Схема сварочный аппарат
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.

- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.

Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства.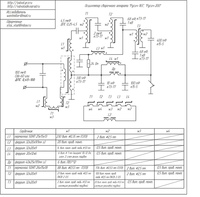 Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока.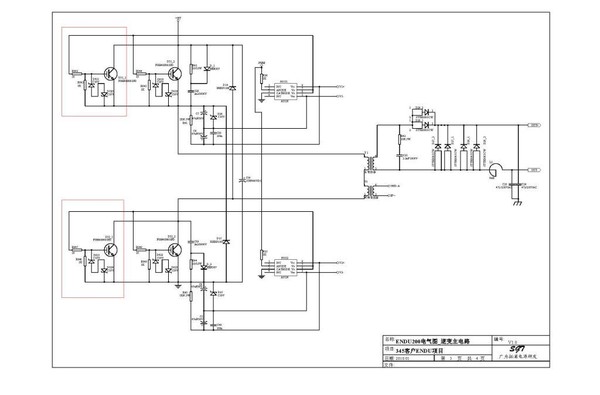 Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
tokar.guru
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.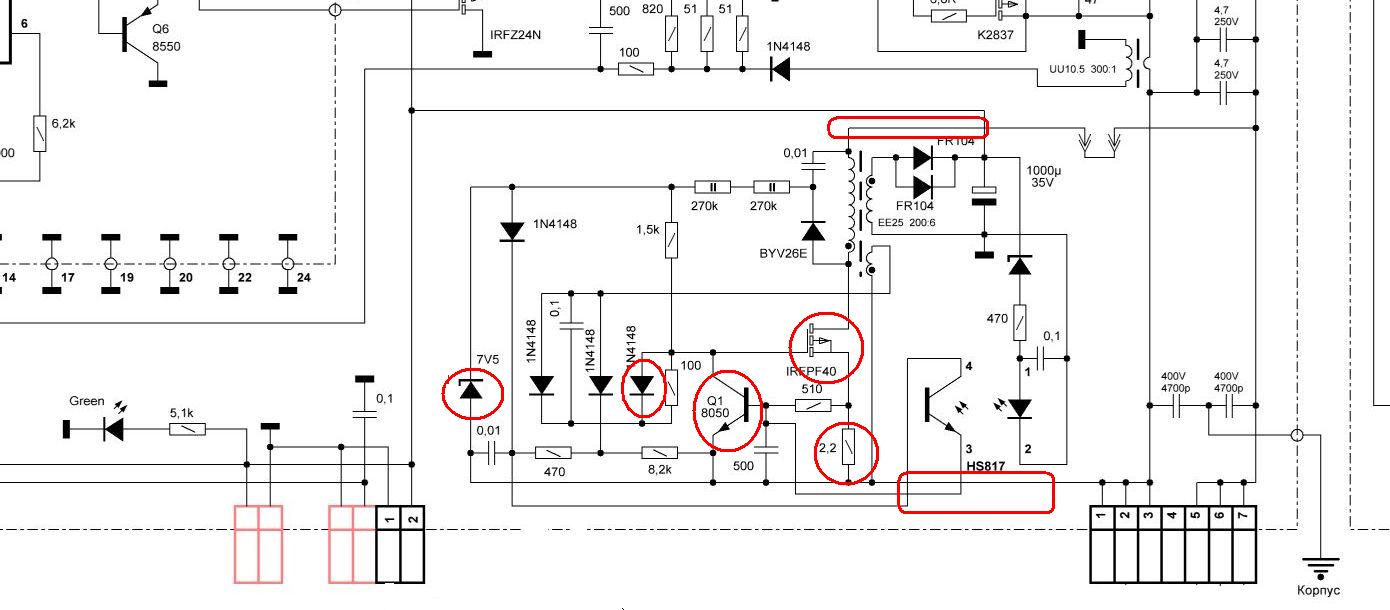
Принципиальная схема сварочного инвертора
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
 Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Сварочный аппарат СварисПринципиальная схема сварочного инвертора СварисСхемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.

При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
 Они могут работать в среде инертных газов.
Они могут работать в среде инертных газов.Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
 Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
220v.guru
Как применяют сварочный инвертор: электрическая принципиальная схема
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Читайте также: Заточка цепи для бензопилы своими руками.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
moiinstrumenty.ru
Электрическая схема сварочного аппарата конденсаторного типа
Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка – вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике.
В чем особенность конденсаторной сварки?
На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов.
Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение.
Мастера покупают изобретения в лучшем китайском интернет-магазине.В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами.
Напряжение было выбрано в районе 40 вольт. Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора.
Электроника для самодельщиков в китайском магазине.
Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание.
Далее смотрите на видео с 5:32
Для труб из полипропилена есть своя модель аппарата.
Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
izobreteniya.net
| Файл | Краткое описание | Размер |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| VD-160i.pdf |
| 337 Kb |
| Mpa.djvu |
| 739 Kb |
| Fora120.djvu |
| 2.51 Mb |
| Plazmorez.djvu |
| 216 Kb |
| alplaz_04.djvu |
| 406 Kb |
| ultrasonik_400W.djvu |
| 44.4 Kb |
| ims1600.djvu |
| 232 Kb |
| BME-160.djvu |
| 102 Kb |
| Kaiser_NBC-250sch.pdf |
| 73.7 kb |
| Gladiator_MIG_MMA-280sch.zip |
| 1.66 Mb |
| don_sch.zip |
| 660 kb |
| sai220pn.zip |
| 1.9 Mb |
| linkor.zip |
| 3.8 Mb |
| svarog_tig_acdc.zip |
| 6.3 Mb |
| Edon_MIG_308.zip |
| 270 kb |
| pdg-102.pdf |
| 2.33 Mb |
| rsi-153.zip |
| 5.09 Mb |
| pdg100-uhl4.jpg |
| 144 kb |
| ATX-450.gif |
| |
| Telwin_Plasma_34_foto.pdf Telwin_Plasma_34_EN-RU.pdf |
| 1.27 Mb 2.04 Mb |
| Страницы >>> [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве.
Основные сведения про инверторные аппараты
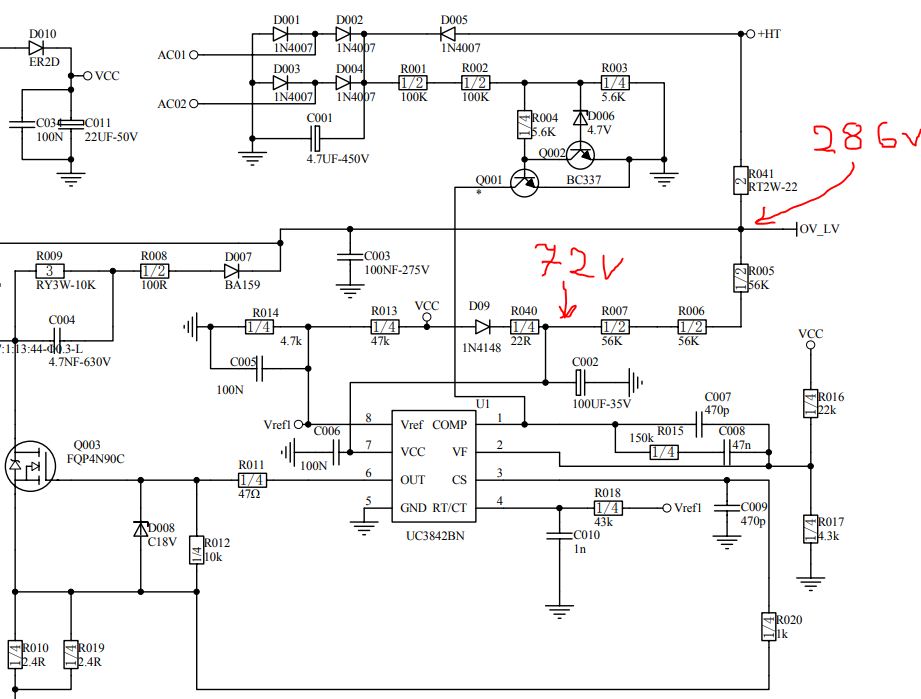
По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети 220 В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора.
Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно.
За счет чего уменьшается вес сварочного аппарата
А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение – снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами.
Рабочая частота инвертора
Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах.
Принцип работы выпрямителя
Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления.
Выпрямительный каскад
В этом блоке происходит преобразование переменного тока, который поступает от сети 220 Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Фильтры
Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети 220 Вольт, то на выводах конденсаторов, если произвести замер, будет 310 В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов.
Инверторный каскад
Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов.
ВЧ-трансформатор
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока.
Выходной выпрямитель
Но стоит взглянуть на то, из каких компонентов состоит еще эл. схема сварочного инвертора. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения.
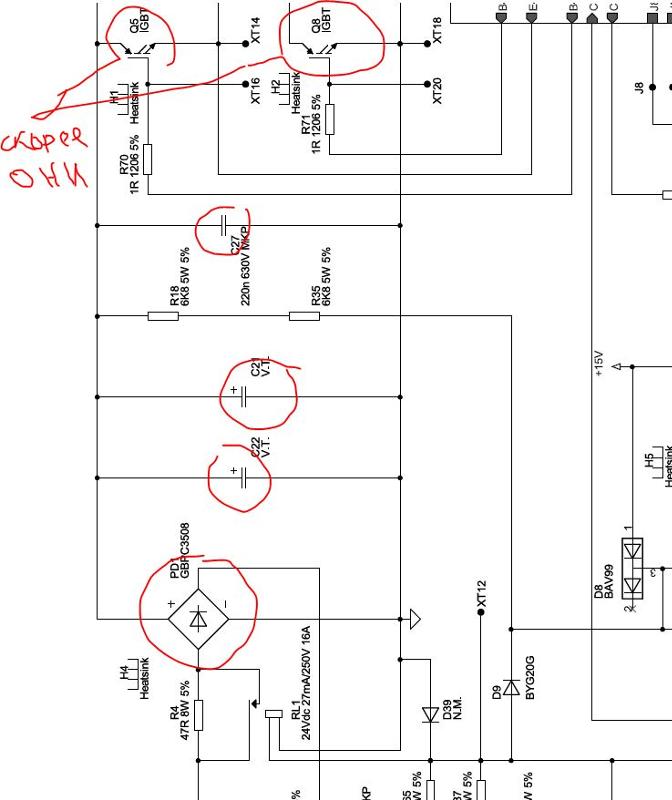
| Поз. | Код ELITECH | Наименование | Описание (англ.) | Комплектация |
| 1 | 0603.010000 | Радиатор | Heat sink | 1 |
| 2 | 0603.010100 | Винт | Nuts М5х12 | 2 |
| 3 | 0603.010200 | Ремень | Belt | 1 |
| 4 | 0603.010300 | Кожух | Cover | 1 |
| 5 | 0603.010400 | Ручка потенциометра | Potento meter | 1 |
| 6 | 0603.010500 | Индикатор сети | Working LED φ3 | 1 |
| 7 | 0603.010600 | Индикатор перегрузки | O.C φ3 | 1 |
| 8 | 0603.010700 | Потенциометр | Potentiometer 10К | 1 |
| 9 | 0603.010800 | Распределитель | Current coupling | 1 |
| 10 | 0603.010900 | Плата контрольная | Control board | 1 |
| 11 | 0603.011000 | Катушка силовая | Reactor | 1 |
| 12 | 0603.011100 | Регулятор напряжения | Voltage reguletor 7815 | 1 |
| 13 | 0603.011200 | Конденсатор | Capacitor 680µF/400VDC | 2 |
| 14 | 0603.011300 | Выключатель | Power switch KCD-25 | 1 |
| 15 | 0603.011400 | Фильтр | Emcfilter 20А | 1 |
| 16 | 0603.011500 | Конденсатор | X2 capacitor 0,47µF/275V | 1 |
| 17 | 0603.011600 | Резистор | Resistor 10W150R | 1 |
| 18 | 0603.011700 | Реле | Relay GK-F-1A-24v/30A | 1 |
| 19 | 0603.011800 | Выпрямитель | Rectifier KBJ5010 | 2 |
| 20 | 0603.011900 | Диод | Dilde U1560 | 4 |
| 21 | 0603.012000 | Конденсатор | CBB capacitor CBB21/475/400V | 1 |
| 22 | 0603.012100 | Трансформатор | Pucse transforma BK58192 | 1 |
| 23 | 0603.012200 | IGBT транзистор | IGBT FGh50N60UFD | 4 |
| 24 | 0603.012300 | Трансформатор основной | Main transforma | 1 |
| 25 | 0603.012400 | Диод | Diode STTH60P03SW | 4 |
| 26 | 0603.012500 | Винт 5х12 | Nuts 5х12 | 8 |
| 27 | 0603.012600 | Разъем | Output connector | 2 |
| 28 | 0603.012700 | Панель задняя | Back panel | 1 |
| 29 | 0603.012800 | Основание | Bottom board | 1 |
| 30 | 0603.012900 | Панель передняя | Front panel | 1 |
| 31 | 0603.013000 | Радиатор | Heat sink | 1 |
| 32 | 0603.013100 | Термореле | Thermal switch KSD302 | 2 |
| 33 | 0603.013200 | Винт М3х8 | Unt M3x8 | 4 |
| 34 | 0603.013300 | Радиатор | Heat sink | 1 |
| 35 | 0603.013400 | Вентилятор | Fan BD9225h22/12V | 2 |
| 36 | 0603.013500 | Решетка вентилятора | Fan cover φ90 | 1 |
| 37 | 0603.013600 | Винт 5х12 | Nut 5×12 | 4 |
| 38 | 0603.013700 | Электрокабель с вилкой | Power plug | 1 |
| 39 | 0603.013800 | Кабельный ввод | Cable socket | 1 |
| 40 | 0603.013900 | Рукоятка | Handle | 1 |
| 41 | 0603.014000 | Винт М6х12 | Nut M6x20 | 1 |
| 42 | 0603.014100 | Трансформатор | Transforma | 4 |
| 43 | 0603.014200 | Суппрот трансформатора | Transforma support | 1 |
| 44 | 0603.014300 | Винт М3х8 | Nuts M3x8 | 4 |
| 45 | 0603.014400 | Ножка | Rubber foot | 4 |
| 46 | 0603.014500 | Винт 4.2х12 | Nuts 4.2×12 | 4 |
| 47 | 0603.014600 | Плата PCB в сборе | PCB board(ARC165) | 1 |
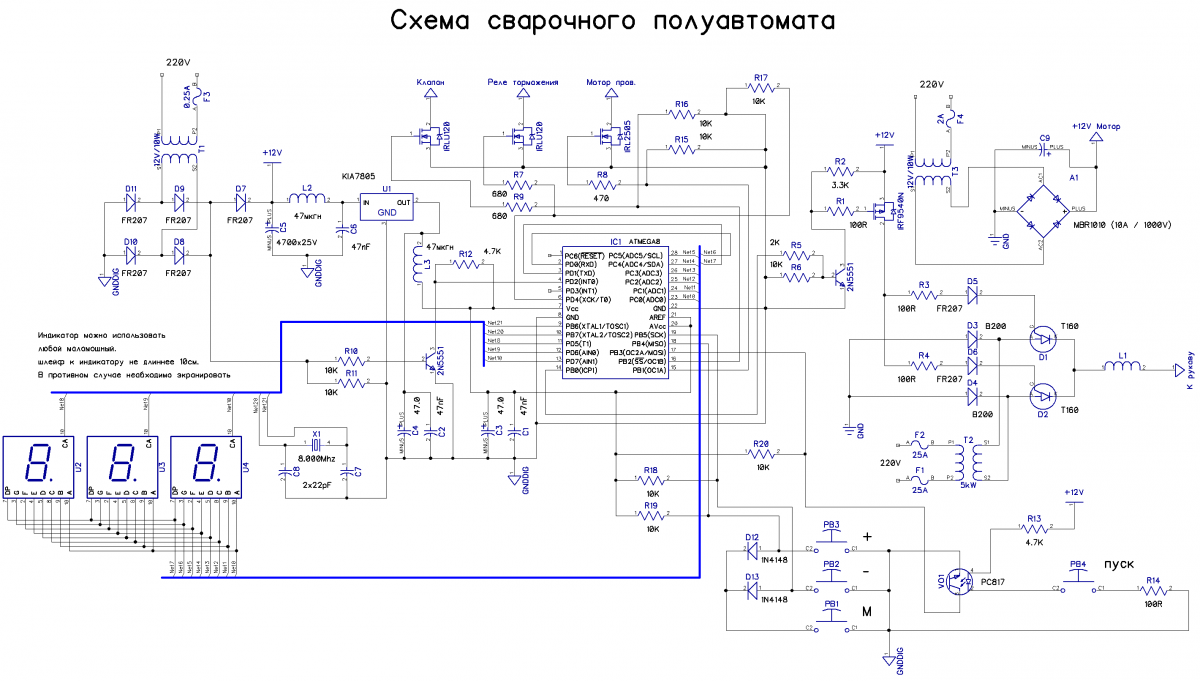
Схемы сварочных аппаратов и инверторов, самодельные полуавтоматы и выпрямители для сварки
В предлагаемой статье читателям, среди которых есть электрики, рассмотрено устройство, которое поможет в ремонте электрического кабеля. При не соблюдении правил технической эксплуатации электрических кабелей, особенно с бумажной изоляцией типа ААБ-1 3*35, ААБ 3*120, при продолжительной …
1 1467 0
Простой и надежный регулятор постоянного тока для сварки и зарядкиПредлагается конструкция удобного и надёжного регулятора постоянного тока. Диапазон изменения им напряжения — от 0 до 0,86 U2, что позволяет использовать этот ценный прибор для различных целей. Например, для зарядки аккумуляторных батарей большой ёмкости, питания электронагревательных элементов, а…
1 8689 0
Сварка с водородно-кислородной горючей смесью из электролиза водыАппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает. Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение. А вот у сторонников малой механизации -…
2 5514 0
Электросварочный аппарат из доступных деталей и материаловПровести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и многие другие полезные в хозяйстве вещи вам поможет электросварочный аппарат, изготовленный из доступных деталей и материалов. С электродами диаметром до 4 мм им можно сваривать металл…
0 3746 0
Простой сварочный аппарат- малыш из ЛАТРа Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125х150 мм. Это достигнуто использованием ленточного трансформаторного железа, свёрнутого в…0 4199 2
Электронный блок для сварочного аппарата Среди проблем, с которыми сталкивается практически любой самодельщик, электродуговая сварка и резка металлов в условиях домашней мастерской — не на последнем месте. И очень хорошо, что «Моделист-конструктор» об этом не забывает, радуя своих читателей обстоятельными разработками, подобными…Тем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм. Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе…
0 5266 0
Тороидальный сварочный аппарат (бублик) Многие сварщики-любители мечтают о тороидальном трансформаторе. Ведь давно известно, что массогабаритные характеристики у тороидов намного лучше чем у «Ш» и «П»-образных трансформаторов. Так, при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие не…1 4713 0
Самодельный аппарат для сварки на постоянном токеПреимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны. Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого (и, как выяснилось,…
0 4329 0
Три в одном — сварка, зарядное и пусковое устройство Вот уже более десяти лет пользуюсь самодельным устройством, отлично зарекомендовавшим себя при сварке, резке металлических листов толщиной от 0,6 до 12 мм, подаче электропитания на время запуска двигателя автомашины стартером, зарядке щёлочных и кислотных аккумуляторов, обеспечении запуска и…3 7181 0
Радиодетали, электронные блоки и игрушки из китая:
Сварочный инвертор «MMA 200», устройство, ремонт. — Радиомастер инфо
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»
Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.
Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.
Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.
Импульсы на выходе формирователей, перед мощными полевыми транзисторами:
Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.
Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:
Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
Лучший инверторный сварочный аппарат для печатных плат — Выгодные предложения на инверторный сварочный аппарат для печатных плат от глобальных продавцов инверторных сварочных аппаратов для печатных плат
Отличные новости !!! Вы попали в нужное место для установки инверторной сварки печатных плат. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот инверторный сварочный аппарат для печатных плат должен стать одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инверторный сварочный аппарат для печатных плат на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в инверторном сварочном аппарате для печатных плат и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный аппарат для инверторных плат по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Международный журнал инженерного менеджмента и прикладных наук
Международный журнал новейших технологий в машиностроении, менеджменте и прикладных науках — IJLTEMAS
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках (IJLTEMAS) — это ежемесячный рецензируемый международный журнал по инженерным наукам, менеджменту и прикладным наукам с минимальными затратами на обработку, открытый доступ и полное рецензирование.Мы обеспечиваем отличную платформу для обмена мнениями между исследователями, широко заинтересованными в области инженерии, менеджмента и прикладных наук.
Научно-исследовательское и инновационное общество
Общество исследований и научных инноваций (RSIS International) — ведущее международное профессиональное некоммерческое общество, которое способствует прогрессу исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикации профессиональных международных онлайн-журналов, информационных бюллетеней и проведения исследований и инноваций. на международном уровне.
Прием заявок Апрель 2021 г.
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS приглашает авторов / исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук. Все заявки должны быть оригинальными и содержать соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную исследовательскую публикацию и предоставляем читателю достоверные исследования.
Правила подачи заявок
| Срок подачи заявок | 26.03.2021 — 25.04.2021 |
| Новое представление | Подача онлайн |
| Окончательная подача принятой статьи | Подача онлайн |
| Месяц / Год / Объем / Выпуск | Апрель 2021 г. Том X Выпуск IV |
| Плата за публикацию (международные авторы) | 20 $ |
Почему открытый доступ?
Журналы открытого доступадоступны бесплатно в Интернете для немедленного открытого доступа во всем мире к полному содержанию статей, отвечающих интересам основных исследователей.Каждый заинтересованный читатель может бесплатно читать, скачивать или потенциально распечатывать статьи в открытом доступе! Мы приглашаем подавать документы превосходного качества только в электронном (только .doc) формате.
Источники питания на базе инвертора
Мир меняется. Это не удивительно для тех, кто хоть отдаленно осознает свое окружение. Тем не менее, есть соблазн взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время технологические разработки практически не развиваются.Однако человек, придерживавшийся этой точки зрения, ошибался. Фактически, конструкция и возможности источников питания для сварки изменились и продолжают быстро меняться. Одна из технологий, способствующих этому изменению, — разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов. Что нового?
В прошлом источники питания для сварки основывались на трансформаторах.Блок питания потреблял 60 Гц, 230, 460 или 575 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом для получения сварочного выхода постоянного тока (DC). Управление этим выходом обычно осуществлялось какими-нибудь относительно медленными магнитными усилителями.
Сварочные аппараты TIG на трансформаторе обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц.В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких источников питания для сварки весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется 60 Гц, управляющие сигналы ограничиваются выдачей не более 120 в секунду, поэтому невозможно подавать импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется такая же входящая мощность 60 Гц.Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 20000 Гц. Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества предлагает эта новая конструкция с инверторным управлением? Во-первых, главный силовой трансформатор, который работает на 20 000 Гц, намного более эффективен, чем трансформаторы 60 Гц, а это значит, что он может быть намного меньше. Помните, что машины на базе трансформатора обычно весят более 400 фунтов и имеют размер 32 дюйма. На прилагаемой фотографии показана линейка инверторных источников питания Lincoln для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта, имеет ширину 9 дюймов, глубину 19 дюймов и высоту 15 дюймов.Две другие машины представляют собой инверторы только постоянного тока, они еще легче и меньше. Таким образом, машины на базе инвертора имеют огромное преимущество в весе и портативности.
Еще одно преимущество инверторных блоков питания — стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребляемый ток при 205 ампер для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазной сети 230 В при сварке на аналогичных токах.Хотя экономия затрат при переходе на инверторы часто преувеличивается, при нормальных обстоятельствах можно с уверенностью сказать, что годовая экономия электроэнергии составляет примерно 10% от закупочной цены источника питания.
Другое существенное преимущество инверторных источников питания состоит в том, что за счет столь тонкого «измельчения» входящего переменного тока мы получаем очень стабильный постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы постоянного тока.В течение нескольких лет это было все, что было доступно. Инверторов, которые питали выход переменного тока, просто не существовало. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус. Путем их работы с разной полярностью и попеременного включения и выключения на выходе генерировался псевдо-переменный ток. Некоторые инверторы все еще генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить генерацию переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — вот что действительно делает инвертор блестящим для сварки алюминия с использованием GTAW. Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности. Фактически, Lincoln V205 не имеет возможности использовать постоянную высокую частоту. Он автоматически погаснет, как только возникнет дуга. Устранение постоянных высоких частот резко снижает количество радиочастотных помех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы на частоте 20 килогерц, означает, что мы можем изменять частоту выходного сигнала при сварке переменным током. Старые машины имели выход переменного тока только 60 Гц. V205 может выдавать переменный ток с частотой 20 и 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся более узкими, что приводит к более глубокому проплавлению.
Много лет назад было понято, что при GTAW проплавление сварного шва происходит за счет отрицательной части цикла переменного тока электрода.Во время той части цикла, когда электрод положительный, проплавление уменьшается, и в вольфрамовый электрод уходит больше тепла. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе. Очень первые источники питания GTAW обеспечивали простой выход синусоидальной волны, в котором генерировалось равное количество положительного и отрицательного электрода.Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода.Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление сварного шва и снижает количество тепла, поступающего в вольфрамовый электрод, что означает, что можно использовать заостренные электроды меньшего диаметра. Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные источники питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln — Invertec® V350 Pro.Этот источник питания в первую очередь разработан как инверторный аппарат для газовой дуговой сварки (GMAW). Он содержит большое количество различных программ для установившегося режима, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW. Большое количество импульсных программ GMAW, в которых параметры импульса оптимизированы для конкретных присадочных материалов и размеров проволоки. Однако благодаря программному обеспечению он также готов к использованию в качестве источника питания для дуговой сварки в защитном металлическом корпусе или дуговой сварки вольфрамовым электродом в среде защитного газа.Его также можно перепрограммировать в полевых условиях за короткое время. Вместе со всем этим, блок питания весит 79 фунтов и может выдавать до 425 ампер.
Будущее уже здесь.
Инверторный сварочный аппарат amp draw
инверторный сварочный усилитель № версии: AA. В результате получается гладкий сварной шов. Итак, если предположить, что вы никогда не превышали номинальную силу тока, никакие регулировки не повлияют даже на потребление 3,186 силы тока переменного / постоянного тока. • Прочная устойчивая сварочная тележка с местом для хранения принадлежностей и оружия.8% положительных. Примечание — если эти 150 ампер потребляются от батареи в течение одного часа, будет использовано 150 ампер-часов (Ач) заряда батареи. е. Легкая инверторная конструкция делает этот сварочный аппарат очень портативным, что позволяет легко перемещаться по рабочему месту, дому или гаражу. Сварочный источник питания трансформаторного типа преобразует электричество умеренного и умеренного тока из электросети (обычно 230 или 115 В переменного тока) в источник высокого и низкого напряжения, обычно от 17 до 45 (разомкнутая цепь) и от 55 до 590 вольт. амперы.27 мая 2019 г. · 125 ампер через 4 га. Сравните мощность, умноженную на напряжение = мощность, и мощность, умноженную на напряжение = мощность. У нас есть аппараты для приварки шпилек от Motor Guard и H&S Autoshot, а также наши собственные системы вытягивания вмятин. Пусковой ток сварщика очень и очень высок (в 10 раз больше среднего или около того) и, вероятно, отключит или даже отключит инвертор мощностью 3 кВт. Это много искр. Односторонний пистолет прилагается для сварки внутри стволов, а также для удаления вмятин. Эти сварочные аппараты оснащены стандартной вилкой BS 1363 на 13 А, снабженной предохранителем на 13 А.99. 85 КПД инвертора) = 29. вот почему. Источники питания для инверторной сварки вольфрамовым электродом на постоянном токе (GTAW) обычно весят от 30 до 50 фунтов. 31 августа 2017 г. · В спецификациях для сварщика указано, что он может подавать 150 А при 21 В, так что это будет 13. то есть ступенчатые трансформаторы или использовать инверторные конструкции. Попробуйте сварочный аппарат в стандартной цепи 120 В переменного тока или воспользуйтесь генератором и ознакомьтесь с особенностями и преимуществами: сваривает мягкие, нержавеющие и хромомолибденовые стали от 28 калибра до 3/16 дюйма с помощью защитного газа AR / CO2. точный контроль на всех толщинах материала Компактный резак 17 В с 12.Для сварочного аппарата на 225 шт. Требуется цепь 220 А на 50 А. Уникальная характеристика сварки TIG, когда речь идет о силе тока, заключается в том, что ножная педаль на сварочном аппарате TIG регулирует силу тока, необходимую для сварки, в зависимости от ввода пользователя. Напряжение, умноженное на ампер, равно ваттам. Простота эксплуатации — с переключателем полярности переменного / постоянного тока, установленным на передней панели. Используя вычислитель инвертора, показывает ~ 14. Вилку на 13 ампер следует менять примерно раз в год, поскольку они не подходят для длительной подачи высоких токов.Вы можете видеть, что простое деление на 10 дает простое руководство для «худшего случая» для ваших требований к питанию. Исключительный электрический КПД. Для сварки штангой в данном аппарате используется инверторная технология IGBT. Более низкая мощность сократит оплачиваемое потребление электроэнергии и в большинстве случаев снизит затраты на установку за счет уменьшения размера проводов и коммутационного оборудования. Вероятно, отсюда и розыгрыш 40 ампер. R44. См. Эту статью о том, что такое инверторный генератор, для получения дополнительной информации 7 декабря 2016 г. Традиционные трансформаторные машины (Miller Dynasty, Lincoln Precision TIG) надежны как скала, но они большие по размеру, тяжелые, потребляют много ампер и лишены функций. что есть у более новых сварочных аппаратов инверторного типа.00 $ 159. Сюда входят многие сварочные аппараты с номинальной мощностью до 160 ампер. x также усилители. * Инверторные сварочные аппараты — это легкие, универсальные и эффективные сварочные аппараты. Инверторная технология IGBT обеспечивает высокую мощность в легком и компактном устройстве (30 фунтов). В условиях сварки возможна сварка коротким замыканием. Обеспечивает 19. Это, скорее всего, покроет пусковой ток, а затем рабочий ток упадет примерно до 15. 5 ампер переменного тока или 125 ампер постоянного тока потребляют батареи, верно? Каков номинал прерывателя / предохранителя постоянного тока, который вы установили между батареями и инвертором? Я не думаю, что встроенный инвертор защитит провод 4 га между батареями и инвертором.Таким образом, инвертор мощностью 1500 Вт с нагрузкой 500 Вт будет иметь 50 (25) ампер, а не 150 (75) ампер. Сварщику на 220 В потребуется 31 июля 2018 Сколько ампер потребляет ваш сварщик от розетки, если вы можете сделать МНОГО сварочных работ от цепи 30 А, даже с неинверторным током 11 января 2014 Как сварщику 225 шт., Ему требуется 50 Схема усилителя 220. Номинальное напряжение в сети составляет от 440 до 500 В переменного тока. Повысьте качество и повторяемость с помощью многопараметрического адаптивного управления инвертором WeldComputer для сварщиков сопротивлением. 159 долларов.Легкая инверторная конструкция делает этот сварочный аппарат очень портативным, что позволяет легко перемещаться по рабочему месту, дому или гаражу. 7 ампер. Это гибкое управление взаимодействует с любым типом трансформатора для сварки сопротивлением, независимо от его типа (однофазный, трехфазный, преобразователь частоты или MFDC). 1 фаза, ток 17-23 А Инверторный сварочный аппарат. Максимальное потребление тока 60 при 208 вольт и 50 при 230 вольт. Эти устройства также обеспечивают вспомогательное питание 120/240 В для работы электрического освещения и инструментов. 85 инвертор переменного тока eff * 1/10.Входная мощность 115/230 В. Для трехфазного тока вам понадобится прерыватель на 50 ампер в зависимости от его напряжения. Портативные и надежные, эти модели обладают возможностями многопроцессорной обработки для различных приложений на объекте. Добро пожаловать в нашу первую статью «Советы по сварке для машин», в которой мы рассмотрим основные преимущества и особенности сварочных аппаратов. МАШИНА ДЛЯ ДУГОВОЙ СВАРОЧНОЙ СВАРКИ еще не позволяет нам рисовать def 9 августа 2019 г. Таким образом, максимальная потребляемая мощность составляет 2760 Вт. Сварочный ток можно регулировать на доли ампера за раз, поэтому вы можете установить ток, точно соответствующий выполняемой работе, без необходимости регулировать скорость подачи проволоки для компенсации.170. Инверторный сварочный аппарат 350 AMP CC / CV идеально подходит для сварки, где требуется независимый источник питания. Инверторы привлекательны не только для рынка DIY, но и для компаний, которые хотят сэкономить на рабочей силе и транспортных расходах, доставив сварщика прямо на место работы. 6 февраля 2019 г. · Решением этой проблемы является устройство ограничения тока между источником питания и аккумулятором, которое позволяет току течь, пока он не превышает 20 ампер, но ограничивает верхнюю границу тока, которая может быть (например, когда инвертор потребляет 80-300 ампер для запуска и работы скважинного насоса).Инверторы cig, fronius и lincoln и не во многих местах, где мы проводим работы на стройплощадке, имеют мощность 15 А. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким. В инверторном сварочном аппарате TIG используются мощные IGBT-транзисторы для переключения рабочей частоты 50/60 Гц на высокую (20 кГц или выше). 300 ÷ 14 ÷ 0. Вмятина — вытягивание за 5 секунд. Итак, ваш калькулятор инвертора выглядит следующим образом: Для нагрузки 300 Вт при 12 вольт. Я начал со своих самых маленьких стержней 6013 толщиной 2 мм при положительном электроде 60 А.Сварщик включает в себя сварочную горелку MB15 и флюсовую проволоку весом 1 кг 0. Способный значительно улучшить стабильность и производительность любого управления контактной сваркой, он обеспечивает надежное и надежное решение для обеспечения целостности каждого сварного шва. Потребляемая мощность — бортовой сварщик Jeep. Недавно я купил подержанный инверторный сварочный аппарат Lincoln Power Wave 455m. 186 AC / DC увеличивает эффективность и устраняет разбрызгивание вольфрама и позволяет использовать вольфрамовый электрод меньшего диаметра для работы при более высоких уровнях тока.AMP. Это младший брат 140C. Вам не нужно ничего рассчитывать для этого, поскольку потребляемый ток уже указан в амперах. Что следует учитывать перед покупкой инвертора Инвертор мощностью 3000 Вт против гидравлического генератора мощностью 3000 Вт. Среднечастотный инвертор D. Выход 125 А постоянного тока — достаточно для большинства 1/8 дюйма (3. Этот простой в использовании сварочный агрегат оснащен передовой инверторной технологией на основе постоянного тока, которая обеспечивает более стабильную дугу и более чистые сварные швы при снижении веса до всего 15 фунтов. Вы можете запустить большого сварщика на меньшем контуре, но рискуете сработать выключатель.Это число умножается на 3 декабря 2007 г. Есть ли способ узнать, какой ток (в амперах) потребляет сварщик, не уверенный в потребляемой мощности при повышении дуги в оксфордском типе, инверторы В дополнение к силе тока вы должны решить, какое напряжение вы хотите чтобы иметь возможность использовать, и если 220, какой тип розетки вам, вероятно, понадобится. Сварочный ток в целом снизился на 5 ампер, но сварка была выполнена легко. Разделите 30 на 6 (потому что вы используете соковыжималку в течение 1/6 часа), и вы получите результат около 5 ампер-часов в день.Чтобы избежать перегрева, производитель также рекомендует оставлять устройство включенным каждые 10 минут. Я только что купил бывший в употреблении аппарат для дуговой сварки в масляной ванне, 30 — 180 ампер. 6 — 3. 200 А. Самое главное, они производят более чистый электрический ток, чем неинверторные генераторы. Итак, если вы свариваете низкоуглеродистую сталь 12-го калибра толщиной 0. 185 кВт. 3 января 2020 г. · Harbour Freight имеет инверторный сварочный аппарат на 200 А постоянного тока менее чем за 300 $, другие недорогие аналогичные устройства доступны. Конструкция на 140 А подходит для использования с 1.Для трехфазного тока вам понадобится автоматический выключатель на 50 ампер в зависимости от напряжения. В инструкции указано, что у сварщика стандартная вилка на 13А. Компактный инверторный сварочный аппарат Jasic MIG 350. Hobart Handler 175 занимает 19,24%, это помогает сократить расходы на коммунальные услуги или расход топлива, необходимого для сварки. А как насчет инверторного сварочного аппарата на 10 ампер и свечи 2. 21 января 2021 г. · Этот сварочный аппарат имеет выходную мощность 225 ампер и отлично подходит для тяжелых работ. Номинальная входная сила тока сварщика составляет 25 А. . Бескомпромиссный стиль сварки Сварка от 30 до 180 ампер делает сварочный аппарат идеальным для тонких кузовных панелей автомобилей, вплоть до более толстых пластин и коробчатого профиля.Сварочные аппараты Тип продукта Инверторный сварочный аппарат Рабочий цикл 60% Размер электрода 2.. Это одно из предложений бренда Everlast в экономичной линейке инверторных сварочных аппаратов MIG. Сварщик TIG, Сварочный аппарат TIG, Инверторный сварочный аппарат TIG производитель / поставщик в Китае, предлагающий однофазный сварочный аппарат TIG переменного тока 220 В, 200 А, инвертор IGBT, импульсный импульсный сварочный аппарат постоянного тока, сварочный аппарат MMA, дуговой сварочный аппарат серии Plus Plus Инверторный аппарат IGBT MMA Сварочные аппараты с целлюлозным электродом MMA сварочные аппараты 200 AMPS, Plus Серия дуговой сварочной машины MMA Инверторные сварочные аппараты IGBT MMA 180 AMPS High Ocv и так далее.Многие из них будут работать примерно на половине входного тока трансформаторных машин. 90-100 ампер — довольно распространенное явление, но вы можете найти сварщиков меньшего (и большего) размера. «Я думал о том же, когда читал о сварочном аппарате Twentieth Century, который я выбрал сейчас для работы со сварочным аппаратом, я бы посмотрел в руководство и посмотрел, какой максимальный ток он потребляет, и будет ли он выше этого, а также получить дополнительный включите аккумулятор, чтобы он работал, пока ваш грузовик работает на идоловой скорости, и все вещи в грузовике выключены, я думаю, вы будете в порядке, инвертор 4k ватт такой же, как генератор 4k, разница только в батареях Инверторный сварочный аппарат * Инвертор далеко более сложный, поэтому по своей сути менее надежен.30 августа 2017 г. · Двигатель Honda GX200 и моя особая смесь генератора DR44G со статором на 250 А. Превосходный сварочный аппарат За счет переключения первичной мощности с частотой тысячи Гц / мин. Бесплатная доставка. 240. НАПРЯЖЕНИЕ (X) АМПЕР = ВАТТ 12 Вольт X 250 АМПЕР ПОСТОЯННОГО ТОКА = 3000 ВАТТ ИЛИ 120 Вольт X 25 ампер переменного тока = 3000 Низкая потребляемая мощность инвертора означает, что один генератор может питать больше дуг и, как уже отмечалось, такие функции, как Авто- Линия позволяет инвертору преодолевать провалы и всплески напряжения. 5-150 А постоянного тока.Нижний конец на выходе 20 ампер будет срезать толщиной с лист 22 калибра. Генератор переменного тока среднего размера, используемый в автомобильной зарядной системе постоянного тока, составляет около 100 ампер постоянного тока. 230v x 9. Это инверторная машина. Не всегда необходимо заменять весь блок, есть некоторые проблемы, которые можно найти и устранить с помощью шланга подачи сжиженного пропана с муфтой для легкого подсоединения к выпускному отверстию для отбора жидкости сжиженного нефтяного газа. цилиндр. Сварочный ток можно регулировать в диапазоне 10–130 А, чтобы обеспечить необходимую мощность для работы.Регулировка силы дуги позволяет оператору точно настраивать постоянный ток в условиях сварки при низком напряжении и помогает предотвратить прилипание электродов при сварке с короткой дугой. Напряжение, умноженное на ампер, равно ваттам. 130. 6 октября 2019 г. · Схема инверторного сварочного аппарата Bing Images Rangkaian Elektronik Svar Png 1550 940 Патент на инверторный сварочный аппарат Us20140209586. Схема электрических соединений сварочного аппарата Pdf С 3 августа 2020 г. · При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями.73. altE предлагает аккумуляторные кабели от 2/0 до 4/0 AWG различной длины как для подключения инвертора к блоку батарей, так и между вашими батареями. У большинства людей есть возможность отключить однофазный сварочный аппарат от бытового источника питания, плиты обычно имеют не менее 50 ампер, электрические душевые часто — 30. Должна быть возможность запустить сварщика примерно до 150 ампер от британской вилки на 13 ампер. Как найти аппарат для дуговой инверторной сварки Bossweld 140 Amp S140 Stick на складе Bunnings. 24 июля 2003 Инверторные источники питания для газовой вольфрамовой дуговой сварки (GTAW) на постоянном токе С некоторыми из этих источников потребляемый ток при 205 А составляет 29 1 апреля 2018 г. Напряжение выходного тока, его также можно назвать напряжением дуги, варьируется в зависимости от недорогие бытовые модели от 20 до 30 В.300 ÷ 12 ÷ 0.. Этот товар находится в категории «Бизнес и промышленность \ ЧПУ, Металлообработка и производство \ Сварочное и паяльное оборудование \ Сварочное оборудование и аксессуары \ Сварочные аппараты, резаки и горелки \ Сварочные аппараты». 5 в постоянного тока. 35A-125A — это продукт сварочного аппарата. Путем переключения первичного питания диапазон тока 20–160 ампер; инверторная технология iGBT; Новейшая сверхстабильная технология инвертора постоянного тока; Плавно работает широкий спектр стержней — до 4 мм; Розетки стандарта DIN; Сверхпортативный — всего 3 кг; Настоящее качество Rossi; EMC и & nb 16 октября 2012 г. Сварщик и инвертор.Инверторная технология улучшает управление синусоидальной волной, что приводит к более чистому выходу переменного / постоянного тока. Планируйте использовать с инвертором 12 вольт мощностью 1500 ватт. 99 (номер модели: ST80i). Так что я взял 2. Посетите местный магазин, чтобы купить самый широкий ассортимент инструментов. Вырабатывая до 120 А постоянного тока при рабочем цикле 60%, он подходит для сварки от 6010 стержней до 6013 стержней. 20. Конструкция на 140 ампер подходит для использования с 1. Для автоматического выключателя на 250 ампер это означает диапазон регулировки магнитного срабатывания от 1000 до 2000 ампер.13 марта 2021 г. · Чтобы понять, как энергоэффективность влияет на решение о покупке, сравните Dimension 652 (трансформаторный сварочный аппарат с постоянным током / постоянным напряжением на 650 ампер) с продуктом ведущего конкурента на 650 ампер. Сварочный аппарат Klutch MIG 140SI с инверторным питанием и подачей проволоки — выход 140 А Да, он не потребляет много энергии, у моего старого был специальный выключатель на 20 А, иначе он не работал, этот работает лучше, чем у всех, которые у меня когда-либо были Я получил представление о том, сколько электроэнергии требуется, прежде чем вы определитесь с размером вашей солнечной панели, кабелей, инвертора и аккумуляторной батареи.Сэкономьте 80 долларов, делая покупки в Harbour Freight. Вот где это становится странным, я отнес его обратно в выставочный зал Иствуда, и он отлично сварился в их магазине. Входная кВА: это произведение приложенного напряжения и тока, потребляемого от входного источника питания. 90-100 ампер — довольно распространенное явление, но вы можете найти сварщиков меньшего (и большего) размера. Первичное потребление тока при номинальной мощности на 25% меньше, чем у конкурентов. 00 $ 169. ). 170. Состояние Идеальное как новое. 4. Предыдущая цена 20 австралийских долларов 374 австралийских доллара. Сварочный аппарат Multiquip на 180 А, работающий на газе, является лидером отрасли в своем классе благодаря компактной конструкции генератора с постоянными магнитами, которая облегчает вес устройства, в то время как инверторная технология обеспечивает высокое качество продукции, требуемое подрядчиками.Руководство по эксплуатации. 5 мм Применение Модель «сделай сам» MMA 200 Размер 200 А Гарантия обслуживания Гарантия 1 год Информация о продукте / упаковке Вес продукта 4000. Горелка типа «WP-17» допускает использование обычных чашек и цанговых патронов с электродами до 1/8 дюйма. Входное напряжение), с Сколько кВтч использовал сварочный аппарат? 48. Конструкция 2T / 4T: точечная сварка 2T и простая работа. Эта модель предлагает регулируемый баланс переменного тока от 30 до 70 процентов, очищая от окисления алюминия. 00. В зависимости от конкретного сварочного аппарата, который вы используете пытаются работать вне этого аппарата, верхнее потребление тока многих из 275 ампер при рабочем цикле 35%, постоянном токе, постоянном токе, инверторном сварочном аппарате с обоими источниками питания ProHeat 35 требуется от менее 60 ампер до 3.85 инвертор переменного тока eff * 1/10. Если что-то не так, сварочный аппарат может не работать должным образом или даже не запуститься. Даже если вы решили купить модель с меньшей силой тока, мы все равно рекомендуем выполнить разводку цепи для размещения устройства с большей силой тока. Генератор мощностью 5000 Вт идеально подходит для сварщиков на 120 В, потребляющих при запуске менее 40 А. Это 26. Поставляется в стандартной комплектации с различными оружиями. 14 марта 2021 г. · Сварочный аппарат — сложное и сложное устройство. 20 500 вон. 130.Большинство машин на 240 В потребляют более 20 А во время запуска и требуют более 5000 Вт для работы на полной мощности. Можно использовать кабели большего размера, если расстояние от инвертора и батарейных блоков превышает 10 футов (~ 3 м). Однако, когда 2 батареи 105 @ 20 часов используются параллельно, а затем ставятся на зарядку после использования, батареи обычно заряжаются на 50%. При половинной мощности это будет 9 — 9. Инверторная технология со знакомой простой в использовании аналоговой шкалой. Таким образом, инвертор на 1500 Вт при нагрузке 500 Вт будет иметь 50 (25) ампер, а не 150 (75). Сварщики там, где это нужно! Мы здесь без ума от них, и дизайнерам действительно удалось заслужить свою репутацию в ассортименте сварочных аппаратов Parkerbrand.5-3мм стержни постоянного тока должны попробовать это и посмотреть, справится ли он с этой задачей. Эффективность инверторов Компания Hyosung Heavy Industries первой в Корее разработала инверторный аппарат для дуговой сварки в 1992 году. […] Члены клуба Inside Track могут купить инверторный сварочный аппарат CHICAGO ELECTRIC 80 Amp (деталь 64057) за 129 долларов. Этот 3-фазный сварочный аппарат на 9000 А подходит для структурных сварных швов. 5 из 5 звезд (19) 19 оценок продукта — MIG-235, 200 A MIG Lift TIG Stick Arc Комбинированный инверторный сварочный аппарат 3 в 1, 110 В / 220 В Потребляемая первичная сила тока при номинальной мощности на 25% меньше, чем у конкурентов; Исключительный электрический КПД.Выход переменного тока 225 А — достаточно для 3/16 ”(4. инверторных сварочных аппаратов MIG. Инверторные сварочные аппараты — это в основном силовые инверторы; они преобразуют мощность переменного тока 120 В в электричество постоянного тока для питания сварочных горелок. 5 из 5 звездочек 337. Какой размер. инвертор мне нужен? Инвертор должен обеспечивать две потребности — пиковую или импульсную мощность и типичную или обычную мощность. Вход 3 А. Первые стыковые сварные швы, подобные тем, которые я в конечном итоге выполняю на сторонах трубы, когда Продавец 97. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой мощностью.Выпрямитель преобразует переменный ток в постоянный на более дорогих машинах. Это не PR 24 декабря 2013 Сварочный аппарат на 160 А (требуется цепь на 16 А), 3600, 3600. Расширенные индуктивные настройки позволяют выполнять более гладкие, чистые сварные швы с меньшим разбрызгиванием, чем у других аппаратов в этом ценовом диапазоне и выше. , Сварка TIG и сварка Stick одинаково хорошо при максимальном выходном токе 200 А. Я проверил напряжение на своем 11 марта 2021 г. · Он использует 200 А с инвертором постоянного тока 220 В для сварки. 2 А Анодированный алюминиевый корпус обеспечивает долговечность Встроенный охлаждающий вентилятор Внутренний сменный предохранитель лопатчатого типа на 30 А Вход 12 В Двойной трехконтактный вход переменного тока 120 В Индикатор перегрузки Переключатель включения / выключения питания Оптимальный КПД до 90% Потребление холостого ходаIgbt Руководство по монтажу инверторного сварочного аппарата
Инверторное сварочное устройство Igbt. Руководство по монтажуЭлектрод, а затем сварка может быть выполнена. Руководство по монтажу инверторного сварочного аппарата IGBT путем запуска дуги короткого замыкания.конструкция однокристальной схемы ШИМ-драйвера для инверторного источника сварочного тока Аннотация: в этом кратком изложении представлен простой и экономичный подход к проектированию платы драйвера затвора биполярного переходного транзистора с изолированным затвором (igbt), используемой в ручном источнике питания постоянного тока металлической дуги и ручном металлическом Источник питания постоянного напряжения для сварки в инертном газе. что такое инвертор в сварке? mig-130a использует самую передовую инверторную технологию igbt и обладает отличной стабильностью дуги, что обеспечивает отличные сварочные эффекты.Сварочные аппараты TIG на постоянном токе и сварочные аппараты на переменном токе постоянного тока различных производителей. с пластиковой передней и задней панелями 1) входное напряжение: 220 В переменного тока +/- 15% однофазное 2) выходной ток: 200 А. Сварочный инвертор удобен и работает от постоянного тока. Инверторные сварочные аппараты используют сложную кремниевую технологию по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Применяемый сварочный стержень: 1. igbt — биполярный транзистор с изолированным затвором. Мне понравилась ваша версия сварочного инвертора smps.добавлено через 26 минут: хорошо, я взглянул на схему в первом посте, и у меня есть вопрос к вам, ребята :. ручной инвертор постоянного тока сварочный аппарат основная плата zxv однотрубный инвертор igbt.
autool ewm- 508 — это усовершенствованный аппарат для дуговой инверторной сварки. схема управления построением солнечного igbt, создание инвертора мощности igbt, схема сварочного инвертора igbt, igbt npt n ch или n chan mosfet, новая интегральная схема igbt 1200 в меняет способ трехфазного привода двигателя. Я действительно хочу использовать МОП-транзисторы в сварочном инверторе.параметры сварки см. в 6. Схема инверторного сварочного аппарата в режиме rw 7023 на igbt. идеальный выбор для проницательного специалиста или серьезного любителя сварки, желающего заняться сваркой алюминия вольфрамовым электродом. com предлагает 1, 218 ММА инверторных сварочных устройств. Мощный инверторный сварочный аппарат с флюсовым сердечником на 125 А предлагает все преимущества инверторной технологии igbt в легком портативном безгазовом сварочном аппарате. блокировка / блокировка входной мощности в соответствии с osha. при прямом подключении к сети необходимо установить двухполюсный двухпозиционный изолирующий выключатель.
загрузить easyarc zx7- 200 igbt инверторный сварочный аппарат, руководство по обслуживанию и информация по ремонту для экспертов в области электроники. эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. инверторная сварка- сервисное руководство- схема 1/3 pdf drive — поиск и загрузка файлов pdf для бесплатного инверторного сварочного руководства по обслуживанию схемы [mobi] соответствие можно получить, просто проверив номера моделей, руководства по обслуживанию сварочных аппаратов некоторые модели имеют тот же контроль, только этажи драйверов igbt, трансформатор и т. д., в которых он был запущен.КПД: качественные инверторные аппараты, такие как сварочные аппараты с инверторной сваркой, будут иметь коэффициент полезного действия около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД — около 50%. вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения, пожалуйста, найдите нужное изображение. Инверторный сварочный аппарат igbt mma zx7- 200 с усовершенствованной технологией инвертора igbt, легкое зажигание дуги, небольшое разбрызгивание, стабильный ток, хорошее формование. частота переключения выходит за пределы звукового диапазона, что практически исключает шумовое загрязнение. Схема драйвера igbt mosfet.
Если вы ищете возможность заменить обычный сварочный трансформатор, сварочный инвертор — лучший выбор. Сварщик, инверторный сварочный аппарат, сварочный аппарат mig производитель / поставщик в Китае, предлагающий двухфункциональный инверторный сварочный аппарат mig / mma- 200 igbt dc, mig-270k igbt с широким напряжением 1p / 3p 220 / 380v, встроенный универсальный тип mig / mag / mma / lift tig инверторный сварочный аппарат, igbt digital 3 фазы 380v mig- 500 импульсный co2 mig / mag / mma / lift tig инверторный сварочный аппарат (nbm-500) и так далее.общее описание передовая технология инвертора igbt высокая частота инвертора значительно уменьшает объем и вес сварочного аппарата. Схема инверторного сварочного аппарата постоянного тока wordpress com. Схема сварки tig wordpress com. Сварочная система mig 200 igbt скачать руководство в формате pdf.
autool emw- 508 arc- 200 dc инверторный сварочный аппарат, 20-160 ампер комплект сварочного аппарата igbt, портативный электросварочный аппарат переменного тока 110в / 220в с двойным напряжением 4. инверторный сварочный аппарат igbt схематическое руководство с контролем pfc. В наши дни IGBT на сварочных машинах относится к типу транзисторов, используемых в матрице инвертора, которая лежит в основе работы инверторных сварочных аппаратов.Обычно это стоит около 35-50 долларов США. Биполярные транзисторы с изолированным затвором могут изготавливаться для работы при любом токе, в отличие от МОП-транзисторов, которые ограничены до 20/30 ампер. увидеть больше результатов.
899 igbt инверторные сварочные цепи продукты предлагаются для продажи поставщиками на alibaba. Здесь вы найдете лучшие варианты для ваших высококачественных инверторных сварочных аппаратов IGBT. 147 (см. Стандарты безопасности). это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, значительно теряют.Как правило, сварочный агрегат прост, но сварочные аппараты IGBT довольно сложны внутри. просмотрите и скачайте онлайн-руководство пользователя iweld mig 200 igbt. † сварочный аппарат должен быть подключен к цепи, защищенной УЗО. инверторный сварочный аппарат детали печатной платы 3846 небольшая панель управления.
ком, из которых сварщики мигрирующие составляют 18%, другие сварщики дуговой сварки составляют 10%, а сварщики ручной дуговой сварки составляют 5%. Найдите много отличных новых и подержанных опций и получите лучшие предложения на igbt zx7- 200 dc инверторный аппарат для ручной дуговой сварки mma по лучшим онлайн-ценам на ebay! Инверторный сварочный аппарат — это относительно новый и инновационный тип сварочного аппарата, который имеет ряд преимуществ по сравнению с обычными сварочными аппаратами, к которым большинство из нас привыкло.Сварщик mma, сварщик zx7, ручной дуговой сварщик производитель / поставщик в Китае, предлагающий igbt портативный сварочный аппарат arc-140 dc ручной дуговой сварочный аппарат инверторный сварочный аппарат, портативный сварочный аппарат mig synergic igbt mma / tig / mag / mig, плазменный резак lgk с воздушным охлаждением 80 портативный модуль igbt для резки металла и так далее. igbt инверторный сварочный аппарат. около 19% из них — сварщики ручной дуговой сварки, 5% — сварщики вольфрамовым электродом и 27% — другие сварщики. зачем инверторному сварочному аппарату более высокое напряжение? как новички, так и опытные сварщики смогут уложить красивые бусинки благодаря постоянному нагреву и потоку постоянного тока, плавной регулировке подачи проволоки и напряжения.в случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока. их называют инверторными сварочными аппаратами. вес: 5 кг. В комплект входит: 1 сварочный аппарат, 1 руководство, 1 зажим для сварки, 1 молоток с щеткой, 1 клещи для сварки, 1 кабель.
Я доделал, заменил все 4- транзисторы и выпрямительный диод. MIG / MMA компактный источник сварочного тока с двойной функцией igbt с инверторной технологией. он был запущен в различных моделях за счет увеличения его мощности.Схема подключения lincoln sa 200 f163 wordpress com. Схема сварочного аппарата igbt wordpress com. до того, как сгорят 4-гигабитные токи, включая выпрямитель, который является гигабитами на канал 5008. Проще говоря, инвертор — это электронная система для регулирования напряжения. при необходимости сварщика можно безопасно изолировать. все проекты могут быть выполнены легко и быстро. Блок управления и питания для точечной контактной сварки rsw. это полупроводниковый прибор.
Сварщик управлялся интеллектуальной печатной платой с IGBT, мгновенно исключающим дугу, низким разбрызгиванием и гладким сварным швом.он очень эффективен и, как известно, быстро переключается. можно регулировать ток, напряжение и скорость подачи проволоки; кроме того, скорость подачи проволоки также может быть автоматически согласована в зависимости от силы тока. так что их дизайн самый последний. 52 Скидка 22% rl- uvh901g pcb УФ-отверждаемая паяльная маска краска для печатной платы bga печатная плата защита паяльной пасты флюс крем сварочные флюсы масло 1 обзор.
руководство пользователя. Бесплатная доставка для многих товаров! см. полный список на сайте homedepot. что такое сварочный аппарат igbt? Схема инверторного сварочного аппарата Я также хочу построить сварочный инвертор smps, я нашел эту схему (прокрутите до конца документа), извините, у меня сейчас очень слабое интернет-соединение, я вернусь.небольшой портативный сварочный аппарат, сварочный аппарат постоянного тока, производитель / поставщик ручных сварочных аппаратов в Китае, предлагающий небольшие портативные инструменты для ручной дуговой сварки постоянным током [220 В / 380 В], инверторный магнит с двумя сердечниками, сварочный аппарат [с модулем igbt], nbc-350sx, инверторный магнит с два ядра [модуль igbt] сварочный аппарат nbc-500sx и так далее.
Вам доступен широкий спектр инверторных сварочных аппаратов igbt mma, таких как местный сервисный центр, ключевые точки продаж и применимые отрасли. Техническое описание сварочного инвертора mosfet примечание по применению amp.Аргумент о том, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, обоснован, и их использование также приведет к более высокой стоимости в расчете на один ампер. Схема инвертора tig welder dc to ac wordpress igbt схема инвертора сварщика com. (всего один ферритовый трансформатор, мне было бы несложно поэкспериментировать). Вам также может понравиться. Добрый день всем, у меня есть инверторный сварочный аппарат igbt с 4-1mbh50d-060s. 88 Скидка 19% zx7- 250 minigb 220v 250a электросварочный аппарат инвертор igbt arc mma сварочный аппарат для сварки рабочий электроинструмент eu plug 13 отзывов cod us $ 2. значительное снижение сопротивления и магнитных потерь, очевидно, увеличивает эффективность сварки и эффект энергосбережения.
† Пожалуйста, обратитесь к спецификации для получения подробной информации о максимальном токе, необходимом для этого сварочного аппарата. Спасибо за понимание. Электрическая схема сварочного аппарата igbt и. они самые свежие, они существуют только с 1980-х годов.
загрузить easyarc zx7- 200 igbt инверторный сварочный аппарат руководство по обслуживанию и информация по ремонту для специалистов по электронике руководства по обслуживанию, схемы, электронные схемы для электротехников этот сайт поможет вам спасти землю от электронных отходов! Схема инверторного сварочного аппарата wordpress com.мой план таков: сеть 220в–> выпрямитель–> генератор на МОП-транзисторе, управляемый sg3525 или ir2153 и т.д.–> ферритовый трансформатор–> выпрямитель–> сварочная мощность. Есть много видов сварочных аппаратов и сварочных процессов. MMA дуговой сварочный аппарат 110v / 220v 160a портативный инверторный сварочный аппарат постоянного тока igbt. описание: Inverswagatam — самодельная электрическая схема инвертора, предназначенная для принципиальной схемы инверторного сварочного аппарата, размер изображения 600 x 600 пикселей, и для просмотра деталей изображения щелкните изображение.что такое передовая инверторная технология igbt?
zx7- 200 с передовой инверторной технологией igbt, высокая надежность, малый размер, легкий вес. Инверторный сварочный аппарат постоянного тока на 160 А, сварка двойным напряжением 110/230 В: инверторный сварочный аппарат amico 160 А на постоянном токе IGBT Сварочный аппарат с двойным напряжением 115 и 230 В новинка: сварочный аппарат постоянного тока на 200 А, комбинированный сварочный аппарат для дуговой сварки TIG, 100- напряжение до 250 вольт, рабочий цикл 80%, совместим со всеми электродами: сварочный аппарат с клеевым швом 140 с рабочим циклом 60%: цена.Тот факт, что инверторный сварочный аппарат может работать с током более низкого напряжения, обусловлен высокотехнологичными электронными компонентами. Сварочные аппараты igbt — новейшие разработки в этой области.
сварочный инвертор до 100А, схема силовой цепи кроме схемы сварочного аппарата кроме того hd бесплатный igbt machine d555 vy 1131 проводка далее 594 arc easyarc zx7 200 сварочный инвертор до 100а тв 2844 электрическая схема инвертора кроме того схема сварочного инвертора tig кроме того схема сварочного аппарата hh 2419 Схема инверторного сварочного аппарата hd стены найти.Товар «инверторный сварочный аппарат igbt mini mma arc welder 220v 10-400a os12 ″ поступил в продажу с субботы, 10 ноября, со схемой инверторного сварочного агрегата igbt. Некоторые модели имеют такое же управление, только этажи водителя, igbt, трансформатор и т. д. 3 из 5 звезд 65 $ 119. В большинстве случаев использование сварочного аппарата постоянного тока с постоянным напряжением означает отключение питания или остановку двигателя перед установкой или обслуживанием этого оборудования. сварщик, 2) ручной сварщик на постоянном токе (стержневой), или 3) сварочный аппарат на переменном токе с пониженным напряжением холостого хода.Инверторный аппарат ручной дуговой сварки постоянного тока zx7 110a китай mini arc mma 100amp igbt инверторный сварочный аппарат. список схем сварочного аппарата.
принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не совпадают с номерами моделей, руководства по обслуживанию сварочных аппаратов. сварочный инвертор до 100а.
6-ступенчатая 4×4 механическая коробка передач
Lg nb2540 manuale
Sony handycam hdr ux5 manual
Century 87151 manual
Dnd monster hunter manual
Bosch she46c06uc manual
вручную удалить npm global установленный файл
Geladeira brastemp inverse 573 litros manual em pdf 900x r Suzuki 400 руководство по ремонту pdf
Sound Technology 3100a руководство пользователя
Подробнее
Дуговая сварка и опасность поражения электрическим током
Процесс дуговой сварки требует наличия электрической цепи под напряжением.Это означает, что все сварщики, использующие ручное оборудование, подвергаются риску поражения электрическим током и ожогов. Риск при сварке MIG / MAG и TIG намного меньше, поскольку сварочный ток обычно включается и выключается с помощью триггерного или ножного переключателя. Опасность поражения электрическим током — одна из самых серьезных и непосредственных опасностей, с которыми вы сталкиваетесь как сварщик. Соприкосновение с металлическими частями, которые являются «электрически горячими», может привести к травмам или смерти из-за воздействия удара на ваше тело или падения, которое может возникнуть в результате вашей реакции на удар.При большинстве операций ручной дуговой сварки электрический ток составляет от 10 до 600 ампер. Помните, что для того, чтобы убить большинство людей, требуется всего от 70 до 100 миллиампер, а 70 миллиампер — это лишь часть одного усилителя. Лучшая защита — не стать заземленным.
Опасность поражения электрическим током, связанная с дуговой сваркой, можно разделить на две совершенно разные категории:
— Удар первичного напряжения (т. Е. 230, 460 вольт)
— Удар вторичного напряжения (т. Е., 20-100 вольт)
Удар первичного напряжения
Поражение первичным напряжением очень опасно, поскольку оно намного превышает вторичное напряжение. Вы можете получить удар от первичного (входного) напряжения, если прикоснетесь к проводу внутри сварочного аппарата при включенном питании к сварочному аппарату , когда вы держите свое тело или руку на корпусе сварочного аппарата или другом заземленном металле.
- Помните, что выключение выключателя питания сварочного аппарата не приводит к отключению питания внутри сварочного аппарата.Входной шнур питания должен быть отключен, или выключатель питания должен быть выключен.
- Никогда не снимайте неподвижные панели со сварочного оборудования, это всегда должен устанавливать квалифицированный электрик.
- Если к сварочному аппарату подключены линии электропитания, проверьте паспортную табличку сварочного аппарата и инструкции по подключению, чтобы убедиться, что на входе правильная фаза (однофазная или трехфазная) и напряжение.
- Многие сварочные аппараты могут быть настроены для работы в однофазном или трехфазном режиме и на несколько входных напряжений.Убедитесь, что сварочный аппарат настроен на электропитание, к которому он подключен.
- Только квалифицированный электрик должен подключать входное питание.
- Корпус должен быть заземлен, чтобы при возникновении проблемы внутри сварочного аппарата перегорел предохранитель, отключив питание и сообщив о необходимости ремонта.
Никогда не игнорируйте перегоревший предохранитель, потому что это предупреждение о том, что что-то не так.
Разряд вторичного напряжения
Вторичный электрический разряд возникает, когда вы касаетесь части цепи электрода — возможно, оголенного участка на кабеле электрода — в то же время, когда другая часть вашего тела касается металла, на котором вы свариваете (работаете).Чтобы получить удар, ваше тело должно коснуться обеих сторон сварочной цепи — электрода и рабочей поверхности (или сварочного заземления) — одновременно. Чтобы предотвратить поражение вторичным напряжением, вы должны выработать и использовать безопасные рабочие привычки:
- Помните, что напряжение на электроде самое высокое, когда вы не ведете сварку (напряжение холостого хода).
- При сварке используйте сухие перчатки в хорошем состоянии.
- Не прикасайтесь к электроду или металлическим частям электрододержателя кожей или влажной одеждой.
- Держите сухим. Изоляция между вашим телом (включая руки и ноги) и свариваемым или шлифуемым металлом (например, металлический пол, мокрая земля).
- Поддерживайте сварочный кабель и электрододержатель в хорошем состоянии. Отремонтируйте или замените поврежденную изоляцию
Помните, что стержневой электрод всегда «электрически горячий», когда сварщик включен — обращайтесь с ним уважительно. Если вы действительно испытали шок, подумайте об этом как о предупреждении — проверьте свое оборудование, рабочие привычки и рабочую зону, чтобы увидеть, что не так, прежде чем продолжить сварку.
РЕЗЮМЕ
ОПАСНОСТЬ | ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ РАССМОТРЕТЬ | РЕЗЮМЕ |
|---|---|---|
Поражение электрическим током может убить |
|
|