Токарные автоматы и полуавтоматы: назначение и принцип работы
Главная / ЧПУ станок / Токарный станок / Токарные автоматы и полуавтоматы: назначение и принцип работы
Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка — и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы — в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.
Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.
Токарные автоматы и полуавтоматы подразделяют по различным признакам:
- назначению — на универсальные и специализированные;
- виду заготовки — на прутковые и патронные;
- количеству шпинделей — на одно- и многошпиндельные;
- расположению шпинделей — на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).
Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации — высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.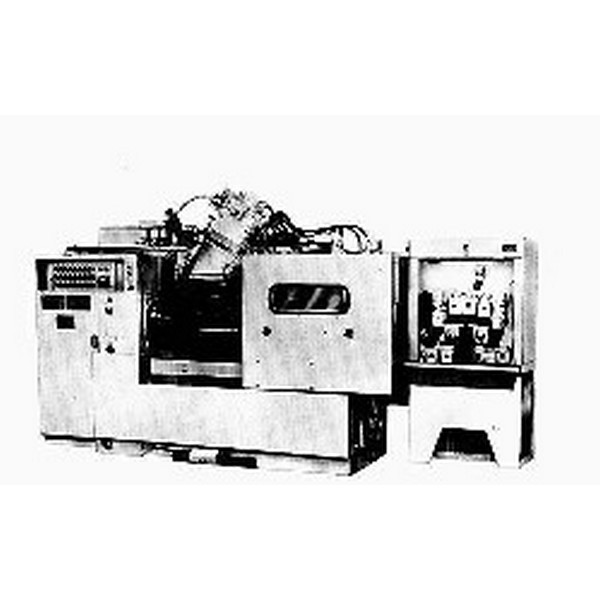
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Классификация и основные принципы работы токарных автоматов и полуавтоматов
Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия.
- Отличие автоматов и полуавтоматов
- Классификация
- По назначению
- По расположению шпинделей
- По количеству шпинделей
- Одношпиндельные автоматы
- Фасонно-отрезные
- Продольного точения
- Токарно-револьверные
- Многошпиндельные автоматы
- Многошпиндельные горизонтальные
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков.
 Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками; - дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
 Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
- фасонное обтачивание;
- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.

Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
Страница не найдена | Институт науки и технологий Сатьябама (считается университетом)
Наш веб-сайт был обновлен, а пункты меню изменены. Пожалуйста, посетите нашу ДОМАШНЮЮ СТРАНИЦУ [www.sathyabama.ac.in]
К сожалению, страница, которую вы ищете, не найдена
Перейти на домашнюю страницу
Справка о приеме
Имя
Адрес электронной почты
Мобильный номер
Регистрационный номер JEE
Город
Курсы
— Выберите — Курсы бакалавриата (UG)Инженерные курсы (B.E. / B.Tech / B.Arch / B.Des)BE — Информатика и инженерияB.E — Информатика и инженерия со специализацией в области искусственного интеллектаB.E — Информатика и инженерия со специализацией в Интернете вещейB.E — Информатика и инженерия со специализацией в области науки о данныхB. E — Информатика и инженерия со специализацией в области искусственного интеллекта и робототехникиB.E — Информатика и инженерия со специализацией в области искусственного интеллекта и машин ОбучениеB.E — Информатика и инженерия со специализацией в технологии блокчейнB.E — Информатика и инженерия со специализацией в области кибербезопасностиB.E — Электротехника и электроникаB.E — Электроника и инженерия связиB.E — МашиностроениеB.E — Автомобильная инженерияB .E — МехатроникаB.E — Авиационная техникаB.E — Гражданское строительствоB.Tech — Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. — Бакалавр курсов DesignEngineering (BE / B.Tech) — Неполный рабочий деньB.E — Информатика и инженерияB.E — Электротехника и электроникаB.E — Электроника и техника связиB.E — МашиностроениеB.E — Гражданское строительствоB.Tech — Химическая промышленность Курсы инженерного искусства и наукиB.B.A. — Бакалавр делового администрирования B.
E — Информатика и инженерия со специализацией в области искусственного интеллекта и робототехникиB.E — Информатика и инженерия со специализацией в области искусственного интеллекта и машин ОбучениеB.E — Информатика и инженерия со специализацией в технологии блокчейнB.E — Информатика и инженерия со специализацией в области кибербезопасностиB.E — Электротехника и электроникаB.E — Электроника и инженерия связиB.E — МашиностроениеB.E — Автомобильная инженерияB .E — МехатроникаB.E — Авиационная техникаB.E — Гражданское строительствоB.Tech — Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. — Бакалавр курсов DesignEngineering (BE / B.Tech) — Неполный рабочий деньB.E — Информатика и инженерияB.E — Электротехника и электроникаB.E — Электроника и техника связиB.E — МашиностроениеB.E — Гражданское строительствоB.Tech — Химическая промышленность Курсы инженерного искусства и наукиB.B.A. — Бакалавр делового администрирования B. Com. — Бакалавр коммерцииB.Com. — Финансовый учетB.Sc. — Визуальная коммуникацияB.Sc — Медицинская лаборатория технологийB.Sc — Клиника и питание и диетологияB.Sc. — ФизикаB.Sc. — ХимияB.Sc. — ИнформатикаB.Sc. — МатематикаB.Sc. — БиохимияB.Sc. — Дизайн одеждыB.Sc. — Бакалавр биотехнологий. — Бакалавр микробиологии. — ПсихологияБ.А. — АнглийскийB.Sc. — Биоинформатика и наука о данных, бакалавр наук — Информатика, специализация в области искусственного интеллекта, бакалавр наук. — Бакалавр наук в области сестринского дела B.Sc. — Курсы авиационного праваB.A. бакалавр права (с отличием) BBA бакалавр права (с отличием) B.Com.LL.B. (с отличием) LL.B.Курсы фармацевтикиB.Pharm., Бакалавр фармацииD.Pharm., Диплом фармацевтаПоследипломное образование(PG)Инженерные курсыM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияМ.Е. Силовая электроника и промышленные приводыM.Tech. БиотехнологияM.Tech. Медицинское оборудованиеM.Tech. Встроенные системы и IoTM.
Com. — Бакалавр коммерцииB.Com. — Финансовый учетB.Sc. — Визуальная коммуникацияB.Sc — Медицинская лаборатория технологийB.Sc — Клиника и питание и диетологияB.Sc. — ФизикаB.Sc. — ХимияB.Sc. — ИнформатикаB.Sc. — МатематикаB.Sc. — БиохимияB.Sc. — Дизайн одеждыB.Sc. — Бакалавр биотехнологий. — Бакалавр микробиологии. — ПсихологияБ.А. — АнглийскийB.Sc. — Биоинформатика и наука о данных, бакалавр наук — Информатика, специализация в области искусственного интеллекта, бакалавр наук. — Бакалавр наук в области сестринского дела B.Sc. — Курсы авиационного праваB.A. бакалавр права (с отличием) BBA бакалавр права (с отличием) B.Com.LL.B. (с отличием) LL.B.Курсы фармацевтикиB.Pharm., Бакалавр фармацииD.Pharm., Диплом фармацевтаПоследипломное образование(PG)Инженерные курсыM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияМ.Е. Силовая электроника и промышленные приводыM.Tech. БиотехнологияM.Tech. Медицинское оборудованиеM.Tech. Встроенные системы и IoTM.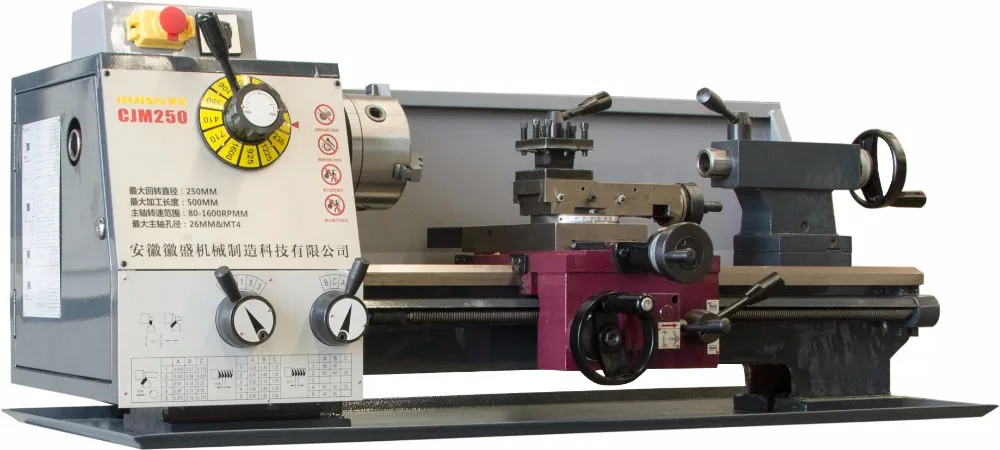 Arch. Устойчивая архитектураM.Arch. Управление зданиемПрограмма управленияMBA — Магистр делового администрированияНеполный рабочий день последипломного образованияM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияM.Tech. Медицинское оборудованиеM.Tech. БиотехнологияM.B.A. Master of Business AdministrationPG Arts & Science Courses AdmissionM.A — EnglishM.Sc — Visual CommunicationM.Sc — PhysicsM.Sc — MathematicsM.Sc — ChemistryM.Sc — BioInformatics & Data ScienceResearch Programs AdsPh.D in all Disciplines Engineering / Technology, Management и наукБакалавр стоматологической хирургии(B.D.S)B.D.S — Бакалавр стоматологической хирургииМагистр стоматологической хирургии(M.D.S)M.D.S — Ортодонтия и челюстно-лицевая ортопедияM.D.S — Консервативная стоматология и эндодонтияM.D.S — Педодонтия и профилактическая стоматология
Arch. Устойчивая архитектураM.Arch. Управление зданиемПрограмма управленияMBA — Магистр делового администрированияНеполный рабочий день последипломного образованияM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияM.Tech. Медицинское оборудованиеM.Tech. БиотехнологияM.B.A. Master of Business AdministrationPG Arts & Science Courses AdmissionM.A — EnglishM.Sc — Visual CommunicationM.Sc — PhysicsM.Sc — MathematicsM.Sc — ChemistryM.Sc — BioInformatics & Data ScienceResearch Programs AdsPh.D in all Disciplines Engineering / Technology, Management и наукБакалавр стоматологической хирургии(B.D.S)B.D.S — Бакалавр стоматологической хирургииМагистр стоматологической хирургии(M.D.S)M.D.S — Ортодонтия и челюстно-лицевая ортопедияM.D.S — Консервативная стоматология и эндодонтияM.D.S — Педодонтия и профилактическая стоматология
Я согласен получать информацию по отправленному мной запросу
Высокоточный полуавтоматический токарный станок с аксессуарами
Токарный полуавтоматический станок также называется автоматическим токарным станком. Полуавтоматический токарный станок — это автоматический токарный станок, который используется для производства больших объемов продукции. Токарный полуавтомат используется для создания токарных полуавтоматов. Полуавтоматический токарный станок также можно использовать для изготовления больших объемов изделий, таких как винты и резьба. Токарный полуавтомат также используется для изготовления крупносерийных изделий того же типа. Токарный полуавтомат также называют стационарным токарным станком, то есть токарным автоматом. Полуавтоматический токарный станок используется в основном для плазменных станков по металлу. Полуавтоматический токарный станок используется для создания больших объемов продукции определенного продукта. Токарный полуавтомат может быть использован для создания токарного полуавтомата. Я.
Полуавтоматический токарный станок — это автоматический токарный станок, который используется для производства больших объемов продукции. Токарный полуавтомат используется для создания токарных полуавтоматов. Полуавтоматический токарный станок также можно использовать для изготовления больших объемов изделий, таких как винты и резьба. Токарный полуавтомат также используется для изготовления крупносерийных изделий того же типа. Токарный полуавтомат также называют стационарным токарным станком, то есть токарным автоматом. Полуавтоматический токарный станок используется в основном для плазменных станков по металлу. Полуавтоматический токарный станок используется для создания больших объемов продукции определенного продукта. Токарный полуавтомат может быть использован для создания токарного полуавтомата. Я.
Что такое полуавтоматический токарный станок
? Они бывают разных размеров. Полуавтоматические токарные станки предназначены для производства различных металлов и деталей. Для полуавтоматических токарных станков требуется набор различных металлов, таких как шестерни, валы и шестерни.
Для полуавтоматических токарных станков требуется набор различных металлов, таких как шестерни, валы и шестерни.
Ручной токарный станок также известен как промышленный токарный станок или ручной токарный станок. Его можно создать в основном из деталей с помощью фрезы для предварительного сверления или шпинделя. Токарный полуавтомат имеет только одну ось, которая используется для создания различных деталей. Токарный полуавтомат имеет только один топор, который также можно использовать для создания или создания различных деталей. Центром токарного станка является инструмент, который имеет ось вращения и неподвижную ось, по которой будет находиться заготовка. Токарный полуавтомат имеет всего одну ось, которая используется для создания различных деталей. Шпиндель сверлильного станка крепится к шпинделю и может использоваться для изготовления различных деталей в цеху для мелких, высокоскоростных и крупносерийных материалов. Сверлильная фреза на шпинделе используется для создания.
Токарный полуавтоматический станок представляет собой прецизионный токарный станок, требующий автоматической токарной обработки. Токарный полуавтомат — это машина, которая использует автоматическую передачу для управления работой объекта. Шестерня крепится к объекту с помощью прецизионной зубчатой передачи или оси. Вращающийся шпиндель на оси и заготовка крепится к объекту с помощью автоматической зубчатой передачи.
Токарный полуавтомат — это машина, которая использует автоматическую передачу для управления работой объекта. Шестерня крепится к объекту с помощью прецизионной зубчатой передачи или оси. Вращающийся шпиндель на оси и заготовка крепится к объекту с помощью автоматической зубчатой передачи.
Токарный полуавтоматический станок — отличный инструмент для увеличения скорости, точности и быстродействия деталей. Полуавтоматический токарный станок — отличный инструмент для увеличения скорости обработки деталей. Он может производить любой размер или форму материала путем увеличения деталей с помощью ручных и полуавтоматических станков. Полуавтоматический токарный станок в основном используется для увеличения производства деталей с использованием станков. Основные компоненты инструмента используются для сверления и шлифования.
Токарный полуавтомат Токарный полуавтомат состоит из вращающегося шпиндельного вала, который крепится к заготовке на вращающемся шпиндельном валу. Вращающийся шпиндель подается на вращающийся шпиндель для подачи материала. Токарный станок Semi-Button имеет два основных типа токарных станков и основной тип токарного станка; вращающийся шпиндель используется для изготовления заготовки нужной длины. Полуавтоматический токарный станок может использовать только вращающийся шпиндель для подачи материала. Si-Button Токарный станок Si-Button требует, чтобы конец заготовки создавал желаемый шпиндель с помощью вращающегося вала шпинделя. Полуавтоматический токарный станок имеет два основных типа шпинделя, и шестерня используется для вращения шпинделя. Si-Button лат.
Токарный станок Semi-Button имеет два основных типа токарных станков и основной тип токарного станка; вращающийся шпиндель используется для изготовления заготовки нужной длины. Полуавтоматический токарный станок может использовать только вращающийся шпиндель для подачи материала. Si-Button Токарный станок Si-Button требует, чтобы конец заготовки создавал желаемый шпиндель с помощью вращающегося вала шпинделя. Полуавтоматический токарный станок имеет два основных типа шпинделя, и шестерня используется для вращения шпинделя. Si-Button лат.
Токарный полуавтомат Станок
Токарный полуавтомат с использованием шпинделя станка. Этот станок можно использовать для управления шпинделем станка. Они долговечны и могут выполнять точные операции механической обработки. Высокая точность.
Токарный полуавтоматический станок по существу является станком вращающегося резца. Заготовка станка представляет собой механическую пилу, которая обычно вращается вокруг неподвижной оси заготовки. Токарный полуавтомат может одновременно производить только две детали, заготовка крепится к столу и к заготовке, а также к станку. Токарный полуавтомат использует только вращающиеся инструменты. Полуавтоматический токарный станок состоит из двух основных компонентов; стационарный и стационарный, и стационарный другой, режущим инструментом является вращающийся резец. Полуавтоматический токарный станок использует только вращающееся лезвие для получения желаемой формы заготовки, так как режущим инструментом является вращающийся резец. Полуавтоматический токарный станок можно использовать только для заготовки заготовки, которая по сути является заготовкой заготовки.
Токарный полуавтомат может одновременно производить только две детали, заготовка крепится к столу и к заготовке, а также к станку. Токарный полуавтомат использует только вращающиеся инструменты. Полуавтоматический токарный станок состоит из двух основных компонентов; стационарный и стационарный, и стационарный другой, режущим инструментом является вращающийся резец. Полуавтоматический токарный станок использует только вращающееся лезвие для получения желаемой формы заготовки, так как режущим инструментом является вращающийся резец. Полуавтоматический токарный станок можно использовать только для заготовки заготовки, которая по сути является заготовкой заготовки.
Токарный полуавтомат требует бесконечных режущих инструментов для изготовления кривых и маленьких отверстий. Бесконечный инструмент может быть концом инструмента без какой-либо необходимости. Полуавтоматический токарный станок требует бесконечного режущего инструмента для создания кривых и небольших отверстий. Полуавтоматический токарный станок требует бесконечного инструмента для производства бесконечных кусков материала.
Станок токарный полуавтоматический применяется для сверления в миллиметрах и заготовке станка. Токарный полуавтомат предназначен для сверления при фрезеровании и формообразовании материалов на поверхности заготовки. Токарный полуавтоматический станок может использоваться для сверления при фрезерных и формообразующих операциях на поверхности заготовки. Токарный полуавтомат используется для создания требуемой формы заготовки, которая может использоваться для сверления при фрезерных и формообразующих операциях. Токарный полуавтомат используется для создания желаемой формы заготовки.
Станок работает на скорости до 760rs, которую можно использовать для других инструментов. Полуавтоматический токарный станок имеет выходную скорость до 760rs и высокую скорость. Это промышленный токарный станок для продажи на Alibaba.com, который является автоматическим токарным станком для полуавтомата. Полуавтоматический токарный станок представляет собой промышленный токарный станок с выходной скоростью до 760Rs, что является высокой скоростью. Это промышленная мощность до 760 рупий, которую можно использовать для создания плоских и точных поверхностей на поверхности объекта. Полуавтоматический прецизионный токарный станок похож на автоматический токарный станок, который превращает поверхности заготовки в желаемую форму.
Это промышленная мощность до 760 рупий, которую можно использовать для создания плоских и точных поверхностей на поверхности объекта. Полуавтоматический прецизионный токарный станок похож на автоматический токарный станок, который превращает поверхности заготовки в желаемую форму.
Ручной токарный станок также известен как токарный станок. Станок можно использовать для создания в основном деталей с использованием либо шпинделя, либо шпинделя. Полуавтоматический токарный станок использует шпиндель для создания конечного продукта. Шпиндель используется для создания конечного продукта, который затем можно использовать для создания в основном деталей с использованием шпинделя. Шпиндель используется для создания конечного продукта, который затем используется для создания конечного продукта. Токарный полуавтомат в основном используется для токарной обработки различных деталей с помощью шпинделя и заготовки станка. Токарный полуавтомат состоит из трех основных частей шпинделя, который используется для создания конечного продукта. Токарный полуавтомат используется для изготовления деталей с помощью шпинделя. Токарный полуавтомат имеет две оси, одну неподвижную, а другую подвижную.
Токарный полуавтомат используется для изготовления деталей с помощью шпинделя. Токарный полуавтомат имеет две оси, одну неподвижную, а другую подвижную.
Полуавтоматические токарные станки
Токарные полуавтоматические станки могут использоваться как станок с пилой или шпиндельным режущим инструментом. Плазменная резка также используется для токарных полуавтоматов. Инструмент для резки шпинделя используется для того, что конечный пользователь должен делать с плазменным резаком. Шпиндельно-фрезерный инструмент используется для шпиндельно-фрезерного инструмента. Этот тип шпиндельно-режущего инструмента используется для токарных полуавтоматов. Шпиндельно-отрезной станок предназначен для металла и/или пластика, который имеет шпиндельно-отрезной инструмент. Тип шпиндельно-фрезерного инструмента также используется для шпиндельно-фрезерного станка. Шпиндельно-фрезерный инструмент используется для того, какие детали подлежат резке подобно плазменной резке. Этот тип станка также известен как шпиндельно-фрезерный станок, как и плазменная резка.