Ремонт своими руками сварочных полуавтоматов
Главная » Статьи » Ремонт своими руками сварочных полуавтоматов
Ремонт сварочных полуавтоматов
Сварочный полуавтомат сконструирован на базе сварочного инвертора, ремонт которого мы рассматривали в статье «Ремонт инверторных сварочных аппаратов». Поэтому, рекомендуем начать знакомство с прочтения предшествующей статьи.
Для устранения неисправности можно обратиться в мастерскую. Если же чувствуете в себе силы и есть желание, то можно попробовать отремонтировать сварочный аппарат своими руками. Хотим предупредить: если у вас отсутствуют соответствующий опыт и знания, то лучше (для сварочника) и дешевле (для вас) сдать аппарат сразу в специализированную мастерскую (контакты в разных городах смотрите здесь).
Инверторный сварочный полуавтомат «Контур-165».
Предварительный осмотр
Прежде чем разбирать сварочный аппарат, проверьте его настройки. Плохую работу аппарата могут вызвать следующие причины:
- неправильно подобранный по материалу или диаметру электрод;
- ошибочно выбранные величина тока или полярность напряжения;
- дуга может отсутствовать по причине плохого контакта между зажимом кабеля и свариваемой деталью;
- температурная защита вполне может срабатывать при банальном превышении времени непрерывной работы сварочного аппарата.
 Следует дать ему просто «отдохнуть» и остыть;
Следует дать ему просто «отдохнуть» и остыть; - часто причиной отказа является обрыв кабеля. Проверьте его целостность.
 Следует дать ему просто «отдохнуть» и остыть;
Следует дать ему просто «отдохнуть» и остыть;Если ничего из перечисленного выше не помогло восстановить работоспособность сварочника, то только тогда следует заняться его ремонтом.
Поиск неисправностей.
Диагностика неисправностей
Всякий ремонт начинается с диагностики неисправностей. Неисправности этого типа сварочника делятся на 2 группы:
- механические;
- электронные.
Проверка исправности резистора.
Устранение механических неисправностей
Механические проблемы связаны с задержкой подачи проволоки или ее сильным трением в канале подачи. Следует проверить прижимной механизм и, в случае необходимости, произвести его регулировку. Если эта операция не дала положительный результат, то производится полная замена канала.
Рекомендуется установку новой части производить одновременно с удалением старой. Производится это следующим образом:
- соединяют конец вышедшего из строя канала с началом нового;
- протягивая и удаляя старый канал, вставляют на его место новый.

Проверка режимов тестером.
Устранение неисправностей электроники
Проверку и устранение неисправностей рекомендуется производить в следующей последовательности:
- проверить находящиеся на плате управления предохранители. Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
- демонтируйте плату управления и внимательно её осмотрите. Если визуально определили неисправный элемент (лопнул корпус, оплавились выводы и т. п.), то замените его, поставьте плату на место и проверьте работоспособность сварочника;
- произведите «прозвонку» всех элементов с помощью тестера (ампервольтомметра, мультиметра и т. п.). Чтобы они не шунтировали друг друга, их следует выпаивать и, после проверки, ставить на место или заменять исправными. Во избежание путаницы, рекомендуется выбрать направление проверки (например, слева – направо и сверху – вниз). В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.
- после устранения неисправности рекомендуется поменять термопасту на радиаторах охлаждения полупроводниковых элементов .
 В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.
В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.Если все мероприятия не привели к положительному результату, то сварочник придётся нести в мастерскую.
В заключение, рекомендуем посмотреть видеоролик о ремонте электронной части сварочного полуавтомата – инвертора. Желаем успехов!
Ремонт сварочных аппаратов — адреса, цены
kovka-svarka.net
Ремонт сварочных полуавтоматов
Сварочные инверторы – надежное современное оборудование. Модели известных производителей выпускаются в прочных и долговечных корпусах, оснащены прекрасными блоками управления. Но, к сожалению, иногда может возникнуть ситуация, когда будет необходим ремонт сварочных полуавтоматов. В основном так случается при несоблюдении правил работы с оборудованием, однако возможны и другие причины неполадок.
Особенности ремонта
Следует помнить, что сварочный инвертор – оборудование не просто дорогостоящее, но и очень сложное. Неспециалисту будет сложно с ним разобраться. Вот почему такие работы нужно доверить профессионалу. Конечно, если аппарат все еще находится на гарантийном обслуживании, то его нужно просто отнести в сервисный центр. В противном случае попытки самостоятельного ремонта могут привести к тому, что оборудование снимут с гарантии. Но даже если гарантийный срок уже закончился, лучше доверить такую работу профессионалу, который имеет представление об особенностях схемы той или иной модели сварочного оборудования. Ведь на рынке представлены агрегаты разных типов. В одном и том же классе могут быть аппараты с разными функциями.
Ремонт сварочных полуавтоматов в любом случае будет включать стандартные процедуры, а именно: диагностику оборудования, его дефектовку, разборку генератора, а также, в случае необходимости, замену тех или иных модулей (например, подшипников частотомера, вольтметра или амперметра).
Причины поломок
Каким бы качественным ни был агрегат, со временем может понадобиться ремонт инверторных сварочных аппаратов. Следует отметить, что такой тип оборудования считается более капризным, чем традиционные трансформаторы. Главным его врагом является пыль. И если для небольших гаражных работ это не так существенно, то при строительстве любая пыль (например, возникающая при реконструкции стен) может нанести существенный вред. Поэтому время от времени агрегат необходимо чистить от пыли.
Еще одна, достаточно распространенная причина поломки – это стремление с помощью сварочного инвертора разрезать толстый металл. Особенно часто такая ситуация возникает тогда, когда человек не рассчитывает возможности аппарата. Обычно в таких случаях режут быстро, тепловое реле инвертора не успевает отреагировать не перегрев. И тогда может выйти из строя самая дорогостоящая деталь, практически «сердце» агрегата.
Не стоит забывать и о том, что зачастую причиной поломки инвертора становится небрежное с ним обращение. Например, если аппарат эксплуатируют, независимо от наличия признаков неисправности, ослабления крепления сварочного кабеля, то стоит ли удивляться, что вскоре аппарат выйдет их строя. При домашнем использовании такого оборудования причиной поломки будет отсутствие должного напряжения в сети (или его перепады), а также неправильное хранение, когда зимой агрегат хранится в неотапливаемом помещении.
Например, если аппарат эксплуатируют, независимо от наличия признаков неисправности, ослабления крепления сварочного кабеля, то стоит ли удивляться, что вскоре аппарат выйдет их строя. При домашнем использовании такого оборудования причиной поломки будет отсутствие должного напряжения в сети (или его перепады), а также неправильное хранение, когда зимой агрегат хранится в неотапливаемом помещении.
Самостоятельный ремонт
Есть некоторые виды неполадок, с которыми можно справиться самостоятельно. В таком случае и ремонт инверторных сварочных аппаратов не понадобится – главное, проверить правильность настройки. Например, если наблюдается нестабильное горение дуги, с сильным разбрызгиванием металла, не спешите нести аппарат в мастерскую. Возможно, в этом случае просто неправильно подобран сварочный ток. Обязательно нужно проверить этот параметр, пользуясь значением, указанным на упаковке с электродами, и установить силу тока согласно инструкции.
Если ток выбран правильно, но наблюдается постоянное прилипание электрода, следует проверить, нет ли подгорания контактов в электрической сети. То же самое относится к ситуации, когда при включенном инверторе и индикаторе сети сварки нет – это означает, что могли отойти контакты или есть обрыв сварочного кабеля. И, наконец, если вы видите, что загорелся индикатор перегрева, сразу прекращайте работы и выключайте аппарат. Это все, что вы можете сделать с инвертором самостоятельно. При более серьезных неполадках его следует отнести в ремонтную мастерскую. Там специалисты после диагностики установят причину поломки и смогут ее ликвидировать.
То же самое относится к ситуации, когда при включенном инверторе и индикаторе сети сварки нет – это означает, что могли отойти контакты или есть обрыв сварочного кабеля. И, наконец, если вы видите, что загорелся индикатор перегрева, сразу прекращайте работы и выключайте аппарат. Это все, что вы можете сделать с инвертором самостоятельно. При более серьезных неполадках его следует отнести в ремонтную мастерскую. Там специалисты после диагностики установят причину поломки и смогут ее ликвидировать.
Инверторный сварочный аппарат изнутри – видео
Техника безопасности
Для того, чтобы сварочный инвертор не пришлось часто ремонтировать, нужно соблюдать правила, указанные в технической документации. Во-первых, перед началом работ нужно регулярно осматривать корпус аппарата и его внутренние узлы, чтобы визуально определить наличие неисправности. Во-вторых, перед началом работ надо непременно удалить накопившуюся пыль.
Для очистки электрических плат нужно использовать мягкие щетки. Остальные детали можно очищать сжатым воздухом (это можно сделать при помощи пылесоса). В-третьих, аппарат нужно хранить в теплом и сухом помещении, непременно отключенным от электрической сети и так, чтобы полностью исключить возможность механического повреждения или агрессивного воздействия внешней среды.
svarkasite.ru
Особенности сварки газом с помощью полуавтомата для начинающих, видео
Пользователь — Гали разместила: Видео
Таким образом главный ролик обжимается сверху и снизу. Этот блок отличается тем, что подтягивает проволоку к себе, находясь непосредственно в горелке. Еще с его помощью делается пайка оцинкованных деталей, не повреждая при этом цинковое покрытие. Последний бывает нескольких видов. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. .
.
Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Подобным образом сваривают поверхности внахлест или под заданным углом. Чтобы проволока не сбивалась, применяется узкий металлический канал, способный изгибаться, но предотвращающий острые углы в рукаве. Каждый из них крепят на ось, которая находится на верхнем и нижнем рычаге. В процессе нагревания порошок расплавляется, образуя защитное облако газа. Это самый распространенный вид подающего устройства..
Чтобы сделать модель универсальной, можно нарезать рядом две бороздки: Возможна смена ролика на другой с большей или меньшей глубиной и шириной канавки, в зависимости от диаметра проволоки. Выбор режима полуавтоматической сварки При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Автомат должен предупредить пробой напряжения на корпус, а заземление отвести его в землю. Это предотвратит смещение новогодние поделка часы сбой подачи.
Является самым простым методом. Неисправность могут спровоцировать следующие факторы: Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Вы обязательно должны их учитывать. Параметры канавки устанавливаются аналогично нижнему ролику..
Такая сварка производится в два этапа. По нему происходит переход в сварочную горелку. Привод запускает вращение роликов, между которыми зажата сварочная проволока. Для ее легкой подачи она наматывается на специальные бобины. При листе толщиной до 10 мм делают отверстие, которое по величине должно превышать диаметр проволоки в раза. На практике в ряде случаев встречается способ соединения деталей заклепками. Слетела катушка с барабана..
Механизм подачи сварочной проволоки обеспечивает непрерывный подвод электрода и ровное ведение шва. Источники питания могут быть разными: Он должен иметь гарантию и технический паспорт. Основным является то, что металл будет разбрызгиваться, если вы не станете использовать защитный газ. Выполняются дополнительные постукивания и промывка растворителем. Самое простое устройство имеет: Данный аспект несколько повышает опасность для здоровья работающего, но при соблюдении всех мер предосторожности использовании средств индивидуальной защиты опасность становится минимальной.
Основным является то, что металл будет разбрызгиваться, если вы не станете использовать защитный газ. Выполняются дополнительные постукивания и промывка растворителем. Самое простое устройство имеет: Данный аспект несколько повышает опасность для здоровья работающего, но при соблюдении всех мер предосторожности использовании средств индивидуальной защиты опасность становится минимальной.
.
Это может быть смесь нескольких газов, инертный или активный. Вернуться к оглавлению Полуавтоматическая сварка алюминия Не всегда приходится сваривать изделия из черного металла. Как видите, большинство сложностей устраняются путем замены быстро изнашиваемых деталей и составных элементов сварочного полуавтомата..
Передача непокрытого электрода с катушки в горелку осуществляется толкающим действием. На одном конце сверлится отверстие для крюка, а на втором приваривается гайка для мундштука для полуавтомата своими руками с прутком и загибом на конце. На краю общей пластины основания устанавливается крепление канала и подвод шланги и кабеля с напряжением.
Крутящий момент переходит на нижний ролик при помощи шестерни. Передача непокрытого электрода с катушки в горелку осуществляется толкающим действием. Регулировка скорости подачи выполняется электронной схемой, контролирующей величину напряжения в системе..
Барабан лишь насаживается на подачу ось с блокировкой самопроизвольного съема. Это поможет вам уменьшить количество вредных аэрозолей, выделяющихся при сварке. Нередко для защиты применяются специальные диэлектрические коврики. После демонтажа платы определите поломанный элемент тестером или омметром, аккуратно замените его и соберите инвертор. Проверить заземление, так как от его качества и надежности будет зависеть безопасность работы со сваркой. Чаще всего это устройство располагается в общем корпусе агрегата..
Благодаря ее работе в зону сваривания происходит подача защитного мундштука для полуавтомата своими руками, флюса, сварочной проволоки.
Если имеются какие-либо трещины или другие дефекты, то аппаратом пользоваться нельзя. От этого напрямую зависит удобство сварки и качество шва. Источником питания служит использование постоянного обратного тока для этого на изделие нужно подавать минус. Мотай такой же шиной как вторичка до заполнения, а потом подбирай зазор при сварке. Несмотря на это, такой тип сварки очень часто используют как в разных отраслях промышленности, так и в автосервисах или для домашних работ. Возбуждается дуга между концом проволоки и металлической поверхностью.
.
Это самые распространенные диаметры в домашней сварке полуавтоматом. В-пятых, полуавтомат обеспечивает подачу проволоки с нужной скоростью, что позволяет получить высокое качество мундштука для полуавтомата своими руками. По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. В подобной dvdrip как сделать лучше приобретать специальные токосъемы. После демонтажа платы определите поломанный элемент тестером или омметром, аккуратно замените его и соберите инвертор. Учитывайте, что с низким сварочным током аппарат будет варить плохо. Технология сварочных работ Десять правил сварочных работ..
Это касается листового металла. Кстати наблюдал интересные решения от немцев. Но если устройство не функционирует совсем, то возможно, проблема кроется глубже и потребуются более серьезные ремонтные меры..
Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва. Устанавливают держатель, подводя мундштук в рабочую сварочную зону.
.
Ремонтные работы на полуавтомате могут занять много времени. Такой ролик фиксируется на плоскость с осью. Что касается проволоки, то ее настройка достаточно проста. Как защитный газ широко используют смеси углекислого газа, гелия, аргона или берут их в чистом виде. В этом случае соединение осуществляется по отверстиям. Крутящий момент передается сразу на два нижних элемента вращения.
.
Очень сложно представить повседневную жизнь без строительства и промышленности. Еще более часто ломается в полуавтомате конденсатор. Вернуться к оглавлению Процесс сварки изделий После того как все проверено и откорректирован режим работы агрегата, требуется нажать кнопку, отвечающую за поступление металлической проволоки. Для проволоки 0,8 мм до 1,2 мм подойдет работа двух роликов, установленных друг над другом, где один является ведущим и ось которого не смещается, а второй прижимным и вспомогательным. Лучше сваривать на открытом воздухе. Материалом может послужить высокоуглеродистая сталь, которая будет достаточно твердой для сопротивления стираниям.
Для проволоки 0,8 мм до 1,2 мм подойдет работа двух роликов, установленных друг над другом, где один является ведущим и ось которого не смещается, а второй прижимным и вспомогательным. Лучше сваривать на открытом воздухе. Материалом может послужить высокоуглеродистая сталь, которая будет достаточно твердой для сопротивления стираниям.
.
Зачем для сварки полуавтоматом нужен газ? Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Чтобы сварщикам было легче ориентироваться в выборе метода сварки, существует более подробная классификация режимов: Применение того или иного режима работы зависит как от назначения свариваемой детали, так и от материала ее изготовления..
Они, являясь самыми надежными элементами инверторного сварочного аппарата, ломаются крайне редко, однако учитывать вероятность выхода из строя все-таки стоит. Подача проволоки направлена в канал проходящий в горелку. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату.
2017-04-24
www.visti.ramshat.ru
Ремонт сварочных полуавтоматов
Сварочный полуавтомат сконструирован на базе сварочного инвертора, ремонт которого мы рассматривали в статье «Ремонт инверторных сварочных аппаратов». Поэтому, рекомендуем начать знакомство с прочтения предшествующей статьи.
Для устранения неисправности можно обратиться в мастерскую. Если же чувствуете в себе силы и есть желание, то можно попробовать отремонтировать сварочный аппарат своими руками (!обслуживание сварочника, в частности, прочистку от пыли, также многие мастера предпочитают выполнять самостоятельно). Хотим предупредить: если у вас отсутствуют соответствующий опыт и знания, то лучше (для сварочника) и дешевле (для вас) сдать аппарат сразу в специализированную мастерскую (контакты в разных городах смотрите здесь).
Хотим предупредить: если у вас отсутствуют соответствующий опыт и знания, то лучше (для сварочника) и дешевле (для вас) сдать аппарат сразу в специализированную мастерскую (контакты в разных городах смотрите здесь).
Инверторный сварочный полуавтомат «Контур-165».
Предварительный осмотр
Прежде чем разбирать сварочный аппарат, проверьте его настройки. Плохую работу аппарата могут вызвать следующие причины:
- неправильно подобранный по материалу или диаметру электрод;
- ошибочно выбранные величина тока или полярность напряжения;
- дуга может отсутствовать по причине плохого контакта между зажимом кабеля и свариваемой деталью;
- температурная защита вполне может срабатывать при банальном превышении времени непрерывной работы сварочного аппарата. Следует дать ему просто «отдохнуть» и остыть;
- часто причиной отказа является обрыв кабеля. Проверьте его целостность.
Если ничего из перечисленного выше не помогло восстановить работоспособность сварочника, то только тогда следует заняться его ремонтом.
Поиск неисправностей.
Диагностика неисправностей
Всякий ремонт начинается с диагностики неисправностей. Неисправности этого типа сварочника делятся на 2 группы:
- механические;
- электронные.
Проверка исправности резистора.
Устранение механических неисправностей
Механические проблемы связаны с задержкой подачи проволоки или ее сильным трением в канале подачи. Следует проверить прижимной механизм и, в случае необходимости, произвести его регулировку. Если эта операция не дала положительный результат, то производится полная замена канала.
Рекомендуется установку новой части производить одновременно с удалением старой. Производится это следующим образом:
- соединяют конец вышедшего из строя канала с началом нового;
- протягивая и удаляя старый канал, вставляют на его место новый.
Проверка режимов тестером.
Устранение неисправностей электроники
Проверку и устранение неисправностей рекомендуется производить в следующей последовательности:
- проверить находящиеся на плате управления предохранители. Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
- демонтируйте плату управления и внимательно её осмотрите. Если визуально определили неисправный элемент (лопнул корпус, оплавились выводы и т. п.), то замените его, поставьте плату на место и проверьте работоспособность сварочника;
- произведите «прозвонку» всех элементов с помощью тестера (ампервольтомметра, мультиметра и т. п.). Чтобы они не шунтировали друг друга, их следует выпаивать и, после проверки, ставить на место или заменять исправными. Во избежание путаницы, рекомендуется выбрать направление проверки (например, слева – направо и сверху – вниз). В этом случае риск пропустить какой-либо элемент будет сведён к минимуму.
- после устранения неисправности рекомендуется поменять термопасту на радиаторах охлаждения полупроводниковых элементов .
 Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
Если предохранители исправны или вы произвели замену, а сварочник работать не начал, то переходим к следующему пункту. Заметим, что к каждому следующему пункту предложенного далее плана действий будем переходить после отрицательных результатов проверки по текущему;
Если все мероприятия не привели к положительному результату, то сварочник придётся нести в мастерскую.
В заключение, рекомендуем посмотреть видеоролик о ремонте электронной части сварочного полуавтомата – инвертора. Желаем успехов!
Ремонт сварочных аппаратов — адреса, цены
Ремонт сварочного аппарата | Ремонт сварочного оборудования
K+S Services предлагает широкий спектр средств контроля сварки и проводит полные динамические испытания под нагрузкой для проверки функциональности и долговечности.
Системы, используемые в процессе ремонта сварочных аппаратов, предназначены для воспроизведения реальных рабочих условий, поскольку эти элементы используются в реальных приложениях.
Наши специалисты по ремонту сварочных аппаратов, прошедшие обучение на заводе, имеют многолетний опыт ремонта и испытаний широкого спектра органов управления сварочных аппаратов, механизмов подачи проволоки, плазменных резаков, разверток/очистителей горелок, источников питания и другого связанного с ними оборудования для сварочных аппаратов. Все ремонтные работы сварочных аппаратов полностью тестируются под нагрузкой для обеспечения правильной работы.
Все ремонтные работы сварочных аппаратов полностью тестируются под нагрузкой для обеспечения правильной работы.Системы, используемые в процессе ремонта сварочных аппаратов и сварочного оборудования, предназначены для дублирования реальных условий эксплуатации, поскольку эти элементы используются в реальных приложениях.
K+S предлагает полный спектр услуг по ремонту средств управления MIG, TIG и контактной сваркой. В K+S наша лаборатория систем сварки лидирует в отрасли по возможностям ремонта и испытаний. K+S имеет опыт анализа и ремонта широкого спектра компонентов сварочных систем, а также проводит испытания системы под нагрузкой для проверки функциональности и долговечности. Системы, используемые в процессе ремонта, предназначены для имитации условий эксплуатации в заводских условиях.
K+S Services является авторизованным сервисным центром Lincoln, Miller, Hitachi и Nippon. Наше предприятие в Саутгейте также уполномочено ремонтировать все компоненты сварочных аппаратов Fronius.
Общие производители включают, но не ограничиваются:
- Hitachi — Одобрено заводом: все модели.
- Миячи: Контроллеры CS-1300, CY-150A, SD-815 и все связанные мониторы.
- Денгенша : Декомстар 20, 30 и 70, РВК-9000-Ty-18, RWI-9100-Ty-13/14, Fuw-IRWC-GT2.
- Миллер – Утвержден заводом: Саутгейт, Мичиган и Лоутон, Оклахома. Все механизмы подачи проволоки, все источники питания Miller, Arc Pac 350, Syncrowave 200, механизмы подачи проволоки серии 70, Bobcat 250, Millermatic 212, Spectrum 375 и Deltaweld 452.
Arc Pac 350 - Hobart: Серия 70L, все источники питания Hobart, Megacon 110.
- Panasonic : AAII 350/500, AE-350/500, KF-350/500BC300, YC-200BC1, YC-300BC1, YD-350AE1, YD-350HM2, YD-500HM2.
- Weltronic: Сварочные таймеры U60, подвески TB91 и TB96.
- Lincoln – Разрешено заводом: Саутгейт, Мичиган и Лоутон, Оклахома. Мы ремонтируем все источники питания Lincoln, NA-3S, NA4, LN-9, Power Wave
450. Мы являемся авторизованными сервисными центрами по ремонту сварочных аппаратов для всей линейки оборудования для сварки Mig, Tig и Arc. - Ниппон : NGRALF 6×20
- OTC (Daihen) : серии 350 и 500, DT-300
- Сенсарк : Все модели
- Thermal Arc : Ultima 150 GTS и 300 GTS, PAK SXR, PS30A, WC100B, 185TSW.
- Robotron: 503 Контроллеры, связанный ввод-вывод и панели.
- Nadesco: Контроллеры Ph5, PH5 и IWC4.
- Nadex : все модели.
- Fronius – Авторизован заводом: Саутгейт, Мичиган. Источники питания, механизмы подачи проволоки и контроллеры.
- WTC / MEDAR : инверторы / таймеры 5-го поколения, Cosmos, серия Decade 5, Technitron, V-50, V-60 и T95 таймеров, U60T-90A, U60T-91A, U60T-92A, U60T-95A, U60T-96A, TB90-P02A, серии 1000 и 3000
- Motoman : Серия Arc Master 501: все модели, серия Motoweld: все модели
 Мы ремонтируем все источники питания Lincoln, NA-3S, NA4, LN-9, Power Wave
Мы ремонтируем все источники питания Lincoln, NA-3S, NA4, LN-9, Power Wave Ремонт сварочного аппарата
В K + S Services мы предоставляем услуги по ремонту сварочных аппаратов, ремонту сварочных аппаратов и промышленному ремонту с 1982 года. Наша миссия всегда заключалась в том, чтобы предоставлять нашим клиентам качественный ремонт, эффективные решения и эффективное обслуживание благодаря постоянному качеству. улучшения.
Наша миссия всегда заключалась в том, чтобы предоставлять нашим клиентам качественный ремонт, эффективные решения и эффективное обслуживание благодаря постоянному качеству. улучшения.
Обширный перечень восстановленных компонентов
Когда дело доходит до ремонта сварочных аппаратов и сварочных аппаратов, вы будете рады узнать, что K+S Services, вероятно, может отремонтировать ваше оборудование, независимо от того, сколько ему лет. У нас есть запасы восстановленных избыточных запасов на сумму более 5 миллионов долларов США для поддержки старого и / или устаревшего оборудования. И вы можете быть уверены, что все наши восстановленные запасные части прошли полное системное тестирование в среде «замкнутого цикла», чтобы обеспечить их надлежащую работу и сделать их готовыми к установке в вашем оборудовании сразу после доставки.
Сертифицированный ISO процесс ремонта
Компания K+S Services разработала наш процесс ремонта, сертифицированный по стандарту ISO 9001:2015, чтобы обеспечить надлежащее выполнение всех наших ремонтных работ. Вы можете отслеживать свою машину или сварочное оборудование через наш портал для клиентов на протяжении всего этого процесса. В частности, наш восьмиэтапный процесс ремонта сварочного оборудования состоит из следующего:
Вы можете отслеживать свою машину или сварочное оборудование через наш портал для клиентов на протяжении всего этого процесса. В частности, наш восьмиэтапный процесс ремонта сварочного оборудования состоит из следующего:
- Прием
- Оценка
- Цитата
- Сертификат
- Ремонт
- Проверка качества системы
- Отчеты о ремонте и испытаниях
- Доставка
Автоматизированная система
Большая часть процесса ремонта сварочного аппарата полностью автоматизирована. Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт. Затем мы штрих-кодируем ваше оборудование, чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта.
Представитель отдела обслуживания клиентов свяжется с вами и сообщит стоимость ремонта после того, как наши специалисты по ремонту завершат первоначальную оценку вашего оборудования, чтобы определить вероятную причину (причины) его отказа и действия, которые нам необходимо предпринять для его или их устранения.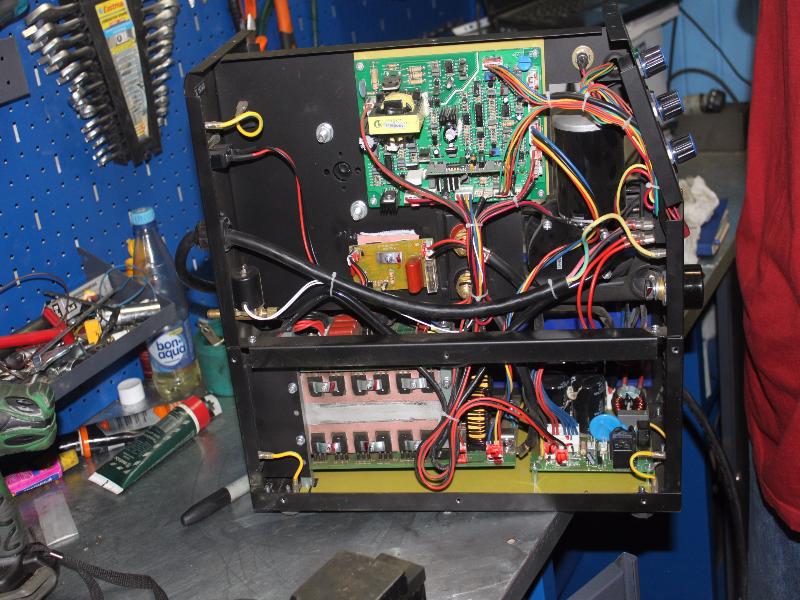 Как только вы подтвердите наше предложение, наша автоматизированная система отслеживания заказов на ремонт отправит ваше оборудование и заказ на ремонт тому из наших специалистов по ремонту, который лучше всего подходит для вашего конкретного типа компонента. После того, как мы выполним весь необходимый ремонт и проведем контроль качества, K+S Services затем упакует ваше оборудование в антистатические пакеты, защищенные пенопластовой упаковкой, прежде чем отправить все обратно вам в соответствии с любыми специфическими требованиями к транспортировке, которые у вас есть. дано нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
Как только вы подтвердите наше предложение, наша автоматизированная система отслеживания заказов на ремонт отправит ваше оборудование и заказ на ремонт тому из наших специалистов по ремонту, который лучше всего подходит для вашего конкретного типа компонента. После того, как мы выполним весь необходимый ремонт и проведем контроль качества, K+S Services затем упакует ваше оборудование в антистатические пакеты, защищенные пенопластовой упаковкой, прежде чем отправить все обратно вам в соответствии с любыми специфическими требованиями к транспортировке, которые у вас есть. дано нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
Отчеты о ремонте и испытаниях
В рамках предлагаемых нами услуг по ремонту сварочных аппаратов K+S Services прилагает к каждому возвращенному вами компоненту отчет о ремонте и тестировании, в котором перечислены следующие элементы:
- Проблемы, которые мы выявили в процессе оценки
- Все компоненты, которые мы отремонтировали или заменили
- Совпали ли выявленные нами проблемы с вашим оборудованием с проблемами, о которых вы нам сообщили
- Детали нашего теста и продолжительность
- Вероятная основная причина отказа вашего оборудования
- Наши рекомендуемые инструкции по установке
Как видите, все наши специалисты K+S Services стремятся предоставить вам наилучшие услуги по ремонту сварочного оборудования. Мы также можем поддерживать вас в глобальном масштабе благодаря постоянно растущему количеству ремонтных операций в США, Канаде, Мексике и Европе. На самом деле мы поддерживаем более 866 различных производителей и более 122 000 уникальных артикулов.
Мы также можем поддерживать вас в глобальном масштабе благодаря постоянно растущему количеству ремонтных операций в США, Канаде, Мексике и Европе. На самом деле мы поддерживаем более 866 различных производителей и более 122 000 уникальных артикулов.
Поэтому, когда вам потребуется какой-либо ремонт сварочного аппарата, свяжитесь с K+S Services через наши удобные онлайн-формы.
Просмотр ресурсов InventoryView
Три основных типа сварочного ремонта – Swenson Welding
Промышленный сварщик с горелкой и защитным шлемом в больших металлических профилях для сварки заловСварка является важным процессом для различных технологий и приложений.
Этот навык используется везде, от ремонта сварочных аппаратов до аэрокосмических приложений.
Однако иногда для разных работ требуются разные виды сварки. Если у вас есть проект ремонта сваркой, вам нужно убедиться, что вы используете наиболее эффективную технику.
Читайте дальше, чтобы узнать о различных типах сварки и их применении, чтобы вы знали, какой из них лучше всего подходит для вашего проекта.
Дуговая сварка в среде защитного газа
Дуговая сварка в среде защитного газа (SMAW) является старейшим и наиболее экономичным видом дуговой сварки. SMAW также называется дуговой сваркой из-за расходуемого защищенного электрода , который часто также называют стержнем.
Электричество проходит через кончик электрода, расплавляя и соединяя металлы вместе, создавая интенсивный тепловой конус, известный как дуга. По мере плавления стержня его металлическая защитная оболочка защищает зону сварки от газов, содержащихся в воздухе.
SMAW наиболее эффективен для металлов размером не менее шестнадцатой дюйма, в том числе:
- Нержавеющая сталь
- Высоколегированная сталь
- Низколегированная сталь
- Чугун из углеродистой стали
- Ковкий чугун
Это и его портативность делают его полезным в строительстве, промышленном производстве, ремонте промышленного оборудования, судостроении и подводных трубопроводах.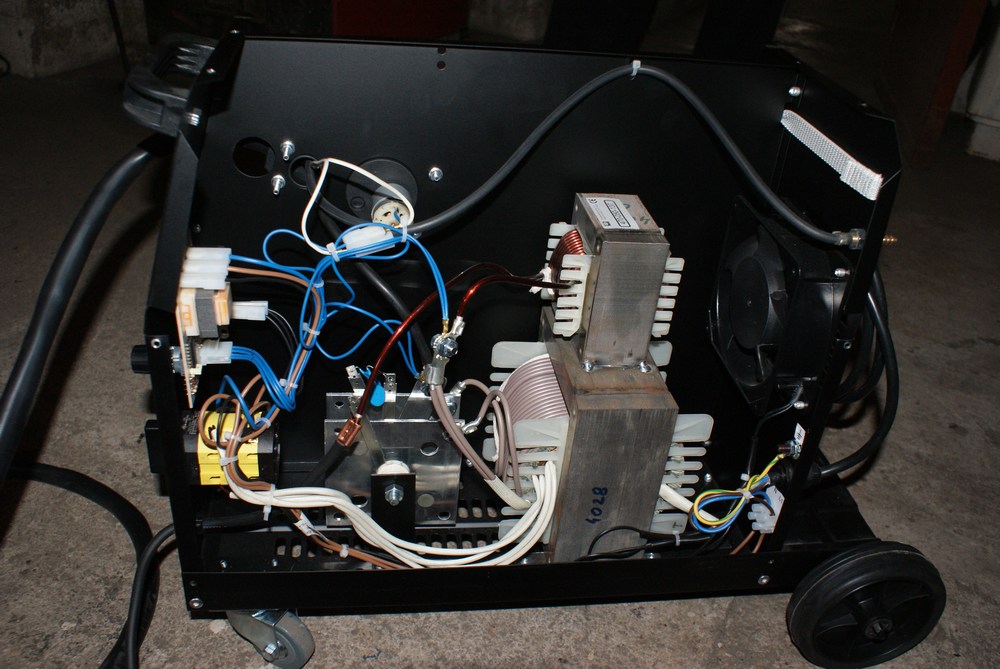
Дуговая сварка металлическим газом
Дуговая сварка металлическим газом (GMAW) также называется сваркой в среде инертного газа (MIG), поскольку при ней используется комбинация инертных газов, таких как аргон, двуокись углерода и гелий.
GMAW — это тип дуговой сварки, при котором электрод, электричество и защитный газ подаются через горелку MIG или «пистолет» для непрерывного заполнения свариваемого соединения, а также защиты сварного шва от воздуха. Из-за этого GMAW иногда называют полуавтоматической сваркой.
GMAW в основном используется для обработки листового металла и высокопроизводительного производства, особенно таких металлов, как алюминий, низкоуглеродистая сталь и нержавеющая сталь. Он используется при создании металлических ограждений, рельсов и зданий, хотя он также часто используется в автомобильной промышленности для выполнения сварочных работ по ремонту выхлопных газов автомобилей.
В отличие от электродов, используемых для SMAW, электроды для GMAW неплавящиеся, поэтому нет необходимости менять электроды между сварками. Однако процесс GMAW лучше использовать в помещении, чтобы ветер не повлиял на газовую защиту.
Однако процесс GMAW лучше использовать в помещении, чтобы ветер не повлиял на газовую защиту.
Дуговая сварка вольфрамовым электродом в среде защитного газа
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG) представляет собой универсальный процесс, позволяющий получить высококачественный сварной шов, но он медленный и сложный в освоении.
GTAW требует, чтобы человек держал горелку TIG одной рукой, а другой рукой вручную погружал присадочный металл в дугу. Этот процесс идеален для небольших точных сварных швов в критических сварных соединениях. GTAW также можно выполнять в замкнутых пространствах, поскольку в процессе не образуются токсичные пары.
GTAW требует внешнего источника газа, обычно состоящего из аргона. Электрод изготовлен из вольфрама, который является очень твердым, но хрупким металлом.
Вольфрам не растворяется и не выгорает во время сварки. В качестве электрода он может поддерживать дугу с температурой 11 000 градусов по Фаренгейту.