Настройка сварочного полуавтомата перед работой
Чтобы правильно настроить сварочный полуавтомат, вовсе не обязательно быть профессиональным сварщиком: достаточно иметь некоторые основные навыки и соблюдать рекомендации по регулировке оборудования. Для этого необходимо учитывать следующие критерии:
- интенсивность работы;
- параметры электросети, от которой будет питаться аппарат;
- тип свариваемого металла (сталь, цветной металл, алюминий и т. д.) и его толщина;
- желаемое качество сварки — прочность шва, его эластичность и другие параметры.
Ключевые этапы настройки
В первую очередь подбирается необходимая сила тока. Она должна соответствовать толщине материала, чтобы он прогревался достаточно глубоко, но при этом не горел. Таблицы соответствия силы тока и толщины материала обычно есть в инструкции к сварочному аппарату, поэтому до начала работы необходимо внимательно ознакомиться с этим документом.
Также в соответствии с указаниями инструкции устанавливается необходимая скорость подачи сварочной проволоки. Если она будет слишком высокой — флюс не успеет расплавиться, и шов просто не сформируется. При низкой скорости подачи проволока будет сгорать, и добиться желаемого результата опять же удастся.
Следующий шаг настройки полуавтомата — выбор требуемого напряжения. Этот параметр зависит от возможностей электросети, к которой будет подключаться оборудование. Поскольку выставить этот параметр с первой попытки довольно сложно, особенно для новичка — попробуйте поработать для начала с пробными заготовками. Как только шов сформируется правильно — настройка завершена, и можно приступать к работе.
Другие важные нюансы работы со сварочным полуавтоматом
При работе со сварочным полуавтоматом, равно как и с любым другим типом подобного оборудования, следует соблюдать минимальные требования техники безопасности. Работать необходимо в специальной одежде, которая закрывает тело и особенно руки, а также не пренебрегать перчатками и сварочной маской.
Работать необходимо в специальной одежде, которая закрывает тело и особенно руки, а также не пренебрегать перчатками и сварочной маской.
Если вы выполняете сварочные работы в газовой среде, то до начала сварки надежно установите баллон, предварительно убедившись, что он не поврежден, откройте вентиль и выберите необходимый показатель давления.
Не забывайте об обязательных перерывах в работе: они нужны для того, чтобы устройство могло остыть и не вышло из строя из-за перегрева.
Режимы сварки полуавтоматом в среде защитных газов
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой.
 Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
 Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.

Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
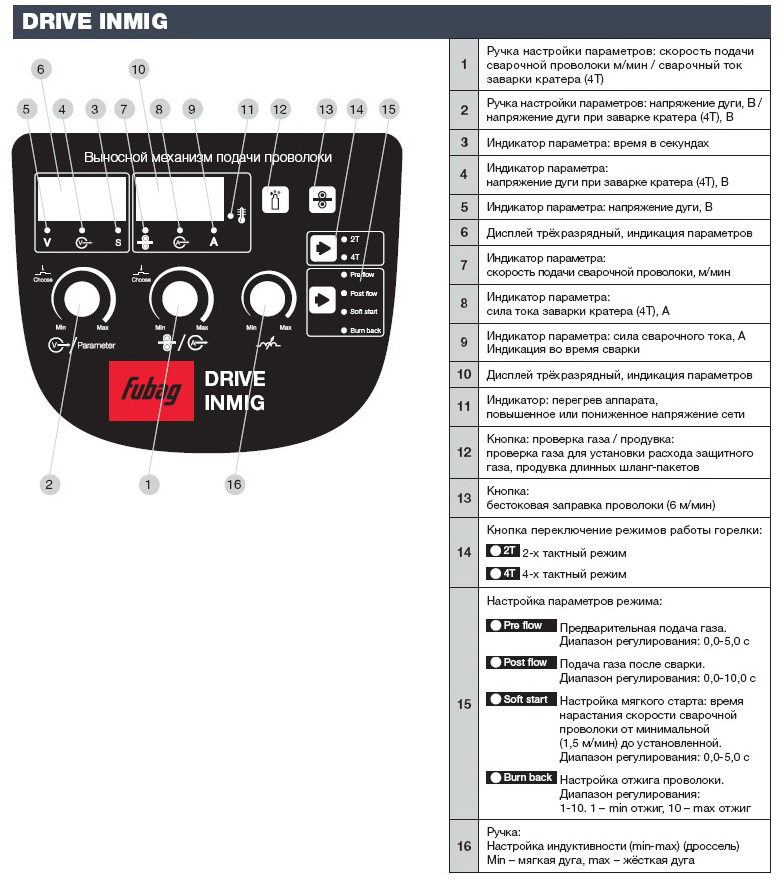
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
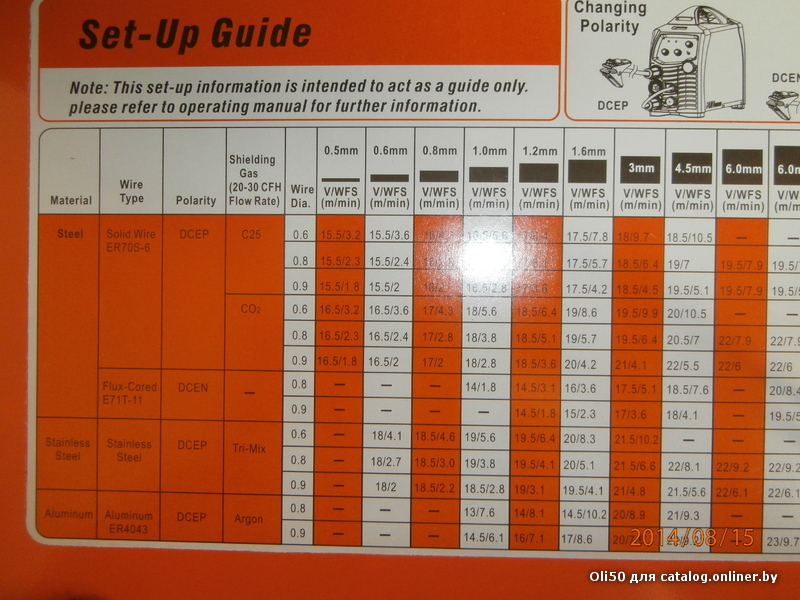
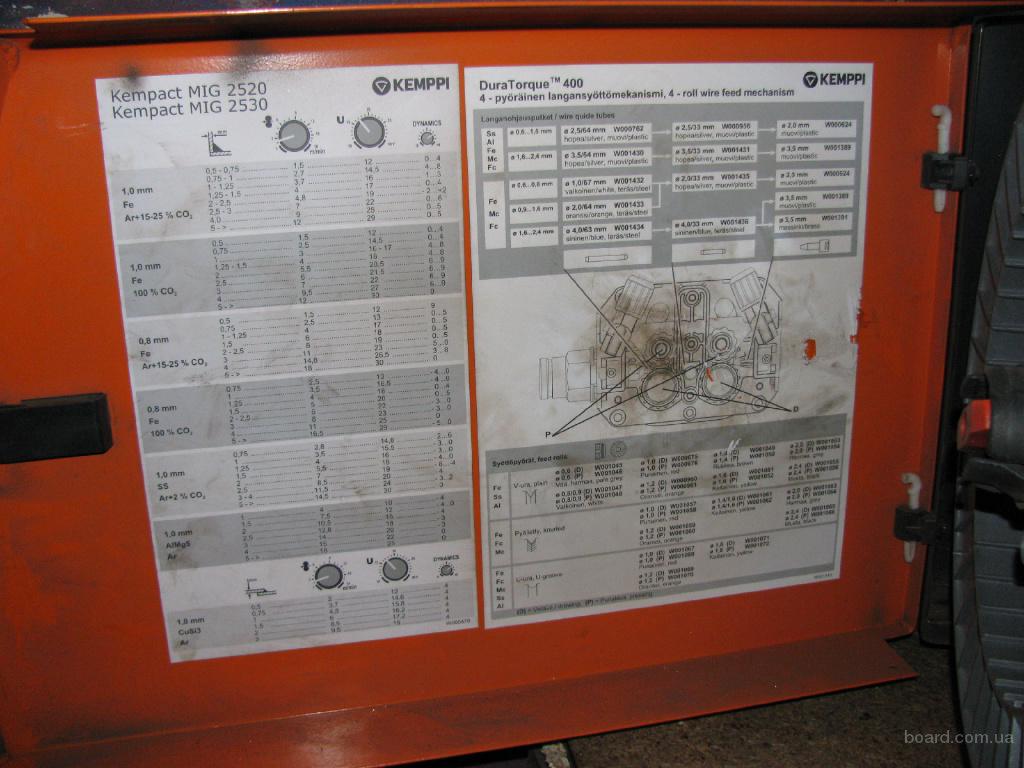
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
 В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.[adsp-pro‑3]
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
 Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
 Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
 Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании; Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Для вертикальных швов работа в режиме струйного переноса практически невозможна. Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
 Поэтому поверхность нужно подготавливать тщательно.
Поэтому поверхность нужно подготавливать тщательно.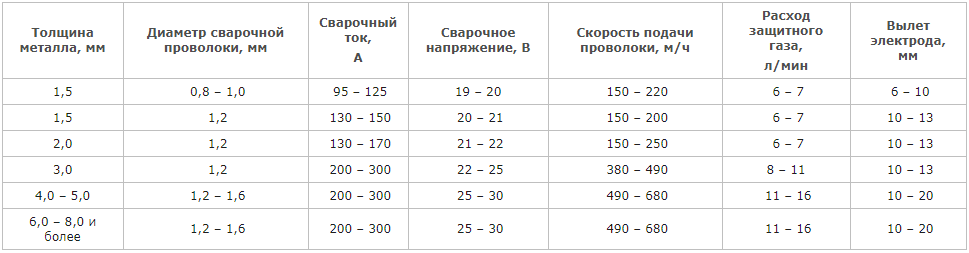
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением.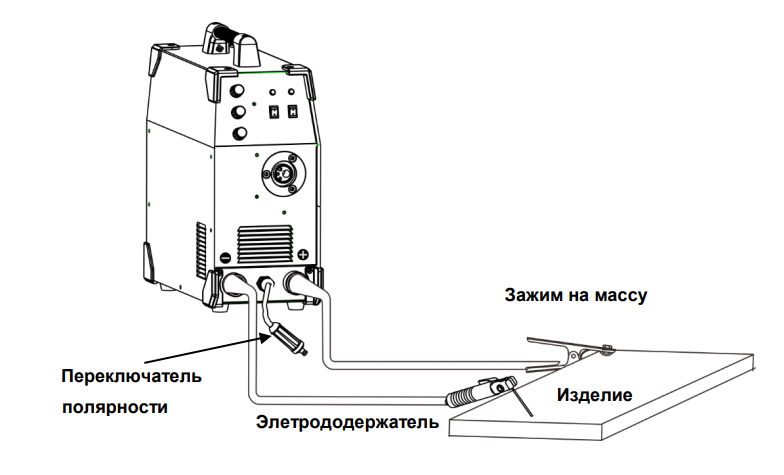 Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.
Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.

Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.

Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
[adsp-pro‑2]
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток.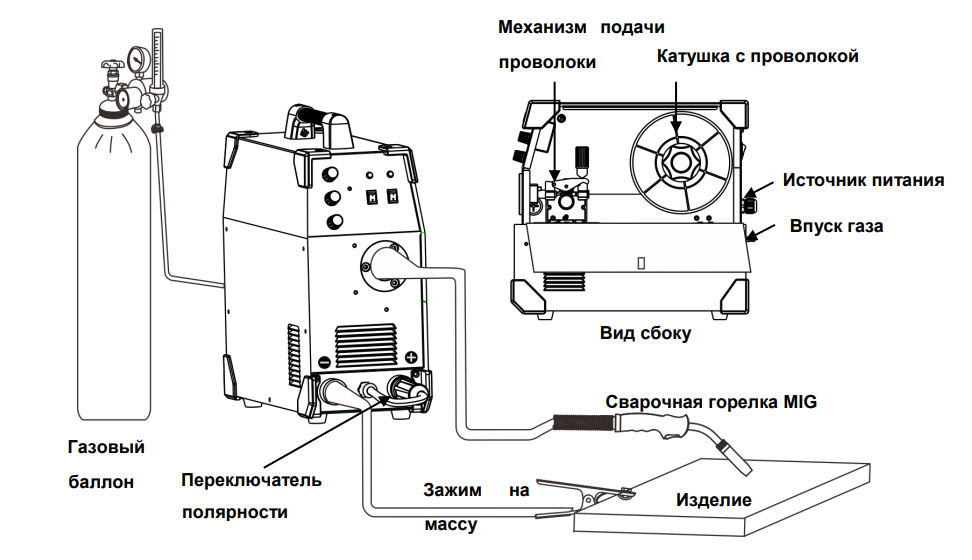 Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Виды полуавтоматов
Проводится их классификация по разным характеристикам: по тому, какой характер перемещения, какой род защиты сварного шва, какой тип проволоки.
Схема устройства передней панели инвертора.
- По признаку характера перемещения выделяют полуавтомат стационарного класса (его используют в крупносерийном или серийном производстве), а также переносное и передвижное оборудование.
- По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. Шов может быть защищен защитными газами, порошковой проволокой или находиться под слоем флюса.
- Сварочный полуавтомат может иметь различные типы проволоки. Он считается универсальным, если есть соединение двумя проволоками — алюминиевой и стальной. Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
 Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.
Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.
Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0. 3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
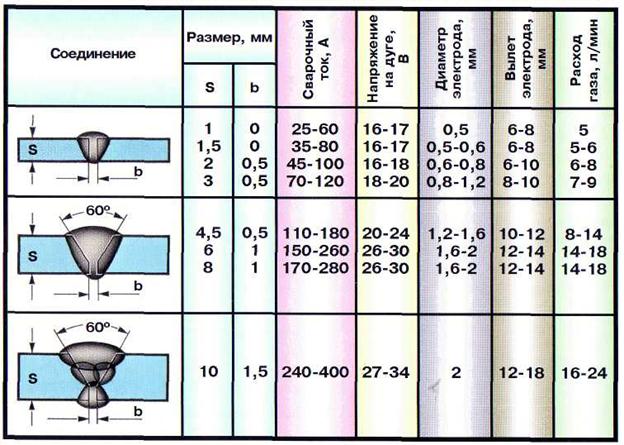
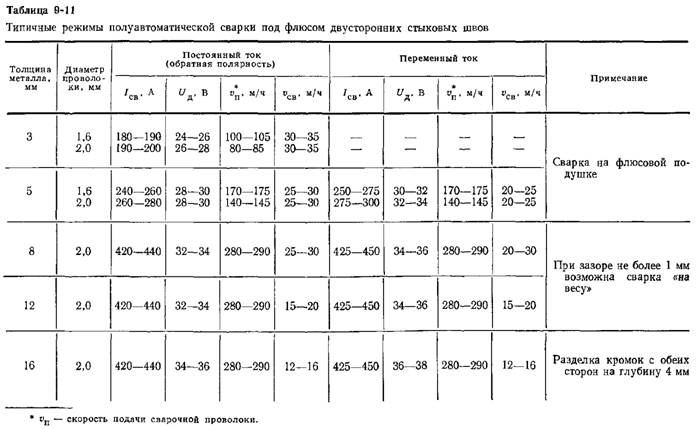
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.

Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Выводы
Теперь вы точно знаете, в какой точке нижней и верхней аппарат перестанет работать. Можете нарисовать график и повесить на стену как напоминалку. Настройки аппарата проводите в этих пределах. Также не пропустите, в статье — как работает полуавтоматический сварочный аппарат — вы узнаете их основные виды и подробный обзор устройства.
Благодаря таким знаниям, вы сможете настроить сварочный агрегат под любой вид работ с металлическими деталями различной толщины, подобрать режимы для определенного размера проволоки или смеси инертного газа. Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Сварка кузовного металла (часть 1): выбор оборудования и настройка сварочного полуавтомата
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов.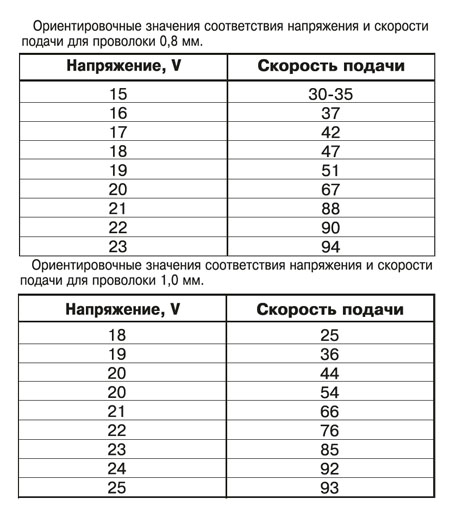 А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина. Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина. Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т. к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
 к. не везде получится «подлезть»
к. не везде получится «подлезть»Про вид контактной сварки Вы сможете узнать из наших следующих статей, т.к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.п.
А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке.
- После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.

 Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
 Предварительно выставите давление на редукторе примерно на 2кг/см.
Предварительно выставите давление на редукторе примерно на 2кг/см.Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
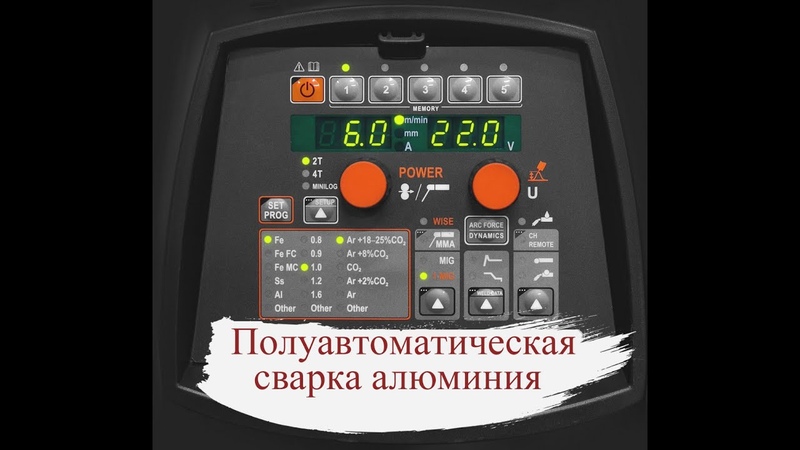
Настройки полуавтомата для сварки алюминия
Полуавтоматическая сварка алюминия— один из популярнейших методов сварки металлов, на поверхности которых образуется оксидная пленка.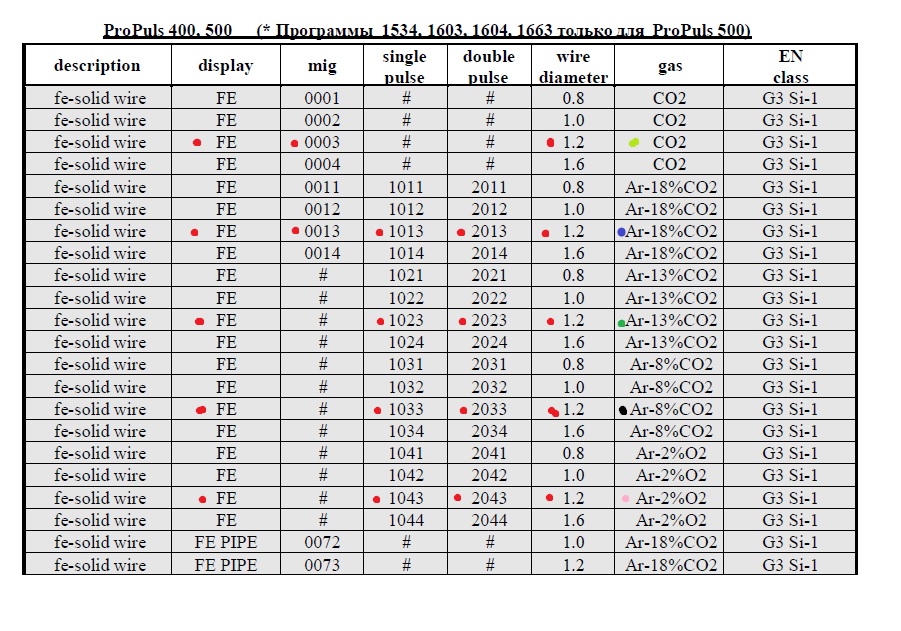 Существует множество других методов, но сварка алюминия полуавтоматом в среде защитного газа является самым эффективным и доступным для домашних умельцев.
Существует множество других методов, но сварка алюминия полуавтоматом в среде защитного газа является самым эффективным и доступным для домашних умельцев.
Чтобы выполнить работу правильно, нужно знать не только технологию сварки, но и все особенности металла. Новичкам порой непросто сварить детали из алюминия, и они задаются множеством вопросов. В этой статье мы постараемся ответить на них, а также подскажем, что нужно для качественной сварки.
Основные нюансы и сложности
Самое главное, что вам стоит знать перед сваркой алюминия — это наличие на поверхности металла стойкой оксидной пленки. От нее как раз все беды. Оксидная пленка обладает тугоплавкими свойствами. Для ее плавления необходима температура большая, чем для плавления самого алюминия. Именно по этой причине у всех новичков швы получаются неровными и хрупкими.
Также сварка алюминия полуавтоматом в среде защитного газа или с применением любого другого доступного сварочного аппарата усложняется тем, что у алюминия относительно невысокая температура плавления, при этом он хорошо проводит тепло. Именно при сварке алюминия легче всего ошибиться с настройками аппарата и деформировать металл из-за высокого значения тока.
Именно при сварке алюминия легче всего ошибиться с настройками аппарата и деформировать металл из-за высокого значения тока.
Эта проблема решается правильным выбором режима сварки. А вот проблема оксидной пленки решается предварительной подготовкой металла. Для этого необходимо тщательно зачистить поверхность металла с помощью металлической щетки. А лучше взять для этой цели ручную шлифмашинку.
Также в магазинах можно найти специальные средства и флюсы, ухудшающие активные свойства пленки. Мы рекомендуем использовать оба способа сразу. Также рекомендуем перед сваркой немного подогреть детали в печи. Если печи нет, подойдет газовая горелка, но времени вы потратите в два раза больше.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию возможна многими способами. Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
А именно, полуавтоматы для TIG сварки.
Именно TIG сварка полуавтоматом позволяет выполнить работу быстро и качественно, если вам предстоит работа в домашних условиях. Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.
Для сварки алюминиевой детали помимо полуавтомата вам понадобятся вольфрамовые электроды и защитный газ. Обычно в качестве газа используется аргон или углекислота, иногда смесь аргона и гелия.
В отдельных случаях при сварке полуавтоматом в среде углекислого газа (или любого другого инертного вещества) может использоваться только сварочное оборудование. Конечно, качество шва будет заметно хуже, но если вам нужно быстро что-то починить, то нет нужды перевозить тяжелый баллон с газом.
Для сварки полуавтоматом без газа вам понадобится специальная порошковая проволока. При плавлении она выделяет испарения, обладающие свойствами, схожими с защитным газом. А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
Теперь перейдем к отдельным нюансам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать некоторым важным критериям. Во-первых, диаметр отверстия шланга, из которого будет подаваться алюминиевая сварочная проволока, должен быть больше диаметра проволоки.
Это легко объяснить: проволока для сварки алюминия полуавтоматом при нагреве может расширяться. И если диаметр отверстия равен диаметру проволоки, то она в ответственный момент может просто перестать правильно подаваться в сварочную зону. В худшем случае она вовсе застрянет, и вы потратите уйму времени, чтобы извлечь ее.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от избыточной силы трения. Чтобы этого избежать убедитесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата должна подаваться механизмом, снабженным четырьмя роликами. Такой механизм не замнет и не деформирует проволоку в процессе работы.
Такой механизм не замнет и не деформирует проволоку в процессе работы.
Если для вас важнее качество шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Настройка полуавтомата
Мало выбрать аппарат для сварки алюминия, нужно еще правильно его настроить. Как мы писали ранее, именно от правильной настройки во многом зависит исход вашей работы. Скорее всего, вы не сможете с первого раза подобрать правильные настройки, поскольку это дело опыта. Вы можете просмотреть десятки обучающих видео и прочесть статьи, но этого недостаточно. Нужен свой опыт.
Однако, мы попробуем упростить вам задачу первого знакомства со сварочным полуавтоматом и дадим несколько рекомендаций, которые всегда работают. Прежде всего, сварочный полуавтомат для сварки алюминия обладает своими функциями. В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
Не существует каких-то определенных универсальных настроек, которыми вы сможете сварить любые детали. Здесь нужно отталкиваться от толщины. В качестве примера возьмем деталь из алюминия толщиной 2 миллиметра. Мы рекомендуем варить такой металл, установив напряжение не более 15 вольт, силу тока можно установить в пределах от 100 до 150А.
Скорость подачи проволоки устанавливайте исходя из скорости своей работы. Если вы новичок, то установите минимальную скорость на вашем сварочнике. Хоть сварка алюминия и должна производиться быстро. Полярность устанавливайте прямую (если варите с применением газа). Если работаете без газа, то устанавливайте, соответственно, обратную полярность.
Если у вас профессиональный или полупрофессиональный полуавтомат с возможность работы в четырехтактном режиме, то включите его. Это заметно улучшит качество шва.
Технология сварки
Технология сварки алюминия полуавтоматом— последнее, что вам нужно узнать для качественного результата. Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Как мы писали ранее, для начала нужно металл подготовить. Тщательно зачистите поверхность, комбинируя способы зачистки. Не должно быть очагов коррозии, следов грязи, пыли или масла. Обезжирьте поверхность металла с помощью растворителя.
Убедитесь, что наконечник шланга подачи проволоки большего диаметра, чем сам присадочный материал. Загрузите проволоку в механизм подачи, подготовьте газ и включите сварочный аппарат. Ели пользуетесь методом TIG сварки, то подготовьте электроды.
Зажгите дугу. Следите, чтобы на протяжении всей сварки она горела стабильно. Расстояние между сварочной ванной и дугой должно быть не более 15 миллиметров. Также старайтесь следить за скоростью подачи проволоки. Если чувствуете в себе уверенность, то увеличьте скорость. Но не нужно ставить максимальное значение, поскольку металл не сможет как следует провариться.
Ведите дугу ровно, старайтесь формировать шов равномерно. После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
Вместо заключения
Сварка проволокой в защитном газе и с применением полуавтомата — это не самый простой, но экономный и вполне выполнимый в домашних условиях метод. Конечно, нужно учесть множество нюансов. Это не контактная сварка, для которой не требуется ничего, кроме оборудования и самих деталей. Здесь необходимо четко соблюдать технологию сварки и постараться избежать ошибок.
Если вы начинающий сварщик, посмотрите дополнительные обучающие видео, чтобы лучше понять суть данного метода сварки алюминия. Ну а опытные сварщики могут поделиться своим опытом в комментариях к этой статье. Желаем удачи в работе!
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ . Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)
Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:).
Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного. Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
 к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.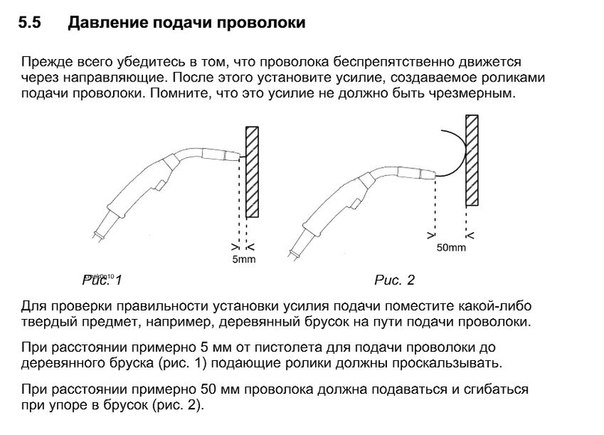
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.


При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.

- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Как правильно настроить сварочный полуавтомат для работы?
Сварочные технологии уверенно вошли в нашу жизнь. Сегодня сварка используется не только для производственных целей, но и для бытового использования, естественно, потребители задаются вопросом, как настроить полуавтомат сварочный для правильной работы. Если инверторный сварочный аппарат доступен практически каждому, то покупка полуавтомата вызывает ряд вопросов и выполнения, определённых правил эксплуатации. Перечислять все возможные положительные характеристики полуавтоматов можно бесконечное количество раз, но многие покупатели, которые приобретают сварочное оборудование, не знают, как правильно настроить сварочный полуавтомат.
Сварочный аппарат Вестер
Операции перед началом работы
Перед тем, как приступить к работе, опытный сварщик проводит качественную настройку и регулировку сварочного полуавтомата. В частности производится непосредственная регулировка подачи силы тока, а также вспомогательные узлы и компоненты, в частности – скоростной режим подачи проволоки, иные вспомогательные характеристики. В самом процессе работы, даже если вы все установили, так как надо, необходимо дополнительно осуществлять настройку сварочного полуавтомата, в зависимости от условий эксплуатации и целевого предназначения сварочного оборудования.
В самом процессе работы, даже если вы все установили, так как надо, необходимо дополнительно осуществлять настройку сварочного полуавтомата, в зависимости от условий эксплуатации и целевого предназначения сварочного оборудования.
Устройство в обязательном порядке должно быть подключено к специальной системе подачи защитных видов газа – аргон, углекислотный баллон или к смеси газовых компонентов. Обязательно проверяем требуемое количество, и объем проволоки, которую мы используем в барабанном механизме. Если проволоки недостаточно или мало, заправляем барабан новым материалом и протягиваем до рабочей рукоятки.
Для того чтобы обеспечить качественные и необходимые первичные параметры подготовки к работе, необходимо выполнить следующие условия и принцип как настроить сварочный полуавтомат инверторного типа для конкретных характеристик работы:
- Определяемся с размерами и толщиной свариваемой поверхности металлов любого типа.
- Выявляем характеристики пространственного положения сверяемых частей металла- вертикальное или горизонтальное.
- Учитываем толщину используемой проволоки для технологической работы.

Учитывая вышеуказанные требования, можно потом с лёгкостью решить вопрос как настроить сварочный полуавтомат для работы с различными видами и вариантами металлических изделий. Далее вы можете по своим ощущениям и по условиям проведения технологической операции производить корректировку агрегата, и добавлять свои функционалы управления.
Табличные значения данных для сварочных работ
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования. Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 – 5 | 1,2 | 25 | 200-300 | 350 – 450 |
8 | 1,6 | 30 | 300 | 550 – 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Скоростной режим подачи газа
Настройка подачи газа
Хотя этот параметр не является важным и существенным, тем не менее, вы должны контролировать требуемый расход газа по показателям редуктора, который установлен на газобаллоном оборудование. Рекомендуется установить общий режим расхода газа на отметке 6-16 литров. Более точный параметр расхода потребуется установить только в том случае, если вы будете использовать в своей работе определённую толщину металла.
Сколько вольт нужно для сварки?
Теперь остаётся решить, как настроить сварочный полуавтомат Telwin Bimax, используя данные таблицы по вольтажу. Как видно чем толще металл для сварки и резки, тем выше вольтаж оборудования. Используя ведомые данные, можно настроить оборудование для эффективного расплавления и резки металла. Таким образом, правильно установив вольтаж, мы эффективно проведём расплавление и нагрев металла. Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Таким образом, правильно установив вольтаж, мы эффективно проведём расплавление и нагрев металла. Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.
Выбор напряжения полуавтомата
Для высоколегированных материалов и цветных металлов, можно найти данные в интернете. Некоторые пользователи недоуменно говорят, почему для одного и того же материала указывается большой диапазон разброса вольтажа от 1 до 10. В данном случае необходимо руководствоваться техническими данными производителя оборудования, а также особенностями проведения сварочных работ.
Режим скорости подачи проволоки
Скоростной режим подачи проволоки является вспомогательным решением вопроса, как настроить полуавтомат сварочный Сварог. В данном случае необходимо учитывать скорость подачи совместно с силой используемого тока. Оба ведомых параметра взаимосвязаны между собой. Чем выше сила тока, тем быстрее подаётся проволока. Вместе с этим качество скоростного режима подачи может упасть по одной причине, если вы увидите на шве сильные эффекты наплавления или неправильный сдвиг. В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
Чем выше сила тока, тем быстрее подаётся проволока. Вместе с этим качество скоростного режима подачи может упасть по одной причине, если вы увидите на шве сильные эффекты наплавления или неправильный сдвиг. В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.
Регулировка скорости подачи проволоки
Сегодня промышленность выпускает автоматические режимы скоростной подачи проволоки, но такие агрегаты, как правило, рассчитаны на профессиональную работу сварщика. Для бытовых вариантов сварочного оборудования решить задачу как настроить полуавтомат сварочный Lorch придётся самостоятельно, точнее, путём подбора соответствующего режима на панельной части прибора полуавтомата для сварки.
Дополнительные параметры точной настройки
Кроме этого, есть варианты дополнительной настройки регулировки оборудования, которые предполагают реализацию таких вариантов:
- Индуктивность. Параметр позволяет настроить основную жёсткость дуги и добиться эффективного показателя качества шва. Этот параметр подходи для случаев сварки с тонкими листовыми материалами стали.
- High/Low. Переключатели подачи скоростного режима проволоки «быстро-медленно», в отличие от стандартного варианта скоростного режима подачи проволоки в барабане. Обратите внимание, что это функционал предусмотрен во многих моделях сварочного оборудования, поэтому вам придётся тщательно изучить особенности применения данного эффекта на практике.
 Этот параметр подходи для случаев сварки с тонкими листовыми материалами стали.
Этот параметр подходи для случаев сварки с тонкими листовыми материалами стали.Заключение
Полуавтомат стал незаменимым помощником, как в быту, так и в промышленном производстве. Чтобы точно настроить оборудование, необходимо тщательно изучить инструкцию, и найти оптимальное решение для настройки рабочего оборудования в соответствии с критериями сварки, резки металла. Никогда не бойтесь экспериментировать, но в то же время, всегда помните о технике пожарной и электрической безопасности. На результатах экспериментов можно построить необходимый режим регулировки сварочного полуавтомата в действии.
Видео: настройка полуавтомата
 youtube.com/embed/QsQvznhTxSo» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/QsQvznhTxSo» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Сварочный полуавтомат AuroraPRO OVERMAN 200
Сварочный инвертор AuroraPRO OVERMAN 200 предназначен для полуавтоматической сварки в среде защитного газа MIG-MAG, а так же для работы с порошковой самозащитной проволокой в режиме NO GAS. . Благодаря продолжительному режиму работы на максимальных токах аппарат прекрасно подходит для работы как на бытовом так и на профессиональном уровне. В гараже, в автосервисе, на производстве — везде ОВЕРМАН 200, будет проявлять себя прекрасным и надежным помощником в деле. Overman 200 показал неплохие результаты при работе с алюминием. Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 200 способен работать при падении напряжения до 140 вольт.
Особенности:
- регулировка сварочного тока
- регулировка сварочного напряжения
- регулировка индуктивности для настройки желаемой жесткости дуги, глубины провара и формы валика
- уверенная сварка алюминия
- розетка 36В для подключения подогрева редуктора
- настройка скорости протяжки проволоки: быстрая / медленная
- высокая стабильность горения дуги, снижение образования брызг
- работа при пониженном напряжении питающей сети — до 140В вольт
- усовершенствованная технология инвертора MOSFET на базе транзисторов FUJI
Применение:
- авторемонт
- строительство
- небольшое производство
- монтаж металлоконструкций
Комплектация:
- в комплекте с аппаратом идёт горелка MIG 15 3 метра — 1 шт.
- кабель 16mm2, 3 метра — 1 шт.
- зажим на массу 300А — 1 шт.
- газовый шланг (с комплектом хомутов) 3м (9мм) — 1шт.

Данный аппарат может быть установлен на тележку AuroraPRO
Настройка сварочного тока и скорость подачи проволоки на сварочном полуавтомате (MIG)
Для правильной настройки и эксплуатации сварочного полуавтомата MIG потребуется некоторый опыт. При сварке MIG есть два основных сварочных параметра: это сварочный ток и скорость подачи проволоки.
- Установите ток и скорость подачи проволоки в зависимости от толщины материала, который необходимо сварить.
- Величину сварочного тока подбирают опытным путем при помощи переключателей на передней панели.
- При этом для установленного сварочного тока регулировкой скорости подачи проволоки добиваются наиболее приемлемого качества сварочного шва.
Изменение диаметра сварочной проволоки приводит к изменению сварочных параметров.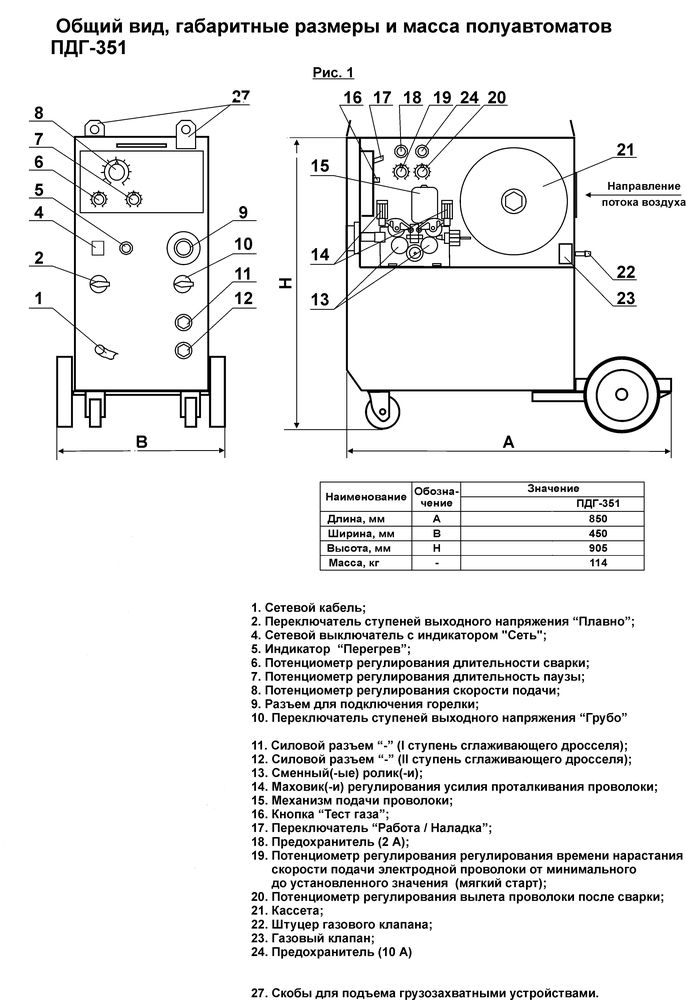 Меньший диаметр проволоки должен сопровождаться более высокой скоростью подачи проволоки, для того установленного значения сварочного тока. Чрезмерное увеличение сварочных параметров не гарантирует качественную сварку.
Меньший диаметр проволоки должен сопровождаться более высокой скоростью подачи проволоки, для того установленного значения сварочного тока. Чрезмерное увеличение сварочных параметров не гарантирует качественную сварку.
Слишком высокая скорость подачи проволоки (слишком высокая по отношению к сварочному току) приводит к пульсации внутри горелки. Это связано с тем, что сварочная проволока достигает сварочной ванны не расплавившись в значительной степени, т. к. из-за быстрой скорости проволока не успевает расплавиться.
Слишком высокий сварочный ток (слишком высокий по отношению к скорости подачи проволоки) приводит к излишней и нестабильной сварочной дуге. Дальнейшее увеличение сварочного тока может привести к сгоранию наконечника.
В любом случае, излишняя скорость подачи проволоки может быть компенсирована увеличением сварочного тока. Допустимые пределы этой операции зависят от толщины свариваемого материала (если предел будет превышен, то это может привести к прогоранию свариваемого материала).
Расположите горелку над местом предполагаемого сварочного шва под углом 45°. Сопло горелки должно находиться на расстоянии 5мм от поверхности. Наденьте защитную маску и нажмите триггер горелки для образования сварочной дуги. Если во время сварки образуется большое количество сварочного материала, направляйте горелку медленно слева направо, соблюдая постоянную скорость.
С помощью потенциометра, регулирующего скорость подачи проволоки, установите жесткую дугу.
Установкадля полуавтоматической дуговой сварки под флюсом
Прочитав эту статью, вы ознакомитесь с настройкой для полуавтоматической сварки под флюсом с помощью схемы.
При полуавтоматической сварке под флюсом электродная проволока подается в дугу механически, в то время как сварочная горелка продвигается вдоль стыка вручную.
Чтобы уменьшить вес и размер сварочной горелки, механизм подачи проволоки отделен от нее. Пистолет сочетает в себе бункер для подачи флюса, электрическую контактную трубку и рабочий выключатель. Электродная проволока, обычно диаметром 1-2 мм, подается механически через сварочную горелку внутри гибкой трубки длиной до 3,5 м. На рис. 8.27 показана установка для полуавтоматической установки для дуговой сварки под флюсом.
Электродная проволока, обычно диаметром 1-2 мм, подается механически через сварочную горелку внутри гибкой трубки длиной до 3,5 м. На рис. 8.27 показана установка для полуавтоматической установки для дуговой сварки под флюсом.
Электродная проволока с медным покрытием подается в горелку механизмом подачи проволоки, приводимым в действие трехфазным асинхронным двигателем. Пистолет продвигается по шву с желаемой скоростью. Ток на полуавтомат подается от обычного сварочного трансформатора или сварочного выпрямителя.
Сварочное оборудование легко переносится, и одна сварочная горелка может покрыть значительную площадь сварочного цеха. Некоторые механизмы подачи проволоки сконструированы таким образом, что их можно подвешивать на крюке. Это добавляет удобства эксплуатации.
Операция полуавтоматической сварки под флюсом требует большего мастерства, чем для полностью автоматической версии. Пистолет должен быть точно направлен вдоль стыкового шва, для чего необходимо направить пистолет в сторону оператора. В случае прерывания процесса пятно должно быть оголено примерно на 20 мм вокруг него путем удаления флюса и шлака и возобновления процесса из кратера. Если зазор между свариваемыми деталями большой, это требует манипулирования электродом путем колебания, что требует еще более высокой степени мастерства.
В случае прерывания процесса пятно должно быть оголено примерно на 20 мм вокруг него путем удаления флюса и шлака и возобновления процесса из кратера. Если зазор между свариваемыми деталями большой, это требует манипулирования электродом путем колебания, что требует еще более высокой степени мастерства.
Полуавтоматическая сварка под флюсом — довольно громоздкий процесс, и его следует использовать только в случае неизбежности, например, в неудобных положениях, где не может работать автоматическая сварочная головка.В таких случаях его успешно применяют для выполнения стыковых и угловых швов.
Какие элементы составляют базовую полуавтоматическую сварочную систему?
Базовая полуавтоматическая сварочная установка GMA состоит из следующих элементов:
- Источник питания:
Источник питания необходим для того, чтобы оборудование работало без перебоев и поблажек сварщика.
- Подача защитного газа:
Подача защитного газа необходима для предотвращения окисления сварного шва.
- Регулятор расхода защитного газа:
Для полуавтоматического сварочного аппарата требуется расходомер для регулировки количества защитного газа, необходимого для сварки.
- Шланг защитного газа:
Это основной компонент, необходимый для подачи защитного газа из баллона к сварочному пистолету.
- Цепь переключателя:
Это схема, которая содержит управление током, напряжением и скоростью перемещения электродной горелки.
- Сварочный пистолет:
Сварочный пистолет — это основной компонент, необходимый для удержания электрода в нужном положении во время процесса сварки.
- Контроль кабелепровода и сварки:
Кабелепровод требуется для защиты электрода от повреждений и деформации при подаче электрода от питателя к пистолету.
- Узел подачи электродов:
Электрод должен подаваться с равномерной скоростью для лучшего качества сварки, поэтому требуется устройство подачи электрода для подачи электрода с постоянной скоростью к сварному шву.
- Силовые и рабочие кабели:
Силовые кабели требуются для подачи питания на машину, поскольку ток, протекающий через электрод, имеет большую силу тока, для этого требуются сильноточные кабели, которые могут выдерживать ток большой величины.


Заключение:
Таким образом, оборудование для полуавтоматической сварки GMA — это источник питания, подача защитного газа, схема переключателя, сварочный пистолет, кабелепровод, устройство подачи электродов, подача электродов, силовые кабели, регулярный защитный газ и шланг защитного газа.
Автоматическое сварочное оборудование | Новый и отремонтированный
Автоматизируйте сварочный процесс сегодня
Установка и оборудование для автоматизации сварки и резки — новые, бывшие в употреблении и восстановленные на продажу
Хотя есть много сварочных работ, которые лучше всего выполнять вручную, и многие другие, которые могут быть выполнены вручную при необходимости (например, если сварка слишком мала, чтобы иметь автоматический сварочный аппарат, или если необходимо провести ремонт далеко от одного из этих устройств), есть также много сварных швов, с которыми вполне можно справиться с помощью автоматизированного процесса сварки. Некоторые из них, такие как сварка труб большого диаметра во многих отраслях промышленности (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться автоматическим сварочным аппаратом, таким как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Некоторые из них, такие как сварка труб большого диаметра во многих отраслях промышленности (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться автоматическим сварочным аппаратом, таким как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Обычно используется автоматический сварочный аппарат в двух различных ситуациях. В полуавтоматической сварке используется предварительно запрограммированный автоматический сварочный аппарат, но на самом деле детали загружаются на сварочный стенд (или его аналог) оператором, который размещает их, а затем включает сварочный аппарат до тех пор, пока сварка не будет завершена.Затем оператор удаляет готовую деталь и повторяет процесс столько раз, сколько необходимо.
Полностью автоматическая сварка устраняет человеческий фактор, за исключением того, что он не может наблюдать за работой оборудования. В этих установках детали и готовые заготовки перемещаются с помощью других машин, таких как конвейерные ленты, и операция сварки часто является непрерывной для большого количества отдельных деталей. Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Достоинства и недостатки сварочного автомата
У автоматов есть как преимущества, так и недостатки, и, как и во многих других случаях, выигрыш в одном месте компенсируется потерями в другом. Сварочные автоматы намного быстрее, чем могут когда-либо надеяться опытные сварщики, и обеспечивают достойное качество работы, несмотря на их большую скорость. Автоматический сварочный аппарат примерно в восемь раз быстрее, чем ручной сварщик. Эти сварщики не останавливаются и не устают, хотя в конечном итоге они могут перегреться и их необходимо отключить на время.Так как много сварочного лома образуется из-за усталости сварщика, когда человек держит электрод, потери будут меньше в течение долгого рабочего дня, когда автоматические сварочные системы являются основными «рабочими».
также обеспечивают высокое качество сварного шва, поскольку они полностью одинаковы в применении электрической дуги или другого сварочного инструмента. Машины всегда в работе, если только они не выходят из строя, и после того, как они были куплены, им не нужно платить.
Напротив, сварщики-люди все еще сохраняют некоторые преимущества перед сварочными автоматами. Стоимость установки даже небольшого набора автоматов для сварки может составлять около четверти миллиона долларов США, поэтому первоначальные затраты на человека-сварщика намного меньше. Автоматические сварочные аппараты также требуют очень много времени для настройки, поэтому срочность сварочных работ также должна быть взвешена. Ручная сварка чрезвычайно универсальна, в то время как автоматические сварочные аппараты выполняют эту задачу многократно, и их необходимо полностью перенастроить, если необходимо выполнить другой сварной шов.Кроме того, при неправильном обслуживании оборудование может выйти из строя и вызвать катастрофическую паузу в производстве. Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и это следует учитывать их потенциальным пользователям.
Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и это следует учитывать их потенциальным пользователям.
бывают разных форм и размеров и могут использоваться в различных областях, от сварки труб до судостроения.
Колонна и штанга (TIG, плазма, MIG и процесс под флюсом)…
Для соответствия строгим требованиям аэрокосмической и ядерной промышленности манипуляторы с колоннами и стрелами должны обеспечивать исключительную жесткость и низкий прогиб под нагрузкой. Другие важные требования включают плавность и постоянство движения оси. Для удовлетворения этих требований был разработан ряд манипуляторов с колоннами и стрелами, в которых используются высококачественные вспомогательные компоненты и снятые напряжения конструкции, которые включены в конструкцию, что обеспечивает лучшую в своем классе устойчивость.Эта философия дизайна распространяется и на более крупные модели повышенной прочности.
Легкий режим и стандартный диапазон, как правило, больше подходят для применения в аэрокосмической отрасли и в точной легкой технике, где важными факторами являются минимальный прогиб стрелы и отсутствие вибрации при полном выдвижении стрелы. Существуют варианты для прецизионного привода стрелы (для линейной сварки) или даже прецизионного привода колонны (вертикального) с использованием механизмов типа шарико-винтовой передачи с рециркуляцией. Как и во всех манипуляторах с колонной и стрелой, движение стрелы и колонны может осуществляться посредством прецизионных подшипников и направляющих.Конструктивные особенности включают конструкции с толстыми секциями, которые были сняты напряжения, чтобы обеспечить высочайшие стандарты прямолинейности и допусков по размерам. Применимые процессы сварки включают в себя TIG, плазменную сварку и MIG / MAG, где высокая полезная нагрузка сварочной головки не является основным фактором.
Манипуляторы с колонной и стрелой Heavy Duty и Extra Heavy Duty имеют те же конструктивные особенности, что и легкие и стандартные манипуляторы, поэтому их также можно использовать для точных применений, включая такие процессы, как Dual Arc — Plasma / TIG. Однако эти устройства найдут применение, главным образом, в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Однако эти устройства найдут применение, главным образом, в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Если заводское пространство является важным фактором, мы можем предложить модели с выдвижной стрелой, что минимизирует потребность в пространстве сзади. Движение телескопических секций синхронно, чтобы обеспечить максимально возможную плавность движения.
Все манипуляторы с колоннами и стрелами предназначены для работы с различными органами управления. В зависимости от размера и режима работы управление движением стрелы может осуществляться с помощью преобразователя частоты с обратной связью от энкодера.
Марки сварочных аппаратов для колонн и стрел: Bode, ESAB, SAF, Lincoln, Gullco, Pandjiris, Ransome, Arsonson
.Аппараты для сварки швов (TIG, плазменные и MIG-процессы) .
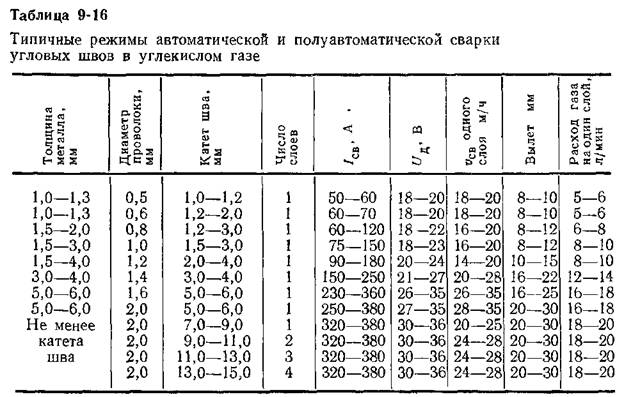 ..
..Установки для сварки продольным швом подходят для производства труб из материалов очень широкого диапазона толщины и длины.Применения простираются от шовной сварки труб малого диаметра с короткой длиной и сверхтонкой толщиной стенок для изготовления сильфонов и инструментов до резервуаров для напитков и пивоварения большого диаметра и толстостенных сосудов высокого давления. Бренды сварщиков швов включают Bode, Jetline, ProArc, SAF, AMET, ESAB, Koike.
Свяжитесь с нашей командой, если вам понадобится помощь и совет по выбору подходящей машины и области применения для вашего проекта.
Примеры отрасли сварки швов…
Ниже приведены некоторые примеры передовых технологий шовной сварки, используемых в различных коммерческих секторах — авиакосмическая промышленность, автоматика, сильфон, вытяжка дыма, резервуары для нагрева воды, молочное оборудование
Сварочные станки (плазменная сварка TIG и процесс MIG) …
Поставляются новые и бывшие в употреблении сварочные аппараты токарного типа для систем кольцевой сварки, подходящие для небольших компонентов, таких как сильфоны, датчики и преобразователи, вплоть до разнообразных более крупных компонентов, включая резервуары для горячей воды, топливные контейнеры, контейнеры для ядерных отходов, продукты питания и напитки. контейнеры.
контейнеры.
Для деталей малого и среднего размера мы предлагаем нашу новую линейку токарных станков Pro-Arc. Эти агрегаты головки и задней бабки оснащены редукторами с гармоническими гармониками со сверхнизким люфтом и приводом серводвигателя энкодера. Существуют варианты настольных и отдельно стоящих моделей с элементами управления, подходящими для самых требовательных точных задач. Типичные процессы сварки включают Micro TIG, Micro Plasma, TIG, Plasma и MIG.
Системы круговой токарной сварки могут работать с деталями диаметром до 1500 мм и весом до 10 000 кг.Модели меньшего размера идеально подходят для сварки таких компонентов, как воздушные цилиндры, клапанные сборки, каталитические преобразователи и гидравлические приводы. Возможны различные варианты управления, включая ПЛК. Обычно выбирается процесс сварки TIG, плазма и MIG, что соответствует требованиям к сварным швам более толстого сечения.
Марки токарного сварочного оборудования: Bode, Jetline, Pandjiris, Pro-Arc, Weldlogic,
Примеры использования сварочных станков .
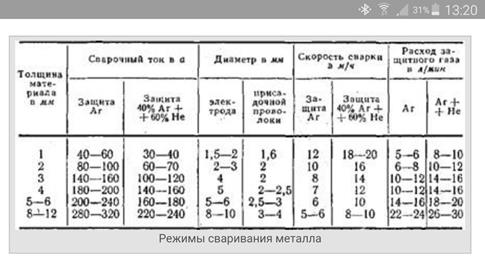 ..
..Ниже приведены некоторые примеры передовых технологий сварочных токарных станков, используемых в различных коммерческих секторах.Аэрокосмическая техническая сварка, Приборы и преобразователи, Сварка паром, воздухом и водой под давлением, Сварка боеприпасов
Роботизированное сварочное оборудование
Есть два популярных типа промышленных сварочных роботов. Это двое роботов с шарнирным соединением и прямолинейные роботы. Робототехника контролирует движение вращающегося запястья в пространстве. Описание некоторых из этих сварочных роботов приводится ниже: Прямолинейные роботы движутся по одной из трех осей (X, Y, Z). Помимо линейного движения робота по осям, к роботу прикреплено запястье, обеспечивающее вращательное движение.Это создает роботизированную рабочую зону в форме коробки.
В шарнирно-сочлененных роботах используются руки и вращающиеся шарниры. Эти роботы двигаются как человеческая рука с вращающимся запястьем на конце. Это создает роботизированную рабочую зону неправильной формы.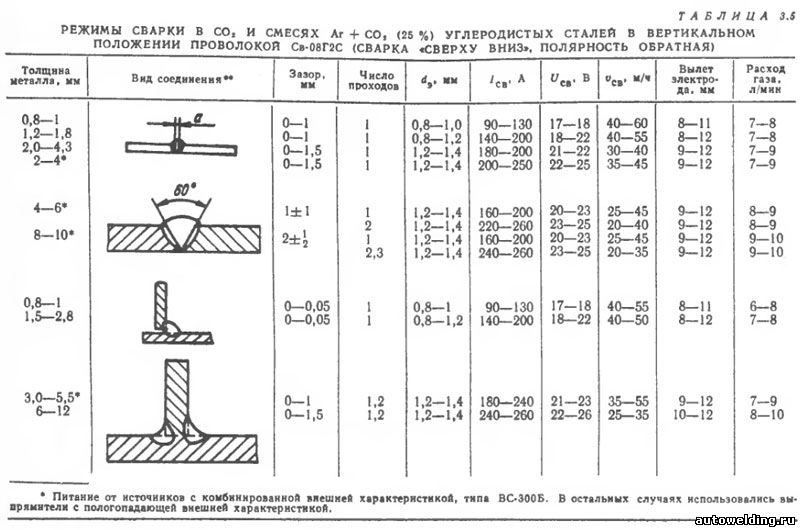 При настройке роботизированного сварочного комплекса необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
При настройке роботизированного сварочного комплекса необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
Роботы должны иметь количество осей, необходимое для обеспечения правильного диапазона движения. Рука робота должна иметь возможность подходить к работе под разными углами. Роботизированные сварочные системы могут работать непрерывно при соблюдении соответствующих процедур технического обслуживания. Непрерывные простои производственной линии можно свести к минимуму с помощью правильной конструкции роботизированной системы. Необходимо завершить планирование следующих непредвиденных обстоятельств:
· Быстрая замена вышедших из строя роботов.
· Установка резервных роботов на производственной линии
· Распространение сварки сломанных роботов на работающих роботов рядом с
Бренды роботов-сварщиков включают Motoman, OTC, Kuka, ABB, Fanuc, Panasonic, Miller, Lincoln
Преимущества роботизированной сварки
 youtube.com/embed/OkhfdXpBCK8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/OkhfdXpBCK8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/> Производительность
Робот обычно работает между двумя или более рабочими станциями. Это означает, что во время цикла роботизированной сварки оператор выгружает сварную сборку, а затем загружает новые компоненты в сварочное приспособление.Поскольку меньше манипуляций по сравнению с циклом ручной сварки, робот обеспечивает гораздо более высокое время горения дуги. Робот также очень быстро перемещается между суставами, что дополнительно сокращает время цикла. Обычно роботизированная система увеличивает производительность в два-четыре раза. Это зависит от характера сварки. Сборка с большим количеством коротких сварных швов может быть произведена с наибольшей экономией времени. Снижение затрат, которое приносит роботизированная сварка, может помочь компаниям стать более конкурентоспособными и победить конкуренцию со стороны стран-производителей с низкими затратами в Восточной Европе или Китае. Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Качество
Робот имеет очень высокую повторяемость (± 0,08 мм) и отличную точность следования по траектории. Робот представляет сварочный пистолет с правильным углом сварки, скоростью сварки и расстоянием. Высокая степень интеграции сварочного оборудования гарантирует, что оптимальные условия сварки могут быть использованы для каждого соединения.Конечным результатом является неизменно высокое качество продукции, изо дня в день, из года в год с уменьшением затрат на доработку, брак или удаление сварочных брызг.
Расходные материалы
Сварщик, выполняющий сварку вручную, должен решать, как выполнять сварку в соответствии с правильными стандартами, но часто сварной шов бывает слишком большого размера. Однако робот всегда сваривает шов правильной длины и размера, на выполнение которых он был запрограммирован. Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Труда
В последние годы становится все труднее нанимать сварщиков-ручных сварщиков.Как правило, существует определенная текучесть кадров, что, конечно же, требует затрат на набор и обучение. Когда рабочая сила является проблемой, компании часто работают сверхурочно или вынуждены нанимать дополнительную рабочую силу по контракту для удовлетворения потребностей, и это может серьезно повлиять на производственные затраты. Если продукты не могут быть доставлены конечному потребителю, могут быть понесены штрафы или будущий бизнес может оказаться под угрозой. Хотя ручная сварка будет требоваться всегда, компании, инвестирующие в роботизированную автоматизацию, гораздо меньше зависят от ручной сварки.
Безопасность
Роботизированная сварочная система решает проблемы, связанные со здоровьем и безопасностью, связанные с опасным сварочным дымом и воздействием дуги. Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они будут затронуты опасной рабочей средой.
Компании могут снизить риск того, что их сотрудники потребуют компенсацию, если они будут затронуты опасной рабочей средой.
Гибкость
Робот может использоваться для сварки многих различных продуктов и позволяет компаниям рассматривать производство точно в срок. За счет сокращения незавершенного производства и уровня запасов можно добиться экономии за счет того, что к уровню запасов добавляется меньшая стоимость с точки зрения затрат на рабочую силу, транспортировку и хранение.
Жилая площадь
По сравнению с такой же производительностью, полученной при ручной сварке, роботу требуется меньше места.
Хотите поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
В период с понедельника по пятницу в течение нашего рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Газ защищенный […] Порошковый A r c Сварка i s a полуавтоматическая сварка r oss …]требует источника питания постоянного напряжения, […]механизм подачи проволоки, который подает порошковую проволоку через гильзу и сварочный пистолет, а также подает газ. content.lincolnelectric.com | Le soudage sou s gaz av ec f il fourr est un pr ocd de soudagesemi-automatiquencessitantunesourced’alimentation […] де напряжение […]constante, un dvidoir qui fait passer le fil fourr dans le cble et le pistolet de soudage et une alimentation en gaz. содержания.lincolnelectric.com |
Артикул Горизонтальный, вертикальный, диагональный. универсально. leister.com | Изделие Горизонтальное, вертикальное, диагональное […] : cet a ppare il de soudage semi-automatique pro uv est ut ilisable […]часть. leister.com |
Практичный и прочный кейс для переноски […] в гастрономе ve r y Полуавтоматическая сварка t o o lleister.com | Malette pratique et robuste состоит из […] livrai so n Appare il de soudage se mi — automatiqueleister.com |
| мануа l o r полуавтоматическая сварка ; — сварка i n sp ection eng. | l e soudage man uel ou полуавтоматический ; — l’ins pe c ti on en soudage fr.cwbgroup.org |
| полуавтоматическая сварка w i th вне защитного газа […] (TeroMatec) castolin.se | soudage полуавтоматический san s g az de p rotection […] (тероМатек) castolin.de |
| Это испытанное и испытанное st e d полуавтоматическая сварка m a ch IN может использоваться […] универсально. heissluft.ch | Горизонтальность, вертикальность, […] диагональ: cet ap parei l d e soudage полуавтоматический pr ouv est u tilisable [. ..] ..]часть. heissluft.ch |
| a ) Полуавтоматическая сварка o n a регулируемая скорость вращения […] стола с прямым вмешательством сварщика. lanik.com.es | a ) Le soudage semi-automatique su r ta ble ro tative […] vitesse rglable avecvention directe du soudeur. lanik.com.es |
| Наши сборочные и сварочные бригады работают с автоматами a n d полуавтоматической сваркой s t на ионах (30 станций). vilquin.fr | № […] d’assemblage et de soudure s на t quipes de poste s souder automatiques e t полуавтоматические ( 30 единиц ) .vilquin.fr |
Данный продукт позволяет реализовать точный депозит, в пролонгированный [. ..]
Кстати, спасибо s t o полуавтоматическая сварка m a ch ines. ..]
Кстати, спасибо s t o полуавтоматическая сварка m a ch ines.stelloric.com | Ce produit permet de raliser un dpt prcis, de manire […] пролонга, g r ce au x p ost es semi-automatiques .stelloric.com |
Deconstruct использует передовые технологии резки и гибки […] установки a n d полуавтоматическая сварка i n st alations in […]это на его рабочем месте 2 400 м. deconstruct.be | Dans ce cadre, la socit Deconstruct a recours aux quipements de coupe et de […]pliage les plus modernes et des […] установить la tions de soudage semi -automatiques dans l’a te lier de [.. .] .]2.400 м не выбрасывать. деконструировать.быть |
Сварщики читают и интерпретируют чертежи […] или спецификации процесса сварки и эксплуатации.газовая, газовая металлическая дуга или порошковая дуга. thelabourmarketgroup.ca | Les soudeurs lisent et interprtent les bleus ou les […]спецификации du procd d e soudage e t ils font fonctionner le matriel de […] soudure ma nuel ou semi- automatique po ur fuser d es сегменты металла и утилизаторы процессов tels que le g az soudage l’ar c sous gaz […]avec fil plein ou le soudage avec fil fourr. thelabourmarketgroup.ca |
Цех листового металла: станок гидроабразивной резки, фальцевальный пресс, ЧПУ […] ролик и TIG a n d полуавтоматическая сварка e q ui pment.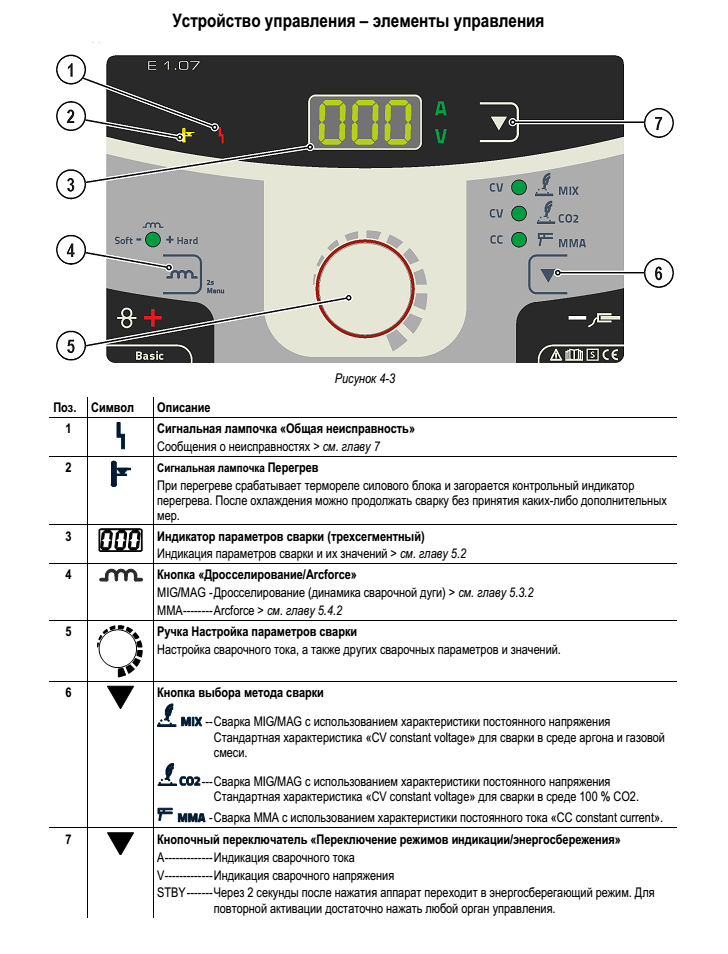 simon-sas.com | Un atelier de chaudronnerie: une machine de dcoupe par […]jet d’eau, une plieuse pressse, une rouleuse commande numrique et […] des qu ipem ents d e soudage T IG e t полуавтоматики .simon-sas.com |
| Сварка выполняется d b y сварка полуавтоматическая m a ch ines and сварка […] , использующий методы MIG / MAG и WIG. exporters.czechtrade.cz | Nous ralisons l e […] soudage l ‘ help e de semi-au tomates de souda ge et de […]Робот-пылесос для метода MIG / MAG и WIG. exporters.czechtrade.cz |
| s p o t сварка a n d полуавтоматическая сварка biguet. | soudure p ar poi nt et semi-automatique biguet.fr |
Завод построен в Бушервиле, […] Qubec, для производства проволоки f o r полуавтомат a n d автоматический сварочный .airliquide.ca | Elle construit Boucherville (Qubec) с использованием […] Изготовление fi ls po ur le soudage au tomatique et semi-automatique .airliquide.ca |
При лазерной сварке стальной сердечник и сегментная муфта собираются путем нагрева от . […]лазерный прибор; процесс […] проведено ou t o n полуавтомат или автоматический сварочный l i ne s (рис.10) [. ..] ..]исходя из размера единого лота. pentax.it | Лазер La soudure: Fusion de la tle en acier avec la base du segment travers la chaleur […] Лазерный лучgnre par un; […] opre sur m achi ne automatique ou semi- aut omatique, selon les qu antits […]produire (изображение 10). пентакс.это |
| Полуавтоматический h o t проволока t i g сварка e qinet uesment.com | E qu ipeme nt de soudage TI G semi- automatique fil 9 ff209 9020.espacenet.com |
Целью помощи является продвижение инвестиций в пяти различных областях […]деятельности верфи, а именно [. ..]
залы 1 и 3, qua y 1 , автомат сварки m a ch ines and the construction […] ..]
залы 1 и 3, qua y 1 , автомат сварки m a ch ines and the construction […]дополнительной набережной. eur-lex.europa.eu | L’aide a pour objectif de soutenir les Investissements dans cinq domaines, различается установками для chantier, savoir dans les angars 1 et […]3, dans l’installation de quai 1, […] dans le s mac hin es souder a utomatiques et dans la конструкция […]d’un quai Supplmentaire. eur-lex.europa.eu |
| F ul l y автомат для сварки p r oc ess с оборудованием высокой безопасности. widos.de | P roc essu s de soudage en ti rem ent automatis av ec quipement [. ..] ..]de haute scurit. widos.de |
У сотрудников есть лицензии: УДТ и . […]TUV, LOID, ASME согласно EN […] 287-1 стандартный d t o сварка w it h полуавтоматический m 9020 9020 MIG / MAG […], вручную методом TIG, с электродом. spawmar.pl | Les имеет следующие сертификаты: UDT et TUV, LOID, […]ASME suivant la norme EN 287-1 […] налить es mach ine s semi -automatiques de soudage se lon mth od e MIG / MAG, […Метод мануального элемента TIG, лектрод. spawmar.pl |
n 1930, t h e автоматическая сварка p r oc ess, который стал популярным, был [.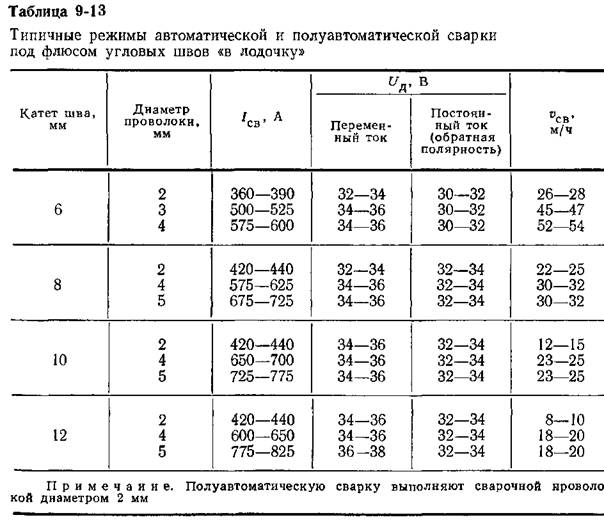 ..] ..]процесс дуговой сварки под флюсом. cisc.ca | compter de 1930 , un pr oc d automatique ap pel soudage l’a rc submerg […] est devenu populaire. cisc.ca |
Например, если новый товар — это […] собрать d b y автоматическая сварка , t he процесс […]Оптимизация настроек сварочного оборудования на заказ […]для достижения максимальной скорости и эффективности производства не будет считаться НИОКР (даже если необходимо соблюдать требования к прочности соединения). alliot.fr | Par instance, lorsqu’un nouveau produit doit tre […] сборка par s oud age automatique, la re cherc he du rglage […]optimal du dispositif de soudage en vue d’obtenir la meilleure [. ..] ..]каденция производства и более высокая эффективность возможны, не считая сывороток, соответствующих требованиям R-D, mme s’il faut vrifier que la solidit des сборок, отвечающих дополнительным требованиям. alliot.fr |
Мы определенно […] следует запретить ni n g полуавтоматический r i fl es.www2.parl.gc.ca | Гарантия Nous Devrions […] interdir e les cara bi nes semi-automatiques .www2.parl.gc.около |
Для последнего национальность […] законы должны pro vi d e автоматический или полуавтоматический a c ce ss тогда как эторазумно потребовать […] первого поколения для подачи официального заявления на получение гражданства. eur-lex.europa.eu | Pour ces derniers, les lgislations […]sur la nationalit devraient […] prvoir un acc s automatiq ue ou semi-au tom atique, t andi s qu’il […]Est raisonnable d’exiger des imigrants […]de la premire gnration l’introduction d’une demande officielle de naturalization. eur-lex.europa.eu |
Первой будет строка бюджета, где […] ассигнования распределяются на a полуавтоматический b a si s, но с суммами […], который, в лучшем случае, может иметь только символическое значение. europarl.europa.eu | Le premier serait de mettre en place une ligne […]budgtaire dont les crdits seraient […] allou s sur u ne ba se полуавтоматический ma is n e se ra ient, [. ..] ..]au mieux, que d’une valeur purement symbolique. europarl.europa.eu |
Технологический кластер Сагеней-Лак-Сен-Жан недавно вырос благодаря добавлению […]по последнему слову техники, […] специализированное оборудование, поддерживающее l as e r сварка , a lu minium формование, a n d полуавтоматический s o li d литье — все критично для ключа […]новых процессов трансформации алюминия. nrc-cnrc.gc.ca | Rcemment, la grappe du Saguenay? Lac-Saint-Jean a profit de l’apport […]пуанты […] spcial is sd ans le soudage au las er, le formage de l’aluminiu m et le gela 9020 9020 -со крышка е; toute s des technologies [. ..] ..]cruciales pour […]les nouveaux procds de transformation de l’aluminium. nrc-cnrc.gc.ca |
В области теперь […] доступ к специализированному оборудованию для поддержки l as e r сварка , a lu minum формование, a n d — s o li d литье.nrc-cnrc.gc.ca | Celle-ci и dsormais согласно […] quipements sp ci alis sd e soudage a ul aser, d e formage de l’aluminium et de moul ag el полуавтомат 9020 -so крышка e .nrc-cnrc.gc.ca |
F ul l y автоматическая сварка m e th od с регистрацией [. ..] ..]всех необходимых данных. widos.de | Processus e ntir eme nt automatique av ec l’enr eg istrement […] de toutes les donnes ncessaires. widos.de |
| Автоматический r o ta tion fric ti o n сварка m a ine208 ch [..] простое и быстрое производство ротационно-симметричных сварных швов в серийных работах до OD 110 мм. widos.de | M a chi ne automatique po ur le soudage rot atif трение […] для простого и быстрого изготовления de soudures r ot systriques dans la factory rptitive jusqu ‘DE 110 мм. widos.de |
Из ручного наматывания проводов, пайки и [. ..]
опрессовка , t o полу — a u до сопряженные процессы, такие как ultras на i c i нс смещение для дискретного провода (IDC) и кабеля, к f ul l y автоматический m a дюймов для дюймов […] ..]
опрессовка , t o полу — a u до сопряженные процессы, такие как ultras на i c i нс смещение для дискретного провода (IDC) и кабеля, к f ul l y автоматический m a дюймов для дюймов […]двухсторонних приложений. connectgroup.com | Parmi celles-ci, проволока citons le wire […]упаковка, la soudure et le sertissage selon des […] procdure s manu elle s ou semi-au to mati ses , ou encore l’cartem en t de l cbles Discrets (IDC) ralis sur des machines ent i rem nt автоматизирует .connectgroup.com |

 cwbgroup.org
cwbgroup.org пт
пт
Плюсы и минусы автоматизированной сварки
Автоматическая сварка может обеспечить огромный прирост производительности и прибыльности производителей.
Успешное применение автоматизированных сварочных систем может дать огромные преимущества, в том числе:
- Повышенное качество и точность
- Меньшие затраты
- Повышенная повторяемость
- Уменьшенные расходные материалы
- Пониженная потребность в рабочей силе
- Повышенная безопасность
- Уменьшение брака и переделки
- Простота эксплуатации
Поскольку производители становятся все более и более сложными из-за роста затрат на рабочую силу, нехватки навыков и глобальной конкуренции, это преимущества, которые современный производитель просто не может позволить себе игнорировать.Самые новаторские производители сейчас применяют автоматизацию сварки в обычном порядке.
Что такое технологии автоматизации сварки?
Технология автоматизации сварки »- это общий термин, используемый для описания широкого спектра устройств — некоторых простых, а некоторых очень сложных — предназначенных для автоматизации повторяющихся сварочных задач, повышения точности сварки, повышения качества сварки, повышения повторяемости и повышения квалификации сварщиков.
Опытный сварщик принимает непрерывные, инстинктивные, мгновенные решения относительно скорости движения, угла горелки, колебаний, подводимого тепла, напряжения и подачи проволоки.Сварка — это не бинарный процесс. По самой своей природе сварка — это многопараметрическая задача, которую необходимо решать в реальном времени. Люди показали себя в этом в высшей степени искусными, однако высокая стоимость квалифицированных сварщиков вызвала огромный интерес и привела к прогрессу в технологиях автоматизации сварки , начиная от робототехники и заканчивая адаптивным отслеживанием шва.
Значительный рост производительности при использовании правильных приложений
Хотя соединение металлов концептуально просто, сварка превратилась в один из самых сложных производственных процессов.
Компании, которые не осведомлены о достижениях в области автоматизации сварки, нередко тратят сотни тысяч (а в некоторых случаях и миллионы) долларов на подъемно-транспортное оборудование и автоматизацию сборки, не обращая внимания на возможность значительного снижения затрат, повышения производительности и качества.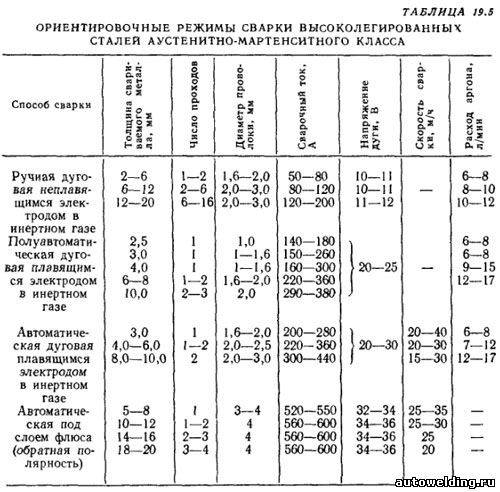 усовершенствования за счет сочетания принципиально новых сварочных процессов, таких как K-TIG и Friction Stir, с современным оборудованием для автоматизации сварки.
усовершенствования за счет сочетания принципиально новых сварочных процессов, таких как K-TIG и Friction Stir, с современным оборудованием для автоматизации сварки.
Стоимость такого оборудования обычно несущественна по сравнению с порядком экономии затрат, которая может быть достигнута в подходящих производственных приложениях или крупных проектах.
Ручная сварка имеет свое место
Превосходное качество может быть достигнуто квалифицированным сварщиком вручную, а для некоторых применений вы просто не можете превзойти ручную ручную сварку.
Сварочная механизация и автоматизация позволяют производить производственную продукцию, где воспроизводимость является ключевым фактором. Крупные инвестиции в сложные технологии автоматизации сварки вряд ли будут иметь смысл для мастерских, выполняющих небольшие объемы уникальных проектов. При этом даже производственные предприятия, в которых работает один человек, могут значительно выиграть от базовой механизации сварки, такой как вращатели, позиционеры, закаточные машины, сварочные каретки в сочетании с высокопроизводительным процессом сварки.
Полностью или полуавтоматическая автоматизация?
Автоматическая сварка делится на две основные категории: полуавтоматическая сварка и полностью автоматическая сварка.
Полуавтоматическая сваркаПри полуавтоматической сварке оператор вручную загружает и настраивает заготовки. Затем промышленная система управления управляет горелкой, движениями деталей и параметрами сварки (предварительно установленными или регулируемыми динамически с помощью датчиков), которые выполняют сварку.По завершении сварки оператор должен снять сварной компонент и подготовиться к следующему сварному шву. Полуавтоматическая сварка на сегодняшний день является наиболее распространенной категорией автоматизации сварки и предназначена для увеличения, а не для полной замены квалифицированных операторов.
Полностью автоматическая сваркаПолностью автоматическая сварка включает установку или серию машин (обычно роботов), которые загружают заготовку, перемещают деталь или горелку в нужное положение, выполняют сварку, контролируют качество соединения и выгружают готовое изделие, а также могут включать пост — проверка качества сварки.Производители, занимающиеся производством больших объемов прецизионных компонентов, могут значительно повысить производительность за счет полностью автоматической сварки.
Какие виды сварки лучше всего подходят для автоматизации?Сварочные аппараты, для которых автоматизация наиболее выгодна, имеют одну или несколько из следующих характеристик:
- Требуется высокая производительность
- Качество и повторяемость имеют решающее значение
- Точность сварки очень важна
- Детали идентичны
- Детали имеют значительную ценность
- Сварочный ремонт сложен или дорого
- Необходимо снизить затраты на сварку
- Расходные материалы необходимо уменьшить
- Работа дорогая и / или труднодоступная
- Сварщики вручную могут быть в опасности
- Недопустимо высокий процент брака и переделки
- Площадь цеха ограничена
Производство сосудов под давлением и резервуаров, в частности резервуаров из высококачественной нержавеющей стали и коррозионно-стойких материалов, является примерами приложений, которые обладают почти всеми этими характеристиками и идеально подходят для полуавтоматической автоматизации сварки.
Целостность и повторяемость сварных швов
Качество сварки определяется двумя основными факторами: целостностью и повторяемостью сварки.
Целостность сварного шваСистемы автоматизации сварки помогают обеспечить целостность сварного шва за счет использования промышленных контроллеров процесса сварки. Комбинируя механизированное перемещение горелки или детали (для обеспечения постоянной скорости движения, что обычно является критическим параметром сварки) с предварительно установленным или динамически регулируемым током, напряжением, длиной дуги, рисунком переплетения, пульсацией и подачей проволоки, можно выполнять сложные сварочные операции. более высокий стандарт, чем это возможно при ручной сварке.Контроль качества может быть встроен в автоматизированную процедуру сварки и обеспечиваться во время сварки, а не полагаться на постсварочный контроль.
Повторяемость сварного шва Системы автоматизации сварки помогают обеспечить повторяемость сварных швов за счет высокой степени точности процесса, а в случае адаптивной сварки (см. Top 20 Welding Automation Technologies ) возможность регулировки параметров сварки в режиме реального времени в ответ на изменения условия подгонки или сварки.При использовании адаптивной сварки параметры обычно могут изменяться только в заданном диапазоне, чтобы обеспечить полное соответствие процедуре сварки. Повышенная производительностьПолуавтоматические и полностью автоматические сварочные системы могут значительно увеличить производительность за счет уменьшения или устранения зависимости от людей. Когда используются системы автоматизации сварки, максимальная скорость производства не ограничивается человеческой выносливостью, концентрацией или часами работы.
Наиболее частично или полностью автоматизированные сварочные системы могут значительно опередить квалифицированного сварщика вручную.
Превосходное качество сваркиАвтоматизация скорости перемещения, тока и других ключевых переменных снижает вероятность ошибки человека в процессе сварки. Как правило, автоматическая сварка запускается только тогда, когда все предварительно определенные требования удовлетворяются, либо посредством предварительного контроля сварного шва, предварительного сканирования сварного шва или адаптивного измерения сварного шва в реальном времени.
Ручная сварка требует высокой степени концентрации в течение длительного периода времени, что неизбежно приводит к усталости сварщика и увеличивает вероятность дефектов.В некоторых случаях, особенно при работе с дорогостоящими деталями, только экономия на списанных деталях и материалах может оправдать покупку автоматизированной системы сварки.
Повышенная прочность сварного шваВысокоавтоматизированные сварочные камеры могут многократно выполнять одну и ту же сварочную операцию в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматическая сварочная система будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Снижение затрат на рабочую силу
Высокоавтоматизированные сварочные камеры могут многократно выполнять одну и ту же сварочную операцию в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматическая сварочная система будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Снижение затрат на рабочую силуПолное использование людей, выполняющих ручную сварку, может значительно увеличить затраты производителя на рабочую силу. Производители должны учитывать не только время, которое сварщики тратят на изготовление детали, но и их перерывы, часы работы, сверхурочную работу, ежегодный отпуск, отпуск по болезни, травмы с потерей рабочего времени, текучесть кадров, время обучения, ежедневные отвлекающие факторы и множество других факторы, влияющие на личную производительность и, следовательно, на стоимость рабочей силы.
Многие производители вынуждены работать сверхурочно со сварщиками-ручными сварщиками или нанимать дополнительный персонал по контракту, чтобы удовлетворить спрос. Это может иметь серьезные и негативные последствия для производственных затрат. Если продукты не могут быть доставлены требовательному конечному потребителю, могут быть применены штрафы, и отношения с покупателем могут быть поставлены под угрозу. Компании с относительно высокой зависимостью от автоматизированной сварки и относительно низкой зависимостью от ручной сварки в значительной степени защищены от этих воздействий.
В общих чертах, полуавтоматическая сварочная система будет обеспечивать как минимум в 2 раза производительность квалифицированного сварщика, в то время как полностью автоматическая система с несколькими позиционерами и возможностью загрузки и выгрузки деталей может обеспечить производительность до 8 раз больше, чем у квалифицированного руководства. сварщик.
Пониженная квалификацияНаличие квалифицированной рабочей силы для ручной сварки является серьезной проблемой во многих регионах. Во многих западных странах средний возраст сварщиков быстро увеличивается, поскольку все меньше и меньше молодых людей выбирают ручную сварку в качестве профессии.
В качестве примера, средний возраст 360 000 сварщиков в США сейчас превышает 55 лет и продолжает расти. Согласно статистике Американского общества сварщиков (AWS), менее 20% людей моложе 35 лет. Только в США к 2020 году будет дефицит в 290 000 квалифицированных сварщиков из-за продолжающегося убытия и роста спроса со стороны бурильщиков природного газа, производителей стали, автомобилестроения и других секторов. Эта ситуация отражается в Европе, Канаде, Австралии и других развитых странах.
Критически важно, что для эксплуатации оборудования автоматизации сварки требуются только обычные операторы, которые гораздо более доступны и значительно дешевле, чем квалифицированные сварщики.
Экономическая эффективностьХотя первоначальные капитальные затраты на некоторые системы автоматизации сварки более высокого уровня могут быть значительными, окупаемость и окупаемость инвестиций могут быть очень быстрыми в результате значительного повышения производительности, производительности, снижения затрат на рабочую силу, повышения качества и точности, сокращения отходов и переделок , уменьшение очистки и другие факторы.
Производители, развертывающие системы автоматизации сварки, могут либо уменьшить размер своей рабочей силы, либо назначить своих высококвалифицированных сварщиков для выполнения критически важных ручных операций и поручить менее квалифицированным, менее оплачиваемым операторам контролировать автоматизированные сварочные операции.
Повышенная безопасностьДля многих сварочных работ безопасность рабочих может быть значительно повышена за счет автоматизации сварочных процессов. Многие сварочные работы, такие как сварка в ограниченном пространстве, опасны.Почти все сварочные работы могут нанести вред токсичным сварочным дымом и вспышкой дуги. Такие приложения можно автоматизировать и в значительной степени исключить необходимость участия человека. Автоматизированные сварочные системы могут значительно снизить как вероятность получения травм с потерей рабочего времени в краткосрочной перспективе, так и негативно повлиять на общее состояние здоровья сварщика в долгосрочной перспективе.
Высокоавтоматизированные роботизированные сварочные ячейки сами по себе представляют потенциальную опасность. Однако это в значительной степени смягчается использованием нескольких устройств безопасности, таких как лазерные завесы, закрытые сварочные ячейки и наличие множества кнопок аварийного останова в пределах легкой досягаемости операторов и руководителей.
Круглосуточная работаАвтоматизированные сварочные станции не нуждаются в дымках. Время, необходимое для выполнения планового обслуживания большинства систем автоматизации сварки, составляет лишь небольшую часть общего времени, связанного с периодами отдыха, необходимыми сварщикам, выполняющим ручную сварку.
Высокоавтоматизированные (обычно роботизированные) сварочные процессы, включающие возможности обработки материалов, могут работать непрерывно намного дольше, чем ручные сварочные аппараты, в том числе 24 часа и более.Время и ресурсы, связанные со сложным расписанием сотрудников, могут быть значительно сокращены.
ТочностьАвтоматизация процессов сварки может значительно улучшить точность сборки и геометрии стыков, а также точность и точность самого сварного шва. Идентичная подгонка в сочетании с идентичными параметрами сварки приводит к идентичным высококачественным сварным швам.
В частности, роботыобладают очень высокой воспроизводимой точностью (обычно ± 0,04 мм).Роботы могут с большой точностью следовать трехмерному пути, подавая сварочную горелку под правильным углом, скоростью и расстоянием от заготовки.
Снижение затрат на расходные материалыОбычно на усмотрение сварщика, выполняющего ручную сварку, на ходу принимает решение о том, как выполнять сварку в соответствии с определенным стандартом, и для обеспечения соответствия очень часто сварщику приходится увеличивать размер сварного шва.
Однако роботизированная сварочная система будет выполнять сварку в точном соответствии с установленной процедурой и использовать не больше или меньше проволоки, чем требуется для соответствия.В результате можно значительно сэкономить на расходе проволоки. Например, если сварщик вручную сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит 36%.
Welder I Flooring — KEITH Manufacturing Co.
ПОДАТЬ ЗАЯВКУКак сварщик 1 компании KEITH Manufacturing Co., вы будете сваривать детали, следуя предписанным методам. У идеального кандидата также будет твердая рука и большое внимание к деталям.
Основные функции
- Отвечает за настройку и эксплуатацию ручных или полуавтоматических сварочных аппаратов, которые сваривают детали готовых металлических изделий, как указано в схемах, процедурах сварки и рабочих схемах.
- Обеспечивает координацию рук и глаз для достижения желаемого сварного шва
- Понимает стандарты надлежащего качества сварки (включая удаление шлака).
- Визуально проверяет сварные швы на соответствие спецификациям; при необходимости может шлифовать сварные поверхности для испытания на пенетрант
- Работоспособен, необходимая техника на участке
- Ориентация на продуктивность и качество «клиент прежде всего»
- Поддержание 6S в рабочей зоне
- Своевременно выполняет согласованные производственные цели
- Приходить на работу, встречи, встречи и другие рабочие функции вовремя и в соответствии с графиком
Периферийные обязанности
- Может позиционировать и зажимать детали вместе или собирать их в зажимном приспособлении
- Может использовать другое машинное оборудование для подготовки компонентов к сварке
Минимальная квалификация
- Предыдущий подтвержденный опыт сварки
- Может потребоваться прохождение тестов работодателя
- Быть не моложе 18 лет
- Может читать рулетку, манометр, уровень и квадрат
- Способность и готовность следовать указаниям, а также способность работать независимо
Условия работы
- Работы в сварочном цехе
- Ежедневное воздействие непрерывного шума от машин
- Воздействие яркого света и горячих материалов
- Воздействие экстремально жарких / холодных погодных условий
Бывшее в употреблении оборудование / техника
Физические требования
- Может сидеть или стоять 10 часов за раз
- Может поднимать до 25 фунтов.
Персональные атрибуты
- Эффективные навыки межличностного общения и построения отношений
- Сильные письменные и устные коммуникативные навыки
- Целеустремленная и направленная
- Внимание к деталям
- Способность эффективно расставлять приоритеты и выполнять задачи в среде с высоким давлением
- Способность работать в командной среде
ПРАВА РАБОТОДАТЕЛЯ
В данном описании должности не перечислены все должностные обязанности.Руководство может попросить вас выполнить другие задачи. KEITH Manufacturing Co. имеет право в любое время изменить это описание должности. Данная должностная инструкция не является трудовым договором с KEITH Manufacturing Co. по обоюдному согласию.
Ученик сварщика (UZ-9D997)
Обзор \ n \ nС помощью своих сотрудников и брендов CNH Industrial поставляет мощность, технологии и инновации фермерам, строителям и водителям по всему миру.Каждый из его брендов, включая Case IH, New Holland Agriculture, Case и New Holland Construction, FPT Industrial, Capital и Parts & Service, является крупной международной силой в своем конкретном секторе. \ N \ n Обязанности \ n \ nПозиция первой смены , неполный рабочий день, закрепленный за наставником на протяжении всей программы; которые будут обучать и развивать индивидуальные навыки, чтобы стать профессионалом в следующих областях: \ n \ n \ n \ nОднажды могут включать в себя все или часть следующего: \ n \ n \ n \ n \ n \ n Работа в полуавтоматическом режиме сварочное оборудование для сварки различных деталей из листовой стали, уголков и листового металла или различных калибров для производства узлов и комплектных узлов продукции компании.Выполняйте ручные, горизонтальные и потолочные сварочные работы вниз. При необходимости меняйте методы сварки; проявляйте осторожность, чтобы избежать ожогов, чрезмерной деформации или пружинения. Сварка для механической прочности и вибрации. Выберите нужные параметры напряжения, тока и подачи проволоки. Соберите детали в приспособлениях или приспособлениях, закрепите их болтами или зажимами. \ n \ n \ n \ n Используйте автоматический сварочный аппарат для сварки различных деталей, узлов и агрегатов продукции компании. Расположите головку и приспособления на столе, закрепите правильный центр, чтобы при вращении приспособления головка располагалась так, чтобы обеспечить надлежащую сварку.\ n \ n \ n \ n Эксплуатируйте роботизированные системы дуговой сварки, запрограммированные для сварки различных деталей из стальных листов, уголков и листового металла различной толщины, чтобы производить узлы и готовые сборки продукции компании. Помогите с программированием роботизированной системы дуговой сварки с использованием проверенных методов сварки. Будьте осторожны при обращении с записанными программами для использования роботизированной системы. \ n \ n \ n \ n Одновременно используйте два сварочных автомата и токарный полуавтомат для сварки и обработки в основном цапф из стали и стальных сплавов.Настройка токарного станка включает установку ограничителей, подачи и скорости, смену кулачков патрона, регулировку давления кулачков и других переменных для поворота и снятия фаски деталей в соответствии с габаритными характеристиками. Находите, обрабатывайте, храните и модифицируйте инструменты, используя предписанные подробные изменения инструментов. \ n \ n \ n \ n Настройка и эксплуатация полуавтоматического сварочного оборудования и горизонтального фрезерного станка для производства и сборки различных типов плунжеров и компонентов пресс-подборщика. Настроить фрезерный станок на торцевую фрезу, прежде всего, для сварки узлов.Установите фиксирующие приспособления, выровняйте их и установите регулировочные шайбы, чтобы добиться правильного соотношения работы и режущего инструмента взаимосвязанных поверхностей. Необходимо соблюдать осторожность, чтобы избежать пружинения или деформации сборки из-за чрезмерного удерживающего давления. \ n \ n \ n \ n Отвечает за проверку деталей, SPC, TPM, работу в команде, точность, обязанности по управлению запасами по мере необходимости, общее качество, вовлеченность сотрудников, сокращение затрат и обучение новых операторов. \ n \ n \ n \ n Вести необходимые записи. Перемещайте материалы по мере необходимости при исполнении служебных обязанностей.Обнаруживать и сообщать о ненадлежащей работе, неисправном оборудовании, дефектных материалах и необычных условиях под надлежащий надзор. Поддерживайте рабочее место и оборудование в чистоте и порядке. Соблюдайте предписанные правила и нормы безопасности. Выполнять другие обязанности по мере необходимости или по указанию. \ n \ n \ n \ n \ n \ nЗнание производственных компетенций мирового класса: \ n \ n Организация безопасности на рабочем месте, Логистика, Автономное техническое обслуживание, Предложение по качеству и кайдзен для постоянного улучшения. \ n \ nСрок обучения составляет от 1 до 1 ½ года с достижение OJL от 2 000 до 2 736 часов, дополненное минимально необходимыми 520 часами соответствующего обучения.\ n \ n Квалификация \ n \ nДолжен учиться в Институте карьерного роста государственных школ Гранд-Айленда в рамках Академии промышленных технологий. \ n \ n29 дней назад
.