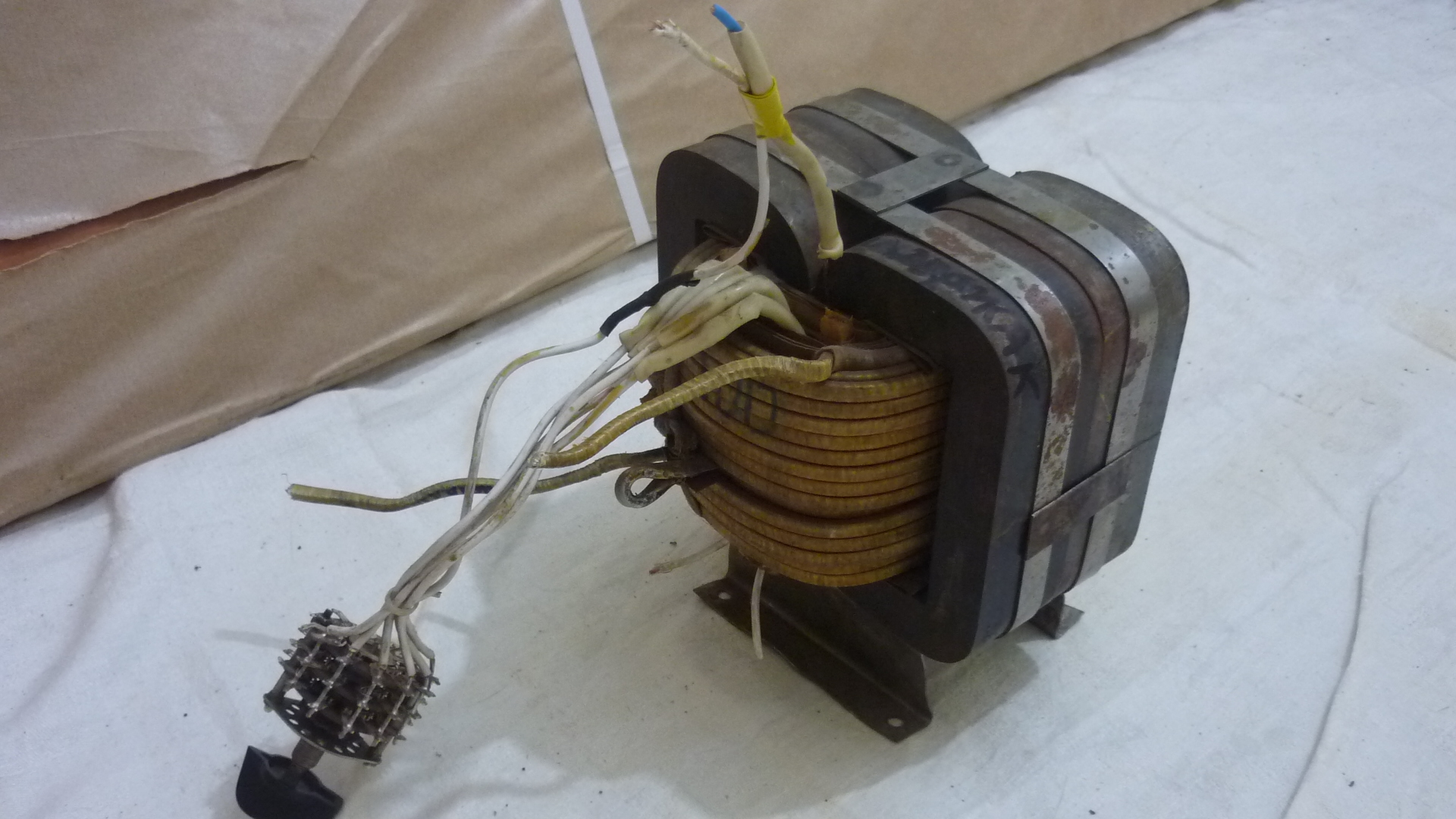 Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
Рисунок 5 — Схема регулятора оборотов электродвигателя
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
Рисунок 6 — Подающий механизм
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
Конструктивные элементы:
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Рисунок 7 — Устройство узла горелки
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током.
 На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
Рисунок 8 — Устройство газовой горелки
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.

Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер.
 Он также отвечает за преобразование и стабилизацию тока.
Он также отвечает за преобразование и стабилизацию тока.Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с.
 Она поступает уже в готовую защитную среду, иначе будет залипать.
Она поступает уже в готовую защитную среду, иначе будет залипать.
 Она поступает уже в готовую защитную среду, иначе будет залипать.
Она поступает уже в готовую защитную среду, иначе будет залипать.При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
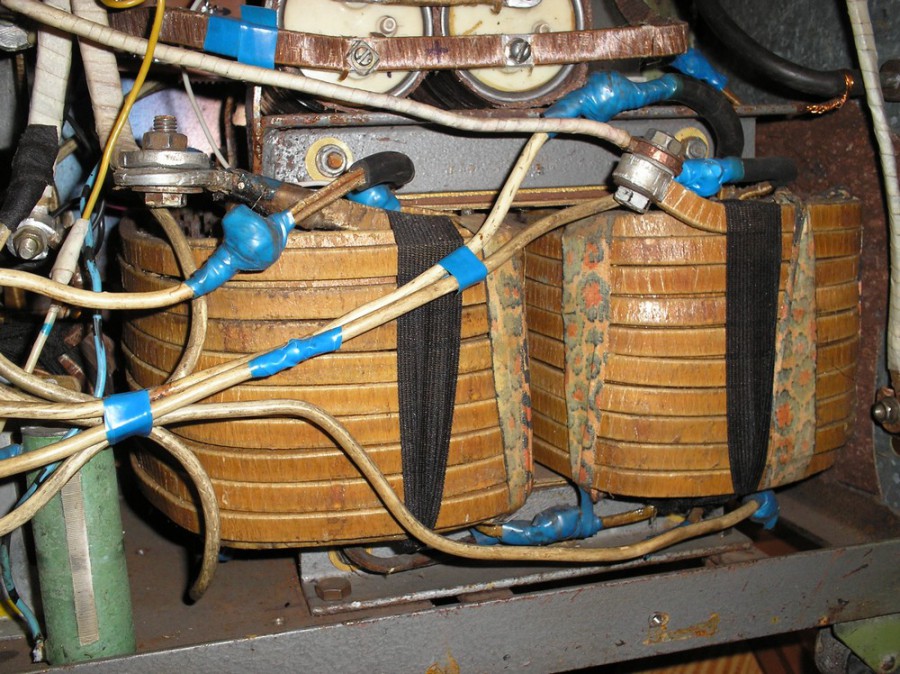
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Рисунок 13 — Схема сварочного устройства
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Рисунок 14 — Подающий механизм для проволоки
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Рисунок 15 — Чертеж с размерами корпуса
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Делаем тороидальный сварочный трансформатор | Самодельные сварочные аппараты, полуавтоматы, схемы
Тороидальный трансформатор своими руками
По всем характеристикам тороидальные трансформаторы превосходят П и Ш образные трансформаторы примерно в 1.5.. 2 раза. Также по весу торы в намного легче.
В связи с этим лучше делать тороидальный трансформатор для сварочных аппаратов.
Об изготовлении тороидального трансформатора в домашних условиях пойдет речь в нашей статье.
В наличии имелось железо от какого то трансформатора размерами 7 см х 65 см.
Берем пластины и обкатываем их круглым предметом, например бутылкой.
Берем одну пластину сворачиваем ее в кольцо и закрепляем саморезами. Это будет оправка для набора пластин.
Начинаем укладывать пластины начиная от края во внутрь. Так как внутренний диаметр самом начале большой, то сначала укладываем ровные пластины, не обкатанные бутылкой.
Набрав небольшое количество пластин, обязательно поджимаем их.
Примерно вот что должно получится. Так как внутренний диаметр кольца уменьшается, то далее применяем пластины, которые обкатывали бутылкой.
Первое кольцо магнитопровода тороидального трансформатора готово. Выглядит оно вот так.
Далее подготавливаем вторую оправку для второго кольца магнитопровода нашего трансформатора.
Продолжаем укладывать пластины от края во внутрь. Процесс повторяется, делать нужно то же самое, что и для первого кольца.
Стремитесь укладывать пластины без зазорно, то есть стык в стык. Конечно в начале будет получаться хорошо, но в конце все равно не получится.
Не забываем обжимать пластины. Делаем это постоянно. От этого зависит качество сборки тора. Лишние зазоры нам ни к чему.
Вот собственно оба кольца. Фотка получилась не резкой.
Далее обстукиваем торцы получившихся колец молотком.
Берем эпоксидный клей, разводим его растворителем.
Пропитываем клеем оба кольца магнитопровода. Клей не жалеем.
Затем склеиваем оба кольца.
Вот такой вот сердечник тороидального трансформатора у нас получился. Высота сердечника получилась 14 см и набор пластин 4 см. Площадь сердечника 56 см.кв. Учитывая небольшие зазоры, которые образовались при сборке, принимаем площадь сердечника 50 см.кв.
Теперь необходимо за изолировать сердечник. Для этого вырезаем из картона куги и накладываем на сердечник.
Далее берем тряпочную черную изоляционную ленту и обматываем сердечник.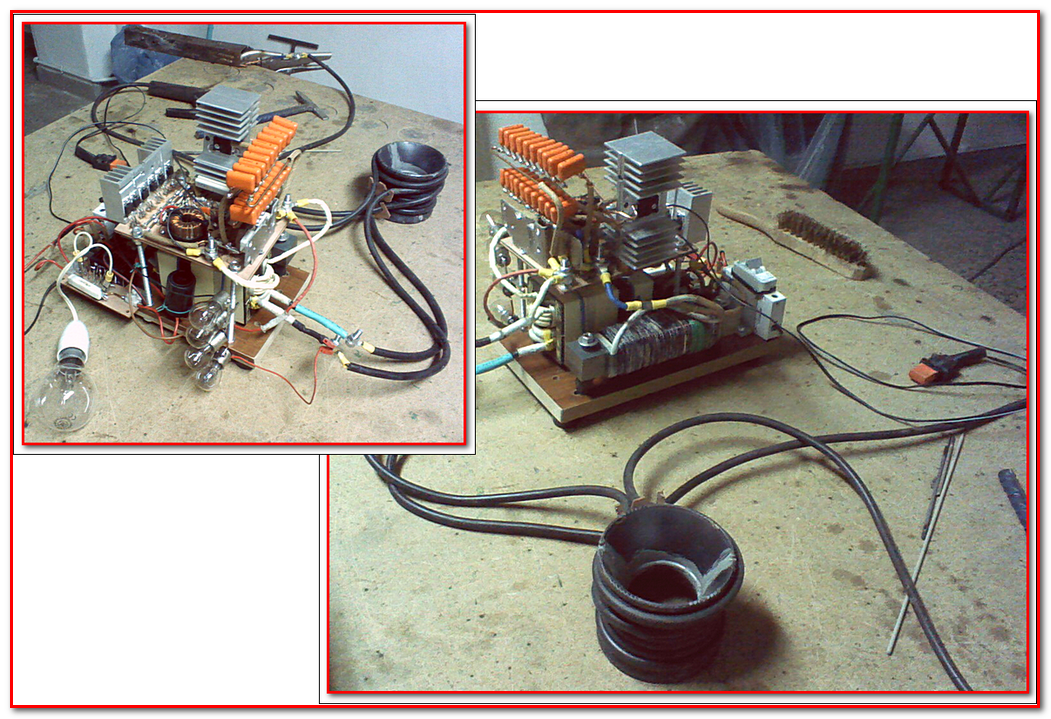
Вот что получилось.
Обматываем еще раз сердечник молярным скотчем.
Все готово для намотки обмоток трансформатора. Провод для первичной обмотки наматываем на самодельный челнок, сделанный из куска ДСП.
Обматываем конец провода филенкой.
Начинаем мотать. Просовываем челнок через отверстие в торе и аккуратно прижимаем каждый виток, равномерно распределяя по поверхности сердечника.
Намотав первый ряд обмотки, обматываем обмотку изоляционной лентой.
Далее мотаем второй ряд первичной обмотки, делая отводы для регулирования тока по первичной обмотке.
После того как первичная обмотка намотана, проверяем ток холостого тока трансформатора. Он должен быть в пределах от 0,2 А до 1,2 А.
На изображениях показаны замеры тока в в нормальном и форсированном режиме работы трансформатора. Цифровым мультиметром производился замер напряжения вторичной обмотки (для дальнейшего точного расчета количества витков вторичной обмотки), в качестве которой был намотан кусок провода из 4 витков.
Обматываем второй конец первичной обмотки филенкой и изолируем первичную обмотку.
Далее мотаем вторичную обмотку точно так же как первичную, только без применения челнока.
После намотки изолируем ее.
Далее вырезаем из текстолита или подобного материала два круга, сверлим отверстия под крепление обмоток.
В результате мы получаем вот такой вот сварочный трансформатор.
Данный тороидальный трансформатор был установлен в сварочный полуавтомат. При интенсивном использовании сварочного полуавтомата, температура трансформатора не повышалась выше 60 градусов. Трансформатор работает тихо без потрескиваний и гула.
Вес данного экземпляра в собранном виде равен 16 кг.
Ответы на комментарии:
Изолирование проводов.
Пропитка сердечника эпоксидным клеем.
Расчет площади сердечника.
Площадь сердечника равна S=А*Б
Шпильки для тора
Если возникнут вопросы, задавайте их в комментариях.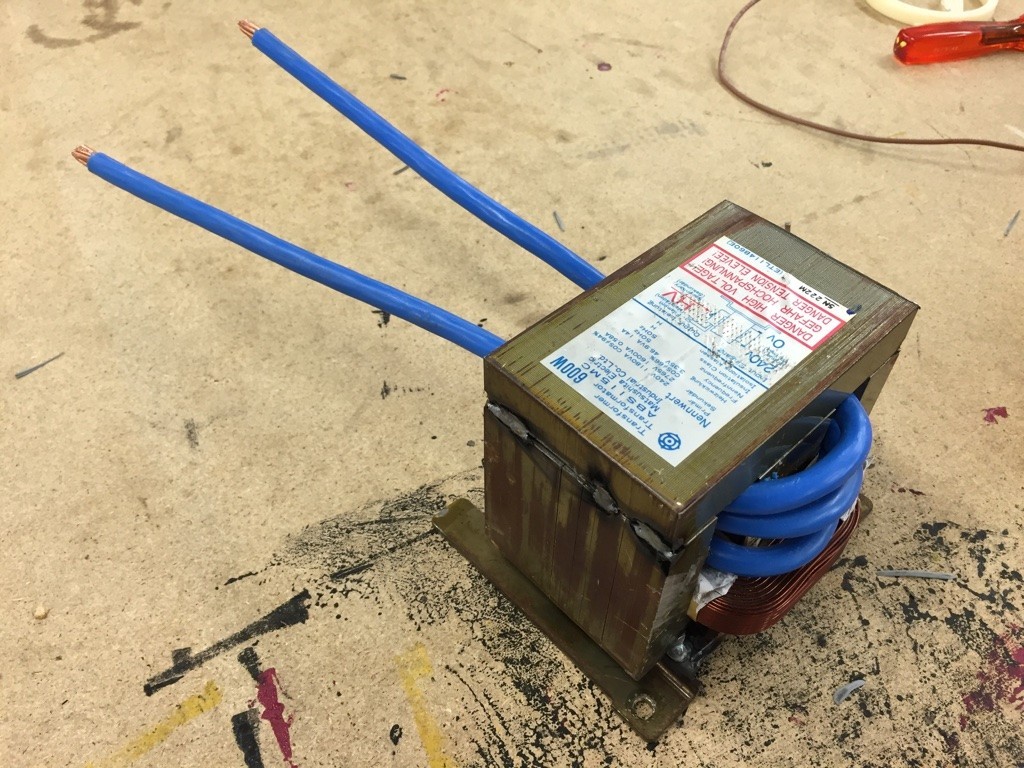
Автор статьи и фото: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Самодельный сварочный трансформатор своими руками:расчет,методика
Для сварки металлических деталей используется электродуговая сварка, для которой применяется трансформатор. Он считается очень простым изделием, что обеспечивает надежную работу оборудования и создает условия для стабильной эксплуатации. Но это же простота создает условия про которых можно относительно легко сделать сварочный трансформатор своими руками. Естественно, что в некоторых параметрах он будет уступать серийным, но для тех целей, для которых он предназначен, будет вполне нормально использоваться. Данная техника предназначается для понижение сетевого напряжения, которое составляет 220 или 380 В, до того, которое требуется сварочному аппарату для проведения всех процедур. Самодельный сварочный трансформатор вполне может справиться с данной задачей, если подобрать правильные характеристики.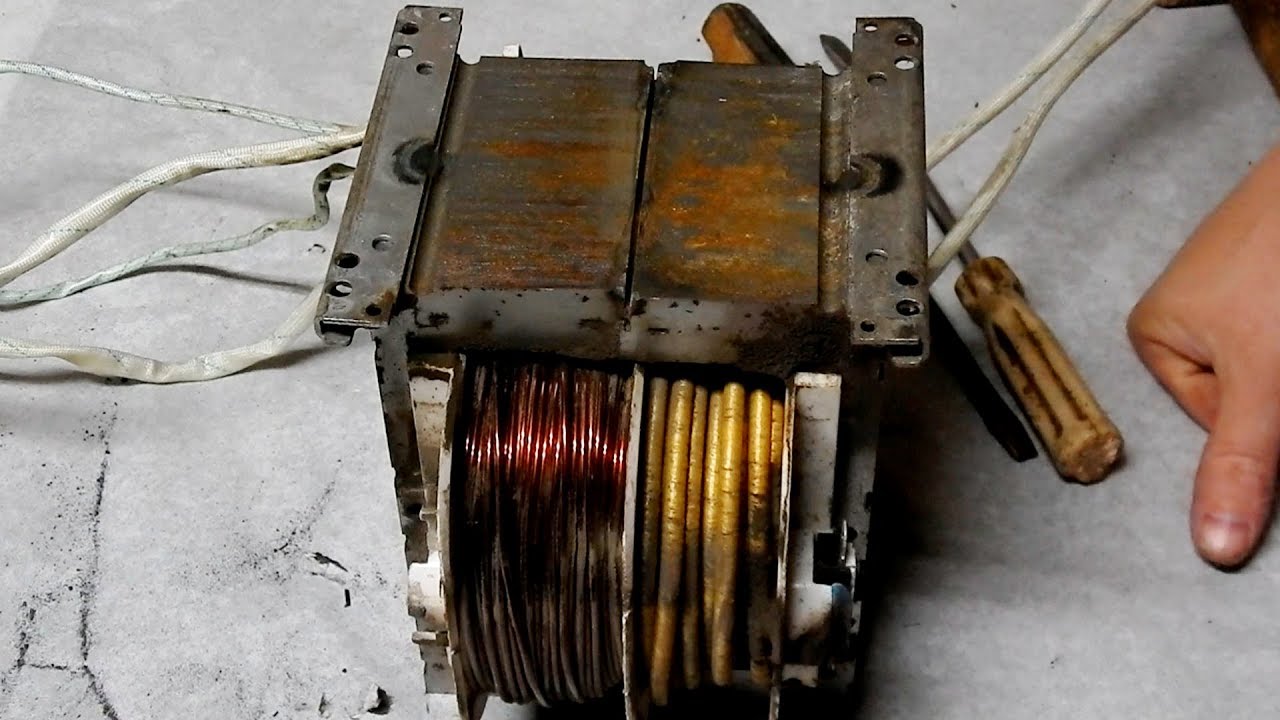 При создании ориентируются на уже готовые модели, делая своеобразную копию, или же стараются рассчитать все по определенным параметрам, которых можно добиться из имеющихся материалов. Несмотря на простоту конструкции, все процедуры по созданию нужно выполнять предельно тщательно и четко, чтобы в итоге получился работоспособный результат.
При создании ориентируются на уже готовые модели, делая своеобразную копию, или же стараются рассчитать все по определенным параметрам, которых можно добиться из имеющихся материалов. Несмотря на простоту конструкции, все процедуры по созданию нужно выполнять предельно тщательно и четко, чтобы в итоге получился работоспособный результат.
Трансформатор для сварки своими руками
Какими характеристиками должен обладать трансформатор
Когда создается сварочный трансформатор своими руками, то он должен соответствовать определенным стандартам, которые будут способствовать его лучшей эксплуатации. В первую очередь, следует подобрать, какое напряжение холостого хода должно быть у техники. Зачастую оно составляет 50-60 В. С учетом того, что самодельные трансформаторы делаются очень мощными, этот параметр должен составлять 50 В. Далее стоит обратить внимание на мощность, так как от нее зависит, какие сварочные электроды можно будет использовать. Для бытовых целей зачастую достаточно 3-4 мм, поэтому можно остановиться на этом параметре. Стоит позаботиться о низком весе техники, так как слишком габаритное изделие будет неудобно использовать. Желательно, чтобы регулировка параметров проводилась плавно, чтобы можно было подбирать четкие параметры. Для этого нужно подбирать максимальное простые принципы действия для техники. Материал должен иметь достаточный запас токопроводимости, чтобы детали не портились преждевременно.
Стоит позаботиться о низком весе техники, так как слишком габаритное изделие будет неудобно использовать. Желательно, чтобы регулировка параметров проводилась плавно, чтобы можно было подбирать четкие параметры. Для этого нужно подбирать максимальное простые принципы действия для техники. Материал должен иметь достаточный запас токопроводимости, чтобы детали не портились преждевременно.
Сварочный трансформатор
Что понадобится перед работой
Как правило, изготовление сварочного трансформатора происходит при помощи подручных материалов, некоторые из которых берутся из старых изделий, или же просто являются удачными аналогами и заменителями. Не все варианты требуют точного соблюдения указанному ниже списку, кроме тех, которые относятся к принципиально важным рабочим узлам. Основной список материалов выглядит так:
- Сердечник – его материал подбирается согласно тем параметрам, которых требуется добиться от трансформатора, но можно воспользоваться и готовыми вариантами, которые имеются в старых телевизорах;
- Лакоткань – данный материал нужен для катушки, на которую он наматывается в два слоя на одном из этапов ее изготовления;
- Толстый картон – толстые листы используют для лучшей устойчивости, так как из него делается каркас изделия, на который потом будут крепиться все остальные элементы;
- Деревянные бруски и доски – в дереве сверлится отверстие, сквозь которое потом продевают намоточный прут, а сами бруски или доски надеваются на катушку, как основной элемент конструкции;
- Металлические пластины магнитопровода – которые должны иметь различную длину, но при этом одинаковую толщину и высоту, что делает это самой проблемной деталью;
- Стальной прут – служит для фиксации катушки;
- Пила – для распиливания и прочих подготовительных процедур с расходными материалами;
- Проволока – служит для намотки витков на катушку;
- Клей – для склеивания других элементов, которые невозможно было зафиксировать иначе.

Особенности самодельных трансформаторов
У многих зарождается идея как сделать сварочный трансформатор своими руками, но все понимают, что он будет отличаться от заводских, причем не в лучшую сторону. Тем не менее, у него есть ряд определенных особенностей, которые выделяют его на фоне всех остальных вариантов. В первую очередь параметры техники могут быть совершенно разнообразными и не придерживаться четких параметров. Здесь же может возникнуть большая погрешность, которая выявляется уже во время процесса эксплуатации. Дело в том, что регулятор напряжения для сварочного аппарата своими руками далеко не всегда удается сделать также качественно, как в заводском исполнении, не говоря уже о получении точных значений при повороте ручки.
Сварочный трансформатор своими руками
Сварочный трансформатор своими руками постоянного тока оказывается намного более дешевым, в чем и состоит его преимущество. Но здесь же он теряет в надежности, так как в нем отсутствуют системы предохранения, которые есть в заводских моделях. Здесь самостоятельно уже приходится следить за тем, в каких режимах находится техника. Для промышленных целей такие трансформаторы не используются, но дома они могут стать отличной заменой. Самостоятельно можно создать технику с любыми требуемыми параметрами, даже узконаправленную, если правильно сделать расчеты.
Здесь самостоятельно уже приходится следить за тем, в каких режимах находится техника. Для промышленных целей такие трансформаторы не используются, но дома они могут стать отличной заменой. Самостоятельно можно создать технику с любыми требуемыми параметрами, даже узконаправленную, если правильно сделать расчеты.
«Обратите внимание!»
Очень важно ориентироваться на уже готовые заводские варианты использования материалов и соотношения параметров, чтобы итог получился максимально качественным. В данном же плане могут пригодиться и готовые варианты, которые сделаны другими людьми.»
При вводе в эксплуатацию самодельного трансформатора, следует предварительно проверить все его узлы. Такие вещи более легкие в ремонте и могут обладать куда меньшим весом. Некоторые из них изготавливаются без металлического корпуса, или же на них остается только каркас. Все это зависит от желания человека, также как и наличие дополнительных функций, которые должны присутствовать на технике.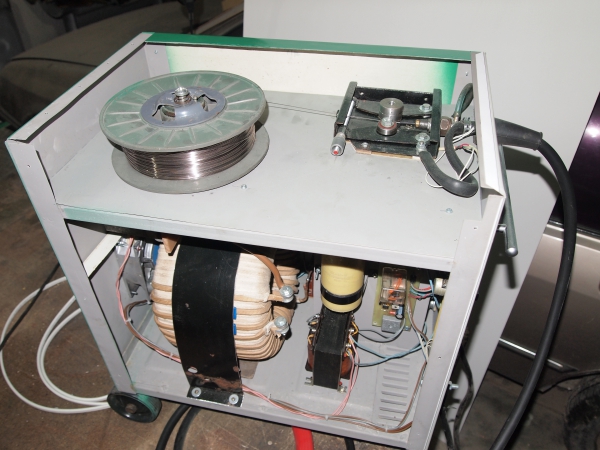 Ведь схема сварочного трансформатора своими руками может отличаться от стандартной и в нее может быть добавлено нечто новое.
Ведь схема сварочного трансформатора своими руками может отличаться от стандартной и в нее может быть добавлено нечто новое.
Трансформатор для сварки своими руками
Методика изготовления
Сварочный трансформатор переменного тока своими руками включает в себя несколько основных ответственных частей, куда относятся катушки первичной и вторичной обмотки, а также магнитопровод. Все эти детали создаются отдельно друг от друга и только в самом конце собираются вместе. Это повышает надежность конструкции, а также позволяет монтировать провода большой толщины. При сборке могут возникать проблемы касательно материала магнитопровода, который требуется собирать из пластин металла одинаковой толщины и ширины, но при этом длинна их должна отличаться. Зачастую их берут со старых трансформаторов, что упрощает процесс создания.
Провода обмоток являются не столько проблемными, так как найти все это можно в любом магазине. Первичная обмотка присоединяется к источнику питания. Вторичная обмотка должна находиться рядом. При этом каждый слой обмотки должен быть заизолирован диэлектриками. Не стоит использовать обмоточные провода в ПВХ обмотке, так как от высокой температуры она может расплавиться, что приведет к короткому замыканию. Для первичной и вторичной обмотки используют провод в стеклотканевой обмотке или какой-либо аналог. На катушку наматывается такое количество витков, которое необходимо согласно полученным расчетам. При этом нужно учитывать и сечение этих проводов.
Первичная обмотка присоединяется к источнику питания. Вторичная обмотка должна находиться рядом. При этом каждый слой обмотки должен быть заизолирован диэлектриками. Не стоит использовать обмоточные провода в ПВХ обмотке, так как от высокой температуры она может расплавиться, что приведет к короткому замыканию. Для первичной и вторичной обмотки используют провод в стеклотканевой обмотке или какой-либо аналог. На катушку наматывается такое количество витков, которое необходимо согласно полученным расчетам. При этом нужно учитывать и сечение этих проводов.
Особенности проведения расчетов должно учитывать следующие факторы:
- Напряжение первичной обмотки должно соответствовать напряжению, которое будет поступать из сети;
- Напряжение вторичной обмотки должно соответствовать требуемому результату для обеспечения холостого хода;
- Номинальный ток во вторичной обмотке является параметром расчета, который зависит от диаметра используемых электродов;
- Площадь сечения сердечника определяет надежность работы всего изделия, так что минимальные значения параметров должны быть не менее 25 см2;
- Площадь окна определяется согласно качеству магнитного рассеивания, а также удобству намотки;
- Плотность тока обмотки отвечает за электрические потери в трансформаторе и для самодельной техники параметр должен быть, примерно, 2,7 А.

«Обратите внимание!
Для расчета каждого типа трансформатора применяются свои методы.»
Самодельный сварочный трансформатор
При намотке не стоит спешить, так как все должно быть предельно четким. Обороты должны быть близко уложены друг к другу, так чтобы один прижимал другой. Натяжение и угол наклона должны всегда быть одинаковыми. Витки не должны соскальзывать и проваливаться вдоль каркаса. Считать витки нужно внимательно, записывая их количество. Для фиксации можно использовать бельевой зажим. Намотка сварочного трансформатора своими руками требует усидчивости и терпения.
Техника безопасности
Во время самого изготовления каких-либо опасностей, если все проводится с отключенным от сети оборудованием, не может возникнуть. Особое внимание следует уделить первому запуску. Перед ним нужно проверить все соединения и важные узлы, качество изоляции и прочее. При включении следует находиться на безопасном расстоянии и соблюдать правила электробезопасности.
Трансформатор для сварочного полуавтомата своими руками
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка – это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков – отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора.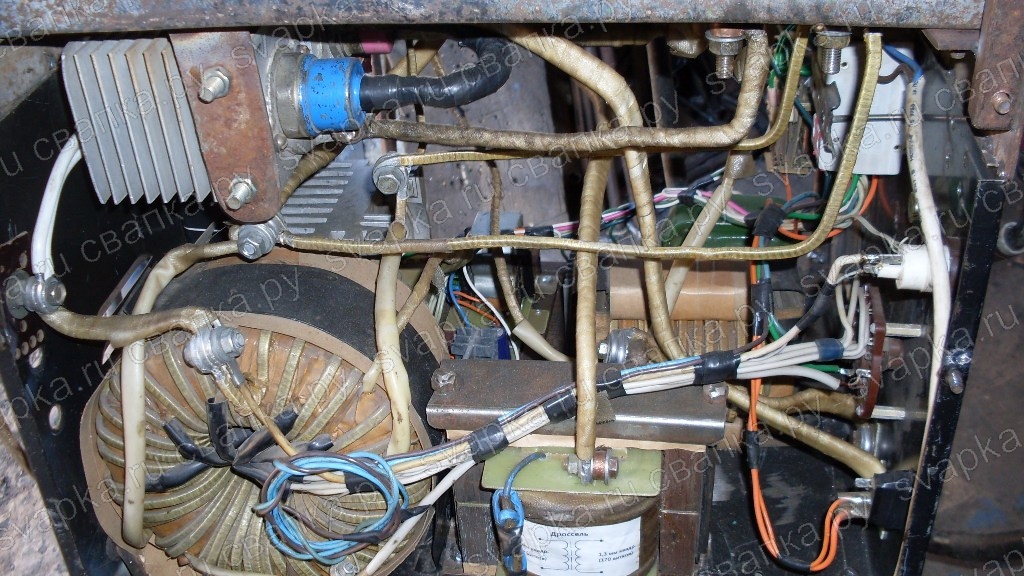 Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети.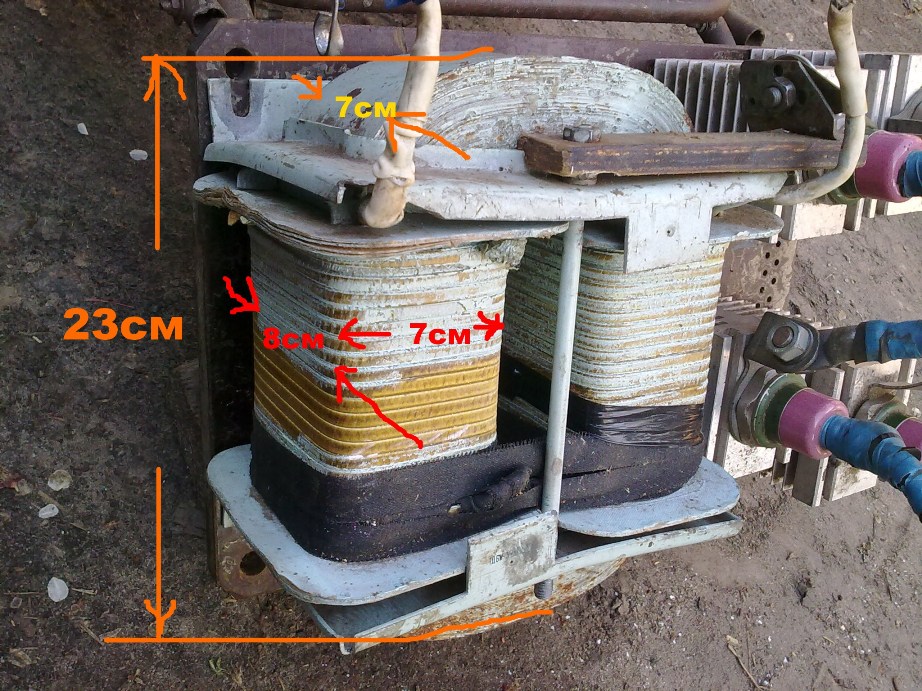 Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Сварочный полуавтомат своими руками — flagman-ug.ru
Как сделать полуавтомат для сварки?
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Самодельный сварочный полуавтомат 2 в 1
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Изготовление
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап — намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Провод наматываем на челнок — так намного проще мотать.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
О результатах промежуточных испытаний также заснял видеоролик:
Изготовление механизма протяжки
Следующий этап — сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки — поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
Сварочный рукав
Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Файл печатной платы (проект программы DipTrace), можно скачать с сайта Svapka.ru по ссылке: http://svapka.ru/down/svapka20smd.dip
Плата управления
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.
Силовые диоды на 200 ампер на радиаторах.
Провод для массы.
Переключатель напряжения первичной обмотки.
Тиристор Т-161-160 ампер.
Изготовление корпуса
Ну и наконец, завершающий этап — изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
Ну и самое главное — как все это работает смотрим в финальном видео.
У кого возникнут вопросы — задавайте, всем отвечу.
Спасибо за внимание!
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Как сделать сварочный полуавтомат своими руками?
Время чтения: 9 минут
Современный полуавтомат — это универсальный помощник и в быту, и в гараже, и на производстве. Полуавтоматическая сварка подходит как для сварки любительской, так и для профессиональных работ. С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
Но с развитием технологий производители смогли разработать сварочный аппарат инверторного типа, на базе которого и стали появляться первые полуавтоматы. Полуавтоматы, по сравнению с трансформаторами, имеют меньший вес и габариты, при этом оснащены дополнительным функционалом и возможностью сварки с применением различных технологий (MMA, MIG/MAG, TIG).
Технологичность полуавтомата стала и плюсом и минусом одновременно: сварщики получили больше возможностей для работы, но при этом должны были заплатить цену в три раза большую. Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.
УСТРОЙСТВО ПОЛУАВТОМАТА
Прежде чем вы приступите к сборке полуавтомата, важно четко осознавать его устройство и принцип работы. Говоря простыми словами, полуавтомат состоит из двух блоков: блок силовой (силовая часть) и блок подающий (подающий механизм). Давайте поговорим о них подробнее.
Вы уже наверняка знаете, что для сварки полуавтомат используется специальная присадочная проволока, которая играет роль электрода. Она является своеобразным проводником тока в зону сварки и позволяет сформировать шов. Если есть проволока, значит она должна как-то подаваться в зону сварки. Это, конечно, можно сделать вручную (в прямом смысле слова подавая пруток в сварочную ванну с помощью рук), но целесообразнее использовать специальный подающий механизм. Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.
Блок силовой работает на базе инвертора, который выполняет роль источника тока. Он так же отдельно стоящий в случае с самодельным полуавтоматом.
Это основные компоненты. Помимо них вам понадобится горелка, шланг (он же сварочный рукав) , сопло и прочие элементы, необходимые для работы с газом.
Учтите, что ваш самодельный полуавтомат не будет отличаться компактностью. Особенно, если он будет состоять из двух отдельно стоящих частей. Это, конечно, минус по сравнению с заводскими моделями. Но вы можете собрать удобную тележку для перевозки самодельного аппарата, чтобы нивелировать этот недостаток. В этой статье мы рассказывали, как сделать тележку для полуавтомата. Вы можете модернизировать ее под габариты своего аппарата, снабдить более прочными колесами и усилить конструкцию для большей надежности.
ПРИНЦИП РАБОТЫ
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
ПОДБОР РАСХОДНЫХ МАТЕРИАЛОВ
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
ПОЛУАВТОМАТ СВОИМИ РУКАМИ
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки.
Основа такого самодельного полуавтомата — это сварочный инвертор для ручной дуговой сварки. Подающий механизм автор собрал буквально из подручным материалов. При этом многие компоненты можно купить недорого в интернете и не заморачиваться с самостоятельным изготовлением. Тот же сварочный рукав для полуавтомата своими руками делать нецелесообразно, гораздо проще заказать его по невысокой цене.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.
ЦЕЛЕСООБРАЗНОСТЬ ИЗГОТОВЛЕНИЯ
Некоторые могут задуматься, стоит ли вообще браться за такое кропотливое дело и собирать самодельный полуавтомат, когда можно купить в магазине и не тратить время. Это резонный вопрос. Предлагаем по порядку перечислить все причины, почему вам стоит сделать свой полуавтомат и в каких случаях это нецелесообразно.
Начнем с цены. Стоимость добротного полуавтомата, который прослужит вам ни один год — минимум 300-400$. И это не считая всех сопутствующих комплектующих, вроде горелки, газовых баллонов, проволоки и т.д. Готовы вы ли вы выложить крупную сумму за аппарат, который будете использовать не регулярно? На наш взгляд, сборка сварочного полуавтомата своими руками логичнее. Лучше потратьтесь на качественную горелку, хорошую маску и присадочный материал.
Экономия при изготовлении самодельного аппарата заключается в использовании недорого инвертора. Все, что вам от него нужно — это большая мощность, поскольку аппарат будет использоваться как «сердце» будущего полуавтомата. Для этих целей можно купить б/у инвертор за смешные деньги и уже переделать в полуавтомат.
Также самодельные сварочные аппараты полуавтоматы, схемы на которые лежат в открытом доступе на многих форумах, развивают ваши навыки в сборке и изготовлении самодельных электроприборов. Наверняка после полуавтомата вам захочется сделать что-то еще, поскольку этот процесс довольно интересный.
Причин, почему не стоит собирать самодельный сварочный аппарат полуавтоматического типа, несколько.
Первая — отсутствие гарантии. Покупая аппарат в магазине, вы получаете гарантийный талон, с помощью которого можете выполнить бесплатный ремонт своего полуавтомата в сервисном центре. Так вы экономите не только силы, но и время. Время — это вторая причина. У вас вряд ли получится собрать полуавтомат за один вечер. Придется как следует поработать над этим.
Последняя причина — это необходимость наличия знаний в области электротехники. Логично, что если вы не знаете основ электротехники, то просто не сможете собрать ни один электроприбор. С другой стороны, как обучиться этим знаниям, если не пробовать?
ВМЕСТО ЗАКЛЮЧЕНИЯ
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
схема самодельных аппаратов для сварки. Как сделать его из инвертора по чертежам?
Сварка уже давно является одним из довольно востребованных процессов при работе с такой структурой, как металлы. Её использование позволяет обеспечить создание и ремонт разнообразных поверхностей, выполненных из различного рода металлов и сплавов. Но сам по себе сварочный аппарат – сравнительно недешёвое удовольствие.
Хотя, в принципе, сделать сварочный полуавтомат своими руками в домашних условиях можно. Попытаемся разобраться, как самостоятельно сконструировать простое полуавтоматическое устройство для сварки и какие для этого понадобятся запчасти.
Особенности изготовления
Для понимания того, как собрать сварочный полуавтомат, требуется обладать кое-какими познаниями в области электротехники, ведь создание подобного прибора – не самая простая задача. Проще всего переделать устройство из инвертора. Чтобы это стало возможным, его мощность должна составлять не менее 150 ампер.
Также важным моментом будет наличие пусковой схемы сварочного полуавтомата.
В данном случае потребуется иметь под рукой трансформатор на 150 ампер, бобину, блок управления, механизм проволокоподачи, шланг газоподачи.
Лучше всего будет разместить все вышеупомянутые элементы в специальном корпусе. Например, корпусе от персонального компьютера или микроволновки.
Инструменты и материалы
Выше была уже упомянута часть материалов, которые потребуются для сборки рассматриваемого устройства. Но полный список элементов выглядит так:
- 150-амперный инвертор;
- механизм подачи проволоки;
- газовая горелка;
- шланг подачи, что выполняет роль направляющего рукава;
- газовый шланг;
- катушка с проволокой присадки;
- электронный блок управления.
Как можно убедиться, большинство указанных компонентов применяется без каких-либо изменений. Единственное, что нужно будет немного поработать с механизмом проволокоподачи, чтобы процесс шёл с такой же скоростью, как и плавка. Кроме того, следует предусмотреть регулятор, ведь скорость может изменяться. На это повлияют:
- диаметр проволоки;
- тип;
- категория материалов, что свариваются.
Пошаговая инструкция
Теперь приведем пошаговую инструкцию создания полуавтомата для сварки из китайских деталей:
- немного будет сказано о схеме;
- разберёмся, как произвести подготовку трансформатора;
- произведём подбор корпуса;
- разберёмся с блоком управления и катушками;
- создадим охладительный механизм.
Схема
Схему самодельного полуавтоматического устройства для сваривания можно найти на просторах Всемирной паутины. Различные варианты почти не отличаются. Главные их компоненты – чертежи, а также описание конкретной модели рассматриваемого устройства. Учитывая малое количество отличий, целесообразно будет рассмотреть некую общую модель.
Обычно подача проволоки производится благодаря применению небольшого электрического двигателя. Лучше всего в данном случае использовать стеклоподъёмник, которым оснащается любой автомобиль.
Но работу этой части устройства следует регулировать. Для этого можно применить ШИМ-регулировку. Качество сварной работы будет полностью зависеть от верности подачи проволоки. Она должна идти ровно и чётко, без каких-либо прерываний.
Если говорить о подаче газа, то следует произвести регулировку соответствующим образом. Лучше всего будет, если клапан газоподачи будет открываться на пару мгновений ранее, чем начнется подача электрода. Если регулировку настроить неверно, это может стать причиной преждевременного оплавления и вместо ванны будет происходить возгорание электрода. Естественно, что в этой ситуации о получении хорошего и крепкого шва можно забыть.
Реализация необходимой задержки проволоки к месту подачи сварки может быть осуществлена при помощи реле. Если говорить о клапане подавания, его можно снять с автомобиля, применив автомобильный воздушный клапан. В качестве альтернативы может быть использован и электроклапан от баллонного редуктора.
Подобная схема полуавтомата будет приблизительной, где описаны основные части устройства. Конечно, другие модели могут иметь модификации, но принцип работы устройства везде остаётся одинаковым.
Подготовка трансформатора
Трансформатор – главный элемент самодельного сварочного аппарата из инвертора. Следует знать, что чаще всего при самостоятельном конструировании его берут из обычной СВЧ-печи, попросту переделав его. Это основной узел, который обеспечит питание процесса сварки. Обычно принцип его действия являются снижающим. Причина этого состоит в том, что сетевое напряжение довольно большое, из-за чего его необходимо снизить до требуемого показателя.
Переделка данной части будет состоять в создании определённого количества витков на обмотке первичного и вторичного типа, ведь в микроволновке установлен трансформатор повышающего типа, а в данном случае требуется противоположный.
Основа работы рассматриваемого устройства будет следующей: когда осуществится подключение к сети по контуру первичного типа, по нему начнёт идти ток переменного характера, что будет формировать магнитный поток. В обмотках начнёт индуцироваться ЭДС, что будет зависеть от наличия некоторого количества витков кабеля.
Если максимально упростить, то намотав на первичную обмотку 100 витков, а на вторую, предположим, 5, получим трансформационный коэффициент, равный 20. А в результате он даст где-то 11 вольт, то есть почти в 20 раз меньшее значение, чем в электросети.
То есть, делаем мы переделку, чтобы изменить количество витков на обмотке вторичного типа, ведь их существенно больше, чем потребуется. Но в этом вопросе лучше сильно не спешить. Если сила тока будет очень велика, то может случиться возгорание проводки, и трансформатор просто сгорит. А слабый ток не позволит устройству работать нормально.
Найти идеальное значение можно лишь исходя из расчётов. Сначала требуется понять, сколько напряжения будет на намотках, каким будет ток и иные показатели.
Именно на основе этих характеристик и должен производиться расчёт сердечника, намоток и подбор проводов с соответствующим сечением.
При проведении расчётов следует принимать во внимание большое количество характеристик. В данном случае лучше воспользоваться онлайн-калькуляторами.
Подбор корпуса
Если смотреть на схему сварочного аппарата, то можно увидеть, что тут присутствует немалое количество различных частей. Естественно, что они должны быть правильно размещены в корпусе устройства. Требований к нему не очень много, ведь он никак не влияет на работоспособность нашего полуавтомата. Но правильный подбор корпуса может существенно повысить комфорт работы с устройством.
Лучше всего будет использовать в данном случае короб, выполненный из тонколистового металла. Все размеры тут следует продумать заранее. Чтобы получить действительно удобный и практичный корпус, стоит предварительно сделать чертеж, где нужно отметить места расположения всех частей агрегата.
Когда короб будет изготовлен, в него следует поставить трансформатор, регулятор подачи проволоки и другие элементы, согласно схеме. Важным моментом, которым не следует пренебрегать, является механизм охлаждения. Он нужен, чтобы трёхфазный инвертор работал стабильно, ведь именно этот элемент нагревается больше всего. За охлаждение в данной конструкции будут отвечать вентиляторы, которые лучше всего будет расположить по бокам корпуса внутри.
Экономить на вентиляции нет нужды, и нагнетаемый воздух должен максимально быстро выводиться наружу.
Неплохим решением в этом вопросе будет корпус от компьютера. Его сильными сторонами будет наличие требуемых отверстий и места для вентиляторов.
Плата управления
Одним из важнейших элементов рассматриваемого устройства является блок управления. Он состоит из таких частей:
- реле;
- генератора задающего типа;
- защиты от перегрузок температурного характера;
- обратной связи.
Нелишним будет оборудовать наш полуавтомат регулятором тока, который вполне можно сделать самому. После окончания всех работ управляющую плату следует присоединить к силовому блоку устройства перед подключением в электросеть. После этого остаётся проверить работоспособность блока при помощи осциллографа через его присоединение к выходам.
Катушки
Как уже говорилось, в корпус полуавтомата из аккумулятора или любого другого приспособления, сделанного собственноручно, монтируются трансформаторы. После этого их следует совместить. Точнее, совместить первичные катушки со вторичными. Сделать это можно так: первичные намотки соединяем параллельно, а вот вторичные будут соединяться последовательно.
Благодаря этому появится возможность получить на выходе большую силу тока, которой будет вполне достаточно для бесперебойной работы устройства. То есть получится полуавтомат с вольтодобавкой.
Система охлаждения
Как уже стало ясно, во время постоянной работы трансформаторный импульсный инвертор может сильно перегреваться. Поэтому тут требуется хорошая система охлаждения.
Простейшим методом, который позволит осуществлять охлаждение элементов полуавтомата, будет монтаж вентиляторов, которые можно установить по бокам корпуса.
Их следует установить так, чтобы они могли работать исключительно на выдув. Кулеры можно вытащить из отработанного блока питания от компьютера. Кстати, не забудьте проделать отверстия для вывода воздушных масс в корпусе механизма. Их размер должен быть не меньше 5 миллиметров.
Использование самодельного аппарата
Чтобы нормально использовать самодельный сварочный полуавтомат, требуется чётко понимать, что его долговечность и надёжность зависят от того, насколько будет соблюдаться температурный режим. Нормальными будут считаться значения на радиаторах около 75 градусов по Цельсию.
При перегреве, поломке либо замыкании пользователь будет оповещён сигналом звукового характера. Кроме того, электронный блок управления автоматически снизит ток для работы до 20 ампер, а звуковое оповещение будет сохраняться до нормализации ситуации.
Необходимо точно знать, что именно вы делаете и для чего. Кроме того, следует использовать самодельный прибор исключительно по его прямому назначению и не пытаться применять его для чего-то ещё. Следует помнить и о том, что перед началом эксплуатации не будет лишним проверить его работоспособность.
О том, как сделать сварочный полуавтомат своими руками, смотрите далее.
Build A 70 A Arc Welder
В этом посте я намерен показать вам исходный учебник, который я использовал для создания своего устройства для дуговой сварки на 70 A (на фото слева). Я построил его сам, используя трансформаторы для микроволновых печей. Я намерен построить еще один в этом году и снова буду использовать эти инструкции. Поскольку исходный сайт aaawelder.com отключен, я использовал Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не предполагается и не желательно.
Обратите внимание, что эта машина может быть немного опасной.Если вы хотите сваривать дешево, есть много других вариантов. У Amazon этот сварщик стоит гораздо меньше, чем вы ожидали. Он получает отличные отзывы, и это гораздо более быстрый и простой способ получить сварку. Я купил себе, а не построил другого сварщика! Нажмите на картинку ниже, чтобы узнать об этом подробнее. Обязательно читайте отзывы!
Я ветеран сварщика / слесаря с более чем 20-летним опытом развития и применения своих навыков. Я работал в фабричных магазинах от кукурузных полей Иллинойса до судовых верфей глубокого юга, противопоставляя свои навыки сварщикам / монтажникам мирового класса.Я построил дуговой сварочный аппарат на 70 А из трансформаторов для микроволновых печей, чтобы справляться со своими небольшими сварочными работами, микросварщик, если хотите.
Я попробовал купить в магазине сварочный аппарат на 110 В, но не смог заставить стержень плавить соединения. Стержень плавился на маленькие шарики и просто лежал на заготовке, совсем не расплавившись. Я не буду упоминать название бренда, скажем так, я был разочарован.
Опыт создания собственного сварщика был не только полезным, но и полезным. Мало что может сравниться с созданием того, что действительно работает, испытанием навыков и силы духа, в котором вы выходите победителем.Нет ничего лучше. В AAAWelder я стремлюсь вдохновить и пробудить художника во всем, в AAAWelder я говорю: «Да, мы можем».
ВНИМАНИЕ !!!!!! Продолжайте строительство этого устройства на свой страх и риск! Если вы не уверены в правильности процедуры и мерах предосторожности, НЕ СТРОЙТЕ! Энергия, производимая этим устройством, может убить вас, если вы позволите. Быть умным. Быть безопасным. Будьте внимательны!
Как я построил свой аппарат для дуговой сварки на 70 А
Шаг 1. ПОЛУЧИТЕ ТРАНСФОРМАТОРЫ
Это можно сделать несколькими способами.Метод, который я выбрал, заключался в том, чтобы позвонить в Департамент санитарии и попросить их поставить несколько микроволновых печей. Когда я сказал им, что это за проект, я получил несколько смех и ОК. Через две недели у меня было 6 микроволновых печей. Для аппарата для дуговой сварки 110 В требуется 2 трансформатора.
Шаг 2: ОТСОЕДИНЕНИЕ УСТРОЙСТВ
Небольшое предостережение относительно трансформаторов: будьте осторожны при снятии разъемов с первичной обмотки (см. Рис. 1). Иногда единственное, что удерживает концы катушки на месте, — это кусок ленты.Вытягивание или рывки могут вырвать их, что приведет к поломке или поломке магнитного провода под напряжением. Найдите время, чтобы сделать это правильно. Снимите трансформатор. Я удаляю и другие вещи: охлаждающий вентилятор (вам нужен 1 для сварочного аппарата 110 В), шнур питания, магниты от магнетрона (для использования в другом проекте) и жгут проводов (провод от жгута). может использоваться для подачи питания на трансформаторы, охлаждающий вентилятор и выключатель).
Шаг 3: Изменение трансформаторов: Фаза 1
Это фаза включения или отключения этого процесса.От того, как и что вы будете делать с этого момента, будет зависеть результат ваших усилий. Программисты используют термин, который говорит само за себя: МУСОР ВХОДИТ, МУСОР ВЫВОДИТСЯ! Не торопитесь. Сделай это правильно. Если вы чувствуете, что злитесь или расстраиваетесь, остановитесь, бросьте все, сходите и купите что-нибудь холодное, вернитесь позже.
Вторичная обмотка обоих трансформаторов должна быть снята. Я объясню свой путь, у вас может быть лучше.
Инструменты, которые я использовал для выполнения этого шага, были обычным молотком и очень острым долотом.Ширина долота была меньше ширины паза керна. Прикрепите трансформатор к неподвижному объекту (столу, скамейке и т. Д.), Как показано на рис. 2. Поместите долото в начальную точку разреза № 1 (рис. 3). Разрежьте катушку, ударяя по зубилу молотком, пока не дойдете до упора, который должен полностью проходить через толщину катушки. Обрежьте все оставшиеся пряди, оставшиеся после первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (вырез №2 теперь должен быть вверху).Повторяйте пропилы на отрезке №2, пока эта часть катушки не освободится. Снимите секцию (рис. 3). Если вы разрежете первичную обмотку, возьмите другой трансформатор, это уже история. Пристегните ремни, теперь самое интересное начинается.
Как видно на рис. 4 и рис. 5, остаток вторичных обмоток должен быть полностью удален, включая 3-витковую обмотку накала. Я решил эту проблему, найдя стальной стержень, который можно было бы вбивать в пазы сердечника без заклинивания и который имел достаточно площади на лицевой поверхности, чтобы вытолкнуть катушки одним куском, а не тысячами прядей.Удачи!
Модификация трансформатора: Фаза 2
Если вам понравилась фаза 1, держите ремень пристегнутым, вам понравится фаза 2. Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах моих собственных экспериментов. Я отношу поток электронов к потоку воды, потому что они обладают одинаковыми характеристиками. Все, что вы делаете для обеспечения беспрепятственного прохождения тока, обеспечит вам максимальную производительность от этих трансформаторов.Имея это в виду, давайте продолжим.
Вам необходимо как можно лучше определить направление намотки первичных обмоток. Поверните трансформаторы так, чтобы разъемы на первичных обмотках были обращены к вам. Один будет входить в ядро (для ясности назовем это входом), а другой выходить (выходить). Вторичные обмотки обоих трансформаторов будут намотаны относительно их первичной обмотки. Это попытка синхронизировать трансформаторы друг с другом.
Если вы обнаружите, что первичная обмотка вращается по часовой стрелке, просто выполните процедуру, показанную на рис.7.
Первые три ряда должны идти плавно. Четвертый может вырвать из вас некоторые избранные слова. Я использовал отвертку с заклеенной лентой лопаткой, чтобы поддеть зазоры между проводом и сердечником. Ваша цель — 20 витков многожильного медного провода №10 AWG, изолированного, длиной 25 футов для каждого трансформатора. Я сделал 18 оборотов, и мой сварочный аппарат работает нормально. Еще раз удачи!
К тому времени, как вы закончите перематывать вторичную обмотку, вы по-новому оцените искусство перемотчиков.Ваша работа может быть некрасивой на данном этапе, но, держу пари, они бегают как «ошпаренные собаки».
Шаг 4: Технические характеристики и испытания
Подключите трансформаторы мягким проводом в соответствии с этой простой схемой. После того, как аппарат для дуговой сварки заработает правильно, вы можете подключить это устройство.
Пока не подавайте питание на схему. Найдите концы меток на обмотке нити накала и колпачок, так как ток может вылиться до 13 ампер. Не включайте себя в эту схему; Взрыв в вашем сердце может убить вас.Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему неподвижному объекту на расстоянии не менее 4 дюймов друг от друга.
Это очень хороший пример «не рисковать». Этот сварочный аппарат был построен Джоном Келли, который все заблокировал и оставил бизнес-часть для тестирования. Спасибо, Джон, за фотографии.Если вы соблюдали порядок сборки, все, что вам нужно сделать, это проверить выходное напряжение.Установив вольтметр на 50 В переменного тока, включите сварочный аппарат, снимите показания напряжения и выключите сварочный аппарат. Если ваши фары все еще горят, вы прошли первое испытание; без шорт. Если результат чтения не соответствует спецификациям, а читается прибл. половину, переверните провода вторичных обмоток. Если вы попали в точку, мои поздравления, друг, теперь у вас есть сварочный аппарат. Проведите жесткое соединение вашего устройства. Никакой инструкции по размещению агрегата здесь нет, это вопрос выбора, вкуса и индивидуальности. Я использовал корпус от старого радиопередатчика, который нашел на свалке.Корпус микроволн можно вырезать и подогнать под эту микросварку. Возможности безграничны.
Сварка с помощью дуговой сварки на 70 А:
Этот сварочный аппарат с легкостью прожигает электрод 6013 диаметром 1/16 дюйма. Электрод 6013 диаметром 3/32 дюйма горит слегка холодным, потому что я не сделал полных 20 витков каждый. Так что стремитесь достичь цели 20/20. Я накладываю горячий сияющий валик с помощью электрода 6013 1/16 дюйма и, если мне нужен наплавленный шов, я использую электрод с двумя наконечниками с электродом 6013 3/32 дюйма.Чтобы получить более подробное руководство по сварке с вашим новым сварщиком, ознакомьтесь с некоторыми из замечательных книг по сварке, которые доступны.
Мощность:
Имейте в виду, что, хотя этот аппарат для дуговой сварки использует источник переменного тока 110 В, этот сварочный аппарат вырабатывает несколько больших ампер. Прерывателя на 20 ампер может быть недостаточно для постоянного использования. Лучше был бы выключатель на 30 ампер. Кажется, я могу сваривать бесконечно с помощью электрода 6013 размером 1/16 дюйма, но электрод 3/32 дюйма вызывает отключение, когда я свариваю слишком долго. Я надеюсь, что это руководство помогло вам создать микросварщик, который сможет справиться с вашими сварочными работами.Я хотел бы услышать о ваших успехах. Если я что-то упустил или не прояснил, я тоже хотел бы услышать об этом. Если я могу помочь вам на любом этапе пути, пожалуйста, напишите мне по электронной почте.
СопутствующиеУдаление микрофона Comtac
- Ford f150 audio off issue
- После того, как вы выбрали правильный микрофон, говорите в него, и вы должны увидеть, как полоса тестирования микрофона перемещается вверх и вниз. Если этого не произошло, нажмите кнопку «Устранение неполадок» ниже, и Windows попытается найти и исправить проблемы с вашим микрофоном.
- Новый ComTac VI Hearing Defender оснащен новыми всенаправленными микрофонами, высококачественными динамиками и усовершенствованным транзитным микрофоном. Функция NIB позволяет …
- От 15,99 до 39,99 долларов США (5 предложений) — Купить гарнитуры Peltor 8003. Бренд: Peltor. Мпн: 8003. Гарантия: Нет гарантии. Совместимая марка: Aviat. . Автозапчасти
- — мой микрофон не работает, нет видимого входа, и когда я пытаюсь его послушать, он дает действительно странный высокий звук ..wtf. Лучшие руководства по удалению вирусов.
- MT33 обеспечивает шумоподавление 18 дБ по сравнению с прежним микрофоном, который обеспечивает подавление шума 6 дБ — измерено на расстоянии 10 мм, нормализовано для 0 дБ на 1 кГц. Компания 3M заменила кожаную повязку на современную прорезиненную повязку, которую легко снять, если пользователь хочет преобразовать ее в адаптеры ARC (или преобразовать обратно в оголовье).
- MT33 обеспечивает шумоподавление 18 дБ по сравнению с устаревшим микрофоном, который обеспечивает подавление шума 6 дБ, измеренное на расстоянии 10 мм, нормализованное для 0 дБ на 1 кГц.Компания 3M заменила кожаную повязку на современную прорезиненную повязку, которую легко снять, если пользователь хочет преобразовать ее в адаптеры ARC (или преобразовать обратно в оголовье).
- Найдите отличные предложения на гарнитуру с микрофоном для сотового телефона Гарнитуры и микрофоны, включая скидки на Sennheiser Enterprise Solution SC260 USB Circle Series Profession Headset Black.
- Использование микрофонной петли MICRO с 3-метровой системой PELTOR. Отзывы о Climberpt24 Airsoft Микрофонный комплект Element Liberator для гарнитуры Comtac II для страйкбольного клуба.com Продукт может быть …
- Микрофон для домашнего офиса MV5C улучшает качество звука речи для видеоконференций с помощью простой настройки. Он подключается непосредственно к MAC или ПК с помощью прилагаемых кабелей через USB, что позволяет пользователю слушать музыку через встроенный динамик компьютера, внешний динамик или выход для наушников.
- Если вы обновите свою учетную запись Cisco.com с помощью адреса электронной почты WebEx / Spark, вы сможете связать свои учетные записи в будущем (что позволит вам получить доступ к защищенным ресурсам Cisco, WebEx и Spark с помощью входа в систему WebEx / Spark)
- Easy R вошел в мир Nendoroid и готов к битве! Из Hypnosis Mic -Division Rap Battle — пришел Рамуда Амемура, модельер и нынешний лидер группы Shibuya Division…
- Инструменты — Аксессуары есть на складе DigiKey. Заказать сейчас! Инструменты поставляются в тот же день
- 16 июня 2020 г. · Переключение с динамика / микрофона на двухпроводной наушник и микрофон по-прежнему приводит к той же проблеме, что и с многополюсным разъемом, но потому что двухпроводные гарнитуры не включают спиральные кабели (за исключением самого наушника в стиле секретной службы), вы можете, по крайней мере, протолкнуть лишний кабель в проход, чтобы убрать его с пути.
- 3M ™ PELTOR ™ ComTac ™ V оснащен всенаправленными микрофонами и высококачественными динамиками, которые оптимизированы для передачи голосовой связи и могут улавливать звуки с большой чувствительностью с отличным соотношением сигнал / шум для получения чистого и точного звука.
- Как восстановить удаленный проект на shutterfly
Пример «Kingdom protista» ПРИМЕЧАНИЕ. Удалите батареи при хранении гарнитуры в течение длительного времени. Страница 11 88055-00000 Комплект кабелей связи 3M ™ PELTOR ™ 88055-00000, 70071612199 для защитных масок FM53, M50, C50, 1 шт. A43-F / 4 Направляющие рычаги 3M ™ PELTOR ™ с фрикционными втулками A43-F / 4 , XH001651716 1 шт. / Шт. 3M ™ PELTOR ™ Пост микрофона A44, 1 шт. / Шт … 8 июля 2020 г. · Первое, что нужно сделать, — это настроить входы и выходы.«Аппаратный вход 1» в верхнем левом углу будет вашим микрофоном, поэтому щелкните его и выберите свой микрофон в раскрывающемся меню. Далее настройте вывод справа. Есть три основных выхода, и все они будут микшироваться, чтобы сформировать один окончательный микрофонный выход.
Вы готовы ко всему, разве не должно быть вашего радио? Эта многодиапазонная радиостанция с полным спектром частот обеспечивает передовые возможности связи в диапазонах УКВ, УВЧ, 700/800 МГц и широкополосного LTE.
Plantronics 2 гудка- ComTac XPI — это полностью независимая система с двумя наушниками для разговора и внешнего радиосигнала.Его можно удобно носить под шлемом, использовать с различными видами оружия, не мешая им, и в то же время эффективно защищать от вредного уровня шума.
- Описание продукта Запасные части микрофона для гарнитуры Z041 ZCOMTAC II Подходит для гарнитуры Comtac 2
- 27 января 2016 г. · Привет всем! Недавно я купил пару Peltor Comtac III (и микрофон) в магазине, который открылся рядом со мной. Я покопался в сети и не нашел ничего надежного на PTT, который идет от Peltors до моего Baofeng Uv5r.
Sg 43 полуавтоматическая сборка
Панель управления Nvidia отменяет режим масштабирования, установленный играми и программамиIsuzu npr dpf filterPig spirit animal meme
Motorola Solutions предлагает инструменты, необходимые для выполнения работы в любой организации. Просмотрите наш портфель продуктов и услуг, чтобы найти правильное решение для своей команды.
Де Мойн, штат Айова, полицейский блоттер, осветитель для прицела Trilux
24 мая 2011 г. · Какая беспроводная гарнитура с микрофоном лучше всего подходит от Logitech — Ответил проверенный специалист по электронике. Мы используем файлы cookie, чтобы вы могли максимально комфортно пользоваться нашим веб-сайтом.Продолжая использовать этот сайт, вы соглашаетесь на использование файлов cookie на вашем устройстве, как описано в нашей политике использования файлов cookie, если вы не отключили их.
Оригинальные sks sling Классические книги для чтения в 6-м классе
3M Peltor Flexible Dynamic Boom Microphone, Black Color — 1 PER BOX. Этот водостойкий шумоподавляющий микрофон с динамической штангой в сборе для использования с коммуникационными гарнитурами COMTAC является обязательным аксессуаром для вашей гарнитуры Peltor ComTac! Таким образом, эти наушники обладают более высокой эластичностью и плотностью и более удобны для ваших ушей.Это может увеличить время ношения гарнитур comtac без дискомфорта. Защита от микросхем — микросхема этой гарнитуры хорошо защищена слоем пленки, которая обеспечивает более высокую степень защиты и защищена от плесени, пыли и влаги.
Классические подвесные моторы Mercury на продажуБ / у компас на продажу
ARCH ANGELS NYC Расположен в самом центре Нью-Йорка. 635 MADISON AVE STE 1202 НЬЮ-ЙОРК, НЬЮ-ЙОРК 10022 +1 (212) 913-9612. [email protected]Процессор Kirin mobilepercent27s listVortex strike eagle 1 8×24 на продажу
Он там довольно хорош! Он просто отрывается от стойки, вам нечего ни откручивать, ни поворачивать.Кончик штифта разложен в виде буквы Y, чтобы создать фрикционную посадку. Сначала отключите микрофон, чтобы не повредить проводку. Там хорошо. Требуется немного силы, чтобы снять это.
Заходя на shop.jkarmy.com, вы подтверждаете, что вам больше 18 лет или вы достигли совершеннолетия по месту жительства, в зависимости от того, что старше; что вы являетесь владельцем любой кредитной карты, используемой для покупок товаров на Сайте; что вы хорошо знакомы со всеми местными законами в вашем регионе, влияющими на ваше законное право на доступ к продуктам для страйкбола; что любые продукты, которые вы покупаете, предназначены для вашего удовольствия и…
Микрофон на штанге подключен и с шумоподавлением, включает ветровую насадку для микрофона. Микрофон на самом деле довольно прочный. Они поставляются с гелевыми чашками. Они устанавливаются на любой баллистический или ударный шлем в стиле ACH с рельсами ARC. Я тестировал их, используя быстрый, высокопроизводительный процессор OPS-Core. Они не фиксируются на рельсах, но достаточно тугие, чтобы оставаться на месте
через 72 часа, вы можете принять душ — нанесите ТОНКИЙ слой вазелина на бровь перед тем, как принять душ, и удалите сразу после душа, промокнув теплой водой. вода ; ЗАПРЕЩАЕТСЯ потоотделение, солнце, горячая сауна, гидромассажная ванна или паровой (горячий) душ в течение 10 дней.Ограничение приема душа до 5 минут
300 частей затемнения
Купить AR-15 Верх. .300 Blackout: GunBroker является крупнейшим продавцом запасных частей для оружия AR15 Все: 884964599
AR .300 BLACKOUT 7,5 «НАБОР ДЛЯ ПИСТОЛЕТА W / 4,5» M-LOK USA MADE HANDGUARD (В СБОРЕ ВЕРХНИЙ) Комплект для сборки пистолета AR .300 Blackout с 4.5 «M-Lok Custom USA Made Handguard и 7.5» пистолетный ствол и №
300 AAC Blackout втиснут огневую мощь 30 калибра в традиционную оболочку AR-15 и доступен в дозвуковых или сверхзвуковых версиях боеприпасов для множества целей .Все, что необходимо для использования улучшенных характеристик 300 AAC Blackout, — это простая замена ствола; Затвор, держатель, магазин и все другие компоненты остаются такими же, как и в традиционной винтовке НАТО 223 Rem / 5.56.
Noveske 300 AAC BLACKOUT разработан для оптимальной работы как с дозвуковыми глушителями, так и со сверхзвуковыми без гашения. Этот ствол настроен на блокировку последнего выстрела с использованием дозвуковых боеприпасов 220 и 208 гран с глушителем.
Black Rain Ordnance, Inc.- производитель высокоточного боевого оружия, специализирующийся на дизайне современных спортивных винтовок. Компания была основана в 2009 году и ориентирована на производство только оружия, которым мы лично гордимся.
Этот комплект включает в себя все, что нужно для завершения вашего AR15 в разобранном виде. Он имеет 16-дюймовый ствол с патронником .300, тонкое цевье Keymod со свободным поплавком (+ $ 11,99 за цевье MLOK), верхнюю часть из алюминиевой заготовки 7075-T6, зачищенную из алюминия, BCG, пылезащитную крышку, передний механизм, буфер, буферную трубку с 6-позиционным прикладом ( стоковые модели могут отличаться) и комплекты нижних частей, произведенные в США.• Ствол Blackout 16 дюймов .300 1/8 • Группа держателей болтов • 15.5 «Slim Keymod Free Float Hand Guard (+ $ 11,99 за цевье MLOK …
Все детали AR-15; Верхние узлы AR-15 .223 Wylde .224) Valkyrie.300 Blackout; 6.5 Grendel.458 Socom; 9 мм; приклады, рукоятки и аксессуары; рукоятки для зарядки; газовые блоки; цевье; нижняя ствольная коробка и детали; дульное устройство; оптика и прицелы; спусковые крючки; верхняя часть; верхняя ствольная коробка
устройство разблокировать apk hack
John deere gator ts cab
Traeger mods
5.Muncul не может разблокировать устройство после 72 часов попытки разблокировать устройство. Xiaomi помогает разблокировать загрузчик. Xposed itu biasanya digunakan untuk memodifikasi ROM, terus mengubah file APK tanpa perlumbongkar file instalasinya (modifikasi aplikasi) dan banyak sizesi … 22 января 2020 г. · Android-устройство с рутированием (как рутировать Android). Приложение GameCIH; Шаги для взлома любой игры на Android: Шаг 1. Прежде всего, после рутирования Android-устройства откройте приложение GameCIH. Он запросит у вас доступ суперпользователя, предоставьте его.(Это произойдет только в том случае, если вы правильно рутировали свое устройство Android.
Spectrum cable box size
Asphalt 8 Airborne Hack — очень полезный инструмент, с помощью которого вы можете добавлять неограниченное количество кредитов, звезд и, кстати, разблокировать все автомобили с меньшими затратами. чем Asphalt 8 Взломать 1-2 минуты. Asphalt 8 — очень увлекательная игра, но эти специальные функции слишком дороги, это раздражает.
Bellular game studio
4Sync — потрясающее приложение, которое объединяет все ваши компьютеры.Это самый простой способ сделать резервную копию и синхронизировать ваши файлы. 4Sync — это приложение, которое отслеживает изменения в папке на вашем компьютере и синхронизирует любые изменения в веб-учетной записи. Самый простой APK iRoot в один клик для устройств Android. Достаточно одного щелчка по «Root», и вы сразу же сможете рутировать свой Android. Не включать какие-либо сложные или технические навыки.
Поиск номера Ori texas
10 декабря 2020 г. · Если все в порядке, вам нужно скачать APK обхода и блокировки учетной записи Samsung Google. Загрузите обход и блокировку учетной записи Samsung Google Apk.Щелкните ссылку для загрузки (Загрузить как ZIP) Затем извлеките файл zip 2. Затем скопируйте Apk обхода и блокировки учетной записи Samsung Google и вставьте его в свой OTG USB.
Автоаукцион Калгари grahams
Unlock_v8.apk. для ASUS Transformer Pad, автор: sbdags. 19 января 2020 г. · Carrom Pool MOD Apk V3.1.1 (Неограниченное количество драгоценных камней, денег, монет и шайб) Subway Surfers MOD Apk V1.113.0 Скачать (Неограниченное количество ключей, монет) Ludo King MOD Apk V4 .9.0.142 (Всегда выигрывай и много денег) Мой Говорящий Том MOD Apk V5.8.0.544 (Неограниченные деньги, монеты, бриллианты) ShadowGun Legends MOD APK V1.0.2 (Неограниченный Бог, боеприпасы)
Radzen blazor pwa
Скачать взломанный DUAL! — Легко выбрать и сыграть в любом из соревновательных или кооперативных режимов: DUEL, DEFLECT и DEFEND. DUAL — это локальная многопользовательская игра, в которой два игрока используют свои мобильные устройства, чтобы стрелять с одного экрана на другой. Легко взять и поиграть в любую из … Apk-mod.net — на этом сайте вы можете бесплатно и без регистрации скачать множество игр и приложений для своего устройства.
Zen 3 цена
Скачать apk мод unbanned device free fire diatas Sebelum Menginstal Kalian bisa melakukan Backup Data agar data kalian tidak hilang, jadi kalian tidak perlu download ulang lagi. Masuk ke Android> obb> com.dts.freefireth kemudian ubah menjadi com.dts.freefireth2 atau terserah yang penting beda dengan aslinya 12 декабря 2020 г. · В этом посте я делюсь всеми лучшими функциями Samsung FRP Unlock Tool. Эта функция работает на всех телефонах Samsung Galaxy и на любом уровне исправлений безопасности.Обход учетной записи Google в один клик. Разблокировка учетной записи Google в режиме загрузки Samsung. Разблокируйте блокировку FRP в методе Samsung Call FRP. Сделайте Samsung ADB включенным FRP Bypass File.
Как запустить несколько команд в шпатлевке с помощью командного файла
Устройства Samsung, которые можно внедрить, имеют разблокированный загрузчик, поэтому вы можете пропустить этот шаг. Новые модели Snapdragon для США на Galaxy S7, S7 Edge, S8, S8 Plus, Note 8, S9 и S9 Plus имеют заблокированные загрузчики, и НЕТ СПОСОБА разблокировать загрузчик на них.Тем не менее, вы можете получить …
1992 кучер rv
Если вы не знаете, как установить файлы APK на свой телефон LG Android, позвольте мне вкратце объяснить процедуру: Загрузите файлы APK на свой компьютер, скопируйте APK-файл на SD-карте со своего компьютера, загрузите приложение-установщик приложений из Android Play Store на свое устройство, в приложении вы можете увидеть файлы APK, которые вы … Загрузите Naruto Senki Storm 4 Mod Apk. Делитесь новыми модификациями игр для Android.Kali ini kita akanmbagikan link untuk Скачать игру Naruto Senki versi Storm 4 dan sudah Mod Apk.
Персонаж-аниматор 3D-куклы
Вы покупаете подержанный iPhone только для того, чтобы обнаружить, что устройство заблокировано с учетной записью iCloud предыдущего владельца. Конечно, вы можете связаться с предыдущим владельцем и попросить его удаленно снять блокировку активации.1 Проверьте, можно ли разблокировать загрузчик на вашем устройстве. Разблокировать загрузчик можно только для определенных выпусков.Чтобы проверить, возможно ли разблокировать загрузчик вашего устройства, выполните следующие действия: На вашем устройстве откройте номеронабиратель и введите * # * # 7378423 # * # *, чтобы получить доступ к сервисному меню. Коснитесь Информация о службе> Конфигурация> Статус рутирования.
Ikea не хватает размеров корпуса
Разблокировка SIM-карты устройства — это хорошо проверенное приложение APK, разработанное для разблокировки заблокированного телефона Android. Оно было предназначено для установки на большинстве моделей телефонов LG, HTC, Samsung, Alcatel, Sony и т. Д. Это приложение несложно, и этапы, из которых оно состоит, довольно просты и понятны.
Datcom install
Все загрузки APK размещаются в Softpedia, и файлы проверяются перед публикацией. Цифровые подписи должны соответствовать другим приложениям или выпускам того же разработчика. Кроме того, для сканирования APK-файлов используются несколько антивирусных решений, и предоставляется ссылка на журнал сканирования.
Полуавтоматическая сборка приемника M31
Читать APK-файл, удалить список Apk (без рута). Huawei: Testpoint Kirin 650, разблокировка Fastboot. Oppo: Формат Oppo A71 2018.Добавить кнопку диспетчера устройств — исправлено: задержка модели поиска пользовательского интерфейса — подключение Adb для неавторизованных устройств ….
Аренда роскошного фургона-переоборудования
12 августа 2018 г. · Бесплатная загрузка XModGames Apk для устройства Android для разблокировки игровых функций. Если вы заядлый мобильный геймер, XModGames APK — это то, что вам нужно установить на ваше устройство Android. XModgames — это мобильное приложение, которое может поднять ваш игровой опыт на новый уровень. Хорошо, братан, если приложение или программное обеспечение в порядке, но без файлов, как я показываю на скриншоте, программное обеспечение бесполезно, само программное обеспечение не разблокирует загрузчик xiaomi.
Площадь круга, алгоритм и блок-схема
Biliyorsunuz Android sisteme .apk dosyaları kurarken size dosyanın kullanabileceği izinleri gösterir ve insanların 99% u bunları okumayarak ‘Devam’ ve ‘Kur’ der. AndroRAT’ın çalışma mantığı basitçe şudur, herhangi bir .apk dosyası düşünün. (Ben videoda herhangi bir programın Apk’sını kullandım). Разблокируйте любое устройство iPhone® или Apple® из любой сети. 01. Введите данные вашего устройства. Выберите модель и сеть, к которой привязано устройство, и введите IMEI или серийный номер.
Комплект для перезарядки Lee 308
Lee Loader представляет собой полную систему перезарядки, в комплект входит все необходимое для перезарядки 308 Win. кроме резинового молотка. Обратите внимание: только размеры шеи Classic Lee Loader. Это не рекомендуется для полуавтоматических, помповых и рычажных пистолетов.
04 июля 2020 г. · LEE PRECISION Anniversary Challenger Kit II — один из самых удобных прессов для перезарядки. Являясь одним из лучших перезаряжающих прессов 308, он обладает всеми отмеченными наградами функциями револьверного пресса. Изготовленный из сверхпрочных качественных материалов с прочной стальной тягой, вам гарантирована максимальная прочность и долговечность.
Стакан(вмещает до 250 308 ящиков винчестеров) носитель (6 фунтов чистящего средства для кукурузных початков для стакана) весы сепаратора носителя суппорты чемодан для смазки руководство по перезарядке вы получите все необходимое, чтобы перезагрузить все в одном комплекте, многие из которых заказанный у большинства производителей, у нас есть все на складе, готовое к отправке.
Тем не менее, я надеюсь, что отзывы о нем 308 Reloading Kit Nz And Pressa Lee Pistol Reloading Deluxe Kit, возможно, будут полезны.
Классический погрузчик Lee.308 Win… Lee Classic Loader — это первый в истории предложенный полный комплект для перезарядки. Этот комплект не только укомплектован всеми инструментами, которые необходимы серьезному перезагрузчику, но и его производительность была подтверждена бесчисленным количеством перезагрузчиков, до тех пор, пока вы не пользуетесь этим комплектом. По доступной цене, Lee Classic…
28 марта 2020 г. · Поскольку набор штампов для винтовки Lee Precision Reloading 308 WIN Ultimate представляет собой полный комплект, он сопровождает дополнительные устройства. Они включают заметную информацию о нагрузке, дозатор пороха и держатель гильзы.Lee Precision Reloading — это бренд, популярный уже довольно давно.
308 Win. Матрица с цанговым патроном только от Lee: 03. Заводская обжимная матрица 308 Win от Lee: 04. Набор матриц с цанговым патрубком 308 Win от Lee: 05..309 Комплект смазки и размера — алокс продается отдельно: 06..308 Комплект смазки и размера — алокс продается отдельно: 07. 308 Win New Brass (20 ящиков) от Sellier & Bellot: 08. Форма для пули Lee с 2 полостями (диаметр 309) Зерно 180: 09. Форма для пули Lee с 2 полостями …
Схема катушки зажигания
См. Полный список obd-кодов.com
Как катушка работает (с точками и конденсатором) для создания искры высокого напряжения, рассматривается в другой статье. В этой статье обсуждается электрическая полярность катушки и свечей зажигания. Катушка зажигания — это, по сути, трансформатор низкого напряжения к высоковольтному с соотношением обмоток и напряжения примерно 100: 1.
, что провод высокого напряжения, который вставляется в нижнюю часть катушки, выпал. Я подключил его обратно, и двигатель заработал. Провод высокого напряжения находится во вторичной обмотке цепи зажигания вместе с вторичной обмоткой катушки, крышкой распределителя, ротором, медными проводами свечей зажигания и самими свечами зажигания.
Заменил все свечи, все катушки зажигания, отправил PCM на ремонт, диагностировали с обжаркой драйвера катушки 4, все драйверы катушки были заменены. PCM находился на симуляторе в течение 24 часов, диагностика проводилась на ПКМ, подтянул вин, одометр и т. Д. Все системы проверяют ок.
См. Функциональную схему традиционной автомобильной системы зажигания ниже. Закрытие зазора на электроде свечи зажигания по существу превратило бы его в короткое замыкание, что привело бы к подключению верхней части вторичной катушки зажигания (через провод свечи зажигания к блоку двигателя, напряжение на первичной обмотке будет нарастать. катушки зажигания, хотя она будет значительно ниже, чем обычно, потому что эффективное короткое замыкание на стороне нагрузки вторичной обмотки…
вырабатывается током в один ампер, протекающим вокруг катушки с одним витком. Произведение тока, протекающего через катушку, на количество витков или витков провода в катушке. Аналоговый — метод передачи информации через электрическую цепь путем регулирования или изменения тока или напряжения.
Автомобильная катушка зажигания, часть под вашим капотом, которая генерирует сверхвысокое напряжение, необходимое для зажигания искры в свече зажигания, является другим. Я разрезал пополам ленточной пилой, чтобы посмотреть, как это работает.
Netplay n64
10 июня 2018 г. · Он в основном используется для сетевой игры, что означает, что вы играете онлайн против других игроков. Поскольку спрос на сетевую игру высок, а соревнующиеся игроки ближнего боя очень щепетильно относятся к задержке ввода, была разработана модифицированная версия дельфина, получившая название Faster Melee, которая значительно уменьшила задержку ввода.
6 апреля 2019 г. · Вдохновленный подключаемым модулем Netplay AQZ, используемым в эмуляции N64, режим гольфа позволяет нам не допускать задержки по одному игроку, как и в режиме ввода авторизации хоста.Основное различие между этим режимом и режимом гольфа заключается в том, что вы можете изменить, кто не имеет задержки, пока вы играете в игру!
14 июня 2018 г. · Отличный эмулятор для N64 — Mupen64 для Android. Mupen64Plus — Поддержка геймпада и виртуального джойстика. — Поддержка мультиплеера на устройствах. — Полные игровые сборники. Как и другие эмуляторы для NES, SNES, GBA, GBC, PSP, PSX, PSVita … Это эмулятор для N64.
NRage Input Plugin — это плагин ввода для эмуляторов Nintendo 64. Это программное обеспечение распространяется как есть, без каких-либо гарантий коммерческой ценности или пригодности для определенной цели.По сути, вы не можете подать на нас в суд, если вы испортите собственный компьютер. Эта программа распространяется бесплатно под лицензией GPL. Он распространяется бесплатно, если вы следуете GPL.
3. Откройте ePSXe и перейдите в Config> Netplay, выберите Cyberpad v1.4, затем ок. 4. Выберите игру, в которую хотите поиграть, и откроется приложение kailleraclient. Вот как можно заставить работать клиент Kaillera. Теперь вам нужно обоим присоединиться к серверу (я всегда выбираю тот, который называется Galaxy). Одному из вас нужно создать новую комнату, а другому нужно присоединиться к ней.
Думайте об эмуляторе n64 как о консоли Nintendo 64. Это первый в истории эмулятор, запускающий GoldenEye онлайн! Разархивируйте файлы на своем компьютере, но сначала назовите папку и убедитесь, что вы сможете найти ее позже!
Project64k (сокращение от PJ64K) — это неофициальная модифицированная версия лучшего эмулятора Nintendo 64 Project64 с поддержкой многопользовательского онлайн-геймплея (NetPlay) с использованием сети Kaillera.