Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN

В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.

При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.

Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Устройство, способное мгновенно превратить полуавтоматическое оружие в пулемет, сеет хаос на американских улицах
Си-Эн-Эн —
Согласно анализу, предоставленному исключительно CNN, количество перестрелок с использованием автоматического оружия в США резко возросло в последние годы, что свидетельствует о возрождении использования автоматов преступниками.
С 2019 года количество случаев стрельбы из пулемета увеличилось примерно на 1400%.по прошлый год, согласно статистике, собранной компанией по обнаружению стрельбы, которая установила акустические датчики примерно в 130 городах США. Анализ показал, что только в прошлом году ShotSpotter, Inc. зафиксировала около 5600 случаев стрельбы из автоматического оружия.
Ранее не публиковавшиеся цифры дополняют растущее количество свидетельств того, что широкое распространение недорогих так называемых конверсионных устройств, известных как «автопереключатели» или «автопереключатели», способных в считанные мгновения превращать полуавтоматическое оружие в пулеметы, сеет хаос. на американских улицах.
на американских улицах.
В последние годы Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам резко увеличило изъятие конверсионных устройств с менее чем 100 в 2017 году до более 1500 в прошлом году.
CNN ранее сообщал об усилиях ATF в 2019 году по возврату того, что, как подозревали агенты, было тысячами таких устройств, незаконно ввезенных из Китая. По словам сотрудников правоохранительных органов, с тех пор 3D-принтеры только усугубили проблему.
«Со времен Сухого закона мы не видели, чтобы столько пулеметов использовалось для совершения преступлений», — сказал Том Читтум, который проработал более двух десятилетий в ATF и ушел в отставку с поста ее чиновника № 2, прежде чем в начале этого года стал руководителем ShotSpotter. .
.
По словам Читтума, законы об оружии фактически исключили автоматическое оружие с городских улиц на десятилетия. «Но теперь пулеметы вернулись, и они повсюду».
В последние годы автоматическое оружие использовалось в нескольких громких нападениях, включая массовую стрельбу в Сакраменто, штат Калифорния, в результате которой шесть человек были убиты и дюжина ранены, стрельбу в школе в Вашингтоне, округ Колумбия, в которой снайпер с автоматическими винтовками произвела шквал из более чем 200 выстрелов, ранив четырех, и убила хьюстонского полицейского Уильяма «Билла» Джеффри во время вручения ордера на арест в прошлом году. 30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием.
30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием.
Место массовой стрельбы перекрыто полицейской лентой 3 апреля 2022 года в Сакраменто, Калифорния.
Лю Гуангуань/Служба новостей Китая/Getty ImagesОбзор судебных исков в городах США, проведенный CNN, за последние годы выявил десятки дел, связанных с так называемыми конверсионными устройствами или полуавтоматическими пистолетами, уже переделанными в полностью автоматические.
В Чикаго человек, которого прокуроры назвали «успешным торговцем автоматами», якобы продолжал продавать устройства, находясь под залогом и ожидая суда. Было записано, как предполагаемый сообщник этого человека говорил тайному агенту ATF, представившемуся покупателем, что он получит лучшую цену, если купит оптом, и что он должен действовать быстро, потому что спрос высок.
Было записано, как предполагаемый сообщник этого человека говорил тайному агенту ATF, представившемуся покупателем, что он получит лучшую цену, если купит оптом, и что он должен действовать быстро, потому что спрос высок.
«Люди получат их переключатели», — сказал он агенту, согласно судебному заявлению. «Это достанется людям, которые хотят пойти и пострелять в некоторых людях, гангстерах и прочем дерьме».
Устройства, похоже, являются новым товаром на черном рынке. CNN проанализировал случаи, когда они якобы были проданы в социальных сетях, проданы тайно лицензированным торговцем оружием в Майами и оказались во владении предполагаемых торговцев наркотиками, распространяющих метамфетамин, фентанил и оксикодон.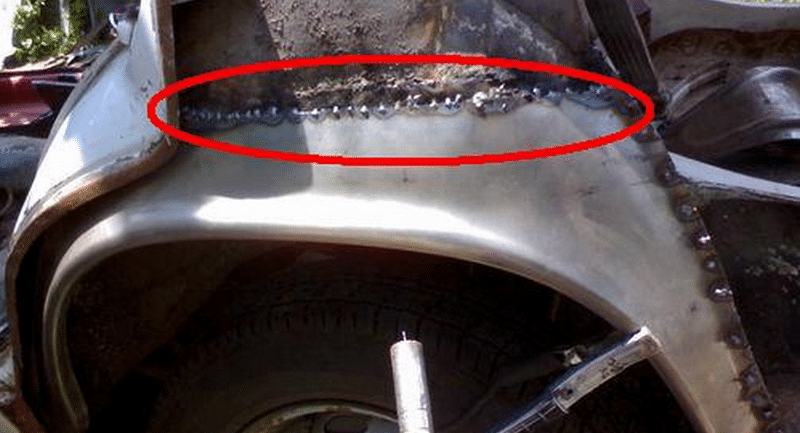 В Лос-Анджелесе человек, находящийся под следствием за снабжение членов местной банды оружием, якобы продал информатору ATF устройство для переоборудования Glock вместе с Glock 9.мм пистолет и магазин повышенной емкости. В Вашингтоне, округ Колумбия, следователи, разыскивающие молодого человека, который якобы бросил переделанный пистолет в мусорное ведро, когда подошла полиция, позже обнаружили на YouTube несколько видеороликов, в которых он читал рэп о «переключателях».
В Лос-Анджелесе человек, находящийся под следствием за снабжение членов местной банды оружием, якобы продал информатору ATF устройство для переоборудования Glock вместе с Glock 9.мм пистолет и магазин повышенной емкости. В Вашингтоне, округ Колумбия, следователи, разыскивающие молодого человека, который якобы бросил переделанный пистолет в мусорное ведро, когда подошла полиция, позже обнаружили на YouTube несколько видеороликов, в которых он читал рэп о «переключателях».
По словам Эрла Гриффита, начальника отдела технологии огнестрельного оружия и боеприпасов ATF, растущая доступность автоматических переключателей частично обусловлена простотой их изготовления с использованием дешевых деталей, напечатанных на 3D-принтере, и инструкций, доступных в Интернете.
«Это очень просто», — сказал Гриффит, который объяснил, как он научился использовать 3D-принтер для изготовления устройств на YouTube. «В первый раз я смог сделать это сам за 15 минут». Ниже объясняет Гриффит.
«В первый раз я смог сделать это сам за 15 минут». Ниже объясняет Гриффит.
Обзор CNN о YouTube, основанный на ключевых словах поиска, выявил несколько таких видео, которые в совокупности набрали более 1 миллиона просмотров. Одна группа обучающих видеороликов по автопереключателям, которые оставались в сети до августа, была связана с человеком, обвиненным в декабре федеральной прокуратурой Техаса в якобы изготовлении, хранении и передаче 3D-печатных переключателей. Он не признал себя виновным.
YouTube удалил видео после того, как CNN спросил о них. Представитель компании заявил, что YouTube не разрешает «контент, инструктирующий зрителей, как производить аксессуары, превращающие огнестрельное оружие в автоматический огонь, или продавать эти аксессуары на нашей платформе».
Гриффит сказал, что, несмотря на растущую распространенность устройств, многие сотрудники правоохранительных органов не знают, как распознать их на огнестрельном оружии, изъятом у преступников.
«Когда мы рассказываем им об этом, они возвращаются к своему хранилищу улик, смотрят, проверяют и находят это», — сказал он.
«Со времен сухого закона мы не видели, чтобы столько пулеметов использовалось для совершения преступлений».
Количественная оценка инцидентов, связанных с стрельбой из автоматического оружия, представляет собой сложную задачу. Гильзы, выпущенные из автоматического оружия, ничем не отличаются от гильз, выпущенных из полуавтоматического оружия.
Гильзы, выпущенные из автоматического оружия, ничем не отличаются от гильз, выпущенных из полуавтоматического оружия.
Вот тут-то и появляется ShotSpotter. У компании есть контракты примерно со 130 городами, в которых она устанавливает акустические датчики в специально отведенных местах для прослушивания выстрелов. Запатентованный компьютерный алгоритм пытается отличить безобидные звуки, такие как стук отбойного молотка или автомобиля, от выстрелов. Аналитики-люди в штаб-квартире компании в районе залива Сан-Франциско или в вспомогательном офисе в Вашингтоне, округ Колумбия, слушают то, что алгоритм помечает как стрельбу, и, если они согласны, сообщают в полицию. Компания заявляет, что ее цель — делать такие уведомления в течение минуты.
В последние годы количество предполагаемых случаев применения автоматического оружия резко возросло с примерно 400 в 2019 году до 1800 в 2020 году и 5600 в прошлом году. ShotSpotter сообщил, что даже с поправкой на увеличение зоны покрытия компании в США внутренний анализ показал, что число случаев предполагаемой стрельбы из автоматического оружия увеличилось в 14 раз примерно за три года. Тенденция к росту продолжилась в первой половине этого года, когда было обнаружено около 3800 инцидентов. Компания заявляет, что ее обозначение инцидента как «полностью автоматический» предназначено только для «ситуационной осведомленности» полицейского управления и не гарантируется таким же образом, как его основная задача точного выявления и определения местоположения стрельбы на открытом воздухе.
ShotSpotter сообщил, что даже с поправкой на увеличение зоны покрытия компании в США внутренний анализ показал, что число случаев предполагаемой стрельбы из автоматического оружия увеличилось в 14 раз примерно за три года. Тенденция к росту продолжилась в первой половине этого года, когда было обнаружено около 3800 инцидентов. Компания заявляет, что ее обозначение инцидента как «полностью автоматический» предназначено только для «ситуационной осведомленности» полицейского управления и не гарантируется таким же образом, как его основная задача точного выявления и определения местоположения стрельбы на открытом воздухе.
Во время демонстрации системы в июне аналитик Кейлан Паркер воспроизвела некоторые из инцидентов, которые она и другие отметили как «полностью автоматические», заполнив свой пост прослушивания в Вашингтоне, округ Колумбия, звуками из какой-то далекой зоны боевых действий. На днях, по ее словам, компания обнаружила более 25 случаев обстрела из автоматического оружия, в том числе около 300 выстрелов, включая стрельбу в соседнем Балтиморе. Позже полиция Балтимора выпустила пресс-релиз об инциденте, сославшись на предупреждение ShotSpotter и заявив, что два человека были ранены, в том числе 14-летний мальчик.
На днях, по ее словам, компания обнаружила более 25 случаев обстрела из автоматического оружия, в том числе около 300 выстрелов, включая стрельбу в соседнем Балтиморе. Позже полиция Балтимора выпустила пресс-релиз об инциденте, сославшись на предупреждение ShotSpotter и заявив, что два человека были ранены, в том числе 14-летний мальчик.
ShotSpotter, основанная в 1996 году, позиционирует себя как важный инструмент для полиции, предоставляющий в режиме реального времени информацию о месте и характере стрельбы, о которой, по словам компании, часто не сообщается. Первые данные, по словам представителей компании, дают полиции тактическое преимущество и приводят как к аресту стрелков, так и к более быстрой медицинской помощи пострадавшим от огнестрельного оружия.
Но ShotSpotter, публично торгуемая компания, выручка которой в прошлом году составила почти 60 миллионов долларов, в последние годы погрязла в спорах. Критика сосредоточена на размещении его датчиков в общинах, где преобладают меньшинства, и использовании его информации в качестве доказательства в судебных делах, в отличие от его основной задачи — просто предупредить полицию о возникновении и местонахождении перестрелки. Критики считают размещение датчиков предвзятым по расовому признаку, что приводит к более широкому использованию полицией тактики остановки и обыска. Адвокаты защиты раскритиковали результаты ShotSpotter как ненадежные и не поддающиеся тщательной проверке, поскольку компания отказалась раскрыть точную научную информацию о том, как работает ее система. Другие критики ставят под сомнение истинную ценность ShotSpotter как инструмента борьбы с преступностью, независимо от того, насколько хорошо он обнаруживает и локализует стрельбу, поскольку они говорят, что нет убедительных доказательств того, что он снижает уровень насилия с применением огнестрельного оружия.
Критика сосредоточена на размещении его датчиков в общинах, где преобладают меньшинства, и использовании его информации в качестве доказательства в судебных делах, в отличие от его основной задачи — просто предупредить полицию о возникновении и местонахождении перестрелки. Критики считают размещение датчиков предвзятым по расовому признаку, что приводит к более широкому использованию полицией тактики остановки и обыска. Адвокаты защиты раскритиковали результаты ShotSpotter как ненадежные и не поддающиеся тщательной проверке, поскольку компания отказалась раскрыть точную научную информацию о том, как работает ее система. Другие критики ставят под сомнение истинную ценность ShotSpotter как инструмента борьбы с преступностью, независимо от того, насколько хорошо он обнаруживает и локализует стрельбу, поскольку они говорят, что нет убедительных доказательств того, что он снижает уровень насилия с применением огнестрельного оружия.
ShotSpotter, который рекламирует уровень точности 97% — цифра, подтвержденная аудитом, оплаченным компанией, — выступил против критики, разместив заметную ссылку на своем веб-сайте. Он цитирует исследования, которые, по его словам, являются «доказательством его положительного воздействия», и говорит, что расположение его датчиков определяется в консультации с полицией и городскими властями в сообществах, которые он обслуживает, и «основано на исторических данных о перестрелках и убийствах».
Он цитирует исследования, которые, по его словам, являются «доказательством его положительного воздействия», и говорит, что расположение его датчиков определяется в консультации с полицией и городскими властями в сообществах, которые он обслуживает, и «основано на исторических данных о перестрелках и убийствах».
«Пулеметы вернулись, и они повсюду».
Дело, проходящее через федеральный суд в Вашингтоне, округ Колумбия, подчеркивает как полезность ShotSpotter, так и проблемы, с которыми иногда сталкиваются прокуроры, пытаясь использовать его информацию в качестве доказательства в суде.
Рано утром 20 января 2020 года ShotSpotter уведомил полицию Вашингтона, округ Колумбия, о стрельбе по дому в юго-восточном квадранте города. Позже полиция обнаружила, что кадры с камеры наблюдения, установленной поблизости, показали, что мужчина стрелял из оружия в воздух в 4:45 утра, точное время тревоги ShotSpotter, согласно судебным протоколам.
Позже полиция обнаружила, что кадры с камеры наблюдения, установленной поблизости, показали, что мужчина стрелял из оружия в воздух в 4:45 утра, точное время тревоги ShotSpotter, согласно судебным протоколам.
Получив ордер на обыск, полиция обнаружила в доме дважды судимого дилера PCP. По словам прокуратуры, они также изъяли из шкафа полуавтоматический пистолет Glock 40-го калибра с приспособлением для переоборудования и удлиненным магазином. Хозяина дома задержали и обвинили в хранении автомата.
Это может показаться неопровержимым аргументом в пользу эффективности ShotSpotter. Но использование информации компании в качестве доказательства в суде — другое дело.
Прокуроры и защитники в этом деле в течение нескольких месяцев боролись за то, кто имеет право давать экспертные показания относительно выводов ShotSpotter и решать большие и малые вопросы о компании, от научных данных о том, как работает ее система, до объяснения того, как оценивается оценка. количество выстрелов менялось со временем в данном случае.
На момент публикации судья еще не вынес решения о том, как будет обрабатываться информация ShotSpotter.
В Техасе Лейси Джеффри, дочь полицейского из Хьюстона, убитого в прошлом году, сказала, что не может понять распространение полностью автоматического оружия, подобного тому, которое мгновенно изрешетило тело ее отца множественными огнестрельными ранениями. Отчет о вскрытии, полученный CNN, показывает, что офицер-ветеран получил более дюжины ударов во время короткой встречи.
Отчет о вскрытии, полученный CNN, показывает, что офицер-ветеран получил более дюжины ударов во время короткой встречи.
Джеффри сказала, что она связалась с законодателями в Техасе в надежде принять более жесткий закон штата в отношении так называемых преобразовательных устройств, подобных тому, что был на оружии, которым был убит ее отец.
«Мы не живем в зоне боевых действий, — сказал Джеффри CNN. «Нам не нужно иметь это автоматическое оружие на улицах Хьюстона — нигде в Соединенных Штатах».
7 Преимущества полностью/полуавтоматической кухни для облачных кухонь
Меняющийся характер поведения потребителей и возросший спрос после пандемии вызвали преобразования в индустрии облачных кухонь. Никто не может игнорировать экспоненциальный рост: цифры показывают, что рост мирового рынка облачных кухонь достигнет 89 долларов.0,5 млрд в 2026 году при среднегодовом темпе роста 11,4%.
Никто не может игнорировать экспоненциальный рост: цифры показывают, что рост мирового рынка облачных кухонь достигнет 89 долларов.0,5 млрд в 2026 году при среднегодовом темпе роста 11,4%.
В наше время роста у компаний, занимающихся концепцией облачных кухонь и стремящихся стать глобальными брендами, нет другого выбора, кроме как использовать автоматизацию кухни, чтобы соответствовать скорости отрасли. Нет альтернативы поддержанию строгой согласованности вкуса и контролю качества, при этом каждый заказ доставляется покупателю как можно быстрее.
Клиент 2022 хочет, чтобы его/ее еда была:
- Аппетитной
- Доступной
- Полно вариантов
- и, самое главное, легкодоступный (доставка 10-20 минут!)
Традиционно это было бы возможно за счет увеличения накладных расходов, найма менеджеров среднего звена, увеличения операционных расходов и многого другого.
Но благодаря современным технологиям все это тоже можно делать, не разоряя банк и не нанимая целую армию персонала.
Автоматизация кухни и ее влияние на индустрию облачных кухонь
От простых миксеров до полноценных машин, способных приготовить сотни рецептов одним щелчком мыши, индустрия автоматизации прошла огромный путь развития. Эти изменения и изобретения являются результатом усилий изобретателей, решающих ключевые задачи облачных кухонь.
Давайте рассмотрим преимущества для компаний, выбравших автоматизацию.
Преимущество №1: Беспрецедентная экономия времениОт пиццы до китайской кухни и индийских подливок — существуют автоматические машины, которые могут приготовить сложные рецепты за считанные минуты. Производители из разных уголков Индии предлагают модификации для этих машин.
Вы можете настроить рецепты на свой вкус и добавить варианты в машину, чтобы полностью автоматизировать процесс приготовления.
Преимущество № 2: Экономичное решение Вы не только сможете сохранить постоянный вкус и быстро подать еду, но и сэкономите при этом много денег.
- Вы можете увеличить производительность без найма дополнительного персонала
- Сокращение пищевых отходов благодаря отслеживанию рецептов с помощью программного обеспечения
- Масштабирование или сокращение производительности без значительных операционных изменений
- Минимальные эксплуатационные расходы (одноразовые инвестиции в оборудование облачной кухни)
Автоматизация упрощает масштабирование для владельцев бизнеса операции, не беспокоясь об удвоении или утроении расходов на заработную плату, аренду, обслуживание и другие расходы.
Преимущество № 4: Постоянство вкусаПоследнее, что вы хотели бы иметь в своей облачной кухне, — непостоянный вкус в еде. Покупателям нравится постоянство вкуса, и автоматические машины помогут вам сохранить это без особых усилий.
Современные алгоритмы автоматизации кухни на основе искусственного интеллекта и машинного обучения позволяют кухням настраивать программное обеспечение в соответствии со своими рецептами. Практически каждый пакет с едой, выходящий из вашей кухни, будет на вкус таким же, как тот, который приготовил ваш шеф-повар.
Практически каждый пакет с едой, выходящий из вашей кухни, будет на вкус таким же, как тот, который приготовил ваш шеф-повар.
Поддержание чистоты на кухнях — непростая задача для каждого владельца облачной кухни. Когда на вашей кухне работают десятки, а иногда и сотни поваров, становится сложно содержать кухню в чистоте, а в часы пик это еще больше усугубляется.
Наличие автоматизации потенциально может сократить этот беспорядок более чем на 90%, наряду со всеми другими преимуществами, о которых вы читаете.
Преимущество № 6: Больше возможностей и надежность Хотите узнать самое интересное? Расширить свое меню без ущерба для вкуса или эффективности с помощью автоматизированных кухонь не составит труда. Добавление элемента в меню — это всего лишь передача алгоритму рецепта, а затем он обеспечивает одинаковый вкус для каждой партии, которую он производит.
Полагаться на свою автоматизированную кухню также проще, так как вам не придется сталкиваться с нехваткой персонала, которая очень распространена на кухнях и может возникнуть по многим причинам.
Преимущество № 7: БезопасностьМиллионы людей во всем мире страдают от несчастных случаев на кухне. Кухонная автоматизация потенциально может сократить это число до нуля, поскольку в большинстве машин человек практически не участвует. В большинстве случаев вы просто добавляете сырье в машину, и все готово.
Будущее впередиKarkhana.io — это цифровая производственная платформа, которая объединяет поставщиков и клиентов на управляемом рынке. Karkhana.io помогает компаниям разного размера решать задачи на своем уровне, от прототипирования до мелкосерийного и крупносерийного производства, чтобы получить то, что нужно их бизнесу для роста.
Многочисленные компании, такие как Mukunda Foods и React Labs, получили выгоду от автоматизированной кухни, связавшись с производителями, которые помогли им настроить свои автоматизированные машины с помощью Karkhana.