Механизм подачи проволоки для полуавтомата
Производительность сварки полуавтоматом зависит от правильной регулировки всех его параметров, в том числе и режима подачи сварочной проволоки.
Сварочные полуавтоматы — удобный и распространенный вид сварочной техники. Производительность сварки полуавтоматом зависит от правильной регулировки всех его технологических параметров, в том числе и режима подачи сварочной проволоки. Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Современные конструкции позволяют регулировать скорость в диапазоне 50-600 мм/с.
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.
Типовая конструкция данного узла включает в себя:
- Катушку, на которой устанавливается кассета с исходным материалом.

- Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
- Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
- Сменные зубчатые колеса, от которых получают вращение подающие ролики.
- Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
- Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
- Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
- Блок предварительного натяжения проволоки (устанавливается до роликов).

Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.

Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов.

Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов.
Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Как производится настройка узла
Операции предварительной регулировки значительно облегчаются, если сварочный полуавтомат оснащен блоком электронного управления. В этом случае изменение скорости перемещения сварочной проволоки может производиться при помощи так называемого пропорционального управления, когда интенсивность нажатия на управляющую кнопку замедляет или ускоряет вращение подающих роликов.
Происходит это следующим образом. Асинхронный двигатель может изменять скорость вращения ротора несколькими способами:
- Увеличением скольжения ротора. Способ имеет существенный недостаток — повышенные потери мощности с последующим перегревом двигателя. Поэтому он пригоден только при кратковременном режиме управления и с проволокой малых диаметров, когда усилие подачи значительно меньше, чем крутящий момент, который развивает электродвигатель;
- Включением в цепь ротора дополнительных резисторов, которые замедлят его вращение. В этом случае регулировка производится только ступенчато, а габаритные размеры устройства увеличиваются, что не всегда приемлемо;
- Изменением напряжения на статоре, которое выполняется специальным электронным регулятором напряжения. Такой способ наиболее современен — практически отсутствуют электрические потери, а двигатель не перегружается, но и стоимость механизма в этом случае будет наибольшей.
Пропорциональное управление, кроме того, позволяет включать регулятор напряжения постепенно.
 Из-за этого скорость роликов будет изменяться плавно, а тормозной момент от инерции подаваемого материала оказывается минимальным. Как следствие, прорыв проволоки практически исключается.
Из-за этого скорость роликов будет изменяться плавно, а тормозной момент от инерции подаваемого материала оказывается минимальным. Как следствие, прорыв проволоки практически исключается.Кроме регулировки скорости вращения роликов, современные механизмы подачи сварочной проволоки позволяют управлять и иными параметрами. Например, усилием прижима проволоки роликами.

Плавность подачи обеспечивается за счет увеличения количества подающих роликов. Обычно их пять: два ролика (прижимные) располагаются вверху, а остальные (подающие) располагаются ниже оси подачи проволоки. Исходный зазор между верхними и нижними роликами должен быть равен толщине проволоки: только в этом случае фрикционный захват будет надежным. Однако сварочная проволока в большинстве случаев изготавливается из мягкой, малоуглеродистой стали, которая пластически деформируется, а омедненная проволока, кроме того, еще и уменьшает коэффициент трения. Поэтому перед первым включением устройства передний торец проволоки заостряют, и в таком состоянии вводят в зазор, после чего ролики сдвигают на расстояние, которое гарантированно обеспечит надежный прижим материала к рабочим поверхностям роликов.
Последним этапом регулировки является регулировка натяжения сварочной проволоки, разматываемой с кассеты. Она выполняется при помощи накидной гайки, которая предусматривается на корпусе механизма подачи.
В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки.
Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.
Сварка полуавтоматом для начинающих — видео уроки и техника безопасности
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.
Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Преимущества и недостатки
Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенностью принципа работы – узкой зоной нагрева соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали, в том числе и лакокрасочные покрытия, обгорает только небольшая зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра, при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.

К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное – сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве, в большинстве случаев достаточно и инвертора, а вот нужен он тем, кто всерьез занимается сварочным делом.
Технология и виды
Сварка MIG/MAG
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Необходимые материалы и инструменты
Устройство сварочного аппарата
Как и для других методов электросварки, сварочные работы полуавтоматическим аппаратом проводятся при наличии полного комплекта оборудования – самого аппарата со всеми принадлежностями, соединяемых деталей металла, и, конечно же, защитной одежды – маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, в зависимости от требуемой комплектации, требуется газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальную шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Для удобства работы, бывалые профессионалы рекомендуют обзавестись несколькими переносными прожекторами или хотя бы вкрутить в светильники лампочки помощнее.
Пошаговая инструкция по выполнению
Схема сварки полуавтоматом
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.

Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Но для такого успеха нужно:
- При сварке такого металла рекомендуется отрегулировать подачу сварочной проволоки.
- Соединяемые части рекомендуется предварительно очистить от грязи, пыли и по возможности от масляных и жирных загрязнений.
- При соединении тонкого металла следует использовать специальные зажимные приспособления, поскольку полуавтомат создает локальные точки нагрева, то соединение может получиться не совсем плотным.
- При больших объемах швов рекомендуется сначала прихватить металл в нескольких местах, а уже потом проводить сваривание по всей длине.
Советы и возможные ошибки
Не стоит преувеличивать свои силы имея опыт работы с другими видами сварки.
Работа сварщика требует глубоких знаний во многих отраслях знаний, в том числе и металловедении.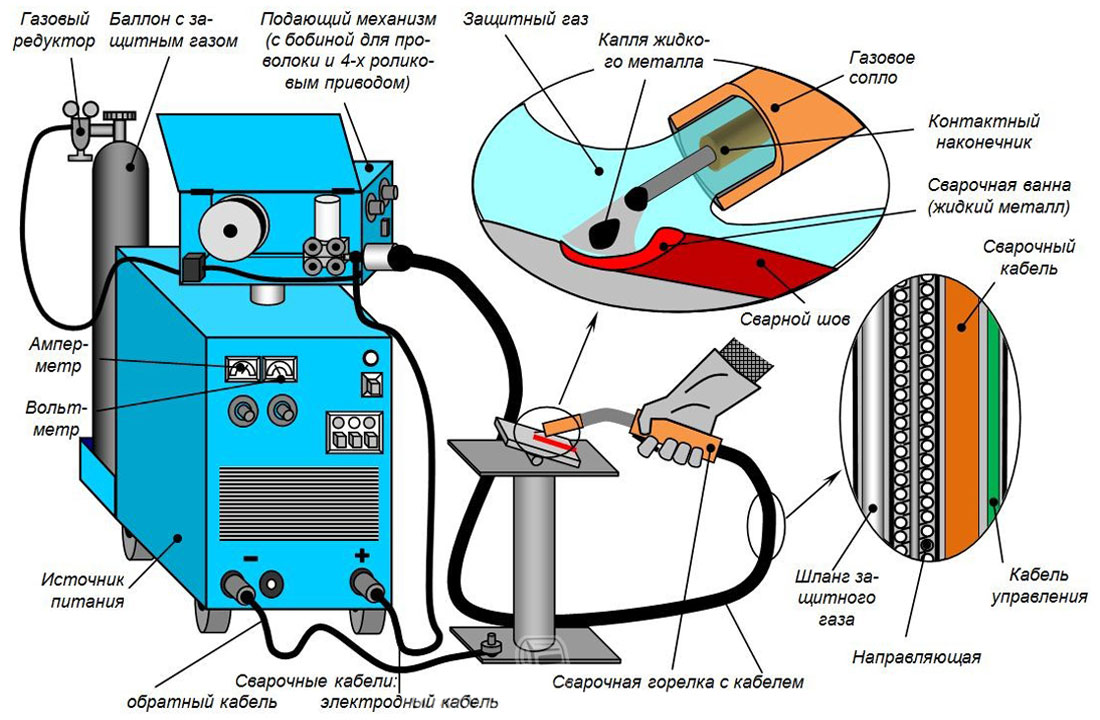 Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций. Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций. Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок допускается при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Начиная использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации. Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Кроме известных видов расходных материалов, владельцу такого инструмента нужно в обязательном порядке для продления ресурса горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
- На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
- Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
- Важно взять за привычку очищать от налета сопло после каждого сеанса работы.
Статья была полезна?
0,00 (оценок: 0)
Как сделать сварочный полуавтомат?.. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Итак начнем.
Для начала определимся с типом и мощностью сварочного трансформатора применяемого в сварочных полуавтоматах.
Как нам известно при использовании сварочной проволокой диаметром 0,8 мм сварочный ток достигает ~160 ампер. Отсюда следует, что трансформатор должен быть мощностью от 3000 вт.
Далее определяемся с типом трансформатора. Самыми лучшими характеристика обладают сварочные трансформаторы намотанные на тороидальном сердечнике (кольцо, бублик, тор)
Выбираем этот тип сварочного трансформатора, в отличии от П и Ш образных трансформаторов при одинаковой мощности они имеют меньший вес, что важно для такой конструкции, как сварочный полуавтомат.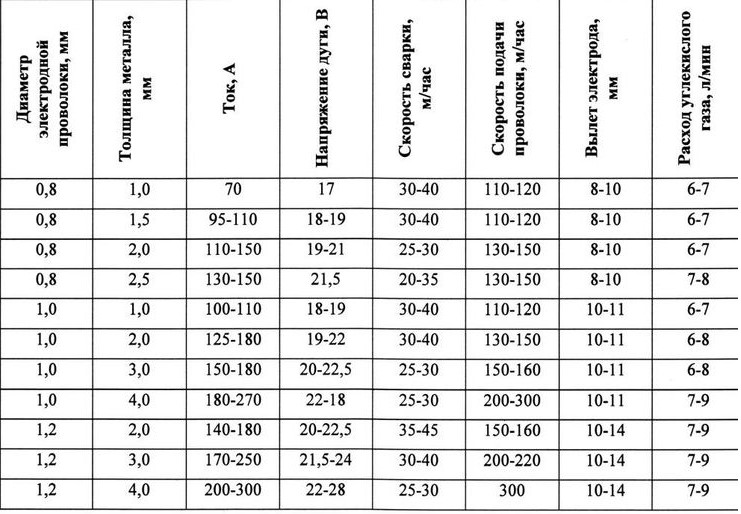
Далее определяемся с регулированием сварочного тока. Есть два способа регулирования, по первичной и вторичной обмотке сварочного трансформатора.
Регулирование сварочного тока по первичной обмотке трансформатора с использованием тиристорной схемы регулирования имеет ряд недостатков, такие как повышенная пульсация сварочного напряжения в момент перехода фаз через тиристоры в первичной обмотке. (лечится установкой дросселя и конденсатора большой емкости в цепь сварочного тока)
Регулирование тока по первичной обмотке с использованием коммутирующих элементов (реле, галетные переключатели) не имеет таких недостатков, как тиристорная схема управления, и предпочтительней для использования в подобных схемах сварочных аппаратов.
Регулирование тока по вторичной обмотке сварочного трансформатора имеет также повышенную пульсацию сварочного напряжения в схемах с применением тиристоров. Применение коммутирующих схем (переключатели, мощные реле) ведет к дороговизне элементов и утяжелении конструкции сварочного аппарата в целом.
Отсюда следует, что регулировку тока нужно реализовывать по первичной обмотке (какую именно, решать вам)
В цепи питания сварочной дуги (вторичная обмотка) нужно обязательно устанавливать сглаживающий сварочный дроссель и конденсатор повышенной емкости от 50000 Мкф. для сглаживания пульсаций сварочного тока, не зависимо от применяемой схемы регулирования сварочного напряжения.
Дальше определяемся с регулятором подачи сварочной проволоки. Для сварочного полуавтомата рекомендуется использовать ШИМ регулятор с обратной связью.
Для чего нужен ШИМ? Во первых он стабилизирует скорость проволоки(на заданном уровне) в зависимости от нагрузки оказываемой трением проволоки в рукаве и реагирует на просадку (уменьшение) сетевого напряжения во время сварки.
Откуда запитать ШИМ регулятор, от отдельного трансформатора или намотать дополнительную обмотку на сварочный трансформатор? Тут разницы особой нет, если запитывать от отдельного трансформатора, то это увеличит вес аппарата. А если намотать дополнительную обмотку на сварочный трансформатор, то вы выиграете в весе и немного с экономите.
А если намотать дополнительную обмотку на сварочный трансформатор, то вы выиграете в весе и немного с экономите.
Возьмем к примеру такую ситуацию, вы варите на самом маленьком токе, значит и скорость проволоки тоже маленькая и напряжение нужное для регулирования двигателя подачи проволоки тоже незначительное, если варите на максимальном токе, то и напряжение нужное для двигателя максимальное, тем самым намотав обмотку запитывающую цепь регулятора подачи проволоки на сварочном трансформаторе, мы обеспечим нужный режим работы для регулятора. И отсюда следует, что потребности в дополнительном трансформаторе для двигателя подачи сварочной проволоки нет.
Какой выбрать редуктор для подачи сварочной проволоки? Вариантов много, самый распространенный это редуктор стеклоочистителя от автомобилей семейства ВАЗ.
Расчет диаметра ведущего колеса механизма подачи сварочной проволоки. Как нам известно, что скорость подачи сварочной проволоки в сварочном аппарате должна быть в пределах 0,7. ..11 метров в минуту при сварке проволокой 0.8 мм.
..11 метров в минуту при сварке проволокой 0.8 мм.
Так как передаточное отношение выбранного редуктора и скорость вращения якоря двигателя нам не известна, нужно рассчитать диаметр ведущего колеса механизма подачи проволоки, что бы он обеспечивал необходимую скорость подачи проволоки.
Делается это опытным путем. На вал редуктора с помощью пластилина прикрепляется спичка. Потом на двигатель редуктора подается максимальное напряжение, которое выдает ШИМ регулятор, например 20 вольт. . Подсчитываем количество оборотов, которые сделал двигатель за 1 минуту.
Например двигатель сделал 100 оборотов, подставив в формулу, мы рассчитаем нужный размер (радиус) ведомого колеса механизма подачи проволоки:
100 — количество оборотов двигателя, сделанных за 1 минуту.
1100 — 11 метров переведенные в см.
Или упрощенная формула для скорости 11 м/мин:
где N количество оборотов двигателя, сделанных за 1 минуту.
Таким образом у нас получилось, что радиус ведомого колеса равен 1. 75 см или диаметр равен 3,5 см, при котором обеспечивается нужная максимальная скорость подачи проволоки (11 метров в минуту) при данном напряжении (20 вольт).
75 см или диаметр равен 3,5 см, при котором обеспечивается нужная максимальная скорость подачи проволоки (11 метров в минуту) при данном напряжении (20 вольт).
В качестве клапана газа для нашего сварочного аппарата, рекомендуем использовать клапан подачи воды на омыватель заднего стекла ВАЗ2108, так как он зарекомендовал себя очень надежным.
Каким должен быть функционал сварочного полуавтомата? Сварочный полуавтомат должен обязательно иметь самый минимум функций, а именно:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки и сварочный ток (одновременно).
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании.
Как видите, из выше изложенного видно, что сварочный полуавтомат — это просто, было бы желание и возможность реализовать все это в домашних условиях.
P.S. На нашем сайте опубликовано много схем сварочных полуавтоматов. Все они разные и различаются по принципу регулирования сварочного тока, функциональности, простоте (сложности) повторения.
В связи с этим хотелось бы добавить, что каждый сам для себя может выбрать, что ему действительно нужно, и сделать, что то свое на основе приведенных здесь схем сварочных аппаратов.
Ответ на комментарий:
Регулятор подачи сварочной проволоки на TL494
Схема из журнала «Радиоаматор-Электрик» №3 2006 г. стр 28-29
Схема похоже не рабочая!!!
Схема торможения двигателя.
Реле К1 подключаем в цепь коммутации подачи проволоки.
Еще одна схема регулятора подачи проволоки на TL494 (доработанный вариант схемы из журнала «Радиоаматор-Электрик»)
Повторил эту схему.. не работает!!!! © Admin
У кого работает, пишите в комментарии.
Нажмите на изображение, чтобы увеличить.
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Руководство для сварщика MIG
В этом руководстве мы рассмотрим основы сварочного аппарата MIG, включая настройку проволоки и газа для типичного сварочного аппарата MIG или GMAW.
Сварочный аппарат MIG или GMAW — это аппарат для подачи проволоки. Есть много разных типов.
Процесс подачи проволоки стал стандартом в сварочной промышленности. Сварщики MIG можно найти в домах, магазинах и на фермах по всему миру, потому что промышленность сделала эти типы устройств подачи проволоки менее дорогими и намного меньшими, чем они раньше был.
Существует также много типов сварочных процессов с ручной и автоматической подачей проволоки. Но MIG-сварка или газовая дуговая сварка (GMAW) являются наиболее распространенными из-за простоты использования и обеспечения качественных сварных швов.
Сварочные аппараты MIG используют сплошную присадочную проволоку в сочетании с защитным газом, который подается отдельно от аппарата. Этот защитный газ защищает сварной шов от загрязнения воздухом.
Сварщику MIG очень легко управлять образованием сварного шва и сварочной ванны, к тому же шлака практически не остается (в отличие от сварки штучной сваркой).
Сварка MIG или сварка с подачей проволоки — это просто, но многие слесари скажут, что начать с MIG легко.
Дуговая сварка и сварка MIG!
Один из самых важных советов по правильной сварке является контроль дуги разрыв. Дуговой промежуток — это расстояние, которое дуга проходит между электрод и металл.
При установке скорости подачи проволоки и напряжения правильно ваш сварочный аппарат MIG будет поддерживать постоянный дуговый зазор автоматически. И неважно, внесете ли вы небольшие изменения в свой положение пистолета, оно отрегулируется.
Дело не только в том, чтобы нажать на спусковой крючок сварочного пистолета!
Как я уже упоминал, сварочный аппарат MIG поддерживает дугу, равномерно подает проволоку и подает защитный газ. И это облегчает освоение этого процесса, но вам все равно придется контролировать положение сварочного пистолета, направление сварного шва и скорость движения.
Кроме того, вы должны понимать, как подготовить металл к сварке и подгонку стыков для получения хороших сварных швов.
Внутри машины!
Сварочный аппарат с механизмом подачи проволоки имеет несколько важных частей и функций, с которыми вам следует ознакомиться.
А источник питания:
Устройство подачи проволоки:
Сварочная горелка в сборе:
Заземление (зажим):
Газовый баллон высокого давления с расходомером:
О полярности и вашем сварочном аппарате MIG!
Большинство сварочных аппаратов, которые продаются для среднего сварщика «сделай сам» и для магазинов, имеют комбинированный источник питания и устройство подачи проволоки.
Однако для крупных операций они отдельные.Но независимо от того, объединены они или разделены, все они делают одно и то же, потому что состоят из одинаковых частей.
Сварочные аппараты с механизмом подачи проволоки или MIG основаны на источнике постоянного напряжения постоянного тока (CV / DC).
Многие сварщики MIG и GMAW используют трансформаторный выпрямитель для изменения переменный ток, который поступает из сетевой розетки в постоянный ток (DC), к сварочной проволоке.
При питании от постоянного тока полярность определяется тем, как провода подключены к терминалы. Полярность — это направление, в котором течет ток.
Сварочная проволока предназначена для работы с определенной полярностью. В большинстве проводов используется электрод постоянного тока положительный. Таким образом, подвод к сварочной проволоке (электроду) подключен к положительной клемме:
Подача проволоки также использует CV или постоянную источник питания напряжения; это отличается от сварочного аппарата стержневого стержня который использует постоянный ток, пока вы свариваете напряжение и сила тока всегда регулируется для поддержания дуги и подачи проволоки; в основном это происходит, когда пистолет держать ближе или дальше от металл.
Источник постоянного напряжения пытается поддерживать напряжение с изменением силы тока, чтобы обеспечить ток, необходимый для сгорания проволоку и поддерживать дугу; Источники питания постоянного тока быстро стабилизируются, позволяя ролям привода подавать проволоку с постоянной скоростью.
В целом
сам механизм подачи проволоки довольно простой, есть шпиндель для удержания
рулон:
Имеется фиксатор, который вставлен сзади в катушку:
И есть подпружиненная гайка, которую вы найдете на конце шпинделя.Что ты делаешь, так это затягиваешь так
что катушка останавливается при остановке приводного ролика. Таким образом, он не будет продолжать кормление
импульс. Вы не хотите, чтобы эта гайка была слишком сильно или недостаточно затянута:
Проволока должна выходить из катушки достаточно прямо через направляющую (A). Затем он центрируется в канавках ведущего ролика. Затем его пропускают через стальную гильза, которая начинается в точке (B) и продолжается через и внутри узла пистолета:
Приводные ролики сварочных аппаратов MIG и GMAW предназначены для определенные размеры проволоки.Вы можете увидеть, какой размер провода они берут на стороне роли:
Таким образом, когда приводные ролики закрыты, вы должны затянуть их ровно настолько, чтобы предотвратить
проволока от сползания:
Узел сварочного пистолета MIG имеет стальную гильзу, а также шланг от защитного газа. Кроме того, имеется сварочный кабель, обеспечивающий ток до контактный наконечник, где находится сварочная проволока, а также есть контрольные провода которые являются частью спускового механизма.
И, наконец, на конце пистолета изолятор, адаптер, контактный наконечник и насадка.
Контактные подсказки бывают разных размеры соответствуют диаметру проволоки, а также разной длины.
Для газа При сварке металлической дугой контактный наконечник должен быть почти заподлицо с концом сопла:
Установка новой роли провода? Затем вы хотите сделать это после того, как вы поместите его в лайнер, и вы закроете и затянете приводные ролики, чтобы закрыть его.Затем включите аппарат, убедитесь, что провод к сварочному пистолету немного прямой, чтобы избежать заклинивания, а затем нажмите на курок.
- Наконечник : Вы должны снять сопло и наконечник сопла с пистолета, пока вы не пропустите проволоку насквозь.
Между диаметром проволоки и диаметром отверстие в контактном наконечнике:
Как настроить сварочный аппарат MIG с газом!
Наконец настало время защиты от сварки MIG газовый баллон и расходомер.
Типичный баллон с защитным газом представляет собой баллон высокого давления, который может наполняться до более 2000 фунтов на квадратный дюйм. И защита клапан баллона важен, поэтому внимательно следите за ним:
Баллон с защитным газом должен быть прикреплен цепью. И если вы не используете бутылку или собираетесь ее переместить, наденьте защитную крышку клапана, независимо от того, полная она или пустая.
На баллоне защитного газа находится расходомер, который используется для регулирования расхода газа.Расход газа измеряется в кубических футах в час (CFH).
Есть несколько разных типов. Обычно вы найдете один, изображенный ниже. У одного будет манометр, который покажет вам давление внутри баллона (A), а у другого
манометр используется для регулировки расхода газа (B):
Рекомендуемый размер провода для GMAW и CO2 и стержня проволоки 1/4 — 3/8 дюйма:
Когда вы открываете баллон с защитным газом, убедитесь, что он находится подальше и позади клапана. Делайте это, даже если что-то оторвалось или оторвалось.Медленно откройте или взломайте клапан, а затем откройте его полностью.
Высокое давление
клапаны имеют два седла. Один закрыл бутылку (А), а другой запечатал
шток клапана при открытой бутылке (B):
Чтобы получить более точные показания и, следовательно, отрегулировать поток газа, нажмите спусковой крючок сварочной горелки. Идеальное количество газа — это количество, необходимое для покрытия сварного шва. Но вы не хотите слишком много, чтобы не тратить впустую газ. Обычно это около 20 CFH.
Кроме того, если у вас слишком много газа, он слишком сильно охладит ваш сварной шов, а если у вас его недостаточно, вы позволите образоваться газовым карманам, что является большой проблемой.
Теперь, когда у вас есть необходимое количество газа, вы готовы к сварке!
Не забудьте попасть в наш список, чтобы мы могли отправить вам больше советов, приемов и идей для проектов.
Рекомендуемые статьи:
Copyright WcWelding.com Все права защищены.
Установка скорости подачи проволоки
Скорость подачи проволоки, вероятно, самая важная настройка на сварочном аппарате MIG.Эта страница предназначена для того, чтобы помочь вам настроить провод. скорости и включает видео, чтобы продемонстрировать, какие разные скорости звучит как.
Многие проблемы с регулировкой скорости подачи проволоки связаны с проволокой. проблемы с настройкой канала, поэтому стоит проверить эту страницу, если эта не помогает.
Техника
Возможна аккуратная сварка при неправильной настройке мощности — проплавление. может быть слишком мало или слишком много, но сварные швы все равно останутся аккуратными.Получить скорость проволоки неправильная, и сварка может стать очень сложной. Уловка для определения правильной скорости провода заключается в эксперименте.
Регулировка скорости подачи проволоки на лету при сварке стального лома это быстрый способ проверить. Установите сварочный аппарат примерно на нужную мощность настройка толщины металла, начала сварки и во время сварки поверните ручку скорости подачи проволоки, пока не приблизитесь.
Видео
На видео скорость провода постепенно увеличивалась с очень от медленного к очень быстрому. Подписи вверху показывают, где я думаю, что провод скорость слишком низкая, хорошая или слишком быстрая.
Обязательно включите звук — звук сварного шва показывает, что происходит больше, чем изображения. Внизу есть элемент управления видео вы можете переместить, чтобы снова прослушать каждый сегмент.
Путеводитель по видео
выкл.
Подача проволоки начинается с нуля. Чтобы все заработало, нужно немного повернуть совсем.
Слишком медленно
Провод периодически контактирует с металлом, но как только при контакте проволока сгорает (образует шар и плавится обратно в контактный наконечник).
Слишком медленно
Проволока все еще горит после контакта с металлом, но процесс повторяется быстрее.
Хорошо
Проволока движется достаточно быстро, чтобы образовать постоянную дугу в металле, и есть приятный постоянный звук шипения сварного шва. (сказал звучать как жареный бекон, хотя мне не удается воспроизвести звук при приготовлении пищи. Может быть, более опытная рука, держащая сковородку, могла бы подойти ближе.)
Слишком быстро
Сварной шов все еще устойчив, но начинает звучать треск ожесточенный, и проникновение увеличивается.Более дешевые сварщики могут начать издает пулемет, как шум в этот момент.
Скорость подачи проволоки фактически регулирует сварочный ток (ручка мощности на сварщик только напряжение устанавливает). Увеличение скорости подачи проволоки за точку там, где вы получите хороший однородный сварной шов, только увеличит ток и может вызвать прорыв более тонкой стали.
Слишком быстро
Здесь проволока движется так быстро, что сгибается при ударе о металл.Ощущение, будто фонарик отодвигается от металла, а там много брызг.
Советы и рекомендации по скорости подачи проволоки
- Обычно для более тонкого металла скорость подачи проволоки устанавливается на минимальную. что сварка может проходить гладко. Это потому, что ток на самом деле уменьшается по мере уменьшения скорости проволоки, поэтому тонкий металл можно сваривать медленнее и контролируемо.
- Можно дополнительно снизить скорость подачи проволоки, уменьшив расстояние между контактный наконечник и обрабатываемая деталь.Это может вызвать перегрев наконечника, захватите и остановите провод и испортите наконечник, но это может быть полезным методом для деликатной сварки, например, стыковки с краем, особенно если наконечник используется или при непродолжительной сварке.
- Для сварки в угол увеличьте скорость подачи проволоки. Это уменьшает длину дуги и облегчает сварку непосредственно в углу, а не дуга по бокам.
- Скорость подачи проволоки необходимо немного увеличить при сварке в вертикальном положении. поверхность вертикально или под горизонтальной поверхностью.
Регулировка скорости подачи проволоки и разные сварочные аппараты
При увеличении мощности сварочного аппарата необходимо увеличить скорость подачи проволоки.
Для сварочных аппаратов DIY MIG подача проволоки обычно не зависит от установленной мощности. На этих сварочных аппаратах скорость подачи проволоки придется увеличивать вручную, так как мощность увеличена. Для моего сварочного аппарата Clarke с проволокой 0,8 мм установлена скорость 2.3 был хорош для самого низкого уровня мощности, а 5 работал хорошо на самом высоком настройка.
У более дорогих сварочных аппаратов обычно есть автоматическая регулировка скорости подачи проволоки — скорость изменяется сварщиком при изменении настройки мощности. На моем Portamig 181 с настройкой 5,5 подходит как для низкого, так и для более высокого уровня мощности, а ручка скорости подачи проволоки предназначена только для настройки.
Лучшие машины для зачистки проводов (автоматические и ручные) [2020] • Сначала инструменты
Обновлено: , Джейкоб Хэнсон
Отказ от ответственности: ни один из наших обзоров не спонсируется.Мы получаем комиссию, когда вы покупаете товары по нашим ссылкам.
Собрать медную проволоку на металлолом — нелегкое дело, да и не быстрое.
Вот тут-то и пригодятся машины для зачистки проводов.
Если вам нужно зачистить большое количество проволоки или вы делаете это регулярно, правильная машина сэкономит вам много времени и сделает процесс намного более прибыльным.
В этом руководстве вы познакомитесь с некоторыми из лучших машин для зачистки проводов, представленных на рынке сегодня, чтобы помочь вам решить, какая из них подходит для вашего бюджета.
Quick Picks
Вот 3 продукта, которые мы выбрали, которые, по нашему мнению, могут вас заинтересовать в зависимости от вашего бюджета …
Best Pick Bluerock Wire StripperWS-212 от Bluerock — это мощный автоматический инструмент для зачистки проводов, который самонастраивается. а можно сделать сразу 2 провода. Это стоит вложений, если вы регулярно зачищаете много проводов.
Лучший бюджетный инструмент для зачистки проводов CopperMineЭто легкая ручная машина, которую можно использовать с дрелью, которая идеально подходит для тех, кто только начинает зачищать провода, но достаточно прочная, чтобы работать практически для всех.
Посмотреть содержаниеЛучшая машина для зачистки проводов с обзорами 2020
Вот список лучших машин для зачистки проводов, которые мы нашли на рынке:
1. Машина для зачистки проводов BLUEROCK, модель WS-212
- Вес: 200 фунтов
- Максимальный диаметр проволоки: 1 1/2 дюйма
- Двигатель: 110 В
- Каналы: 9
- Скорость: 75 футов / мин
Плюсы
- Самонастраивается для проволоки разного размера
- Регулируемое натяжение для продления срока службы лезвия
- Может отрезать 2 провода одновременно
- Одна из самых быстрых и эффективных моделей
Минусы
- Дорого
- Намного тяжелее других опций
- Минимальные жалобы пользователей
Обзор
Самое лучшее в модели BLUEROCK WS-212 — это то, что она самонастраивается.Это означает, что вам не нужно менять настройки каждый раз, когда вы меняете настройки проводов, что значительно экономит время. Вы даже можете отрезать 2 провода одновременно, если хотите. Пользователь может регулировать натяжение в соответствии с размером куртки, что помогает продлить срок службы лезвия. Он предназначен для обрезки концов проволоки большого диаметра и концов проволоки меньшего размера.
BLUEROCK Model WS-212 — это сверхмощный автоматический инструмент для зачистки проводов. Это отлично подходит для профессионалов или тех, у кого всегда есть много проводов, которые нужно зачистить.
2. Станок для нарезки концов медной проволоки CopperMine
- Вес: 6 фунтов
- Максимальный диаметр проволоки: 1 1/2 дюйма
- Двигатель: нет
- Каналы: 1
- Скорость: нет
Плюсы
- Простая замена лезвия
- Регулируемые зажимы для проволоки предотвращают выскальзывание тонкой проволоки из лезвия
- Монтажные отверстия, чтобы легко прикрепить его к рабочему столу
- Работает со сверлом любого размера минимальные жалобы.
Обзор
Машина для зачистки проводов CopperMine — лучшая из имеющихся ручных машин. Рама действительно прочная и прослужит очень долго. Регулируемые зажимы для проволоки позволяют удерживать даже тонкую и мягкую проволоку от выхода из лезвия. Вы можете использовать ручную рукоятку или соединитель дрели, чтобы повернуть лезвие. В отличие от большинства других ручных съемников, этот совместим с дрелью любого размера. Это еще не все, сюда также входит гарантия на замену деталей сроком на 1 год.
CopperMine описывает это как инструмент для зачистки проводов для начинающих, но он настолько эффективен, что работает практически для всех.На него также распространяется 30-дневная гарантия. Если вам это не понравится, они вернут полную стоимость покупки.
3. PENSON & CO. Автоматическая моторизованная машина для зачистки проводов с электроприводом
- Однофазный двигатель мощностью 1/4 л.с. от любой розетки
- Зачистка проводов калибра 14 на провода размером 1-1 / 4 дюйма. : Прибл. 60 футов в минуту
- Регулируется для точной и аккуратной резки.
- Простота в использовании. Надежность. Качество гарантировано
Плюсы
- Работает быстро и эффективно
- Долговечный и прочный
- Хорошее качество по цене
Минусы
- Может быть сложно подобрать нужный размер
- Очень мало жалоб от пользователей
Обзор
Моторизованный инструмент для зачистки кабеля от PENSON & CO идеально подходит для зачистки проводов промышленного класса.Он довольно легкий для автоматического устройства для зачистки проводов, что делает его более портативным, чем другие варианты. Вы можете легко отрегулировать расстояние между лезвиями в зависимости от размера проволоки, с которой вы работаете. Это действительно просто в использовании: просто вставьте проволоку в отверстие подачи, а обо всем остальном машина позаботится.
Автоматическая машина для снятия изоляции PENSON & CO — мощная, портативная и недорогая. Он отлично подходит для домашнего использования и, если у вас достаточно меди, окупится за несколько часов.
4. Машина для зачистки проводов VEVOR
- Вес: 49 фунтов
- Максимальный диаметр провода: 1 1/2 дюйма
- Двигатель: нет данных
- Каналы: 10
- Скорость: нет
Плюсы
- Отличная цена.
- Широкий диапазон снятия изоляции: Φ1,5 мм ~ Φ20 мм с 10 каналами резцов.
Обзор
Еще одна замечательная ручная машина от VEVOR. Он имеет 10 каналов и 10 лезвий, которые могут обрабатывать провода диаметром до 1 1/2 дюйма.Лезвия полностью закрыты для обеспечения безопасности, и их можно регулировать, поэтому вы можете учитывать различные типы покрытий. Эта машина изготовлена из прочной стали и представляет собой прочное оборудование. Он имеет монтажные отверстия, поэтому вы можете легко прикрепить его к любому рабочему столу или столу.
Станок для зачистки проводов VEVOR идеально подходит для тех, кто ищет мощный ручной станок для тяжелых условий эксплуатации. Это отличный выбор для домашней мастерской, и она рассчитана на длительный срок.
5. Инструмент для зачистки проводов компьютера Mophorn
- Вес: 68 фунтов
- Максимальный диаметр провода: 3/4 дюйма
- Двигатель: 110 В
- Каналы: 1
- Скорость: 125 фут / мин
Плюсы
- Программируемый ЖК-экран упрощает получение правильных настроек
- Универсальный
- Регулируемый
Минусы
не режет провода диаметром более 3/4 дюймаОбзор
Эта машина от Mophorn идеально подходит для ПВХ, тефлона, силиконовых кабелей и проводов из стекловолокна. Это отличный вариант для тех, кто работает с проводами от электроники и даже с запчастями для автомобилей или мотоциклов.Машина хорошо спроектирована и оснащена микрокомпьютером. Просто используйте простой ЖК-дисплей для настройки параметров, и вы готовы к работе. Вы можете выбрать стиль, длину и расстояние резки, чтобы получить наиболее точные разрезы.
Если вам нужна простая в использовании машина, которая точна и может обрабатывать самые разные материалы, компьютерная машина для зачистки проводов Mophorn — беспроигрышный выбор.
6. Инструмент для снятия изоляции Steel Dragon Tools WRA35
- Настольный инструмент для зачистки проводов с автоматическим или ручным приводом.
- Имеет кнопку аварийного останова.
- Зачищает до 1-1 / 2-дюймового (38 мм) круглого или плоского кабеля.
- Подходит для различных типов круглых кабелей и плоских кабелей в оболочке.
- Имеет восемь (8) круглых отверстий и два (2) плоских канала для резки кабеля.
Плюсы
- Автомат, который также можно использовать как ручной
- Имеет 10 различных каналов всего
- Кнопка аварийного останова и закрытые лезвия для безопасности
Минусы
- Руководство по эксплуатации не очень clear
- У пользователей было мало жалоб
Обзор
Одна из интересных особенностей этой машины от Steel Dragon Tools заключается в том, что ее можно использовать как в автоматическом, так и в ручном режиме.Кроме того, он может справиться практически с чем угодно, потому что он имеет 8 круглых отверстий и 2 канала для резки плоских кабелей, а также регулировку натяжения для различных покрытий и изоляции. Лезвия полностью закрыты для обеспечения безопасности, и есть кнопка аварийного останова, если она вам когда-либо понадобится.
Steel Dragon Tools WRA35 уникален тем, что это автоматический станок, который также дает вам возможность использовать его вручную. Он действительно универсален и может работать практически с любым проводом или изоляцией.
7.ЭКОЛОГИЧНАЯ машина для зачистки медных проводов
- Диапазон зачистки проводов: Φ1,5 мм — Φ25 мм).
- Каналы: 1
- Расчетное количество полос в минуту: 450 дюймов / мин.
- Регулируемое лезвие и ролики на машине для зачистки проводов плавно и подходят для кабеля любой формы.
- Может быть соединен с дрелью для автоматической зачистки проводов и утилизации лома медной проволоки или использовать ручку для снятия изоляции вручную.
- Вес: 12,8 фунтов
Плюсы
- Легко подключается к дрели для автоматического запуска
- Цельностальная конструкция прослужит долго
- Легко устанавливается на любой верстак
- Регулируемые лезвия и ролики для кабеля любой формы
Минусы
- У пользователей претензий нет.
Обзор
Одно из преимуществ этого ЭКОЛОГИЧЕСКОГО ручного устройства для зачистки проводов — его портативность. При весе всего 12,8 фунтов его легко взять с собой куда угодно. Лезвия полностью закрыты для безопасности и изготовлены из прочной стали, поэтому их нелегко повредить. Регулируемые лезвия и ролики подходят практически для любой проволоки диаметром менее 0,98 дюйма. Кроме того, если вам нужно немного больше мощности, вы можете подключить ее к своей дрели для более автоматической работы.
Машины для зачистки проводов: Консультации и руководство по покупке
Перед тем, как купить машину для зачистки проводов, вам нужно решить несколько вещей.Вот основные особенности, которые следует учитывать, прежде чем принимать решение.
Автоматические и ручные
Как вы могли заметить в наших обзорах, как автоматические, так и ручные машины для зачистки проводов очень эффективны. На самом деле, не было много жалоб ни на один из включенных нами продуктов, независимо от того, были ли они автоматическими или ручными. Таким образом, с точки зрения производительности один из них не в высшей степени лучше другого.
Автоматические машины, очевидно, сэкономят ваше время, но убедитесь, что они работают с удобной для вас скоростью.Любая машина, которая развивает скорость 50 футов в минуту, достаточно хороша для домашнего использования. Тем не менее, если вам комфортно пользоваться такими инструментами, нет причин не покупать тот, который работает быстрее.
Очевидно, что физическая работа с автоматом намного менее затратна. Для ручных инструментов необходимо повернуть рукоятку рукоятки, чтобы пропустить проволоку через лезвие, что может быть довольно хорошей тренировкой. Тем не менее, некоторые люди предпочитают выполнять такую работу самостоятельно.
Если вы не можете решить, есть несколько машин, которые могут делать и то, и другое.Мы нашли автомат, у которого также есть ручная рукоятка, поэтому вы можете использовать его вручную, если хотите. Или некоторые из ручных инструментов позволяют прикрепить кривошип к дрели. Когда вы включаете дрель, она вращает лезвия и превращает машину в нечто более автоматическое.
Как мы уже говорили, одно не лучше другого, все дело в том, что вы предпочитаете.
Каналы
Когда речь идет о каналах, следует обратить внимание на 2 вещи. Один — сколько их, а другой — насколько они велики.В некоторых машинах есть только одно отверстие с регулируемым каналом и лезвиями, поэтому в них можно разместить проволоку любого размера. В других машинах будет ряд предварительно нарезанных каналов, по которым вы подаете проволоку. Стоит отметить, что даже с многоканальными моделями вы все равно получаете некоторый контроль. Обычно давление можно изменять, чтобы учесть различные покрытия и изоляцию, используемые на разных типах проводов. Некоторые из них труднее прорезать, чем другие, поэтому это важная функция, если вы работаете с разнообразным материалом.
Лезвия
Одна из самых важных вещей в лезвиях — это то, о чем мы уже говорили. Вы должны убедиться, что они приспосабливаются. На высокопроизводительных автоматах это будет происходить автоматически. Но если вы ищете что-то для использования дома, есть большая вероятность, что вам придется придумать, как это сделать вручную.
Еще одна вещь, о которой следует помнить о лезвиях, — это то, что некоторые из них можно менять, а некоторые — постоянные. Хотя постоянные лезвия действительно привлекательны, потому что вам не нужно так много обслуживать, имейте в виду, что добраться до них, когда придет время, будет непросто.Сменные лезвия можно легко заменить, но их не всегда легко найти, и это может привести к небольшим затратам.
Портативность
Это еще одна вещь, которая полностью зависит от вас. Машины с ручным управлением обычно более портативны только потому, что они очень легкие по сравнению с автоматами. Это хороший выбор, если вы не собираетесь использовать его регулярно и хотите что-то, что можно легко убрать в шкаф или поставить на полку в гараже.
Если вы планируете установить инструмент для зачистки проводов на верстак, вам действительно не нужно беспокоиться о переносимости.Большинство более крупных машин действительно легко установить, и они слишком тяжелы, чтобы их можно было переносить с места на место.
Инструмент, который окупается сам за себя
Если вам нужно зачистить много медных проводов, верно, что правильная машина для зачистки проводов в конечном итоге снимет такое количество проводов, что полностью окупит стоимость инвестиций. Некоторые действительно делают это очень быстро. Итак, выбирайте стиль, соответствующий вашим потребностям, и приступайте к делу. Чем раньше вы начнете, тем быстрее окупится ваш новый инструмент.
Лучшая цена проволоки для автоматической сварки — Выгодные предложения на проволоку для автоматической сварки от глобальных продавцов проволоки для автоматической сварки
Отличные новости !!! Вы попали в нужное место, чтобы купить проволоку для автоматической сварки. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая сварочная проволока для автоматов в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочную проволоку на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще сомневаетесь в выборе проволоки для автоматической сварки и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести проволоку для автоматической сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Как настроить несколько маршрутизаторов | Small Business
При настройке нескольких маршрутизаторов в сети назначьте маршрутизатор, который подключается к Интернету, как шлюз, а остальные маршрутизаторы как маршрутизаторы.Настройте шлюз с адресом WAN и LAN, брандмауэром и DHCP-сервером. Настройте другие маршрутизаторы только с адресом LAN и отключите WAN, брандмауэр и DHCP-сервер, поскольку эти вторичные маршрутизаторы будут маршрутизировать трафик только внутри LAN. Если вам нужно открыть порты в маршрутизаторе, открывайте порты только на шлюзе.
Подготовка к настройке
Вставьте кабель Ethernet в один из портов Ethernet в ряду соседних портов на задней панели шлюза. Подключите другой конец кабеля Ethernet к портативному или настольному компьютеру, чтобы использовать его при настройке шлюза.
Запустите браузер и перейдите к экранам настройки маршрутизатора, введя IP-адрес маршрутизатора по умолчанию, который может отличаться в зависимости от производителя. Например, для маршрутизатора Linksys введите «http://192.168.1.1» (здесь и далее без кавычек) и нажмите «Enter».
Войдите в маршрутизатор, используя имя пользователя и пароль по умолчанию. При появлении запроса введите новый пароль, чтобы правильно защитить информацию о настройке шлюза.
Выполните шаги в Разделе 2, если маршрутизатор является шлюзом.Выполните шаги, описанные в разделе 3, если маршрутизатор не является шлюзом.
Настроить шлюз
Выберите «DHCP» или «Автоматически» для типа WAN, если вы не приобрели фиксированный IP-адрес. Введите информацию об IP-адресе точно так, как указано вашим интернет-провайдером, если вы приобрели статический адрес.
Используйте адрес шлюза по умолчанию для адреса LAN. Например, на маршрутизаторе Linksys введите «192.168.1.1» в качестве IP-адреса и «255.255.255.0» в качестве маски подсети, чтобы предоставить действительные адреса LAN из 192.От 168.1.1 до 192.168.1.254. Введите другой IP-адрес и маску подсети, если вы хотите использовать что-то отличное от значения по умолчанию.
Включите DHCP-сервер, который будет назначать IP-адреса новым компьютерам, подключающимся к сети. Выберите поддиапазон допустимых адресов LAN, который будет назначен DHCP-сервером. Введите это как диапазон адресов DHCP. Например, введите от 192.168.1.200 до 192.168.1.254 в качестве диапазона DHCP.
Введите адрес шлюза по умолчанию, который является локальным адресом шлюза.Например, введите «192.168.1.1».
Оставьте два поля DNS-сервера пустыми или нулевыми, если вы хотите использовать DNS-серверы, предоставляемые вашим провайдером. Введите два адреса DNS-сервера, если вы хотите использовать разные серверы. Например, используйте 208.67.222.222 и 208.67.220.220 для OpenDNS или 8.8.8.8 и 8.8.4.4 для Google Public DNS.
Настройте параметры беспроводной сети, если это беспроводной маршрутизатор. Назначьте имя своей сети и введите его в поле SSID. Установите тип шифрования WPA-2 и введите пароль беспроводной сети, который устройства должны использовать для подключения к сети.Выберите конкретный канал или установите для него значение «Авто».
Сохраните изменения. Отсоедините кабель Ethernet от ноутбука и роутера. Вставьте кабель Ethernet в порт WAN Ethernet на задней панели маршрутизатора, который будет отведен в сторону, другого цвета или помечен как WAN. Подключите другой конец шнура к кабельному или DSL-модему. Выключите модем, выключите маршрутизатор, включите модем, подождите минуту, а затем включите маршрутизатор.
Настройка маршрутизаторов
Установите для типа подключения WAN значение «Нет» или «Отключено».»
Назначьте маршрутизатору фиксированный IP-адрес и маску подсети, которые действительны для LAN, а не в диапазоне DHCP. Например, введите» 192.168.1.2 «для локального IP-адреса и» 255.255.255.0 «для маски подсети. .
Введите шлюз по умолчанию, который является локальным адресом шлюза. Например, введите «192.168.1.1.»
Используйте адрес шлюза в качестве DNS-сервера для маршрутизатора, поскольку шлюз настроен с использованием внешнего DNS. серверы, которые вы решили использовать. Например, введите «192.168.1.1 «в качестве адреса первого DNS-сервера, а второй адрес оставьте пустым.
Сохраните изменения, перезагрузите маршрутизатор и снова войдите в маршрутизатор по его новому адресу, например 192.168.1.2, и введите новый пароль администратора. вы назначили.
Отключите сервер DHCP. Отключите брандмауэр и установите тип маршрутизатора на Маршрутизатор вместо шлюза, если это возможно.
Настройте параметры беспроводной сети для этого маршрутизатора, если он также будет работать как точка доступа.Назначьте тот же SSID, что и шлюз, и введите назначенный вами пароль беспроводной сети.
Сохраните изменения и перезагрузите роутер. Отсоедините кабель Ethernet и снова подключите его к постоянному месту в локальной сети.
Дешевый полуавтоматический контур регулятора расхода воды в резервуаре
Схема, представленная здесь, контролирует уровень воды, поднимающейся внутри резервуара, и автоматически выключает двигатель насоса, как только уровень воды достигает края резервуара.
Предлагаемая схема контроллера перелива воды в баке представляет собой полуавтоматическое устройство, поскольку оно может только определять переполнение и выключать двигатель, но не может запускать двигатель при вводе воды.
Пользователь должен вручную включить мотопомпу, когда становится доступным водоснабжение или во время откачки воды из других источников, таких как скважина или река.
Контроль уровня воды с использованием транзисторов
В схеме используются только транзисторы, она очень проста и может быть понята с помощью следующего описания:
ЦЕПНАЯ СХЕМА показывает конструкцию, включающую только транзисторы и несколько других пассивных компонентов.
Транзисторы T3 и T4 вместе с соответствующими деталями образуют простую схему защелки.
При кратковременном нажатии кнопки T2 смещается вперед и обеспечивает необходимое смещение для T4, которое также мгновенно проводит.
Когда Т4 проводит, реле срабатывает, и моторный насос включается.
Напряжение обратной связи от коллектора T4, достигающее базы T3 через R4, гарантирует, что T3 останется зафиксированным и в проводящем режиме даже после отпускания кнопки.
Когда вода достигает порогового уровня резервуара, она входит в контакт с парой контактов, расположенных на желаемой высоте внутри резервуара.
Вода соединяет две клеммы, и через них начинает течь напряжение утечки, которого становится достаточно для срабатывания пары Дарлингтона, состоящей из T1 и T2.
T1 / T2 проводит и немедленно заземляет сигнал обратной связи на базе T3.
T3 заблокирован из-за напряжения смещения, и защелка срабатывает, выключая реле и двигатель.
Контур остается в этом положении до тех пор, пока вода внутри резервуара не опустится ниже сенсорных клемм и кнопка снова не будет активирована.
ПОЖАЛУЙСТА, ПРОВЕРЬТЕ ЭТУ ЦЕПЬ, ПОДСОЕДИНИТЕ ЛАМПУ НА МЕСТО ДВИГАТЕЛЯ.
ПИТАНИЕ ЦЕПИ ЧЕРЕЗ ИСТОЧНИК 12 В постоянного тока.
ЗАПУСКАТЬ НАЖАТИЕМ ПЕРЕКЛЮЧАТЕЛЯ, ЛАМПА ДОЛЖНА ЗАГОРАНИТЬСЯ.
ТЕПЕРЬ ВРУЧНУЮ ОПУСТИТЕ ДВА КОНТАКТА ПРОВОДА В ВОДУ, ЭТО ДОЛЖНО МГНОВЕННО ВЫКЛЮЧИТЬ ЛАМПУ И ПЕРЕВОДИТ ЦЕПЬ В ПРЕДЫДУЩЕЕ ПОЛОЖЕНИЕ.
Список деталей
R1 = 1K,
R2 = 470K,
R3 = 10K
R4 = 1M (находится чуть ниже T3)
T1, T2, T3 = BC547,
BCT4 =
C1 = 0.