Сварочный полуавтомат своими руками — flagman-ug.ru
Как сделать полуавтомат для сварки?
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.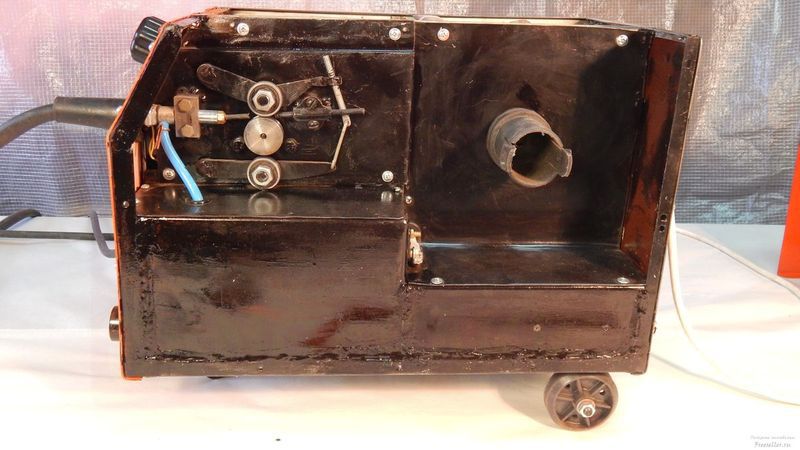
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0. 8 мм
8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.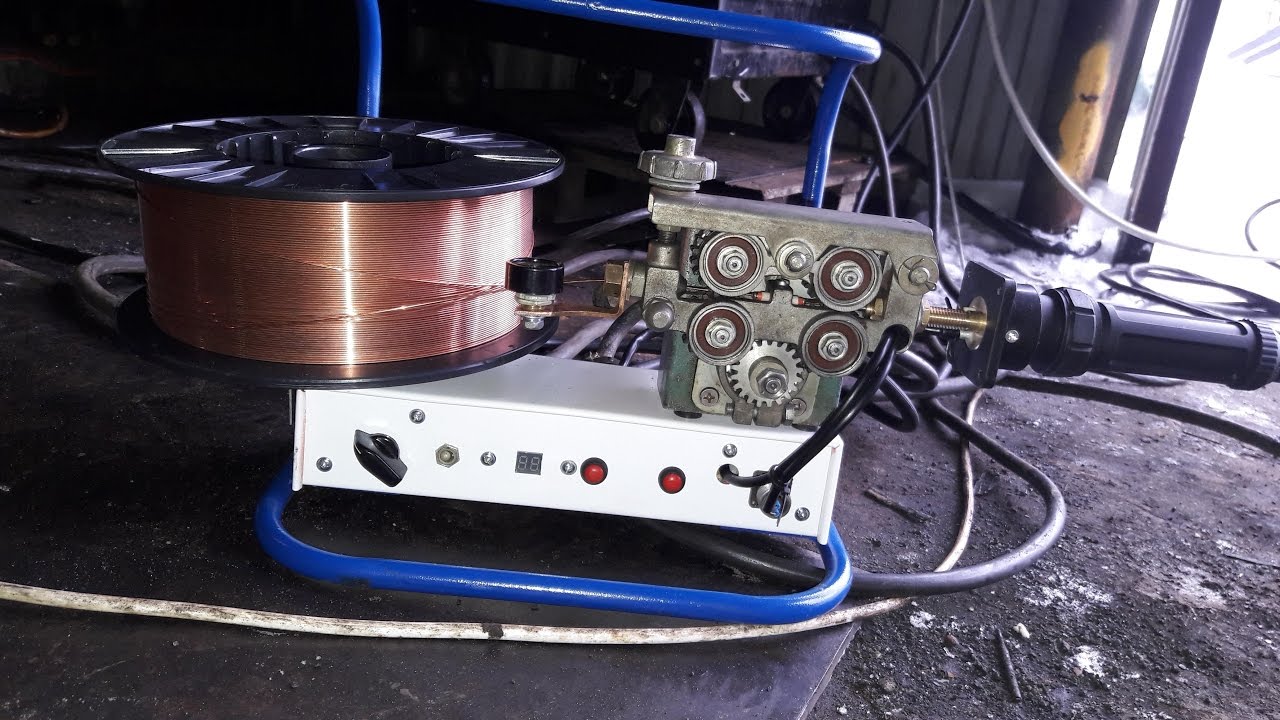
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Самодельный сварочный полуавтомат 2 в 1
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Изготовление
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап — намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Провод наматываем на челнок — так намного проще мотать.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
О результатах промежуточных испытаний также заснял видеоролик:
Изготовление механизма протяжки
Следующий этап — сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки — поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
Сварочный рукав
Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Он намотан на трансформаторе ТС 250 от телевизора.
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Файл печатной платы (проект программы DipTrace), можно скачать с сайта Svapka.ru по ссылке: http://svapka.ru/down/svapka20smd.dip
Плата управления
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.
Силовые диоды на 200 ампер на радиаторах.
Провод для массы.
Переключатель напряжения первичной обмотки.
Тиристор Т-161-160 ампер.
Изготовление корпуса
Ну и наконец, завершающий этап — изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
Ну и самое главное — как все это работает смотрим в финальном видео.
У кого возникнут вопросы — задавайте, всем отвечу.
Спасибо за внимание!
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.

- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.

Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Как сделать сварочный полуавтомат своими руками?
Время чтения: 9 минут
Современный полуавтомат — это универсальный помощник и в быту, и в гараже, и на производстве. Полуавтоматическая сварка подходит как для сварки любительской, так и для профессиональных работ. С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
Но с развитием технологий производители смогли разработать сварочный аппарат инверторного типа, на базе которого и стали появляться первые полуавтоматы. Полуавтоматы, по сравнению с трансформаторами, имеют меньший вес и габариты, при этом оснащены дополнительным функционалом и возможностью сварки с применением различных технологий (MMA, MIG/MAG, TIG).
Технологичность полуавтомата стала и плюсом и минусом одновременно: сварщики получили больше возможностей для работы, но при этом должны были заплатить цену в три раза большую. Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.
Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.
УСТРОЙСТВО ПОЛУАВТОМАТА
Прежде чем вы приступите к сборке полуавтомата, важно четко осознавать его устройство и принцип работы. Говоря простыми словами, полуавтомат состоит из двух блоков: блок силовой (силовая часть) и блок подающий (подающий механизм). Давайте поговорим о них подробнее.
Вы уже наверняка знаете, что для сварки полуавтомат используется специальная присадочная проволока, которая играет роль электрода. Она является своеобразным проводником тока в зону сварки и позволяет сформировать шов. Если есть проволока, значит она должна как-то подаваться в зону сварки. Это, конечно, можно сделать вручную (в прямом смысле слова подавая пруток в сварочную ванну с помощью рук), но целесообразнее использовать специальный подающий механизм. Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.
Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.
Блок силовой работает на базе инвертора, который выполняет роль источника тока. Он так же отдельно стоящий в случае с самодельным полуавтоматом.
Это основные компоненты. Помимо них вам понадобится горелка, шланг (он же сварочный рукав) , сопло и прочие элементы, необходимые для работы с газом.
Учтите, что ваш самодельный полуавтомат не будет отличаться компактностью. Особенно, если он будет состоять из двух отдельно стоящих частей. Это, конечно, минус по сравнению с заводскими моделями. Но вы можете собрать удобную тележку для перевозки самодельного аппарата, чтобы нивелировать этот недостаток. В этой статье мы рассказывали, как сделать тележку для полуавтомата. Вы можете модернизировать ее под габариты своего аппарата, снабдить более прочными колесами и усилить конструкцию для большей надежности.
ПРИНЦИП РАБОТЫ
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
ПОДБОР РАСХОДНЫХ МАТЕРИАЛОВ
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
ПОЛУАВТОМАТ СВОИМИ РУКАМИ
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки.
Основа такого самодельного полуавтомата — это сварочный инвертор для ручной дуговой сварки. Подающий механизм автор собрал буквально из подручным материалов. При этом многие компоненты можно купить недорого в интернете и не заморачиваться с самостоятельным изготовлением. Тот же сварочный рукав для полуавтомата своими руками делать нецелесообразно, гораздо проще заказать его по невысокой цене.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.
ЦЕЛЕСООБРАЗНОСТЬ ИЗГОТОВЛЕНИЯ
Некоторые могут задуматься, стоит ли вообще браться за такое кропотливое дело и собирать самодельный полуавтомат, когда можно купить в магазине и не тратить время. Это резонный вопрос. Предлагаем по порядку перечислить все причины, почему вам стоит сделать свой полуавтомат и в каких случаях это нецелесообразно.
Это резонный вопрос. Предлагаем по порядку перечислить все причины, почему вам стоит сделать свой полуавтомат и в каких случаях это нецелесообразно.
Начнем с цены. Стоимость добротного полуавтомата, который прослужит вам ни один год — минимум 300-400$. И это не считая всех сопутствующих комплектующих, вроде горелки, газовых баллонов, проволоки и т.д. Готовы вы ли вы выложить крупную сумму за аппарат, который будете использовать не регулярно? На наш взгляд, сборка сварочного полуавтомата своими руками логичнее. Лучше потратьтесь на качественную горелку, хорошую маску и присадочный материал.
Экономия при изготовлении самодельного аппарата заключается в использовании недорого инвертора. Все, что вам от него нужно — это большая мощность, поскольку аппарат будет использоваться как «сердце» будущего полуавтомата. Для этих целей можно купить б/у инвертор за смешные деньги и уже переделать в полуавтомат.
Также самодельные сварочные аппараты полуавтоматы, схемы на которые лежат в открытом доступе на многих форумах, развивают ваши навыки в сборке и изготовлении самодельных электроприборов. Наверняка после полуавтомата вам захочется сделать что-то еще, поскольку этот процесс довольно интересный.
Наверняка после полуавтомата вам захочется сделать что-то еще, поскольку этот процесс довольно интересный.
Причин, почему не стоит собирать самодельный сварочный аппарат полуавтоматического типа, несколько.
Первая — отсутствие гарантии. Покупая аппарат в магазине, вы получаете гарантийный талон, с помощью которого можете выполнить бесплатный ремонт своего полуавтомата в сервисном центре. Так вы экономите не только силы, но и время. Время — это вторая причина. У вас вряд ли получится собрать полуавтомат за один вечер. Придется как следует поработать над этим.
Последняя причина — это необходимость наличия знаний в области электротехники. Логично, что если вы не знаете основ электротехники, то просто не сможете собрать ни один электроприбор. С другой стороны, как обучиться этим знаниям, если не пробовать?
ВМЕСТО ЗАКЛЮЧЕНИЯ
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
Работа над полуавтоматом самодельным сварочным технология изготовления
Работа над полуавтоматом самодельным сварочным: технология изготовления
Те мастера, которые увлекаются сварочными работами, не раз задумывались над тем, как соорудить установку для проведения сопряжения элементов и деталей. Описанный ниже самодельный сварочный полуавтомат будет иметь следующие технические характеристики: напряжение электросети, равное 220 В; уровень потребляемой мощности, не превышающий 3 кВа; работает в повторно-кратковременном режиме; корректируемое
рабочего напряжения является ступенчатым и варьируется в пределах 19-26 В. Сварочная проволока подается со скоростью в пределах от 0 до 7 м/мин, тогда как ее диаметр равен 0,8 мм. Уровень сварочного тока: ПВ 40% – 160 А, ПВ 100% – 80 А.
Практика показывает, что подобный полуавтомат сварочный способен демонстрировать отличную работоспособность и длительный срок жизнедеятельности.
Устройство полуавтомата для сварки.
Подготовка элементов перед началом работ
В роли сварочной проволоки следует применять обычную, ту, что имеет диаметр в пределах 0,8 мм, она реализуется в катушке по 5 кг. Такой сварочный полуавтомат невозможно будет изготовить без наличия сварочной горелки на 180 А, которая имеет евроразъем. Приобрести ее можно в отделе, специализирующемся на продаже сварочного оборудования. На рис. 1 можно увидеть схему сварочного полуавтомата. Для установки понадобится выключатель питания и защиты, для него можно использовать однофазный автомат АЕ (16А). При работе аппарата возникнет необходимость перехода между режимами, для этого можно применить ПКУ-3-12-2037.
Схема питания сварочного полуавтомата.
От наличия резисторов можно отказаться. Их цель состоит в скорой разрядке конденсаторов дросселя.
Что касается конденсатора С7, то в тандеме с дросселем он способен стабилизировать горение и поддерживать дугу. В качестве наименьшей его емкости может выступить 20000 мкф, тогда как наиболее подходящий уровень равен 30000 мкф. Если попытаться внедрить другие разновидности конденсаторов, которые обладают не столь внушительными размерами и более значительной емкостью, то они станут проявлять себя не в достаточной степени надежно, так как будут довольно скоро выгорать. Для изготовления сварочного полуавтомата предпочтительнее использовать конденсаторы старого типа, расположить их нужно в количестве 3-х штук в параллель.
Силовые тиристоры на 200 А имеют достаточный запас, допустимо установить и на 160 А, однако функционировать они станут на пределе, в последнем случае возникнет необходимость использовать довольно мощные вентиляторы при работе. Используемые В200 следует устанавливать на поверхности негабаритной алюминиевой основы.
Намотка трансформатора
Изготавливая сварочный полуавтомат своими руками, процесс нужно начинать с намотки трансформатора ОСМ-1 (1кВт).
Схема самодельного приспособления для обмотки трансформаторов.
Его первоначально предстоит полностью разобрать, железо следует на время отложить. Предстоит изготовить каркас катушки, применив для этого текстолит толщиной равной 2 мм, такая необходимость возникает по той причине, что свой каркас не имеет достаточного запаса прочности. Габариты щеки должны быть равны 147х106 мм. В щеках нужно подготовить окно, габариты которого равны 87х51,5 мм. На этом можно считать, что каркас полностью готов.
Теперь нужно отыскать обмоточный провод Ø1,8 мм, предпочтительнее использовать тот, что имеет усиленную стекловолоконную защиту.
Изготавливая сварочный полуавтомат своими руками, нужно создать на первичной обмотке следующее количество витков: 164 + 15 + 15 + 15 + 15. В промежутке между слоями нужно проложить изоляцию, применив тонкую стеклоткань. Провод предстоит наматывать с максимальной плотностью, в противном случае он может не влезть.
Схема намотки сварочного трансформатора.
Для подготовки вторичной обмотки нужно использовать алюминиевую шину, которая имеет стеклянную изоляцию с габаритами, равными 2,8х4,75 мм, приобрести ее можно у обмотчиков. Понадобится около 8 м, однако приобрести материал нужно с некоторым запасом. Намотку следует начинать с образования 19 витков, после предстоит обеспечить петлю, направленную под болт М6, затем необходимо сделать еще 19 оборотов. Концы должны иметь длину по 30 см, что понадобится для проведения дальнейших работ.
При изготовлении полуавтомата сварочного следует учесть, что если для работы с габаритными элементами вам может быть недостаточно тока при подобном напряжении, то на этапе монтажа или уже в процессе дальнейшего использования аппарата можно переделать вторичную обмотку, дополнив ее еще тремя витками на плечо, в конечном результате это позволит получить 22+22.
Сварочный полуавтомат должен обладать обмоткой, которая укладывается впритык, по этой причине следует мотать очень аккуратно, это позволит расположить все верно.
При использовании для образования первичной обмотки эмальпровода затем в обязательном порядке нужно произвести обработку посредством лака, минимальное время удержания катушки в нем ограничено 6 часами.
Схема первичной и вторичной обмоток.
Теперь можно смонтировать трансформатор и подсоединить его к электросети, что позволит определить ток холостого хода, который должен быть равен примерно 0,5 А, уровень напряжения на вторичной обмотке должен быть эквивалентен 19-26 В. При совпадении условий можно на время отложить трансформатор и приступить к выполнению следующего этапа.
Делая сварочный полуавтомат своими руками, взамен ОСМ-1 для силового трансформатора допустимо использовать 4 единицы ТС-270, однако они обладают несколько иными габаритами, при необходимости для этого случая можно самостоятельно рассчитать данные для осуществления намотки.
Намотка дросселя
Изготовление корпуса из старого блока питания.
Для проведения намотки дросселя следует использовать трансформатор на 400 Вт эмальпровод Ø1,5 мм или больше. Намотку нужно произвести в 2 слоя, укладывая изоляцию между слоями, при этом нужно соблюдать требование, которое заключается в необходимости как можно более плотной укладки провода. Теперь предстоит использовать алюминиевую шину с размерами в 2,8х4,75 мм, при намотке нужно осуществить 24 витка, остаток шины должен быть равен 30 см. Сердечник следует монтировать с обеспечением зазора в 1 мм, параллельно с этим предстоит уложить заготовки текстолита.
При самостоятельном изготовлении сварочного полуавтомата дроссель допустимо намотать на железе, позаимствованном от лампового старого телевизора.
Для питания схемы можно использовать готовый трансформатор. Его выдача должна составить 24 В при 6 А.
Сборка корпуса
На следующем этапе можно приступать к сборке корпуса установки. Для этого можно использовать железо, толщина которого равна 1,5 мм, углы предстоит соединить методом сварки. В качестве основания механизма рекомендуется использовать нержавеющую сталь.
В роли мотора может выступить та модель, которая применяется в стеклоочистителе машины марки ВАЗ-2101. Необходимо избавиться от концевика, который работает на возврат в крайнее положение.
В подкатушечнике для получения тормозного усилия используется пружина, можно для этого применить совершенно любую, которая есть в наличии. Тормозной эффект будет более внушительным, если на это станет влиять воздействие сжатой пружины, для этого предстоит закрутить гайку.
Для того чтобы сделать полуавтомат своими руками, нужно подготовить следующие материалы и инструменты:
- эмальпровод;
- проволоку;
- однофазный автомат;
- трансформатор;
- сварочную горелку;
- железо;
- текстолит.
Изготовление такой установки окажется посильной задачей для мастера, который заблаговременно ознакомился с представленными выше рекомендациями. Этот автомат окажется намного более выгодным в плане стоимости по сравнению с той моделью, что была произведена в условиях завода, а ее качество не окажется ниже.
Самодельный сварочный полуавтомат. Как сделать полуавтомат сварочный своими руками? Сварочный полуавтомат aiken электрическая схема подачи проволоки
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Изготовление сварочного полуавтомата своими руками
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
- Простота и надежность техники.
- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварочный полуавтомат своими руками из инвертора. Как переделать сварочный инвертор в полуавтомат почти бесплатно
ГлавнаяПолСварочный полуавтомат своими руками из инвертораКак переделать сварочный инвертор в полуавтомат своими руками?
Март 22, 2017
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
electrod.biz
Самодельный полуавтомат из инвертора своими руками
Главная > Ремонт > Как изготовить полуавтомат из инвертора своими рукамиУ хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом. Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Протяжной механизм в сборе
Горелка
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
elquanta.ru
изготовление из инвертора и трансформатора
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.
Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
svaring.com
Переделать сварочный инвертор в полуавтомат своими руками
Инверторы широко применяются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Необходимо умение «держать дугу». К тому же сопротивление дуги — величина непостоянная, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на задний план, если вы работаете полуавтоматическим сварочным аппаратом.
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.
Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Сварочный полуавтомат из инвертора своими руками
Основа будущего агрегата — фабричный сварочный инвертор с выходными параметрами тока не менее 150А. Некоторые «кулибины» рекомендуют внести изменения в модуль управления инвертором, поскольку штатно вольтамперная характеристика падающая, а для полуавтомата необходим иной график ВАХ.
Для этого надо хорошо понимать схему работы устройства. При некорректном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы – это отдельный разговор. Вначале рассмотрим механическую часть.
Для переделки (точнее — доработки) сварочного инвертора в полуавтомат, нам понадобятся следующие элементы:
- механизм подачи сварочной проволоки
- основной инструмент — горелка (пистолет)
- устойчивый к истиранию шланг (внутренний) для подачи сварочной проволоки
- герметичный шланг для подачи в зону сварки инертного газа
- бобина (катушка) со сварочной проволокой
- блок управления вашим полуавтоматом.
Оптимальным решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерный короб от системного блока компьютера. Причем блок питания задействуется для механизма подачи проволоки.
Примеряем размер бобины с проволокой. Должно остаться достаточно места для штатного БП и разъема для шланга.Роликовый механизм подачи разрабатывается исходя из имеющегося двигателя. Неплохим донором является моторчик от стеклоочистителя со штатным редуктором.
Под него и проектируем раму механизма. Макет рисуется на картоне, для примерки в реальном масштабе.Разъем и шланг с горелкой можно изготовить самому, но для безопасности лучше приобрести готовый комплект. Механизм подачи сварочной проволоки компонуется с предполагаемым размещением разъема.Все компоненты должны располагаться ровно, напротив друг друга, для равномерной подачи проволоки. Поэтому ролики тщательно центруются относительно входного штуцера разъема. В качестве направляющих механизма подачи используем обычные шариковые подшипники.Выполняем предварительную сборку механизма подачи в металле. Производим тонкую регулировку и подгонку взаимного расположения.
Важно! При любых перекосах, будет подклинивать проволока. Это сильно отвлекает во время сварки, и можно «запороть» шов.
Поскольку сварочная проволока будет находиться под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.Можно использовать текстолит, прочную пластмассу или просто лист фанеры толщиной не менее 6 мм. Закрепляем конструкцию на корпусе, проверяем отсутствие взаимного касания металлических частей.Первичная направляющая изготавливается из обычного болта, в котором сверлится продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается фторопластовый кембрик, армированный пружиной.
Штанги прижимных роликов также необходимо подпружинить на растяжение. Сила натяжения регулируется болтом.Консоль для подвеса бобины с проволокой изготавливаем из пластиковой трубы (система водоотведения) и толстой фанеры.
Обеспечивается достаточная прочность и (что особенно важно!) электрическая изоляция от металлического корпуса.
Примеряем катушку, производим заправку проволоки в механизм подачи. На этом этапе окончательно регулируем зазоры, взаимное расположение элементов, свободный ход проволоки. После тонкой доводки необходимо обеспечить законтривание гаек. Есть много способов – краска, контргайки, герметик для металла.Схема управления механикой полуавтомата
Скорость мотора контролируется ШИМ регулятором. При сварочных работах важно точно установить интенсивность подачи проволоки в зону сварки. Иначе вы не сможете обеспечить равномерный расплав металла шва.
Переменный резистор контроллера устанавливается на переднюю панель инвертора. Следующая важная часть схемы – реле управления клапана подачи инертного газа и запуска мотора. Контактные группы должны срабатывать от нажатия кнопки на горелке.
Причем газ должен подаваться на две-три секунды раньше, чем в зону сварки пойдет проволока.
Иначе зажигание дуги будет происходить в атмосферной среде, и проволока просто сгорит, вместо расплава.
Для этого собирается простенькое реле задержки на 815 транзисторе и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подойдет обычное автомобильное. Питание у нас 12 вольт (компьютерный БП), поэтому подбирать компоненты удобно.
Собственно клапан устанавливается на свободное место в корпусе. Подойдет любое запорное устройство от автомобиля. В нашем случае – воздушный клапан от ГАЗ 24.
Финальная сборка
Компонуем все органы управления на передней панели, собираем корпус.ШИМ регулятор скорости подачи можно оснастить цифровым индикатором. Задавая скорость, вы можете откалибровать показания, или просто запомнить цифры для тех или иных условий работы. В любом случае, это добавит комфорта при использовании.Сварочный инвертор полуавтомат готов. Однако падающая вольтамперная характеристика делает работу неудобной. Нет той хваленой плавности сварки, характерной именно для полуавтомата.
Задача – сделать выходные параметры стабильными по напряжению, а не по току.
Для этого разработано много схем. Посмотрите на структурное решение – подбор элементов происходит для различных схем инверторов индивидуально.Еще одна проблема – срабатывание на инверторе термодатчика защиты от перегрева. Это решается установкой оптронной пары. Термодатчик теперь используется в качестве контроллера для доработанной схемы.Итог:Полуавтоматический сварочный инвертор обойдется вам в сумму, втрое меньшую фабричного экземпляра. Главное – изучить схему вашего штатного сварочника, и не бояться выполнить работу своими руками.
Как переделать сварочный полуавтомат из инвертора своими руками — видео инструкция
obinstrumente.ru
Сварочный полуавтомат своими руками из инвертора
Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
svarkagid.com
Сварочный полуавтомат из инвертора своими руками: схема (фото и видео)
27 октября 2015
Просмотров: 5065
Полуавтомат из инвертора своими руками можно изготовить без особых трудностей при наличии соответствующих технических знаний. Чтобы изготовить полуавтомат своими руками, потребуется подготовить определенный перечень механизмов, устройств, инструментов и материалов, которые входят в состав агрегата.
Полуавтомат из инвертора включает в себя инвертор и сварочную горелку.
Подготовка к изготовлению и особенности конструкции
Домашними умельцами разработаны различные схемы конструирования полуавтоматов из инвертора.
Наиболее распространенная схема устройства предполагает необходимый перечень инструментов и материалов:
- сварочный инвертор, который имеет возможность выдавать рабочий ток силой около 150 А;
- подающий механизм, обеспечивающий подачу электродной проволоки в зону сваривания;
- горелка;
- гибкий шланг;
- рабочая бобина с электродной проволокой, имеющая изменения в устройстве;
- блок управления устройством.
Инвертор должен быть мощностью около 150 А.
Особое внимание следует уделить подающему механизму. При помощи использования этого элемента конструкции происходит подача электродной проволоки к горелке по гибкому шлангу. Идеальная скорость подачи проволоки соответствует скорости ее плавления. Показатель скорости подачи проволоки, которую обеспечивает подающий механизм, оказывает существенное влияние на процесс проведения работ и качество выполнения сварочного шва при помощи сварочного полуавтомата.
При конструировании полуавтомата следует предусмотреть возможность изменения скорости подачи электродной проволоки в зону сваривания. Возможность изменять скорость подачи электродного материала позволяет работать с расходниками различного диаметра и из разных материалов. Чаще всего при работе сварочных полуавтоматов применяется проволока с размерами 0,8 мм, 1 мм, 1,2 мм и 1,6 мм. Проволоку наматывают на специальные катушки, устанавливаемые в сварочном устройстве.
Если подача проволоки проводится полностью в автоматическом режиме, то это значительно уменьшает время, требуемое для проведения работ по свариванию заготовок.
Блок управления полуавтоматом оснащается каналом регулировки и стабилизирования рабочей силы тока. Параметры рабочего тока контролируются микроконтроллером в широтно-импульсном режиме. От широтно-импульсного параметра тока во многом зависит напряжение на конденсаторе. Напряжение на последнем непосредственно оказывает влияние на силу рабочего сварного тока.
Выбор трансформатора для инвертора и сборка агрегата
Перед самостоятельным конструированием полуавтомата требуется определиться с типом и мощностью сварочного трансформатора, который планируется установить в полуавтомате. Следует помнить, что при использовании для процесса сваривания проволоки минимального размера 0,8 мм рабочий сварочный ток должен быть 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. При выборе трансформатора следует обратить внимание на то, что трансформатор на тороидальном сердечнике имеет меньший вес по сравнению с другими типами устройств.
Схема обмотки трансформатора.
При изготовлении трансформатора нужно учитывать несколько тонкостей. Трансформатор требуется обмотать медной полосой с размерами (40 мм — ширина и 30 мм — толщина). Перед использованием медной полосы ее сначала обматывают термобумагой. Использовать для намотки обычный медный провод нельзя, так как происходит его сильный нагрев.
Вторичную обмотку трансформатора делают из трех слоев жести. Слои жести изолируются между собой при помощи фторопластовой ленты. На выходе концы спаиваются между собой для повышения проводимости. В корпусе, где устанавливается трансформатор, монтируется вентилятор для осуществления обдува с целью повышения охлаждения компонентов системы в процессе работы устройства.
Регулировку тока в приспособлении можно осуществлять двумя способами: по первичной и вторичной обмоткам. Осуществление регулировки первым способом требует использования тиристорной схемы регулировки. Этот способ регулирования имеет определенные недостатки, которые устраняются при помощи включения в цепь реле и некоторых коммутирующих элементов.
При применении регулировки тока по вторичной обмотке возникает высокая пульсация, для снижения которой применяют тиристорную схему. Применение коммутирующих схем приводит к повышению веса конструкции и стоимости установки. По этой причине использование регулировки тока по первичной обмотке считается более приемлемым.
Для сглаживания пульсаций в цепи вторичной обмотки встраиваются сглаживающий дроссель и конденсатор, имеющий емкость около 50000 МкФ. Такая конфигурация устройства позволяет сглаживать пульсации напряжения при выборе любой схемы регулирования тока.
В качестве редуктора для подачи проволоки можно использовать редуктор от стеклоочистителя ВАЗ.
Настройка инвертора-полуавтомата
Устройство сварочного инвертора-полуавтомата.
При сборке инвертора-полуавтомата своими руками требуется для силовых ключей, входного и выходного выпрямителей обеспечить хорошее охлаждение при помощи использования радиаторов. В корпусе также требуется монтировать термодатчик. После проведения монтажа силовой части приспособления проводится подключение ее к блоку управления устройством.
Готовое устройство можно включать в сеть. После того как загорелся индикатор, к устройству подключают осциллограф и проверяют правильность работы. Двуполярные импульсы должны иметь частоту 40-50 Гц, а время между ними корректируется за счет изменения напряжения на входе. Нормальный промежуток времени между импульсами должен составлять 1,5 мкс.
Импульсы, которые регистрирует осциллограф, должны иметь прямоугольные фронты длительностью не более 500 нс.
После проверки инвертора он подключается к бытовой электрической сети. При подключении аппарата индикатор должен показывать 120 А. В случае если этот показатель не достигнут, требуется проверить правильность сборки устройства.
По окончании тестирования аппарата на холостом ходу проводится тестирование устройства под нагрузкой. Для этой цели требуется в цепь сварочных проводов включить нагрузку в виде реостата 0,5 Ом, который способен выдерживать ток больше 60 А. При этой нагрузке контролируется ток при помощи вольтметра.
http:
После сборки агрегата проверяется его работоспособность. Для этого следует нажать на кнопку запуска. Сразу после этого начинает поступать углекислый газ, через несколько секунд включается ток, начинается подача электродной проволоки. При выключении устройства сначала прекращается подача рабочего тока и электродной проволоки и только спустя несколько секунд перекрывается электроклапан, обеспечивающий подачу углекислого газа в зону проведения сварочных работ. В качества клапана для обеспечения подачи углекислого газа можно использовать клапан подачи воды на заднее стекло автомобиля ВАЗ.
Правила использования сварочного инвертора и применение агрегата
После запуска инвертора при помощи контроллера выставляется требуемый для работы ток. В случае правильной настройки на выходе устройства величина электрического тока составляет 120 А. При помощи блока управления при необходимости силу тока можно изменять в интервале от 20 до 160 А. При использовании агрегата следует контролировать температуру его нагрева. Температура нагрева не должна превышать 75º С. Для ее контроля в устройстве следует установить термодатчик. При увеличении температуры выше установленного максимума устройство следует отключить и дать ему время на остывание. Для улучшения охлаждения в агрегате предусмотрена установка нескольких вентиляторов.
http:
Полуавтомат сварочный, изготовленный на основе инвертора, применяют для проведения процедуры точного сваривания изделий из различных типов стали. Помимо этого устройство используется для сваривания тонких металлических заготовок. Использование полуавтомата распространено при проведении автомобильных ремонтных работ кузова.
После изготовления полуавтоматической сварки из инвертора для дома этот агрегат становится незаменимым устройством, используемым в домашнем хозяйстве для выполнения большого количества различных сварочных работ.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…Похожие статьи
masterinstrumenta.ru
Полуавтомат из «инвертора», своими руками, возможно ли это?
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.
Ещё на эту тему:
avtomastersam.ru
Самодельные сварочные аппараты полуавтоматы схемы
Сварочный полуавтомат 30А — 160А своими руками » Журнал практической электроники Датагор (Datagor Practical Electronics Magazine)
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
▼ Файловый сервис недоступен. Зарегистрируйтесь или авторизуйтесь на сайте.
Камрад, рассмотри датагорские рекомендации
Андрей (bedjamen)
Вологда
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.Мои поделки за последние несколько лет:
https://yadi.sk/d/4_KITmRVcARCX
Цепь мини-сварочного аппарата
для малых сварочных работ
Цепь небольшого бестрансформаторного сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода. В следующей статье это объясняется более подробно. Идея была предложена г-ном Тун.
В одном из моих предыдущих постов мы наткнулись на полноценную схему сварочного инвертора SMPS на 100 А для работы с соединениями и металлами достаточно больших размеров.
Концепция дизайна
Эта схема, основанная на SMPS и требующая высоких характеристик мощности, является сложной и может оказаться недоступной для начинающих любителей.
По просьбе г-на Тана схема самодельного сварочного аппарата небольшого размера — это то, на что будет обращать внимание большинство начинающих энтузиастов и инженеров-механиков для решения своих периодических работ по сварке металла на рабочем месте.
Сварочный мини-аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей диаграмме:
Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую экстремальные конденсаторы с точки зрения их номиналов. .
Работа схемы
На входной стороне мы видим внушительный конденсатор 500 мкФ / 400 В, в то время как на выходной стороне также можно увидеть конденсатор аналогичного номинала, расположенный для усиления тока.
Самым основным параметром сварочной системы является высокий ток, так что в месте короткого замыкания на рассматриваемом металлическом соединении может образоваться чрезвычайно высокая температура.
Эта генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо его версии SMPS, о которой мы говорили в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема SMPS слишком сложна для новичков, единственный альтернативный способ достижения сильноточной сварки за счет относительно простой конструкции, возможно, заключается в использовании сильноточного емкостного источника питания, как показано выше.
Можно ожидать, что конденсатор 500 мкФ / 400 В будет генерировать всплески тока до 36 ампер при 220 В, и, усиленный дополнительным конденсатором выходного фильтра, этот ток может вызвать серьезные сварочные работы.
Вы можете проверить вышеупомянутые характеристики с помощью следующих двух программ-калькуляторов:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочную работу через короткие разрывы, а не за счет непрерывной дуги , что может быть опасно и в любом случае не рекомендуется для сварочных работ.
Входной конденсатор 500 мкФ / 400 В выглядит массивным, и он может быть недоступен на рынке, поэтому его можно построить, используя 500 номеров конденсаторов PPC 1 мкФ / 400 В, подключенных параллельно, это может занять некоторое место, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Этот конденсатор предпочтительно должен быть неполярным, однако, поскольку диод расположен последовательно, это означает, что конденсатор с электролитом также может без проблем служить этой цели.
Второй конденсатор на выходе точно может быть электролитическим.
Для увеличения тока значения пределов могут быть увеличены до более высоких пределов, это единственный параметр, на котором нужно сосредоточиться.
ВНИМАНИЕ: Схема мини-сварочного аппарата, описанная выше, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому рекомендуется проявлять особую осторожность при работе с этим оборудованием при включенном питании.
О Swagatam
Я инженер-электроник (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете взаимодействовать с ними через комментарии, я буду очень рад помочь!
для 3D-панелей
ПанелиFence 3D созданы на основе сварных сеток и ребер жесткости. Фактически, производственный процесс состоит из производства 4 проволочных сеток диаметром 5 мм, стадии гибки для повышения прочности и жесткости готового изделия, а также гальванизации или проектирования порошкового покрытия. «Росстройтех» разработал готовый комплект оборудования «Забор» под ключ для малого бизнеса.
«Забор» под ключ состоит из высокопроизводительных автоматических или полуавтоматических сварочных аппаратов и встроенного (или отдельного) гидравлического формирователя ребер.Сварная сетка размещается в гидравлических V-образных ребрах для увеличения прочности участков сварной сетки. Количество ребер зависит от высоты забора. Готовая секция забора готова к порошковой полимерной окраске. Он основан на электростатической адгезии частиц порошковой краски к поверхности и дальнейшей полимеризации порошкового покрытия в сушильной печи. Наконец, панели с покрытием устанавливаются между двумя стойками прямоугольного профиля с помощью специальных зажимов (промежуточных, угловых и начальных / конечных зажимов).
«Росстройтех» разработал уникальную конструкцию аппаратов для многоточечной сварки сетки, не уступающую по техническим характеристикам ведущим производителям, таким как Clifford, Schnell, AWM.Электронное управление включает компоненты Delta Electronics®, Finder®. Пневматика и мотор-редукторы производятся соответственно компаниями Camozzi® и Tramec®. Полимерный столик включает в себя следующее оборудование: сушильную печь, камеру напыления, транспортную систему, оборудование для напыления.
Процесс сварки сетчатых панелей
Оператор устанавливает желаемые технические параметры с панели управления и выполняет общие настройки машины перед сваркой. Для полуавтомата требуется прямая и поперечно нарезанная проволока.Используя правочно-отрезной агрегат, оператор заранее подготавливает прутки подходящего размера. Строки загружаются вручную через устройство подачи строки. Поперечины загружаются в бункер. Питатель автоматически сбрасывает поперечины из бункера в зону сварки. Сварка мест пересечений выполняется одновременно.
Линия полимерного порошка включает в себя: сушильную печь, камеру напыления, транспортную систему, оборудование для напыления.
Печь полимеризации, размеры 6200x2900x1600 мм, мощность 110 кВт
Камера напыления, размеры 3500x2700x900 мм, мощность 12 кВт
Транспортная система, 10 направляющих.
Распылительное оборудование.
Базовый комплект оборудования:
Сварочный полуавтомат WP-2500;
Система охлаждения сварочного агрегата МСО-200;
Станки правильные и отрезные СТУ-70 / 3-6, в том числе прутковый стол и рулоны;
Гибочный станок;
Линия порошкового полимера;
Руководство пользователя и техническая документация производителя.
Упаковка и транспортировка
Контейнер 20 дюймов, поддон, дерево, картон, полиэтилен.
Наши услуги
Проверка и запуск.Послепродажное обслуживание по скайпу, электронной почте, телефону 24/7.
Информация о компании
Компания «Росстройтех» — эксперт в области контактной сварки и ведущий российский производитель оборудования для производства сборных железобетонных изделий, машин для сварки сетки, автоматических и ручных машин для многоточечной сварки и высокотехнологичного оборудования для обработка проволоки.
.Полуавтоматические сварочные аппараты MIG
полуавтоматические сварочные аппараты mig
TopSun Автоматический аппарат для сварки продольных швов
(Машина для сварки резервуаров)
TopSun Автоматические устройства для сварки продольных швов предназначены для всех прямолинейных сварок Приложения. Они широко используются для сварки цилиндров, корпусов резервуаров, труб, плоских листов и открытых ящиков. Одна сварочная горелка перемещается вдоль шва, обеспечивая непрерывную сварку с отличной точностью и качеством. Когда такая машина для продольной сварки используется для сварки резервуаров, они широко используются в производстве резервуаров для солнечного водонагревателя, резервуаров для эмалированного топлива, баллонов для сжиженного нефтяного газа, сварных изолированных баллонов большой емкости, резервуаров для хранения, газовых станций СПГ и так далее. Полностью адаптирован к требованиям заказчика. | |
Производительность аппарата для сварки продольных швов | Автоматический аппарат для сварки продольных швов TopSun предназначен для стыковой сварки.Эти сварочные аппараты могут включать:
Характеристики сварочного аппарата TopSun Tank
Автоматическое или ручное изменение размера |
Применения | Автоматическая машина для продольной сварки TopSun для небольших, средних и крупных операций прямой сварки. Сварные швы обычно выходят за пределы резервуаров. Резервуары включают:
|
Диапазон обрабатываемой детали | Толщина обрабатываемой детали: 0,3-10 мм Диаметр.заготовки: 200 мм-2500 мм |
Материал заготовки | Сварщик продольных швов TopSun может сваривать следующие материалы:
|
Компоненты оборудования, разработанные на заказ | Для любых сварочных аппаратов, которые мы производим и устанавливаем, мы можем включить необходимую систему управления.Мы программируем и подключаем электрические элементы управления, такие как:
Мы используем преимущественно Allen-Bradley ПЛК с сенсорным экраном или панельным дисплеем, но мы будем использовать средства управления любой марки или типа, указанные нашими клиентами. |
Инженерные услуги | Благодаря нашему опыту производства и экспорта оборудования для сварки продольных швов, наша команда инженеров может разработать оборудование на заказ. Мы можем связать наше оборудование с действующей сборочной линией или оборудованием или поставить всю сборочную линию. Мы также предоставляем подробные технические чертежи, руководство пользователя, рабочие процедуры и руководство по техническому обслуживанию на протяжении всего процесса проектирования, изготовления и монтажа. |
| 000 000 000 000 000 9000 | Аппарат для сварки продольных швов TIG Аппарат для сварки продольных швов MAG MIG Сварочный аппарат для продольных швов Аппарат для сварки продольных швов с увеличением высоты — Аппарат для сварки резервуаров Диаметррезервуара: 3000 мм Сварочный аппарат продольного шва рабочий |
Продольный сварочный шов 9000 Сварочный аппарат для качественной сварки Оболочка резервуара только что закончена Сварка TIG Плазменный аппарат для сварки продольных швов 900 |
Инверторный сварочный полуавтомат своими руками схемы
Главная » Статьи » Инверторный сварочный полуавтомат своими руками схемыКак сделать инверторный сварочный полуавтомат своими руками
- Дата: 18-08-2015
- Просмотров: 598
- Рейтинг: 14
- Составные элементы
- Настройка устройства
Сварочный инвертор был изобретен ученым и конструктором Юрием Негуляевым. Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.
Схема устройства сварочного инвертора.
{reklama1}
Составные элементы
Конструировать оборудование необходимо по схеме. Рекомендуется изготавливать инверторный полуавтомат своими руками по проекту Негуляева. Провод будущего агрегата не требует обмотки термоизолирующим материалом. Все проводники и провода, отдающие тепло, необходимо присоединить к дюралюминиевой плите 6 мм. Радиаторы и резонансный дроссель будут обдуваться вентилятором высокой мощности.
Функциональная схема источника питания инверторного сварочного аппарата.
Дроссель необходимо прижать к основанию с помощью прокладочного уплотнителя «NOMOCOM». Самодельное оборудование не будет функционировать без дроссельного аппарата. Его изготавливают из сердечников от трансформаторов, работающих по строчному типу. Потребуется 6 сердечников.
К основанию инверторной схемы прижимаются диоды, а к ним присоединяются стабилизаторы напряжения и уплотнители, которые обеспечивают изоляцию. Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
В противном случае между изоляциями должен оставаться зазор, способствующий охлаждению трансформатора тока. Чтобы предотвратить сбои в работе самодельного сварочного полуавтомата, проводники разводят в стороны. Провод необходимо обмотать 2-3-мя слоями обычных ниток, чтобы защитить проводник от повреждений в процессе пайки или сваривания деталей.
Крепление выполняется с помощью пяточек.
Для повышения работоспособности сварочного полуавтомата рекомендуется перенести нагрузку с транзисторов на пяточки.
Инструменты для изготовления сварочного инвентора.
Импульсный инвертор высокой мощности можно изготовить самостоятельно. Обмотка наматывается на всю ширину каркаса (для повышения устойчивости трансформатора к внешним влияниям). Для самостоятельного изготовления рассматриваемого агрегата потребуется изолента, трансформаторный преобразователь и уплотнитель.
С помощью инструкции можно изготовить аналог «бармалея» и «topy». Вторичная обмотка в подобных устройствах наматывается в несколько слоев. Кольца крепятся к обмоткам через трансформатор.
Сварочный полуавтомат будет охлаждать компьютерный радиатор, который подходит по уровню потребления энергии и мощности. Импульсный трансформатор высокого качества необходимо обмотать медной лентой для защиты алюминиевых проводов от перепадов переменного тока.
{reklama2}
Настройка устройства
Схема дросселя сварочного инвертора.
Стоимость изготовления самодельного инвертора для сварки ниже стоимости готового агрегата на рынке. При самостоятельной настройке аппарата потребуется выполнить следующие шаги:
- Подключить устройство к сети. Блок будет издавать громкие звуки, передавая ток. На емкостный вентилятор будет передаваться электричество, нагрев прибора уменьшится, он начнет работать тише.
- Подключить после зарядки конденсаторов реле, чтобы резистор замкнулся. Скачки напряжения при включении агрегата в сеть 220 В снизятся.
- Отсутствие резисторной детали при подсоединении трансформатора может спровоцировать взрыв. Пропускная способность обоих инверторов от 100 А. Чтобы определить этот показатель, понадобится мультиметр.
- Сварку требуется проверить на оптроне и усилителе. Они проводят сигнал к блоку. Среднее значение амплитуды для маломощного оборудования — 15 В. Правильность сборки моста проверяется подачей на простой сварочный аппарат напряжения 16 В.
https://moyasvarka.ru/youtu.be/LvIyLUOzS64
На холостом ходу преобразуется не более 100 мА. Этот показатель необходимо учитывать, чтобы замеры были правильными. Исходящие от обмоток импульсы должны быть одинаковыми. Контроль сварочного трансформатора под управлением силовых конденсаторов выполняется с помощью увеличения пропускного уровня до 200 Вт. Необходимо подключить осциллограф и следить за формой исходящего от коллектора эмиттера сигнала.
moyasvarka.ru
Не торопясь, собираем сварочный полуавтомат своими руками. Часть 2 – основная схема аппарата
В основу силовой части нашего самодельного сварочного полуавтомата инверторного типа взята схема асимметричного моста, или как его еще называют, “косой мост”. Это однотактный прямоходовый преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”. Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Блок-схема прямоходового преобразователя “косой мост”
Блок схема такого аппарата показана на рисунке:
Транзисторы силовые VT1 и VT2 работают в одной фазе, т.е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току. Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Описание схемы инвертора
Полуавтомат сварочный инверторный, работающий в режимах ММА (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
Схема сварочного полуавтомата запитывается от двух источников – силового +300V и маломощного +16V.
Плата управления
На плате управления установлены следующие узлы инвертора: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, узел управления реле, блок термозащиты, блок “антистик”.
Печатная плата блока управления в формате .lay
Задающий генератор
Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800/(R*C))/2, где R и С в килоомах и нанофарадах, частота в килогерцах. В данной схеме частота составляет 49КГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = t/T. Он не может быть более 50%, и на практике составляет 44-48%. Зависит он от соотношения номиналов С10 и R19. Если конденсатор брать как можно меньше, а резистор – как можно больше, то Кзап будет близок к 50%.
Сформированные ЗГ импульсы подаются на ключ VT5, работающий на трансформатор гальванической развязки T1 (ТГР), намотанный на сердечник EE25, применяемый в электронных блоках запуска люминесцентных ламп (электронных балластах). Все обмотки удаляются и наматываются новые согласно схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Datasheet BS170 Datasheet IRF520 Datasheet LM358N Datasheet UC2845 Документация на малогабаритные сердечники EE, EI и другие
Обратная связь по току
Как упоминалось ранее, для дуговой сварки важно стабильный ток на выходе, для полуавтоматической – неизменное напряжение. На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует ОС по напряжению, для этого в режиме MAG переключателем S1.1 напряжение с выхода устройства подается на узел регулировки выходного напряжения, собранного на элементах R55, D18, U2. Мощный резистор К50 задает начальный ток. А контактами S1.2 ключ на транзисторе VT1 закорачивает на максимум тока регулятор R2, и ключ VT3 отключает режим “антистик” (отключение ЗГ при залипании электрода). Документация на управляемый стабилитрон KA431 Документация на оптрон EL817
Блок термозащиты
Самодельный сварочный полуавтомат имеет в составе схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7. Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Узел управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561ЛН2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии на кнопку сразу включается реле клапана газа, примерно через секунду транзистор VT17 позволяет запуститься генератору и одновременно включается реле протяжного механизма.
Непосредственно реле, управляющие “протяжкой” и клапаном газа, а также вентиляторы питаются от стабилизатора на МС7812, смонтированном на плате управления.
Силовой блок на транзисторах HGTG30N60A4
C выхода ТГР импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, подаются на силовые ключи VT11, МЕ12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены “снабберы” – цепочки из элементов С24, D47, R57 и C26, D44, R59, служащие для удержания мощных транзисторов в области допустимых значений. В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором. Документация на транзисторы HGTG30N60A4 Печатная плата силового блока в формате .lay
Силовой трансформатор и выпрямительные диоды
Основной элемент схемы сварочного полуавтомата – мощный выходной трансформатор T2. Он собран на двух сердечниках E70, материал N87 фирмы EPCOS.
Расчет сварочного трансформатора
Витки первичной обмотки рассчитаны по формуле: N = (Uпит * tимп)/(Bдоп * Sсеч), где Uпит = 320B – максимальное напряжение питания; tимп = ((1000/f)/2)*К – длительность импульса, К = (Кзап*2)/100 = (0,45*2)/100 = 0,9 tимп = ((1000/49)/2)*0,9 = 9,2; Вдоп = 0,25 – допустимая индукция для материала сердечника; Sсеч = 1400 – сечение сердечника. N = (320 * 9.2)/(0,25 * 1400) = 8.4, округляем до 9 витков.
Отношение витков вторички к первичке должно быть примерно 1/3, т.е. мотаем 3 витка вторичной обмотки.
proelectrika.com
Сварочный полуавтомат своими руками из инвертора
Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
svarkagid.com
Полуавтомат из «инвертора», своими руками, возможно ли это? | Сайт для тех, кто любит автомобили и не боится гаечных ключей
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.
avtomastersam.ru
Китай производитель машин для производства жестяных банок, машина для производства пищевых консервов, поставщик машин для производства аэрозольных баллончиков
Тип бизнеса:
Торговая компания
Среднее время выполнения:
Время выполнения заказа в пиковый сезон: 1-3 месяца
Время выполнения заказа в межсезонье: один месяц
Машина для производства жестяных банок, Машина для производства пищевых консервов, Машина для производства аэрозольных баллончиков, производитель / поставщик в Китае, предлагающая машина для производства чернильных масел, металлических банок Линия закаточных машин, автоматическая машина для производства круглых банок, машина для отбортовки корпусов и так далее.
Основы ультразвуковой сварки пластмасс
Бесконтактная лазерная сварка дает несколько преимуществ при соединении одной пластмассовой детали с другой. Он работает по принципу частичного пропускания, что позволяет свету лазера проходить через одну из пластмассовых деталей, выделяя тепло и плавить или приваривать его ко второй пластмассовой детали. Готовый сварной шов находится между деталями. Также отсутствует контакт между оплавленным участком и источником тепла или атмосферой, поэтому готовое соединение остается чистым.С другой стороны, традиционные методы сварки пластмасс, такие как ультразвуковая и горячая штамповка, требуют контакта с внешними поверхностями соединяемых деталей, и это может загрязнить соединение и поверхности деталей или механически повредить сборку.
Если команда инженеров собирается использовать бесконтактную лазерную сварку, лучше всего спланировать это на ранней стадии разработки продукта. Решение использовать лазерную сварку уже разработанного пластикового изделия может сработать… иногда.Однако детали и изделия, предназначенные для лазерной сварки, будут иметь меньше проблем при изготовлении и сборке.
Чтобы получить высококачественные пластиковые сварные швы, проектным группам необходимо сначала ответить на четыре основных вопроса:
1. Совместимы ли соединяемые пластмассы с точки зрения температуры плавления и химического состава?
Пластмассы плавятся при гораздо более низких температурах, чем металлы. Например, инженерные пластмассы плавятся при температуре около 480 ° F (250 ° C). Некоторые пластмассы имеют гораздо более высокие температуры плавления, например, полиэфирэфиркетон (PEEK), который плавится при температуре от 660 до 750 ° F (от 350 до 400 ° C).
Два соединяемых пластика должны иметь одинаковую температуру плавления, так как это помогает обеспечить хорошее перемешивание расплавленного пластика в сварочной ванне. Это также увеличивает механическую прочность соединения, когда оно затвердевает.
Химический состав пластмасс также имеет значение. Например, некоторые пластмассы трудно или невозможно сварить. Сюда входят полиэтилен высокой плотности (HD-PE) и полипропилен (PP). Но можно сваривать полиэтилен низкой плотности (LD-PE) с полипропиленом, даже если полиэтилены принадлежат к одному семейству.
2. Может ли лазерный луч эффективно проходить через верхний материал к стыку стыка? И может ли нижний слой поглощать лазерный луч, создавая тепло там, где это необходимо?
Идеальное светопропускание и поглощение при сварке пластмасс.
Лазерные лучи для сварки пластмасс обычно создаются мощными диодными лазерами и находятся в ближнем инфракрасном и инфракрасном диапазонах (длины волн от 800 до 2000 нм). Свариваемые вместе пластмассы должны обладать некоторой степенью пропускания и поглощения в этом диапазоне.
Пластмассы одновременно имеют аморфную и кристаллическую фазы. Различия в показателях преломления пластика в этих фазах вызывают рассеивание и отражение света, а также его пропускание и поглощение. Это может помочь или затруднить лазерную сварку, в зависимости от уровня этих эффектов. Дизайнеры могут адаптировать эти свойства к пластмассам, чтобы получить необходимое количество пропускания лазерного луча через верхнюю часть и поглощения в нижней части.
Например, команда разработчиков может добавлять в пластмассы добавки, чтобы они лучше поглощали лазерный свет.А регулировка концентрации стекловолокна в пластмассах, таких как полиамид (PA-66, он же нейлон), изменяет количество света, проходящего через них.
3. Можно ли правильно удерживать детали вместе во время сварки и можно ли контролировать прилагаемое усилие? Обеспечивает ли геометрия деталей хорошее прилегание без зазоров между деталями?
Детали, которые будут свариваться друг с другом при помощи лазера, должны иметь такую форму, чтобы они плотно прилегали друг к другу без зазоров в местах соединения.Лазерная сварка плохо передает тепло через воздушные зазоры; части должны соприкасаться. Это легко сделать с помощью сварных швов внахлест, но для качественной лазерной стыковой сварки требуются детали с жесткими допусками и зависят от того, как лазерный луч нацеливается на сварной шов.
Некоторые детали, особенно большие или геометрически сложные, необходимо прижать друг к другу во время сварки, чтобы получить хорошее соединение. Эта сила может создаваться сервоприводами или пневматическими зажимами. Но команда разработчиков должна знать о силах разрушения пластика.Они определяют, какое усилие выдержит горячий и плавящийся пластик, прежде чем он существенно деформируется. Он также определяет, какое усилие необходимо, чтобы сдвинуть детали вместе в расплавленном состоянии. Датчики силы-смещения часто добавляются к инструментам для лазерной сварки, чтобы отслеживать и контролировать силы, прикладываемые к пластиковым компонентам во время цикла сварки.
Есть несколько проблем, которые инженеры должны решить, чтобы сварка пластмасс работала в их области применения.
4. Могут ли детали эффективно распределять и контролировать выделяемое лазером тепло с учетом геометрии?
Есть несколько способов навести лазерный луч на заготовки для сварки.Например, неподвижная лазерная головка может сваривать деталь, установленную на столе, который перемещается в трех измерениях, чтобы адаптировать путь сварки. Такой подход может не нагревать большие детали равномерно из-за ускорений, требуемых в точках пуска и останова, а также при изменении направления траектории. Однако команда разработчиков может создавать сложные траектории, используя данные САПР в этих системах.
В другом подходе используются высокоскоростные сканирующие головки, которые могут перемещать лазерный луч по пути сварки со скоростью до 33 футов / сек. Сканирование лазером достаточной мощности вокруг сварочного шва на этих скоростях почти мгновенно нагревает весь сварной шов.Это уменьшает эффекты одновременного нагрева и охлаждения, которые могут создавать подвижные столы.
Менее гибкий подход состоит в том, чтобы создать маску или трафарет пути сварки, поместить его поверх детали, а затем нанести лазерный луч на всю деталь. Это нагревает весь путь одновременно. При изменении пути необходимо создавать новую маску. Иногда специальные лазерные линзы с линейной фокусировкой создают сварной шов определенной длины. (Сварные швы используются, когда сварной шов имеет простую форму, например прямую линию или круг.) Во время этого процесса может потребоваться управление оптической мощностью, с которым можно справиться с помощью пирометров, измеряющих температуру заготовки во время сварки и отправляющих эту информацию обратно в контроллер мощности лазера.
Важно, чтобы продукт и производственные процессы были разработаны с учетом лазерной сварки. Таким образом, команда разработчиков должна работать с поставщиками и клиентами, чтобы обеспечить это. Например, пресс-формы для сложных пластиковых деталей дороги, и производители инструментов должны знать о проблемах сварки пластмасс, прежде чем завершать свои проекты.
Джонатан Маги — управляющий директор ACSYS Lasertechnik UK Ltd, Ковентри, Великобритания (acsyslaser.co.uk).
Процесс PTA — дуга с переносом плазмы |
ПроцессPTA, плазменная дуга, представляет собой сварочный процесс плавлением, который подходит для наплавки механических деталей, подверженных износу и / или коррозии, с использованием металлических порошков из суперсплавов.
Процесс PTA характеризуется плазменной дугой высокой плотности, получаемой путем ионизации газообразного аргона, проходящего через электрическую дугу, образованную между неплавящимся вольфрамовым электродом (-) и медным плазменным соплом (+), в сварочную горелку (пилотная дуга). .
Вторая электрическая дуга, называемая переносимой дугой, вырабатывает энергию, необходимую для плавления как основного металла, так и присадочного металла.
Перенесенная дуга «дросселируется» для дальнейшего повышения температуры, получая плазменный столб с температурой от 8.000 ° C до 18.000 ° C.
Порошковый присадочный металл непрерывно проецируется на деталь через плазменную дугу. Приводная мощность горелки Commersald позволяет поддерживать равномерную дисперсию ниже 5% и наносить в условиях максимальной эффективности шарики от 1 до 4 мм и шириной от 3 до 30 мм.Форма и размер слоя покрытия меняются в зависимости от параметров сварки.
Контроль проплавления в машинах Commersald достигается путем изменения количества ионизированного газа и не зависит от процесса, в отличие от других систем дуговой сварки.
Количество плазменного газа непрерывно регулируется оператором и контролируется сложной системой управления с обратной связью. Это одна из основных особенностей процесса Commersald PTA при сварке покрытий, так что в большинстве случаев вы можете работать только с одним слоем, получая твердость, близкую к номинальному значению используемого сплава.Напротив, чрезмерное и неконтролируемое разбавление других процессов делает практически невозможным получение требуемого анализа с первого прохода.
ПРЕИМУЩЕСТВА ПРОЦЕССА PTA
КАЧЕСТВО КОНСТРУКЦИИ
МЕТАЛЛУРГИЧЕСКАЯ ОДНОРОДНОСТЬ
КОНТРОЛИРУЕМАЯ ПРОНИЦАЕМОСТЬ
Это особенности, которые отличают процесс PTA от других методов сварки. Контроль проплавления позволяет наносить покрытия за один проход и производить сварку очень высокого качества.
ВЫСОКАЯ ЭНЕРГОЭФФЕКТИВНОСТЬ
ОГРАНИЧЕННАЯ ДОБАВКА ТЕПЛА
Высокая рабочая скорость ограничивает общую тепловую добавку, уменьшая деформацию заготовки при той же скорости наплавки. Металлургическая структура за счет более быстрого охлаждения улучшается. Энергоэффективность очень высока; например, 12 кВт электроэнергии достаточно для внесения ок. 6 кос / ч металла.
ГИБКОСТЬ СИСТЕМЫ
СОСТОЯНИЕ РЕЗУЛЬТАТОВ
ПРОСТОТА АВТОМАТИЗАЦИИ
Форма горелки Commersald и выход порошка через плазменную дугу помогают автоматизировать процесс, делая позиционирование более точным, а программирование более интуитивно понятным.
ВЫСОКАЯ СКОРОСТЬ СВАРКИ
Сравнение трех наиболее часто используемых процессов автоматической сварки усиливает большое преимущество PTA:
Cool Wire TIG: 200 мм / мин
автоматический MIG: 350 мм / мин
автоматический PTA: 500 мм / мин
ЭКОНОМИЯ РАСХОДОВ
Дисперсия порошка ниже, чем потери присадочного материала при сварке MIG и TIG. Кроме того, высокая скорость сварки значительно улучшает соотношение цены и качества.
НИЗКОЕ ЗАГРЯЗНЕНИЕ
Сравнительный анализ сварочного дыма показал более низкое загрязнение атмосферы по сравнению с традиционными методами сварки (сертифицировано Ecoricerche Institute).
ОБЛАСТИ ПРИМЕНЕНИЯ
Благодаря своим неоспоримым преимуществам, процесс PTA используется во всем мире во многих областях, таких как:
- клапаны для автомобильной, морской и нефтехимической промышленности;
- гидроцилиндров;
- валики и валики для ламинирования;
- промышленных ножей и лезвий;
- штампов для штамповки матриц;
- кольца, формы и заглушки для экструзии;
- пластифицирующих шнека;
- формы и принадлежности для стекольной промышленности
Оборудование для изготовления хирургических масок
Подробнее о продукте:
| Минимальное количество заказа | 1 штука | |
| Производительность | 30-60 шт. / Мин | |
| Бренд | Sheetal Enterprises Размер | 3900 * 905 * 1400 мм |
| Источник питания | 3 кВт | |
| Ультразвуковая частота | 20K | |
| Напряжение | 22015 В | |
| Давление воздуха35-0,5 МПа |
Машина для изготовления масок типа Clam / Маска в форме C
Машина для заготовок маски типа Clam: Машина для изготовления масок типа Clam — это автоматическое оборудование, которое используется для изготовления одноразовых масок для лица , подходить для материала из нетканого материала, активированного угля и фильтрующего материала из 1 ~ 4 слоев. Машина для складывания маски для лица завершит всю обработку от подачи до пробивки отверстий дыхательного клапана, герметизации краев, резки готовых изделий автоматически.В зависимости от используемого вами материала готовая продукция может соответствовать стандартам N95, FFP2 и т. Д.
Машина для изготовления масок Clam Type, производимая Sheetal Enterprise, имеет такие характеристики, как стабильная производительность, высокая производительность, низкий уровень ошибок и простота эксплуатации и т. I. Автоматическая система подачи:
1. Рама из алюминиевого сплава, устойчивая и красивая, обеспечивает точный размер готовой продукции.
2. Приспособление из нержавеющей стали, может свободно регулировать размер материала.
3. Натяжные ролики, которые позволяют держать готовую маску чистой, чтобы она оставалась ровной и гладкой.
II. Система складывания и формования:
1. Система регулировки вертикального сжатия, предполагающая, что продукт выдерживает одинаковое давление.
2. Устройство управления несколькими давлениями предполагает, что продукт выдерживает одинаковое давление во время шитья.
III. Система управления:
1. Автоматический подсчет, можно активно контролировать эффективность производства и производственный график.
2. Инверторное управление, скорость производства может регулироваться по запросу.
3. Поворотный блок управления, направление блока управления можно отрегулировать по запросу.
IV. Система ультразвуковой сварки:
1. Формы из титанового сплава, увеличенный срок службы. В то время как большинство производителей машин для лицевых масок предлагают формы / штампы из алюминиевого сплава, мы предлагаем и рекомендуем фабрикам выбирать формы / штампы из титанового сплава, потому что по сравнению с недостатком формы / штампов из алюминиевого сплава: легкое окисление, легкий выброс, не подходят для длительного использования в эксплуатации, короткого срока службы, преимущества пресс-форм / штампов из титанового сплава очень очевидны:
A.Прочность, подходит для вибрации длинных волос.
B. Лучшая теплопроводность и ультразвуковая передача гарантируют более красивый эффект сварки и резки.
C. Высокая твердость, стойкость к царапинам, деформации и ржавчине.
D. Хотя затраты будут в 10 раз выше, чем на формы из алюминиевого сплава, но с учетом производственных преимуществ формы / штампы из титанового сплава будут гораздо лучшим выбором.
2. Импортированный ультразвуковой преобразователь, частота 20 кГц в соответствии с международными стандартами, выходная мощность будет более сильной и стабильной.Два комплекта ультразвуковой системы, которые обеспечат сварочный эффект готовых масок.
3. Контроллер PLC, снижает трудность использования.
V. Система разгрузки готовой продукции:
1. Автоматическое устройство для утилизации отходов, удобное и эффективное.
2. Автоматическое разделение готовой продукции и отходов, снижение трудоемкости.
Дополнительная информация:
- Код товара: SE-GW2015B
- Условия режима оплаты: L / C (аккредитив), T / T (банковский перевод), D / P, D / A , Другое
- Порт отгрузки: Ахмедабад
- Производственная мощность: 100
- Срок поставки: Немедленно
- Детали упаковки: Стандарт
Рынок сварочного оборудования, SWOT-анализ, Возможности роста бизнеса по Ведущие компании, будущие вызовы, конкурентные стратегии и прогноз до 2027 г.
Рынок сварочных аппаратов для контактной сварки Охват отчета: ключевые факторы роста и проблемы, сегментация и региональный прогноз, основные отраслевые тенденции и возможности, анализ конкуренции, анализ воздействия COVID-19 и прогнозируемое восстановление, определение размера рынка и прогноз
Отчет предоставляет подробную информацию о конкурентах, чтобы пользователи знали обо всех последних инновациях и разработках, касающихся их конкурентов.Этот рыночный отчет о машинах для контактной сварки раскрывает множество возможностей роста, которые пользователи могут рассмотреть, чтобы извлечь выгоду, а также дает представление о главных отраслевых тенденциях, в которые следует инвестировать. Этот раздел предназначен для облегчения процесса принятия важных решений для пользователей.
В этом отчете рассматриваются все ключевые факторы, влияющие на рост мирового рынка машин для контактной сварки, включая сценарий спроса и предложения, структуру ценообразования, маржу прибыли, анализ производства и цепочки создания стоимости. Региональная оценка глобального рынка машин для контактной сварки открывает множество неиспользованных возможностей на региональном и внутреннем рынках.Подробное профилирование компании позволяет пользователям оценить анализ акций компании, новые линейки продуктов, масштабы NPD на новых рынках, стратегии ценообразования, инновационные возможности и многое другое.
Запрос образца с полным TOC и рисунками и графиками @ https://www.crediblemarkets.com/sample-request/resistance-welding-machines-market-648886?utm_source=Amruta&utm_medium=SatPR
Сегмент рынка по игрокам, данный отчет охватывает
ARO Technologies
CenterLine
T.J. Snow
CEA
Fronius International
Guangzhou Zongbang
Taylor-Winfield
WPI Тайвань
Lynn Welding
LORS Machinery
Panasonic Welding Systems
PW Продукция для контактной сварки
Milco
Illinois Tool Works
Nippon Guangzhou Avhenics
teng NIM
Цапля
TECNA
Сегмент рынка по типу, охватывает
Ручной аппарат для контактной сварки
Полуавтоматический аппарат для контактной сварки
Автоматический аппарат для контактной сварки
Сегмент рынка по приложениям, можно разделить на
Автомобильная промышленность
Промышленность бытовой техники
Строительство самолетов
Другое применение
Мировой рынок аппаратов для контактной сварки классифицируется по регионам следующим образом:
- Северная Америка (США, Канада), размер рынка, годовой рост Размер рынка, годовой рост и анализ возможностей, прогноз на будущее и анализ возможностей
- Латинская Америка (Бразилия, Мексика, Аргентина, остальная часть LATAM), размер рынка, годовой рост, прогноз на будущее и анализ возможностей
- Европа (U.К., Германия, Франция, Италия, Испания, Венгрия, БЕНЕЛЮКС (Бельгия, Нидерланды, Люксембург), NORDIC (Норвегия, Дания, Швеция, Финляндия), Польша, Россия, остальные страны Европы), размер рынка, рост в годовом исчислении, прогноз на будущее & Анализ возможностей
- Азиатско-Тихоокеанский регион (Китай, Индия, Япония, Южная Корея, Малайзия, Индонезия, Тайвань, Гонконг, Австралия, Новая Зеландия, остальная часть Азиатско-Тихоокеанского региона), размер рынка, годовой рост, прогноз на будущее и анализ возможностей
- Ближний Восток и Африка (Израиль, GCC (Саудовская Аравия, ОАЭ, Бахрейн, Кувейт, Катар, Оман), Северная Африка, Южная Африка, Остальной Ближний Восток и Африка), размер рынка, годовой рост, прогноз на будущее и анализ возможностей
Прямо купите этот отчет об исследовании рынка прямо сейчас @ https: // www.crediblemarkets.com/reports/purchase/resistance-welding-machines-market-648886?license_type=single_user;utm_source=Amruta&utm_medium=SatPR
Некоторые моменты из содержания:
Глобальный анализ рынка сварочного оборудования для контактной сварки, основные профили компаний, типы, области применения и прогноз до 2027 года
Глава 1 Рынок машин для контактной сварки — Объем исследования
Глава 2 Рынок машин для контактной сварки — Методология исследования
Глава 3 Рынок сварочных аппаратов для контактной сварки
Глава 4 Рынок оборудования для контактной сварки — по географическому признаку
Глава 5 Рынок машин для контактной сварки — по торговой статистике
Глава 6 Рынок машин для контактной сварки — по типу
Глава 7 Рынок машин для контактной сварки — по заявкам
Глава 8 Рынок аппаратов для контактной сварки в Северной Америке
Глава 9 Анализ рынка оборудования для контактной сварки в Европе
Глава 10 Анализ рынка оборудования для контактной сварки в Азиатско-Тихоокеанском регионе
Глава 11 Анализ рынка оборудования для контактной сварки на Ближнем Востоке и в Африке
Глава 12 Анализ рынка оборудования для контактной сварки в Южной Америке
Глава 13 Профили компании
Глава 14 Прогноз рынка — по регионам
Глава 15 Прогноз рынка — по типам и приложениям
Есть ли у вас какие-либо вопросы или особые требования? Спросите нашего отраслевого эксперта @ https: // www.crediblemarkets.com/enquire-request/resistance-welding-machines-market-648886?utm_source=Amruta&utm_medium=SatPR
Отчет включает информацию о конкурентах:
➊ Основные тенденции и прогнозы роста по регионам и странам
➋ Ключевые выигрышные стратегии, за которыми следуют конкуренты
➌ Кто являются основными конкурентами в этой отрасли?
➍ Каким будет потенциал этой отрасли в течение прогнозируемого срока владения?
➎ Какие факторы определяют спрос на аппараты для контактной сварки?
➏ Какие возможности помогут в значительном увеличении роста рынка?
➐ Какие региональные и национальные правила должны ограничивать или повышать спрос на аппараты для контактной сварки?
➑ Как covid-19 повлиял на рост рынка?
➒ Вызвал ли сбой в цепочке поставок изменения во всей цепочке создания стоимости?
Свяжитесь с нами
Credible Markets Analytics
99 Wall Street 2124 New York, NY 10005
Электронная почта: [электронная почта защищена]
Следуйте за нами: LinkedIn | Twitter | Facebook
kn95 n95 сварочный аппарат ушных петель полуавтомат
Машина для производства нетканых пакетов
Производитель машины для производства нетканых пакетов — Полностью автоматическая машина для изготовления хирургических масок для лица Машина для производства хирургических масок KN95 / N95 Автоматическая и полуавтоматическая машина для изготовления масок, предлагаемая Nbg Printographic Machinery Co Private Limited Faridabad Haryana
Semi
Полуавтоматическая внешняя петля для ушей Защита от пыли Kn95 N95 Машина для производства масок Производственная мощность машины: ≥60 шт. / Мин Мощность: 7 кВт Напряжение: 220 В / 380 В Порты: Нинбо / Циндао / Шанхай Размер: 20GP 40HQ Стандартный контейнер для экспорта Оплата : T / TL / C Western Union другое Отправить
Машина для изготовления масок Автоматическая хирургическая маска для лица
Китай Машина для изготовления масок Автоматическая машина для точечной сварки ушных петель Подробнее о Китай Сварочная машина для ушных петель N95 Сварочная машина от машины для изготовления масок Хирургическая маска для лица Автоматическая машина для точечной сварки ушных петель —
Focusun машина для изготовления медицинских масок, машина для хирургических масок
Машина для изготовления масок может выполнять ряд процессов, включая подачу материала, сварку зажима для носа, сварку заготовки, сварку / складывание / резку ушной петли, сварку / связывание, пока не будет полностью закончена маска. Для получения более подробной информации свяжитесь с + 86 18952652345 или запрос
Ультразвуковая сварка ушной петли Оборудование для изготовления чашек N95
Эта линия представляет собой полуавтоматическую линию, предназначенную для производства чашек, таких как воздушная пылезащитная маска N95. существенно. Остальные аппараты могут быть подключены в зависимости от конструкции маски Ультразвуковой аппарат для заварки ушных петель с маской N95 Ультразвуковое оборудование 20
петля для ушей n95 маска для лица от пыли петля для лица n95 маска для лица от пыли
Готов к отправке Easy Operate N95 Facecover Making Ear Loop Welding Machine Заводская цена на складе Полуавтоматическая машина для изготовления масок Kn95 N95 Машина для производства 4-слойных масок US $ 55000- $ 60000 / Set 1 Комплект (минимальный заказ) 3 года Shandong Oree Laser Technology Co Ltd (1) 95 2% Связаться с поставщиком высокоскоростная автоматическая машина для изготовления масок с ушными петлями [HG-2020] 140000 долларов США
Полуавтоматическая машина для изготовления масок KN95 Ffp2
Полуавтоматическая машина для изготовления масок KN95 Ffp2 Высокоскоростная пленочная машина Все продукты Брезент для воды (42) Брезент для рыбы (34) Топливный бак для мочевого пузыря (19) Бак для хранения метана (8) Дерево Мешки для воды (6) Палатка с геодезическим куполом (9) Надувная палатка с пузырьками (13) Нескользящий коврик из ПВХ (50) Надувной коврик для гимнастики (5) Надувной парк развлечений (29) Бассейн из ПВХ (10) Бассейн
Kn95 / N95 Полуавтоматическая маска для лица Сварка ушной петли
Китай Полуавтоматическая маска для лица Kn95 / N95 Сварка ушной петли Подробнее о Китайском сварочном аппарате для ушной петли Маска снаружи сварочного аппарата ушной петли от Kn95 / N95 Полуавтоматическая маска для лица Сварка ушной петли — Guangzhou Guanhe Light Industry Machinery Co Ltd
Semi
Полуавтоматический аппарат для ультразвуковой сварки ушной петли маски, который подходит для плоской / KN95 / N95 лицевой маски Ультразвуковая сварка использует высокочастотную вибрационную волну для передачи на две поверхности свариваемого объекта под давлением две поверхности трутся друг о друга, образуя сплав между молекулярными слоями. Ультразвуковая сварка предназначена для преобразования тока 50/60 Гц.
Ультразвуковой сварочный аппарат для кромочной сварки
Тип машины: Полуавтоматический: Электропитание: 220 В: Применение / Применение: для KN95 / N95 / V410: наша компания специализируется на установке для сварки краев одноразовых масок Этот тип ультразвукового краевого сварочного аппарата подходит для KN95 / N95 Маска для лица Запрос обратного звонка Дополнительная информация: Детали упаковки: деревянный ящик в упаковке / гофрокороб Да! Меня интересует X Видео о продуктах Пищевая бумага
Китай Ультразвуковой сварочный аппарат для пластмасс 15K 20K 35K
Ультразвуковой сварочный аппарат Ультразвуковой преобразователь Ультразвуковой точечный сварочный аппарат производитель / поставщик в Китае предлагает ультразвуковой сварочный аппарат для пластмасс 15K 20K 35K для масок Инфракрасный термометр с ушной петлей Бесконтактный термометр для тела Медицинский лоб Цифровой / в наличии / Точный бесконтактный цифровой термометр для термометра лба человеческого тела и так далее
kn95 маска полу
Китай 2020 Kn95 / N95 Полуавтоматическая маска для лица Петля для ушей Китай 2020 Полуавтоматическая маска для лица Kn95 / N95 Сварочный аппарат для ушной петли Подробнее о China Sq-Kzj Tzh-Kz от 2020 Полуавтоматическая маска для лица Kn95 / N95 для ушей Машина для сварки петель — Guangzhou Guanhe Light Industry Machinery Co Ltd Связаться с производителем
Semi
Полуавтоматическая внешняя петля для ушей Защита от пыли Kn95 N95 Машина для производства масок Производственная мощность машины: ≥60 шт. / Мин Мощность: 7 кВт Напряжение: 220 В / 380 В Порты: Нинбо / Циндао / Шанхай Размер: 20GP 40HQ Стандартный контейнер для экспорта Оплата : T / TL / C Western Union другое Отправить
Ультразвуковая сварка ушной петли Оборудование для изготовления чашек N95
Эта линия представляет собой полуавтоматическую линию, предназначенную для производства чашек, таких как воздушная пылезащитная маска N95. существенно. Остальные аппараты могут быть подключены в зависимости от конструкции маски Ультразвуковой аппарат для заварки ушных петель с маской N95 Ультразвуковое оборудование 20
Маска для лица KN95 / N95 Маска Автоматическая пустая маска для лица
Полуавтоматическая: Использование: Изготовление KN95 N95 FFP2 FFP3 Маска для лица: Характеристика: Более умная, более высокая скорость Экономия затрат на материал: Упаковка: Деревянный Корпус: Цвет: Щепка: Маска для лица KN95 / N95 Маска Автоматическая пустая маска для лица ультразвуковая машина для точечной сварки ушных петель Введение: полуавтоматическая машина для изготовления масок KN95 содержит следующее: 1) Полуавтоматическая высокоскоростная пленочная машина KN95 1PC 2) Высокая скорость KN95
Китай Semi
Машина для изготовления масок Машина для производства масок Производитель / поставщик оборудования для производства масок в Китае, предлагающая полуавтоматическую машину для производства масок N95 Полуавтоматическую ручную машину для производства масок Kn95 Моющаяся хлопковая простая защитная маска Bling Masks Machine Factory Прямые поставки 5-слойное оборудование для производства масок KN95 и скоро
Китай Semi
Машина для изготовления масок Машина для производства масок Производитель / поставщик оборудования для производства масок в Китае, предлагающая полуавтоматическую машину для производства масок N95 Полуавтоматическую ручную машину для изготовления масок Kn95 Моющаяся хлопчатобумажная простая защитная маска Bling Masks Machine Factory Прямые поставки 5-слойное оборудование для производства масок KN95 скоро
Многофункциональная одноразовая маска N95 Маска Сварка ушной петли
Машина для сварки масок — это механическое устройство, специально разработанное для сварки одноразовой маски ушная линия плоской маски ушной ремешок N95 маска ушная повязка Аппарат использует полуавтоматическую ультразвуковую сварку, которая может сваривать две точки одновременно Высокая эффективность обработки и высокая скорость Рабочий процесс машины заключается в следующем: оператор вручную помещает маску N95 или плоскую маску для приваривания в
Китай Заводская маска для лица Автоматическая полуавтоматическая N95
Заводская маска для лица автоматическая полуавтоматическая машина для изготовления масок N95 Процесс: Автоматический → Перемычка для носа → Сварка ушной петли → Нажатие → Ультразвуковая сварка → Формование и резка → Тип сбора: 1 KN95 / N95 образец маски (4 слоя), как на фотографиях ниже 2 слоя маски применимы для 4 или 6 слоев 3 Ширина носовой части: длина ≤5 мм
Китай Машина для изготовления масок KN95 N95 Петля для ушей
Машина для изготовления масок Машина для изготовления масок Машина для изготовления масок производитель / поставщик в Китае предлагает машину для изготовления масок KN95 N95 Машина для сварки ушных петель Машина для изготовления масок Do Not TongWei off the Essence of Gouache Cream Макияж внутри безупречного и полупрозрачного бактериостатического одноразового дезинфицирующего средства для рук ODM OEM Индивидуальное фирменное мыло для рук
Китай Автоматическая или полуавтоматическая
Китайская автоматическая или полуавтоматическая N95 Kn95 Хирургическая Ffp2 Ffp3 Маска Ушной пояс Ультразвуковой сварочный аппарат для маски Подробнее о Китайской машине для запечатывания швов маски Kn95 Автоматическая или полуавтоматическая машина для запечатывания швов маски N95 Хирургическая машина Kn95 Ffp2 Ffp3 Ультразвуковой сварочный аппарат для маски для ушей — Suzhou Crown Electronic Technology Co Ltd
Ультразвуковая маска N95 Kn95 для точечной сварки ушной петли
Ультразвуковая маска N95 Kn95 для сварки масок Машина для сварки масок Маска для лица Ультразвуковая сварочная машина для ушной петли производитель / поставщик в Китае, предлагающая ультразвуковую маску N95 Kn95 для ушной петли, точечная сварочная машина, маска для лица, зажим для носа, прижимная маска, маска, зажим для носа Алюминиевый сварочный аппарат KN95 Зажим для носа Склеивающее оборудование Маска для лица Станок KN95 Резак для тиснения Ролик N95
полуавтоматическая машина для изготовления масок N95
Полностью автоматическая ультразвуковая машина для изготовления масок N95 использует систему управления ПЛК, чтобы обеспечить подачу материала на мостик с эластичной подачей ультразвуковой сваркой ультразвуковая сварка ушной петли и складывание и формирование маски Стабильная скорость машины для изготовления лицевых масок до 70 80 штук в минуту На рынке полуавтомат N95 [маска] Китай
как сделать самодельную камнедробилку
Сделай сам самодельный каменный измельчитель рок-дробилка YouTube
25 июня 2017 г. Моя самодельная / самодельная камнедробилка для буровых работ для отбора проб небольшими партиями.Обычная болгарка и резьбовой шток, установленный на дрель. Работайте очень хорошо.
Самодельная щековая дробилка YouTube
28 июня, 2016 Самодельная щековая дробилка для дробления бетона и щебня, которую я построил из лома ….
Как построить каменную дробилку Руководства по дому SF Gate
21 июля, 2017 Каменные дробилки бывают разных форм и размеров, от ручных до сложных промышленных размеров, которые могут дробить тонны породы и руды за один день. Изготовление камнедробилки
своими рукамиСамодельная камнедробилка 911 Металлург
8 ноября, 2016 В нашем магазине продается камнедробилка.Каменная дробилка своими руками Каждая деталь этой небольшой самодельной камнедробилки. Все компоненты камнедробилки готовы к сборке у вас дома. Пластины, гайки, болты и все остальное для щековой дробилки за
.Самодельная камнедробилка 911 Металлург
28 июля 2020 г. Камнедробилка 911JAC12K MINI — это наша «самая маленькая» камнедробилка с минимальным бюджетом. Он содержит все высококачественные прецизионные предварительно вырезанные и готовые к сварке детали небольшой щековой дробилки. Это версия Mini Crusher, сделанная своими руками.. Вам необходимо поставить двигатель мощностью 1 л.с. по вашему выбору. Это самодельная камнедробилка размером 1 ″ x 2 ″
Самодельная щековая дробилка YouTube
7 января, 2017 Хотелось бы иметь возможность самостоятельно делать щебень и гравий. Во время раскопок на участке дома я отсеивал груды камней. Я пытаюсь построить челюсть …
Самодельный гравий: токарный камень для промышленных камнедробилок
28 декабря, 2016 Эти мощные промышленные камнедробилки легко превращают даже самые прочные камни в гравий.Сегодняшние машины впечатляют больше, чем когда-либо,
Планы камнедробилки ??? Усадьба Forum
27 ноября 2004 г. Rock Crusher без проблем. Просто купите роторную газонокосилку Toro! Давным-давно, когда я был маленьким, мой старший двоюродный брат однажды весной отнес свою домашнюю газонокосилку местному дилеру Toro and Gravely для настройки. Я был с ним, когда мы ехали забирать его на его «бьюике». Старик, который управлял этим заведением, вручил ему счет и объяснил, что
Самодельная камнедробилка 911 Металлург
8 ноября, 2016 В нашем магазине продается камнедробилка.Каменная дробилка своими руками Каждая деталь этой небольшой самодельной камнедробилки. Все компоненты камнедробилки готовы к сборке у вас дома. Пластины, гайки, болты и все остальное для щековой дробилки за
.Как сделать камнедробилку самостоятельно?
Лучшей альтернативой будет изготовление камнедробилки своими руками. Здесь мы кратко расскажем, как сделать каменную дробилку своими руками. Прежде всего, подготовьте то, что вам понадобится, например, железную доску 10 на 16 дюймов (толщиной 1/2 дюйма), перманентный маркер, измерительную ленту, 12-дюймовую железную трубу (диаметр 4 дюйма, 1/4 дюйма). дюйм толщиной), комплект для дуговой сварки, сварочный аппарат
Самодельная камнедробилка (Страница 1) / Сделай сам (DIY
01 октября 2014 г. Я получил свои идеи от «Камнедробилки Reeds», которую можно найти на веб-сайте магазина по разведке камышей.Дробилка установлена в каркас безопасности. Я должен был установить его на резиновые втулки, но я очень торопился, так что пока он подойдет как есть. Дробленая кварцевая порода. Было очень просто построить и очень хорошо работает. Можно легко взять куски кварца диаметром 2-3 дюйма no
Самодельная камнедробилка YouTube Crusher, самодельная, каменная
Самодельная камнедробилка. Самодельная рок-дробилка YouTube. Спасает Гэри. Горное оборудование на ферме Усадьба Monster Trucks Самодельный рок Youtube Идеи Home Made.
как сделать небольшую каменную дробилку Purple Academy
Как сделать небольшую каменную дробилку Самодельная камнедробилка 911Metallurgist Каменная дробилка 911JAC12K MINI — наша самая маленькая каменная дробилка с минимальным бюджетом. Она содержит все высококачественные прецизионные предварительно вырезанные и готовые к сварке детали небольшой щековой дробилки Подробнее .
Планы камнедробилки ??? Усадьба Forum
27 ноября 2004 г. Rock Crusher без проблем. Просто купите роторную газонокосилку Toro! Давным-давно, когда я был маленьким, мой старший двоюродный брат однажды весной отнес свою домашнюю газонокосилку местному дилеру Toro and Gravely для настройки. Я был с ним, когда мы ехали забирать его на его «бьюике». Старик, который управлял этим заведением, вручил ему счет и объяснил, что
Как построить самодельную камнедробилку
Самодельная каменная дробилка для обработки минералов.2020-6-11Все компоненты камнедробилки готовы к сборке у вас дома. Гайки, гайки, болты пластин щековой дробилки и все необходимое для мастера на все руки. Планы камнедробилки своими руками. Чертежи щековой дробилки своими руками. Планы самодельной камнедробилки. Самодельный камнедробильный комплект.
как сделать самодельную каменную дробилку в Эквадоре
Как сделать самодельную каменную дробилку. Ручная камнедробилка своими руками. Самодельная каменная дробилка 1×2 содержит все высококачественные прецизионные предварительно вырезанные и готовые к сварке детали небольшой щековой дробилки, это самостоятельная версия мини-дробилки, вам нужно поставить двигатель мощностью 1 л.с. по вашему выбору для этой самодельной породы 1×2.Цена
22 дробилка идей дробилки, золотодобывающее оборудование, добыча золота
30 ноября 2018 г. Изучите доску Бренды Скотт «Crusher» на Pinterest. Смотрите больше идей о дробилке, золотодобывающем оборудовании, добыче золота.
как сделать самодельную щековую дробилку
Изготовление самодельной камнедробилки. Тяжелая промышленность специализируется на разработке, производстве и поставке дробильного оборудования, используемого в горнодобывающей промышленности. В ассортимент нашей компании входят мобильные дробильные установки, щековая дробилка, конусная дробилка, ударная дробилка.Самодельная камнедробилка цена.
как сделать самодельную камнедробилку Crusher Machinery
самодельная камнедробилка- 911металлург. 28 июля 2020 г. · Камнедробилка 911JAC12K MINI — наша «самая маленькая» камнедробилка с минимальным бюджетом. Он содержит все высококачественные прецизионные предварительно вырезанные и готовые к сварке детали небольшой щековой дробилки. Это версия Mini Crusher, сделанная своими руками.
Мини-дробилка 911 Металлург
Описание Загрузочный бункер дробилки.911MPEJAC12 с производительностью 10 фунтов (5 кг) в час, ультрапортативный (20 фунтов) и Small Rock Crusher — это дробилка типа Блейка с высокоскоростным эксцентриком наверху. Достаточно и готово для сковороды или стола для гравитационного разделения золота. Когда вы покупаете эту Small Rock Crusher
как построить самодельную камнедробилку Bussa Machinery
Самодельные чертежи камнедробилки. Самодельный камнедробильный комплект. Читать далее. как построить каменную дробилку в австралии- оданах школа.Дробилка построена из 12 специальных блоков, сделанных из блока стали, поршней и алмазов. В случае разрушения требуется 3 стальных блока, 12 поршней и 12 алмазов, чтобы построить одну каменную дробилку.
Самодельная дробилка для стекла eHow
Стеклянная крошка проста в изготовлении, и вы можете использовать ее для сотен проектов, от искусства до домашнего декора. Самый распространенный термин для обозначения небольших кусочков стеклянной крошки — это фритта, размер и текстура которой варьируются в зависимости от метода дробления стекла.
Самодельная камнедробилка Самодельные инструменты.нетто
Самодельная камнедробилка, предназначенная для измельчения золотосодержащих руд. Изготовлен из стальной трубы, стального листа и прочного стального стержня.
Самодельная камнедробилка YouTube Crusher, самодельная, каменная
Самодельная камнедробилка. Самодельная рок-дробилка YouTube. Спасает Гэри. Горное оборудование на ферме Усадьба Monster Trucks Самодельный рок Youtube Идеи Home Made.
как сделать небольшую каменную дробилку Purple Academy
Как сделать небольшую каменную дробилку Самодельная камнедробилка 911Metallurgist Каменная дробилка 911JAC12K MINI — наша самая маленькая каменная дробилка с минимальным бюджетом. Она содержит все высококачественные прецизионные предварительно вырезанные и готовые к сварке детали небольшой щековой дробилки Подробнее .
Как построить самодельную камнедробилку
Самодельная каменная дробилка для обработки минералов. 2020-6-11Все компоненты камнедробилки готовы к сборке у вас дома. Гайки, гайки, болты пластин щековой дробилки и все необходимое для мастера на все руки. Планы камнедробилки своими руками. Чертежи щековой дробилки своими руками. Планы самодельной камнедробилки. Самодельный камнедробильный комплект.
Планы камнедробилки ??? Усадьба Forum
27 ноября 2004 г. Rock Crusher без проблем. Просто купите роторную газонокосилку Toro! Давным-давно, когда я был маленьким, мой старший двоюродный брат однажды весной отнес свою домашнюю газонокосилку местному дилеру Toro and Gravely для настройки.Я был с ним, когда мы ехали забирать его на его «бьюике». Старик, который управлял этим заведением, вручил ему счет и объяснил, что
Как построить самодельную камнедробилку Как построить
Как построить самодельную камнедробилку. Как построить маленькую каменную дробилку Каменную дробилку, Как построить каменную дробилку дешево, как построить каменную дробилку, высококачественную прочную, но не дорогую небольшую каменную дробилку уже продано 110 комплектов в 2011 году. Энергия нажмите чат прямо сейчас, Как построить самодельную камнедробилку
как построить самодельную камнедробилку Bussa Machinery
Самодельные чертежи камнедробилки.Самодельный камнедробильный комплект. Читать далее. как построить каменную дробилку в австралии- оданах школа. Дробилка построена из 12 специальных блоков, сделанных из блока стали, поршней и алмазов. В случае разрушения требуется 3 стальных блока, 12 поршней и 12 алмазов, чтобы построить одну каменную дробилку.
Самодельная камнедробилка Преимущества самодельной камнедробилки
Как построить ударную каменную дробилку. Самодельная камнедробилка 911Металлург Каменная дробилка 911JAC12K MINI — наша самая маленькая горная дробилка с минимальным бюджетом. Она содержит все высококачественные прецизионные и готовые к сварке детали небольшой щековой дробилки. для питания 1 HP
как сделать простую каменную дробилку
Самодельная камнедробилка «Сделай сам» 911МеталлургРокальная дробилка 911JAC12K MINI — наша «самая маленькая» камнедробилка с минимальным бюджетом.Он содержит все высокое качество. 27 Дивизия, Мирпур-12, Паллби. Электронная почта: Карьера; Справочная служба; Авторизоваться; Круглосуточная телефонная служба 555 666
Мини-дробилка 911 Металлург
Описание Загрузочный бункер дробилки. 911MPEJAC12 с производительностью 10 фунтов (5 кг) в час, ультрапортативный (20 фунтов) и Small Rock Crusher — это дробилка типа Блейка с высокоскоростным эксцентриком наверху. Достаточно и готово для сковороды или стола для гравитационного разделения золота.Когда вы покупаете эту Small Rock Crusher
Самодельная каменная дробилка с оргонитом и тактический оргон в подарок
Размещено: 24 ноября 2014 г., понедельник, 23:52 Заголовок сообщения: Самодельная камнедробилка Вот учебное пособие, которое может оказаться вам очень полезным. Некоторое время я смотрел на камнедробилки, я знаю, что на Ebay есть тот, который многие люди рекомендуют для работы с оргонитом, а именно каменный измельчитель Sore Thumb Rock Crusher.
каменная дробилка ручной работы как сделать самодельную около
каменная дробилка ручной работы как сделать самодельный ок.Самодельная щековая дробилка для дробления бетона и щебня, которую я построил из металлолома, горнодобывающего оборудования binq, самодельная щековая дробилка, самодельные схемы щековых дробилок, самодельная щековая дробилка, самодельная кварцевая дробилка, самодельная дробилка для винограда, самодельная дробилка для масляного фильтра, планы на самодельную щековую дробилку каменная дробилка тоже в моем списке желаний
Просмотр темы Самодельная камнедробилка Оборудование для добычи золота
Orgonite & Tactical Orgone Gifting Просмотр темы Самодельная камнедробилка.