СВАРОЧНЫЙ ТРАНСФОРМАТОР дома [устройство, принцип действия, схема]
Любой домашний мастер мечтает иметь в своем хозяйстве самый разный инструмент, в том числе и [сварочный трансформатор], который станет незаменимым помощником при необходимости собрать какую-либо конструкцию из металла или выполнить сварное соединение.
Данное устройство подходит как для ручной дуговой, так и для точечной сварки различных типов металла.
Автомобилисты могут из сварочного трансформатора сделать споттер, который даст возможность проводить ремонтные работы с кузовом машины в любое удобное время.
Принцип работы всех сварочных агрегатов, которые сделаны на базе обыкновенного трансформатора, один и тот же, различия носит конструктивный характер.
Следует отметить и то, что устройство сварочного трансформатора полуавтомата достаточно простое и собрать его можно даже из обычной микроволновки.
Такие устройства могут работать как от переменного, так и от постоянного тока, при этом качество сварного соединения всегда остается на высочайшем уровне.
Схема сварочного трансформатора полуавтомата состоит из нескольких обязательных элементов, которые можно найти в хозяйстве у каждого домашнего мастера.
Конечно, можно для домашних целей приобрести современный инвертор, однако его цена доступна далеко не всем.
В любом случае, трансформатор, сделанный своими руками, при правильном подходе к делу и выполнении всех основных рекомендаций, сможет собрать каждый.
Особенности трансформаторов
В настоящее время существует большое количество самых разнообразных сварочных агрегатов, которые можно использовать, в том числе и дома.
Наиболее функциональным считается ручной инвертор, область применения которого достаточно широкая. Он получает питание от сети переменного тока и имеет высокие технические характеристики своей работы.
Инвертор удобен в использовании и обладает большим потенциалом работы. Следует отметить то, что цена инвертора достаточно высокая, и не каждый сможет позволить себе такой универсальный аппарат.
Видео:
Некоторые для дуговой и точечной сварки используют полуавтоматы. Дело в том, что у полуавтомата, как правило, есть отвод специально для дуговой или точечной сварки.
Вообще, полуавтоматы используются при сварке с газом, однако если модель такого полуавтомата предусматривает отвод для точечной или дуговой сварки, то его можно смело использовать и для этих целей.
Между всеми устройствами для данного вида сварки существенное отличие состоит непосредственно в конструктивных особенностях.
В большинстве случаев от постоянного тока питание получают промышленные агрегаты. Бытовые ручные аппараты, в том числе инверторы и полуавтоматы, получают питание от переменного тока.
Если нет денег на инвертор, а для работы по дому постоянно требуется сварочный аппарат, то следует подумать о том, как собрать трансформатор для сварки.
Принцип работы сварочного трансформатора позволяет с легкостью выполнять высококачественные соединения металлов.

Его основные эксплуатационные и технические характеристики практически ни в чем не будут уступать заводским изделиям, если все действия будут выполняться в заданной последовательности.
Любой трансформатор состоит, главным образом, из медных проводов, которые образуют катушки с определенным количеством витков.
Такой самодельный аппарат должен иметь регулятор, при помощи которого будет производиться регулировка всех основных параметров работы, и выполняться технические условия.
Если планируется, что трансформатор будет использоваться, главным образом, для ремонта автомобиля, то внимание следует обратить на споттер.
Споттер отличается от обычного сварочного трансформатора температурой нагрева рабочей области на поверхности металла, что становится возможным за счет некоторых конструктивных особенностей.
Также своими руками можно собрать трансформатор для контактной сварки, и в этом случае можно будет соединять между собой крупногабаритные технические детали.
Виды и типы
Сварочная область активно развивается и постоянно совершенствуется.
Регулярно появляются все новые устройства для сварки, технические характеристики которых в несколько раз превосходят предыдущие изделия.
Как правило, в условиях дома чаще всего используют ручной аппарат, который получает питание от переменного тока и подходит для точечной и дуговой сварки металла.
Видео:
В настоящее время для дома наиболее совершенным считается ручной инвертор, технические характеристики которого отличаются высокими показателями работы, однако его цена доступна далеко не для всех домашних мастеров.
В этом случае многие мастера стараются своими силами собрать трансформатор широкого спектра действия, который можно использовать как для дуговой, так и для точечной сварки.
В настоящий момент есть разные виды трансформаторов для сварки. Для дома чаще всего используется аппарат для дуговой сварки.
Для дома чаще всего используется аппарат для дуговой сварки.
Его основным преимуществом является простая и при этом надежная конструкция, а также широкая область применения.
Некоторые технические показатели его работы можно отнести к недостаткам, например низки КПД. Данный самодельный аппарат можно изготовить даже из микроволновки.
Также большой популярностью среди домашних умельцев пользуется самодельный аппарат, предназначенный для точечной или контактной сварки.
Он имеет высокие технические характеристики своей работы и нашел широкое применение в условиях дома. Такой аппарат служит, главным образом, для проведения ремонтных работ в гараже.
Его трансформатор имеет более низкие показатели мощности, однако функциональные возможности достаточно большие. В его схему работы обязательно включаются конденсаторы.
А кроме этого, есть и другие небольшие конструктивные различия. Известны и другие виды устройств для сварки, созданные на основе трансформаторов.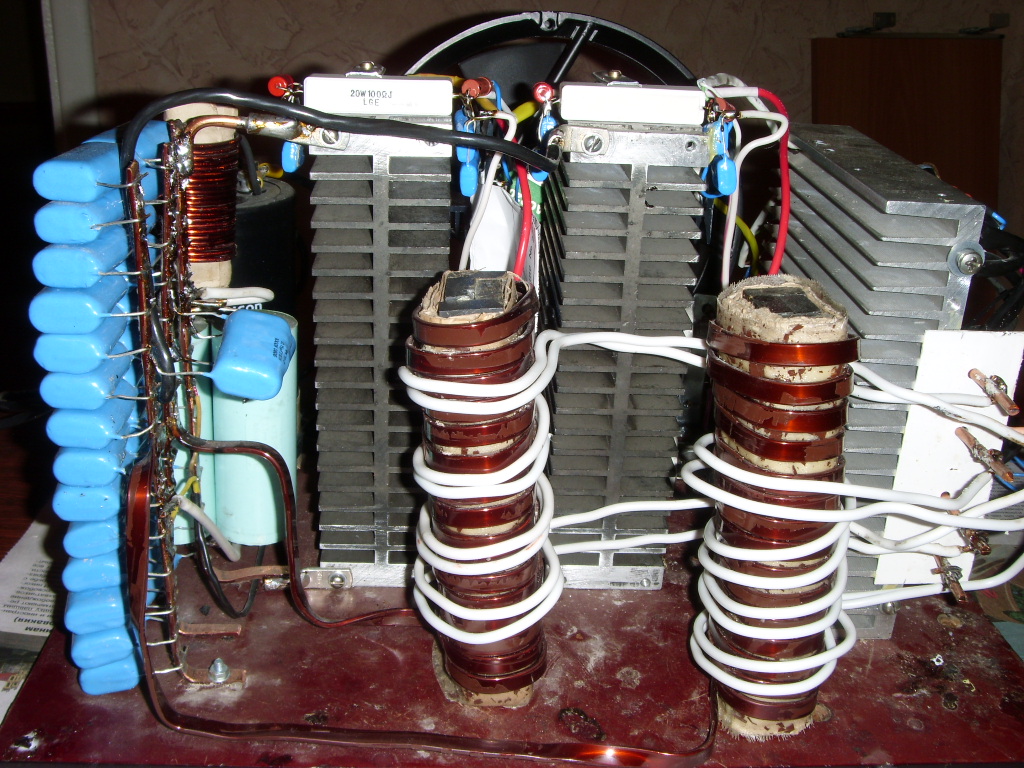
Так, у автолюбителей большой популярностью пользуется споттер. Споттер позволяет качественно ремонтировать кузов машины за счет некоторых конструктивных особенностей.
Какой лучше аппарат собрать свои руками для дома, каждый мастер решает сам. В этом случае, в первую очередь, необходимо определиться, для чего конкретно и какой он нужен.
Непосредственно перед тем, как перейти к сборке такого устройства, в обязательном порядке проводится расчет сварочного трансформатора, который позволяет определить все его основные параметры работы.
Основные характеристики
Все характеристики работы устройства в обязательном порядке необходимы для того, чтобы провести расчет сварочного трансформатора.
В первую очередь, следует обращать внимание на напряжение. В большинстве случаев в условиях дома трансформаторы для точечной, а также дуговой сварки получают питание от переменного тока.
На промышленных предприятиях, как правило, стоит аппарат постоянного тока, который имеет более высокие показатели мощности.
От переменного тока получает питание и инвертор, а также споттер. Большое значение, как для обычного трансформатора, так и для инвертора играет номинальный сварочный ток.
Этот показатель указывает на все возможности сварки, равно как и резки металлических заготовок.
Споттер и самодельный трансформатор, как правило, имеют величину в пределах двухсот ампер, что более чем достаточно для дома.
В процессе выполнения соответствующих работ, в зависимости от характеристики металла осуществляется регулировка силы тока.
Если соответствующий регулятор будет выставлен неправильно, то металл можно расплавить. Такой регулятор имеет и инвертор, а также споттер.
Видео:
Определенные технические характеристики имеет и используемый для сварки электрод.
Сегодня в специализированных магазинах предлагаются различные виды электродов, в том числе и с разным диаметром.
При работе с материалом, который имеет различную толщину, производится регулировка сварочного тока, а также подбирается соответствующий размер электрода.
Для трансформаторов, предназначенных для сварки металлов, должно учитываться и номинальное напряжение, которое замеряется на входе в аппарат.
Его регулировка ручным способом не предусмотрена, а поэтому этот параметр закладывают еще на этап конструирования устройства.
Для трансформатора большое значение играет номинальный режим работы. Это параметр указывает на то, в течение какого постоянного времени самодельный аппарат сможет функционировать в непрерывном режиме.
Также, для того чтобы произвести расчет сварочного трансформатора, необходимо обязательно знать показатели мощности, как потребляемой, так и выходной, а также напряжение холостого хода.
Как инвертор, так и самодельный споттер с трансформатором на корпусе в обязательном порядке имеют специальный регулятор исключительно для регулировки силы тока.
Все остальные параметры в большинстве случаев закладываются в устройстве при его конструировании.
Схема и расчет
Собирая собственноручно для дома трансформатор или споттер, в обязательном порядке придется выполнять расчет сварочного трансформатора.
Как известно, любой трансформатор или споттер состоит из медных проводов, которые в виде витков уложены на сердечник.
Количество медных проводов в одном трансформаторе, предназначенном для сварки, особого значения не играет, так как такое устройство можно собрать даже из микроволновки.
В общую схему устройства необходимо будет правильно интегрировать диодный мост. Если собирается трансформатор для выполнения точечной сварки, то его принципиальная схема будет несколько сложней.
В этом случае помимо проводов и диодного моста, в нее необходимо будет включить в обязательном порядке тиристоры, диоды, а также конденсаторы.
При помощи данных элементов регулировка тока будет более точной, а значит, и качество сварного шва увеличится.
Вообще трансформатор, предназначенный для точечной сварки, имеет более сложное устройство не только в конструктивном плане, но и в схеме сборки.
Какой лучше собрать трансформатор для дома, каждый решает сам, для чего необходимо в точности знать его основное предназначение.
Любой тип трансформатора в обязательном порядке состоит из сердечника плюс обмоток проводов. Оба этих конструктивных элемента и отвечают за технические характеристики сварочного устройства.
Для того чтобы правильно провести необходимый расчет, следует, прежде всего, определиться с такими параметрами, как номинальная сила тока, а также, естественно, напряжение на обмотках.
Видео:
На основании этих показателей и выполняется расчет сечения проводов, и также для обмоток проводов и самого сердечника.
Все расчеты в отношении проводов и сердечника проводятся по соответствующим формулам, и для этого необходимо обладать хотя бы школьными познаниями в физике.
Расчет проводов и сердечника трансформатора одинаков, как для контактной, так и для дуговой видов сварки.
Следует отметить, что расчет проводов необходимо проводить даже в том случае, когда агрегат собирается из обыкновенной микроволновки.
Все технические характеристики, полученные при проведении расчета, потребуются и при эксплуатации сварочного трансформатора.
Этапы сборки
После того, как на руках окажутся все необходимые расчеты, а также схема устройства, можно смело приступать к сборке своими руками.
Собирая самодельный сварочный трансформатор своими руками, придется много считать, в частности количество витков.
Для домашнего применения подойдет агрегат с П-образным сердечником, кроме этого, его легче и проще собрать самостоятельно.
Все действия начинаются с создания каркасов, на которые впоследствии будут смонтированы сердечники. Для этих целей лучше всего использовать специальные текстолитовые пластины.
Видео:
 youtube.com/embed/ilMxrdHJ3vA» allowfullscreen=»allowfullscreen» frameborder=»0″/>
youtube.com/embed/ilMxrdHJ3vA» allowfullscreen=»allowfullscreen» frameborder=»0″/>
Данные пластины необходимо будет в обязательном порядке изолировать и только после этого можно начинать мотать сами обмотки.
В качестве обмоток лучше использовать провода, которые имеют стеклянную изоляцию, даже не смотря на то, что цена на них несколько выше, чем на обычный тип обмотки.
На концах каждого отвода от обмоток следует закрепить специальные медные болты. Далее следует сформировать и правильно отрихтовать магнитопровод.
При проведении работ следует постоянно контролировать при помощи тестера правильность сборки.
После того, как основная часть сварочного трансформатора будет готова, необходимо сделать диодный мост. Он подключается совместно с дросселем параллельно обмоточным отводам.
После этого устройство следует поместить в корпус и проверить на работоспособность.
Цена такого самодельного устройства будет значительно ниже заводских аппаратов, притом, что качество сварного соединения при правильном выполнении всех работ будет отвечать стандартам.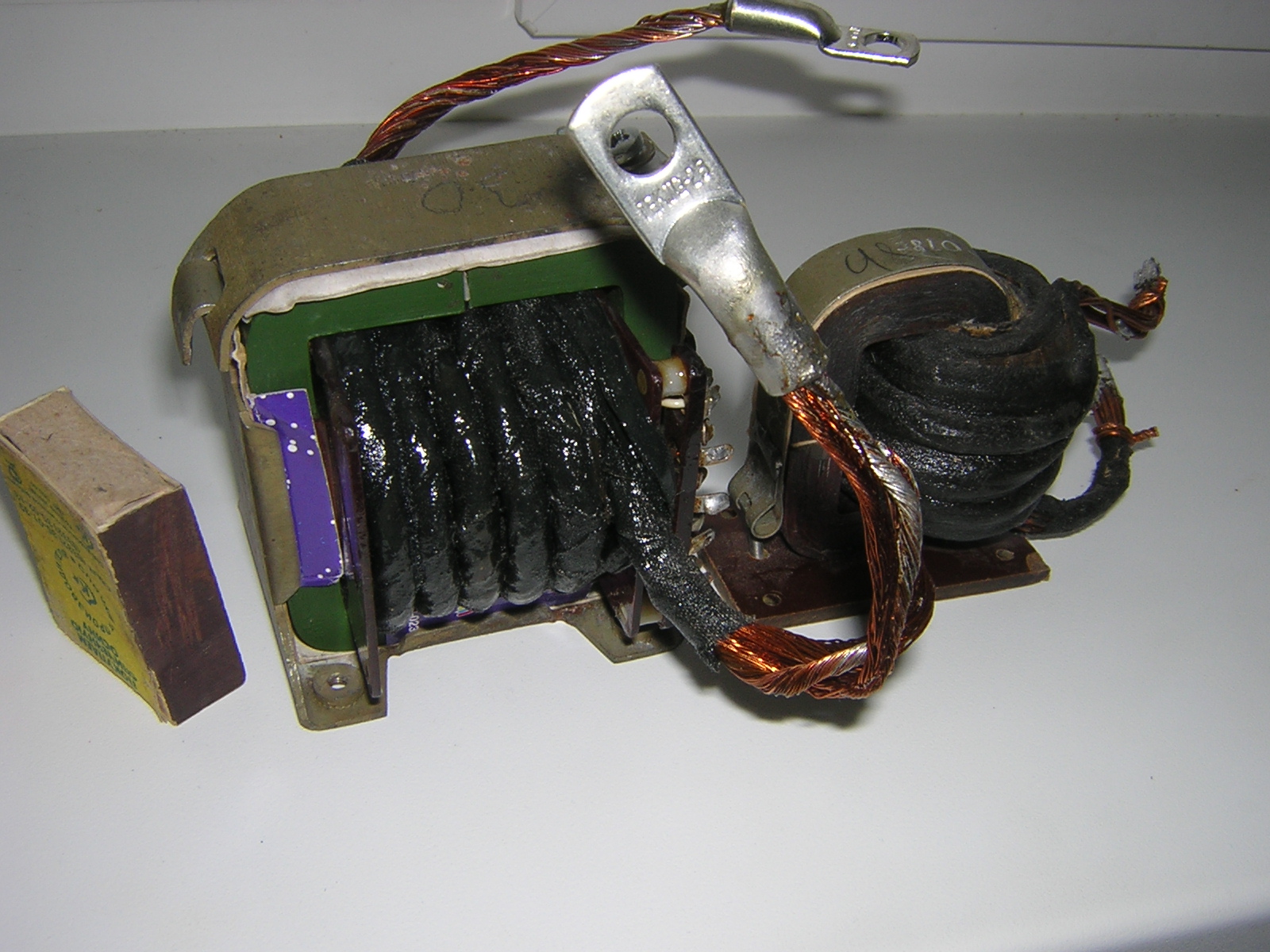
Для многих мастеров именно цена является определяющим фактором при выборе сварного оборудования и в этом случае такой самодельный аппарат будет отличным выходом из положения.
Трансформатор для сварочного полуавтомата своими руками
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка – это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков – отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный.
Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Изготовление тороидального трансформатора своими руками
Многие домашние мастера задумываются об изготовлении тороидального трансформатора своими руками. Объясняется это тем, что его эксплуатационные характеристики значительно лучше, чем у трансформаторов с сердечниками другой формы. Например, при тех же электрических характеристиках, его вес может быть до полутора раз меньше. К тому же и КПД такого трансформатора заметно выше.
Устройство тороидального сварочного трансформатора.
Основных причин, по которым изготовление тороида не всегда удается, две:
- Трудно найти подходящий сердечник.
- Трудоемкость изготовления, особенно сложна намотка трансформатора.
Читайте также:
Что такое плазморез и как он устроен.
Способ изготовления споттера своими руками.
Об аргонно-дуговой сварке читайте здесь.
Расчет тороидального трансформатора
Схема сварочного полуавтомата.
Для упрощенного расчета трансформатора на тороидальном магнитопроводе необходимо знать следующие исходные данные:
- Подаваемое на первичную обмотку входное напряжение U1.
- Наружный диаметр D сердечника.
- Его внутренний диаметр – d.
- Толщина магнитопровода – H.
Площадь поперечного сечения магнитопровода Sc определяет мощность трансформатора и, соответственно, надежность работы будущего сварочного аппарата. Оптимальными считаются значения 45-55 см2. Рассчитать ее значение можно по формуле:
Sc = H * (D – d)/2.
Важной характеристикой сердечника является площадь его окна S0, поскольку этот параметр определяет не только удобство намотки обмоточных проводов и интенсивность отвода избытков тепла, но и оказывает влияние на характер магнитного рассеяния. Оптимальные значения этого параметра 80-110 см2. Вычислить его значение позволяет формула:
S0 = π * d2 / 4.
Броневой тип трёхфазных трансформаторов.
Зная эти значения, можно рассчитать ориентировочную мощность трансформатора:
P = 1,9 * Sc * S0, где Sc и S0 берутся в квадратных сантиметрах, а P получается в ваттах.
Далее можно найти число витков на вольт:
k = 50 / Sc.
Зная значение k, можно рассчитать количество витков во вторичной обмотке:
w2 = U2 * k.
Количество витков в первичной обмотке лучше рассчитать, используя в качестве исходного данного напряжение на вторичной обмотке:
W1 = (U1 * w2) / U2, где U1 – напряжение, подводимое к первичной обмотке, а U2 – снимаемое со вторичной.
Дело в том, что регулировать сварочный ток лучше изменением числа витков первичной обмотки, поскольку величина тока в ней меньше, чем во вторичной. Пусть, например, нужно получить три значения выходного тока 60 А, 80 А и 100 А при мощности трансформатора 5000 Вт.
Этим значениям сварочного тока будут соответствовать следующие значения напряжений на вторичной обмотке:
U21 = P / I21 = 5000 Вт / 60 А = 83,3 В;
U22 = P / I22 = 5000 Вт / 80 А = 62,5 В;
Классификационная схема трансформаторов.
U23 = P / I23 = 5000 Вт / 100 А = 50 В.
Пусть вторичная обмотка содержит w2 = 70 витков. Теперь можно рассчитать число витков в соответствующих ступенях первичной обмотки для напряжения в сети U1 = 220 В:
W11 = (U1 * w2) / U21 = 220 В * 70 / 83,3 В ≈ 185 витков;
W12 = (U1 * w2) / U22 = 220 В * 70 / 62,5 В ≈ 246 витков;
W13 = (U1 * w2) / U23 = 220 В * 70 / 50 В = 308 витков.
Последнее значение следует увеличить на 5%:
W13 = 308 * 1,05 ≈ 323 витка – это и будет их необходимое число в первичной обмотке, а отводы следует сделать от 185-го и 246-го витка.
Для самодельных трансформаторов для сварки допустимая плотность тока в обмотках j = 3 А/мм2. Зная ее, можно найти площадь поперечного сечения проводов обмоток. В приведенном ранее примере максимальный ток в первичной обмотке:
I1m = P / U1 = 5000 Вт / 220 В ≈ 23 А.
Сечение этого провода должно составлять:
S1 = I1m / j = 23 А / 3 А/мм2 ≈ 8 мм2.
Во вторичной обмотке следует применить провод с площадью поперечного сечения:
S2 = I23 / j = 100 А / 3 А/мм2 ≈ 33 мм2.
Вернуться к оглавлению
Вам может быть интересно: Сайт о сантехнике.
Подбор и изготовление тороидального сердечника
Наилучшим материалом для изготовления тороидального магнитопровода является ленточная трансформаторная сталь. Для изготовления сердечника эта лента сворачивается в рулон, имеющий форму тора прямоугольного сечения. Если имеется такая лента или сердечник из нее, то особых проблем при изготовлении магнитопровода для тороидального трансформатора не будет.
Характеристики сварочных трансформаторов.
При малом значении внутреннего диаметра d можно часть ленты с внутренней стороны тора отмотать, а затем намотать ее на наружную поверхность сердечника. В результате возрастут оба диаметра, а площадь внутренней части магнитопровода увеличится. Правда, несколько уменьшится площадь поперечного сечения сердечника S0. При необходимости можно добавить ленту с другого магнитопровода.
Хороший готовый тороидальный сердечник можно взять от рассчитанного на ток 9 А лабораторного автотрансформатора ЛАТР 1М. Нужно только перемотать его обмотки. Бывает, что для изготовления тороидального сердечника для трансформатора используется магнитопровод статора подходящего электродвигателя.
Еще один способ изготовления тороидального сердечника – использование в качестве материала пластин от неисправного мощного промышленного или силового трансформатора, питавшего в свое время ламповый цветной телевизор. Сначала из этих пластин с помощью заклепок изготовляется обруч, имеющий диаметр около 26 см. Затем внутрь этого обруча начинают вставлять одну за другой пластины встык, придерживая их рукой от разматывания.
После набора нужного сечения S0 магнитопровод готов. Для увеличения S0 можно изготовить два тороида одинаковых размеров, а затем соединить их вместе. Края тороидов следует слегка закруглить с помощью напильника. Из электроизоляционного картона следует изготовить два кольца, имеющих внутренний диаметр d и внешний D, а также две полоски на внутреннюю и наружную сторону тора. После наложения их на тороид, сердечник обматывается поверх картонных прокладок киперной или тканой изоляционной лентой. Магнитопровод готов, и можно начинать наматывать обмотки.
Вернуться к оглавлению
Намотка трансформатора
Основные части обмотки трансформатора.
Как уже говорилось, мотать обмотки на любой тороидальный трансформатор, в том числе и сварочный, непросто. Самый простой способ – это использование для этой цели челнока, на который предварительно наматывается провод нужной длины, а затем, пропуская челнок через внутреннее окно сердечника, виток за витком формируется соответствующая обмотка.
Челнок обычно изготовляют из дерева или выпиливают из оргстекла. Его толщина 5-6 мм, ширина сантиметра 3-4, а длина порядка 40 см. В его торцах делаются полукруглые вырезы для провода. Для оценки длины провода, который нужно намотать на челнок, производится оценка средней длины одного витка наматываемой обмотки, ее значение умножается на число витков, и на всякий случай делается запас в 15-20%.
Удобнее производить намотку с помощью так называемого кругового челнока. В качестве заготовок для изготовления кругового челнока могут служить согнутые в кольцо пластмассовые трубы или гимнастический обруч со спиленной наружной частью, обод от велосипедного колеса и т. д.
Обруч или колесо распиливаются в одном месте, продеваются сквозь внутреннее окно сердечника, а затем место распила фиксируется любым удобным способом. Намотанный на челнок провод можно в нескольких местах зафиксировать изолентой, но удобнее резиновая лента по длине челнока, натянутая поверх провода. Она не дает проводу рассыпаться, но не препятствует его вытаскиванию сбоку.
Из описания ясно, что хотя изготовление тороидального сварочного трансформатора не такое уж простое дело, но оно вполне выполнимо.
Были бы только нужные материалы, а самое главное – желание.
Инверторный сварочный полуавтомат: отличия от трансформатора
Инверторный сварочный полуавтомат: отличия от трансформатора
Обычному обывателю не всегда понятны отличия подобных сварочных аппаратов, однако они работают используя совершенно разные технологии. Вся соль в преобразовании тока. Так, например, включая аппарат в сеть электропитания в аппарат поступает энергия (220 или 380В, 50 Гц), далее полуавтомат должен преобразовать данную энергию в более мощную для того чтобы расплавлять метал.
В аппаратах трансформаторного типа преобразование идет по принципу электромагнитной индукции: ток поступает сперва на первичный, а потом на вторичный трансформатор и, за счет разного количества витков на катушках, это позволяет усилить ток. Здесь работает принцип электромагнитной индукции и усиление тока происходит под влиянием разного количества витков на первичной и вторичной обмотках. Существенный недостаток получаемого тока в том, что он является переменным. Это негативно сказывается на качестве сварки. Сама сварка становится сложнее. Сами по себе сварочные полуавтоматы трансформаторного типа представляют собой массивные аппараты и отличаются большим весом. Например, аппарат на 200А может достигать веса 100 и более кг. Однако эти аппараты очень просты по своей конструкции и их легко обслуживать. Особенно это актуально в тех районах, где могут быть проблемы с приобретением запчастей (отдаленные деревни, территории Севера и т.д.).
Инверторный сварочный полуавтомат работает иначе. Ток поступает в аппарат. Сперва он преобразуется с помощью транзисторов в выпрямленный постоянный так и далее в переменный, но с нужной частотой и мощностью. Аппараты инверторного типа имеют очень компактные размеры и их вес может быть всего 25 кг. Сварочный ток, который выдает инверторный сварочный полуавтомат дает намного лучшее качество сварки. Поэтому начинающим сварщикам проще начинать с работы именно на инверторе. Помимо всего вышеперечисленного сварочные полуавтоматы-инверторы потребляют намного меньше энергии. С первого взгляда на потребление электроэнергии можно не обратить внимание, однако в масштабах производства расходы на электроэнергию могут достигать очень больших сумм. По этой причине многие предприятия начинают переходить именно на сварочные полуавтоматы инверторного типа. Еще одним плюсом аппаратов данного типа является устойчивость к перепадам напряжения. Например, даже при изменении тока в сети +/- 25% аппараты могут работать стабильно. Это позволяет им работать не только от стационарной сети, но также от автономных электростанций, дизельгенераторов и удлинителей. Для сравнения трансформаторы при колебаниях тока работать не будут.
|
Сварочный полуавтомат трансформаторного типа LORCH серии M-pro |
Сварочный полуавтомат инверторного типа LORCH серии Р |
Несмотря на множественные преимущества инверторной технологии, для некоторых категорий клиентов лучшим выбором будут трансформаторы. Трансформаторы менее подвержены влиянию температуры и могут работать в мороз. Инверторы традиционно могут работать максимум при -25-30С (для сварочного оборудования LORCH) . И то это касается не всех моделей. Если говорить о непрофессиональных моделях сварочного оборудования, то для них пределом будет -15С. Полуавтоматы трансформаторного типа могут работать при более низких температурах.
Кроме того, трансформаторы очень просты в своей конструкции и при необходимости обслуживания их проще отремонтировать. Инверторные сварочные полуавтоматы более требовательны к запчастям. Поэтому, если вы работаете в отдаленных районах, где существуют проблемы с покупкой любых расходных компонентов, а возможно вы работаете на Севере. В таком случае вам больше подойдет трансформаторный сварочный полуавтомат.
Сварочный трансформатор ТДМ-403 У2 (Al)
Артикул: ТДМ-403У2 (Al) 220 В
Гарантия 1 год
Сервисный центр
Характеристики Преимущества| Технические характеристики: Сварочный трансформатор ТДМ-403 У2 (Al) | |
|---|---|
| Сварочный ток, А 400 | Напряжение сети, В 220 |
| Частота сети, Гц 50 | Диапазон регулирования сварочного тока, А 80-400 |
| Напряжение холостого хода, В 60-70 | Потребляемая мощность, кВт 22.9 |
| Регулирование сварочного тока механическое плавное | Продолжительность нагрузки (ПН), % 60 |
| Габариты, мм 310x570x620 | Вес, кг 85 |
Описание: Сварочный трансформатор ТДМ-403 У2 (Al)
Трансформатор ТДМ-403 У2 (Al) однофазный сварочный трансформатор типа ТДМ предназначен для питания одного сварочного поста переменным током, частотой 50 Гц, при ручной дуговой сварке (резке или наплавке) покрытыми электродами на переменном токе малоуглеродистых и низколегированных сталей.
Аппарат представляет собой переносной (передвижной) сварочный аппарат в однокорпусном исполнении с естественной вентиляцией, обеспечивающую преобразование электрической энергии сети в электрическую энергию требуемого для процесса дуговой сварки напряжения, создающую необходимую падающую характеристику и обеспечивающую плавное регулирование сварочного тока в требуемых пределах.
| Простота регулировки Настройка сварочного трансформатора производится при помощи удобной ручки — можно быстро переналадить агрегат. | |
| Эффективное охлаждение Эффективное вентиляционное охлаждение обеспечивает продолжительную эксплуатацию аппарата. | |
| Мобильность Аппарат оснащен колесами — можно легко перемещать его при необходимости. |
6143
Сварочный трансформатор ТДМ-403 У2 (Al)
Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров!
Полуавтоматическая машина для намотки трансформаторадля катушек высокого напряжения, 750000 рупий / единица
О компании
Год основания 1993
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников От 101 до 500 человек
Годовой оборот25-50 крор
Участник IndiaMART с августа 2005 г.
GST29AAGCS8980E1ZT
Код импорта и экспорта (IEC) 07120 *****
Основанная в 1993 году, Synthesis Winding Technologies Pvt. ООО . — известный производитель намоточных машин и принадлежностей. Наш беспрецедентный ассортимент продукции включает машины для намотки конденсаторов, аксессуары для намотки и автоматы для намотки.Все машины производятся с использованием металлов высшего качества и электрических компонентов, что обеспечивает их высокую производительность. Известны своей прочной конструкцией, непревзойденной надежностью, высокой прочностью и проверенными характеристиками; наши машины находят применение в энергетике, автомобилестроении, электротехнике и электронике, здравоохранении, авиакосмической сфере, обороне и многом другом. Кроме того, наша честная деловая политика всегда привлекала наших клиентов к сотрудничеству с нами и получению прибыльных доходов от деловых отношений.Отличная поддерживающая и сплоченная команда составляет самый большой актив и инфраструктуру любой процветающей компании.Нас поддерживает современная инфраструктура и преданная своему делу команда профессионалов, которые своим профессионализмом связали нити успеха и роста. Они способны обслужить каждый отдел от закупки до доставки качественного товара. Более того, мы доставляем удовольствие клиентам, своевременно предоставляя качественную продукцию по оптимальной цене; путем постоянного улучшения с использованием соответствующих технологий и обновления системы менеджмента качества. Наш ориентированный на клиента подход, превосходные продукты и деловая этика позволили нам последовательно выполнять взятые на себя обязательства и полностью удовлетворять потребности клиентов.
Видео компании
Полуавтоматическая вертикальная намоточная машина| Tuboly Astronic AG
Автоматическая обмотка стала важной частью разработки катушек трансформаторов, обеспечивая процесс, не требующий обслуживания, с плавной регулировкой. Изгиб проводов осуществляется автоматически, а цифровые дисплеи предлагают помощь и сообщения об ошибках для помощи операторам.Ручной завод по-прежнему обеспечивает превосходную степень контроля, но требует более высокого процента отказов и больших трудозатрат.
Заработная плата увеличивает эксплуатационные расходы ручных станков, но завод с автоподзаводом требует более высоких первоначальных затрат. Полуавтоматическая намоточная машина предлагает лучшее из обоих миров, сокращая трудозатраты, необходимые для запуска производственной линии, одновременно сокращая время намотки и повышая точность и качество.
Вертикальные намоточные машины VP и VF от Tuboly-Astronic основаны на определенной степени автоматизации для повышения точности, в то же время позволяя рабочим контролировать процесс намотки под руководством оператора.Вы можете предварительно рассчитать позиции остановки и автоматизировать процесс гибки, во время всего процесса намотки оператор будет руководствоваться рядом подсказок. Это сочетает в себе преимущества автоматизации с человеческим вкладом.
Программное обеспечение
Ручная намотка катушки страдает неточностью, особенно когда речь идет о натяжении проводника и ручном изгибе в правильном положении. Ручное определение правильного положения изгиба и фактического процесса изгиба, как известно, требует много времени, и эту проблему автоматизированная вертикально-намоточная машина решает с помощью автоматизации.Программное обеспечение в сочетании с гибочной станцией с двойным смещением является сердцем процесса вертикальной намотки. Приложение Tuboly-Astronic основано на Windows и совместимо с промышленными компьютерами.
Измеряя точки остановки перед тем, как начать процесс поворота, вы можете подробно построить свой курс. Программное обеспечение снабжает вас данными и инструкциями на каждом этапе, чтобы вы могли разработать идеальный процесс еще до запуска производственной линии. Эта технология также обеспечивает жесткий контроль над процессом намотки, отслеживая все рабочие этапы, прежде чем сообщать о них вашим операторам.
Функциональность сенсорного экрана обеспечивает интуитивно понятный интерфейс, не требующий дополнительного обучения или компьютерной грамотности. Чтобы гарантировать неизменно высокое качество, Tuboly-Astronic обеспечивает постоянную поддержку, позволяя вам настроить процесс намотки вашей машины настолько полно, насколько вам удобно.
Решения для ям или перекрытий
Вертикальные намоточные машины Tuboly-Astronic выпускаются как в ямном, так и в напольном исполнении. Варианты ямочного типа лучше всего подходят для катушек трансформатора. Здесь ваша вертикальная намоточная машина установлена под землей, так что оправку можно автоматически опустить под уровень пола.Таким образом, операторы могут продолжать работать, не перемещая платформу. Изделия напольного типа конструируются там, где нет возможности приямка. Оба предложения вертикальных намоточных машин безопасны и эргономичны.
Опции намотки
Вертикальная намоточная машина Tuboly-Astronic оснащена передней бабкой, которая предназначена для поддержки намоточных оправок. Это позволяет рабочим при необходимости прикреплять к лицевой панели ряд различных намоточных оправок. Если для поддержки оправки необходимы гидравлические поворотные встречные подшипники, их поддерживает вертикальная намоточная машина.
Это инновационное решение обеспечивает точную намотку проводов в обоих направлениях с впечатляющей скоростью. Процесс намотки может поддерживаться между положениями остановки. Набор аксессуаров расширяет ваши возможности, позволяя включать в ваше оборудование дополнительные разматыватели или намоточные оправки. Полуавтоматический процесс дает рабочим полный контроль над всем процессом намотки.
Преимущества вертикальной намоточной машины
Полуавтоматическая вертикальная намоточная машина более точна, чем ручные процессы.Возможность предварительного расчета положений остановки позволяет рабочим автоматизировать большую часть процесса намотки, обеспечивая при этом достаточный контроль, чтобы заранее планировать ручную работу. Самые простые задачи могут быть выполнены с невероятной скоростью, а проводники могут изгибаться автоматически, что вдвое сокращает рабочее время. Автоматизированные процессы могут работать круглосуточно. Точное позиционирование помогает достичь высокого качества, точного линейного управления и управления движением.
Результаты полностью воспроизводимы, обеспечивая постоянство каждый раз, чтобы добиться максимального качества сборки.Гибка проводов всегда была трудоемкой, шумной и опасной для рабочих. Автоматизируя эту часть обработки, вы будете следить за ростом урожайности и сокращением времени простоя. Наша вертикально-намоточная машина улучшит качество гибки, полагаясь на управляемую станцию гибки с двойным смещением.
Вертикальная намоточная машина Tuboly-Astronic была специально разработана для работы с переставленными дисковыми обмотками с одиночными проводниками или проводниками CTC. Транспонирование требует, чтобы вы периодически меняли местами проводников.
Станции двойной гибки
Проводники CTC не нужно гнуть по отдельности. Полуавтоматический процесс позволяет вам сгибать провода бок о бок на станции двойной гибки, если вы предпочитаете. Высота и длина изгиба регулируются. Позиции гибки можно рассчитать заранее, а затем выполнить автоматически. В качестве альтернативы, станция для гибки нескольких элементов может управлять восемью проводниками, каждый из которых может изгибаться индивидуально.
Многодисковые тормоза
Вертикальная намоточная машина использует многодисковые тормоза для контроля натяжения проводника.Они устанавливаются на стойку, которую можно направлять горизонтально. Конструкция позволяет намотку в двух направлениях, одновременно позволяя более плотно притормаживать проводники.
Максимизация соотношения цена / производительность
На намоточных машинах Tuboly-Astronic программы намотки загружаются через сетевое соединение или сенсорный экран, что позволяет увеличить масштаб производственной линии. Полностью масштабируемый бизнес является прибыльным, и вертикальная намоточная машина также улучшит ваше соотношение цена / производительность.Автоматизация — это вложение с основной прибылью, обеспечиваемой за счет снижения затрат на рабочую силу, сокращения времени производства и снижения рисков.
Лучшее роликовое кольцо — № 1 Роликовое кольцо
Применение: Полуавтоматическая многослойная обмотка из изолированного провода или прямоугольного проводника для изготовления катушки трансформатора.
Мы поставляем машины для намотки слоев в соответствии с вашими требованиями к размерам изготавливаемой катушки, диаметру проволоки и размеру прямоугольного проводника.Доступные аксессуары Регулируемый формирователь, Натяжная стойка для проволоки, Дилерское количество загрузки шпуль, Держатель кромочной ленты, Роликовая подставка для бумаги.
Диаметр провода: от 0,3 мм до 6 мм (максимум)
Прямоугольный провод: 70 мм2 (максимум).
Материал: Медь или алюминий
Высота рулона: 1500 мм (максимум)
Внешний диаметр рулона: 1000 мм (максимум)
Внутренний диаметр рулона: В соответствии с вашими требованиями.
Вес рулона: 2000 кг (максимум).
Форма катушки: Концентрическая круглая
Головной запас: Состоит из усиленной коробки передач прочной конструкции. Вал установлен на сверхмощных подшипниках и снабжен лицевой панелью для нагружения оправки.
Вал оправки: мы можем поставить вал для загрузки деревянного каркаса или регулируемого каркаса.Вал или оправка прикреплены болтами к лицевой пластине вала передней бабки и поддерживаются цапфой задней бабки. Ведущая пластина и резьбовая гайка предусмотрены на валу для загрузки деревянного каркаса.
Хвостовая бабка: Хвостовая бабка в сборе устанавливается на поворотном рычаге или на пьедестале, перемещаемом с помощью ручки. Движение цапфы хвостового оперения с ручкой с фиксатором.
Разгрузка готовой бухты: Бухта легко снимается краном после открытия задней бабки.
Привод: с двигателем переменного тока и редуктором
Трансмиссия привода: Ремень таймера или дуплексная цепь
Скорость вращения оправки: 400 об / мин (макс.)
Педальный переключатель: Машина работает с педальным переключателем. Для работы Вперед, и Назад, предусмотрен отдельный ножной переключатель.
Тормоз: Дисковый тормоз
Траверса в сборе: Траверса в сборе с подходящей моделью траверсы Rollring предусмотрена для наматывания слоя. Шаг можно очень точно отрегулировать в соответствии с диаметром провода или шириной проводника. Линейное движение траверсы синхронизировано со скоростью оправки. Привод поперечного вала осуществляется через двухскоростной редуктор для точной регулировки шага.Реверс будет мгновенным и автоматическим. Длину намотки можно точно отрегулировать. Направляющий узел может быть расположен подходящим образом по длине каркаса с ручкой на поперечном валу после отключения привода с помощью электромагнитной муфты.
Направляющая каретка: Направляющая каретка с блоком LM и рельсом, установленная на обработанной пластине. Узел шкива направляющей проволоки или узел натяжного ролика устанавливаются на каретку.Каретка будет перемещать и поддерживать провод или прямоугольный провод со своими направляющими по длине машины.
Для провода и прямоугольного проводника предусмотрены отдельные направляющие, которые можно легко менять местами.
Узел натяжного ролика: Узел натяжного ролика предназначен для направления прямоугольного проводника.Подходит для направления необходимого количества проводников, на которые нужно намотать слой. Состоит из шести горизонтальных роликов, собранных соответствующим образом. Верхние ролики регулируются с помощью ручки для затягивания проводника. в качестве альтернативы может быть предоставлен воздушный баллон с регулятором давления (опция).
Направляющий узел для проволоки: Состоит из четырех номерных шкивов, одного номерного шкива с пневматическим тормозом и одного шкива, установленного на регулируемом рычаге для направления проволоки рядом с оправкой.
Панель управления: Панель управления с частотно-регулируемым приводом переменного тока и аксессуары входят в комплект. Станок управляется ножным переключателем с двумя цифрами, предназначенным для прямого и обратного вращения оправки.
Дополнительные аксессуары
Оправка: Мы можем поставить оправку в соответствии с минимальными и максимальными размерами рулона, который будет производиться. Диаметр оправки регулируется вручную с помощью ручки и может быть заблокирован после регулировки.На оправке с множеством радиальных и осевых опор установлено восемь деревянных сегментов. Деревянные сегменты будут отполированы и изготовлены из твердых пород дерева. Может быть предложен диапазон диаметров оправки по мере необходимости. Максимальная длина сегментов 2000 мм.
Номер сегмента: Восемь.
Диапазон расширения: Расширение на каждой ступени варьируется от 40 мм до 100 мм в зависимости от размера трубы оправки.Дополнительные сегменты поставляются для увеличения диапазона диаметров.
Максимальный вес рулона: 2000 кг
Головной запас: Состоит из усиленной коробки передач прочной конструкции. Вал установлен на сверхмощных подшипниках и снабжен лицевой панелью для нагружения оправки.
Вал оправки: мы можем поставить вал для загрузки деревянного каркаса или регулируемого каркаса.Вал или оправка прикреплены болтами к лицевой пластине вала передней бабки и поддерживаются цапфой задней бабки. Ведущая пластина и резьбовая гайка предусмотрены на валу для загрузки деревянного каркаса.
Хвостовая бабка: Хвостовая бабка в сборе устанавливается на поворотном рычаге или на пьедестале, перемещаемом с помощью ручки. Движение цапфы хвостового оперения с ручкой с фиксатором.
Разгрузка готовой бухты: Бухта легко снимается краном после открытия задней бабки.
Вал оправки: Вал, установленный на приводной пластине передней бабки, и шкворень задней бабки предназначен для загрузки каркаса.
Альтернативно
Оправка с регулируемыми деревянными сегментами.
Оправка: Диаметр оправки регулируется вручную с помощью ручки и блокируется после регулировки.На оправке с множеством радиальных и осевых опор установлено восемь деревянных сегментов. Деревянные сегменты будут отполированы и изготовлены из твердых пород дерева.
Диапазон диаметров: от 100 мм до 400 мм.
Количество сегментов: восемь.
Диапазон расширения на каждой ступени: От 40 мм до 100 мм. (В зависимости от размера предыдущего) Добавьте сегменты, поставляемые в комплекте, для увеличения диапазона диаметров по мере необходимости.
Тормоз: Дисковый тормоз.
Дополнительные аксессуары
1) Стенд для натяжения: Стенд для натяжения предусмотрен для проволоки. Состоит из стойки с регулируемой высотой, ведущего ролика, тормозного ролика с одним номером, натяжного рычага с направляющим роликом, пневматического управления натяжным рычагом и тормозного ролика и т. Д.
2) Продавец прямоугольного проводника (подставка для шпульки): Моторизованная подставка для шпульки предназначена для загрузки необходимого количества шпуль с прямоугольным проводом.Шпульки устанавливаются друг за другом на разной высоте на валах сборной конструкции. Вся конструкция установлена на колесах и может перемещаться по направляющей, установленной параллельно оправке. Мотор-редуктор переменного тока предназначен для работы с кнопкой. Датчики приближения предусмотрены на конце. Количество катушек: 48 (максимум).
3) Разматыватель изоляции на всю ширину.
4) Дилер для кромочной ленты.
Распределительный трансформатор Полуавтоматическая намоточная машина с двойной высоковольтной катушкой Производительность: 40 тонн / день, диапазон цен 2500000,00 — 6500000,00 INR / комплект
Производительность 40 тонн / день
Гарантия 1 год
ColorSky Blue с желтым
Автоматически Да
Управление ПЛК Да
Тип кабеля 2 ядра
Вес (кг) 700 Килограмм (кг)
Материал Железо
Тип продукта Высоковольтная машина для намотки катушек для распределительных трансформаторов
Двигатель переменного тока MotorAC
Общее применение Производители распределительных трансформаторов
Компьютеризированная плата Да
Тип 9000 Выкл.Размеры (Д * Ш * В) 150 X 200 X 250 Метр (м)
Напряжение 410 Вольт (В)
Основной внутренний рынок Вся Индия
Детали упаковки Упаковка поддонов, вакуумная упаковка
Доступен образец Да
Образец политики Бесплатные образцы имеются
Сертификаты CE CSA, TUV, ISO 9001: 2015,
FOB PortChennai
Возможность поставки1 в неделю
Срок поставки10-12 недель
Предлагается TRISHUL WINDING SOLUTIONS PRIVATE LIMITED
Продукт добавлен 08 июня 2020 г.
Последнее обновление 23 февраля 2021 г.
Описание бренда 9TRISHUL Высокоточная автоматическая машина для намотки ДВОЙНОЙ катушки с изоляцией ленточного типа, с автоматическими приспособлениями для резки и повторной подачи, для масляного распределительного трансформатора с прогрессивной межслойной изоляцией и торцевыми заполнениями. Технические характеристики:
Тип машины: Автоматический / полуавтоматический
Применение: Распределительный трансформатор сухого типа с масляным охлаждением
Размер проводника: от Al-0,3 мм до 3,5 мм, Cu-1 мм до 3,5 мм.
Тип изоляции: многослойная / бумага на всю ширину
Форма катушки: круглая / прямоугольная / овальная
Ширина намотки: 0-600 мм
Тип проводника: алюминий / медь
Внешний диаметр готовой катушки: 600 мм Макс. 150 кг
Скорость намотки: 0-300 об / мин
Хвостовая часть: с пневматическим приводом.
Реквизиты компании
https://drive.google.com/file/d/1OPRrIfJrAbDR7Zj4K06r7Ynzo846PR_X/view?usp=sharing https://drive.google.com/file/d/1f1kzgO41chQgrezBT5EE7L_hnXcjoCcj/view?usp=sharing https://drive.google.com/file/d/1hfrsTlF_XO_NTh8OSFHduwOwgqwhRUDn/view?usp=sharing https://drive.google.com/file/d/1OPRrIfJrAbDR7Zj4K06r7Ynzo846PR_X/view?usp=sharing https://drive.google.com/file/d/0B3dzBI6ozBzASWpoRHI5T3l5a1U/view?usp=sharing
- БИЗНЕС ТИП Экспортер, Производитель, Поставщик
- КОЛИЧЕСТВО СОТРУДНИКОВ 100
- УЧРЕЖДЕНИЕ 1992 г.
- ГОДОВОЙ ОБОРОТ 100 крор
- СЕРТИФИКАЦИЯ ISO- 9001: 2015, CE, CSA, TUV
- РАБОЧИХ ДНЕЙ С понедельника по субботу
Полуавтоматическая машина для намотки фольги Метод отладки
Полуавтоматическая машина для намотки фольги Отладка относительно проста, логическая взаимосвязь не слишком велика, а переключатель меньше.
Но он все еще относительно новый для людей, не знакомых с устройством.
Из-за разброса деталей и влияния процесса сборки установленные изделия не могут соответствовать показателям производительности, требуемым конструкцией.
Их необходимо обнаружить, исправить и компенсировать путем тестирования и настройки для достижения функций и технических показателей, указанных в технической документации.
В то же время при отладке можно обнаружить проблемы в конструкции и технологическом процессе продукта, а также дефекты сырья.
Таким образом, пуско-наладочные работы являются важным процессом для обеспечения и реализации функции и качества продукта и в значительной степени определяют качество всей машины.
Понимание каждой части полуавтоматической машины для намотки фольги
Ниже приводится краткое введение в роль различных организаций и часто встречающиеся проблемы.
Машина для намотки фольги (спереди назад) состоит из восьми частей: панели управления, сварочного механизма, механизма коррекции отклонения, механизма намотки, механизма удаления заусенцев, разматывателя фольги, разматывателя слоев и распределительного шкафа.
Полуавтоматическая машина для намотки фольги подъемная
Когда оборудование доставляется на объект заказчика, мы должны сначала поднять машину.
Во время процесса подъема большая часть персонала, вводящего в эксплуатацию, должна предоставить инструкции по подъему на месте.
Пользователи, незнакомые с оборудованием, могут поднять тяжелые предметы или повредить компоненты оборудования.
Каждая единица оборудования имеет приблизительный вес.
для обеспечения безопасности людей и оборудования. Не используйте канатное подъемное оборудование, грузоподъемность которого превышает номинальную.
Установите оборудование в соответствии с требованиями заказчика.
Убедитесь, что расстояние между распределительным шкафом и розеткой оборудования не слишком большое (подходит 1 м).
После того, как положение установлено, проверка и подтверждение механической сборки на месте, а также проверка и подтверждение электрической сборки должны быть правильными.
После электромонтажа, электромонтажа и монтажа на заводе может не один и тот же человек.
Следовательно, при отсоединении проводки ее следует решать согласно чертежу.
Несоответствующий номер провода следует пометить и заменить, чтобы обеспечить соответствие электрическому чертежу.
Во избежание ненужных проблем для установщика.
Полевая проводка выполняется строго в соответствии с чертежами.
Это действительно несоответствие рисунка факту.
Обязательно отметьте его и наблюдайте за работой.
Электромонтаж на месте должен быть четким и кратким, а результаты нельзя игнорировать независимо от процесса.
Неаккуратная проводка вызовет проблемы при техническом обслуживании и ремонте оборудования в будущем.
Машина для намотки сердечников, Автоматическая намотка сердечников
Наши машины для намотки сердечника можно разделить на три серии. Заказчик может выбрать продукт в зависимости от фактического производственного спроса.
И.Машина для намотки сердечника трансформатора для тяжелых условий эксплуатации
Этот ассортимент продукции применим для намотки сердечников однофазного или трехфазного трансформатора (3-х или 5-ти столбчатый). Сечение сердечника может быть прямоугольным, трапециевидным или круглым. Состоящая из разматывающего устройства с несколькими головками, устройства подачи, выпрямления и демпфирования и основной намоточной головки (инверторное управление), сверхмощная машина для намотки сердечника трансформатора применима для намотки тороидальных сердечников измерительного трансформатора.
Технические параметры машины для намотки сердечника
| Товар | TXJ-1 | TXJ-2 | TXJ-3 |
| Применимая мощность трансформатора (кВА) | 30-800 | 800-1600 | 1600-2000 |
| Крутящий момент шпинделя (Н · М) | ≥600 | ||
| Макс.масса сердечника (кг) | 2000 | 2500 | 3000 |
| Макс. наружный диаметр сердечника (мм) | 750 | 900 | 1200 |
| Ширина полосы CRGO (мм) | ≤220 | ≤280 | ≤320 |
| Количество полос | 1-8 полосок (стойка подачи материала с 8 головками) | ||
| Диапазон увеличения подающей головки (мм) | 460-520 | ||
| Мощность приводного двигателя (кВт) | 9 | 13 | 13 |
| Скорость намотки (об / мин) | 0-18 | ||
| Давление воздуха (МПа) | 0-0.6 | ||
| Метод подсчета | Цифровой дисплей, количество оборотов может быть установлено в диапазоне 1-9999 | ||
| Общий вес (кг) | 4500 | 5000 | 5500 |
| Размер (мм) | |||
| Устройство подачи | 3700 × 840 × 2100 | ||
| Выпрямительный блок | 2065 × 800 × 1800 | ||
| Блок намотки | 1860 × 1500 × 1730 | 1960 × 1650 × 1880 | 2060 × 1750 × 1980 |
| Площадь пола (мм) | 9000 × 2500 | 9000 × 2500 | 10000 × 2500 |
II.Полностью автоматическая машина для намотки тороидального сердечника
Подходящая для намотки тороидальных сердечников из CRGO, используемых в трансформаторах, полностью автоматическая машина для намотки тороидальных сердечников использует роботизированную систему для простой и удобной работы. Этот ассортимент продукции состоит из устройства подачи серводвигателя, блока пробивки и резки, натяжного оборудования, системы намотки серводвигателя, точечной сварки и устройства для освобождения готового сердечника.
Технические параметры машины для намотки сердечника
| Товар | ZJJ-40 | ZJJ-60 | ZJJ-80 |
| Допустимая толщина полосы | 0.23-0,35 мм | ||
| Применимая ширина полосы | 10-30 мм | 30-60 мм | 40-100 мм |
| Макс. сердечник OD | Φ100 мм | Φ120 мм | Φ200 мм |
| Мин. ID ядра | Φ30-50 мм | Φ50-70 мм | Φ80-100 мм |
| Точность поворота | ± 0.1 ход | ||
| Скорость производства | 3-5 шт / мин | 2-3 шт / мин | 1,5-2 шт / мин |
| Размер машины | Около 2500 × 1200 × 1250 мм | ||
| Вес станка | Около 2000 кг | ||
III Полуавтоматическая машина для намотки тороидального сердечника
Характеристики
1.Тороидальный сердечник, изготовленный с помощью нашей полуавтоматической машины для намотки тороидального сердечника, обычно используется в трансформаторах.
2. Этот продукт оснащен автоматическим устройством для пробивки и резки.
3. Благодаря регулируемому направляющему устройству и устройству прижима ленты для намоточного станка можно полностью контролировать натяжение намотки и точность намотки.
4. Узел прессования оборудования для намотки тороидального сердечника выполнен с следящим устройством.Таким образом, прижимное устройство будет правильно нажимать на сердцевину для обеспечения хорошей степени уплотнения.
5. Устройство автоматического высвобождения стержня помогает значительно повысить эффективность работы.
6. Ручная точечная сварка.
Технические параметры полуавтоматической машины для намотки тороидального сердечника
| Товар | TXJ-1A |
| Допустимая толщина полосы | 0.23-0,5 мм |
| Применимая ширина полосы | 20-200 мм |
| Макс. сердечник OD | Φ350 мм |
| Мин. ID ядра | Φ30 мм |
| Макс. основной вес | 800 кг |
| Главный приводной двигатель | Инверторное управление, 3кВт |
| Точность поворота | ± 0.1 ход |
| Скорость намотки | 0-200 об / мин |
| Размер машины | Около 1800 × 1400 × 1350 мм |
| Вес станка | Около 1900 кг |
IV Машина для намотки тороидального аморфного сердечника / нанокристаллического сердечника
Технология обработки автоматической намотки сердечника включает подачу материала, внутреннюю сварку, намотку, резку и внешнюю сварку.Эта машина для намотки тороидального аморфного сердечника состоит из системы привода серводвигателя, блока зубчатой передачи и системы быстрой намотки. Соответствующие параметры, условия работы, а также неисправность машины будут отображаться на HMI. В случае нехватки материала или дефекта материала система управления ПЛК автоматически отправит сигнал тревоги.
Технические параметры машины для намотки сердечника из аморфных / нанокристаллов
| Товар | Характеристики |
| Мин.внутренний диаметр сердечника | 2,8-25 мм (148 мм) (на разных станках) |
| Макс. наружный диаметр сердечника | 60 (165) мм (на разных станках) |
| Применимая ширина полосы | 2,8-10 мм |
| Скорость производства | 8-12 шт / мин |
| Допуск по массе сердечника | Менее 1 г |
| Масса катушки проволоки | 3 кг |
| Мощность серводвигателя главной обмотки | Панасоник, 0.9-5кВт (на основе машинного кода) |
| Размер машины | 1600 × 800 × 1400 мм |
| Вес станка | 200 кг |
| Система управления | ПЛК Panasonic и HMI |
| Серводвигатель | Панасоник |
В дополнение к указанной продукции у нас также доступны машины для намотки сердечника из сплава бериллий-Мо и машины для намотки сердечника из других специальных материалов.К счастью, мы можем производить автоматическую линию сортировки и тестирования, автоматическую линию склеивания и упаковки для отделки аморфных ядер и нанокристаллических ядер.
Схожие названия
Машина для намотки сердечника трансформатора | Намоточная машина с закрытым сердечником | Машина для намотки тороидального сердечника | Core Winder | Машина для намотки с открытым сердечником | Намоточная машина с квадратным сердечником | Машина для намотки прямоугольного сердечника
Полуавтоматическая машина для намотки катушек трансформатора
Описание продукции:
1.Микрокомпьютерный дизайн, ввод стиля обучения, простота установки.
2. Подходит для различных ситуаций, изменение настроек установки, широкое использование.
3.Настройка изображения с помощью кнопки, простая и точная, может достигать нескольких этапов и скоростей.
4. Отрегулируйте начальную точку намотки, ширину разбрасывания с вводом стиля обучения, более точную настройку данных.
5. Цепь питания использует улучшенную схему защиты от помех, которая имеет более сильную защиту от помех.
6. Использование оси намотки CPLD Схема измерения скорости декодирования.Позиционируйте более точно.
7. Шаговый двигатель с кабельным валом приводится в движение постоянным током, скорость подачи проволоки высокая, а точность высокая.
8. Положение оси кабеля можно ввести с помощью кнопки обучения, и можно отобразить текущее положение оси кабеля.
9. Автоматическая положительная и отрицательная обмотка, синхронный кабель, многооборотный подсчет числа.
10. Он может изменять параметры установки для различных спецификаций машин и приложений, и его можно использовать в широком диапазоне.
11. Каждый набор программ намотки независимо обеспечивает возможность выбора различных режимов работы и режима работы, а также обеспечивает большую гибкость работы.
12. По запросу клиента, подключите или отключите DC24V 12W обрыв оси обмотки.
13. Перемещение мин. Положения оси кабеля может быть установлено кнопкой, подходит для типов направляющих винтов.
14.Функция аварийного сигнала ошибки, может отображать информацию об ошибке голосом.
15. Напряжение: AC220V или AC110V
16. Проволочная рама и головка для проволоки закреплены на катанке для реализации функции синхронного движения
17.Применение: виды переключателя трансформатора, питания, дневного типа, катушки DR-CORE, катушки реле.
Полуавтоматическая машина для намотки катушек трансформатораЛист спецификаций:
| Арт. |