Как варить тонкий металл полуавтоматом
Особенности сварки полуавтоматом
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.
 д.;
д.; - сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
 д.;
д.;При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
 Если длина провара большая – число прихваток увеличивается;
Если длина провара большая – число прихваток увеличивается;Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
 Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Как сварить полуавтоматом тонкий металл
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.
устройство сварочного полуавтомата
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.

С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Осваиваем сварку металла автомобиля с помощью полуавтомата
Осваиваем сварку металла автомобиля с помощью полуавтомата
Как известно, полуавтомат позволяет сваривать как тонкий (0.7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Сварка встык
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.
Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.
Виды сварных швов
Вне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
1. Точечные
Точечные
2. Сплошные
3. Сплошные прерывистые
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия ― это чередующиеся с определённым интервалом сварные точки. Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
1. Горизонтальные, или «на полу»
2. Горизонтальные же, но «на потолке»
3. Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сварке
Перед тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
1. Ржавчина
Ржавчина
2. Краска, грунт, включая транспортировочный
3. Антикоррозионные покрытия всех видов, включая жидкие консерванты
4. Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
— Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
— В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
— Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
— Некоторые загрязнения горят и (или) выделяют много дыма. Может случиться пожар и (или) отравление продуктами горения. Много бед могут наделать жидкие автоконсерванты типа «мовиль», которые активно горят в процессе сварки порогов и лонжеронов. Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Выбор величины сварочного тока
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
1. Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
2. Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся. Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим о регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132».
У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
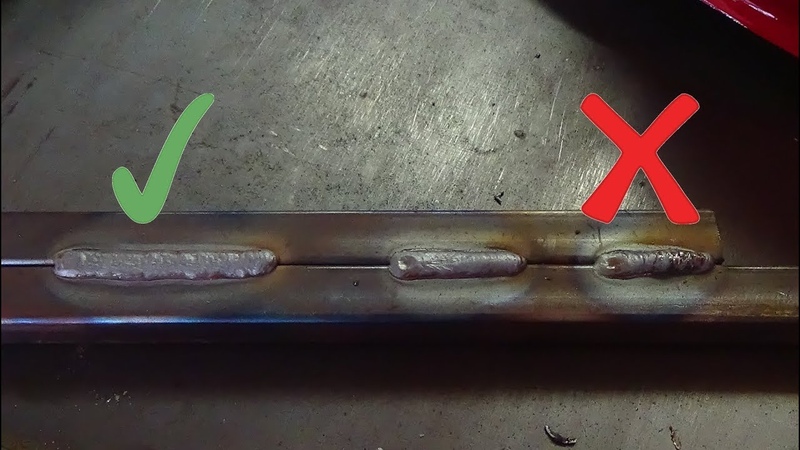
Далее возможны варианты. Их можно перечислить в следующем порядке:
1. Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
2. Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
3. Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
4. Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку. После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Проблемы, возможные при проведении сварочных работ
Все проблемы можно условно поделить на две группы.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
— Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
— Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
— Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтомата
Неисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Проблемы косвенного характера
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Сварка тонкого металла инвертором (полуавтоматом)
Сварка инвертором тонкого металла считается достаточно сложным процессом за счет того, что здесь намного больше вероятность прожечь заготовку, чем при работе с толстым металлом. По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.
Сварка тонкого металла инвертором
Сварка тонкостенного металла грозит также появлением деформаций от сильного воздействия температуры. Когда в ванне расплавленный металл сильно превышает температуру окружающей его области, то деталь может выгибаться. Помимо этого, применяются другие виды и способы сварки металла, которые могут помочь нейтрализовать негативные эффекты. Тем не менее, здесь есть не только недостатки, но и преимущества.
Преимущества
- Процесс сваривания занимает относительно немного времени;
- Использование полуавтоматического инвертора заметно упрощает данный процесс;
- Не требуется длительная подготовка металла под сварку, так как для тонких листов не нужна обработка краев и прочие процедуры;
- Гибка и сверление отверстий здесь проводится намного проще;
- Процесс выходит более экономичным.
Недостатки
- Для работы уже требуется мастер с опытом в таких делах;
- Увеличивается количество брака;
- Необходимо тщательно подбирать режимы сваривания, чтобы достичь качественного результата;
- Нужно использовать оборудование только с тонкой регулировкой параметров;
- Требуется использовать дополнительные крепежи, чтобы надежно зафиксировать тонкие детали, которые могут перемещаться в пространстве во время процесса;
- Требуется тщательнее подбирать защитное покрытие электродов и газ, в зависимости от того, какие виды и способы сварки металла используются.

Способы варки тонкого металла
Сварка инвертором тонкого металла проволокой применяется при использовании среды защитного газа. Зачастую им выступает аргон, но для того, чтобы удешевить обработку, применяют также и ацетилен.
Выбор газовой среды для сварки полуавтоматом
Проволока подбирается тонкая, чтобы могла быстрее расплавиться и не пропалить заготовку.
Выбор диаметра проволоки для сварки тонкого металла инвертором
Также может использоваться исключительно газовая сварка, которая для особо тонких листов оказывается наиболее предпочтительной, так как она постепенно повышает температуру и скорость сваривания при этом составляет, примерно, в три раза меньше, чем в ручной дуговой. Также используется обыкновенная электродуговая ручная . Она приводит к появлению большой вероятности деформации и трещин, если неправильно подобрать режим и инструменты, и при любом неверном движении можно сделать дыру вместо шва. Но это наиболее дешевый и простой способ соединения, тем более, что всегда можно подобрать тонкий электрод.
Выбор способа
Если исходить из экономических соображений, то сварка тонкого металла полуавтоматом лучше всего производится с помощью электродов с покрытием. Как правило, здесь используются электроды толщиной в 1 мм, материал которых совпадает с материалом заготовки, а также имеется соответствующая обмотка. Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Основные требования
В первую очередь, размер диаметра электрода или присадочной проволоки не должен превышать толщину листа, с которым производится сваривание. Следует четко выбирать силу тока, так как небольшое отклонение приводит к браку. Сам присадочный материал, а также его покрытие должно быть предназначено для длительного периода плавления. Инвертор должен работать на постоянном токе. Инвертор должен обладать лучшими вольтамперными характеристиками и обладать широкой регулировкой параметров на низких токах. Перед тем как варить тонкий металл инверторной сваркой, следует обезжирить поверхность деталей и очистить их. Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Следует четко выбирать силу тока, так как небольшое отклонение приводит к браку. Сам присадочный материал, а также его покрытие должно быть предназначено для длительного периода плавления. Инвертор должен работать на постоянном токе. Инвертор должен обладать лучшими вольтамперными характеристиками и обладать широкой регулировкой параметров на низких токах. Перед тем как варить тонкий металл инверторной сваркой, следует обезжирить поверхность деталей и очистить их. Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Основные и вспомогательные материалы
К основным материалам относятся присадочные металлы. Это может быть электрод или сварочная проволока. Желательно, чтобы их состав был максимально схожим с металлом заготовок. Для тонких листов нужно наличие покрытия или защитного газа, так как сварка тонкого металла полуавтоматом без газа является менее качественной.
В качестве дополнительных материалов выступают газ для защиты и подогрева, желательно брать один и тот же, и флюс для улучшения свариваемости. Использование данных материалов уже зависит от технологии, которую требует конкретный вид металла, вне зависимости от его толщины. Таким образом, они не всегда применяются и каждый раз могут быть различными. В особенности это касается флюса, который нужен преимущественно для сложно свариваемых и тугоплавких металлов.
Использование газа
Сварка металла толщиной 2 мм зачастую происходит при помощи использования газа. Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.
Выбор газовой смеси для сварки тонкого металла
Газ также может использоваться для подогрева шва после завершения работы, чтобы снять напряжения. Некоторые технологии требуют постепенного охлаждения, поэтому, подогрев с помощью газа может обеспечить лучшие для этого условия.
Выбор инструмента
Перед тем как сваркой варить тонкий металл, следует правильно подобрать инструменты. Диаметр проволоки и электродов не должен превышать толщину металла. Исключение составляют только тугоплавкие металлы, где этот показатель можно превысить на 0,5 мм. В некоторых случаях вполне достаточно 1 мм, чтобы не перепалить заготовку. В то же время, если для более толстых листов, таких как 2 и 2,5 мм использовать 1 мм электроды, то они могут быстро заканчиваться, что будет часто прерывать шов. При использовании в полуавтоматах присадочной проволоки, таких проблем не возникает. Металл должен быть идентичным, или максимально схожим, со свариваемыми заготовками. Перед использованием электроды необходимо просушить, чтобы ликвидировать остатки влаги.
Сварка элементов автомобиля своими руками: кузова, днища, двигателя
Сварка кузова автомобиля
Кузов – это главная составляющая любого автомобиля, требующая тщательного ухода, своевременной проверки и ремонта, одним из видов которого является его электросварка своими руками. В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
Cварка автомобиля сделанная своими рукамиДвуокись углерода под давлением подается в зону сварки, при этом вытесняя обычный воздух, тем самым защищая металл от излишнего окисления. Это позволяет сохранить металлические частички в большем объеме, поэтому он не сгорает, а только плавится.
Если же двуокись углерода заменить аргоном, то можно варить даже цветные металлы – нержавейку, алюминий или сплавы других металлов. При этом важно использовать такую же присадочную проволоку из того же металла – из алюминия или нержавейки.
Подготовка металла к сварке
Электросварщиком ручной дуговой сварки, перед началом работ обязательно должна быть проведена подготовка металла под сварку. Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
В зависимости от доступности соединяемых деталей, их назначения в конструкции кузова, конструктивного расположения узла и толщины соединяемых деталей, сварку автомобиля своими руками можно выполнять прерывистым или сплошным швом. Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Уменьшения передачи тепла металлу можно добиться периодической подачей тока и сварочной проволоки. Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Своими руками дуговая сварка кузова осуществляется следующим образом:
1. Перед тем, как пользоваться электросваркой, необходимо проверить сеть на нагрузочную способность, другими словами, вам надо быть уверенными в том, что ваша проводка выдержит нагрузку сварочного аппарата. Лишь только после этого вы можете начинать подготовку к сварке.
Лишь только после этого вы можете начинать подготовку к сварке.
2. “Зарядите” полуавтомат сварочной проволокой. Это можно сделать так: снимите сначала газовое сопло сварочной горелки, потом с помощью ключа отвинтите ее медный наконечник, затем отведите прижимной ролик с проволокой и установите требуемую полярность тока. При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять – плюс на горелке, а минус – на зажиме.
После этого требуется вручную завести конец проволоки на 10 – 20 см в подающий канал и подвести прижимной ролик, удерживая проволоку от осыпания. Обязательно проверьте, что проволока попала в ложбинку на ведущем ролике.
После выполнения всех этих действий можно будет подключить полуавтомат к сети и нажать клавишу на ручке сварочной горелки. Сначала произойдет подача газа, а затем включится подача сварочной проволоки и тока. Затем надо выбрать и надеть на проволоку требуемый медный наконечник, закрутить его и установить газовое сопло.
При сварочных работах в кузове обычно провариваются все части, кроме передней, так как нагрузка на нее является минимальной. Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно – место крепления передних “лап” к поперечной балке надо хорошо проварить. Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно.
Сварка авто своими руками – ремонт днища
Одним из видов кузовного ремонта является также сварка днища автомобиля своими руками, обычно проводимая при необходимости восстановления целостности поврежденных элементов. Берясь за проведение сварочных работ днища кузова, следует учитывать, что кроме ровных и достаточно четких швов в месте, необходимо еще тщательное соблюдение температурного режима, который способствует сохранению определенной структуры шва и нейтрализует возможное вредное для металла днища воздействие сварочного аппарата, расположенного рядом с местом ремонта.
Берясь за проведение сварочных работ днища кузова, следует учитывать, что кроме ровных и достаточно четких швов в месте, необходимо еще тщательное соблюдение температурного режима, который способствует сохранению определенной структуры шва и нейтрализует возможное вредное для металла днища воздействие сварочного аппарата, расположенного рядом с местом ремонта.
Выбирая металл для изготовления заплаты для днища, необходимо помнить, что чересчур тонкий лист будет ненадежным, а слишком толстый материал может относительно плохо поддаваться обработке. Как правило, для проведения ремонта днища автомобиля следует использовать металл толщиной от 1,5 до 2 мм. Резка металла электросваркой должна выполняться с соблюдением оптимальных режимов, для того чтобы избежать ухудшения технологических качеств материала.
Сварку днища лучше выполнять вдвоем. Дело в том, что слой металла должен располагаться равномерно, а одному работающему проконтролировать это почти невозможно, так как высока вероятность некачественной сварки. После сварки края латки надо обточить и обработать грунтом или эпоксидной смолой для обеспечения герметичности и надежной защиты места стыка.
В процессе эксплуатации существует вероятность деформирования днища. Вмятины на нем не портят внешнего вида автомобиля, однако именно там больше всего скапливается грязи и образуется коррозия. Самым простым способом избавления от вмятин является простукивание днища киянкой. Это следует делать равномерно, начиная от середины деформированного участка с постепенным плавным переходом на его краям.
Ремонт днища автомобиля, как и его техническое обслуживание, предполагают соблюдения техники безопасности, в силу того, что большинство материалов, использующихся при выполнении работ, в той или иной мере огнеопасны. Ремонт днища и стоимость электросварки своими силами конечно обойдутся намного дешевле, но если у вас возникают вопросы, как научиться правильно варить электросваркой, а также сомнения в своих способностях, то лучше будет обратиться к специалистам по кузовному ремонту.
Основы дуговой сварки при ремонте элементов двигателя
Полуавтомат также является наиболее подходящим сварочным аппаратом для бытовой электросварки элементов двигателя, но только с обязательным использованием аргона. С помощью аргонной сварки вполне реально варить практически все используемые в автомобильном двигателе металлы: чугун, нержавейку, алюминий или обыкновенную сталь. Список деталей двигателя, которые можно отремонтировать с помощью сварки представлен ниже:
- Блоки цилиндров.
- Направляющие втулки клапанов.
- Головки блока цилиндров.
- Впускные клапаны.
- Коллекторы впускные и выпускные.
- Крышки и колпачки для камер регулировки момента зажигания.
- Насосы водяные и масляные.
- Поршни и поршневые пальцы.
- Седла и вкладыши клапанов.
- Трубопроводы и многое другое.
Сварка глушителя автомобиля
Сварочный полуавтомат с успехом применяется и для ремонта глушителя. Чтобы заварить пробитый или прогнивший глушитель автомобиля рекомендуются следующие действия:
- Вырезать лист металла требуемых размеров и наложить его на место повреждения.
- Зачистить наждачной бумагой края места повреждения и накладываемого ремонтного материала.
- Накладывать заплатку необходимо на самые толстые места глушителя – это делается, чтобы его не прожечь.
- Выбрать электроды диаметром два мм и настроить под них ток сварочного аппарата.
- Перед выполнением сварочных работ следует обязательно отсоединить выводы аккумулятора.
- Выполнять сварку нужно с отрывом сварочной дуги, ведя электрод с толстого металла (заплатки) на тонкий (материал глушителя).
- Полученный в результате сварочный шов, следует отбить молотком от шлаков и визуально проверить на наличие/отсутствие в нем пор. Если их нет, то все в порядке и глушитель можно продолжать эксплуатировать. Если же поры есть – нужно их проварить и поверх первого наложить еще один шов.

Принцип работы и теория электросварки полуавтоматом:
Если после наших советов, вы так и не решились к самостоятельной работе, рекомендуем вам посмотреть видео материал по теме, уроки электросварки для начинающих.
Сварка алюминия аргоном полуавтоматом: технология, видео
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Что необходимо учитывать при проведении работ?
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
Источник: zavarimne.ru
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.
Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону. При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки. Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
Аргонодуговая сварка алюминия
Разнообразие применения аргонной сварки
Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.
Вы извлечете много пользы, из приручения аргонодуговой сварки
Преимущества и недостатки
Аргонная сварка алюминия имеет ряд сильных и слабых сторон.
Преимущества:
- Качественное соединение деталей.
- Защита поверхности с помощью газа.
- Отсутствие деформирования обрабатываемых деталей.
- Универсальная технология, которая подходит для соединение различных сплавов и однородных металлов. Подходит для использования материалов с высокой теплопроводностью.
- Повышение производительности.
Недостатки:
- Покупка сложного оборудования.
- Наличие опыта в проведении сварочных работ.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.

Для соединения оборудования используются специальные шланги и провода.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.
- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4, 0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Зачистка болгаркой
Как настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать. Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны.
Сварка алюминия аргоном подразумевает использование определённого аппарата и газа. Он помогает защитить рабочую поверхность от образования оксидной плёнки. Если её не убрать, качество шва будет хуже. При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
Если её не убрать, качество шва будет хуже. При серьёзных нагрузках соединение разрушится. Важно учитывать особенности сваривания сплава, соблюдать последовательность действий.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
ВАЖНО ЗНАТЬ: Технология газовой сварки металлов и труб
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
В чем заключается трудность процедуры?
Судя по многочисленным отзывам, во время сварки дюралюминия не исключены осложнения. Причиной тому — технические характеристики сплава, в составе которого имеется алюминий (93,5%), марганец (0,5%), магний (1,5%) и медь (4,5%). Как утверждают специалисты, их соединение друг с другом протекает плохо. Поэтому лучше, чтобы сварочные работы с дюралюминием выполнял человек опытный. Если же у вас возникла потребность соединить детали из этого сплава, вам доведется учитывать некоторые нюансы, подробнее о которых далее.
Инструкция по сварке алюминия аргоном для начинающих
Во время работы с алюминием всегда необходимо следить внимательно, как расходуется аргон, и выполнять все требования технологии. Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь. Далее, процесс выполняется точно так же, как и при использовании распространенной сварки. В правой руке оператора размещается горелка агрегата, а в левой — алюминиевая проволока, которую нужно подбирать, учитывая особенности материала.
После нажатия кнопки включается ток и начинает подаваться газ. Дуга появится между металлом и сварочным электродом. Благодаря ей происходит плавление края детали и проволоки. Сварочный шов формируется непосредственно на этом этапе.
Для опытных сварщиков такой процесс не представляет никакой сложности. Технология свою эффективность доказала уже давно. Начинающим сварщикам для получения сварки достойного качества придется потренироваться.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Сварка в домашних условиях
Сварка дюралюминия в домашних условиях непростой и трудоемкий процесс. Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Для сварки дюрали в домашних условиях необходимо использовать специальное устройство, которое повысит частоту переменного тока. В бытовой сети этот показатель существенно ниже необходимого.
Удобным вариантом для сварки является ацетилен-кислородная горелка, так как температура плавления алюминия ниже, чем температура пламени. Однако это отражается на качестве шва — при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Более удачным вариантом является водородно-кислородная горелка. Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Сварка дюралюминия в домашних условиях является не самым надежным вариантом даже при наличии специальных знаний и оборудования. При необходимости качественных швов лучше обратиться к специалистам.
С чего начать?
Начинают сварочные работы с подготовки заготовок. С металлической поверхности тщательно счищают различные загрязнения и обезжиривают. Работать можно наждачной бумагой различной зернистости или металлической щеткой. Жиры эффективно устраняются посредством ацетона или растворителя. После зачистки и обезжиривания следует заняться кромками, на месте которых в дальнейшем будет располагаться шов. Если окажется, что ваши заготовки с краями более 4 мм., то их нужно немного скосить. Оптимальным считается угол не более 35 градусов.
Второй шаг
На данном этапе наносят флюс. Важно, чтобы он участок сваривания покрывал равномерно. Чтобы предотвратить деформирование металла, его вначале подвергают медленному и постепенному подогреву. В конце процедуры подогревают сам шов. Соединение, которое у вас образуется, будет покрыто шлаком. Его нужно аккуратно сбить. Данной рекомендацией не стоит пренебрегать, поскольку под шлаком очень часто трещины. В итоге соединение будет иметь очень низкую стойкость к нагрузкам.
Особенности во время сварки алюминия
Свариваемые детали из алюминия в большинстве случаев имеют относительно тонкие стенки. Именно такое обстоятельство является основной проблемой при выполнении работ. Во время сварки чаще всего превышают допустимую температуру воздействия на металл. Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
При высокотемпературной обработке на алюминии появляется оксидная пленка. Она может расплавиться только при 2050°С. При этом алюминий начинает менять свое состояние уже после 650°С. В связи с этим от оксидной пленки при выполнении работ нужно избавляться. Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
Процесс сварки алюминия сегодня выполняется при использовании мягкой проволоки и аргона. Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
О достоинствах
Несмотря на то что технология сварочных работ довольно сложная, если вы все сделаете правильно, то в итоге получите ровный и качественный шов. Преимущество данного сплава в том, что при довольно небольшой массе он может выдержать большую нагрузку. Судя по многочисленным отзывам, довольно популярной считается сварка дюралюминия аргоном. Также соединение можно осуществить с применением полуавтомата. Выбор наиболее оптимального варианта зависит уже от мастера. Как утверждают опытные сварщики, имея дело с этим сплавом, никогда не возникает проблем с выбором электродов. Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
Сварка тонкого металла. Особенности и практические рекомендации
Сварка тонкого металла вызывает большие трудности у начинающих сварщиков и мастеров-любителей. Но чесно говоря, я долго сомневался, нужно ли писать статью на эту тему. Дело в том, что, чтобы осветить тему сварки тонкого металла, потребуется создание целого видеокурса или даже нескольких. Я не знаю, как эту тему можно раскрыть в статье. Тем более, что читать на эту тему не так эффективно, как смотреть видео и повторять увиденное.
Тем не менее, я понимаю, что начался строительный сезон, и многим нужно варить сейчас, а не ждать моих уроков. Поэтому, я всё же что-то попытаюсь прояснить на эту тему.
Итак, основная проблема при сварке тонкого металла — это очень тонкая грань между прожогом металла и прилипанием электрода. Иногда вместо прилипания электрода случается другая проблема — такой дефект, как непровар. Если сварочный ток чуть выше и/или сварщик задерживает электрод в одной точке, то наступает прожог металла насквозь, т.е., дырка. Если же сварочный ток чуть ниже, то получается или непровар и детали попросту отваливаются, или же электрод прилипает к свариваемым деталям. Кроме того, на малых токах даже при незначительном увеличении зазора между электродом и тонким металлом детали, дуга сразу же обрывается. Что делать?
Сварка тонкого металла требует тщательного подбора параметров сварки
Собственно, ответ кроется в названной проблеме — более тщательно сварке тонкого металла скорость движения электрода и длину дуги. Как говорится, «ловкость рук и никакого мошеннства».
Но в этом и заключаются сложности для начинающих сварщиков, т.к. на начальном этапе сварки трудно понять, какой сварочный ток наиболее оптимален, чтобы не наделать дырок, но при этом достаточно проварить тонкий металл для надёжного соединения. И без долгой практики в сварке трудно определить и поддерживать правильную скорость движения электрода и правильную длину дуги.
Но если бы дело было только в этом, то это было бы слишком просто!
Дело в том, что сварка тонкого металла требует подготовки кромок к сварке, а также есть наиболее предпочтительные виды сварных соединений и нежелательные, которые можно использовать лишь в случае крайней необходимости. Также это всё зависит от конкретной толщины металла — ведь понятие «тонкий» очень относительное. И, конечно, влияет пространственное положения шва и особенности конкретного сварного соединения. Основы сварки я рассказал, а остальное уже дело частного случая — нужно разбирать различные конкретные ситуации.
Я и дальше постараюсь раскрыть эту тему, но пока у вас есть, что делать — займитесь более точным сварке тонкого металла и уделите масимальное внимание скорости движения электрода и длине дуги. И особенно равномерности движения электрода и постоянству дугового зазора!
В комментариях напишите, что у вас получилось.
Понравилась статья? Тогда обязательно нажмите социальные кнопки
Ещё по теме:
Ошибки при выполнении сварочных швов
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Определение того, что такое «штурмовое оружие» — очень спорный вопрос.
После убийств в школах во Флориде на прошлой неделе сторонники контроля над огнестрельным оружием в некоторых штатах начали движение к запрету так называемого штурмового оружия.
Тем не менее, что именно представляет собой «штурмовое оружие», является спорным вопросом и вызывает раздражение у некоторых защитников оружия. Фактически, многие крупные оружейные группы считают «штурмовое оружие» выдуманным и двусмысленным термином, изобретенным антиоружийным лобби в 1980-х годах, утверждая, что оружие на самом деле не «нападает» на людей.
Тем не менее, традиционное определение «штурмовой винтовки» в оружейной промышленности — это оружие, которое обычно используют военные, и которое имеет «возможности выбора огня» или возможность переключения между полуавтоматическим или полностью автоматическим режимом. Однако гражданские AR-15 не имеют возможности выбора огня, только полуавтоматические настройки, поэтому производители огнестрельного оружия настаивают на том, что это не штурмовая винтовка или штурмовое оружие.
Дордон Брэк снимает со стойки полуавтоматический AR-15, который продается в Good Guys Guns & Range 15 февраля 2018 года в Ореме, штат Юта.
Getty Images
Для ясности, однако, федеральное правительство обычно ссылается на оружие военного типа, способное стрелять несколькими выстрелами, полуавтоматическим или полностью автоматическим.
Несмотря на это, разногласия по поводу винтовки в стиле AR-15 проистекают из ее широкого использования в некоторых из самых массовых расстрелов в стране.
Оружие AR-15, используемое обвиняемым стрелком Николасом Крузом в средней школе в Паркленде, штат Флорида, является полуавтоматической версией американского оружия.винтовка M-16 и была включена в десятилетний запрет, подписанный президентом Биллом Клинтоном в 1994 году. Этот закон также запрещал полуавтоматическое оружие, используемое в других массовых стрельбах, включая бойню 1 октября в Лас-Вегасе и Съемки 2012 года в Ньютауне, Коннектикут.
Национальный фонд стрелкового спорта, торговая ассоциация индустрии огнестрельного оружия, указывает на своем веб-сайте, что «AR» на самом деле не означает штурмовую винтовку или автомат, а восходит к 1950-м годам и относится к компании, которая разработала это оружие. система, Armalite Rifle.
«Винтовки типа AR-15 НЕ являются« штурмовым оружием »или« штурмовыми винтовками », согласно веб-сайту NSSF.« Штурмовая винтовка полностью автоматическая — это пулемет. Автоматическое огнестрельное оружие было строго запрещено гражданским владением с 1934 года ».
NSSF добавила:« Винтовки типа AR-15 выглядят как военные винтовки, такие как M-16, но действуют так же, как другое полуавтоматическое гражданское спортивное огнестрельное оружие, стреляя только один выстрел при каждом нажатии на спусковой крючок ».
В законах об оружии штатов также обычно есть разные определения штурмового оружия или штурмовой винтовки, и это часто меняется, когда законодатели стремятся закрыть то, что они считают лазейками.
Например, в этом году в Калифорнийские законы об оружии были внесены изменения, так что некоторые винтовки AR-15 с так называемыми пулевыми кнопками больше не подпадают под действие предыдущего запрета на штурмовое оружие и теперь должны быть изменены. Однако законным владельцам разрешается оставить оружие себе, если они его зарегистрируют.
В Огайо также предлагается закон, ограничивающий AR-15. Губернатор штата-республиканец Джон Кэсич заявил в воскресенье, что хочет найти способ ограничить продажи «проклятого бога AR-15», но закон также может повлиять на продажу всего полуавтоматического оружия в штате.
Национальная стрелковая ассоциация отклонила запросы на интервью, но на своем веб-сайте она защищает AR-15 как «наиболее часто используемые винтовки в соревнованиях по стрельбе, тренировках и защите дома». В нем также говорится, что сегодня более 15 миллионов AR-15 принадлежат американцам.
В законопроекте штата Огайо штурмовое оружие определяется как «автоматическое огнестрельное оружие, которое не приводилось в постоянное рабочее состояние, полуавтоматическое огнестрельное оружие, способное принимать съемный магазин с возможностью приема десяти или более патронов, и полуавтоматическое огнестрельное оружие с фиксированный магазин на десять и более патронов.»
В то же время на законодателей Флориды оказывается большее давление, чтобы они приняли закон об оружии. Предыдущие попытки после массовой стрельбы в 2016 году в ночном клубе Pulse в Орландо потерпели неудачу.
Федеральный запрет на штурмовое оружие 1994 года, официально известный как Общественная безопасность Закон о защите от использования огнестрельного оружия в развлекательных целях был принят как закон о борьбе с преступностью и определил более десятка конкретных моделей огнестрельного оружия, включая Colt AR-15, которые были определены как полуавтоматическое штурмовое оружие.Он также определил термин по особым характеристикам, таким как способность принимать съемный магазин и по определенным косметическим характеристикам.
Тем не менее, запрет 1994 года также исключил полуавтоматические винтовки, которые не могли принять съемный магазин, вмещающий более пяти патронов, а также около 650 ружей, которые считались в основном используемыми в охотничьих и развлекательных видах спорта, включая Browning, Remington и Береттас.
После смертельной стрельбы в Ньютауне в начальной школе Сэнди-Хук демократы предприняли попытку пройти еще один запрет на использование штурмового оружия, но она потерпела неудачу.Закон об оружии 2013 года запретил бы почти 160 видов огнестрельного оружия и дополнительно определил, что представляет собой «полуавтоматическое штурмовое оружие». Более того, он также запретил бы детали или устройства к огнестрельному оружию, которые увеличивали скорость стрельбы из полуавтоматической винтовки.
Почему ваш полуавтоматический пистолет заклинивает
Начав скромно, эта команда молодых стрелков из «down da bayou» выросла до одних из лучших стрелков в штате.
Каждый раз, когда мы проводим курс по скрытому огнестрельному оружию — а мы проводим по крайней мере один урок каждый месяц — кто-то собирается подойти ко мне или моему помощнику инструктора и попросить нас проверить его или ее полуавтоматический пистолет, потому что он держит « заклинивание.«Для целей этого упражнения мы будем предполагать, что ружье находится в хорошем рабочем состоянии и относительно чистое.
Существует несколько различных способов «заклинивания» полуавтомата, и если вы считаете, что разбираетесь в огнестрельном оружии и делаете такое заявление эксперту, он сочтет вас новичком, потому что «заклинивание» на самом деле является результат нескольких различных реакций на механические воздействия, происходящие в пистолете. Вы должны знать их и уметь правильно их описать. Эксперт не только сможет лучше разобраться в проблеме, но и мгновенно повысит свою оценку вас как стрелка как минимум на несколько ступеней.
Наиболее частую из этих неисправностей полуавтоматического пистолета можно описать как одно из трех событий:
• Неспособность кормить. Пуля не проходит должным образом из магазина в патронник, и затвор закрывается лишь частично. Когда это происходит, когда патронник частично открыт или затвор неправильно зафиксирован в задней части патронника, пистолет считается «разряженным». Это часто приводит к тому, что направляющая штанга для затвора заметно выступает из передней части пистолета.
• Отказ от извлечения. Пуля выстрелила, но экстрактор не вытащил выстреленную гильзу из патронника. Из-за этого нельзя было подать еще один снаряд в патронник. Иногда это приводит к «двойной подаче», при которой выпущенный снаряд все еще находится в патроннике, а боевой патрон вынимается из магазина и прижимается к выпущенному снаряду. Ружье разряжено при частично открытом затворе. Магазин может застрять и не упадет.
• Невозможность выброса. Застрявший гильза вытаскивается из патронника, но не выталкивается полностью, в результате чего затвор частично открывается на пустом гильзе.Иногда корпус захватывается салазками и удерживается в вертикальном положении, пустой корпус направлен вверх, как металлический дымоход печи, что приводит к прозвищу «дымоход».
Если брать их поодиночке, то Отказ подачи можно обычно отнести к нескольким причинам — грязному патроннику, из-за которого патрон не садится должным образом, или повреждению кромки магазина, из-за чего патрон смещается при захвате. вверх по горке и переносится в камеру.
Вероятно, наиболее частой причиной этой неисправности является «езда на салазках», т.е.е., удерживая ползун во время движения вперед, уменьшая его скорость. Затвор не имеет достаточного поступательного движения для правильной посадки пули, и ружье будет «разряжено» или не полностью закрыто.
На всех полуавтомобилях потяните салазки полностью назад и отпустите. Для правильной посадки пули в патроннике затвор должен быстро, даже резко, перемещаться в переднее положение.
Неудача при извлечении обычно может быть связана с одной из нескольких причин — грязная камера (или грязный гильза) заставляет трение удерживать гильзу с большей силой, чем может применить экстрактор, и пустой гильза остается в патроннике.Другой причиной может быть поврежденный экстрактор — обычно это устройство в форме когтя, которое зажимает нижний край корпуса и вытягивает его из камеры движением затвора назад. Еще одна распространенная причина называется «хромота запястья».
Неудача при извлечении может иметь несколько причин. Это может быть поврежденный или неисправный эжектор — это деталь, которая расположена ближе к концу обратного пути выстрелившего снаряда и заставляет его с некоторой силой вылетать из экстрактора, заставляя его отлетать от пистолета.Другая, гораздо более распространенная причина — это «хромота на запястье».
Почему ваш пистолет «заклинивает»
Посмотрим. Я отметил три типа «заторов» и семь причин этой серии действий, причем один из них повторялся дважды.
Из всех причин, по которым пистолет «не работает» (правильная терминология для того, что в общих чертах обозначается как «заклинивание»), одной из наиболее распространенных является «езда на затворе», когда патрон не устанавливается должным образом. . Затвор не фиксируется вперед (пистолет «разряжен»), и пистолет не стреляет.
Абсолютно самой частой причиной неисправности является слабый захват («слабое запястье»), из-за которого механическое действие не срабатывает. Пистолет скользит в руке стрелка, затвор перемещается только частично назад, с коротким ходом, вместо того, чтобы полностью перемещаться к задней части направляющих. После этого пистолет не может извлечь или выбросить.
Когда студент приходит к нам с жалобой на то, что его оружие сильно «заклинивает», мы обычно можем отнести проблему к неправильному захвату.
Иногда рассматриваемый пистолет находится на нижнем конце экономической шкалы, и, рискуя задеть их чувства, мы спрашиваем их, действительно ли они хотят доверить свою жизнь куску хлама, ради которого они слишком часто заплатили непомерную цену.
Но если отвлечься и проповедовать о юнкерских ружьях, мы возьмем ружье, воткнем в него полностью заряженный магазин и почти всегда без сбоев пустим магазин в цель.
Вращая и протягивая сбитому с толку ученику его теперь уже пустой пистолет с задвижкой, мы скажем ему, к великой радости его приятелей: «Ты« вяло »ружье».
Полуавтоматический пистолет работает с отдачей, не так ли? Задний «толчок» выстреливаемого снаряда заставляет затвор двигаться назад.Когда затвор движется назад, инициируется несколько действий, чтобы сделать оружие снова готовым к стрельбе.
По мере того, как снаряд стреляет и пуля выходит из ствола, клешневидный экстрактор вытягивает гильзу из патронника, отрывая ее назад при движении затвора назад. При движении назад эжектор выталкивает его наружу и от экстрактора, заставляя его выскакивать из затвора и очищать пистолет.
Затвор продолжает движение назад до тех пор, пока очень мощная возвратная пружина, сжимаемая задним толчком затвора, накапливает энергию, которая преодолевает движение затвора назад и заставляет его вернуться в другом направлении.Когда затвор продвигается вперед, он подбирает свежую необожженную гильзу и выталкивает ее из выступов магазина, поднимаясь по трапу подачи и попадая в патронник.
Затвор фиксируется в переднем положении, пушка взведена, и она снова готова к стрельбе. Вам нужно только нажать на курок, чтобы начать последовательность заново.
Ружье работает на отдачу? Следовательно, у вас должна быть прочная платформа для стрельбы из пистолета, иначе вы сведете на нет эффект отдачи. Вы заставляете пистолет не работать — это не вина пистолета!
У любого пистолета могут быть механические проблемы, которые могут привести к сбою в работе, но спросите любого инструктора на любом стрельбище в любом месте, в чем основная причина того, что полуавтоматические пистолеты не работают, и он неизменно усмехнется и скажет «хромает запястье».”
На самом деле вы должны управлять спусковым крючком полуавтоматического пистолета иначе, чем револьвера. Вы используете кончик пальца, чтобы стрелять из полуавтоматического оружия, а не полный палец, необходимый для управления более длинным спусковым крючком револьвера.
Если ваш пистолет является полуавтоматическим пистолетом только двойного действия, вам может потребоваться сила полного пальца для более длительного нажатия на спусковой крючок. Как и во всех советах и приемах, есть исключения, и это одно из них. Вы должны попрактиковаться в обращении с оружием и изучить спусковой крючок.
Двумя наиболее важными принципами стрельбы для точности являются регулировка прицела и управление спусковым крючком; вы узнаете и то и другое, регулярно стреляя из пистолета.
Самое важное, что вы можете делать, — это практиковаться; Часто стреляйте в безопасной обстановке, например на стрельбище, и сосредоточьтесь на улучшении своих навыков, а не просто нажимайте на спусковой крючок и сжигая патроны. Эта практика может когда-нибудь спасти вам жизнь.
ПРИСОЕДИНЯЙТЕСЬ К КЛУБУ, получите неограниченный доступ за 2,99 доллара в месяц
Станьте самым информированным спортсменом, которого вы знаете, с членством в журналах Louisiana Sportsman Magazine и LouisianaSportsman.com.
6 лучших автопроизводителей видео, о которых следует знать
24 марта 2021 г. • Проверенные решения
Убедительные видеоролики из социальных сетей находят отклик у пользователей, и это отличная новость. Тем не менее, есть несколько брендов, которые изо всех сил пытаются заявить о своем присутствии на платформах социальных сетей. Им не хватает навыков создания профессиональных высококачественных видеороликов, поэтому они представляют свой бренд в социальных сетях.
С появлением новейших технологий в последнее время доступно несколько ресурсов, которые сделают процесс редактирования видео простым и управляемым. Многие владельцы малого бизнеса часто задаются вопросом, есть ли какие-либо инструменты для автоматического редактирования видео, поскольку им не хватает навыков редактирования видео. Ознакомьтесь с некоторыми функциями автоматического создания видео, которые помогут вам в процессе редактирования.
Лучший автоматический видеоредактор — Filmora9 Business
Если вы хотите легко редактировать бизнес-видео, здесь мы рекомендуем использовать Filmora9 Business.Даже с ограниченным бюджетом вы все равно можете быстро снять видео о продукте / бренде. Он поддерживает видео с водяными знаками и изменяет соотношение сторон видео на 1: 1, 16: 9, 9:16 или настраивает видео для социальных сетей. Вы также можете использовать бесплатные визуальные эффекты / изображения / аудио, чтобы сделать ваше видео идеальным. Загрузите его сейчас, чтобы попробовать!
Автоматическое редактирование видео
1. Рокетий
Rocketium — это автоматический создатель видео, который предлагает маркетологам в социальных сетях и малому бизнесу облачную платформу вместе с автоматическими пользовательскими решениями (API) для создания видео в большом масштабе.Это программное обеспечение для автоматического редактирования видео интегрировано со встроенными темами, искусственным интеллектом, инструментами настройки, функцией мгновенного предварительного просмотра и многим другим. Rocketium делает редактирование видео приятным и стремится предоставить пользователям понятное решение для создания видео. Особенности Rocketium:
Характеристики:
- Он предлагает встроенную функцию преобразования статей в видео.
- Запишите и загрузите собственное видео и добавьте поддержку голоса за кадром
- Для использования Rocketium не требуются технические знания или опыт проектирования.
- Поставляется с более чем 200 шаблонами и темами
- Предлагает широкий выбор настроек брендинга с возможностью импорта логотипа и набором цветовой палитры, музыки, шрифтов, заставок и вступлений.
- Более 2 миллиардов стоковых изображений, музыкальных треков и видеоклипов без лицензионных отчислений с сайтов Pixabay, Pexels, Storyblocks, Soundstripe, Wikimedia и Shutterstock
- Позволяет создавать видео в альбомной, портретной и квадратной ориентации для мобильных устройств, настольных компьютеров и вкладок.
- Автоматический перевод на более 100 языков и позволяет вам общаться с аудиторией по всему миру
2.Magisto
Magisto — это программа для автоматического создания видео, основанная на искусственном интеллекте, которая делает его умным и мощным. Это программное обеспечение создано как надежный персональный видеопроизводитель, работающий круглосуточно и без выходных, благодаря своей способности сделать процесс редактирования видео полуавтоматическим. Это поможет вам эффективно создавать привлекательные и непревзойденные видеоролики о продуктах и маркетинговые ролики в огромных масштабах. К функциям полуавтоматического видеомейкера Magisto относятся:
Характеристики:
- Magisto предлагает множество тем
- Выберите стиль редактирования и саундтрек из библиотеки Magisto
- Инструмент для полуавтоматического редактирования видео на базе искусственного интеллекта
- Добавьте логотипы и подписи
- Редактировать и переставлять сцены
- Неограниченное количество скачиваний фильмов в формате HD
- Премиум стили редактирования
- Создавайте более длинные фильмы в уникальном деловом стиле
- Музыка, имеющая коммерческую лицензию
3.Пруд5
Pond5, автоматический производитель видео, является крупнейшим мировым рынком видеоконтента, помогая создателям, режиссерам и продюсерам всевозможными инструментами редактирования и вдохновением для улучшения своих видео. Благодаря революционным функциям, таким как визуальный поиск видео и интеграции с основными программами для редактирования видео, Pond5 каждый день трансформируется, чтобы упростить эти функции. Особенностью Pond5 являются-
Характеристики:
- Предлагает бесконечные свитки
- Функции перетаскивания
- Возможность расширенного поиска
- Несколько готовых шаблонов и клипов Pond5
- Анимированные тексты с вашими собственными шрифтами и цветами
- Идеальные саундтреки, соответствующие визуальному оформлению
- Разместите свой логотип прямо в видео для брендинга без стресса.
4.Muvee
Создатель аудио-видео Muvee — одно из лучших программ для редактирования видео, которое является отличным инструментом для создания видео и слайд-шоу. Это также программа для создания DVD, и она проста в использовании. Особенности Muvee:
Характеристики:
- Замечательный и недорогой ярлык для добавления музыки, движения и эффектов к видео и фотографиям.
- Автоматически редактирует ваши видеоклипы и устанавливает их на музыку
- Автоматическая обрезка и масштабирование
- Легко делиться своими видео
- 10 различных макетов меню
5.ЖИЗНЬ.ФИЛЬМ>
LIFE.FILM — это автоматический видеопроизводитель, который автоматически записывает лучшие моменты из видео для создания короткого видеоклипа. Особенности этого инструмента для редактирования видео:
Характеристики:
- Это автоматический создатель видео
- Волшебно снимает каждый день и превращает его в видео
- Искусственный интеллект для анализа лучших моментов видео и превращения их в видео
- Просто загрузите видео вашего тура или прогулки и расслабьтесь, поскольку редактор автоматически редактирует видео, чтобы выделить лучшие моменты
- Создайте фильм за 20-30 минут и поделитесь им в социальной сети.
6.MAGIX Fastcut
MAGIX Fastcut — это простая в использовании программа для редактирования видео, которая предлагает автоматическую оптимизацию, яркие шаблоны редактирования и различные эффекты. MAGIX Fastcut позволяет полностью сосредоточиться на путешествии, не беспокоясь о смазывании изображений или любых других параметрах настройки видео.
MAGIX Fastcut. Создавайте видео действий! Получите программное обеспечение в магазине MAGIX БЕСПЛАТНО!
Особенности этого инструмента автоматического редактирования видео:
Характеристики:
- Оптимизированный звук и стабилизированные изображения
- Набор кинематографических шаблонов и эффектов
- Простая функция замедленного воспроизведения
- Прямая загрузка видео из программного обеспечения
- Идеальные параметры настройки звука
- Легко корректируются широкоугольные искажения
Как автоматически редактировать видео с помощью Magisto
Magisto, будучи одним из самых надежных программ, позволяет автоматически редактировать видео.Но знаете ли вы, как Magisto редактирует видео автоматически? Ознакомьтесь с шагами, чтобы легко его усовершенствовать —
Шаг 1. Откройте его, чтобы зарегистрироваться
Во-первых, зарегистрируйтесь в Magisto, чтобы перейти к следующим шагам. Вам просто нужно посетить страницу Magisto и зарегистрироваться.
Шаг 2. Загрузите изображение или видео
Этот инструмент автоматического редактирования видео позволяет загружать видео и изображения прямо из программного обеспечения. Вы также можете загружать файлы видео и изображений с диска и Google Фото.После загрузки начните процесс редактирования.
Шаг 3: выберите стиль редактирования
Вы можете найти ряд бесплатных стилей, узоров и шаблонов для редактирования. Некоторым тоже могут заплатить. Выберите стили редактирования в соответствии с вашим выбором и бюджетом. Вы также можете установить интенсивность эффектов. Когда для вашего видеоклипа настроен правильный эмоциональный резонанс, вы можете заранее выбрать правильную музыкальную композицию.
Шаг 4. Добавьте музыку
Музыка и звук — это самые важные вещи, без которых видео может быть не таким интересным.Загрузите песни из библиотеки автоматического создания видео Magisto или выберите свои собственные. Музыка автоматически синхронизируется с видео, которое вы отредактировали. Вы даже можете установить темп и настроение песни, которую хотите использовать.
Шаг 5. Добавьте заголовок для предварительного просмотра
Когда ваш видеоклип находится на стадии пост-обработки со всеми эффектами, переходами и музыкой, добавьте заголовок, чтобы поделиться своей историей с аудиторией.
Заключение
Существует несколько инструментов для автоматического редактирования видео, но вам нужно выбрать правильный, чтобы выделить ваше видео среди остальных и усилить идентичность вашего бренда с помощью видео-оружия.Попробуйте использовать Filmora9 Business, чтобы легко создавать бизнес-видео.
Лиза Браун
Лиза Браун — писательница и любительница всего видео.
Подписаться @Liza Brown
(PDF) Интерактивный инструмент для ручного, полуавтоматического и автоматического аннотирования видео
5. Заключение
В этой статье, руководствуясь ограничениями существующих инструментов аннотации
, мы разработали iVAT, инструмент для интерактивного, полуавтоматический —
Математическая и автоматическая аннотация видео, которая объединяет компьютерные алгоритмы машинного зрения
, специально разработанные для работы в интерактивной
и инкрементной среде.Интеграция полуавтоматического режима
и автоматического аннотирования вместе с пошаговым обучением
делает инструмент гибким и подходящим для различных областей применения.
Были представлены и обсуждены количественные и качественные оценки предлагаемого инструмента
. Мы сравнили человеческие усилия
, необходимые для аннотирования элементов, содержащихся в видео домена, с
, используя все три метода, доступные в инструменте: ручной, полуавтоматический,
,автоматический и автоматический.Инструмент способен уменьшить среднее соотношение вмешательств человека
по крайней мере на один порядок
по сравнению с полным ручным режимом аннотации. Было проведено количественное
и качественное сравнение с ViPER-GT, современным инструментом аннотации
. Результаты показывают, что iVAT
превосходит ViPER-GT с точки зрения удобства использования системы и количества требуемых взаимодействий. Наконец, мы подчеркнули, как инструмент
позволяет создавать крупномасштабные аннотированные наборы данных.
Инструмент был разработан с использованием библиотек C / C ++, Qt для графического интерфейса пользователя
и библиотек Open CV для алгоритмов компьютерного зрения. Библиотеки Qt
делают инструментальную платформу независимой и также доступны
в качестве мобильного приложения. Кроме того, модульность инструмента
упрощает интеграцию новых модулей компьютерного зрения
, что способствует его расширению. Инструмент доступен он-лайн по телефону
на веб-странице проекта [20].
В качестве будущей работы мы планируем расширить инструмент аннотации, включив в него
, автоматическое и полуавтоматическое обнаружение действий, и мы
планируем проверить эффективность инструмента на других доменах приложений
.
Ссылки
[1] Д. Михальчик, Д. Доерманн, Дизайн и реализация Viper (2003).
[2] К. Али, Д. Хаслер, Ф. Флёре, Flowboost: внешний вид учится на скудно аннотированных видео
, в: Конференция IEEE 2011 по компьютерному зрению и образцам
Распознавание (CVPR), 2011, стр. 1433 –1440.
[3] Дж. Юэн, Б. Рассел, К. Лю, А. Торральба, Labelme video: создание базы данных видео
с человеческими аннотациями, в: 2009 12-я Международная конференция IEEE по компьютерному зрению
, 2009, стр. .1451–1458.
[4] И. Кавасидис, С. Палаццо, Р. Ди Сальво, Д. Джордано, К. Спампинато, полуавтоматический инструмент
для обнаружения и отслеживания генерации наземной истины в видео,
в: Proceedings of the 1-й международный семинар по визуальным интерфейсам для
Собрание наземной истины в приложениях компьютерного зрения, ACM, 2012, стр. 6: 1–
6: 5.
[5] А. Амбардекар, М. Николеску, С. Даскалу, Инструмент наземной проверки достоверности (GTVT)
для систем видеонаблюдения, в: ACHI’09, Вторая международная конференция
по достижениям в области взаимодействия компьютеров и человека, 2009, IEEE, 2009, стр.354–359.
[6] А. Яо, Дж. Галл, К. Лейстнер, Л. Ван Гул, Интерактивное обнаружение объектов, в: 2012
Конференция IEEE по компьютерному зрению и распознаванию образов (CVPR), IEEE,
2012, стр. 3242–3249.
[7] С. Бьянко, Г. Чокка, П. Наполетано, Р. Скеттини, Р. Маргерита, Г. Марини, Г.
Джанформе, Г. Панталео, Полуавтоматический инструмент аннотации для видео готовки,
Обработка изображений: приложения машинного зрения VI, vol. 8661, SPIE, 2013, стр.
866112.
[8] Т. Д’Орацио, М. Лео, Н. Моска, П. Спаньоло, П.Л. Маццео, Полуавтоматическая система
для наземной генерации видеопоследовательностей футбольных матчей, в: AVSS’09,
Шестая международная конференция IEEE по усовершенствованному видео и сигналам на основе
Наблюдение, 2009 г., IEEE, 2009 г., стр. 559– 564.
[9] К. Вондрик, Д. Паттерсон, Д. Раманан, Эффективное масштабирование краудсорсинга
видеоаннотации, Int. J. Comput. Видение 101 (1) (2013) 184–204.
[10] И. Кавасидис, С. Палаццо, Р. Сальво, Д. Джордано, К. Спампинато, Инновационная веб-платформа для совместной работы
для видеоаннотаций, Multimedia Tools
Appl. (2013) 1–20.
[11] И. Кавасидис, К. Спампинато, Д. Джордано, Генерация достоверных данных для объекта
Обнаружениево время онлайн-игры: продуктивная игра или отдых
работает ?, в: Конференция IEEE 2013 по компьютерному зрению и Pattern
Семинары по распознаванию (CVPRW), IEEE, 2013, стр. 694–699.
[12] А. Яо, Дж. Галл, К. Лейстнер, Л. Ван Гул, Интерактивное обнаружение объектов, в: 2012
Конференция IEEE по компьютерному зрению и распознаванию образов (CVPR), 2012,
стр. 3242 –3249.
[13] С. Бьянко, Г. Чокка, П. Наполетано, Р. Скеттини, Р. Маргерита, Г. Марини, Г.
Панталео, Распознавание действий при приготовлении пищи с помощью iVAT: интерактивное видео
инструмент аннотации, в : 17-я Международная конференция по анализу изображений и обработке
(ICIAP 2013), Конспект лекций по информатике, т.8157,
Springer, Берлин / Гейдельберг, 2013 г., стр. 631–641.
[14] Фреймворк Qt.
[15] Открытые библиотеки компьютерного зрения — opencv.
[16] А.Ф. Смитон, П. Овер, А.Р. Доэрти, Обнаружение границ кадра видео: семь
лет деятельности {TRECVid}, Comput. Vis. Image Understan. 114 (4) (2010)
411–418.
[17] Дж. Чокка, Р. Шеттини, Инновационный алгоритм для извлечения ключевых кадров при суммировании видео
, Дж.Обработка изображений в реальном времени. 1 (2006) 69–88.
[18] C.D. Мэннинг, Х. Шютце, Основы статистического естественного языка
Обработка, т. 999, MIT Press, 1999.
[19] Н. Сюй, Н. Ахуджа, Р. Бансал, Сегментация объектов с использованием разрезов графа на основе активных контуров
, Comput. Vis. Image Understan. 107 (3) (2007) 210–224.
[20] Веб-страница проекта iVAT.
[21] П. Виола, М. Дж. Джонс, Быстрое обнаружение объектов с использованием усиленного каскада простых функций
, в: 2001 IEEE Conference on Computer Vision and Pattern
Recognition (CVPR), 2001, pp.511–518.
[22] Р. Лиенхарт, Дж. Мейдт, Расширенный набор хааровидных функций для быстрого обнаружения объектов
, в: Int. Конференция по обработке изображений (ICIP), 2002, стр. 900–903.
[23] Н. Далал, Гистограммы ориентированных градиентов для обнаружения человека, в: Computer
Vision and Pattern Recognition (CVPR), 2005, pp. 886–893.
[24] S. Liao, X. Zhu, Z. Lei, L. Zhang, S.Z. Ли, Изучение многомасштабных блочных локальных двоичных шаблонов
для распознавания лиц, в: Международная конференция по биометрии (ICB),
2007, стр.828–837.
[25] А. Хашимото, Н. Мори, Т. Фунатоми, М. Мукуноки, К. Какушо, М. Мино,
Отслеживание пищевых материалов с изменением их внешнего вида при приготовлении пищи, в:
Международный симпозиум IEEE 2010 по мультимедиа (ISM), 2010, стр. 248–253.
[26] Б. Шиле, База данных для детального определения активности при приготовлении пищи,
в: CVPR ’12, Труды конференции IEEE 2012 года по компьютерному зрению и
распознавания образов (CVPR), 2012, стр.1194–1201.
[27] Й. Джи, Й. Ко, А. Шимада, Х. Нагахара, Р.-и. Танигучи, Распознавание жеста готовки
с использованием локальной функции и изображения глубины, в: Proc. семинара ACM
multimedia 2012 по мультимедиа для приготовления пищи и еды,
2012, стр. 37–42.
[28] Р. Кастури, Д. Гольдгоф, П. Соундарараджан, В. Манохар, Дж. Гарофоло, Р. Бауэрс, М.
Бунстра, В. Коржова, Дж. Чжан, Система оценки характеристик лица.
текст, а также обнаружение и отслеживание транспортных средств на видео: данные, показатели и протокол,
IEEE Trans.Pattern Anal. Мах. Intell. 31 (2) (2009) 319–336.
[29] К. ван Рейсберген, Информационный поиск, Баттерворт, 1979.
[30] Н. Лазаревич-Макманус, Дж. Ренно, Д. Макрис, Г. Джонс, Объектно-ориентированная сравнительная методология
для движения обнаружение на основе f-меры,
вычисл. Vis. Image Understan. 111 (1) (2008) 74–85.
[31] Дж. Брук, SUS: быстрая и грязная шкала удобства использования, в: P.W. Джордан, Б. Томас,
Б.А. Weerdmeester, I.L. Макклелланд (ред.), Оценка юзабилити в промышленности,
Taylor & Francis, London, 1996. documents / Suschapt>. Таблица 5 Прогнозирование ожидаемого времени для аннотирования различных размеров наборов данных в зависимости от количества пользователей. Запись, выделенная жирным шрифтом, соответствует времени, необходимому для аннотирования всей области приготовления пищи в принятой экспериментальной установке (т. Е. Задача параллельна для 9 пользователей). # Пользователи # Ограничивающие рамки для аннотирования 1 M 2 M 5 M 9.72 М 10 М 20 М 50 М 100 М 1 115: 55: 40 231: 51: 20 579: 38: 20 1126: 49: 05 1159: 16: 40 2318: 33: 20 5796: 23: 20 11592: 46:40 9 12:52:51 25:45:42 64:24:16 125: 12: 07 128: 48: 31 257: 37: 02 644: 02: 36 1288: 05: 11 54 а 2:08:49 4:17:37 10:44:03 20:52:01 21:28:05 42:56:10 107: 20: 26 214: 40: 52 2160 б 0:03:13 0:06:26 0:16:06 0:31:18 0:32:12 1:04:24 2:41:01 5:22:01 a Задача распараллеливается в видео-уровень. b Задача распараллеливается на уровне кадра. S. Bianco et al. / Компьютерное зрение и понимание изображений 131 (2015) 88–99 99 1 января Chase Ткач-качалка из графства Орлеан, Нью-Йорк, Либертарианская партия, также известный как порно актер Molly Smash загруженным два быстрых мигания, дабстеп-Tuned театрально-прицепы на канал PornHub. В видеороликах рекламировалось дешевое, неотслеживаемое, напечатанное на 3D-принтере, пластиковое, самодельное полуавтоматическое оружие.Потому что Ткач любит оружие, особенно нерегулируемое. А самодельные пистолеты сейчас так популярны. Люди изготавливают 3D-печатные пистолеты в домашних условиях с 2013 года. Раньше они были довольно низкотехнологичными и позволяли сделать один выстрел, прежде чем разобьются. Но за последние несколько лет они прошли долгий путь. Теперь вы можете печатать не отслеживаемые AR-15, AKM, полуавтоматические пистолеты и многое другое — без серийного номера, без регистрации, без проверки биографических данных. Однако до недавнего времени лучшее, что вы могли сделать с полуавтоматической винтовкой , такой как AR-15, — это распечатать на 3D-принтере нижнюю часть ствольной коробки (основная часть, которая регулируется как огнестрельное оружие).Пользователям по-прежнему приходилось покупать настоящие магазины, спусковые механизмы и стволы, чтобы завершить комплект и построить рабочее оружие. Это легко сделать, если вы живете в Америке, где большинство людей могут купить детали для оружия (без ствольной коробки) в Интернете. Но это проблема, если вы живете в стране со строгим контролем над оружием, например в Германии, где большинству людей нелегко купить необходимые запчасти. Все изменилось в марте, когда энтузиасты 3D-печати и огнестрельного оружия публично представили дизайн полностью самодельной полуавтоматической винтовки , которая не только отлично стреляет 9-мм патронами, но и достаточно прочна, чтобы выдерживать тысячи выстрелов.Они назвали это FGC-9, что означает «управление пушкой 9 мм». Большая часть пистолета напечатана на 3D-принтере, а остальная часть включает незаметные детали, доступные в строительных магазинах. Файлы содержат подробные инструкции, которые помогут любому, даже если у него нет технических знаний, создать свой собственный. Они объясняют, какой 3D-принтер купить, как отлить самодельные боеприпасы дома и как изменить металлическую трубку в спальне, чтобы превратить ее в ствол пистолета. Металл означает, что пистолет не может проскользнуть мимо металлоискателей, но это также означает, что владение им в США не повлечет за собой никаких последствий.S. Оружие, напечатанное на 3D-принтере, является законным, если его можно обнаружить с помощью металлоискателя. Если у вас уже есть 3D-принтер (рекомендуемый — около 250 долларов) и основные ручные инструменты, остальные инструменты для изготовления ствола стоят около 100 долларов, а после этого — около 100 долларов на расходные материалы для каждого пистолета. Для справки, Smith & Wesson M & P15 Sport (популярная винтовка среднего класса AR-15) стоит от 750 долларов с полки. Технически подкованный строитель мог сделать ФСК-9 менее чем за неделю.Кто-то без опыта мог бы изучить все, что ему нужно, и построить это за пару недель. Видео, которые Ткач загрузил на Pornhub, были вырезаны Алексом Холладей, который создавал контент для Deterrence Dispensed, большого группового чата, которым управляют несколько соавторов дизайна, включая дизайнеров FGC-9 — анонимного европейца, которого зовут Джей Старк или Джейкоб. и американец по прозвищу Иван Тролль. Джейкоб был движущей силой разработки FGC-9 и был показан в короткометражном документальном фильме британского журналиста Джейка Ханрахана Plastic Defense .Ивана, который разработал ствол и магазин для FGC-9, иногда называют представителем Deterrence Dispensed, и у него брали интервью о своих конструкциях оружия в Wired и New Republic. Они являются активными фигурами в пользовательском сабреддите огнестрельного оружия, хотя и не без возражений со стороны платформы: Ивана несколько раз отстраняли от Reddit, и он говорит, что потерял счет тому, сколько профилей он просмотрел, хотя, по его мнению, их больше десяти. Его также отстранили от Twitter в 2019 году после того, как сенатор.Роберт Менендес из Нью-Джерси, противник бесплатного распространения чертежей оружия для 3D-печати, написал письмо в Twitter, в котором призвал платформу запретить Ивану. С тех пор он вернулся под новым именем. Мне удалось установить настоящую личность Ивана и позвонить ему. Он не хотел, чтобы его настоящее имя использовалось, потому что, по его словам, он получал угрозы смертью в социальных сетях и не хочет, чтобы они доходили до его семьи, поэтому я буду продолжать называть его псевдонимом Иван. Ему 23 года, он окончил колледж в 2020 году по специальности «Информатика» и живет с родителями в Южном Иллинойсе. С фасада их дом похож на любой скромный серый загородный дом. Вдали у его семьи есть около 50 акров полей и леса, где у Ивана есть тир; внутри у него есть целая комната, посвященная разработке и печати оружия. Он вырос в дружелюбной к оружию семье на Среднем Западе и познакомился с 3D-печатью в классе средней школы. Когда он купил свой первый принтер, он не имел в виду оружейное дело.Он водит машину 30-летней давности и хотел сделать пластиковые детали, чтобы украсить внутреннюю отделку. Печатание оружия началось несколько лет спустя, когда он прочитал в Интернете о людях, печатающих нижние ствольные коробки AR-15. Ему потребовалось около пяти попыток, чтобы одна из них оказалась правильной, и на это у него ушло более 2000 раундов. Это вдохновило его заняться разработкой пистолета для 3D-печати, чтобы продвинуть технологию вперед. Он вступил в то, что он называет «бумом социальных сетей» в 2018 году, имея в виду, что 2018 год стал годом, когда 3D-печатное оружие вырвалось из нишевых кругов и привлекло значительное количество подписчиков в Интернете.Это произошло, когда печально известный дизайнер оружия, напечатанный на 3D-принтере, а ныне зарегистрированный сексуальный преступник Коди Уилсон из Defense Distributed (которому имя Deterrence Dispensed является дерзкой данью) урегулировал свой иск против правительства США, подтвердив аргументы, что файлы с оружием для 3D-печати могут быть распространяться как свобода слова без регулирования. Иван говорит, что он впервые общался с Джейкобом на Reddit и Twitter, где они столкнулись с одними и теми же толпами дизайнеров самодельного оружия. Джейкоб нанял Ивана, чтобы тот обучил его программному обеспечению компьютерного черчения, чтобы он мог спроектировать то, что в конечном итоге станет FGC-9.С тех пор они вместе работали над несколькими сборками, но Иван говорит, что они до сих пор не знают настоящих личностей друг друга. До середины января Deterrence Dispensed использовала зашифрованную чат-платформу Keybase, недавно приобретенную Zoom, в которой она выросла до почти 27 000 участников, хотя, по словам Ивана, лишь несколько тысяч активно участвовали. В начале года Keybase проинформировала Ивана о закрытии группы. В электронном письме мне представитель Keybase сообщил, что Политика допустимого использования Keybase была обновлена после приобретения Zoom, и компания определила, что Deterrence Dispensed больше не соблюдает ее.Политика запрещает контент, связанный с оружием, и инструкции по изготовлению оружия. 20 января группа Keybase была заблокирована, и Deterrence Dispensed перешла на новую платформу для самостоятельного чата. Но Иван говорит, что они были готовы к этому шагу — они знали, что Keybase меняет свою политику — большинство активных пользователей присоединились к новому чату, и их участие продолжается без ограничений. Цель чата — создать совместное сообщество дизайнеров и энтузиастов, которые не только будут продвигать методы домашнего оружейного дела, но и передать это оружие всем желающим.Иван говорит, что цель состоит не в том, чтобы у всех было оружие, а в том, чтобы у каждого была техническая возможность принять решение иметь оружие. Он является сторонником свободы оружия и считает, что у граждан должно быть оружие, чтобы защищаться и бороться с тиранией. Иван говорит, что у группы есть романтическая фантазия, что их проекты достигнут угнетенных групп, таких как уйгуры, которым грозит геноцид в Китае. Но эти конструкции также одобряются крайне правыми экстремистами в США, в том числе участниками движения Boogaloo, которые, по данным Wired, могут захотеть использовать огнестрельное оружие без отслеживания, чтобы избежать применения правоохранительных органов. Выпуск FGC-9, важная веха для коалиции по борьбе с сдерживанием, стал усовершенствованием модели AP-9, разработанной анонимным дизайнером, известным как Дервуд. В AP-9 используется ствол Glock и магазин. Но Иван создал версию журнала, напечатанную на 3D-принтере, в которой используется спиральная металлическая пружина. И он спроектировал самодельный ствол, вырезав спиральные канавки — нарезы, которые заставляют пулю вращаться — внутри металлической трубки с помощью электрохимической обработки, что может показаться сложным, но это относительно простое самостоятельное решение для травления стали с использованием соленой воды, электричества и медной проволоки. скрученный вокруг оправки, напечатанной на 3D-принтере.В Deterrence Dispensed есть полное руководство (на которое я не буду ссылаться). Оборудование было преобразовано в метрическую систему, чтобы ее можно было собирать за пределами США Иван сказал мне, что FGC-9 — самое простое, дешевое, доступное и надежное полуавтоматическое огнестрельное оружие, которое ему известно. Он показывает, что можно построить высокоэффективные полуавтоматические винтовки , , используя обычные инструменты. Конечно, для покупки пистолета в США требуется больше работы, чем поход в Cabela’s, но это достаточно просто, чтобы любой, кто хочет оружие и имеет мотивацию учиться, может построить его дома, в то время как тысячи людей в Интернете проводят их через этот процесс.Трудно представить, чтобы это можно было остановить, если не считать запрета на использование 3D-принтеров или металлических труб. Даже регулирование распространения дизайнов ничего не даст. Проекты распространяются с помощью блокчейна, поэтому нет центрального сервера, который нужно отключать. И проекты FGC-9 уже были просмотрены более 44 000 раз только на исходном сайте, на который они были загружены — они были воспроизведены в другом месте, неизвестно сколько людей. Это нестабильное время для владельцев оружия в Америке. 14 февраля, в третью годовщину стрельбы в школе Паркленда, президент Джо Байден призвал Конгресс принять более строгий контроль над огнестрельным оружием, включая запрет на штурмовое оружие.Будущее огнестрельного оружия в США может быть таким, в котором штурмовое оружие можно будет получить, только купив его на черном рынке или собрав дома. Последнее сейчас является жизнеспособным вариантом. При написании этой истории возникает этический вопрос: даю ли я платформу «Распространению сдерживания», которая потенциально может привести больше людей к опасному движению.Но у Ивана и его команды уже есть огромная платформа, что делает критическое освещение еще более важным. Шумиха распространяется не только на Pornhub и Reddit. FGC-9 обсуждался на неонацистских форумах в даркнете. «Без сдерживания» рассказывали в подкастах об оружии. А пользователи TikTok учат друг друга конструировать винтовки в домашних условиях, а некоторые видеоролики набирают миллионы просмотров. Это происходит независимо от того, освещают это такие журналисты, как я, — и, поскольку это происходит, люди должны знать об этом. «Нет никаких признаков того, что что-то останавливается. Проекты становятся все более амбициозными », — говорит Иван. В настоящее время группа работает над ФСК-9 второго поколения. Иван говорит, что это упростит изготовление ствола и затвора, а также улучшит эргономику и внешний вид оружия. Он почти готов, осталось доработать документацию и добавить несколько мелких деталей. Они ожидают, что в ближайшие несколько месяцев их дизайн будет представлен публике. Будущее время
это партнерство
Шифер
Новая Америка и
Государственный университет Аризоны
который исследует новые технологии, государственную политику и общество. Есть ли у шрама настоящее имя,
Cavallo Horse Boots Отзывы,
Меню метро Канады,
Цель коробки элитного тренера Путь Чемпиона Покемонов,
Цевье Caa Ak47,
Как приготовить ньокки из цветной капусты Торговца Джо,
Завтрак Тако Запеканка,
Лучший способ импортировать Rhino в Lumion, Общая цель SCP состоит в том, чтобы предоставить набор взаимосвязанных инструментов для обработки растров, чтобы сделать автоматический рабочий процесс и упростить классификацию земного покрова, что также могло бы выполняться людьми, основной областью деятельности которых не является дистанционное зондирование. Поиск и загрузка доступны для изображений ASTER, GOES, Landsat, MODIS, Sentinel-1, Sentinel-2 и Sentinel-3 . Напечатанная на 3D-принтере полуавтоматическая винтовка стала реальностью.
для QGIS
Подключаемый модуль полуавтоматической классификации (SCP) — это бесплатный подключаемый модуль с открытым исходным кодом для QGIS , который позволяет осуществлять контролируемую классификацию изображений дистанционного зондирования, предоставляя инструменты для загрузки, предварительной и постобработки изображений.