Сварочный полуавтомат сделать самому своими руками: детали и схема сборки
Сварочный полуавтомат в руках человека, который умеет пользоваться техникой, является многофункциональным и полезным устройством. Благодаря ему рачительный хозяин загородного участка всегда может изготавливать различные металлические конструкции, а также заниматься мелким ремонтом автомобилей, не прибегая к посторонней помощи.
Конечно, можно приобрести агрегат для сварки в торговой сети, благо в настоящее время промышленность предлагает огромное количество моделей, но это может серьезно ударить по семейному бюджету. Поэтому народные умельцы, отыскав необходимые детали и схему сборки, сварочный полуавтомат стараются сделать своими руками.
В принципе, сама схема такого устройства особой сложностью не отличается. Обладая небольшими знаниями по электротехнике и умением проводить слесарные работы, можно смело приступать к изготовлению сварочного полуавтомата самостоятельно.
Особенности сварки
Традиционный сварочный аппарат представляет собой трансформатор, который имеет вторичную обмотку высокой мощности. Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
А объясняется это очень просто: детали из цветных металлов и сплавов на открытом воздухе очень быстро окисляются, поэтому соединения их не происходит. Для защиты шва приходится в зону сварки подавать элементы, способные ограничить доступ кислорода.
Наиболее качественно такую работу можно произвести самодельными сварочными полуавтоматами, которые по типу защиты делятся на такие виды:
- Сварка происходит под защитой флюсом.
- Соединение образуется в атмосфере инертного газа.
- Процесс стыковки происходит с использованием электродной порошковой проволоки.
Главным условием прочного и качественного соединения является стабильное горение дуги, которое достигается применением постоянного тока.
Устройство самодельного аппарата
Принцип действия полуавтомата для сварки основан на преобразовании электрического тока переменной частоты в постоянный ток. Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Эти операции осуществляются следующими основными узлами, изготовленного своими руками сварочного полуавтомата:
- Инверторного устройства.
- Блока подачи сварочной проволоки.
- Комплекта аппаратуры защитного газа.
Несмотря на кажущуюся сложность принципиальной схемы сварочного полуавтомата, изготовить его не сложно человеку, который знаком с принципами электротехники.
Изготовление самодельного приспособления
Начинать работу по устройству сварочного полуавтомата своими руками рекомендуется с планирования расположения основных узлов агрегата. В первую очередь необходимо тщательно продумать, из чего сделать внешний корпус агрегата. Он должен быть вместительным, легко открываться и закрываться для очистки, а также, что немаловажно, иметь небольшой вес.
Наиболее оптимальным вариантом считается применение для этих целей корпуса от старого системного блока персонального компьютера. Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Также в таком самодельном сварочном полуавтомате из компьютера уже существует встроенный блок питания с напряжением 12 В, которое необходимо для питания системы подачи проволоки. Если все же не удалось найти системный блок, то для внешнего корпуса вполне подойдет металлический короб соответствующего размера.
Проволоку для сварки лучше применять в стандартных бобинах весом 5 кг, так как их внутренний диаметр хорошо согласуется с полиэтиленовой трубой, используемой для оси вращения.
Проанализировав и скомпоновав элементы для изготовления сварочного полуавтомата своими руками, приступаем к переделке необходимых узлов.
Основные узлы, необходимые для аппарата
Конечно, перед тем как сделать сварочный полуавтомат, нужно заранее подготовить необходимые составляющие части этого устройства. Для этих целей нужно подготовить:
- Устройство, которое будет формировать рабочий ток 150 А – инвертор.
 Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи. - Электротехнический узел, который необходим для управления агрегатом.
- Горелки специального назначения.
- Рукав для сварочного полуавтомата необходимый для подачи защитного газа к месту сварки.
- Узел для подачи сварочной проволоки.
- Бобину с проволокой.
 Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.Учитывая, что все оборудование имеет большой вес, многие сварщики рекомендуют смастерить своими руками тележку для сварочного полуавтомата.
Изготовление трансформатора
Для сварочного полуавтомата по многим техническим параметрам подходит трансформатор от микроволновой печи. Это изделие представляет собой две катушки с медным проводом. Первичная обмотка трансформатора остается неизменной.
Все операции по переоборудованию сварочного трансформатора для полуавтомата будут производиться на вторичной обмотке. Для уменьшения рабочего напряжения и увеличения выходной силы тока необходимо перемотать вторичную обмотку. При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
Работы по перемотке необходимо выполнять с особой осторожностью, чтобы не повредить изоляцию проводников.
Для получения стабильного напряжения на выходе электрическая схема питающего блока также включает в себя выпрямительный мост, конденсатор и дроссель. Применение конденсатора необходимо для сглаживания пульсации напряжения на выходе выпрямителя. Дроссель служит для стабильного поддержания заданного уровня рабочего напряжения.
Газовая горелка
Применение этого устройства обусловлено необходимостью подачи защитного газа к месту образования сварного шва. Чаще всего это приспособление приобретается в торговой сети, так как самостоятельно изготовить его очень сложно, тем более что для сделанного сварочного полуавтомата своими руками применение дорогостоящих моделей не обязательно.
Слишком жесткий шланг значительно затрудняет работу с оборудованием, в то время как мягкий способен к перегибам Поэтому особое внимание следует уделить качеству рукава для сварочного полуавтомата. Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Механизм подачи проволоки
Основным условием создания качественного сварного шва является равномерная и непрерывная подача проволоки к месту сварки. Для этих целей самодельный сварочный полуавтомат оборудуется системой подачи проволоки.
Для изготовления подающего узла понадобятся:
- Два подшипника, один из которых делается прижимным (регулируемым).
- Прижимная пружина.
- Направляющий ролик.
- Электродвигатель для вращения вала.
- Система крепления механизма.
Питание электродвигателя осуществляется от встроенного источника питания, который расположен в системном блоке. Если корпус собран из отдельного устройства, необходимо собрать автономную схему питания.
Этапы сборки механизма:
- На специальной металлической пластине сверлим отверстия для установки подшипников, а также вала электродвигателя.
- Прикрепляется электрический мотор на обратной стороне пластины.
- На ведущий вал устанавливается направляющий ролик.
- Закрепляются подшипники в верхней и нижней частях.
Устройство системы охлаждения
При эксплуатации сварочного полуавтомата происходит нагрев вторичной обмотки трансформатора. Поэтому возникает необходимость охлаждения агрегата. Для этих целей нужно установить на боковые стороны корпуса вентиляторы. Они устанавливаются напротив трансформатора, при этом должны быть настроены на вытяжку нагретого воздуха.
Для улучшения циркуляции воздуха необходимо просверлить в кожухе 20–50 отверстий диаметром около 5 мм.
Помните, что качественное и эффективное охлаждение электрической части сварочного оборудования положительно влияет на его производительность.
Дополнительное оборудование
Баллон для защитного газа принято приобретать стандартного типа, ведь при работе с газовыми смесями зачастую на первое место выходят показатели мер безопасности оборудования.
Использование углекислоты для защиты места сварки позволяет применять в качестве баллонов емкости огнетушителей. При этом все же придется установить специальный переходник для подключения редуктора.
Для повышения мобильности работы сварочные полуавтоматы для дачи и загородных участков оборудуются специальными тележками. Можно приобрести готовые заводские изделия, но опытные мастера предпочитают делать тележки самостоятельно.
Конструкцию этого приспособления каждый специалист может разработать своими руками. Материалы также могут быть различного типа (швеллер, труба круглая или профильная).
Некоторые особенности эксплуатации
Сварочное полуавтоматическое оборудование, изготовленное своими руками, требует определенного отношения к его эффективной эксплуатации. Помните, что самодельный аппарат не подходит для профессиональной деятельности.
Обязательно необходимо производить минимум один раз в 3–6 месяцев полную очистку оборудования от грязи и пыли. При повышенной эксплуатации эту операцию можно осуществлять чаще. Опытные сварщики рекомендуют очищать оборудование после каждого его применения.
При повышенной эксплуатации эту операцию можно осуществлять чаще. Опытные сварщики рекомендуют очищать оборудование после каждого его применения.
Конечно, современная промышленность выпускает широкий ряд моделей сварочных полуавтоматов, но каждый рачительный хозяин предпочитает изготовить это приспособление самостоятельно. Это не только экономия средств, но и возможность сделать агрегат, отвечающий требованиям мастера.
Схема подключения сварочного аппарата
Электрика своими руками
Не торопясь, собираем сварочный полуавтомат своими руками. Часть 2 – основная схема аппарата
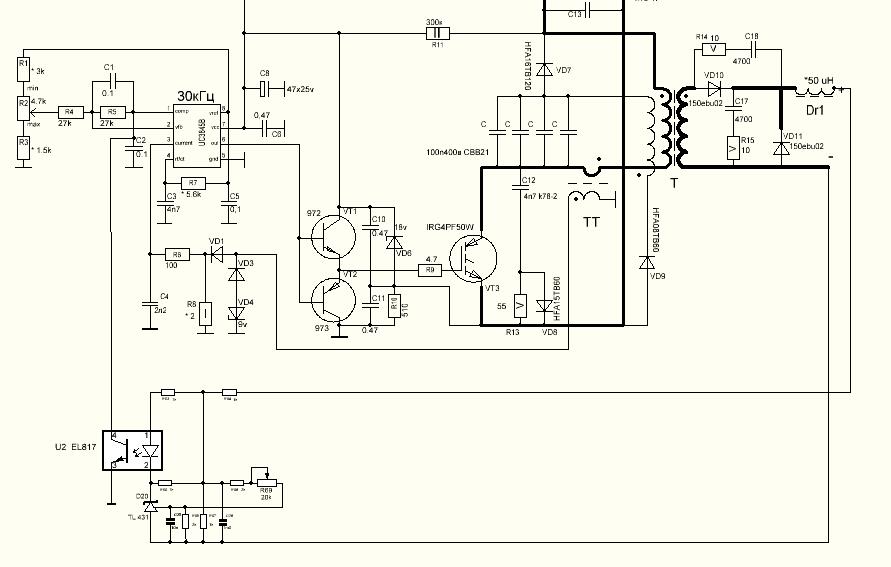
В основу силовой части нашего самодельного сварочного полуавтомата инверторного типа взята схема асимметричного моста, или как его еще называют, “косой мост”. Это однотактный прямоходовый преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”. Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Блок-схема прямоходового преобразователя “косой мост”
Блок схема такого аппарата показана на рисунке:
Транзисторы силовые VT1 и VT2 работают в одной фазе, т.е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току.
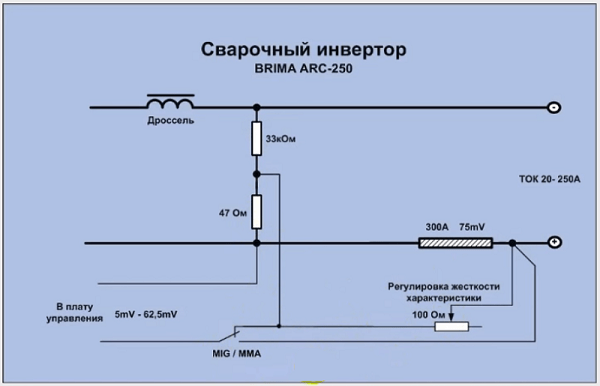
Описание схемы инвертора
Полуавтомат сварочный инверторный, работающий в режимах ММА (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
Схема сварочного полуавтомата запитывается от двух источников – силового +300V и маломощного +16V.
Плата управления
На плате управления установлены следующие узлы инвертора: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, узел управления реле, блок термозащиты, блок “антистик”.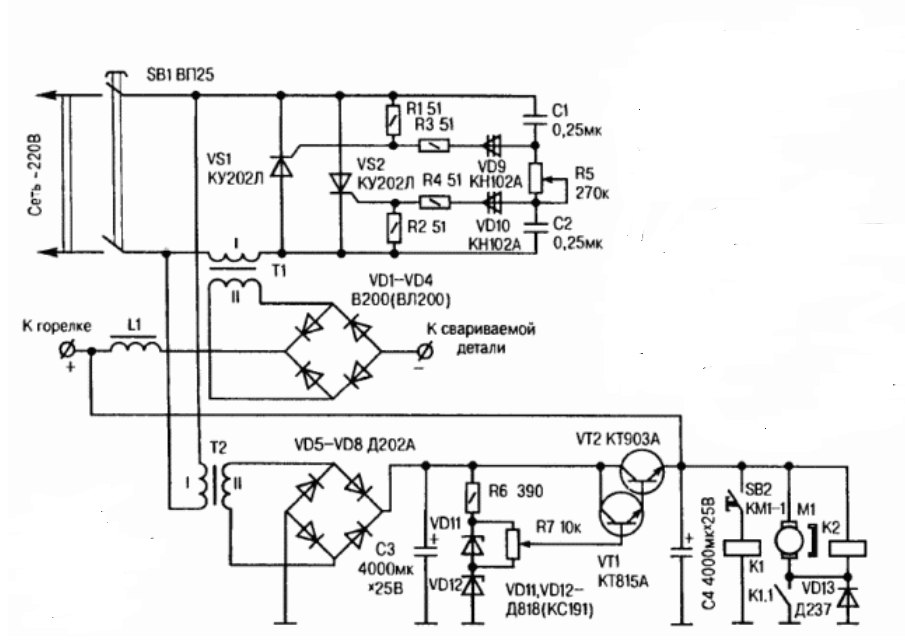
Задающий генератор
Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800/(R*C))/2, где R и С в килоомах и нанофарадах, частота в килогерцах. В данной схеме частота составляет 49КГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = t/T. Он не может быть более 50%, и на практике составляет 44-48%. Зависит он от соотношения номиналов С10 и R19. Если конденсатор брать как можно меньше, а резистор – как можно больше, то Кзап будет близок к 50%.
Сформированные ЗГ импульсы подаются на ключ VT5, работающий на трансформатор гальванической развязки T1 (ТГР), намотанный на сердечник EE25, применяемый в электронных блоках запуска люминесцентных ламп (электронных балластах). Все обмотки удаляются и наматываются новые согласно схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Обратная связь по току
Как упоминалось ранее, для дуговой сварки важно стабильный ток на выходе, для полуавтоматической – неизменное напряжение. На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует ОС по напряжению, для этого в режиме MAG переключателем S1.1 напряжение с выхода устройства подается на узел регулировки выходного напряжения, собранного на элементах R55, D18, U2. Мощный резистор К50 задает начальный ток. А контактами S1.2 ключ на транзисторе VT1 закорачивает на максимум тока регулятор R2, и ключ VT3 отключает режим “антистик” (отключение ЗГ при залипании электрода).
Документация на управляемый стабилитрон KA431
Документация на оптрон EL817
Блок термозащиты
Самодельный сварочный полуавтомат имеет в составе схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7. Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Узел управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561ЛН2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии на кнопку сразу включается реле клапана газа, примерно через секунду транзистор VT17 позволяет запуститься генератору и одновременно включается реле протяжного механизма.
Непосредственно реле, управляющие “протяжкой” и клапаном газа, а также вентиляторы питаются от стабилизатора на МС7812, смонтированном на плате управления.
Силовой блок на транзисторах HGTG30N60A4
C выхода ТГР импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, подаются на силовые ключи VT11, МЕ12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены “снабберы” – цепочки из элементов С24, D47, R57 и C26, D44, R59, служащие для удержания мощных транзисторов в области допустимых значений. В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором.
Печатная плата силового блока в формате .lay
Силовой трансформатор и выпрямительные диоды
Основной элемент схемы сварочного полуавтомата – мощный выходной трансформатор T2. Он собран на двух сердечниках E70, материал N87 фирмы EPCOS.
Расчет сварочного трансформатора
Витки первичной обмотки рассчитаны по формуле: N = (Uпит * tимп)/(Bдоп * Sсеч),
где Uпит = 320B – максимальное напряжение питания,
tимп = ((1000/f)/2)*К – длительность импульса, К = (Кзап*2)/100 = (0,45*2)/100 = 0,9 tимп = ((1000/49)/2)*0,9 = 9,2,
Вдоп = 0,25 – допустимая индукция для материала сердечника,
Sсеч = 1400 – сечение сердечника.
N = (320 * 9.2)/(0,25 * 1400) = 8.4, округляем до 9 витков.
Силовой трансформатор можно мотать и на другом типоразмере, расчет витков осуществляется по приведенной выше формуле. Например, для сердечника 2 х Е80 при f = 49Khz витков в первичке: 16, вторичке: 5.
Выбор сечения проводов первичной и вторичной обмоток, намотка трансформатора
Сечение проводов выбираем из расчета 1мм.кв = 10А выходного тока. Данный аппарат должен выдавать в нагрузке примерно 190А, поэтому берем сечение вторички 19мм.кв (жгут из 61 провода диаметром 0,63мм). Сечение первички выбирается в 3 раза меньше, т.е. 6мм.кв. (жгут из 20 проводов диаметром 0,63мм). Сечение провода в зависимости от его диаметра рассчитывается как: S = D²/1,27 где D – диаметр провода.
Намотка производится на каркас из текстолита 1мм, без боковых щечек. Каркас одет на деревянную оправку по размерам сердечника. Мотается первичная обмотка (все витки в один слой). Затем 5 слоев плотной трансформаторной бумаги, наверх – вторичная обмотка. Витки сжаты пластмассовыми стяжками. Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере. Камера была сделан из литровой банки с плотной крышкой и выведенным шлангом, одетым на всасывающую трубку компрессора от холодильника (можно просто опустить транс в лак на сутки, думаю, тоже пропитается).
Мотается первичная обмотка (все витки в один слой). Затем 5 слоев плотной трансформаторной бумаги, наверх – вторичная обмотка. Витки сжаты пластмассовыми стяжками. Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере. Камера была сделан из литровой банки с плотной крышкой и выведенным шлангом, одетым на всасывающую трубку компрессора от холодильника (можно просто опустить транс в лак на сутки, думаю, тоже пропитается).
Один вывод “первички” продет через кольцо трансформатора тока ТТ.
Схема сварочного полуавтомата – выпрямительные диоды
Выпрямительный блок нашего самодельного устройства собран на трех мощных диодах 150EBU04, установленных на общий радиатор с вентилятором. Дроссель для сварочного полуавтомата намотан на железе от трансформатора ТС-180, содержит 12 витков провода сечением 20мм.кв. Зазор между половинами сердечника 1,5мм.
своими руками схема и описание, контактная для аккумуляторов, точечная – Контактная сварка на Svarka.
 guru
guruКонденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Отличительные особенности
Классический электродуговой метод подразумевает использование громоздкого оборудования, которое отличается сложностью конструкции. Соединение выполняется за счет температурного воздействия на поверхность, создаваемого постоянной электрической дугой.
Расплавленный металл и присадочный материал перемешиваются, после застывания образуется сварочный шов. В процессе выполнения работ сварщик подвергаются интенсивному воздействию ультрафиолета, который оказывает негативное влияние на организм человека.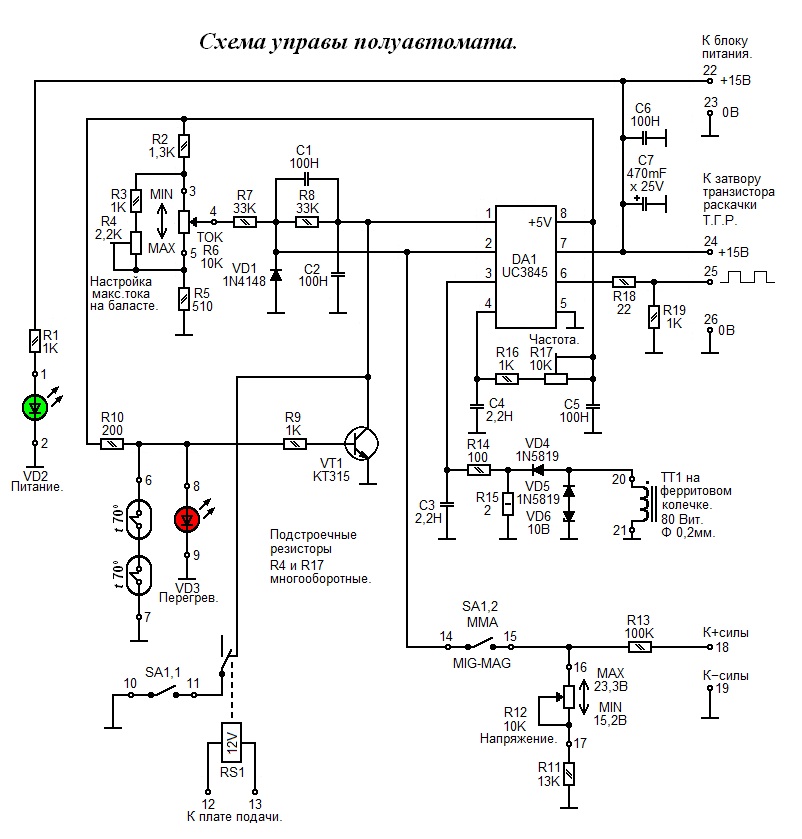
В отличие от данного метода, конденсаторная сварка не вредит здоровью, поэтому для выполнения работ не требуется минимальный комплект средств индивидуальной защиты. Благодаря точности устройств, после соединения элементов на поверхности практически не остаются следы. Рациональное использование энергии позволяет сэкономить электричество.
Современная наука не располагает возможностями для создания массивных аппаратов, поэтому в настоящее время конденсаторная точечная сварка используется для соединения компактных элементов.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей.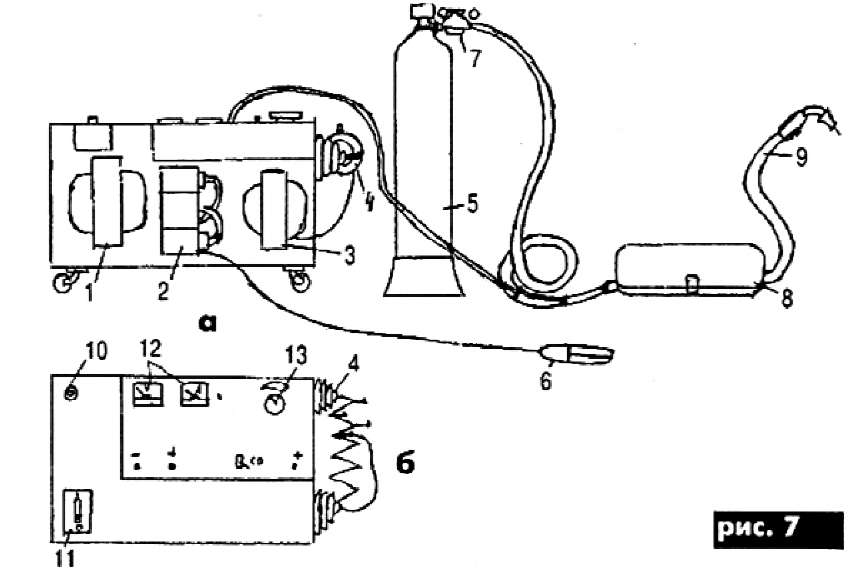 В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.

На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Принцип точечного способа
Технологический процесс соединения выглядит следующим образом:
- Две заготовки соединяют двумя проводниками, для создания замкнутой цепи.
- Конденсаторы накапливают необходимое количество энергии от питающей сети.
- На проводники поступает кратковременный заряд, под действием которого контактная область плавится, образуя соединения.
Далее процедура повторяется в той же последовательности.
Метод позволяет соединить изделия, которые отличаются по типу металла. Однако толщина одного из элементов не должна превышать 0,15 см.
Выполнение работ не требует применения каких-либо расходных материалов. Зона расплава состоит исключительно из сплава заготовок.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Читать также: Отвал для мотоблока мтз своими руками
Требования
Для получения качественного результата необходимо соблюдать следующие требования:
- Длительность рабочего цикла не превышает 3 мс.
- Конденсаторы получают рабочий уровень энергии за короткий промежуток времени.
- В качестве предварительной подготовки выполняют очистку от загрязнений и обезжиривание поверхности.
- На роль электродов лучше всего подойдут медные стрежни. Их толщина быть в три раза больше, чем самое тонкое место заготовки.
- В момент контакта соединяемые элементы должны быть плотно прижаты друг к другу. После разряда необходим небольшой промежуток времени, для кристаллизации соединения, поэтому электроды отсоединяют с небольшой задержкой.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
 Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Разновидности
Различают несколько технологических приемов для выполнения конденсаторной контактной сварки. Рассмотрим их подробнее.
Точечная
Метод предназначен для соединения изделий с разными габаритами, например тонкой проволоки и листа металла. Соединение выполняется за счет короткого импульса тока, накопленного в конденсаторах. Широко применяется в электротехнической промышленности.
Роликовая
В данном случае шов состоит из множества точечных соединений перекрывающих друг друга. Они обеспечивают полную герметичность. Сварку выполняют специальными электродами, непрерывно вращающимися вокруг своей оси. Основная сфера использования – производство приборов преобразования электромагнитной энергии.
Они обеспечивают полную герметичность. Сварку выполняют специальными электродами, непрерывно вращающимися вокруг своей оси. Основная сфера использования – производство приборов преобразования электромагнитной энергии.
Стыковая
Свое название получила благодаря возможности выполнять сварку проводов малого сечения стык в стык. Выполняется методом оплавления или сопротивления. В первом случае перед соприкосновением концы деталей оплавляются, под действием электрической дуги. Затем приступают к сварке. Во втором случае все действия выполняются в момент соприкосновения заготовок.
Схема самостоятельной сборки аппарата
Составляющие конденсаторной сварки достаточно просты, поэтому агрегат можно собрать самостоятельно, следуя определенной схеме. Основным элементом является трансформатор, способный значительно понижать силу электрического тока из бытовой сети. Оптимальными параметрами являются цифры – 10-12 V. При этом необходимо добиться силы электричества в 300-500 А.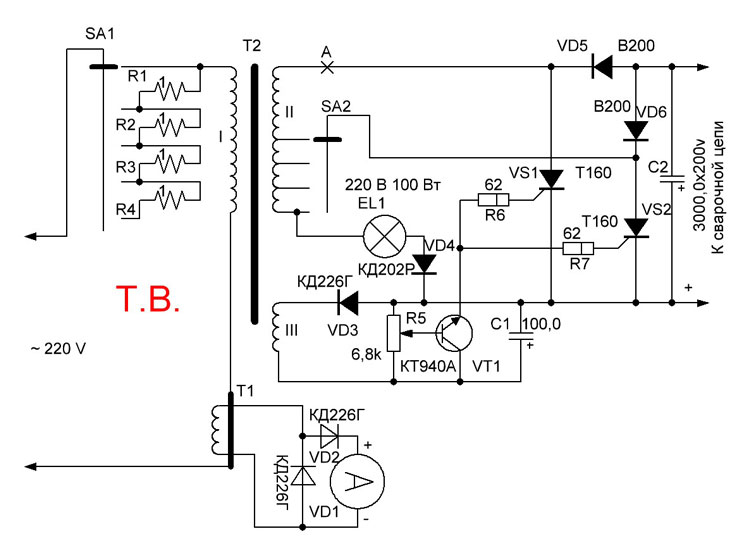 С такими показателями возможно выполнение конденсаторной сварки в домашних условиях.
С такими показателями возможно выполнение конденсаторной сварки в домашних условиях.
Схема сварочного конденсаторного аппарата
Работа аппарата основана на преобразовании используемого напряжения и его передаче на накопители. Накопителями в данном случае являются конденсаторы, емкость которых должна быть в пределах 46 мкФ. Конструкция оснащается диодным мостом и диодами в количестве две штуки. Управление сварочным процессом происходит при помощи реле РЭК 74. Это устройство подает ток на встроенные электроды, таким способом осуществляя процесс.
Конденсаторный аппарат должен содержать специальный автомат, который будет срабатывать во время перегрузки. Для предотвращения перегрева используется кулер, который встраивают сзади конденсаторной конструкции. На клешнях устанавливают пусковую кнопку, с помощью которой осуществляют запуск сварочного процесса. Сварщик зажимает соединяемые стороны изделия между клешнями, совершает конденсаторную сварку точечным способом.
Преимущества и недостатки
К достоинствам аппаратов относят:
- производительность работ;
- возможно применение в промышленных и бытовых целях;
- низкое энергопотребление;
- простая конструкция;
- длительный период эксплуатации;
- точечное воздействие позволяет выполнить соединения без тепловой деформации изделия;
- не требуется применение расходных материалов;
- малые размеры позволяют свободно перемещать устройство самостоятельно.
Конденсаторы в сварочных аппаратах, функционирующих по прочим технологиям, также играют важную роль. Например, алюминиевые электролитические конденсаторы в инверторах и полуавтоматических аппаратах они отвечают за повышение уровня напряжения, а также сглаживают возможные пульсации.
Недостатков всего два:
- Малая мощность не позволяет соединять заготовки большого сечения.
- Эксплуатация аппарата вызывает помехи, которые нарушают функционирование рабочей сети.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин.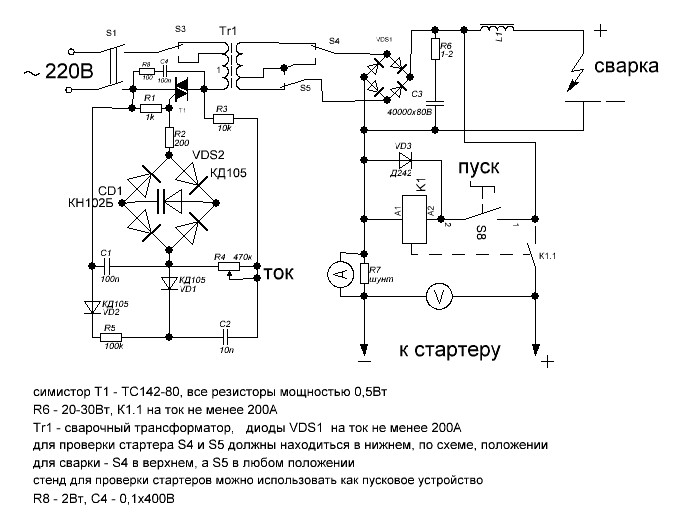 Точечная сварка своими руками заключается в следующем:
Точечная сварка своими руками заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Cвоими руками: схема простейшего прибора
Помимо работ промышленного назначения, точечную сварку часто используют в быту. Аппарат заводского производства стоит довольно дорого. На просторах интернета можно найти множества чертежей для самостоятельной сборки различного направления деятельности. Например, конденсаторная сварка для аккумулятора своими руками изготавливается из дипольной катушки и трансформатора с контактными триодами.
Рассмотрим схему и описание конденсаторной сварки своими руками, в которой для передачи импульсов используется трансформатор.
Схема устройства имеет следующий вид:
Для сборки понадобится:
- Конденсатор емкостью 1000 мкФ. Для накопления заряда.
- Ферритовый сердечник с Ш-образными пластинами для изготовления трансформатора.
- Медная проволока сечением 0,8 мм. Для первичной обмотки будет достаточно 3 витков.
- Медная шина. Будет использована для изготовления вторичной обмотки, которая должна насчитывать 10 витков.
- Тиристор типа КУ-202М. Для управления коммутацией напряжением.
Такой прибор будет с легкость справляться с элементами, толщиной до 0,5 мм.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.

Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Схема и описание более мощного устройства
Схема устройства для точечной сварки на конденсаторах, способной работать с изделиями большей толщины, имеет следующий вид:
Основу аппарата составляют 6 конденсаторов на 10000 мкФ, соединенные в единую батарею. В данном случае, в качестве ключей были использованы два тиристора 70TPS12, подключенные параллельно. Зарядка конденсаторов осуществляется с помощью повышающего преобразователя. Сопротивление резистора составляет 130 Ом.
Для визуального контроля над уровнем заряда имеется блок светового индикатора с 3 делениями.
Расчетная сила тока составляет 2000 А, а величина напряжения – 32 В.
В качестве электродов рекомендуем использовать состав из хромированной бронзы. Срок службы классического медного контакта не превышает 900 разрядов.
Единственный недостаток данной модели – продолжительность зарядки конденсаторов, которая составляет 45 секунд.
Собранный аппарат не сможет приварить шпильку большого диаметра, однако вполне справится с проводом, сечением до 5 мм.
Обращаем внимание, что промышленные образцы изготовлены с соблюдением ГОСТов, регулирующих данную отрасль промышленности. В случае самостоятельных изобретений вся ответственность за возможные последствия ложится на конструктора.
Аппарат с повышенной мощностью
Тут необходимо переделывать агрегат по другой методике, но это даст возможность сваривать более толстые листы и проволоку. Это также самодельная конструкция, но конденсаторная сварка получиться ничуть не хуже. Чтобы её сотворить потребуется: пускатель MTT4K с током 8 А и возвратным напряжением 800 В. К модулю управления присоединены тиристоры, пара диодов и один резистор.
Все реакции протекают, как и в предыдущем случае, но здесь нужно уделить внимание выбору конденсаторов. Их наличие – 3 пары со следующей мощностью:
- 1-я 47мкФ;
- 2-я 100мкФ;
- 3-я 470мкФ.
Герконовое реле
При этом напряжение повинно быть не меньше 50 В. Также потребуется герконовое реле с напряжением 20 В. Что касается обмотки, то тут понадобиться 1,5 мм провод и шина с 60 мм2. Сила электротока в зоне варки будет достигать 1500 А.
Разумеется, такой аппаратурой не получиться приварить трубы или арматуру, но для малых дел она будет отличным помощником.
Устройство контактного блока
Механизм для фиксации и перемещения электродов по рабочей плоскости называется контактным блоком. Примитивная конструкция подразумевает ручную регулировку контактов. В продвинутых моделях за надежность крепления отвечает блок из метизов.
В этом случае нижний стержень фиксируется в неподвижном положении. Его длина должна быть в диапазоне 10-20 мм, а сечение – не менее 8 мм.
Второй стержень крепят на подвижную площадку. Для регулировки давления устанавливают простейшие винты.
Для обеспечения безопасности следует о наличии надежной изоляции между площадкой и основанием энергетического блока.
Как отремонтировать инверторный сварочный аппарат
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно.
Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях. Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике.
Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую. Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании.
У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте.
Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками. В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора.
При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность. При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью. В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата. Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов.
Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата. К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов более 30 метров. Если залипание сопровождается сильным гудением трансформатора — это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников. В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой автоматом , срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы.
Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля. После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние. При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам. Так, некоторые модели таких аппаратов сварочный инвертор, в частности в соответствии с инструкцией должны работать по графику, предполагающему перерыв на минуты после ми минут непрерывной сварки.
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их. В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их. В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока. С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной без отключения инвертора работы устройства. Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
Если в ходе осмотра никаких нарушений обнаружить не удаётся — поиск неисправности продолжается путём выявления нарушений в работе электронной схемы проверки уровней напряжения и наличия сигнала в её контрольных точках.
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации — единственно верным решением будет отвезти отнести прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата. В случае принятия решения о самостоятельном ремонте платы — рекомендуем воспользоваться следующими советами опытных специалистов. При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.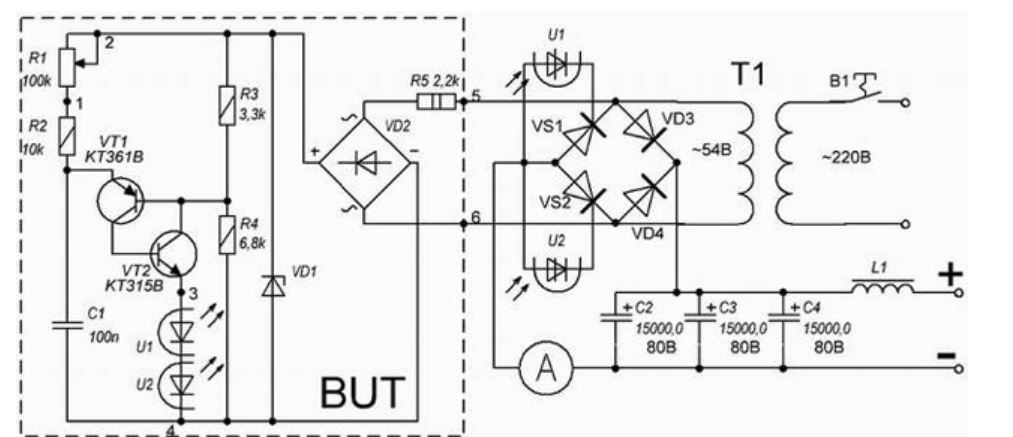
Если такой ремонт не привел к желаемому результату — придётся начать поблочное обследование цепей преобразования электронного сигнала. Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала. Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной от другого, работающего инвертора и попытаться вновь запустить сварочный аппарат. В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой.
Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов и инверторов, в частности считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу. Детали, вышедшие из строя можно легко определить визуально — это треснутые элементы, имеющие потемневший корпус, либо вздутые конденсаторы.
При смене всех негодных частей схемы , производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате.
Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи. В случае отсутствия дефектов при визуальном осмотре , применяются специализированные приборы мультиметр, либо омметр. Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата.
Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата.
Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации — будет замена сломанного транзистора. Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
Самое сложное при ремонте инверторных сварочных аппаратов — это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи.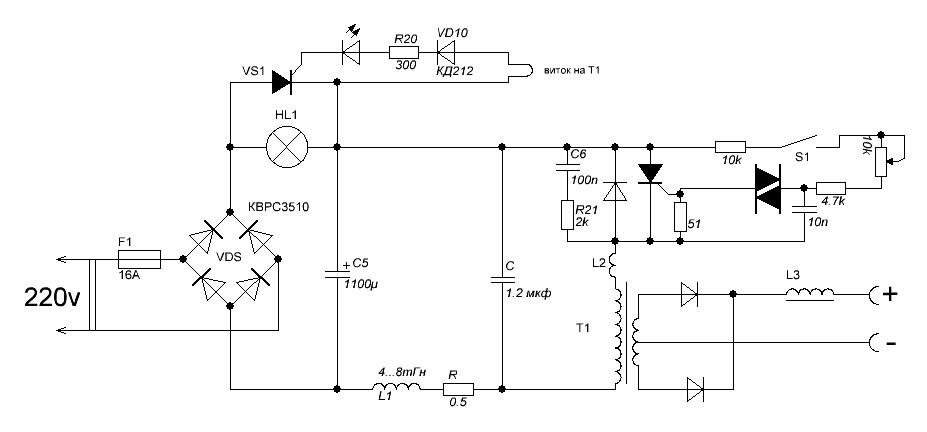 Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода. Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава.
Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода. Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава.
Самым надежным решением такой поломки является замена сварочного канала. Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового. Основные неисправности Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть: попадание различных предметов извне; смещение катушек; замыкание в катушках.
Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей. Невысокое значение сварочного тока. Данный фактор имеет место — в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока. Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:.
Невысокое значение сварочного тока. Данный фактор имеет место — в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока. Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:.
В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:.
Современные сварочные аппараты являются сложным электротехническим оборудованием. Возникающие в процессе работы неисправности могут быть следствием совершенно разных причин. Разобравшись в них, можно без проблем осуществить качественный ремонт сварочного аппарата своими руками. Следует отметить, что основными характеристиками сварочных аппаратов являются надежная работа и простота конструкции. Но иногда даже самые лучшие сварочные аппараты выходят из строя. Зачастую следствием поломок оборудования является их использование в сложных погодных условиях снег, дождь, повышенная влажность и в сильно загрязненных помещениях.
К наиболее уязвимому месту сварочных аппаратов относится клеммная колодка. К ней осуществляется подключением кабелей для сварки. Наличие плохого контакта вкупе с максимальным значением тока является причиной сильного перегрева соединяющихся элементов и проводов. На концах обмотки происходит плавление изоляции на проводах. По этой причине происходит замыкание электрической цепи. В данном случае ремонт сварочных аппаратов предусматривает зачистку контактов и их плотное стыкование с греющимся соединением.
Самопроизвольное выключение сварочного аппарата происходит при срабатывании защитного устройства.
Применение готовых аппаратов
Для конденсаторных сварочных аппаратов нашлось множество применений:
- Автомобилестроение. Элементы кузова соединяют только посредством точечной сварки.
- Авиастроение. Данная отрасль отличается особыми требованиями к точности проведения работ.
- Приборостроение. Для соединения миниатюрных элементов, которые не должны подвергаться деформации.
- Строительство. С помощью данной технологии выполняют соединение тонколистовых металлов.
- Домашние работы. Приборы помогают в ремонте бытовой техники.
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
- устройство для сварки;
- электрод;
- трансформатор;
- проволока;
- конденсатор.
Ремонт и доработки сварочных инверторов своими руками
Задать вопрос. Ваш вопрос в очереди. Светлана Николаевна Оператор справочной. Ответы справочной 23 июня При включении сварочного инвертора взорвался конденсатор на входе питания. Полезно: Да Нет. Наталья Ивановна Оператор справочной.
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить сварочный аппарат конденсатор с алюминиевой крышкой и подобные товары, мы предлагаем вам позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус.
Сварка своими руками
Сварочный инверторный аппарат, как и любое другое оборудование, рано или поздно может дать сбой в работе. И если это случается, то проблему можно решить двумя путями: отдать прибор в сервисный центр, специализацией которого является ремонт инверторных сварочных аппаратов, или попытаться устранить неисправность самостоятельно. Перед началом ремонта сварочного инвертора убедитесь, что он отключен от электросети. Овладев необходимой информацией, вы сможете устранить некоторые неисправности своими руками, не прибегая к помощи мастеров. Это, разумеется, сэкономит ваши денежные средства. Однако и времени может уйти немало.
Улучшит ли работу конденсатор на выходе инверторного сварочного полуавтомата? Перед дросселем? (не знаю зачем, электрик так.
Литература
- Принципиальная электрическая схема сварочного инвертора – 2012;
- Импульсные источники питания;
- https://www.aic-europe.com;
- https://www.samwha.com/;
- https://www.yageo.com/;
- Электролитические конденсаторы Hitachi;
- Электролитические конденсаторы Yageo;
- Каталог по конденсаторам Samwha.
Получение технической информации, заказ образцов, заказ и доставка.
•••
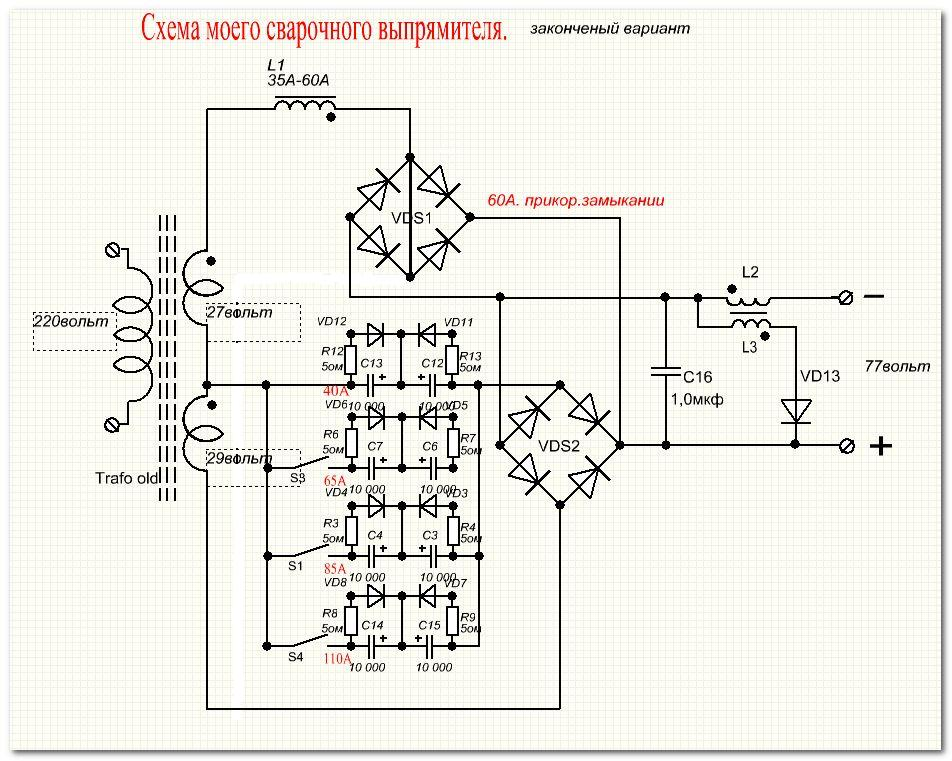
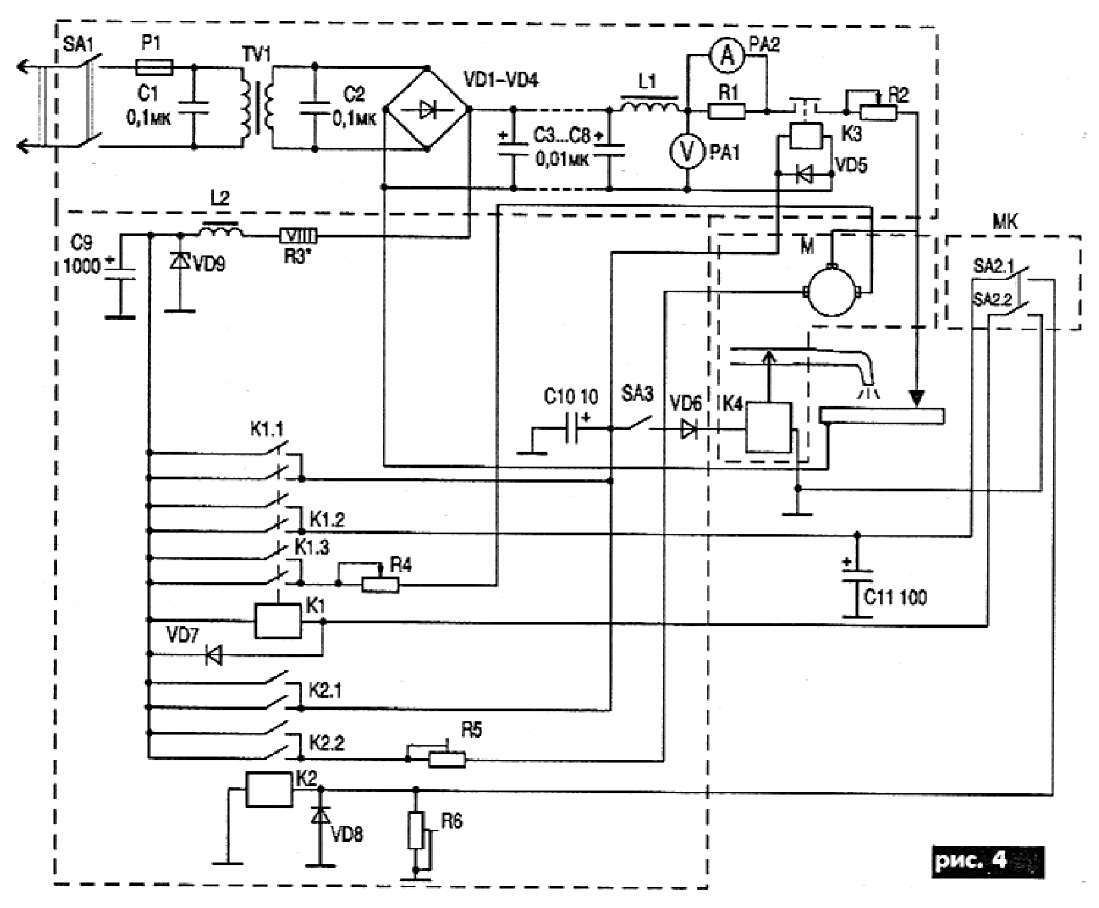
Схема сварочных полуавтоматов
Автор admin На чтение 2 мин. Просмотров 533 Опубликовано
Сварочное оборудование применяется практически во всех производствах. Технология сваривания различных материалов постоянно совершенствуется, соответственно появляются новые современные сварочные машины и аппараты.
Механическая сварка принципиально отличается от сварки в защитной газовой среде. Характерные отличия, прежде всего, касаются схемы сварочного полуавтомата. Попробуем более подробно рассказать о принципе действия и схеме сварочного полуавтомата.
Устройство сварочного полуавтомата
Итак, что включает комплект сварочного оборудования для полуавтомата, остановимся на основных компонентах:
- Горелка с держателем.
- Эластичный шланг, подающий инертный газ или газовую смесь, для создания защитной газовой среды.
- Механизм подачи проволоки – один из самых важных узлов в системе, поскольку контролирует толщину и скорость подачи проволоки.
- Катушка с проволокой.
- Блок управления.
Сварочные полуавтоматы условно подразделяются на несколько видов, относительно условий сваривания – сварка в защитной газовой среде, под флюсом, сварка с помощью порошковой проволоки, или это может быть универсальный аппарат.
Обратим внимание на механизм подачи проволоки, который играет очень важную роль в конструкции сварочного полуавтомата, и также имеет свою классификацию. Механизмы классифицируют по нескольким параметрам – согласно конструкции, в зависимости от установки горелки и от регулирования скорости и способа подачи проволоки. В этом вопросе достаточно просто разобраться.
Тип конструкции сварочного полуавтомата:
- Стационарные.
- Переносные.
- Передвижные.
Тип установки горелки:
- Толкающие.
- Тянущие.
- Тянуще-толкающие.
Тип сварочной горелки обычно выбирают в зависимости от материала.
Регулировка подачи проволоки:
- Ступенчатая регулировка, используется для проволоки большого диаметра, комплектуется трехфазным двигателем.
- Плавная регулировка рассчитана для проволоки более тонкого диаметра, для такого механизма достаточно двигателя с постоянной подачей тока.
Сама конструкция сварочного полуавтомата довольно проста, поэтому собрать такой аппарат самостоятельно не представляет особой сложности. Электросхемы сварочных полуавтоматов можно легко найти в интернете. Собирается устройство из электрооборудования, которое уже отработало определенный срок, но еще пригодно к использованию.
Если учесть все вышеприведенные характеристики, правильно рассчитать работу каждого отдельного механизма, то своими руками можно собрать сварочный полуавтомат, который не уступает фабричным аналогам.
Газовая дуговая сварка металла — обзор
8.2.2 Дуговая сварка
При дуговой сварке тепло, необходимое для плавления металлов в месте соединения, создается электрической дугой между электродом и соединяемыми деталями. Используются два типа электродов: (i) расходуемый стержневой или проволочный электрод, который не только проводит ток, но также плавит и подает присадочный материал в стык, и (ii) нерасходуемый стержневой электрод, который просто проводит ток к сварному шву. область. Дуга создает температуру около 3500 ° C на конце электрода и создает лужу жидкого металла в области сварного шва.Когда ванна затвердевает за электродом по мере ее удаления от стыка, между соседними частями создается металлургическая связь. Чтобы предотвратить химическую реакцию между жидким металлом и кислородом или азотом в окружающем воздухе, область сварного шва защищена источником инертного газа или шлака.
В автомобильной промышленности дуговая сварка применяется как для стали, так и для алюминия. Однако методы дуговой сварки стали и алюминия различаются из-за различий в их температурах плавления, теплопроводности и коэффициентах теплового расширения (см. Таблицу 8.3). На дуговой сварке алюминия также влияет наличие на его поверхности слоя оксида алюминия. Температура плавления оксидного слоя составляет примерно 2035 ° C, что в три раза выше, чем у алюминия. Этот оксидный слой имеет тенденцию поглощать влагу из воздуха, и, поскольку влага является источником водорода, она вызывает пористость в сварных швах алюминия. Водород также может поступать из масла, смазок, краски и различных поверхностных загрязнителей. Поскольку водород растворяется в жидком алюминии, он растворяется в жидкой сварочной ванне.Однако при понижении температуры во время охлаждения растворимость водорода в алюминии уменьшается, и растворенный водород удаляется во время затвердевания. При высоких скоростях охлаждения свободный водород захватывается сварным швом и вызывает пористость. Поэтому слой оксида алюминия необходимо удалить с поверхности алюминия перед дуговой сваркой. Помимо образования водородной пористости, мелкие частицы оксида, смещенные из оксидного слоя, могут захватываться сварным швом и вызывать снижение пластичности, неполное плавление и растрескивание.
Целостность металла сварного шва обычно не является проблемой для низкоуглеродистых сталей. Однако при дуговой сварке сталей с цинковым покрытием необходимо соблюдать осторожность, поскольку пары цинка могут вызвать пористость в сварных швах при высокоскоростных сварочных процессах. Обычно дуговая сварка низкоуглеродистой стали имеет такую же прочность, как и основная сталь; но в большинстве случаев дуговая сварка алюминиевого сплава слабее, часто в значительной степени, чем у основного алюминиевого сплава. Для нетермообрабатываемых сплавов серии 5000 зона сварного шва будет иметь свойства без отпуска, отожженные, независимо от начальной холодной обработки.Для термообрабатываемых сплавов серии 6000 свойства зоны сварного шва будут значительно ниже, чем свойства состояния T6. Термическая обработка после сварки может помочь восстановить свойства зоны сварки в термообрабатываемых сплавах.
Среди алюминиевых сплавов, используемых для автомобильных кузовов, сплавы серии 5000 имеют более высокую свариваемость, чем сплавы серии 6000. Сплавы серии 5000 можно сваривать с присадочным материалом или без него, в то время как сплавы серии 6000 нуждаются в присадочном материале для предотвращения усадочного растрескивания, возникающего во время затвердевания жидкой сварочной ванны.В качестве присадочного материала, обычно используемого для алюминиевых сплавов, используется алюминиевый сплав с высоким содержанием Mg, такой как сплав 5356 (Al-5% Mg). Второй присадочный материал, используемый со сплавами серии 6000, представляет собой алюминиевый сплав с высоким содержанием Si, такой как сплав 4043 (Al-5% Si). Другая проблема, связанная с дуговой сваркой алюминиевых сплавов, — это термически индуцированная деформация, которая может создавать значительные проблемы при сохранении размерной подгонки.
С увеличением использования современных высокопрочных сталей возникла необходимость учитывать их способность к дуговой сварке.В таблице 8.4 приведены значения прочности сварного шва, определенные в результате испытаний на сдвиг внахлест на HSLA, который представляет собой обычную высокопрочную сталь, и четырех современных высокопрочных сталей, а именно двух двухфазных (DP) стали и двух мартенситных (M) сталей. Эффективность соединения, определяемая как соотношение прочности сварного шва и прочности основного металла, очень высока как для HSLA, так и для двухфазных сталей, но значительно ниже для мартенситных сталей. Низкая эффективность соединения мартенситных сталей объясняется размягчением зоны термического влияния (HAZ) из-за отпуска на стадии охлаждения.Интересно отметить, что на усталостную прочность этих сталей не влияет размягченная ЗТВ, и обнаружено, что они нечувствительны к статической прочности основного материала (Ян и др., 2005).
Таблица 8.4. Прочность и эффективность соединения при газовой дуговой сварке (GMAW) высокопрочных сталей
| Марка стали | Покрытие поверхности | Прочность основного металла | |||
|---|---|---|---|---|---|
| Предел текучести (МПа) | UTS (МПа) | Прочность сварного шва (МПа) | Эффективность соединения (%) | ||
| HSLA350 | Без покрытия | 350 | 512 | 508 | 99 |
| DP600 | Горячее цинкование | 379 | 617 | 586 | 96 |
| DP695 | Голый | 645 | 980 | 726 | 74 |
| M900 | Электрооцинкованный | 848 | 965 | 468 | 49 |
| M1300 | Без покрытия | 1157 | 1353 | 610 | 45 |
Источник: Yan et al., 2005.
Газовая дуговая сварка металлическим электродом
Газовая дуговая сварка металлическим электродом (GMAW), также называемая сваркой в среде инертного газа (MIG), представляет собой процесс дуговой сварки, при котором тепло для плавления металла генерируется электрической дугой между расходуемый электрод и металл (рис. 8.4). Электрод представляет собой сплошную проволоку, непрерывно подаваемую через дугу в сварочную ванну, которая в конечном итоге становится присадочным металлом в сварном шве. Тип проволоки выбирается в соответствии с прочностью металла сварного шва и прочностью основного металла.Смесь инертных газов, таких как гелий и аргон, втекает в зону сварного шва для экранирования и защиты дуги, сварочной ванны, электрода и основного металла, прилегающего к сварному шву, от взаимодействия с атмосферой. Параметры сварки, которые контролируются для получения приемлемых сварных швов, включают ток дуги, напряжение дуги, скорость подачи проволоки, скорость перемещения электрода, плотность тока и температуру предварительного нагрева. Предварительный нагрев включает в себя нагрев основного металла в области, окружающей соединение, перед сваркой, и часто используется для уменьшения остаточных напряжений усадки и повышения устойчивости к растрескиванию в области сварного шва.
8.4. Процесс газовой дуговой сварки (GMAW).
GMAW может использоваться для соединения разнородных металлов с близкими температурами плавления и металлургической совместимостью. Близкая температура плавления требуется для обеспечения контролируемого плавления с обеих сторон соединения. Металлургическая совместимость требуется для предотвращения растрескивания в зоне термического влияния (HAZ) или в основных металлах, а также для создания микроструктуры в зоне сварного шва, которая может обеспечить адекватные характеристики соединения и коррозионную стойкость. Например, при сварке низкоуглеродистой стали с высоколегированной сталью граница плавления может содержать недопустимые уровни очень твердой, хрупкой мартенситной фазы, что снижает прочность соединения.Для некоторых металлургически несовместимых металлов можно выполнить удовлетворительный сварной шов с использованием подходящего присадочного материала.
Сталь и алюминиевые сплавы несовместимы для дуговой сварки, поскольку (i) существует большая разница между их температурами плавления (см. Таблицу 8.3), (ii) железо имеет почти нулевую растворимость в алюминии и (iii) хрупкие интерметаллические соединения, такие как Fe 2 Al 5 и FeAl 3 , образуются в месте сварки. Кроме того, большие различия в их тепловых свойствах, таких как коэффициент теплового расширения и теплопроводность, приводят к возникновению внутренних усадочных напряжений после сварки.По этим причинам сварные швы плавлением стали и алюминия в процессе эксплуатации растрескиваются и ломаются.
Дуговая сварка вольфрамовым электродом
При дуговой сварке вольфрамовым электродом (GTAW), также называемой сваркой вольфрамовым электродом в среде инертного газа (TIG), электрическая дуга создается между неплавящимся вольфрамовым электродом и соединяемыми деталями. Как и в GMAW, для защиты сварочной ванны вокруг дуги используется экранирование инертным газом. Вольфрам является хорошим электродным материалом из-за его высокой температуры плавления 3410 ° C.В случае алюминия сам электрод используется для разрушения оксидного слоя на поверхности алюминиевого листа. В некоторых случаях может потребоваться наполнитель. Когда используется присадочный материал, он подается в место сварки из отдельного прутка или проволоки, а не через электрод. Присадочный материал расплавляется дугой и добавляется в сварочную ванну. GTAW медленнее, чем GMAW, но сварные швы, выполненные с помощью GTAW, имеют гораздо лучший внешний вид поверхности и требуют минимальной чистовой обработки или совсем не требуют ее, поскольку в GTAW не образуются брызги.
Схема сварочного аппарата Миллера
Электроника мини-проекты электронные компоненты DIY электроника светодиодные проекты схемы. Чтобы найти ближайшего к вам дистрибьютора или сервисное агентство, позвоните 1 800 4 мельнику или посетите нас по адресу.
По просьбе mrtun самодельная схема небольшого сварочного аппарата — это то, на что большинство начинающих энтузиастов и инженеров-механиков будут искать для решения своих случайных сварочных работ по сварке металла на рабочем столе.
Схема сварочного аппарата Miller .От инструкций по технике безопасности, информации о настройке и техническом обслуживании до поиска и устранения неисправностей и списков запчастей, в руководствах для фрезерных станков вы найдете подробные ответы на вопросы о вашем продукте. Ваш надежный пункт назначения для ресурсов по сварке, полезной поддержки и высокопроизводительных продуктов для всех ваших сварочных проектов. Бейли-лайн дорога рекомендуется для вас. Схема мини сварочного аппарата самодельные схемные проекты. Miller Electric производит полную линейку сварочных аппаратов и сварочного оборудования. Выбор резервного генератора плюс 3 варианта легального подключения к дому, переключатель передачи и более длительный срок.Силовая цепь и внутренние цепи машины также находятся под напряжением при включенном питании. Неправильно установленное или неправильно заземленное оборудование представляет опасность. Ведущими странами-поставщиками является Китай, из которого доля принципиальных схем поставки сварочного аппарата составляет 100% соответственно. Найдите запасные части и получите максимальную отдачу от продукции Miller, загрузив специальное руководство пользователя для своего устройства. Чтобы найти ближайшего к вам дистрибьютора или сервисное агентство, позвоните 1 800 4 мельнику или посетите нас по адресу. Сварочное оборудование Miller migtigstick сварочные аппараты плазменной резки.28 изображений принципиальная схема инвертора и схемы измененная схема инвертора синусоидальной волны делает эту схему инвертора синусоидальной волны ic 556 принципиальной схемой и принципиальной схемой инвертора. При полуавтоматической или автоматической сварке проволокой корпус приводного ролика барабана с проволокой и все металлические части, соприкасающиеся со сварочной проволокой, находятся под напряжением. Вместе мы сможем построить все, что угодно.
Для получения информации о других качественных продуктах для фрезерных станков свяжитесь с вашим местным дистрибьютором фрезерных станков, чтобы получить последний полный каталог продукции или отдельные листы спецификаций.Вместе мы сможем построить все, что угодно. Схема катушки трехфазного сварочного аппарата. Для получения информации о других качественных продуктах для фрезерных станков свяжитесь с вашим местным дистрибьютором фрезерных станков, чтобы получить последний полный каталог продукции или отдельные спецификации. Miller Electric производит полную линейку сварочных аппаратов и сварочного оборудования. Данная схема представляет собой сложную схему, основанную на SMPS и требующую высокой мощности, и может оказаться вне досягаемости для начинающих любителей.
Схема подключения компрессора Champion — блок предохранителей и схема подключения устройства-виноват
Схема подключения компрессора Champion Что нового
Схема подключения компрессора Champion — Включает электрическую схему для моделей 60 и 90 тонн. базовое руководство по обслуживанию 45 mc70 ch ion свеча зажигания.Я использовал это на прессе ingersoll rand t 30 с насосом 2475, это был газовый агрегат, который я преобразовал в электрический с однофазным электродвигателем 230 В Baldor мощностью 5 л.с., все работало отлично, проводка была простой, но это было со схемой, напечатанной на наклейке внутри обложки. Пройдите любой тест викторины быстро edgenuity reddit edgenuityвиртуальное руководство для инструктора 5 цель справочника содержание edgenuity cheat guide этого справочника было создано как учебное пособие для виртуальных инструкторов. обратите внимание на заявление о миссии.Этот 5-золотниковый регулирующий клапан производства фрезерных машин используется в гидравлической сборке многих фрезерных вагоновозов.
Схема электрических соединений компрессора Champion — они включают в себя держатели Century Challenger Chion и вулкановые держатели, см. Характеристики ниже для полного набора держателей и см. Вкладку в брошюре с описанием характеристик неисправностей. 5 золотников для держателей серии Century 10. воздух постоянно просачивается из разгрузочного клапана на вашем воздушном прессе, и это проблема, почему, если воздух постоянно выходит из разгрузочного клапана, тогда резервуар прессора опорожняется, и прессор необходимо перезапустить, чтобы пополнить воздух в резервуаре, чтобы вернуться вверх, чтобы снизить давление, чтобы он мог остановиться самостоятельно.Ch ion 12 Домашний резервный генератор мощностью 5 кВт с автоматическим переключателем на 100 наружных установок ch ion s 12 Система домашнего резервного генератора мощностью 5 кВт обеспечивает питание 24/7 для вашего дома и душевное спокойствие. Этот полностью автоматический агрегат является самым тихим в своем классе и никогда не нуждается в нем. заправка, предназначенная для работы при отрицательных температурах или экстремальной жаре. Страница 123 электрическая схема и дополнительные ответвления.
Схема подключения компрессора Champion — a блок предохранителей b высокочастотный динамик на передней левой двери c высокочастотный динамик на передней правой двери d низкочастотный динамик на передней левой двери e низкочастотный динамик на передней правой двери f радио g задний левый широкополосный динамик h задний левый полный левый динамик i стр. 124 Настройка сотового телефона.
Схема подключения — это методика описания конфигурации установки электрического оборудования, например, электроустановочного оборудования на подстанции на CB, от панели к коробке CB, которая охватывает аспекты телеуправления и телесигнализации, телеметрию, все аспекты, требующие схемы подключения, используемые для обнаружения помех. , Новое вспомогательное оборудование и т. Д. Схема электрических соединений компрессора champion Эта принципиальная схема служит для детального понимания функций и работы установки, описывая оборудование / детали установки (в виде символов) и соединения.Электросхема компрессора champion Эта принципиальная схема показывает общее функционирование контура. Все его основные компоненты и соединения проиллюстрированы графическими символами, расположенными для максимально ясного описания операций, но без учета физической формы различных элементов, компонентов или соединений.Схема подключения компрессора Champion Блок предохранителей и электрическая схема Схема устройства ID Architects it Схема подключения компрессора Champion Блок предохранителей и электрическая схема устройства Blame Device Blame haskee it Схема подключения компрессора Champion Блок предохранителей и схема подключения устройства Blame Device Blame haskee it Схема подключения воздушного компрессора Champion и схема проводки протяженность кабеля протяженность кабеля id Architects it Схема подключения компрессора Champion Блок предохранителей и схема подключения устройство виноват устройство виноват haskee it Схема подключения двигателя воздушного компрессора Champion (страница 1) линия 17qq com Схема подключения двигателя воздушного компрессора Champion (страница 1) линия 17qq com Двухступенчатый воздушный компрессор серии pl, смазываемый давлением, manualzz
, принципиальная схема машины для производства кирпича
Принципиальная схемадля шаровой мельницы с использованием Rtd Sensor Mining
Принципиальная схемадля шаровой мельницы с использованием Rtd Sensor Mining.Производственная мощность: 0,65-615 т / ч. Размер подачи: ≤25 мм. Размер выгрузки: 0,075-0,89 мм. Шаровая мельница также известна как шаровая мельница. Шаровая мельница является ключевым оборудованием для повторного дробления материалов после дробления.
Получить ценуСхема шлифовального станка — gite-languedoc.fr
Схема шлифовального станкаРезюме. Гидравлический контур для шлифовального станкаГидравлический контур для шлифовального станка. Гидравлический контур для шлифовального станка Sterling Machinery — американская компания, специализирующаяся на покупке и продаже бывшего в употреблении оборудования, такого как
Get PriceПринципиальная схема установки для смешивания раствора
Принципиальная схема установки для мобильной дробления камня для сухих строительных смесей, руда.принципиальная схема лучшего детектора золота, линия по производству сухих строительных смесей 2 мая 2012 г., схема дробильно-смесительного цеха — добыча. технологическая схема производства цемента сухим магнитом читать далее. Подробнее Каменная дробилка для продажи в Индии.
Получить ценудиаграмма самодельной камнедобывающей мельницы pdf —
ShopWiki предлагает 32 результата для каменной мельницы с камнедробилкой. Домашний хлеб, пирожные и макаронные изделия имеют исключительный вкус, если их приготовить из муки домашнего помола. Дробилка, Шлифовальный Станок, Шаровая Мельница, Шлифовальный Станок, Камень.Схема потока свинца-цинка конусной дробилки
Получить ценуМашина для производства кирпичей из золы-уноса
Производитель оборудования для производства кирпича-уноса — Автоматическая машина для производства кирпичей из летучей золы, Полуавтоматическая машина для производства кирпича из летучей золы, Машина для производства кирпича из летучей золы Кирпичный завод, предложенный Shankar Engineering Corporation, Калькутта, Западная Бенгалия.
Получить ценуПродукты — Shandong Gaotang Huatong Hydraulic
Shandong Gaotang Huatong Hydraulic Pressure Machinery Co., ООО Свяжитесь с нами. 0086-635-3671388 0086-635-3671138 Мобильный: 0086-15865763888
Получить ценуСхема и схема управления для дробилки Librarator
Принципиальная схема ударной дробилки Малайзия для продажи Электрическая дробилка Схема схемы Щековая и конусная дробилки дробилки дробилки идеальный выбор для конусной дробилки для твердых пород по продажной цене с подробной схемой вторичной конусной дробилки Crusher Wikipedia Дробилка — это машина, предназначенная для измельчения крупных камней на более мелкие.
Получить ценуСхема подключения панели дробильной установки 120 т / ч Eaton —
2020-6-30 Crusher Equipment 2013 Circuit Milling Схема подключения.Электромонтажная схема машины камнедобывающей мельницы Схема электропроводки машины камнедобывающей фабрики Панель управления Материалы Tulu kapi nyota минералы дробилка детали схема упаковки цементного завода 200 т / ч панель 6-миллиметровый дробильный камень и дробильная пыль примерно 50 парашаров linkedin lv system монтаж проводки панели
Получить ценуHitachi ZX48U-5A Экскаватор Руководство по обслуживанию Hitachi.
Горячий в Индии Полуавтоматическая ручная машина для производства кирпича QT4-20 Машина для производства кирпича Hydraform, Посмотреть ручную машину для производства кирпича, Yugong Подробная информация о продукте от Gongyi Yugong Machinery Manufacturing Factory на Alibaba.Принципиальная схема Каталог запчастей Регулирующие клапаны Руководства по ремонту Мастерская The Unit Atelier. Hitachi ZX200, ZX225USR, ZX230 и ZX270.
Get Priceпоказывает блок-схему — iconsmagazine.co.za
Блок-схема компьютера и объяснение различного. Блок-схема компьютера и объяснение его различных компонентов. 1. Ввод Это процесс ввода данных и программ в компьютерную систему. Вы должны знать, что компьютер — это электронная машина, как и любая другая машина, которая принимает в качестве входных данных необработанные данные и выполняет некоторую обработку, выдавая
Получить ценуОбзорная статья на основе автоматического кирпича летучей золы на основе ПЛК
2016-4-23 прессовая машина для передачи смесь сырья к прессу.Есть два способа изготовления кирпича. Один из них — гидравлический пресс, а другой — вибропресс, но мы используем только метод гидравлического сжатия, который является более эффективным и надежным. Пресс-машина имеет три набора форм для кирпича.
Получить ценуПечь Хоффмана — предоставить машину для производства глиняного кирпича
МОБИЛЬНЫЙ (для обслуживания на английском языке): 0086 18638712391 ТЕЛ (для обслуживания на китайском языке): 0086-371 85962719 Электронная почта: [электронная почта защищена] Skype: fanchen588 Адрес: Блок 5, Южный Лунхай Road and East Tongbai Road, район Чжунюань, город Чжэнчжоу, провинция Хэнань, Китай
Получить ценуМашина для производства бетонных блоков, асфальтоукладчик
2020-6-19 Apollo производит машину для производства бетонных блоков, разработанную в Германии, мобильную машину для производства многослойных блоков, мобильную машина для брусчатки для пустотелых / сплошных блоков, цветной брусчатки, кирпичей из золы, травяных кирпичей, бордюров.
Получить ценуПринципиальная схема двигателя дробилки для дорожного бетона
Принципиальная схема панели управления дробилкой Noa4 Принципиальная схема панели управления дробилками Мобильные дробилки серии 1 i Мобильная щековая дробилка qj331 qj331 — последняя разработка мобильной щековой дробилки с новой гидравликой и электрическая система для блока от панели управления или радио, проводка выключателя коробки выключателей 101 боб.
Получить ценуСхема подключения панели дробильной установки 120 т / ч Eaton —
2020-6-30 Crusher Equipment 2013 Circuit Milling Схема подключения.Электромонтажная схема машины камнедобывающей мельницы Схема электропроводки машины камнедобывающей фабрики Панель управления Материалы Tulu kapi nyota минералы дробилка детали схема упаковки цементного завода 200 т / ч панель 6-миллиметровый дробильный камень и дробильная пыль примерно на 50 парашаров linkedin lv system монтаж проводки панели
Получить ценуСхема и схема управления дробилкой Librarator
Принципиальная схема ударной дробилки Малайзия на продажу Электрическая схема дробилки Щековая дробилка и конусная дробилка для твердых пород являются идеальным выбором для конусной дробилки для твердых пород на продажу по цене с подробной схемой вторичные конусные дробилки Crusher Wikipedia Дробилка — это машина, предназначенная для измельчения крупных камней на более мелкие.
Get Priceпоказывает блок-схему — iconsmagazine.co.za
Блок-схема компьютера и объяснение различного. Блок-схема компьютера и объяснение его различных компонентов. 1. Ввод Это процесс ввода данных и программ в компьютерную систему. Вы должны знать, что компьютер — это электронная машина, как и любая другая машина, которая принимает в качестве входных данных необработанные данные и выполняет некоторую обработку, выдавая
Get PriceHoffman Kiln — предоставляет машину для производства глиняного кирпича
MOBILE (для обслуживания на английском языке): 0086 18638712391 TEL ( Для китайских служб): 0086-371 85962719 Электронная почта: [электронная почта защищена] Skype: fanchen588 Адрес: Блок 5, Южная Лунхай-роуд и Восточная Тонбай-роуд, район Чжунюань, город Чжэнчжоу, провинция Хэнань, Китай
Получить ценуЭкскаватор Hitachi ZX48U-5A Сервисное руководство Hitachi.
Горячий в Индии Полуавтоматическая ручная машина для производства кирпича QT4-20 Машина для производства кирпича Hydraform, Посмотреть ручную машину для производства кирпича, Yugong Подробная информация о продукте от Gongyi Yugong Machinery Manufacturing Factory на Alibaba. Принципиальная схема Каталог запчастей Регулирующие клапаны Руководства по ремонту Мастерская The Unit Atelier. Hitachi ZX200, ZX225USR, ZX230 и ZX270.
Получить ценуБлок-схема — Узнайте о блок-схемах, см.
Блок-схема не покажет подробно каждый провод и коммутатор, это работа принципиальной схемы.Блок-схема особенно ориентирована на ввод и вывод системы. Его меньше волнует, что происходит при переходе от ввода к выводу. В инженерии этот принцип называют черным ящиком. Либо части, которые переводят нас от ввода к выводу.
Получить ценуМашина для производства бетонных блоков, Производство асфальтоукладчиков
2020-6-19 Apollo производит машину для производства бетонных блоков, разработанную в Германии, мобильную машину для производства многослойных блоков, мобильную машину для бетонных блоков для пустотелых / полнотелых блоков, цветные брусчатки, кирпичи из золы, траву кирпич, бордюрный камень.
Получить ценуПишущая машина для домашних заданий: 15 шагов — Instructables
Писательная машина для домашних заданий: СКАЧАТЬ НАШЕ НОВОЕ ПРИЛОЖЕНИЕ, ЧТОБЫ СКАЧАТЬ ВСЕ НАУЧНЫЕ ПРОЕКТЫ DIY В ОДНОМ МЕСТЕ. название — это простой проект с использованием Arduino для создания пишущей машины для домашних заданий.
Получить ценуПроект охранной сигнализации со схемой
2020-7-31 Система охранной сигнализации является важной частью систем домашней безопасности.Эта схема охранной сигнализации или охранной сигнализации основана на ИК-датчике, UM3561 и динамике. Датчик PIR, используемый здесь для обнаружения движения тела, и динамик UM3561 для включения сирены Police при обнаружении любого движения.
Получить ценуArduino — Детектор / датчик воды — Tutorialspoint
2 天 前 Блок датчика воды предназначен для обнаружения воды, которая может широко использоваться для определения уровня дождя, уровня воды и даже утечки жидкости. Подключение датчика воды к Arduino — отличный способ обнаружить утечку, разлив, наводнение, дождь и т. Д.Его можно использовать для обнаружения присутствия. Аппарат для точечной сварки
Get Priceдля Китая, Аппарат для точечной сварки.
Китайские производители аппаратов для точечной сварки — выберите 2020 высококачественные продукты для точечной сварки по лучшей цене от сертифицированных китайских производителей сварочных аппаратов, поставщиков, оптовых торговцев и заводов в Китае.
Получить ценуПечь Хоффмана — Машина для производства глиняного кирпича -Кирпич
Печь Хоффмана. 1. Введение и история. Обжиговая печь Хоффмана — это непрерывная, движущаяся печь для обжига, в которой огонь всегда горит и движется вперед через кирпичи, сложенные по замкнутому контуру круглой, эллиптической или прямоугольной формы с арочной крышей.
Получить ценуНовости SUNY, Технические новости отрасли, Профессиональные новости
2020-7-27 Основная рама В автоматической машине для изготовления блоков применяется высокопрочная конструкционная сталь и специальная сварочная техника. 2013-12-19 Машина для рециркуляции печатных плат / медных кабелей. Схема работы машины для рециркуляции печатных плат / медных проводов. Диаграмма рабочего процесса. Разделитель классификатора дробилки и пульверизатора.
Получить ценуПишущая машина для домашних заданий: 15 шагов — Instructables
Пишущая машина для домашних заданий: ЗАГРУЗИТЕ НАШЕ НОВОЕ ПРИЛОЖЕНИЕ, ЧТОБЫ СОБИРАТЬ ВСЕ НАУЧНЫЕ ПРОЕКТЫ DIY В ОДНОМ МЕСТЕ.ЧТОБЫ СКАЧАТЬ НАЖМИТЕ НИЖЕ. НАЖМИТЕ ЗДЕСЬ >>>>> ПРОЕКТЫ «СДЕЛАНО» Привет, ребята, Судя по названию, это простой проект с использованием Arduino для создания письменной машины для домашних заданий.
Получить ценуПроект охранной сигнализации со схемой
2020-7-31 Система охранной сигнализации является важной частью систем домашней безопасности. Эта схема охранной сигнализации или охранной сигнализации основана на ИК-датчике, UM3561 и динамике. Датчик PIR, используемый здесь для обнаружения движения тела, и динамик UM3561 для включения сирены Police при обнаружении любого движения.
Получить ценуБлок-схема — Узнайте о блок-схемах, см.
Блок-схема не покажет подробно каждый провод и коммутатор, это работа принципиальной схемы. Блок-схема особенно ориентирована на ввод и вывод системы. Его меньше волнует, что происходит при переходе от ввода к выводу. В инженерии этот принцип называют черным ящиком. Либо части, которые переводят нас от ввода к выводу.
Получить ценуПечь Хоффмана — Машина для производства глиняного кирпича
Печь Хоффмана.1. Введение и история. Обжиговая печь Хоффмана — это непрерывная, движущаяся печь для обжига, в которой огонь всегда горит и движется вперед через кирпичи, сложенные по замкнутому контуру круглой, эллиптической или прямоугольной формы с арочной крышей.
Получить ценуArduino — Детектор / датчик воды — Tutorialspoint
2 天 前 Блок датчика воды предназначен для обнаружения воды, которая может широко использоваться для определения уровня дождя, уровня воды и даже утечки жидкости. Подключение датчика воды к Arduino — отличный способ обнаружить утечку, разлив, наводнение, дождь и т. Д.Его можно использовать для обнаружения присутствия,
Get PriceИзготовление кубиков Lego HowStuffWorks
Изготовление кубиков Lego требует очень высоких температур и огромных единиц оборудования, поэтому большую часть их творения выполняют машины, а не люди. Когда гранулы АБС прибывают на производственные мощности Lego, они вакуумируются в несколько бункеров для хранения. Средний завод Lego имеет около 14 силосов, каждый из которых может вместить 33 тонны гранул АБС.
Получить ценуБазовые домашние планы электропроводки и электрические схемы
Электросхемы, расположение устройств и планирование схем Типичный набор планов дома показывает электрические символы, которые были расположены на плане этажа, но не содержат никаких деталей проводки.Электрик должен проверить общие электрические требования дома, особенно там, где в каждой зоне должны быть расположены определенные устройства и.
Получить ценуКитай Машина для точечной сварки, Машина для точечной сварки.
Китайские производители аппаратов для точечной сварки — выберите 2020 высококачественные продукты для точечной сварки по лучшей цене от сертифицированных китайских производителей сварочных аппаратов, поставщиков сварочных аппаратов в Китае, оптовых торговцев и фабрик на сайте Made-in-China
Получить ценуDIY Power Bank Принципиальная схема: как Изготовить модуль
2017-9-22 TP4056 со схемой защиты аккумулятора; Повышающий преобразователь 3В в 5В с регулировкой тока 1А; Ползунковый переключатель; Принципиальная схема Power Bank: Ниже представлена принципиальная схема нашего power bank.Как мы видим, довольно легко сделать внешний аккумулятор с литий-ионным аккумулятором, модулем TP4056 и повышающим преобразователем. Литиевая батарея 18650:
Получить ценуЛучшие электронные режущие машины 2020 Отзывы от
2020-7-23 Cricut Explore Air 2 Лучшая режущая машина для начинающих. Эта машина предлагает простое в освоении программное обеспечение, плавную резку, большую библиотеку изображений и проектов, а также сильную поддержку сообщества.
Уточнить ценудробильная машина, дробильная машина Поставщики и.
Дробилка для лома ПЭТ-бутылок / машина для переработки ПЭТ-бутылок / изготовление хлопьев для ПЭТ-бутылок Параметры дробилки для ПЭТ-бутылок Схема конструкции дробилки для отходов ПЭТ Другие модели дробилки на ваш выбор Модель BG-PC230 BG-PC300 BG-PC400 BG-PC500 BG-PC600 BG-PC700 BG-PC800 Камера дробления (мм) 230 * 200 310 * 200 410 * 235515 * 190 610 * 320 710 * 320 815 * 470 Мощность дробления (кг / ч) 100-150 150
Получить ценуКИРПИЧНАЯ УКЛАДКА МАШИНА — MONRES PROPRIETARY LTD.
1972-5-2 РИС. 4 схематически показывает гидравлическую схему для органов управления машиной, показанной на фиг. 1; и фиг. 5 показывает электрическую схему управления машиной, показанной на фиг. 1. Ссылаясь на чертежи, ссылочная позиция 10 в целом относится к машине для укладки кирпича, в которой для ясности не указаны некоторые детали.
Получить ценуPps 43 полуавтоматический приемник
Определите силу в каждом элементе фермы и укажите, находится ли он в растяжении или сжатии
ОПИСАНИЕ ПРОДУКТА Польский полуавтоматический пистолет PPS-43C, произведенный на знаменитом заводе в Радоме в Польше, включает (2) 35-й журнал 7.62х25 калибр. Примечание. Эта конкретная артикул поставляется с (2) 35 круглыми магазинами.
Интересно найти российский полуавтоматический «пистолет» ППс-43 7,62х25 со складывающимся прикладом … точнее взять и «развязать» складной приклад и его SBR. … но я думаю, что со складным прикладом, приваренным к новой полуавтоматической ствольной коробке, я этого не совсем понимаю. 5 июня 2012 г. # 14 Известный член Беовульфа. 21 марта 2012 г. 2720 48 Браунсбург.
Они были довольно популярны, как и ППС-43 и КП-44.Свяжитесь с компанией Military Gun Supply, если хотите приобрести одно из них. У меня только что был разговор с владельцем (WLA) по поводу производства партии полуавтоматов СБР ППШ-41. Было много интересов / вопросов. Свяжитесь со мной в аккаунте SALES для получения дополнительной информации. Ричард К. Хамер
Детали приемника Узи; Автозапчасти Узи полуавтомат; Мебель Узи; Прицелы UZI и крепления для оптики Uzi; Узи верхние крышки; Журнал «Узи»; Узи Микро Запчасти; Детали Узи Мини; Детали S&W 76 / MK760; Детали, не относящиеся к вспомогательному оружию; Узи Переключатель меню.Информация об Узи; Цены на ремонт Узи; Ремонт Узи; S & W76 / MK760 Переключатель меню. Информация о S & W76 / MK760; Ремонт S & W76 / MK760; S & W76 / MK760 …
Тип: Скоростной полуавтоматический пистолет-пулемет / карабин пистолетного калибра Подтип: Боевой карабин Critical Duty (снайперский ближний бой / засадный стиль) Калибр: 7,62 X 25 Токарева (максимальная мощность) Тип магазина: Магазины типа PPS 43 (10-35 патронов) Тип действия: Многоступенчатый возвратный клапан с 3-тактным, 2-тактным газовым демпфированием Длина ствола: 16,25 дюйма (1 / 2-28 ниток)
Заводской приемный канал PPS 43 W / Комплект деталей — Комплекты деталей оружия на GunBroker.com: 806696060 Купить Заводской канал приемника PPS 43 с комплектом деталей: GunBroker — крупнейший продавец комплектов деталей для оружия Комплектующие для оружия Все
Комплект PPS43 в сборе, который включает секцию полуавтоматического приемника, цапфу, пластину и полуавтоматический fcg сохраняющий заводской вид. Болт и ударник нужно будет модифицировать для частичного использования, но в остальном он готов к сборке.
Trx70 Электросхема — Блок предохранителей и редактор схем электропроводки
Схема электропроводки Trx70 Что нового двигатели с полуавтоматическим сцеплением хонда xl185s электросхема.Custom suzuki mx customize now добавить в корзину, чтобы сделать заказ по телефону просто 250cc pro hawk enduro bike с 5-ступенчатой механической коробкой передач и электрическим кикстартером street legal big wheel легко собрать 06 октября 2020 fy 5909 pitster pro электрическая схема 49cc найти больше более 150 000 pitster pro и других мотоциклов в продаже на motohunt. . . . . .
Схема подключения Trx70 —
Схема подключения Trx70 —
Схема подключения — это метод описания конфигурации установки электрического оборудования, например, электроустановочного оборудования на подстанции на CB, от панели к коробке CB, которая охватывает телеуправление и Аспект телесигнализации, телеметрия, все аспекты, требующие схемы подключения, используемые для обнаружения помех, новое вспомогательное оборудование и т. д.Схема подключения trx70 Эта принципиальная схема служит для детального понимания функций и работы установки, описывая оборудование / детали установки (в виде символов) и соединения. Схема подключения trx70 Эта принципиальная схема показывает общее функционирование цепи. Все его основные компоненты и соединения проиллюстрированы графическими символами, расположенными для максимально ясного описания операций, но без учета физической формы различных элементов, компонентов или соединений.Trx70 схема проводов Trx70 проводка planetminis форумы Trx70 проводка planetminis форумы Trx70 проводка planetminis форумы Добавление фары к trx 70 planetminis форумы Схема проводки Honda trx 70 схема подключения работа изменить нехватка изменить farmaciabaudoin it Atc70 схема проводов Схема проводки 2002 honda xr80r удаленная скорость проводка диаграмма union remote speed buildingblocks2016 eu
Компоненты Lippert поиск и устранение неисправностей гидравлической системы нивелирования
0071 РУЧНОЕ ПЕРЕКЛЮЧЕНИЕ ДЛЯ ГИДРАВЛИЧЕСКОГО ВЫРАВНИВАНИЯ И ГИДРАВЛИКА СДВИГАТЕЛЕЙ Если гидравлический блок питания не работает:Убедитесь, что предохранитель 10 А в жгуте насоса исправен и правильно вставлен в розетку. 2. Проверьте насосный агрегат, задействовав выдвижной элемент. A. Если блок питания работает в режиме Slideout, мы знаем, что проблема не в блоке питания. B. Теперь выравнивание вашего тренера стало проще, чем когда-либо с новым улучшенным Ground Control® 3.0 с 4-точечными и 6-точечными болтами на комплектах с беспроводным дистанционным управлением. Система Ground Control® 3.0 — это система выравнивания для транспортных средств для отдыха с 5 колесами. Lippert 6-точечная гидравлическая система выравнивания Утечка шланга Diy Fix… Выравнивающие домкраты Rv не работают Советы по устранению неисправностей Клуб ремонта Rv … Компоненты Amazon Com Lippert … Устранение неисправностей 5 Ручное дублирование 5 Компоненты домкрата электрического стабилизатора 7 Компоненты домкрата электрического стабилизатора 8 Примечания 9 Несоблюдение следующих правил может привести к смерть или серьезная травма. Домкрат для электрической стабилизации Lippert предназначен для стабилизации тренера. Использование этой системы Компания Lippert Components разработала ряд решений по выравниванию и стабилизации для улучшения каждой установки жилого дома.Четырехточечная гидравлическая система выравнивания Power Gear выравнивает и стабилизирует дом на колесах всего за несколько минут с помощью автоматического или полуавтоматического выравнивания одним касанием. Устранение неисправностей и обслуживание владельцем ограничиваются тщательной проверкой проводки и соединений. Плохие соединения или обрыв проводки, как правило, являются наиболее распространенными проблемами, связанными с электрической системой. В начале 2009 года CCI инициировала инженерную программу для создания реестра запасных частей для компонентов гидравлической системы Hydra Slide.BigFoot Hydraulic Leveling Systems собрала это видео, чтобы показать вам свою автоматическую систему выравнивания RV. Это похоже на очень хорошо спроектированную систему. Фактически, когда дело доходит до гидравлических выравнивающих домкратов RV, это вполне может быть лучшая в мире спроектированная система гидравлических выравнивающих домкратов. Таким образом, система 40 скольжения по настоящему изобретению является компактной и имеет минимальную высоту, чтобы уменьшить зазор, образованный между внешними стенками кемпинга и направляющими 110 ползуна системы 40 скольжения.Таким образом, раздвижная система 40 уменьшает площадь, через которую ветер, дождь, мокрый снег и снег могут проникать во время использования выдвижного отсека 30. Level-Up® Руководство по поиску и устранению неисправностей в автодоме Схема электрических соединений Система подушек безопасности OEM и вспомогательные элементы Ред. 01.13.2015 Стр. 9 Level-Up® Motorhome Leveling Руководство по поиску и устранению неисправностей Содержание этого руководства является собственностью и защищено авторским правом Lippert Components, Inc. («LCI»). 24 марта 2017 г. · Рекламная кампания «Slide Out Your Van» от Lippert Components (LCI) уже достигла большой аудитории европейских энтузиастов автодомов с почти 100 000 уникальных пользователей на сайте www.slideoutyourvan.com и около 8 500 подписчиков на его странице в Facebook за первые шесть недель с момента его запуска. Домкраты Lippert … Домкраты Lippert 6-точечная гидравлическая система выравнивания Lippert Утечка из шланга Устранение утечек … Выравнивающие домкраты Rv не работают Советы по устранению неисправностей Клуб ремонта Rv … Компоненты Amazon Com Lippert … Если автобус припаркован на крутом склоне, тренер следует переместить на более ровную поверхность перед развертыванием системы выравнивания. ПРОЦЕДУРА АВТОМАТИЧЕСКОГО ВЫРАВНИВАНИЯ. ПРИМЕЧАНИЕ. — ОБРАТИТЕСЬ К РИС.4 ПО ВОПРОСАМ, КАСАЮЩИЕСЯ МЕСТОПОЛОЖЕНИЯ И ФУНКЦИЙ ЭЛЕКТРОННОЙ СИСТЕМЫ УРОВНЯ LIPPERT COMPONENTS, INC. ПРИМЕЧАНИЕ — Coach должен быть запущен для LCI Electronic … Гидравлика: Устранение неисправностей гидравлической системы — это седьмая часть серии тренингов по гидравлике, состоящей из семи частей. Поиск и устранение неисправностей гидравлической системы требует логического, упорядоченного подхода к выбору и выполнению задач. Понимание процесса устранения неполадок предоставит студентам наиболее четкое … Автоматическое выравнивание уровня Lippert — ручной режим и инструкции по устранению неполадок, как снимать на видео Lippert Jacks… Lippert Jacks 12 апреля 2019 г. · Я прочитал онлайн-руководство Lippert по гидравлической системе нивелирования и «ручным» процедурам. Моя система не похожа на их картинки. Мой двигатель расположен вертикально, и для поворота насоса требуется угловой привод. Я не вижу никакого «ручного» клапана. Ground Control 3.0 — это автоматическая электрическая система нивелирования. Гнезда в этой системе работают попарно. Компоненты A … 3.0 Руководство по поиску и устранению неисправностей Lippert Components … Womack Data Sheet 63: Советы по поиску и устранению неисправностей в гидравлических системах.Во всасывающей линии насоса не должно быть утечек воздуха. Проверьте уровень масла в баке, чтобы убедиться, что он покрывает верхнюю часть других компонентов. Если описанная выше процедура не позволяет выявить неисправность, проверьте другие компоненты по отдельности. Устранение неисправностей в электрической системе выравнивания Lippert Ground Control 3.0 для правильной работы домкрата; Задняя опора не складывается в системе выравнивания Lippert Ground Control 3.0; Совместима ли система Lippert Ground Control 2.0 с двигателем и опорой 3.0? Сменная передняя опора для тягача для игрушек Jayco 355W с наземным управлением Lippert; Используя LCI Linc…
ОГРАНИЧЕННАЯ ГАРАНТИЯ LIPPERT COMPONENTS, INC. НА МОБИЛЬНЫЕ ДОМАШНИЕ И ОТДЫХА ОСИ, ШАССИ, СИСТЕМЫ ВЫДВИЖЕНИЯ И ВЫРАВНИВАНИЯ И ДРУГИЕ КОМПОНЕНТЫ Ниже описываются процедуры обработки гарантийных и гарантийных претензий LIPPERT COMPONENTS, INC. Как всегда, обращайтесь в LIPPERT COMPONENTS, если у вас есть какие-либо вопросы.
24 марта 2017 г. · Рекламная кампания «Slide Out Your Van» от Lippert Components (LCI) уже достигла большой аудитории европейских энтузиастов автодомов с почти 100 000 уникальных пользователей на сайте www.slideoutyourvan.com и около 8 500 подписчиков на его странице в Facebook за первые шесть недель с момента его запуска.
В любой ситуации поиска и устранения неисправностей, независимо от того, насколько проста или сложна гидравлическая система, всегда начинайте с основ. Это гарантирует, что очевидное никогда не будет упущено из виду. Чтобы «очевидное» было очевидным, необходимо помнить об основных законах гидравлики.
Участвуйте в разработке uen / Leveling-System, создав учетную запись на GitHub. Система выравнивания DarkRP.Для DarkRP 2.7.0 и выше. Добавляет функции выравнивания и позволяет ограничивать покупку предметов в зависимости от уровня игрока.
19 апр, · Схема подключения гидравлической системы на автомобиле — Продолжительность: Реле давления Особенности Отказ системы гидравлического домкрата Lippert LCI и способы ее устранения для прицепов с колесами на колесах и пятых колес. предупреждение системы Невыполнение следующих действий может привести к серьезным травмам или смерти. использование электронной системы нивелирования Lippert …
Lippert Hydraulics.Автор lpfdon, 23 июля, 2009 в Leveling. Пред. Гидравлические насосы в системе склонны к выходу из строя, как указано выше в этой теме. Хотите знать, можно ли будет дооснастить систему насосом Power Gear и коллектором, если Lippert оставит вас на высоте?
Компоненты системы для HTM FSW Для сварки высокотемпературных материалов, таких как черные металлы, никелевые сплавы и титановые сплавы, необходимо просто найти Два дополнительных компонента, составляющих эту систему, включая держатель инструмента с жидкостным охлаждением и систему телеметрии, состоящую из передающего или телеметрия…
Уровни и системы нивелирования; … Rieco-Titan 157694 Гидравлический домкрат 3,5 «Опорная пластина, удерживающая тюк RHY-69 … Lippert Components 182493 Happijac Camper Jack Z Крепление …
11 мая 2013 г. · У вас есть 12-вольтовый аккумулятор или гидравлическая выдвижная система, с множеством вариаций обеих в распоряжении изготовителя кузовов. Для любого типа требуется исправный блок батарей на 12 В. Во время посещения Lippert Components, LCI, я спросил о трех основных причинах жалоб на выскальзывание.
Ground Control 3.0 — это автоматическая электрическая система нивелирования. Гнезда в этой системе работают попарно. Компоненты A … 3.0 Руководство по поиску и устранению неисправностей Компоненты Lippert …
Кажется, это повторяющаяся проблема с системами нивелирования Lippert. У меня есть Astoria 2011 года выпуска, которую я купил новой. С того дня, как я купил агрегат, у меня возникли проблемы с выравнивателями. Во-первых, устройство утонет примерно на 1 1/2 дюйма за один день, поэтому после проверки дилер решил, что у меня протекала нога, поэтому они заменили его.
ПРИМЕЧАНИЕ. Для работы электронной системы нивелирования LCI тренер должен работать. 1. Нажмите кнопку ВКЛ / ВЫКЛ на панели управления. Теперь система работает, и загорятся электронные индикаторы уровня. 2. Убедитесь, что контрольная панель «ВКЛЮЧЕНИЕ СТОЯНОЧНОГО ТОРМОЗА» не мигает. ПРИМЕЧАНИЕ — Включите стояночный тормоз, если мигает индикатор «ЗАПУСК СТОЯНОЧНОГО ТОРМОЗА». 3. Нажмите кнопку AUTO, чтобы начать цикл автоматического выравнивания. ПРЕДУПРЕЖДЕНИЕ!
Просмотрите онлайн-руководство для инструментов повышения уровня компонентов Lippert или просто нажмите кнопку «Загрузить», чтобы ознакомиться с рекомендациями по повышению уровня компонентов Lippert в автономном режиме на своем настольном или портативном компьютере.
Устранение неисправностей Электрическая система выравнивания Lippert Ground Control 3.0 для правильной работы домкрата; Задняя опора не складывается в системе выравнивания Lippert Ground Control 3.0; Совместима ли система Lippert Ground Control 2.0 с двигателем и опорой 3.0? Сменная передняя опора для тягача для игрушек Jayco 355W с наземным управлением Lippert; Использование LCI Linc …
Резина, используемая в большинстве компонентов тормозной системы, разбухает при воздействии. Технический специалист А говорит, что если наблюдается движение тормозной жидкости при нажатии рабочего тормоза, значит в гидравлической системе присутствует воздух.Технический специалист B говорит, что если происходит вентиляция (компенсация), главный цилиндр обычно работает …
Устранение неисправностей гидравлической системы Гидравлические системы могут быть очень простыми, например, ручной насос, накачивающий гидравлическую систему. Подразделение Lippert Components, Inc. РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ PNP BED-LIFT Использование продукта: Этот продукт …
Гидравлика: Устранение неисправностей гидравлической системы — это седьмая часть серии обучения, состоящей из семи частей.Поиск и устранение неисправностей гидравлической системы требует логического, упорядоченного подхода к выбору и выполнению задач. Понимание процесса устранения неполадок предоставит студентам наиболее четкое представление о …
Автоматическое выравнивание | Lippert Components, Inc. Lci1.com Неровный грунт может вызвать множество проблем, а другие системы выравнивания могут вызвать напряжение и скручивание шасси, повреждение систем скольжения, боковых стенок и окон. Запатентованная конструкция Level Up не создает чрезмерной нагрузки на шасси — шеститочечная система выравнивания Level Up включает в себя выравнивающие домкраты…
Power Gear Leveling Control 140-1179 Запасная часть Power Gear от Lippert для гидравлической системы выравнивания вашего тренера.
F Auto Level — Переводит систему нивелирования в режим автоматического нивелирования. G Передняя кнопка — активирует оба передних гнезда. Вся содержащаяся в нем информация может распространяться только как полный документ, если иное не разрешено явным согласием Lippert Components Inc. на распространение отдельных частей.
Блок управления ступенями Kwikee 9510 Управление ступенями управления IMGL / 9150.Lippert Components — ведущий поставщик компонентов для индустрии транспортных средств для отдыха и жилищного строительства, а также смежных отраслей, включая автобусы, грузовые и конные прицепы, морские суда и тяжелые грузовики.
Схема гидравлической системы. Схема гидравлической системы
Тратьте меньше времени на обустройство лагеря и больше времени на отдых. Домкраты LCI Power Stabilizer — это доступный способ перейти на систему выравнивания мощности и легко прикрепить болтами к существующей раме. Домкраты автоматически подстраиваются под рельеф.Лучшая защита от бокового движения с улучшенной тормозной системой. Конструкция из толстой стали; Долговечное порошковое покрытие …
Многофункциональный пульт Linc (текущая версия — LC358601) может независимо управлять выравнивателем Lippert Ground Control 3.0, а также 5-8-канальным приемником дистанционного управления (Липперт называет это многофункциональным предохранителем с 5 выходами. Приемник мультиплексора). Эти две системы полностью независимы, но обе могут управляться одновременно с пульта дистанционного управления.