Полуавтомат сварочный — принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.
В результате металл расплавляется, и необходимые части соединяются между собой.
Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока.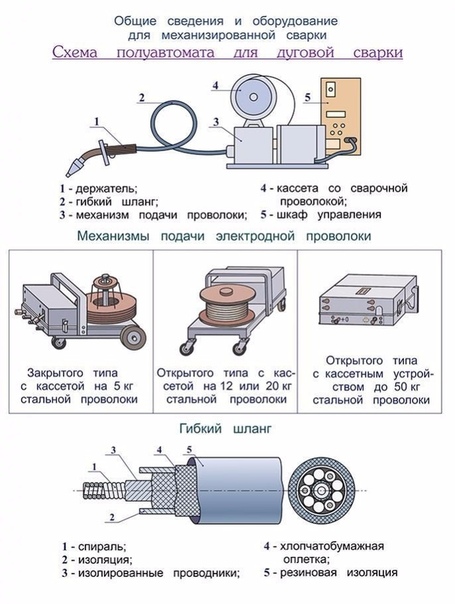 Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.
Из чего состоит сварочный полуавтомат
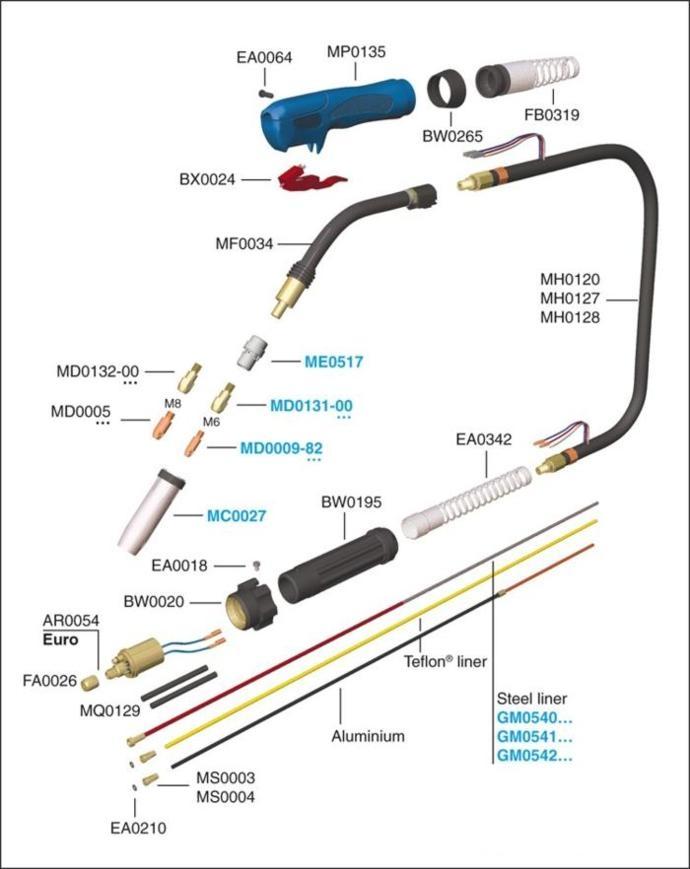
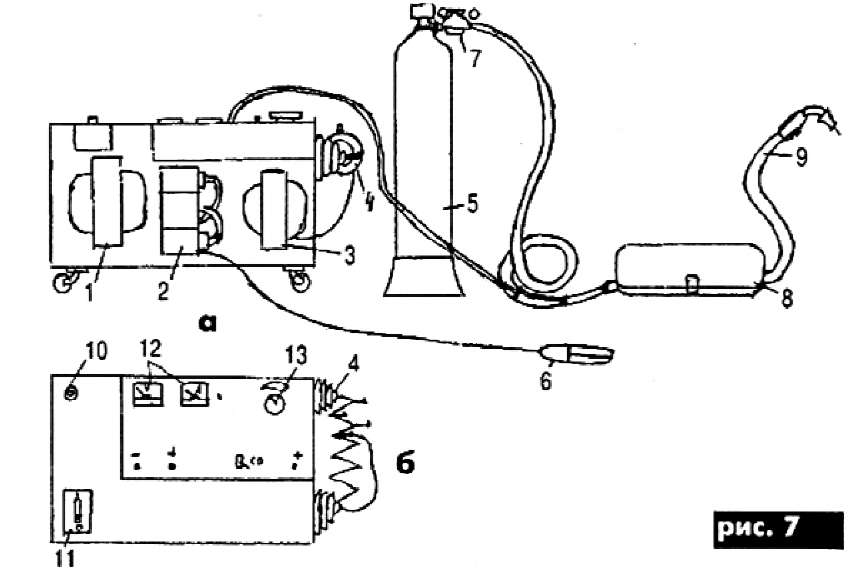
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов.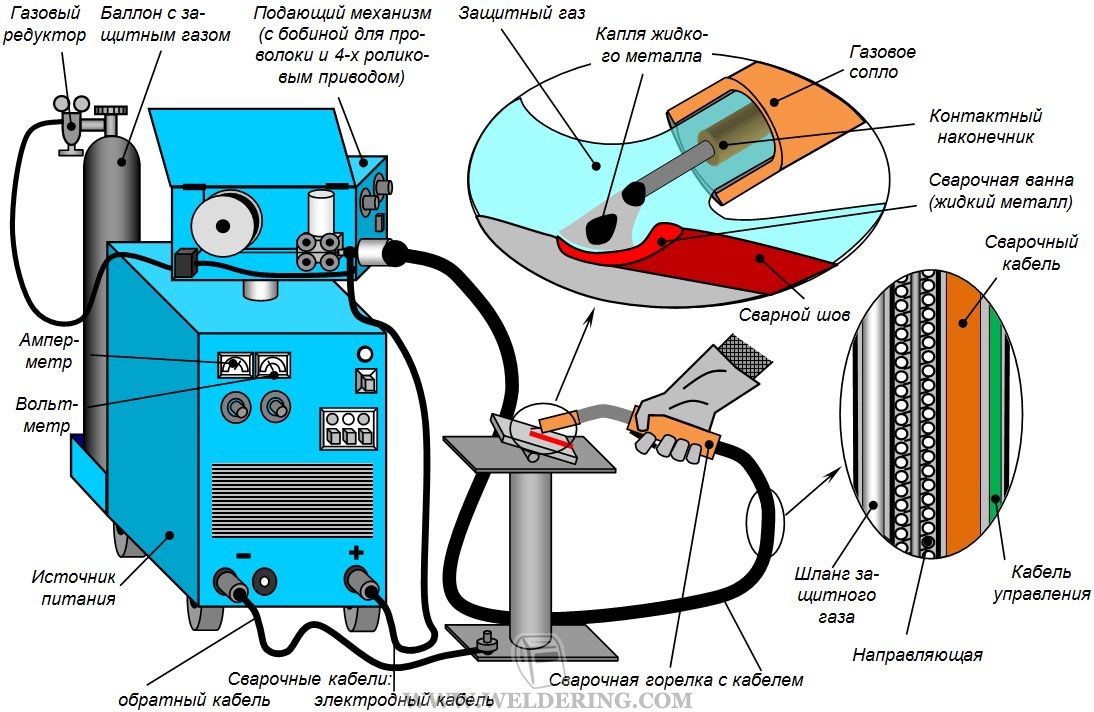
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.
Методы сварки полуавтоматом
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Устройство и принцип работы сварочного полуавтомата
С помощью такого специализированного оборудования как сварочный аппарат осуществляется обработка металлических конструкций – путем нагрева соединяются мелкие и крупные детали. Полуавтоматическая сварка – storgom.ua/poluavtomaty.html значительным образом оптимизирует рабочий процесс мастера.
Полуавтоматическая сварка – storgom.ua/poluavtomaty.html значительным образом оптимизирует рабочий процесс мастера.
Что такое сварочный полуавтомат?
Всем давно известный факт, что наиболее герметичное и прочное соединение достигается путем сварки. При помощи специализированного оборудования вы можете сварить не только изделия из металла, но и конструкции из других самых разнообразных материалов. Благодаря такой методике обработки можно получить аккуратный, качественный и стойкий к внешним повреждениям шов. Принцип работы сварочного полуавтомата прост – тепловое воздействие разрушает молекулярную цепочку деталей конструкции, что ведет к перемешиванию молекул, которые при остывании соединяются и становятся очень прочными. Специалисты выделяют такие типы сварочных полуавтоматов:
- полуавтоматические агрегаты;
- ручные;
- автоматические приборы.
Главным преимуществом агрегатов такого типа является доступная стоимость и небольшие габариты.
Устройство сварочного полуавтомата
Чтобы полноценно использовать такой инструмент, важно понимать принцип работы, уметь правильно им пользоваться. Конструкция состоит из:
- рукава для полуавтоматической машины, шланга;
- стационарного блока с трансформатором, который отвечает за подачу питания;
- рабочих механизмов для подачи проволоки;
- системы подачи газа;
- токопроводящего рабочего элемента.
Современные модели специализированной техники оборудованы катушкой, эта деталь конструкции отвечает за своевременную подачу сварной проволоки. В устройстве предусмотрены газовые баллоны, горелка, элементы питания и управления. В зависимости от типа, энергия для функционирования исходит из трансформаторов, инверторов или же выпрямителей.
Диаметр проволоки может варьироваться до 2-х миллиметров, технические характеристики (MIG/MAG) подбираются под индивидуальные требования пользователя. Конструкция некоторых агрегатов предусматривает флюсовую порошковую проволоку, стальную, из алюминия или нержавейки, стальную с омеднением.
Прежде чем приобрести сварочное оборудование для личного использования, нужно тщательно изучить технические и эксплуатационные особенности, разобраться в преимуществах и недостатках того или иного вида, определить объем предстоящих работ, решить, в каких целях будет использоваться машина. Специалисты советуют остановить свой выбор на устройстве, выгодном в эксплуатации.
Одно из самых важных характеристик является ток, с помощью которого будет производиться обработка изделия. Данная характеристика напрямую влияет на толщину металла, который вы сможете подвергнуть воздействию инструмента. Опытные мастера рекомендуют обратить внимание на продолжительность включения. Этот показатель указывает на рабочий временной промежуток приспособления.
Чтобы не купить сварку плохого качества, лучше не экономить и выбрать технику известных и надежных производителей, которые предоставляют гарантию на свой товар. Перед применением важно внимательно изучить инструкцию. При соблюдении правил безопасности и своевременном правильном уходе, сварочный инструмент прослужит вам долгие годы.
устройство, принцип работы, схема сборки и регулировка
В настоящее время многие владельцы машин или те, у кого есть частный дом, сталкиваются с проблемой небольшого ремонта. В этом случае помогает сварочный полуавтомат — устройство для сварки различных видов сталей. С его помощью легко починить деталь машины, изготовить необходимую металлическую конструкцию. Скорость работы напрямую зависит от подающего механизма для полуавтомата. Его несложно изготовить самостоятельно.
Общие сведения
Сварочный полуавтомат — это прибор, предназначенный для соединения металлов методом электродуговой сварки. Отличие от классического сварочного аппарата в том, что вместо привычных вольфрамовых электродов применяется плавящаяся проволока.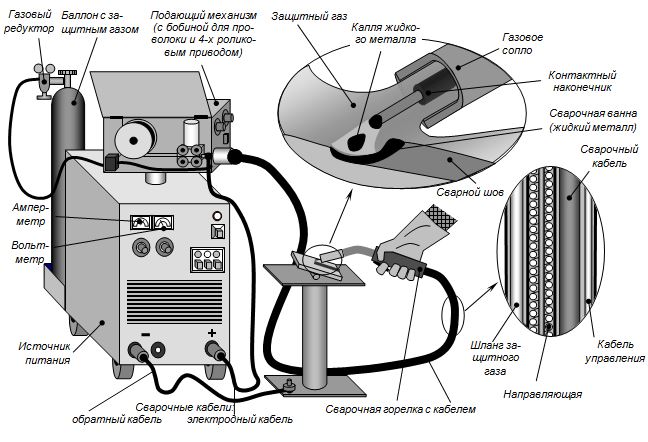 Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается.
Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается.
Таким образом, происходит постоянная подача электрода в сварочную ванную. Саму сварку вручную проводит сварщик, который может регулировать скорость размотки катушки с проволокой.
Полуавтоматические устройства разделяются в зависимости от степени защиты сварочной зоны, а именно:
- Приборы, предназначенные для сварки с флюсом. В этом случае флюс входит как добавка в саму проволоку. Это достаточно дорогой способ и в самодельных устройствах используется редко.
- Аппараты, использующие газовую среду. Самый популярный и массовый способ среди сварщиков.
- Полуавтоматы, работающие со специальной порошковой проволокой. Этот вариант обычно используется совместно с газовой защитой.
Лучше всего полуавтомат раскрывает свои преимущества, когда нужно аккуратно, красиво и точно соединить стальные тонкие детали. Соединение будет надежным при самых разных марках стали, таких как легированные, низкоуглеродистые, нержавеющие.

Принцип работы
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Основными узлами являются:
- Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
Подача проволоки бывает в основном двух типов: толкающего или тянущего.
Иногда применяются оба способа одновременно.
 Иногда применяются оба способа одновременно.
Иногда применяются оба способа одновременно.В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.

Сборка устройства
Если есть основные знания по базовым понятиям в электронике, при наличии некоторых инструментов и желания можно собрать сварочное полуавтоматическое устройство самостоятельно.
Для успешного проведения сварки важно, чтобы основные значения напряжения, силы тока и скорости движения электрода находились в оптимальном равновесии. Для этого нужен источник питания, имеющий стабильное вольт-амперное значение. Неизменяемое напряжение поддерживает постоянную длину дуги. Сварочный ток регулирует величину скорости движения проволоки и величину импульса, необходимого для розжига и поддержания ровного горения.
Конструирование трансформатора
Мощность трансформатора в сварочном устройстве зависит от величины сечения проволоки. Например, в стандартном варианте, при толщине проволоки до одного миллиметра, величина силы тока может составлять 160 ампер.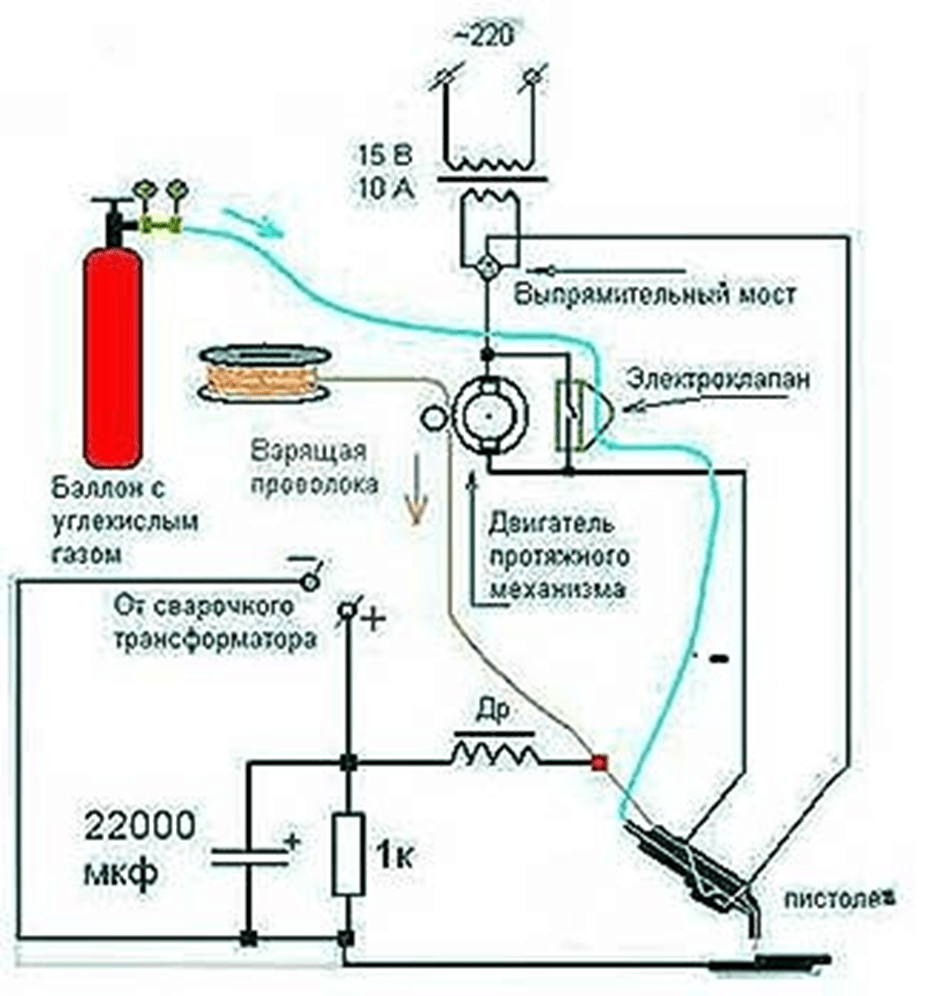 Для получения такой величины необходим трансформатор с мощностью не менее трех киловатт. Сердечником трансформатора служит ферритовая металлическая конструкция кольцеобразной формы.
Для получения такой величины необходим трансформатор с мощностью не менее трех киловатт. Сердечником трансформатора служит ферритовая металлическая конструкция кольцеобразной формы.
Сердечник должен иметь диаметр в 40 квадратных сантиметров. Первичная обмотка состоит из провода ПЭВ, у которого толщина около двух миллиметров. Провод вплотную наматывается на сердечник, и количество витков должно быть равно 220. Нужно следить за плотностью прилегания витков — свободного пространства не должно быть. После создания первого слоя создается еще один слой из бумажной или тканевой ленты, который закрепляется тесемкой.
На вторую часть наматывается вторичная обмотка. Для неё требуется медный провод с диаметром не менее 60 квадратных миллиметров. Наматывается 56 витков. Как и в первом случае, после этого создается второй защитный слой.
Полученный трансформатор с мощностью в три киловатта и силой тока до 200 ампер способен обеспечить правильную скорость движения гибкого электрода.
Механизм автоподачи
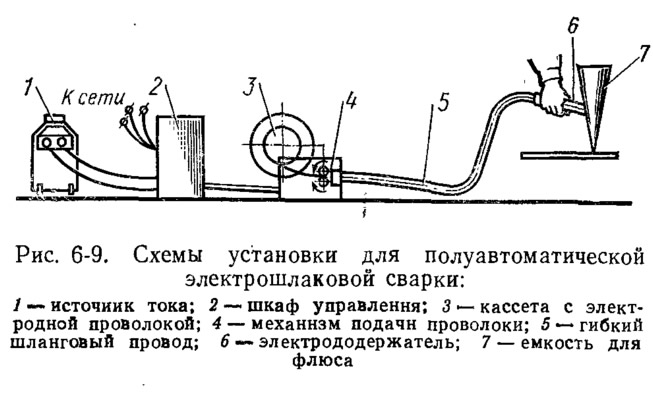
Проволокоподающий механизм, отвечающий за самостоятельную подачу электродной проволоки в ванную сварки, — один из самых ответственных узлов прибора. Механизм подачи проволоки для полуавтомата своими руками можно собрать из узла обычных дворников автомашины. Вполне подойдет стеклоочиститель от ГАЗ-69. Сварочная горелка соединена с протяжкой для полуавтомата. Своими руками чертежи делать уже не надо, они есть в свободном доступе:
Механизм подачи проволоки для полуавтомата своими руками можно собрать из узла обычных дворников автомашины. Вполне подойдет стеклоочиститель от ГАЗ-69. Сварочная горелка соединена с протяжкой для полуавтомата. Своими руками чертежи делать уже не надо, они есть в свободном доступе:
Схема податчика включает в себя:
- Основание (1).
- Проволоку (7).
- Направляющий рукав (6).
- Ведущий ролик подачи и ведомый (2, 10).
- Ось ролика ведомого (14).
- Кронштейны (5, 12).
- Пружинку прижимную (11).
- Подшипник втулочный и стопор в виде гайки (3).
- Катушечный стержень (8).
- Планку прижимную (9).
- Штуцер дистанционный (16).
- Вал выходной редуктора (4).
- Обойму ролика ведомого (13).
- Шайбу (15).
Часть горелки связана одновременно с протяжным механизмом для полуавтомата, с узлом подачи защитного газа и блоком проводки электротока. Сама проволока пропускает электрический ток, а по шлангу подается газ. Проволока вставляется в один конец направляющей трубы с резьбой диаметром 4 миллиметра и протягивается через длинную трубку в направляющую сварочной горелки. В качестве направляющей можно использовать оболочку от спидометра автомобиля сечением 1,2 миллиметра.
Проволока вставляется в один конец направляющей трубы с резьбой диаметром 4 миллиметра и протягивается через длинную трубку в направляющую сварочной горелки. В качестве направляющей можно использовать оболочку от спидометра автомобиля сечением 1,2 миллиметра.
Кнопка запуска на кронштейне прикрепляется к каналу внутри горелки, где подключается к кабелю. Там же монтируют трубку подвода газа. Горелка состоит из двух идентичных половинок, а провода и шланги собираются в один жгут и скрепляются специальными прищепками или металлическими полосками.
В конструкцию сварочной горелки входят:
- Кнопка запуска (7).
- Кронштейн (8).
- Направляющая (1).
- Защитная обшивка (13).
- Рукав для проволоки (2).
- Канал-основа (3).
- Инжекторная трубка (4).
- Газовый шланг (5).
- Провод (6).
- Винт стопора (9).
- Гайка из латуни (10).
- Шайбочка (11).
- Втулка с наконечником (12, 14).
Лентопротяжный механизм может быть организован с помощью электромотора с редуктором от автомобильных дворников. Например, от ГАЗ-69.
Перед началом обработки двигателя надо убедиться, что его вал вращается в одном направлении, а не «влево-вправо».
Необходимо выходной вал сточить до 25 миллиметров и нарезать на нём левую резьбу сечением в 5 миллиметров.
Впереди на роликах вырезают зубья шириной в 5 миллиметров и создают зубчатое соединение. Сзади на роликах делаются сечения шириной до 10 миллиметров для лучшего сцепления с проволокой. На ось, которая пересекает проволоку и втулку, насаживается один конец рамки ведомого ролика. Второй конец скрепляется с пружиной, которая зажимает электродную проволоку между роликами.
Весь узел подачи вместе с газовым клапаном, выключателем и резисторами располагают на текстолитовой плате. Она же закрывает щиток управления. Подающая бобина с проволокой устанавливается в 20 сантиметрах от узла подачи.
Во время подготовки к работе направляющие приближают к роликам и закрепляют при помощи гаек. Проволоку через направляющие протягивают в горелку. Наконечник прикручивают к горелке и надевают защитную обшивку, который закрепляется винтами. Газовый шланг соединяется с клапаном, и в редукторе создают давление около полутора атмосфер.
Электрическая схема протяжки
На скорость протягивания проволоки влияет не только механическая, но и электрическая часть устройства.
Электрическое управление происходит по такому сценарию. Когда включен переключатель SB1, то при замыкании кнопки SA1 начинает срабатывать реле K2. Его работа задействует реле К1 и К3. Один из контактов К1.1 отвечает за газовую подачу, при этом К1.2 соединяет цепь и включает подачу электрического тока к электродвигателю. Двигательный тормоз выключается через К1.3. Время обратных действий задается резистором R2, и через этот промежуток времени срабатывают контакты реле К3. Результатом этих действий является подача газа в горелку, но процесс сварки еще не начат.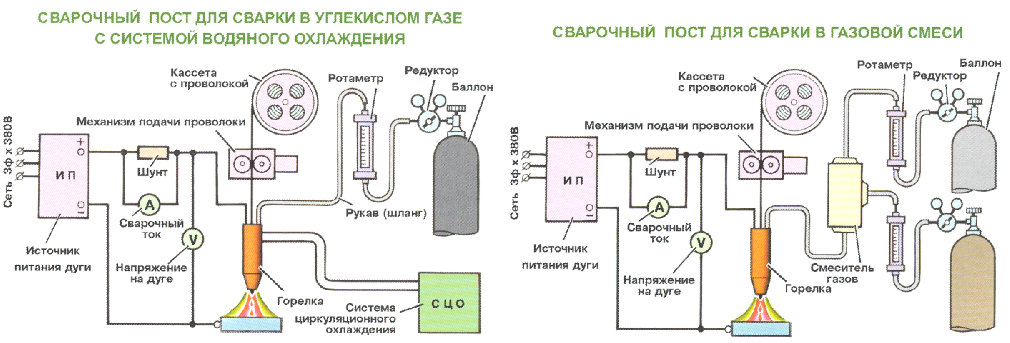
Сварочный процесс начинается после того, как зарядится конденсатор С2 и выключится реле К3. Тогда электродвигатель запускается, срабатывает реле К5, начинается подача проволоки и сварка.
Главным элементом узла управления, который отвечает за стабилизацию тока, является микроконтроллер. Параметры и возможность регулировки силы тока зависят от этого электрического элемента.
Когда размыкаются контакты кнопки SA1, в свою очередь, размыкается реле К2, тем самым выключая реле К1. Подача тока прекращается с помощью контакта К1.1, и тогда сварка прекращается.
Окончательный монтаж
Сначала в каркас монтируется преобразующий трансформатор с узлом управления. К трансформатору присоединяется сетевой кабель. Отдельным узлом собирается блок управления. Его блок при помощи кабеля подключается к трансформатору и горелке. Затем баллон с газом соединяется с горелкой.
Для изготовления и сборки нужен такой набор инструментов:
- Сварочный аппарат.
- Тиски с зубилами.
- Паяльник.
- Молоток.
- Плоскогубцы.
- Болгарка.
- Острый нож с линейкой.
- Комплект метчиков.
- Ножовка и дрель.
Правила безопасности
Сварочный полуавтомат замечательно подходит для выполнения ряда работ в домашних условиях. С его помощью даже новичок может получить чистый и красивый шов при сваривании различных материалов.
Чтобы работа была комфортной и производительной, нужно соблюдать ряд важных правил и особенно требования техники безопасности, а именно:
- К сварочному аппарату должен быть свободный доступ со всех сторон.
- Перед началом работ необходимо проверить заземление прибора и исправность всех соединений.
- Смотреть на световую дугу нужно через специальные средства защиты глаз.
- Сварочные работы в помещении нужно проводить при постоянном проветривании.
- Любые ремонтные работы надо проводить во время полного обесточивания устройства.

Соблюдение несложных правил сведет к минимуму риск травматизма, ожогов и обеспечит производительную сварку.
Оцените статью: Поделитесь с друзьями!Горелка для полуавтомата: сварочные режимы MIG/MAG
Для прочного соединения металлических деталей с применением присадка, кроме баллонов со сжатым газом, обязательно понадобится горелка для полуавтомата, при помощи которой в зону соединения расплавленных кромок заготовки доставляются защитное облако из газа и присадочная проволока. Режим подачи напрямую зависит от интенсивности сварочных работ, а опытный исполнитель всегда в курсе — какие параметры надо установить на оборудовании перед началом процесса.
Характерные особенности
Идущая в комплекте полуавтоматическая горелка — это, по сути, исполнительное изделие со сложной конструкцией, предназначенное для получения качественного шовного соединения под защитой газа. Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Основными отличиями является то, что в изделии присутствует индивидуальная система охлаждения, а также канал для подачи присадочной проволоки. С помощью такой горелки исполнитель может сваривать металлы в труднодоступных местах. Наконечники для горелок делаются из таких металлов или материалов как медь, вольфрам или бронза, сплав меди и графита.
Принцип работы
Он состоит из следующих пунктов:
- Изделие подносят к детали на расстояние, достаточное для возбуждения сварочной дуги.
- За секунды до воспламенения подается защитный газ.
- Электрический ток подается к специальному наконечнику и заготовке.
- От температуры дуги проволока плавится и под облаком защитного газа попадает в сварочную ванну.
- Исполнитель плавными движениями перемещает горелку, формируя сварочный шов.
- Газ не дает молекулам воздуха окислить шовное соединение.
- Во время работы детали изделия находятся в зоне действия высоких температур.
Как видим из последнего пункта, сильному износу подвергаются сопло, электродный держатель или газорассекатель и токопроводящий наконечник.
Нюансы конструкции
Горелка для сварки полуавтоматом поставляется в комплекте с агрегатом и служит для подачи припоя и защитного облака из газа в сварочную ванну.
Комплектация такая: полая рукоять, изоляционная втулка и шайба, держатель для проволоки, токопроводящий наконечник, сопло с рассекателем. Большим нагрузкам подвергаются наконечник и сопло, которые являются расходными деталями и подлежат частой замене из-за воздействия высокой температуры.
Основные параметры изделия
Сварочная горелка MIG/MAG для полуавтоматического оборудования выпускается разными производителями, но все основные характеристики практически идентичные:
- нагрузка по применяемому току,
- длина шланга,
- вариант охлаждения — при помощи воздуха или воды,
- управление — с помощью кнопок, вентиля или универсальный вариант,
- способ подключения — штекерный или европейского вида.
Применение штекера увеличивает диаметр рукава, потому что подключение каждого источника производится отдельно. Евроразъемы применяются только на дорогом профессиональном оборудовании, когда все каналы объединяются в одном корпусе. Опытные сварщики подбирают горелки по значению тока, т. к. работы выполняются не в постоянном режиме, а с остановками для остывания дорогостоящего оборудования.
Производители при разработке горелок рассчитывают стойкость изделия на основании устойчивой работы в течение 10 минут, но на практике этого не делается. Если на агрегате обозначена максимальная сила тока в 400А, то идеальным вариантом использования будет горелка с номиналом в 300А.
Компоненты для инвертора
Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности. При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали.
Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали.
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: «Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника.
Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
Основы безопасности
Представляем перечень требований при работе с полуавтоматическим оборудованием:
- Исполнитель обязан до начала работ проверить исправность системы запуска.
- Источник питания и ящик аппарата должны иметь надежное заземление.
- Первым включается рубильник или пускатель магнитного типа, а затем уже аппаратный ящик. Отключение питания производится в обратной последовательности.
- Все соединения подводящих шлангов должны быть герметичными.
- Опираться, тем более садиться или ставить посторонние предметы на оборудование запрещается.
- Намотка на бобину проволоки производится самостоятельно только после прохождения специального обучения с обязательной записью в книгу инструктажа.
- После окончания работ в первую очередь отключается подача газа и воды для охлаждения, затем надо обесточить аппаратуру.
- О замеченных неполадках оборудования доложить бригадиру или мастеру и без указаний руководства оборудование не включать.
- Устранять любые неисправности самостоятельно исполнителю запрещено.
 Отключение питания производится в обратной последовательности.
Отключение питания производится в обратной последовательности.Обслуживанием различного оборудования в цеху занимается бригада ремонтников — только они могут ремонтировать и настраивать аппаратуру.
Техническое обслуживание
Все горелки для сварочного полуавтомата требуют регулярного визуального осмотра и профилактических работ по выявлению недостатков, например, сопло подвергается воздействию брызг расплавленного металла, которые нужно удалять постоянно после окончания сварки. Делают это механическим способом, в результате чего остаются микротрещины, срок службы у детали не более 6 месяцев.
Делают это механическим способом, в результате чего остаются микротрещины, срок службы у детали не более 6 месяцев.
Все контактные элементы работают в режиме КРЗ, поэтому иногда частично выгорают, а это приводит к понижению основных характеристик, поэтому требуется периодическая зачистка, а при выгорании — полная замена. Назначенный срок эксплуатации составляет не более 200 часов непрерывной эксплуатации, поэтому запасные контакты идут в комплекте с новым изделием.
Советы по экономии
Горелка для работы на полуавтомате выбирается в зависимости от объема и сложности будущих работ. Рукоятка — удобная для удерживания одной рукой и небольшой массы. При этом надо помнить о таких нюансах:
- Надо выбирать изделия с меньшими значениями сварочного тока, чем указаны на оборудовании, т. к. производители указывают максимум температуры, выше которых рукоятка или рукав выходит из строя, но само изделие сохраняет все функциональные возможности.
- Эксплуатация рассчитана на стопроцентные нагрузки, а на практике такого режима не существует.

Как уже говорилось выше, для нормального использования достаточно изделия с силой тока в 300 ампер, потому что вы платите меньше, но создаете оптимальные условия для нормальной работы горелки.
Выводы
Теперь вы знаете, что это такое горелка для полуавтомата и ее основные тактико-технические данные. Надо только помнить, что при выборе аналогичного оборудования нужно придерживаться советов и рекомендаций профессиональных сварщиков, которые были озвучены в этой статье.
Загрузка…принцип работы и основные преимущества
В выполнении сварочных работ очень важно иметь под рукой качественные и надежные механизмы для подачи проволоки. Основными преимуществами является то, что они облегчают работу, поскольку данный функционал обеспечит подачу проволоки к месту назначения сварочных работ.Для полуавтоматической сварки такой подающий механизм будет выступать ключевым узлом и упростит работу даже профессионального сварщика. В чем преимущества данного механизма, какие на сегодняшний день существуют современные блоки для протягивания сварочной проволоки?
В чем преимущества данного механизма, какие на сегодняшний день существуют современные блоки для протягивания сварочной проволоки?
Сварочный полуавтомат
Этот сварочный агрегат представляет собой аппарат с неполным циклом автоматики. Процесс сварки происходит в инертном газе (аргоне), активном (углекислом) или в смеси газов. Принцип сварки заключается в том, что в полуавтомате электрическая дуга, производимая постоянным электрическим током, всегда горит между изделием и сварочной проволокой. Во время работы через горелку газ перекрывает зону сварки, создавая защиту от воздействия воздуха. Такие полуавтоматы хороши в работе с листовым металлом.
Полуавтомат позволяет значительно сокращать время работы, увеличивать качество сварных соединений. Популярная модель сварочного полуавтомата MIG MAG работает совместно с механизмом протягивания сварочной проволоки. Устройство должно находиться в самом сварочном аппарате в его корпусе либо быть выносным и подключаться по необходимости к источнику питания посредством силового кабеля.
Намотанная на бобину проволока должна располагаться в катушке полуавтомата и затем пропускаться через механизм подачи проволоки в специальный канал. К нему прикреплена сварочная горелка, от баллона подача газа идет к горелке по специально прикрепленной трубочке. Можно использовать и порошковую проволоку и в этом случае газовый баллон не понадобится.
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.

В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства, они позволяют значительно снизить время выполнения сварочных работ.Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.

Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Автономная работа механизма является одним из основных его преимуществ, он может работать вне полуавтоматического сварочного аппарата. Когда работы ведутся в неудобных и труднодоступных объектах есть возможность установить механизм отдельно на большом расстоянии от сварочного аппарата.
Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Заключение
Многие умельцы, имея чертеж и необходимые материалы, своими руками создают механизм для протяжки проволоки. Такие самодельные устройства не могут сравниться с возможностями современных механизмов отечественного и зарубежного производства, их обычно выбирают те, кто работает на профессиональном уровне.![]()
Устройство сварочного полуавтомата и принцип его работы
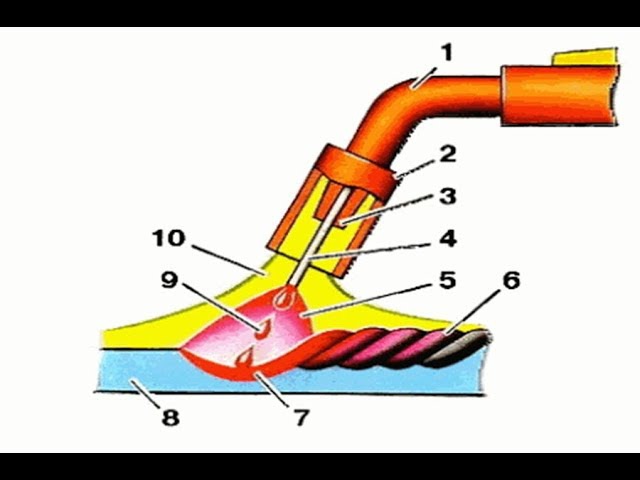
Обычно сваривание полуавтоматом осуществляется с помощью проволоки в сфере защитных газов. Данный процесс по своей сути является классической электродуговой сваркой железа, при которой применяется ее тепловая энергия, которая соединяет окончание электрода и детали сваривания. Отличительной особенностью данного типа соединения является использование подвижного электрода, который плавится и защитного газа.
Электрическую дугу необходимо защищать, дабы плавящийся металл и окружающая среда между собой не контактировали. Данный процесс ведет за собой формирование нитритов и оксидов, которые при попадании на железо, ухудшают качество спайки. Для таких целей и используют баллоны с гелием, аргоном, углекислотой и их смесями.
Конструкция и принцип работы
Данный тип сваривания предназначен, чтобы переформировать электрическую энергию в тепловую, с помощью электрической дуги. Процесс сваривания осуществляется в ручном режиме, при помощи источника тока, механизма подачи электрода, гибких шлангов и пистолета, которым рабочий налаживает спайку. Сегодня сварочный полуавтомат разделяют по защите шва: работы под флюсом, с защитными газами и с использованием порошковой проволоки. Как правило, устройство применяется для действий с защищенными газами. Такой тип соединения наиболее распространен при таких материалах как легированная и углеродистая сталь, а также цветные металлы.
Процесс сваривания осуществляется в ручном режиме, при помощи источника тока, механизма подачи электрода, гибких шлангов и пистолета, которым рабочий налаживает спайку. Сегодня сварочный полуавтомат разделяют по защите шва: работы под флюсом, с защитными газами и с использованием порошковой проволоки. Как правило, устройство применяется для действий с защищенными газами. Такой тип соединения наиболее распространен при таких материалах как легированная и углеродистая сталь, а также цветные металлы.
Технологические преимущества
Главным преимуществом металлообработки полуавтоматом являются высокие показатели качества швов и производительности. Если необходимо обработать небольшие швы, то выполнить это можно в любом положении, даже в висячем, т. к. металл вытекать не будет. Что касается производственных преимуществ, то в процессе сварки нет вредных выделений.
В быту сварочный полуавтомат является незаменимой вещью. Часто необходимо соединить что-то то там, то здесь, а владельцам автомобиля и подавно, техника нуждается в периодическом ремонте. Выполнение швов в данном случае — более простая задача, чем в случае с электродным соединением. Если есть желание, хотите приобрести такое оборудование, необходимо знать напряжение электросети в доме. Если оно по сравнению с нормой занижено, то стоит отдавать предпочтение более мощному аппарату, т.к. мощность зависит от уровня электрической сети. Когда имеется доступ к напряжению в 380В, то и выбирать надо трехфазную технику.
Выполнение швов в данном случае — более простая задача, чем в случае с электродным соединением. Если есть желание, хотите приобрести такое оборудование, необходимо знать напряжение электросети в доме. Если оно по сравнению с нормой занижено, то стоит отдавать предпочтение более мощному аппарату, т.к. мощность зависит от уровня электрической сети. Когда имеется доступ к напряжению в 380В, то и выбирать надо трехфазную технику.
Расскажи друзьям
Горелка для сварочного полуавтомата: устройство, принцип работу
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.
Газовая горелка для сварочного полуавтоматаГорелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.
Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.
Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
MAG сварка | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитных газов и сварочной проволоки, а также особенности сварочных аппаратов MAG. Также объясняются различные подкатегории сварки MAG в защитном газе.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания в области сварки, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей.Скачать Сварка MAG (Metal Active Gas) — это тип дуговой сварки, в которой используется активный газ (углекислый газ [CO 2 ] или газовая смесь аргона и CO 2 ). Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется сварочная проволока, свернутая в бухты, вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Свернутая проволока прикрепляется к устройству подачи проволоки и автоматически подается к наконечнику горелки подающим роликом, который приводится в действие электродвигателем. На провод подается напряжение, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки.Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой в среде защитного металла скорость наплавки, при которой электрод становится металлом шва, выше, что дает преимущество высокой эффективности работы за счет глубокого проплавления основного материала.Есть и другие важные преимущества, например, высокое качество металла шва и то, что установка сварочной горелки на роботе позволяет выполнять автоматическую сварку.
- Ar + CO 2 газовая смесь
или CO 2 газ - Электрод сплошной проволоки
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Проволока должна подаваться с постоянной скорости от устройства подачи. Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Что касается сварочной проволоки, то сплошная проволока имеет поперечное сечение, полностью состоящее из того же материала.Поверхность проволоки для углеродистой стали покрыта медью для улучшения сопротивления ржавчине и повышения электропроводности. Сплошная проволока без покрытия без медного покрытия дает такие преимущества, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
Порошковая проволока содержит сердечник из флюса внутри проволоки. Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Кроме вышеперечисленного, существуют порошковые и металлопорошковые проволоки.Первый характеризуется высокой скоростью осаждения, а второй — меньшим образованием шлака.
Дом
Глоссарий по сварке | HobartWelders
Выберите первую букву термина, который вы ищете: A C D F G H I K L M O P R S T V W
А
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.Чтобы удалить большое количество металла, найдите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Сила тока : Измерение количества электричества, проходящего через данную точку в проводнике в секунду.Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc Force: Также называется Dig and Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при использовании короткой дуги.
Auto-Link ® : Внутренняя схема источника питания инвертора, которая автоматически связывает источник питания с подаваемым первичным напряжением без необходимости вручную связывать клеммы первичного напряжения.
Автоматическая сварка : Использует оборудование, которое выполняет сварку без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание сустава с помощью автоматического датчика.
Оборудование контролирует выравнивание сустава с помощью автоматического датчика.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими». Напряжение будет изменяться при разной длине дуги, при этом лишь незначительно изменяя силу тока, отсюда и название постоянного тока или переменного напряжения.
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): «Потенциал» и «напряжение» в основном имеют одинаковое значение. Сварочный аппарат этого типа поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.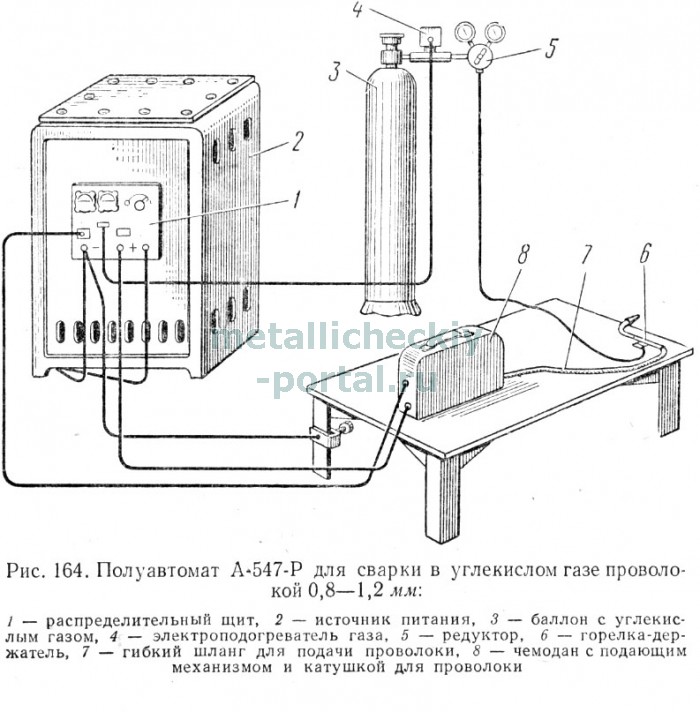 Это приводит к относительно ровной кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Это приводит к относительно ровной кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Одно или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод — к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP).
Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к положительной клемме, а рабочий провод подсоединен к отрицательной клемме сварочного аппарата постоянного тока.Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Например, рабочий цикл 60% при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Ф
Fan-On-Demand ™: Внутренняя система охлаждения источника питания, которая работает только при необходимости, поддерживая чистоту внутренних компонентов.
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием.Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от поступающего извне газа или газовой смеси. Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости зависит от типа проволоки).
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей.Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подсоединяется от шпильки заземления сварочного аппарата к металлической стойке, помещенной в землю. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
H
Герц: Герц часто называют «циклами в секунду».«В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ : Используется на некоторых станках Stick (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль импульсной сварки.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™: Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
М
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой.Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и деталью. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Перенос короткого замыкания: Получил свое название от сварочной проволоки, которая фактически «замыкает накоротко» (касается) основного металла много раз в секунду. Имеется некоторое количество брызг, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода. Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распылительный перенос: Назван в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки.Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоском или горизонтальном положении.
Импульсный перенос распылением: Для этого варианта переноса распылением сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Во время фонового цикла сварочная ванна немного остывает, что немного отличается от режима распыления.
Дополнительную информацию о сварке MIG см. В разделе «Советы по сварке MIG».
 Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.
Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.O
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, поскольку она разомкнута. Однако напряжение воздействует на цепь, поэтому, когда цепь замыкается, ток сразу же течет. Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, приложенное к кабелям, присоединенным к выходным клеммам сварочного аппарата.
п.
Плазменно-дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для плавления небольшого участка детали. Этот процесс может разрезать все металлы, проводящие электричество. Резаки Hobart AirForce представляют собой полные пакеты, которые содержат все необходимое оборудование и расходные материалы для резаков. Расходные материалы: расходные материалы для горелки, подача газа или сжатого воздуха.
Расходные материалы: расходные материалы для горелки, подача газа или сжатого воздуха.
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть однофазным или трехфазным.Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те, которые в настоящее время используют метод передачи короткого замыкания для сварки стали, калибра 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
R
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки при рабочем цикле 60 процентов.
Контактная точечная сварка (RSW): Процесс, при котором два металлических предмета соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги, и сплавление происходит из-за сопротивления металла току. Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 клещей и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются.
RMS (среднеквадратичное значение): «Действующие» значения измеренного переменного напряжения или силы тока.Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
Дуговая сварка экранированного металла: См.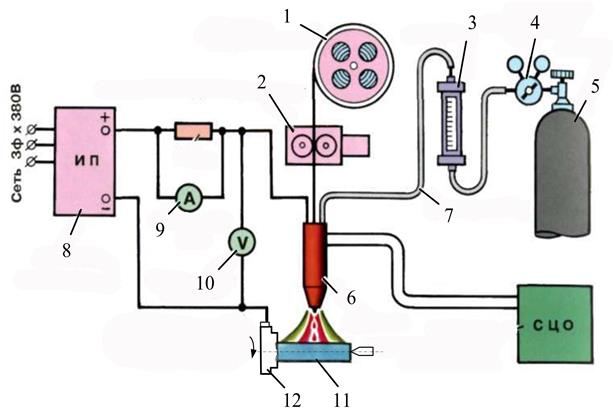 Сварка палкой.
Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Брызги: Частицы металла, унесенные сварочной дугой. Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка: Обычно выполняется на материалах с некоторым типом конструкции стыков внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка TIG и MIG выполняется только с одной стороны.
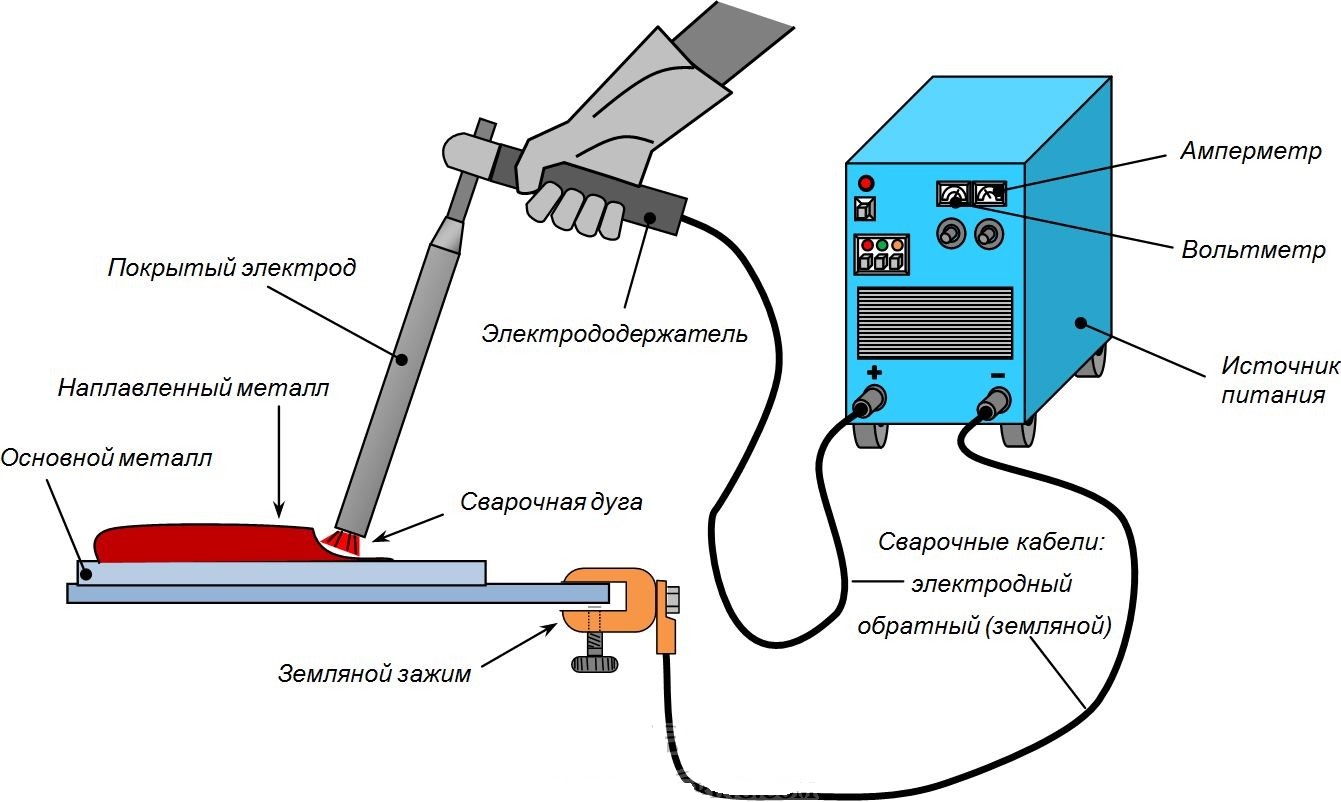
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием.Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для Stick рекомендуется сварочный аппарат постоянного и переменного тока. Для большинства применений сварка с обратной полярностью на постоянном токе имеет преимущества по сравнению с переменным током, включая более легкий запуск и сварку в нерабочем положении, более плавную дугу и меньшее количество перерывов дуги и заедания. Расходные материалы: электроды стержневые.
Присадочный металл в основном получают из сердечника электрода. Для Stick рекомендуется сварочный аппарат постоянного и переменного тока. Для большинства применений сварка с обратной полярностью на постоянном токе имеет преимущества по сравнению с переменным током, включая более легкий запуск и сварку в нерабочем положении, более плавную дугу и меньшее количество перерывов дуги и заедания. Расходные материалы: электроды стержневые.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным плавким материалом, который обычно подается на работу из бункера для флюса. Присадочный металл поступает из электрода, а иногда и из второго присадочного стержня.
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала в 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва.Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока в дугу и направления потока защитного газа.
Touch Start: Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW). Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, заставляющая электроны проходить через проводник. Напряжение не течет, но вызывает протекание силы тока или силы тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи работает от дугового напряжения, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Металл сварного шва: Электрод и основной металл, расплавленные во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную ванну. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос дуги распылением, глобулярный перенос, перенос скрытой дуги и импульсный перенос дуги.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом. Это состояние вызвано тем, что двигатель в течение длительного времени работает со слишком малой нагрузкой. При раннем обнаружении это не вызывает непоправимого ущерба, и его можно уменьшить, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. В последние годы повышенные стандарты выбросов и более качественное топливо делают двигатели менее склонными к мокрому складированию.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления рабочего кабеля (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец заготовки: Проводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
Сварка | Общественный колледж Чемекета
Chemeketa предлагает варианты получения степени и сертификата, которые помогут вам начать свою сварочную карьеру.
Потенциальная зарплата $ 40 000
Тем:Сделки
Навыки и интересы Решение проблем
Карьера и технологии
Почему выбирают сварочное производство?
Сварщик — это высокооплачиваемая карьера с множеством возможностей для изучения — ее можно делать даже под водой.Если вы готовы посвятить себя долгой карьере сварщика, Chemeketa — это то, что вам нужно.
Вы можете получить диплом Chemeketa по производству сварочных материалов всего за 21 месяц или получить 10-месячный сертификат с передовыми технологиями и инструкциями.
Некоторые варианты программы имеют ограничения на регистрацию и крайние сроки подачи заявок. Когорты класса начинают каждую осень.
Что вы узнаете?
В дополнение к основам, ведущим к карьере, вы изучите продвинутую дуговую сварку, сварку MIG и TIG; прецизионное измерение; чтение чертежей и зарисовки; производственные процессы; и металлургия.Программа Chemeketa включает в себя классные и лабораторные работы, а также совместную работу, которая принесет вам кредиты и деньги в колледже.
Что ты будешь делать?
Будучи студентом программы «Сварка», вы научитесь —
- Наладка и эксплуатация ручного и полуавтоматического сварочного и режущего оборудования, используемого в металлообрабатывающей промышленности
- Выполнение основных навыков компоновки и изготовления для производства сварных металлических деталей и изделий
- Чтение и интерпретация инженерных чертежей в соответствии со стандартами Американского общества сварки
- Использование процессов и процедур сварки
- Применять базовые знания металлургии в производственных процессах
- Выполнение основных настроек и операций для ручного обрабатывающего оборудования
- Проведение процедур планирования ручных фрезерных и токарных операций
- Выбрать инструменты и оборудование для измерения, изготовления и проверки сварных конструкций
- Выбор инструментов и оборудования для производства, измерения и проверки деталей для процессов ручного фрезерования и токарного станка
- Действовать как член команды и отрабатывать навыки, отражающие профессиональное и этическое поведение на рабочем месте
Выпускники со степенью сварщика или сертификатом могут в конечном итоге работать в сфере робототехники, автоспорта, военной поддержки, судостроения и ремонта, управления проектами, инспекций, инженерии, образования и продаж.
- УГОЛОВНАЯ ПРОВЕРКА И ТЕСТИРОВАНИЕ НАРКОТИКОВ
Хотя программа Chemeketa не требует проверки биографических данных или тестирования на наркотики, вы можете узнать, как будущие работодатели могут использовать эти процедуры. Будет ли вас нанят или продвинут на работу, может зависеть от информации, полученной при проверке биографических данных. Соискателей и действующих сотрудников, а также волонтеров могут попросить пройти проверку биографических данных.Для некоторых вакансий проверка требуется в соответствии с федеральным законодательством или законодательством штата. Текущий упор на безопасность и безопасность резко увеличил количество проводимых проверок данных о приеме на работу. Для получения дополнительной информации посетите сайт privacyrights.org.
Опции программы
- Ассоциированный специалист по сварочному производству со степенью доктора прикладных наук
Эта степень предназначена для тех, кто хочет получить технические знания и навыки, необходимые для работы в области сварки, производства и смежных профессий.
Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты.См. Последовательность курсов для получения дополнительной информации.
Набор в эту программу ограничен, и есть ранний срок подачи заявок.
- Свидетельство о завершении сварки
Этот сертификат подготовит вас к различным должностям в специализированных производственных и ремонтных мастерских.Выпускники могут найти работу сварщиками MIG, дуговой сваркой, кислородно-ацетиленовыми сварщиками, операторами полуавтоматического сварочного оборудования или сварщиками TIG.
Для получения дополнительной информации см.
Последовательность курса s .Набор в эту программу ограничен, и есть ранний срок подачи заявок.
- Свидетельство о карьере в области дуговой сварки
Сертификат «Дуговая сварка» сочетает в себе практическое обучение использованию сварочного оборудования SMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу обучения сварочного производства AAS и может служить первым шагом на пути к получению степени.
Для получения дополнительной информации см. Последовательность курсов .
- Сертификат карьеры сварщика MIG
Сертификат MIG Welding сочетает в себе практическое обучение использованию сварочного оборудования GMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу обучения сварочного производства AAS и может служить первым шагом на пути к получению степени.
Для получения дополнительной информации см. Последовательность курсов .
 Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты.
Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты. Последовательность курса s .
Последовательность курса s .
Свободные классы сварки: Зачет
- Предлагаются классы с открытой записью
Открытые классы не требуют подачи и приема на сварочную программу.См. Описание курса для получения дополнительной информации.
* Доступность класса может измениться в связи с зачислением и расписанием.
WLD059 Поделки из железа
2 кредита
ПРЕДЛАГАЕМЫЕ: лето, осень, зимаWLD151 Базовая дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: осеньWLD152 Промежуточная дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: зимаWLD153 Advanced Arc Welding
4 кредита
ПРЕДЛАГАЕТСЯ: пружинаWLD161 Basic MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: зимаWLD163 Advanced MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: пружина - Расписание занятий с открытой записью на зимний период 2021 года
Колледж продолжает работать удаленно, и мы не можем предложить кредитные классы с открытой записью ЗИМНИЙ СРОК 2021 года.
Проверьте расписание занятий в будущем; мы будем предлагать эти занятия снова как можно скорее.
Спасибо за терпение!
Открытые курсы по сварке: Некредитные
- Предлагаемые некредитные классы
Если вы новичок в сварке или хотите усовершенствовать свои навыки, у нас есть для вас занятия по сварке!
Приветствуются студенты всех уровней. Возраст от 16 лет и старше.
классов, предлагаемых каждый семестр ( при зачислении ). Классы встречаются одновременно.
Осень, зима, весна: в субботу утром, с 9:00 до полудня
Лето: по вторникам и четвергам вечером, с 18 до 21:00Список необходимых инструментов для каждого класса см.
В приведенном ниже списке инструментов и зубчатых колес .* Некредитные классы сварки не дают возможности пройти сертификационные испытания сварщика.Любые сертификационные испытания сварщиков AWS должны проводиться на частной испытательной базе.
Базовая дуговая сварка
Изучите основные принципы выполнения угловых сварных швов на низкоуглеродистой стали с использованием стандартных промышленных процедур, оборудования и электродов с использованием процесса дуговой сварки в защитных слоях металла (SMAW).Усовершенствованная дуговая сварка
Подготовка к сварке пластины или трубы в соответствии с процедурой кодового типа. Изучение ранее описанных процедур сварки применительно к сварке больших толщин с соединениями с разделкой кромок.Основы кислородно-ацетиленовой сварки
Основы кислородно-ацетиленовой сварки, включая пайку и резку.Основная дуговая сварка металла (MIG)
Знакомит с основными навыками полуавтоматической сварки металлов в среде инертного газа (MIG). Охватывает принципы, связанные с оборудованием, материалами и процедурами. В типичных промышленных применениях используется сплошная проволока и проволока с флюсовым сердечником.Основы дуговой сварки вольфрамовым электродом (TIG)
Основы процессов сварки вольфрамовым электродом в среде инертного газа (TIG), настройки и применения оборудования, а также развитие навыков сварки в инертном газе.Включает сварку нержавеющей стали и алюминия. - График некредитных занятий зимой 2021 года
Колледж продолжает работать удаленно, и мы не можем предлагать некредитные классы ЗИМНИЙ СРОК 2021 года.
Проверьте расписание занятий в будущем; мы будем предлагать эти занятия снова как можно скорее.
Спасибо за терпение!
Базовая дуговая сварка
CRN:
Идентификатор курса: XWLD9050A
Стоимость: 229 долларов СШАУсовершенствованная дуговая сварка
CRN:
Идентификатор курса: XWLD9050B
Стоимость: 229 долларов СШАОсновная кислородно-ацетиленовая сварка
CRN:
Идентификатор курса: XWLD9050C
Стоимость: 229 долларов СШАСварка MIG
CRN:
Идентификатор курса: XWLD9050F
Стоимость: 229 долларов СШАБазовая сварка TIG
CRN:
Идентификатор курса: XWLD9050G
Стоимость: 229 долларов США - Как записаться на некредитные занятия по сварке
* Допускается регистрация только для одного некредитного класса сварки за семестр.
Вариант 1. Онлайн
Вариант 2: Регистрационная форма
- Запросить регистрационную форму по электронной почте
Платеж:
- Перечень инструментов и приспособлений для некредитных классов сварки
Все классы:
- Кожаные перчатки
- Кожаная обувь
- Бленда с линзой # 10 (ARC, MIG, TIG)
- Защитные очки
- Дополнительная пластиковая крышка линз
- Беруши (рекомендуется, но не требуется)
- Что-то для заметок на
Классы ARC:
- Отбойный молоток
- Проволочная щетка
- (2) 11R тиски
- Калибры угловых швов (* Advanced ARC только при необходимости)
Класс MIG:
- Твеко. Контактные наконечники 035 и .045 (только # 14, 14H или 14T)
- Проволочная щетка
- Кусачки
- (2) 11r тисковые захваты
Класс оксиацетилена:
- Очиститель наконечников
- Плоскогубцы
- Нападающий
- Очки / очки / маска для лица, оттенок 4 или 5
- Тиски
Класс TIG:
- 3/32 2% торированный (радиоактивный), церированный или лантанированный (нерадиоактивный) вольфрам
- 3/32 чистый вольфрам
- 3/32 цанга
- Цанги 3/32
- Задняя крышка
- Газовые стаканы
- Плоскогубцы
- 2 зубные щетки из нержавеющей стали
* Все детали горелки должны подходить к горелке Weldcraft wp-20
Вопросы? Написать инструктору Терри[email protected]
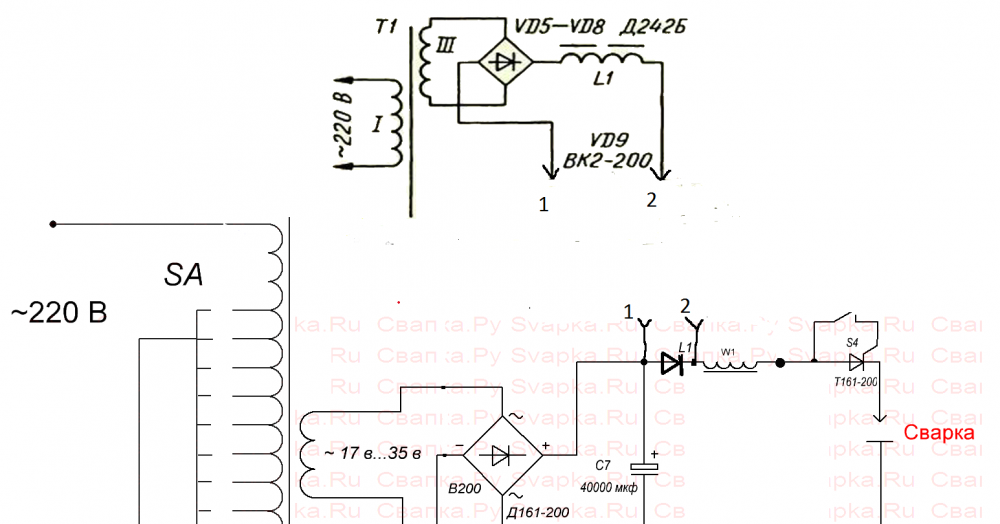

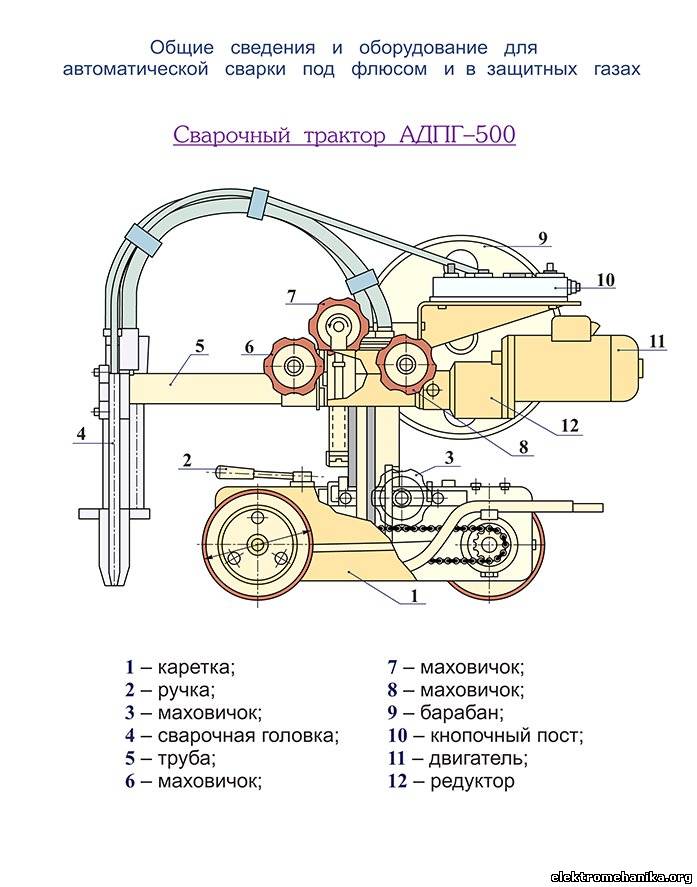
 Контактные наконечники 035 и .045 (только # 14, 14H или 14T)
Контактные наконечники 035 и .045 (только # 14, 14H или 14T)Классификация сварочных процессов: 7 типов
В этой статье освещаются семь основных типов сварочных процессов.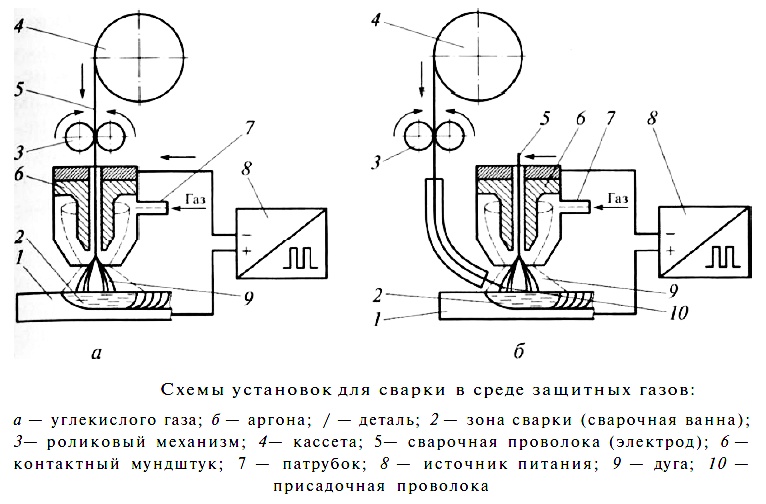 Типы: 1. Ручная сварка 2. Полуавтоматическая сварка 3. Автоматическая сварка 4.Автоматическая сварка 5. Адаптивное управление 6. Дистанционная сварка 7. Роботизированная сварка.
Типы: 1. Ручная сварка 2. Полуавтоматическая сварка 3. Автоматическая сварка 4.Автоматическая сварка 5. Адаптивное управление 6. Дистанционная сварка 7. Роботизированная сварка.
Это означает, что все восемь операций последовательности сварки выполняются вручную. Однако обратите внимание, что этап 4, который представляет собой «относительное движение между сварочной головкой и изделием», может включать в себя некоторую механическую помощь, такую как сварочный манипулятор, который перемещает деталь примерно с правильной скоростью для сварки.
Один из таких манипуляторов, называемый гравитационным двигателем, показан на рис.21.1, в котором сварщик наматывает груз, а затем контролирует скорость стола, удерживая край и позволяя ему проходить сквозь пальцы с желаемой скоростью, что позволяет ему выполнять более аккуратные, непрерывные сварные швы на круговых сварных швах в положении сварки вниз.
Ручная сварка наиболее популярна при сварке SMAW, GTAW, газокислородной и плазменной сварке.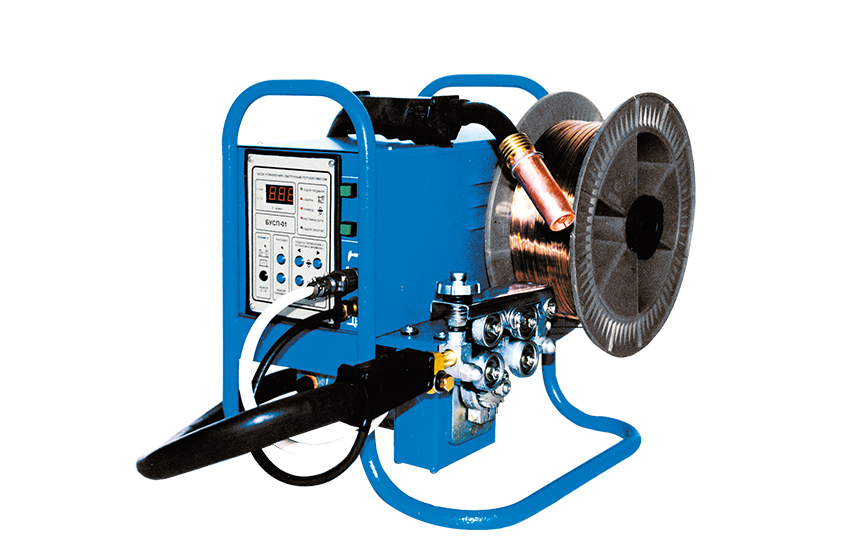
В этой системе этап 5, который представляет собой «управление параметрами сварки, такими как скорость подачи проволоки в GMAW или длительность тока при контактной сварке с помощью сварочного аппарата, осуществляется автоматически», но сварочные средства находятся в руках.Этап 4, то есть относительное движение между сварочной головкой и работой, обычно выполняется вручную, но можно использовать механические средства, такие как конвейерная лента или рабочий манипулятор. Таким образом, процесс GMAW можно использовать в сочетании с гравитационным двигателем для повышения качества и производительности сварки.
Различные операции на стадиях 3 и 6, то есть «запуск и остановка работы», могут выполняться последовательно автоматически с помощью одного двухпозиционного переключателя.
Полуавтоматическая сварочная система наиболее популярна с GMAW и FCAW.Хотя этот метод можно использовать с процессами GTAW, SAW и ESW, но он используется редко.
Это система, в которой, по крайней мере, этап 5, который представляет собой «управление параметрами сварки», и этап 4, т.е. «относительное движение между сварочной головкой и изделием», выполняются автоматически. Обычно один переключатель, работающий через устройство последовательности, управляет элементами управления мощностью и расходными материалами, такими как провод и газ.Это также может привести к автоматическому срабатыванию устройства для заполнения кратера, если оно установлено. На рис. 21.2 показана блок-схема типичной автоматической сварочной системы.
В автоматической системе сварки этапы 1, 2, 7 и 8 выполняются вручную или запускаются вручную. Согласно вышеизложенной логике, гравитационная сварка классифицируется как переносной автоматический метод сварки.
Автоматическая сварочная система наиболее популярна с процессами SAW и ESW. Он также в ограниченном объеме используется в процессах GTAW, GMAW, FCAW и плазменной сварки.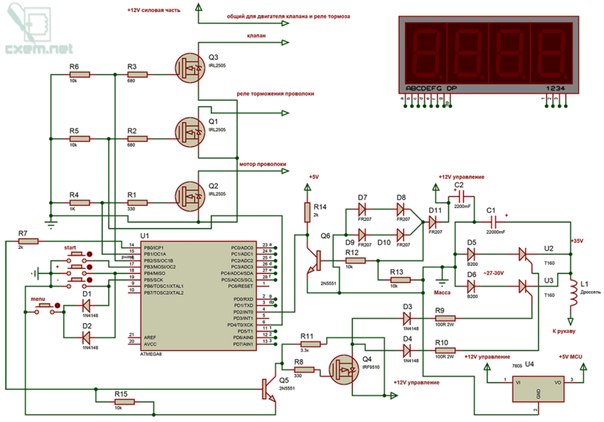
Автоматическая сварочная система выполняет все восемь этапов от сборки и передачи деталей на сварочную головку без регулировки органов управления сварщиком. Сварка, которая может быть завершена в один или несколько этапов, и окончательный выброс готового продукта выполняются механически без ручного вмешательства. Важным аспектом автоматизированной сварки является то, что оператору не нужно постоянно контролировать операцию.По сравнению с автоматической сваркой это увеличивает производительность, улучшает качество и снижает утомляемость оператора.
На рис. 21.3 показана принципиальная схема автоматизированной сварочной системы, в которой используются мини-компьютер, мульти-программатор и блок отслеживания мошенничества. Автоматические сварочные системы широко используются с процессами SAW, GMAW и FCAW. В ограниченной степени GTAW, PAW и ESW также используются в автоматических режимах.
Рис. 21.3 Принципиальная схема автоматизированной сварочной системы
Тип # 5. Адаптивное управление:В связи с более широким использованием автоматических и автоматических сварочных систем, крайне важно, чтобы сварочная головка двигалась точно по траектории соединения и обеспечивала сварные швы желаемых характеристик и качества. Обычно это делается с помощью устройств, называемых адаптивным управлением.
Адаптивное управление в сварочных системах, таким образом, преследует две цели, а именно: отслеживание мошенничества и контроль качества.
Существует несколько типов устройств для отслеживания шва.Самый простой из них показан на рис. 21.4. представляет собой механический толкатель, который использует подпружиненные колеса для физического следования стыковому шву. Эта система удовлетворительно работает на длинных горизонтальных или вертикальных путях, но может оказаться бесполезной для отслеживания швов по изогнутой траектории, как видно из двух положений этого типа трекера мошенничества, показанных на рис.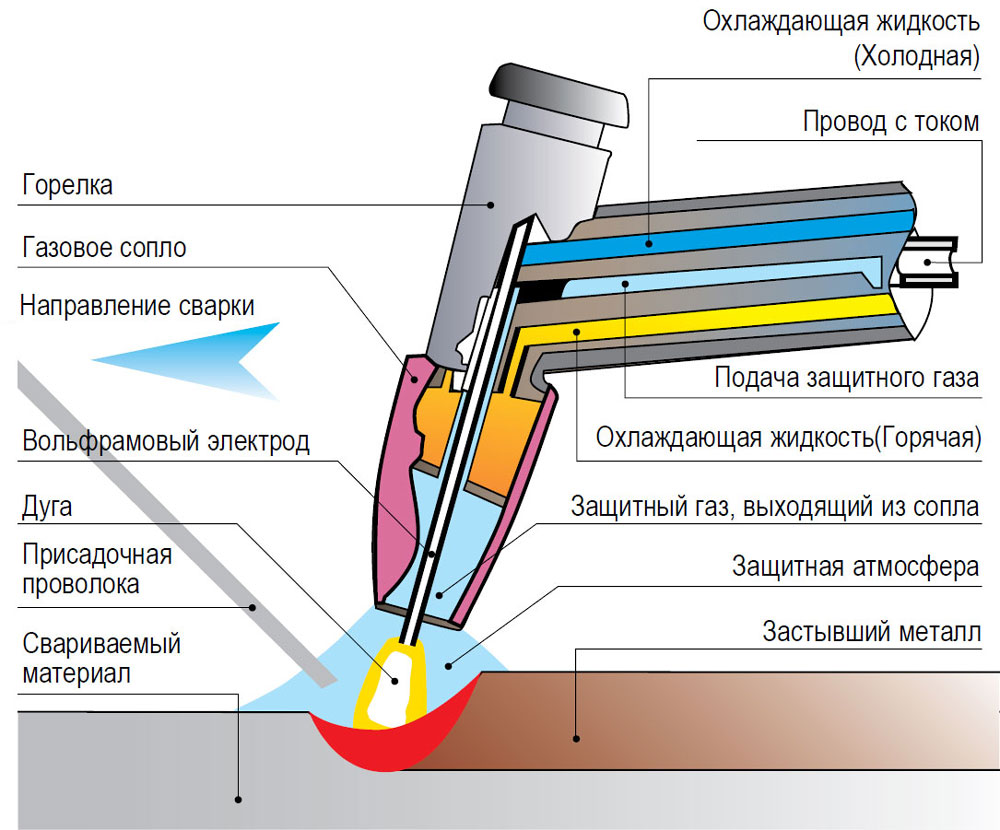 21.5.
21.5.
Другие системы отслеживания швов включают электромеханические устройства, в которых используются легкие электронные датчики.Однако их способность отслеживать многопроходные сварные швы и швы с квадратной канавкой ограничена. На них также отрицательно влияет высокая температура сварки.
Некоторые другие системы, используемые в процессе GTAW, основаны на обнаружении дуги с использованием управления напряжением дуги для поддержания пути. Более сложные версии отслеживания дугового шва используют механизм для колебания дуги и интерпретации изменений характеристик дуги для определения местоположения стыка. Такая система может быть желательной или нежелательной для конкретного процесса сварки и может быть ограничена в скорости движения из-за требований к колебаниям.
Безусловно, самые сложные системы отслеживания мошенничества относятся к оптическому типу, в которых используются видеокамеры, как показано на рис. 21.6, или другие устройства для получения двух- или трехмерного изображения сварного шва.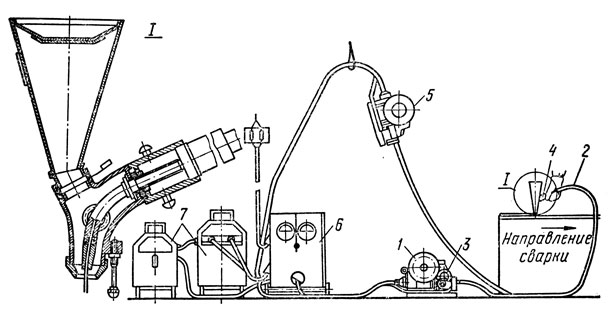 Эти изображения используются компьютерной системой, чтобы сварочная головка очень точно следовала траектории соединения.
Эти изображения используются компьютерной системой, чтобы сварочная головка очень точно следовала траектории соединения.
Оптическая система слежения за швом с использованием лазерного луча — это новейший метод достижения высокой точности при следовании заданной траектории сварки. Однако острые углы и эффект сварочного тепла и дыма по-прежнему создают проблемы, которые полностью не преодолены.
Адаптивное управление, используемое для контроля качества в процессе контактной сварки, позволяет продолжать процесс до тех пор, пока не будет сформирован крупинка нужного размера.
При использовании некоторой формы адаптивного управления слова «с отслеживанием мошенничества» или «с адаптивным управлением» должны быть добавлены к основному режиму процесса, например, «автоматическая сварка с отслеживанием мошенничества или точечная сварка сопротивлением с контролем качества в процессе. ‘.
Тип # 6. Дистанционная сварка: Дистанционная сварка и автоматическая сварка имеют много общего.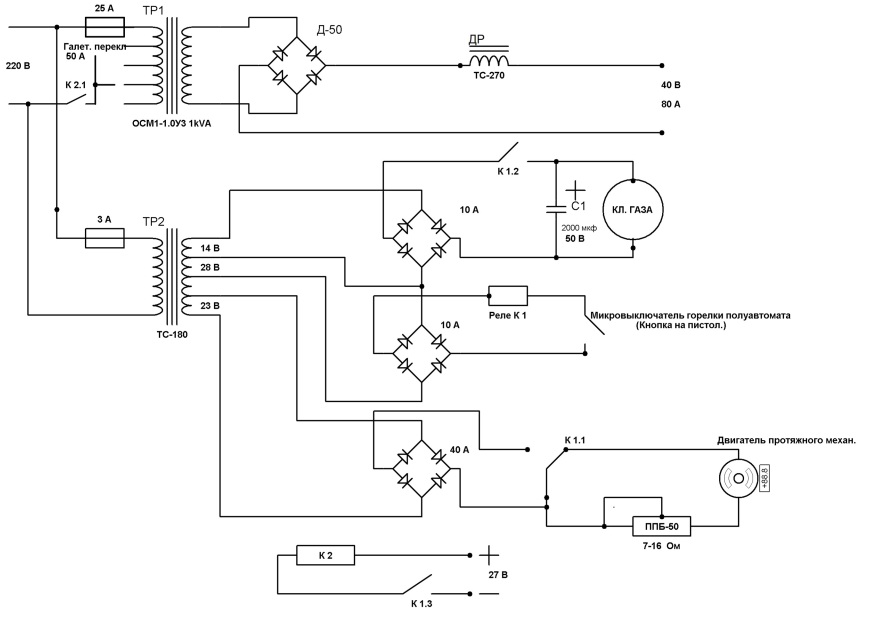 В обоих случаях сварка выполняется без непосредственного присутствия сварщика-человека. В случае автоматической сварки оператор может находиться всего в нескольких метрах от места проведения сварки, но сварщик также может находиться на расстоянии многих метров.
В обоих случаях сварка выполняется без непосредственного присутствия сварщика-человека. В случае автоматической сварки оператор может находиться всего в нескольких метрах от места проведения сварки, но сварщик также может находиться на расстоянии многих метров.
Это связано с тем, что во время работы не требуется контроль и регулировка. Во многих случаях сварочные операции выполняются за шторами, поэтому оператор не может даже видеть выполняемые операции или на него не влияет дуга.
Дистанционная сварка во многом похожа на автоматическую сварку тем, что сварщик не находится в месте сварки и может находиться на большом расстоянии от него. Однако разница в том, что автоматическая сварка обычно предназначена для выполнения одного и того же идентичного сварного шва раз за разом. Дистанционная сварка обычно включает операции технического обслуживания, при которых каждый сварной шов может отличаться от предыдущего.
Когда один и тот же сварной шов выполняется снова и снова, удаленная сварка становится похожей на автоматическую сварку. Дистанционная сварка становится все более широко используемой с увеличением числа атомных электростанций. Как правило, это выполняется там, где люди не могут присутствовать из-за враждебной атмосферы, например, там, где существует высокий уровень радиоактивности. Поэтому блоки технического обслуживания должны включать удаленные работы, включая сварку.
Дистанционная сварка становится все более широко используемой с увеличением числа атомных электростанций. Как правило, это выполняется там, где люди не могут присутствовать из-за враждебной атмосферы, например, там, где существует высокий уровень радиоактивности. Поэтому блоки технического обслуживания должны включать удаленные работы, включая сварку.
Некоторые из типичных применений дистанционной сварки включают запечатывание радиоактивных материалов в металлические контейнеры. Герметизация твэлов и стержней мишеней также выполняется в атомной промышленности дистанционной сваркой, как показано на рис.21.12.
Дистанционная сварка находит применение на некоторых предприятиях радиохимической обработки, где работают с высококоррозионными растворами. Это также делается вокруг ядерных реакторов, где условия эксплуатации требуют наивысшего качества сварки. Заглушка негерметичных трубок теплообменников на атомных электростанциях — еще одно применение удаленной сварки с использованием автоматической установки GTAW.
Сварные швы труб в радиоактивной атмосфере также выполняются дистанционно с помощью автоматических GTAW-головок.Выносные сварные швы в трубах и трубках выполняются так, как если бы они выполнялись на оборудовании в нормальных условиях.
Тип # 7. Роботизированная сварка: Роботизированная сварка в основном является частью автоматизированной сварочной системы, но рассматривается отдельно, потому что из всех технологий, доступных в настоящее время, роботы, возможно, являются наиболее интересными и, следовательно, нуждаются в особом справочнике по автоматизации сварки. Шарнирно-сочлененные роботы могут точно имитировать продуктивные действия человека в сварочной среде и в определенных пределах обеспечивают приемлемую альтернативу для выполнения многих монотонных и, следовательно, утомительных задач, которые в изобилии встречаются в промышленности.В этом контексте робот может быть экономичным решением многих задач дуговой сварки.
В простейшем случае робот — это манипулятор, который можно программировать по желанию. Манипулятор приводится в действие исполнительными механизмами, такими как электродвигатели, и управляется компьютером. Большинство сварочных роботов имеют пять или шесть осей, по которым они перемещаются. Некоторые из этих осей являются линейными, а другие — вращательными.
Комбинация линейных осей и осей вращения делает робота более или менее подходящим для конкретной задачи или ряда задач.Контроллер робота имеет память, в которой могут храниться программы, и эти программы можно воспроизводить по желанию. Таким образом, обучаемые программы могут быть записаны для использования в будущем. Поскольку роботы обладают такой гибкостью, они отличаются от фиксированной автоматизации, которая предназначена только для одной задачи. На рис. 21.13 показаны основные элементы роботизированной сварочной системы, использующей шарнирно-сочлененный робот.
Несомненно, роботы не могут выполнять всю работу, выполняемую в настоящее время людьми, и сомнительно, что они когда-нибудь будут.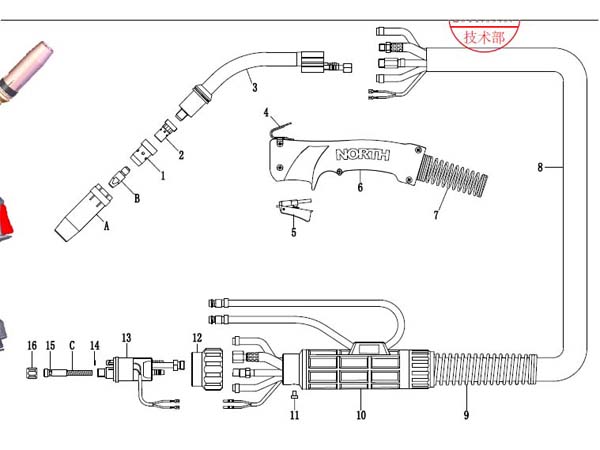 Там, где должны свариваться экзотические материалы или где доступ сильно ограничен, где допуски на предварительные сварочные процессы недостаточно легкие или когда компоненты не могут быть надлежащим образом зажаты во время сварки, возможности использования робота сокращаются.
Там, где должны свариваться экзотические материалы или где доступ сильно ограничен, где допуски на предварительные сварочные процессы недостаточно легкие или когда компоненты не могут быть надлежащим образом зажаты во время сварки, возможности использования робота сокращаются.
Несмотря на эти ограничения, существует множество приложений, в которых роботизированная система доказывает свою ценность, потому что сварка вряд ли может не стать областью роста, поскольку операция по своей природе трудоемкая, часто повторяющаяся и является экологически неприятным занятием, поэтому она требует навыки, которые довольно легко могут быть переданы роботу. Также случайно при сварке часто используется рабочий манипулятор, устройство, которое за счет собственных движений может упростить программу, которую необходимо обучить роботу, и может легко взаимодействовать с последним.
Таким образом, эффективная роботизированная сварка — это не только вопрос правильного взаимодействия между управляющей электроникой и сварочным комплексом, но также зависит от прецизионного, программируемого оборудования для обработки деталей, работающего в очень узких пределах.
Типы сварочных роботов:
В области сварки роботы были впервые представлены для точечной сварки в автомобильной промышленности, и они хорошо зарекомендовали себя в этой области. Однако в настоящее время основное внимание уделяется разработке сварочных роботов MIG.В последнее время были разработаны даже сварочные роботы TIG, потому что сварка TIG — это сложная, медленная и, следовательно, утомительная работа, при которой сварочная горелка должна оставаться в точном положении, а сварщик должен мириться с интенсивно пульсирующей дугой вольфрамового электрода.
В случае, если соединение требует присадочной проволоки, ситуация еще хуже, так как другая рука должна подавать проволоку под правильным углом и с такой же точностью. Когда заготовка имеет сложную форму с несколькими короткими соединениями под разными углами или в случае несимметричного соединения труб, подходящего оборудования до сих пор не было.Поскольку к сварке TIG прибегают только в том случае, если основной материал представляет собой специальный сплав или когда в процессе производства необходимо обеспечить полное проплавление без каких-либо сварочных дефектов, это обычное дело только для некоторых специальных применений.
Однако, поскольку он используется для изготовления критических соединений в таких отраслях, как авиастроение, производство пищевых продуктов, химическая промышленность, производство огнестрельного оружия и прецизионных инструментов, роботы для сварки TIG были разработаны для промышленного использования, в котором они работают. сварочной горелкой и подает присадочную проволоку в шов.На рис. 21.14 показаны основные элементы системы сварки TIG, использующей инфракрасный сканер для отслеживания шва.
Рис. 21.14 Робот-система для сварки TIG, использующая инфракрасный сканер для отслеживания мошенничества
Последней разработкой в индустрии сварочных роботов является внедрение робота, в котором используется лазерная система технического зрения для дуговой сварки, когда свариваемые детали имеют большие неровности. Такой робот может распознавать вариации и исправлять их, как это сделали бы люди в реальном времени.
Для эффективного использования сварочного робота важно следовать установленной процедуре, в противном случае это может привести к смещению дуги и, как следствие, низкому качеству сварных швов, как показано для стыковых и угловых швов на рис. 21.15 и 21.16 соответственно. Кроме того, неправильная процедура может повлечь за собой дополнительное перемещение заготовки, как показано на рис. 21.17, что приведет к задержке в производстве и увеличению стоимости продукта.
21.15 и 21.16 соответственно. Кроме того, неправильная процедура может повлечь за собой дополнительное перемещение заготовки, как показано на рис. 21.17, что приведет к задержке в производстве и увеличению стоимости продукта.
Меры предосторожности при использовании роботов :
Использование робота никоим образом не отменяет существующие требования безопасности к любой сварочной установке.Робот обязательно поможет, потому что его использование позволяет убрать людей из опасных или нездоровых ситуаций. Это не только улучшает трудовые отношения, но также может повысить производительность за счет устранения перерывов на отдых, которые часто требуются по закону в некоторых обстоятельствах.
Риск, который робот вносит в окружающую среду, лучше всего понять, если рассматривать робота как слепую, глухую и немую автоматизацию, которая будет реагировать только на сигналы, вводимые непосредственно в его мозг.Однако роботы могут точно подражать навыкам человека, но это только в том случае, если окружающая среда остается постоянной.
Самая большая сила робота в том, что он может игнорировать тепло, свет, излучение и т. Д. Его самая большая слабость в том, что он не имеет присущей нам реакции на окружающую среду. В свете этих фактов следует признать, что роботы и люди плохо сочетаются друг с другом и что пропуски должны выдаваться тем сотрудникам, которым разрешено контактировать с роботизированной системой.
Роботизированные системы представляют собой сложные взаимодействия компьютерной электроники, механических систем и систем управления. Они могут выйти из строя неожиданным образом, поэтому необходимо принять меры для защиты окружающих людей и процессов. Это называется отказоустойчивым. В аварийных ситуациях всегда должно быть предусмотрено ручное управление.
Приложения:
Роботы находят применение на работе, которая может быть опасной для человека, или на грязной или утомительной работе, где трудно поддерживать эффективность.Помимо снижения затрат за счет повышения производительности, другими преимуществами роботов являются постоянная точность, минимальные потери материалов, стабильная оплата труда, потому что отсутствие работы означает отсутствие оплаты, и, наконец, не будет проблемой нехватка квалифицированного персонала.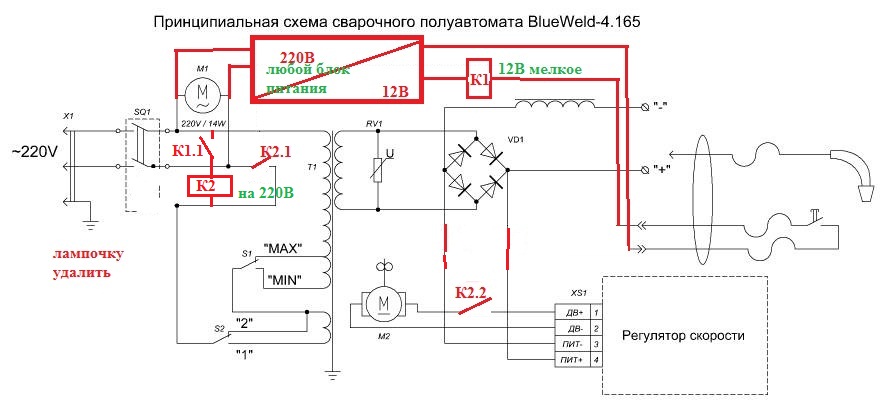
Теоретически робота можно использовать даже для разовой работы, но было бы явно напрасной тратой времени постоянно программировать робота, если задача может быть выполнена за одно и то же время традиционными методами. Однако, если это серийное производство и партия повторяется с любой регулярностью, например, еженедельно или ежемесячно, и если приспособления могут быть точно расположены после их использования для первого сварного шва, то использование робота может быть распределено по многим компонентам. .
Когда размер партии становится слишком большим, необходимо снова проверить робота, чтобы выяснить, не может ли стационарная автоматизация быть лучшим предложением. В этих обстоятельствах роботы могут быть оправданы, если партия будет меняться каждый год, так что затраты на переоснащение могут быть ограничены.
Размер сварной конструкции обычно не вызывает затруднений в обращении при условии обеспечения доступа. С другой стороны, толщина свариваемого материала накладывает множество ограничений, например, когда металл становится очень тонким, скажем, менее 1 мм, сварка становится все более и более критичной.
Сварной шов должен быть уложен очень быстро, чтобы избежать прожога », а сварная деталь может сильно деформироваться во время сварки. Эти нежелательные условия не подходят роботу, который в основном ожидает относительно стабильного набора условий сварки. При возникновении трудностей иногда возможно либо перепроектировать продукт, либо перепланировать работу в соответствии с требованиями робота. Следовательно, использование сварочного робота, вероятно, также будет стимулировать изменения в конструкции продукта, чтобы облегчить доступ к стыкам, и из-за улучшенного качества поверхности сварного шва можно указать больше внешних сварных швов.
Робот стоит :
Стоимость роботизированной системы для дуговой сварки может варьироваться от 25 лакхов до 30 рупий. Ожидается, что срок службы роботизированной системы дуговой сварки составляет от 10 до 20 лет. Если система стареет, она, вероятно, устареет и будет относительно неэффективной. Кроме того, неразумно ожидать, что поставщики роботов будут хранить запасные части для роботов каждой модели на неопределенный срок.
Ожидается, что с точки зрения производительности роботы увеличат производительность на 200–300 процентов по сравнению с лучшей ручной производительностью.
В нормальных условиях робот окупится в течение 2–3 лет. Затраты на техническое обслуживание сравнительно низкие, и в среднем робот работает около 500 часов или около 3 месяцев рабочего времени между поломками.
Преимущества сварки MIG / Блог RodOvens.com
Эта запись была опубликована 28 марта 2015 г. автором admin.
В этой статье описывается основной процесс и оборудование, используемое для газовой дуговой сварки (сварка GMAW MIG).
Газовая дуговая сварка металлическим электродом (GMAW или MIG) — это процесс электродуговой сварки, в котором используется катушка с непрерывно подаваемой проволокой.Его можно использовать для соединения длинных отрезков металла без остановки. Сварочный аппарат или устройство удерживает механизм подачи проволоки, а проволочный электрод подается в сварной шов с контролируемой скоростью, в то время как покров из инертного газа аргона защищает зону сварки от атмосферного загрязнения. Защита дуги и сварочной ванны осуществляется «извне» путем подачи газа или газовой смеси.
Защита дуги и сварочной ванны осуществляется «извне» путем подачи газа или газовой смеси.
MIG можно использовать для сталей любой толщины, алюминия, никеля и даже нержавеющей стали и т. Д. Однако чаще всего она используется на производстве и в промышленных условиях.
Преимущества сварки MIG:
- Высокая качественные сварные швы можно производить намного быстрее
- Так как не используется флюс, нет шансов на улавливание шлака в сварном шве металл, обеспечивающий высокое качество сварных швов
- газовый экран защищает дугу, поэтому потери легирующих элементов очень малы. При сварке образуется лишь незначительное количество брызг
- MIG Сварка универсальна и может использоваться с широким спектром металлов и сплавов
- Процесс MIG может осуществляться несколькими способами, включая полуавтоматический и полностью автоматический
Два недостатка:
- Сварку MIG нельзя использовать в вертикальном или потолочном сварочном положении, потому что высокой теплоотдачи и текучести сварочной ванны
- оборудование сложное.

Оборудование для сварки MIG состоит из сварочной горелки, источника питания, источника защитного газа и системы подачи проволоки, которая вытягивает проволочный электрод из катушки и проталкивает его через сварочную горелку. Для сварочного пистолета с водяным охлаждением может потребоваться источник охлаждающей воды. Существуют также стержневые печи Mig для правильного хранения электродов.
Для большинства сварочных операций MIG требуется постоянный ток с обратной полярностью. Этот тип электрического соединения обеспечивает стабильную дугу, помогает сгладить перенос металла, имеет относительно низкие потери от разбрызгивания и дает хорошие характеристики сварного шва.Прямая полярность постоянного тока (отрицательный электрод) используется редко, поскольку дуга может стать нестабильной и неустойчивой, даже если скорость плавления электрода выше.
Переменный ток не нашел коммерческого применения при сварке MIG, потому что дуга гаснет в течение каждого полупериода, поскольку ток уменьшается до нуля, и она может не загореться повторно, если катод достаточно охладится.
MIG доступны для ручного управления, полуавтоматической сварки, а также для машинной или автоматической сварки.Поскольку электрод подается непрерывно, сварочная горелка должна иметь скользящий электрический контакт для передачи сварочного тока на электрод. Пистолет также должен иметь газовый канал и сопло, чтобы направлять защитный газ вокруг дуги и расплавленной сварочной ванны. Электрический переключатель используется для включения и выключения сварочного тока, подачи электродов и подачи защитного газа.
Процесс орбитальной сварки: обзор
Перед началом процесса орбитальной сварки необходимо принять во внимание несколько переменных, например выбор материала и подготовку, необходимую для получения точного шва.Технические характеристики зависят от отрасли и области применения.
Оборудование
Источник питания и контроллер являются основным оборудованием, используемым в процессе орбитальной сварки; в зависимости от применения к сварочной головке подключается механизм подачи проволоки.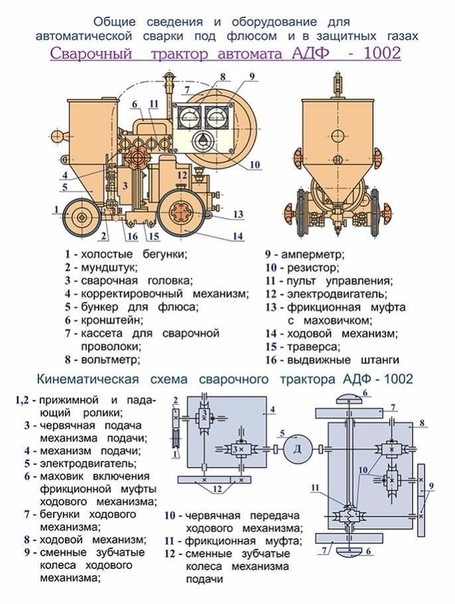 Поскольку орбитальная сварка связана с экстремальными тепловыми условиями, может потребоваться система охлаждения, чтобы избежать повреждения сварочного оборудования. Перед началом проекта необходимо учесть такие переменные, как длина дуги, сварочный ток, скорость, основной материал, защитный газ, наполнитель (при необходимости) и инертный защитный газ.
Поскольку орбитальная сварка связана с экстремальными тепловыми условиями, может потребоваться система охлаждения, чтобы избежать повреждения сварочного оборудования. Перед началом проекта необходимо учесть такие переменные, как длина дуги, сварочный ток, скорость, основной материал, защитный газ, наполнитель (при необходимости) и инертный защитный газ.
Эти факторы будут определять точность конечного результата, и параметры, возможно, придется изменить в зависимости от отдельных сварных швов, которые необходимо выполнить.
Существуют разные виды орбитальной сварки. Орбитальная сварка плавлением, называемая автоматической GTAW (газо-вольфрамовая дуговая сварка), потому что программа сварки и процесс сварки заданы заранее, и после того, как сварщик нажимает кнопку пуска, вы не можете изменить настройки сварки во время сварки.
Этот процесс обычно используется для трубных систем и систем труб с тонкими стенками, которые могут быть сплавлены вместе, где материал контролируется достаточно хорошо, чтобы обеспечить повторяемость сварного шва. Другие трубы с более толстыми стенками, материалы, требующие присадочного материала, и материалы, которые не обрабатываются для сварки, могут нуждаться в орбитальной сварке с использованием полуавтоматического процесса сварки.
Другие трубы с более толстыми стенками, материалы, требующие присадочного материала, и материалы, которые не обрабатываются для сварки, могут нуждаться в орбитальной сварке с использованием полуавтоматического процесса сварки.
Этот процесс аналогичен автоматическому процессу, когда оператор сварочного шва по-прежнему готовит базовую программу сварки, но имеет возможность изменять все параметры сварного шва во время процесса сварки. Оператор может изменять подвод тепла, скорость движения, колебания вольфрама, направление сварки и другие параметры
Связаться с системами высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
Факторы, которые следует учитывать
Автоматическая орбитальная сварка GTA (газовая вольфрамовая дуга) может быть повторена, если установлены правильные параметры. Поскольку стабильность важна, особенно в некоторых промышленных применениях, опытный оператор должен следить за всеми трубами или трубами, которые подверглись процессу орбитальной сварки, чтобы гарантировать согласованность всех готовых сварных швов.
- Техническое обслуживание — Обязательно подумайте о техническом обслуживании и сохранении сварочной головки.Эта часть механизма обнажена и может обгореть от неправильного использования. Если эта часть оборудования выйдет из строя, это может сильно повлиять на производство сварных швов, вызывая короткое замыкание оборудования. Поэтому обязательно регулярно очищать сварочную головку.
- Материал трубок — Правильный выбор материала является ключевым при выборе высококачественных трубок. Специализированные производители могут предоставить стальные трубы или фитинги с правильным составом материалов, которые подходят для использования в процессе орбитальной сварки.Отсутствие надлежащего материала может увеличить риск брака свариваемых швов или коррозии готового продукта.
- Аргон — Чистый аргон является наиболее распространенным инертным газом, используемым для защиты и защиты сварного шва. Влага и кислород никогда не должны смешиваться с аргоном, так как они могут загрязнить сварочный процесс.
 Влага и кислород никогда не должны смешиваться с аргоном, так как они могут загрязнить сварочный процесс.
Влага и кислород никогда не должны смешиваться с аргоном, так как они могут загрязнить сварочный процесс.Испытания перед сваркой
Чтобы проверить основной механизм оборудования для орбитальной сварки, необходимо сначала поэкспериментировать со сварочным купоном.Перед фактическим производством сварного шва готовятся сварочные образцы для корректировки переменных или параметров по мере необходимости. Испытанные образцы необходимо проверить изнутри наружу, чтобы убедиться, что сварной шов полностью проплавлен и имеется приемлемый колпачок на внешней стороне сварного шва.
Орбитальная сварка обычно применяется к трубам, а не к трубам, и считается стандартом для соединения труб, которые используются в газовых и жидкостных системах в полупроводниковой и фармацевтической промышленности. Эти чувствительные отрасли промышленности требуют чрезвычайно точного стандарта сварки, поскольку их системы должны быть герметичными и без трещин, чтобы исключить любые области захвата на внутреннем диаметре сварного соединения, чтобы избежать опасных загрязнений.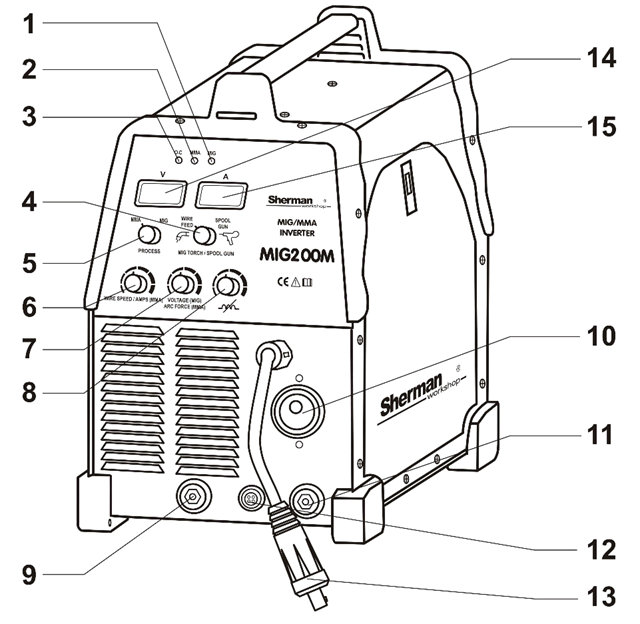
Оптимизация процесса орбитальной сварки за счет подготовки и тщательного рассмотрения перед фактическим сварным швом снизит общие затраты, ускорит производство и уменьшит потребность в браковке и ремонте сварных швов, обеспечивая при этом оптимальное качество и надежность.
Связаться с системами высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
Single Hand Welder
ICS — ведущий подрядчик генерального инжиниринга, специализирующийся на восстановлении окружающей среды, тяжелой промышленности и сложных наземных и подземных проектах в Калифорнии. Ищете новую возможность для сварки ? Не смотрите дальше!
- Работать без наркотиков, включая лекарства, которые могут повлиять на производительность и безопасность работы
- Сварка компонентов в плоском, вертикальном и потолочном положениях
- Зажигает горелки или включает источники питания и зажигает дугу, касаясь электродами свариваемых металлов, замыкая электрические цепи
- Зажимы, держатели, прихваточные швы, гнутье нагреванием, шлифовать или болты для получения необходимых конфигураций и положений для сварки
- Управляет ручным или полуавтоматическим сварочным оборудованием для плавления металлических сегментов с использованием таких процессов, как газовая дуга вольфрама, металлическая дуга и порошковая дуга, плазменная дуга и дуга в защитном металлическом корпусе, контактная сварка и сварка под флюсом.
- Контролирует процессы подгонки, обжига и сварки, чтобы избежать перегрева деталей, которые могут вызвать коробление, усадку, деформацию или расширение материалов
- Осматривает детали на предмет дефектов и измеряет детали с помощью линейок или шаблонов для обеспечения соответствия спецификациям
- Распознает, настраивает и использует ручной и электроинструмент, распространенный в сварочной отрасли, такой как оборудование для дуговой сварки в среде защитного металла и газовой дуговой сварки.
- Компоновка, расположение, выравнивание и закрепление деталей и узлов перед сборкой с помощью линейки, комбинированных угольников, штангенциркуля и линейки
- Выполняет текущее обслуживание оборудования
- Обнаруживает неисправную работу оборудования или дефектных материалов и уведомляет диспетчера
- Выявление угроз безопасности и сигналов тревоги
- Посещать ежедневные собрания по безопасности
- Все прочие обязанности, назначенные руководителем экипажа и / или бригадиром

Знания, навыки и способности:
- Прочтите, поговорите и поймите инструкции по технике безопасности, правила и нормы на английском языке
- Специалист в области сварки SMAW, GTAW и GMAW
- Знание машин и инструментов, включая их конструкцию, использование, ремонт и техническое обслуживание
- Знание сварочных символов
- Знание методов проектирования, инструментов и принципов, используемых при производстве точных технических планов, чертежей, чертежей и моделей
- Умение использовать математику для решения задач, относящихся к функциям сварки
- Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь
- Возможность определения подходящего инструмента (ов) для работы
- Умение читать и понимать сварочные чертежи
- Способность следовать устным инструкциям и передавать словесную информацию в понятной форме
- Умение работать самостоятельно
- Быть доступным для работы по вечерам, ночам и в выходные дни без предварительного уведомления
- Носить и использовать правильно подогнанное защитное снаряжение, в том числе средства защиты органов дыхания
- Может работать на высоте с защитой от падения
- Возможность многократно преодолевать лестницы
Образование и квалификация:
- Окончание колледжа, профессионального или технического обучения или любое эквивалентное сочетание образования и опыта. От трех до пяти лет опыта в тяжелой промышленности предпочтительно
- Сильные практические знания техники безопасности на стройплощадке
- 40 часов HAZWOPER или 8 часов переподготовки требуется
- Диплом средней школы или GED
Особые требования:
- Сертификация AWS
- Сертификация AWSE очень желательна
- Должен демонстрировать хорошую координацию рук и глаз и ловкость рук
Физические потребности:
Выполняя свои обязанности на этой работе, сотрудник должен регулярно разговаривать или слышать.Должен быть способен поднимать и переносить 45 фунтов. без посторонней помощи и перемещаться по местности. Выполните задачи по настройке и очистке на рабочем месте. Сотруднику часто приходится стоять и ходить в течение длительного времени. От сотрудника требуется использовать руки и пальцы, ручку или наощупь; дотянуться руками и руками; лазить или балансировать; и наклоняться, становиться на колени, приседать или ползать.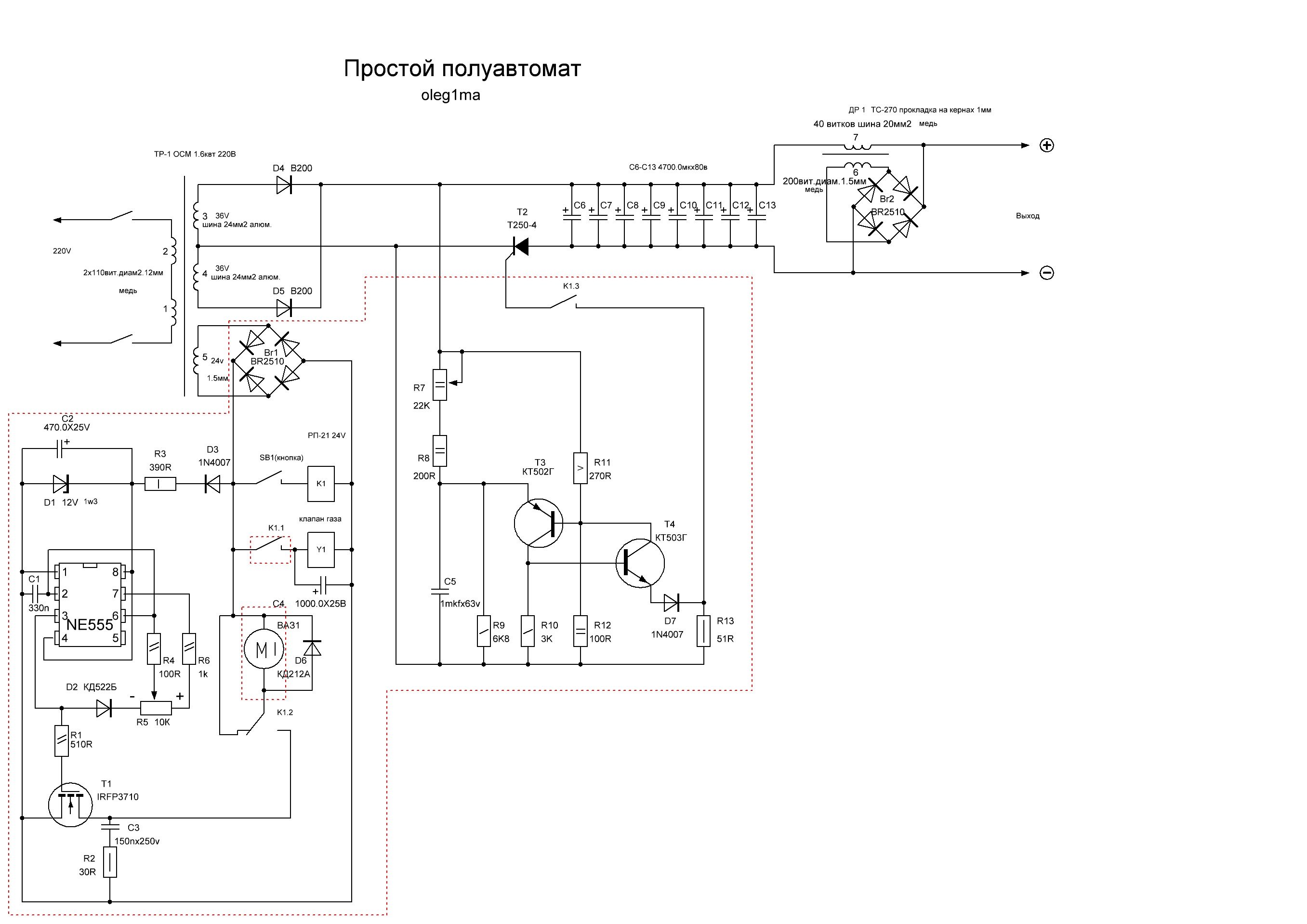 Специфические способности зрения, необходимые для этой работы, включают близкое зрение, цветовое зрение и способность регулировать фокус.
Специфические способности зрения, необходимые для этой работы, включают близкое зрение, цветовое зрение и способность регулировать фокус.
Условия труда:
Характеристики рабочей среды, описанные здесь, являются репрезентативными для тех, с которыми сталкивается сотрудник при выполнении основных функций этой работы.Могут быть сделаны разумные приспособления, позволяющие инвалидам выполнять основные функции.
Основные функции этой работы работник выполняет на открытом воздухе. Сотрудник должен быть готов работать на открытом воздухе в любых погодных условиях, подвергаясь потенциально опасным условиям и потенциально громкому или умеренному уровню шума.
*** ПОЖАЛУЙСТА, НИКАКИХ ВНЕШНИХ РЕКРУТЕРОВ ***
.