Простой сварочный инвертор
Все большую популярность набирает инверторная сварка. Ее начинают использовать не только на производстве, но и в быту. Простой сварочный инвертор можно использовать в цеху, в гараже и даже в полевых условиях. Качество сварки остается высоким даже при значительных перепадах напряжения. При этом для работы с инвертором не нужно много опыта в сварочном деле.
Выбираем сварочный инвертор
Модели инверторов делятся на три класса, в зависимости от их предназначения:
- бытовые;
- промышленные;
- профессиональные.
Первые предназначены для кратковременного, не ежедневного использования. У них максимально простая конструкция. У профессиональных моделей качество лучше, их можно использовать чаще и дольше, но и стоимость таких аппаратов – выше. Для ежедневного многочасового использования, сварки трубопроводов и металлоконструкций следует использовать промышленный сварочный инвертор.
Как правильно выбрать инвертор
Решив, для каких целей вам нужен сварочный аппарат, определяем, на какие важные параметры следует обращать внимание при покупке этого агрегата, чтобы он служил верой и правдой долгие годы:
- Защита от скачков напряжения.
 Оптимальный показатель – 20%;
Оптимальный показатель – 20%; - Вентилятор охлаждения;
- Температурный диапазон. Чем ниже температура, при которой может работать аппарат – тем он дороже.
 Оптимальный показатель – 20%;
Оптимальный показатель – 20%;На сегодняшний день многие радиотехники уже пробовали самостоятельно сделать простой сварочный инвертор. Схему можно найти в интернете, а все необходимые детали – на радиорынке. Естественно, от такого аппарата не стоит многого ожидать.
Недостатки самоделки
- Менее надежный в работе, по сравнению с заводским инвертором;
- Узкий диапазон регулировки сварочного тока;
- Нужно потратить время и силы на поиски всех составляющих, изучение их совместимости и сборку. Иногда получается, что количество затраченного времени не оправдывает денежную экономию;
- Не будет дополнительных функций, которые облегчают работу и улучшают качество шва;
- Сложности с системой охлаждения;
- Гораздо менее безопасны, чем созданные на заводе с учетом всех норм безопасности.
Если вы всё равно хотите сделать самый простой сварочный инвертор, схемы есть в открытом доступе в интернете.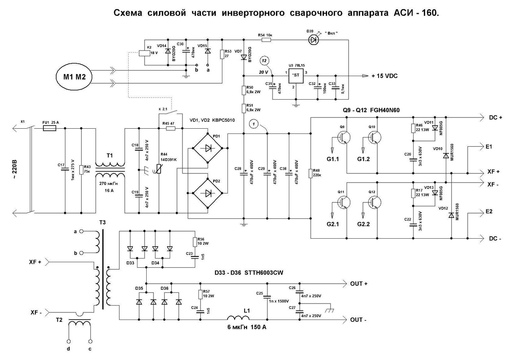 Там же вы можете найти и данные о рекомендуемых составляющих.
Там же вы можете найти и данные о рекомендуемых составляющих.
Но, если вы цените свое время, качество товара и его безопасность – мы готовы помочь вам выбрать хороший и надежный сварочный инвертор по доступной цене от производителя.
Самый простой сварочный инвертор своими руками: схема, устройство
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Простой сварочный инвертор своими руками
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества
- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.

Устройство и схема простого инвертора
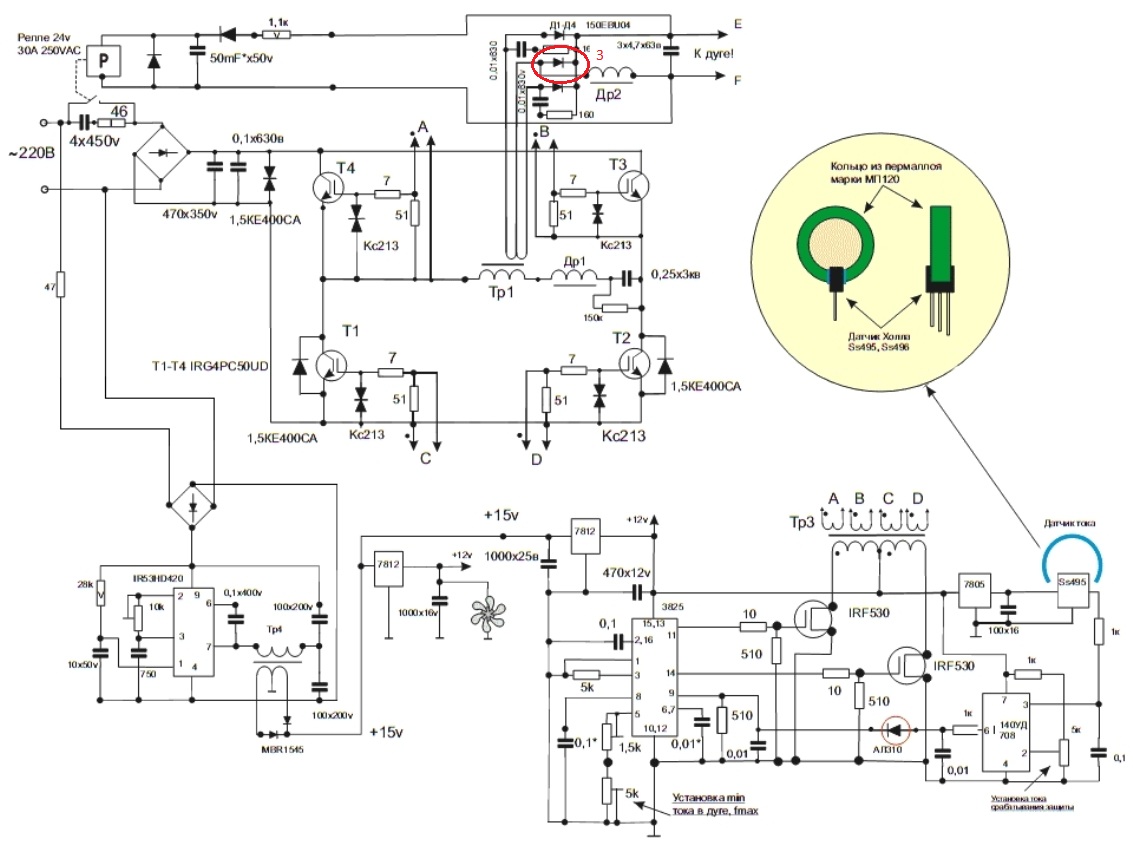
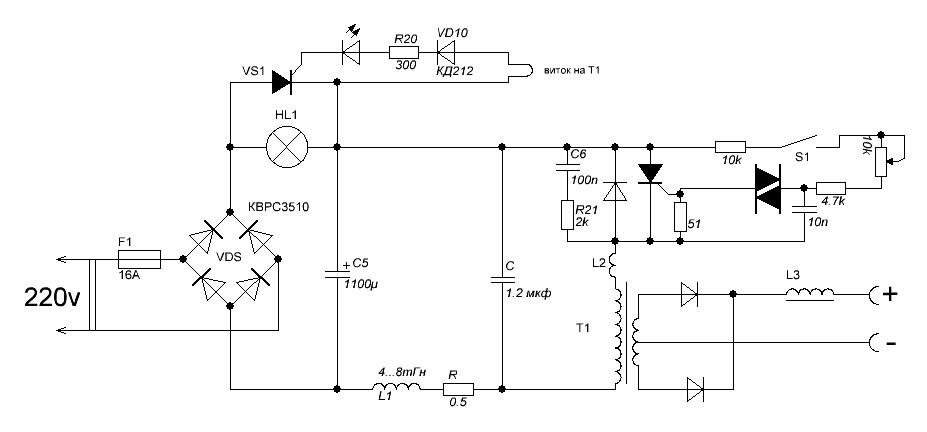
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как сварочный инвертор Сварог Pro Arc 180 или Ресанта 250, внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.
Схема простого инвертора
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока , которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%. Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц.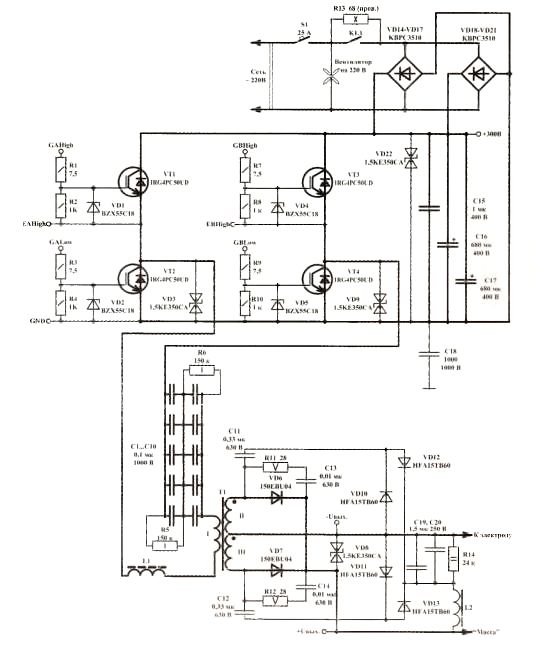 Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.
Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.
Технология изготовления и рекомендации по настройке
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.
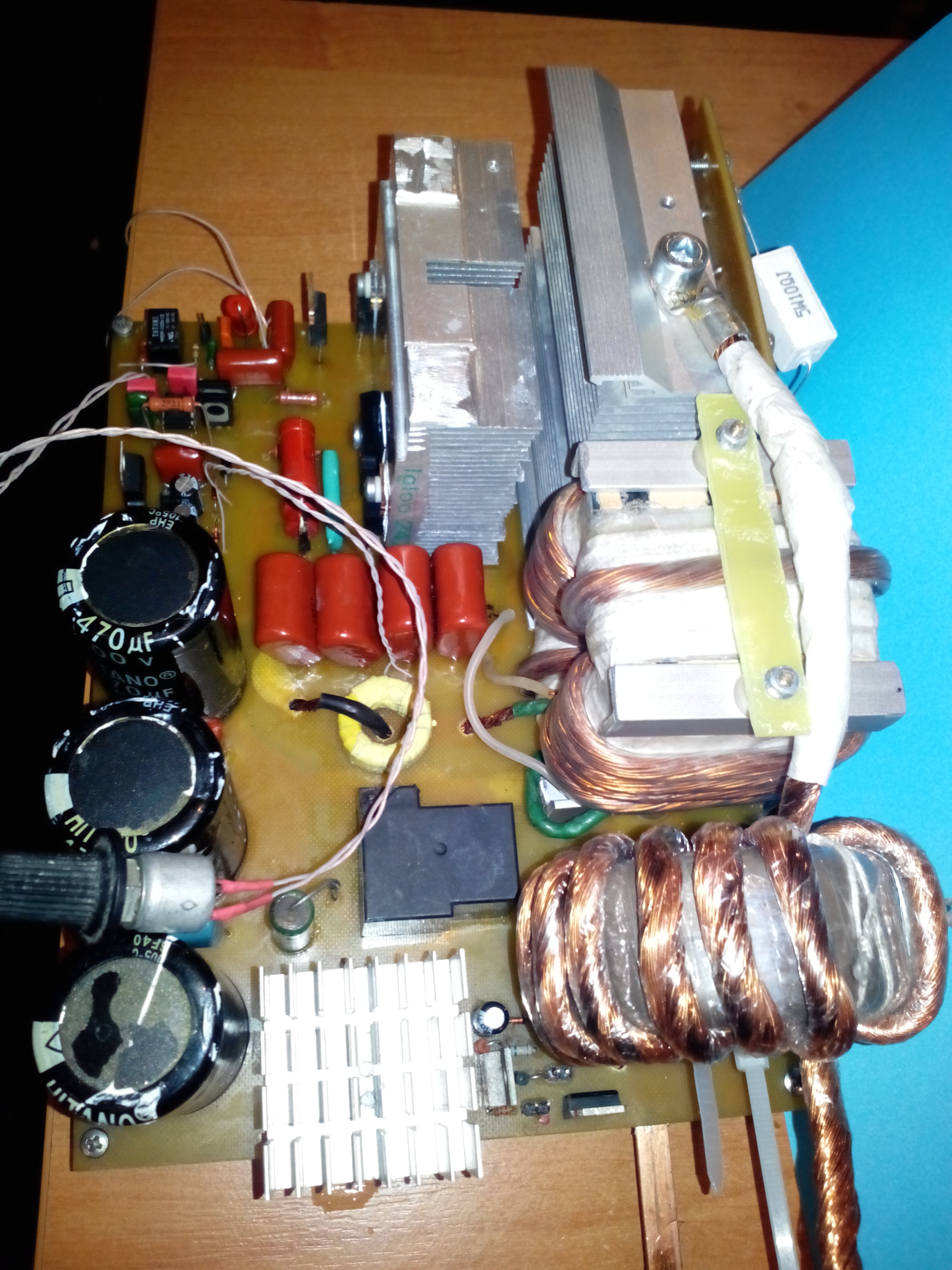
Проверка напряжения на транзисторе
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.
Намотанный вручную трансформатор в 100 витков
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Простой сварочный инвертор на одном транзисторе
Самый простой сварочный инвертор своими руками — подбираем транзисторы
Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Запчасти для сварочных инверторов имеются в свободной продаже. Однако чтобы правильно их подобрать, нужно обладать некоторыми специальными знаниями.
Однако чтобы правильно их подобрать, нужно обладать некоторыми специальными знаниями.
Сначала не лишним будет заметить, что транзисторы для сварочных инверторов чаще, чем другие детали выходят из строя. Поэтому именно их правильный подбор и высокое качество будут обеспечивать долгосрочную работу прибора.
Сделанный инверторный сварочный аппарат своими руками, снабжён четырьмя ключами, которые состоят из четырёх параллельных транзисторов, прикреплённых к обособленным радиаторам.
Транзисторы крепятся с помощью термопасты, которая служит также для отвода тепла от этого элемента.
Принципы выбора транзисторов
- Расчёт мощности
Перед тем, как начать собирать простой сварочный инвертор своими руками, необходимо правильно рассчитать его мощность. Для этого надо умножить необходимую силу тока на напряжение горения электрической дуги.
Например: 160 А х 24 В = 3840 Вт.
Если учесть, что КПД, в среднем, составляет 85%, то перекачиваемая транзисторами мощность будет составлять 4517 Вт.
Теперь, зная данную величину, можно просчитать силу тока, которую транзисторы должны коммутировать во время работы инвертора. Для этого надо найти частное общей мощности и напряжения сети. То есть:
4517 Вт : 220 В = 20 А.
Для того, чтобы поддерживать 220 В при силе тока в 20 А необходимо установить фильтр с ёмкостью не менее 1000 мкФ. Здесь надо заметить, что имеются два параметра максимального тока при разных температурах (при 200С и при 1000С). Когда через транзисторы для сварочных инверторов проходит большой ток, на них образуется тепло, скорость отвода радиатором которого недостаточна. При этом кристалл будет перегреваться и приведёт к разрушению силового ключа. Значит, надо брать транзисторы, рабочий ток которых при 1000С будет составлять 20 ампер или более.
- Выбор рабочего напряжения
Собирая инверторный сварочный аппарат своими руками, следует знать, что напряжение на транзисторах не должно быть больше напряжения питания. Это означает, что надо приобретать транзисторы с напряжением, превышающим 400 В.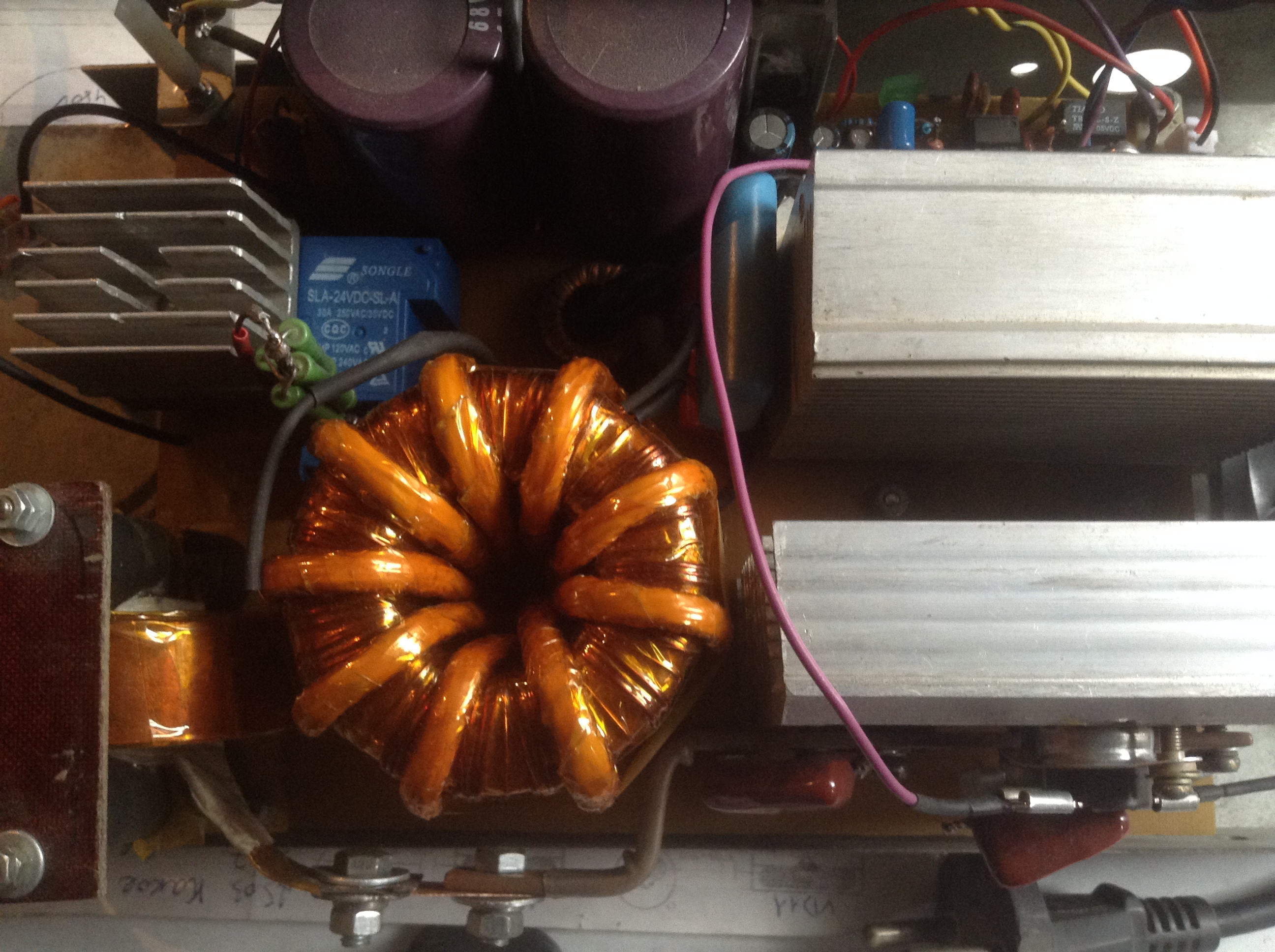
- Подбор транзисторов в соответствии с рабочей частотой
Для подобранных выше параметров рабочая частота транзисторов должна быть не менее 100 кГц. Это могут быть IGBT или полевые транзисторы, допустимое напряжение которых составляет 500 вольт. Единственным их неудобством является отсутствие отверстия для крепежа.
Для того чтобы IGBT транзисторы нормально функционировали нужна пауза между открытием и закрытием, составляющая приблизительно 1,2 микросекунды. Исключение составляют MOSFET транзисторы, в которых время может равняться 0,5 микросекунды.
Учитывая все вышеперечисленные требования к транзисторам, можно собрать качественный простой сварочный инвертор своими руками. Также для этого нужен набор инструментов и приборов, включающий в себя осциллограф, паяльник, мультиметр, вольтметр и набор отвёрток. Перед началом работы следует внимательно изучить схемы прибора и приобрести все необходимые детали.
Многие фирмы предлагают качественные запчасти для сварочных инверторов. Но в данном сегменте рынка выделяется фирма IR. Специалисты данной компании разработали и выпустили транзисторы типа IRG4PH50UD и IRG4PC50UD, а также полевые транзисторы IRFPS40N50, IRFPS37N50A и IRFPS43N50K.
Но в данном сегменте рынка выделяется фирма IR. Специалисты данной компании разработали и выпустили транзисторы типа IRG4PH50UD и IRG4PC50UD, а также полевые транзисторы IRFPS40N50, IRFPS37N50A и IRFPS43N50K.
Они подходят к описанным выше параметрам и являются надёжными элементами, которые обеспечат долгую работу сварочного аппарата даже при частом использовании при условии правильной эксплуатации. Нельзя допускать, чтобы в него попадала металлическая стружка, влага, пыль и другие посторонние предметы. Это может привести к короткому замыканию.
Во время сборки сварочного инвертора следует соблюдать правила по технике безопасности при работе с электрическими приборами.
Еще по этой теме на нашем сайте:
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –.

Ручная сварка для начинающих — самоучитель по сварке дома
Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Сборка инверторного сварочного аппарата своими руками
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.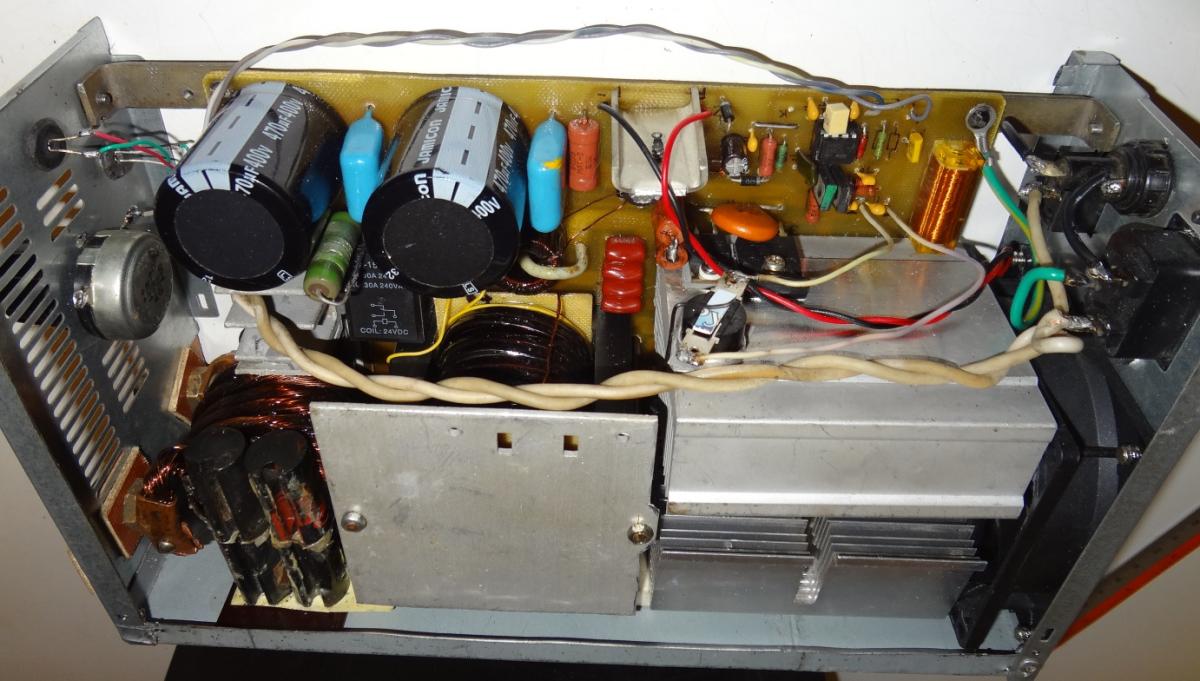
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25. .0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
.0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
 Обыкновенный струйный принтер для этих целей не подойдет.
Обыкновенный струйный принтер для этих целей не подойдет.После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.

После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта.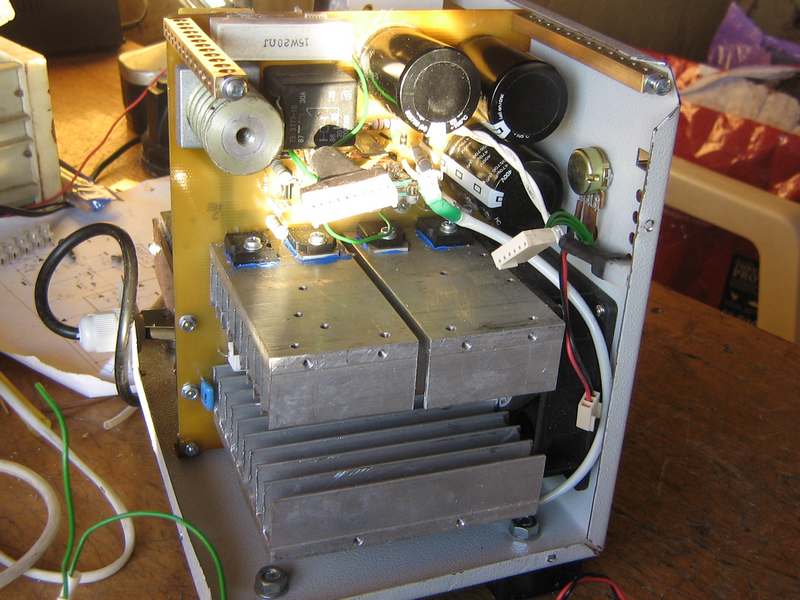 Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.

Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.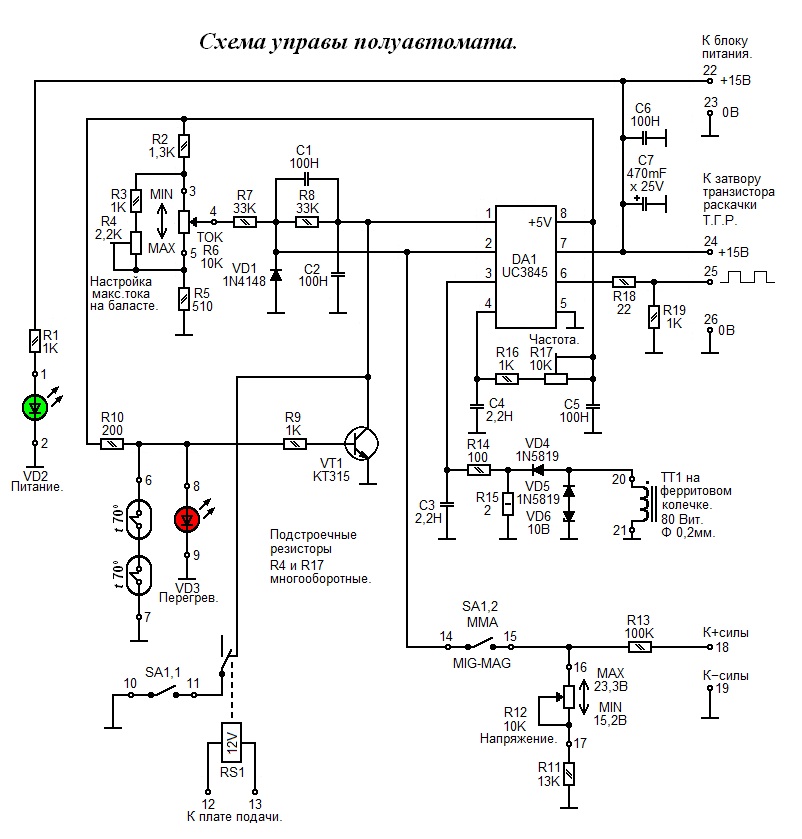
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Как своими руками изготовить сварочный инвертор?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.

Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.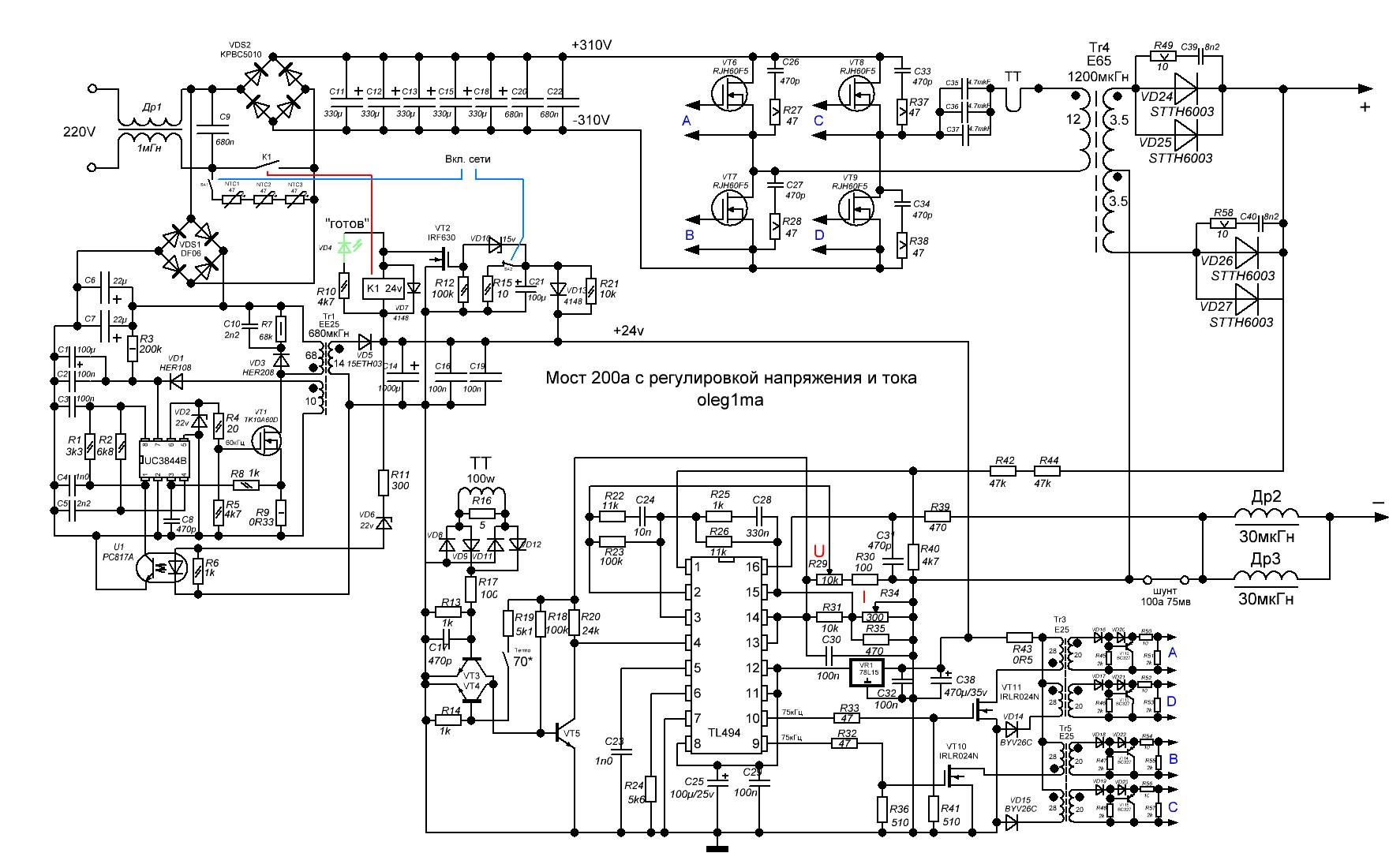
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Самый простой сварочный инвертор своими руками
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Простой сварочный инвертор своими руками
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества
- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.
Устройство и схема простого инвертора
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как сварочный инвертор Сварог Pro Arc 180 или Ресанта 250, внося свои изменения.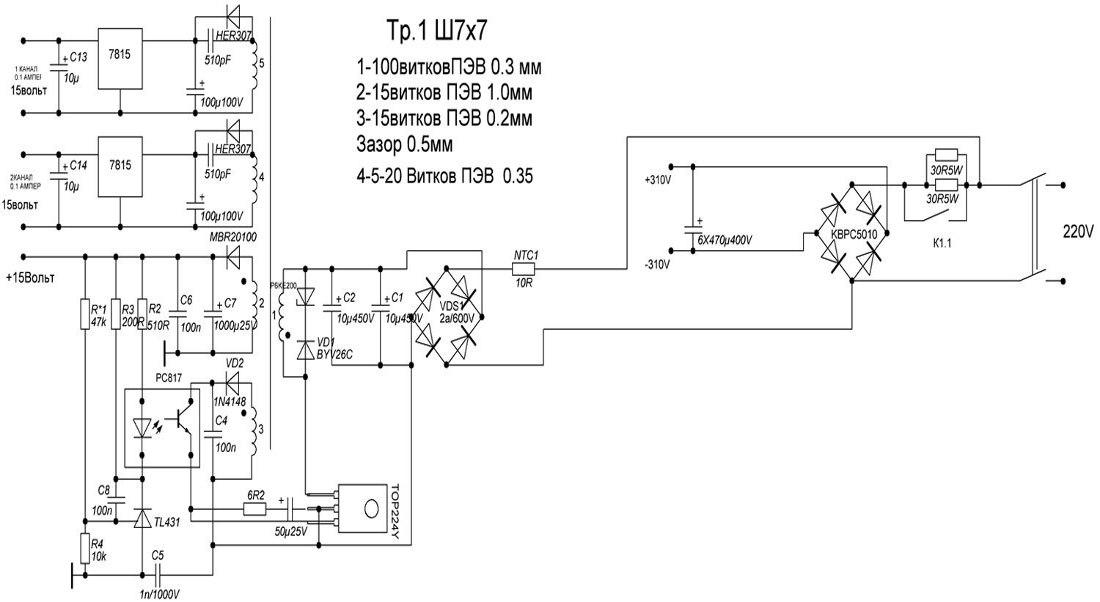 Здесь представлена наиболее простая для самостоятельного воплощения схема.
Здесь представлена наиболее простая для самостоятельного воплощения схема.
Схема простого инвертора
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока , которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%. Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.

Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.
Технология изготовления и рекомендации по настройке
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.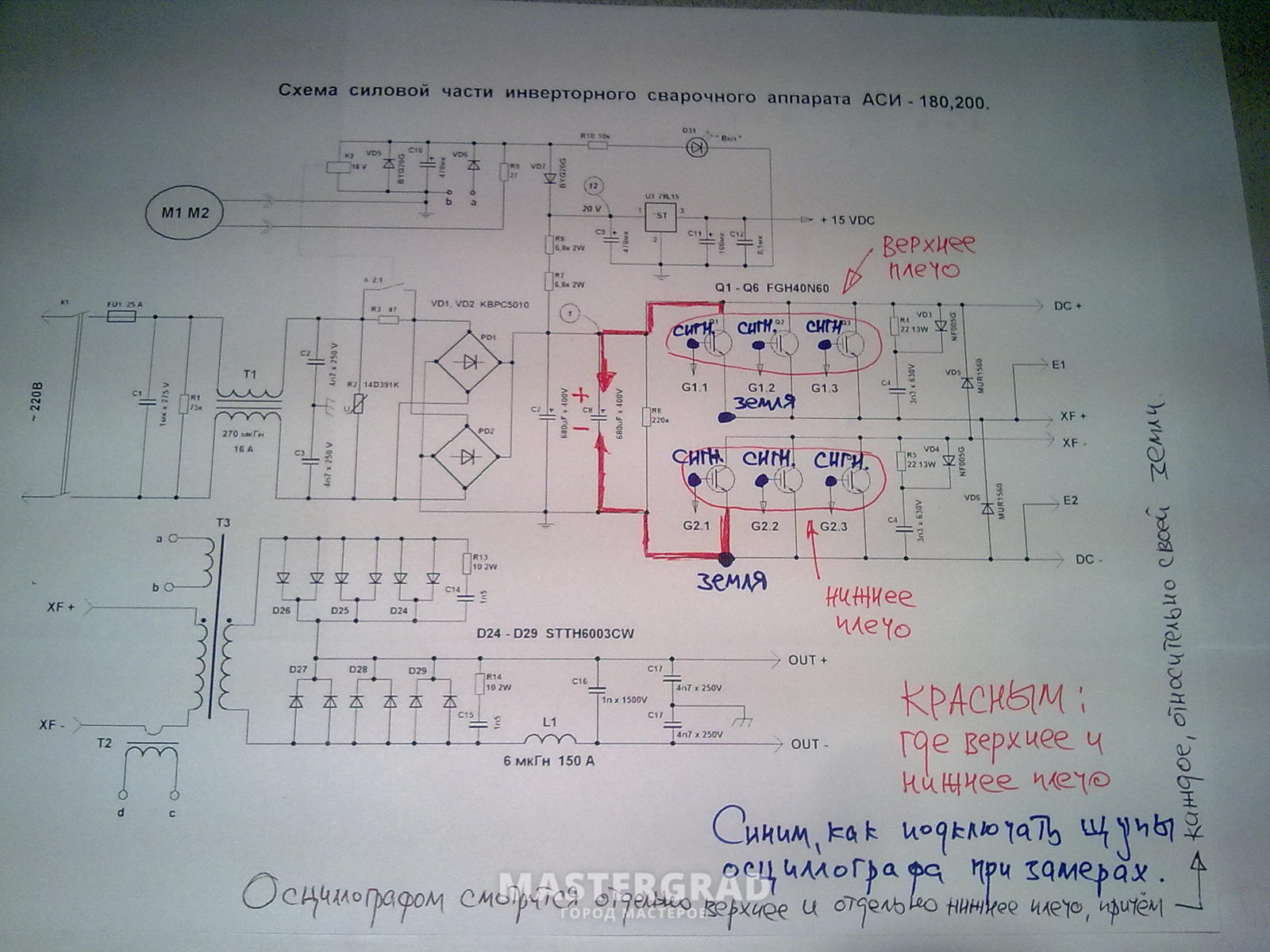
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.
Проверка напряжения на транзисторе
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.
Намотанный вручную трансформатор в 100 витков
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Схема сборки сварочного инвертора своими руками
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы.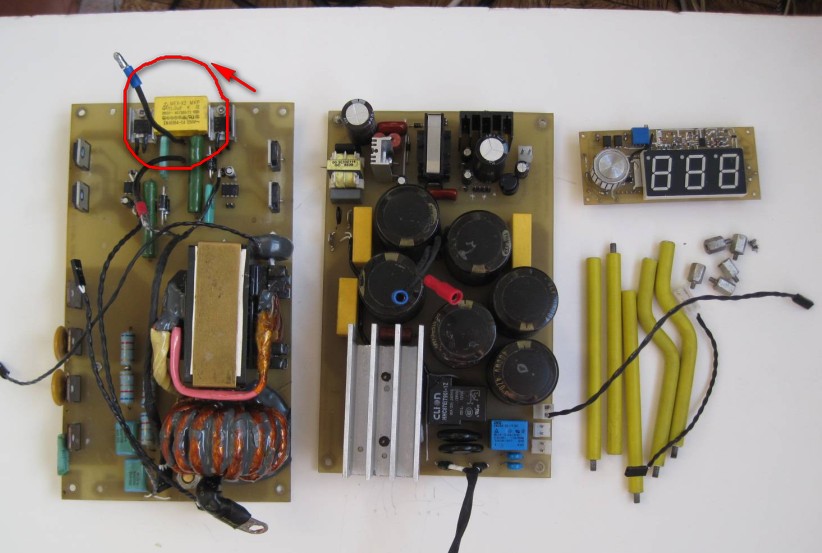 Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
| Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему. Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями – не стоит браться за такую сложную схему. |

 Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
 В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
 Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту. Если вам удастся собрать такой же аппарат с помощью этого видео, то поделитесь своим опытом в комментариях ниже. Это будет полезно для всех читателей (и нас в том числе).
Если вам удастся собрать такой же аппарат с помощью этого видео, то поделитесь своим опытом в комментариях ниже. Это будет полезно для всех читателей (и нас в том числе). В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.
В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.Схема сварочного инвертора. Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве.
Основные сведения про инверторные аппараты
По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети 220 В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора.
Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно.
За счет чего уменьшается вес сварочного аппарата
А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение – снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами.
Рабочая частота инвертора
Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах.
Принцип работы выпрямителя
Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления.
Выпрямительный каскад
В этом блоке происходит преобразование переменного тока, который поступает от сети 220 Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Фильтры
Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети 220 Вольт, то на выводах конденсаторов, если произвести замер, будет 310 В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов.
Инверторный каскад
Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов.
ВЧ-трансформатор
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока.
Выходной выпрямитель
Но стоит взглянуть на то, из каких компонентов состоит еще эл. схема сварочного инвертора. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения.
fb.ru
схема электрическая принципиальная и ее особенности
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Дуговая, автоматическая и полуавтоматическая сварка
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Инверторы для плазменно-дуговой резки
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Особенности принципиальной электрической схемы сварочного аппарата
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Описание принципа работы схемы сварочных инверторов
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Принцип функционирования выходного диода
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Универсальность принципиальной схемы сварочного инвертора
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Возможности изготовления инверторов на основе принципиальной схемы
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
moiinstrumenty.ru
Схема сварочного аппарата инверторного типа, инструкция по ремонту
Устойчивая тенденция к снижению цен на сварочные аппараты инверторного типа привела к значительному росту популярности этого оборудования как среди профессионалов, так и среди тех, кто к сварочным работам прибегает только для своих нужд. Вполне объяснимо, что многих пользователей, имеющих подобный аппарат, интересует его устройство и принцип действия, ведь информация такого рода поможет отремонтировать оборудование в случае его неисправности или даже усовершенствовать недорогую модель с «урезанным» функционалом. Как мы увидим далее, разобраться с этими вопросами совсем не сложно, достаточно владеть элементарными познаниями в электротехнике.
Инверторный сварочный аппарат.
Общие сведения
Электрическая схема различных моделей сварочных инверторов может отличаться некоторыми деталями, но в общих чертах все эти аппараты работают по одному принципу. Главная задача каждого из них — преобразовать поступающую из сети электрическую энергию так, чтобы на выходе получить ток большой величины. Процесс преобразования подразделяется на несколько этапов:
Схема дросселя сварочного инвертора.
- выпрямление переменного тока, поступающего из электросети;
- преобразование постоянного тока обратно в переменный, но уже с гораздо большей частотой колебаний;
- усиление переменного высокочастотного тока за счет понижения его напряжения;
- выпрямление усиленного высокочастотного переменного тока.
Тот, кто хоть немного разбирается в компьютерном «железе», наверняка знает, что подобным же образом работает импульсный блок питания персонального компьютера. Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди.
Далее мы детально рассмотрим основные блоки аппарата инвертора и их взаимосвязи.
Вернуться к оглавлению
Силовая часть: сетевой выпрямитель
Схема инверторного сварочного аппарата.
Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов.
На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В).
К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть.
Схема источника питания инверторного сварочного аппарата.
Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление — около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него.
Вернуться к оглавлению
Инвертор: принцип работы
В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями.
Вернуться к оглавлению
Высокочастотный (импульсный) трансформатор
Принцип работы инвертора.
Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным. Еще одно важное отличие — наличие дополнительной вторичной обмотки, которая используется для питания схемы управления.
На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень.
Вернуться к оглавлению
Выходной выпрямитель
Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный — именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты.
Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью.
Вернуться к оглавлению
Пусковая схема аппарата
Способы подключения сварочного инвертора.
В момент включения устройства от сетевого выпрямителя подается питание на схему управления через 15-вольтовый стабилизатор.
После того как схема управления запустит в работу ключевые транзисторы инвертора, на дополнительной вторичной обмотке высокочастотного трансформатора появляется напряжение. Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя.
Вернуться к оглавлению
Схема управления
Координацию работы преобразователя тока сварочного аппарата инверторного типа осуществляет схема управления. Ее основным элементом является микросхема ШИМ-контроллера. В задачу этой микросхемы входит переключение ключевых транзисторов инвертора. Управление их работой ШИМ-контроллер осуществляет не напрямую, а посредством двух последовательно расположенных элементов: полевого транзистора и разделительного трансформатора.
Преобразование тока в сварочном инверторе.
С полевого транзистора на первичную обмотку разделительного трансформатора поступает высокочастотный (около 65 кГц) ток с прямоугольной характеристикой. Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору.
Кроме указанных элементов, электрическая схема платы управления и контроля содержит вспомогательные транзисторы, которые помогают ключевым транзисторам инверторной схемы закрываться, и стабилитроны, защищающие их от перепадов напряжения. Также здесь имеется анализатор-ограничитель тока. Главным элементом анализатора является трансформатор, который включен в цепь первичной обмотки высокочастотного трансформатора, установленного в силовом блоке. Анализатор-ограничитель контролирует силу тока в преобразователе сварочного аппарата и использует сигналы, поступающие с первичной обмотки силового трансформатора, для подстройки сварочного тока и формирования импульсов, транслируемых к микросхеме ШИМ-контроллера.
Для регулирования силы тока сварки в электрическую схему блока управления включен переменный резистор, сопротивление которого задается поворотом ручки, выведенной на контрольную панель сварочного аппарата инвертора.
Вернуться к оглавлению
Контроль выходного и сетевого напряжения
Функциональные возможности сварочного инвертора.
Кроме всего перечисленного, в задачу схемы управления сварочного аппарата входит отслеживание напряжения в сети и на выходном выпрямителе. Для этого ее электрическую схему комплектуют операционным усилителем. Часть его элементов подключается к сетевому выпрямителю с целью выявления скачков напряжения в электросети. В случае нарушений эти элементы воспроизводят сигналы защиты по току и напряжению, которые поступают в суммирующий модуль, а затем — в генератор импульсов ШИМ-контроллера. Работа генератора, следовательно, и всей схемы, при этом блокируется.
Аналогичным образом контролируется рабочее напряжение на выходе преобразователя. Его величина может отклоняться от нормы в случае нарушения в работе диодного моста сетевого выпрямителя или других элементов. В этом случае также происходит отключение схемы управления.
Блокировка схемы сопровождается подачей напряжения на сигнальный диод, который оповещает пользователя сварочного аппарата о неполадках.
Вернуться к оглавлению
Инструкция по ремонту сварочного аппарата-инвертора
Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании.
Схема сварки тонкого металла при помощи инверторной сварки.
По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти.
Еще одно «чувствительное» место сварочных инверторов — выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах.
В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать.
Управление сварочным инвертором.
Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой.
После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный. Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др.
Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора.
Пайку диодов следует выполнять очень тщательно. Из-за большой силы тока в некачественных соединениях будет наблюдаться сильный нагрев и значительные потери мощности.
Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают.
moiinstrumenty.ru
Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
Рекомендуем ознакомиться
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
tutmet.ru
Схема инверторного сварочного аппарата и его функциональные возможности
Инверторный сварочный аппарат имеет схему работы, которая позволяет во время сварки пользоваться надежным оборудованием. Производственная технология инверторов дает возможность получения качественного результата, который проявляется в виде сварочного аккуратного шва. Современный инвертор является превосходной заменой трансформаторного аппарата.
Схема устройства инверторного сварочного аппарата.
Основные характеристики инвертора
Инверторы представлены в широком ассортименте на рынке приборов для проведения сварки. С помощью этих аппаратов производится аргонодуговая и ручная электродуговая виды сварок. Для каждого инвертора характерны свои схемы и их особенности, базирующиеся на применении преобразователей импульсов высокой частоты.
Поскольку сварочный инвертор является сравнительно новым оборудованием, то применяемые высокие технологии и элементные базы, которые выпускают ведущие производители для устройств, могут обеспечить эффективное действие схем аппаратов. Благодаря этому появляется возможность получать стабильность дуги, которая способна отлично держаться.
Сварочные инверторные аппараты обладают легкостью и компактностью. Их в любой момент можно передвинуть с одного места на другое, чтобы возобновить проведение сварочных операций. Масса инвертора позволяет использовать прибор в любом положении, которое является удобным для выполнения работ в определенном рабочем пространстве.
Функциональные возможности инверторных устройств для сварки и их составляющие
Рисунок 1. Схема инвертора.
Схема инвертора представлена на рис. 1. Аппарат потребляет ток 30-32 А, работая от сети 220 В. При сварке сила тока будет достигать уровня 250 А. Данное значение является достаточным, чтобы можно было применять штучный электрод до 5 мм. Производимая длина дуги будет составлять при этом 1 см. Уровень коэффициента полезного действия аппарата по сравнению со значением КПД промышленных образцов не должен быть меньше 95%.
В блок инвертора входят следующие элементы:
- Блоки питания под силовую и слаботочную часть.
- Блок термозащиты.
- Элементы индикации и управления.
Схема инвертора предполагает наличие ШИМ-контроллера с трансформатором тока, датчиком тока нагрузки и блоком. В схеме управления охлаждающими вентиляторами можно отметить наличие температурных датчиков, вентиляторов и блока.
Описание основных элементов схемы
Рассматривая каждый элемент схемы, можно начать с первичного выпрямителя, работа которого связана с напряжением сети переменного тока в 220В. Питание от элемента передается той части оборудования, которая является силовой. При этом сеть переменного тока должна иметь частоту 50 Гц. Сборка первичного выпрямителя основана на применении диодных мостов, простого фильтра-конденсатора.
Схема дросселя сварочного инвертора.
В сборке за счет зарядной цепи нелинейного типа, в схему которой входит шунтирующий тиристор, происходит лимитирование тока при включенном приборе. В схему включается также и токоограничивающий резистор. В схеме любого профессионального инвертора содержится силовая часть устройства, которая имеет оптимальную технологию.
Делая выбор аппарата, следует обратить внимание на данный элемент. Устройство силовой части осуществляется в соответствии с топологией следующих элементов:
- Мостового конвертера.
- Однотактного прямоходового мостового конвертера.
- Полумостового конвертера.
Силовая часть имеет соответствующие параметры и стоимость, которые позволяют при использовании инвертора применять топологию ОПМК. Источником питания для инвертора является сеть с одной фазой и наибольшим пределом тока в 150 А.
На основе определенных функций инвертора производится выбор электрической схемы устройства ШИМ-контроллера. Вместе с тем принципиальную схему выбирают, когда это позволяет стабилизировать регулировку рабочего тока относительно среднего значения нагрузки.
Измеряется ток через резистивный шунт либо трансдьюсер. За счет регулирования инвертора на основании средних значений нагрузок получают нормальную устойчивость у преобразователя.
Элементы принципиальной схемы прибора
Схема источника питания инверторного сварочного аппарата.
Среди важных элементов, относящихся к принципиальной схеме инвертора, можно выделить блок термоконтроля, позволяющий обеспечить защиту силового элемента, являющегося ключевым, от возможного перегрева. Данная функция блока термоконтроля распространяется и на устройство силового трансформатора.
Вентиляторы прибора должны действовать под управлением блока, отвечающего за контроль температуры за счет схемы. Блок термоконтроллера функционирует на основе схемы ООС (отрицательной обратной связи) относительно напряжения и нагрузки.
В схему входит температурный датчик с установленным уровнем температуры, который должен достигать только 75°, а после этого срабатывает система зашиты устройства. Устройство датчика устанавливается на силовой трансформатор. Контролирующая функция над температурой радиатора охлаждения, который относится к силовому транзистору, принадлежит интегральному датчику.
Знание технологических особенностей инвертора заслуживает такого же внимания, как и понимание его принципиальной схемы. Данным устройствам присущи следующие технологические особенности, связанные с преимуществами сварочного аппарата:
Принцип работы инвертора.
- Повышенный уровень уникальности показателей.
- Точность настроек аппарата.
- Шов обладает уникальными характеристиками.
- Отличная система защиты от перегрузок.
- КПД имеет высокий уровень, который равен 95% и больше.
- Качественное выполнение работ при сложном соединении соответствующих материалов.
- Нормальное использование функций управления, предоставляемых электрической дугой.
- Выдаваемое напряжение имеет значительный резерв.
- Шов формируется на качественном уровне и является ровным.
- Стабильность каждого параметра дуги.
- Отсутствует процесс разбрызгивания металла в больших количествах.
- Сварка не требует последующей обработки.
- Можно воспользоваться штучными электродами и проволокой.
Прибор оснащен первичной обмоткой, мотающейся ПЭВ 0,3 мм, что предусматривает 100 витков. В состав цепей, которые являются вторичными, входит обмотка проводами, измеряющимися в витках (в):
- ПЭВ 1,0 мм — 15.
- ПЭВ 0,2 мм — 15.
- 2 одинаковые обмотки ПЭВ 0,35 мм — 20.
Мотать обмотку можно, учитывая общую ширину каркаса, что улучшает стабильность всех показателей. Первичную обмотку обязательно полностью экранируют. Намотка во вторичных обмотках должна совпасть с первичной. Изолировать намотку можно лакотканью либо малярным скотчем. На рис. 1 можно увидеть принципиальную схему устройства.
Силовой трансформатор инвертора
Схема трансформатора с первичной и вторичной обмоткой.
Трансформатор должен быть рассчитан на работу аппарата, если частота составляет 41 кГц. В наличии должен быть двойной комплект Ш 20х28, имеющий марку 2000 НМ. Наилучшим вариантом является марка 2500 НМС с зазором 0,05 мм. Если частота составляет 41 Гц, то во вторичной обмотке имеется 12 витков, включая медную жесть, сечение которой 10 мм², 4 витка, включая медную жесть, ее сечение составляет 30 мм².
Если частота трансформатора равна 55 кГц, то вторичные обмотки будут присутствовать. Для обматывания медной ленты применяется термоизоляционная бумага (как вариант применяется лента для кассовых аппаратов), которая должна обладать толщиной в 0,25 мм и 0,75 мм при ширине 40 мм. Для изоляции каждого слоя используется фторопластовая лента, что позволяет улучшить значения показателей проводимости. Обе обмотки имеют выходные концы, которые качественно зачищены и припаяны.
С целью выполнения кольцевого трансформатора пользуются кольцевым ферритом К30х18х7, который оснащен продетым в кольцо проводом первичной обмотки трансформатора. Его вторичная обмотка включает 85 витков, имеющих сечение 0,5 мм².
Для компактной схемы исполнения используются микропроцессоры, что вместе с другими характеристиками инвертора делает его принципиально незаменимым как в бытовом отношении, так и в промышленном. Для сварочного инвертора характерна не только мобильность, но и наличие других характеристик:
- Приемлемый уровень потребляемой мощности.
- Антиприлипание электрода является режимом с возможностью плавной регулировки тока для сварки.
- Надежная защита от перегревов или перегрузки.
Схема сварочного выпрямителя.
Прибор используется при напряжении сети в 220 В, а сила тока составляет 30 А. Сварка должна производиться в специальной маске сварщика для защиты лица. Любой профессионал в области сварки должен уметь легко устанавливать требуемые значения тока с последующим регулированием силы в диапазоне от 30 до 200 А при сварке.
Сварочный инвертор (Edon MIG-250) в базовой схеме содержит следующие элементы:
- Выпрямитель низкой частоты.
- Силовой трансформатор.
- Инвертор.
- Выпрямитель высокой частоты.
- Рабочий шунт.
- Блок управления.
Входное переменное напряжение в 220 В должно преобразовываться на начальном этапе за счет используемых выпрямителей в постоянное.
Затем в приборе возникает импульсное переменное напряжение, так как происходят частотные преобразования при использовании ШИМ-схем. Напряжение при этом становится высокочастотным и достигающим 200 кГц. Уменьшенные габаритные размеры и масса импульсного трансформатора позволяют передавать исходную мощность к выходу аппарата.
Технологические преимущества сварочного инвертора SSVA-180P
Способы подключения сварочного инвертора.
Для сварочного аппарата марки SSVA-180P характерны следующие достоинства, которые повышают качество сварных соединений:
- Ровное и качественное формирование сварочного шва без разбрызгивания металла.
- Уникальные параметры и точность настроек перед началом сварки.
- Высокие защитные показатели схемы инвертора, обеспечивающие сохранность прибора от перегрузок.
- Качественные показатели схемы, связанной с принудительным охлаждением блока аппарата, который является силовым.
- Высокий КПД, значение которого превышает 95%.
- Качественная работа с такими видами материалов, которые являются трудносвариваемыми.
- Наличие резерва напряжения, которое позволяет устойчиво поддерживать горение электрической дуги.
- Наличие автоматического и ручного режима при управлении динамикой дуги.
Все это позволяет снизить расходы на электроды, обработку, специальную проволоку при выполнении больших объемов работ в среднем на 9-12%.
Поскольку в основе схем инверторов заложены соответствующие технологии широтно-импульсной модуляции, это позволяет производителям ежегодно заниматься разработкой и поставкой новейшего оборудования данного типа. Для каждого вида аппарата в зависимости от способа сварки предусмотрена соответствующая схема. Особый спрос отмечается на следующие виды аппаратов, для которых характерны:
- Дуговая ручная сварка (ММА) за счет использования штучного электрода «Монолит».
- Аргонодуговая сварка (TIG) при постоянном или переменном токе.
- Полуавтоматическая сварка (MIG/MAG).
- Плазменно-дуговая резка (PAC), которая относится к новейшим видам передовых технологий.
Схема внутреннего устройства сварочного инвертора.
Если подробно рассмотреть каждый из способов, то дуговая ручная сварка получила широкое применение за счет малых объемов потребления электроэнергии и значительно сниженного веса. Профессионал может с легкостью перемещать прибор, подключая его в любую точку. Инвертор может быть подключен одновременно с генератором, который обеспечивает выработку переменного напряжения в 220 В.
Аргонодуговая сварка добавляет к преимуществам используемой схемы более широкие возможности, которые связаны с точным регулированием различных параметров установленного режима. Работы выполняются при использовании электрода из вольфрама, что является важным преимуществом. Оно позволяет точно выполнять все требования, которые предъявляются к качеству выполняемого шва и его внешнему виду.
Инверторная схема устройства, которое работает на полуавтоматической сварке, связана с уникальной возможностью выбора соответствующего способа переноски металла следующими путями:
- Капельным.
- Струйным.
- С периодическим замыканием и др.
Такой способ работы инверторного сварочного аппарата способен полностью устранить процесс разбрызгивания металла с целью компенсации недостатков данного способа сварки. Плазменно-дуговая резка связана с обеспечением высокой стабильности дуги аппаратом во время его работы или паузы. Для данной схемы характерна высокая скорость резки, что обеспечивает аккуратную и ровную кромку. Дальнейшая обработка при этом не требуется, поскольку аппарат уже является готовым к выполнению нового качественного задания.
В основе некоторых схем заложены особенности резонансного инверторного сварочного аппарата, работа которого связана с самоограничением в мощности.
Настройки взаимосвязаны с установкой максимального тока, что позволяет потребителю не волноваться за возможное короткое замыкание при значительной нагрузке.
moyasvarka.ru
Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Принципиальная схема сварочного инвертора для различных моделей
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Принципиальная схема сварочного инвертора
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также входит 4n90c в блоках питания сварочных инверторов.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Сварочный аппарат Сварис Принципиальная схема сварочного инвертора СварисСхемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прудка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме ест два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
Инвертор САИ 200 Принципиальная схема сварочного инвертора САИ 200В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Самый простой и дешевый инверторный сварочный аппарат
Инверторные аппараты используются для сварочных работ по ручной дуговой сварке. Подобное оборудование лучше всего подойдет человеку, который только начинает постигать это ремесло. Понятное дело, что сразу приобретать профессиональное и дорогое оборудование вряд ли имеет смысл, но и отдавать предпочтение самому дешевому сварочному инвертору не следует.
Стоит отметить, что инверторные аппараты позволяют обеспечить качественные сварные соединения, при этом они отличаются незначительными габаритами. Однако при выборе данного оборудования можно с легкостью попасться на удочку недобросовестных продавцов, которые будут стараться реализовать товар, который уже давно лежит на складе.
Какой фирме лучше отдать предпочтение?
Сегодня на рынке представлены сварочные инверторы различных производителей, довольно сильно отличающиеся друг от друга по своим основным характеристикам, производительности и целому ряду других параметров.
Наиболее популярными изделиями являются модели следующих компаний:
- Aurora выпускает довольно дешевые сварочные аппараты и другую технику, разработанную специально для проведения строительных и ремонтных работ. Предприятие дает увеличенную гарантию на свою продукцию – она составляет два года. Практически в каждом регионе имеется представительство данного предприятия;
- Blueweld – немецкая компания, предлагающая своим клиентам простой сварочный аппарат по вполне приемлемой цене. Сегодня предприятие реализует свою продукцию во многих странах мира;
- Elitech производит большое количество различных устройств, рассчитанных на использование в процессе проведения ремонтных, строительных и отделочных работ. Несмотря на то что компания отечественная, она выпускает изделия, отличающиеся прекрасным качеством. Сварочные инверторы, производимые этой фирмой, имеют широкую функциональность, а также обладают весьма продолжительным сроком эксплуатации;
- Patriot – американская фирма, специализирующаяся на изготовлении инструментов, работающих от электричества или от бензина. Все ее приборы предназначены для строительных работ. Компания выпускает самый маленький сварочный аппарат в мире, который при этом стоит не слишком дорого;
- отечественная компания «Интерскол» пользуется большим авторитетом, так как она выпускает дешевые инструменты, рассчитанные на довольно долгий срок службы. Нередко предприятие проводит различные акции, по которым можно приобрести оборудование по еще более низкой цене;
- «Ресанта» выпускает самый простой сварочный инвертор, который прекрасно подойдет как профессиональным, так и начинающим сварщикам. Показатели надежности у изделий этой фирмы весьма высокие, поэтому вся выпускаемая продукция пользуется хорошим спросом.
Какими качествами должен обладать сварочный аппарат?
Характеристики профессиональных и бытовых инверторов сильно отличаются.
Собранный сварочный аппарат своими руками будет значительно слабее инструмента, который применяется для создания швов на газовых или нефтяных трубах.
Однако все конструкции имеют определенный набор качеств, которые так или иначе влияют на производительность, срок службы и ряд других параметров:
- продолжительность работы на максимальном токе. Это очень важная характеристика, позволяющая изделию функционировать на пределе нагрузки. Если этот показатель будет не слишком высоким, то при непрерывной работе на сильном токе инвертор рано или поздно выйдет из строя вследствие перегрева;
- напряжение при холостой работе определяется работой аппарата без нагрузки. Наиболее надежное оборудование выдает этот показатель в пределах от 40 до 80 В. Это позволяет в самое короткое время сформировать сварочную дугу и сделать ее стабильной;
- форсаж дуги – необязательная, но весьма важная характеристика. С ее помощью в автоматическом режиме регулируется сила тока во время проведения сварочных работ. Если будет возникать необходимость, аппарат самостоятельно станет увеличивать силу тока, что позволит сплавлять кромки металла наиболее качественно. Данная функция больше всего подойдет для людей, профессионально занимающихся сваркой;
- антиприлипание также является наиболее подходящей функцией для людей, избравших сварку своей профессией. Благодаря наличию данной характеристики устройство само определяет, что электрод начинает прилипать к металлу, и резко сбрасывает с него напряжение. Это позволяет не допустить выхода из строя самого аппарата и непосредственно электрода;
- наличие горячего старта позволяет проводить сварные работы при малом напряжениии и при наличии электродов не самого высокого качества. Этот показатель в значительной степени облегчает сварку ржавого металла, а также позволяет избежать отключения аппарата в случае, если наблюдаются перебои с электроснабжением;
- масса весьма важна в случае, если во время проведения работ оборудование будет постоянно перемещаться с одного места на другое;
- стоимость немаловажна для любого аппарата. В идеале товар должен окупать себя полностью в течение короткого промежутка времени.
Как правильно прочитать маркировку при выборе инвертора?
Если уметь грамотно расшифровывать маркировку, нанесенную на данное оборудование, то можно приобрести наиболее подходящее изделие, причем довольно-таки недорого:
- буквы ММА говорят о том, что данное изделие предназначено для простейшего метода сварки – ручной дуговой, причем в данном случае будут использоваться только штучные электроды;
- маркировка MIG или MAG наносится на аппараты полуавтоматического характера, причем в данном оборудовании вместо традиционных электродов будет использоваться проволока. Металлы будут сплавляться друг с другом в специальной среде, заполненной определенными газами, причем это может быть как инертный, так и активный газ. Во многом благодаря этой технологии в процессе сваривания металлических элементов практически не возникает шлака. Лучше всего в данном случае пользоваться углекислым газом – он не токсичен для человеческого организма и позволяет получить качественное сварное соединение;
- TIG наносится на изделия, работающие на вольфрамовых электродах, которые абсолютно не расплавляются. Подобное оборудование больше подходит для аргоновой сварки, причем в большинстве случаев оно используется на предприятиях, которые занимаются изготовлением довольно сложных металлических конструкций;
- маркировка CUT находится на аппаратах, характеристики которых позволяют проводить плазменную резку металла.
Если сварочный аппарат будет применяться в бытовых условиях, то лучше всего воспользоваться простейшим оборудованием с ручной дуговой технологией. Его масса не слишком велика, однако срок непрерывной работы составляет всего лишь от 15 до 30 минут, после чего ему нужно давать перерыв продолжительностью около часа. Переносить такое изделие можно буквально на ремне через плечо, что довольно-таки удобно при проведении работ на открытом воздухе.
Коротко о правилах эксплуатации и хранения
Чтобы оборудование служило как можно дольше, его следует правильно использовать и грамотно хранить. Даже самые качественные аппараты не проработают долго, если будут неправильно храниться, о бытовых приборах даже и говорить не приходится.
Данная техника довольно сложная, поэтому она не слишком хорошо реагирует на отрицательные температуры. Инвертор, предназначенный для бытового использования, разрешается держать в гараже. Однако в этом случае для него придется оборудовать специальное место, где изделие будет защищено от резкого перепада температур и образования конденсата. Дело в том, что внешний корпус не является герметичным, а нахождение во влажной среде в конечном счете приведет к тому, что на поверхности печатных плат этого оборудования будет образовываться конденсат. Это с течением времени приведет к значительному повреждению элементов и узлов, что значительно сократит срок службы аппарата.
При использовании инвертора необходимо помнить о том, что для расплавления металла это оборудование использует достаточно высокое напряжение и большую силу тока. Безопасность проведения работ играет немаловажную роль: необходимо подключать изделие к сети с заземлением, работать в специальных перчатках и изолированной обуви.
Сварочный инвертор на тиристорах — Морской флот
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Регулирование сварочного тока на полуавтомате — это не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными знаниями в области электротехники, то сможете без проблем собрать своими силами регулятор тока для сварочного аппарата на тримисторах, сэкономив на покупке этого прибора в магазине. Самодельные регуляторы особенно важны для домашних мастеров, которые не готовы к дополнительным тратам на оборудование. Расскажите о своем опыте изготовления и использования регулятора тока в комментариях и делитесь этой статьей в своих социальных сетях. Желаем удачи в работе!
Тиристорные (автономные) инверторы.
Тиристорные инверторы. Назначение, применение.
Инверторы тока и напряжения.
Мостовая схема параллельного тиристорного инвертора. Принцип работы схемы.
Задание, метод. указания для самостоятельной работы по вопросу: «Принцип работы схемы инвертора с нулевым выводом».
А. А. Бокуняев. Электропитание устройств связи: Учебник для высших учебных заведений.- М.: Радио и связь 1988. с. 156-159.
Тиристорные инверторы. Назначение, применение.
Тиристорные инверторы – это устройства, которые работают на автономную нагрузку и предназначены для преобразования напряжения постоянного тока в напряжение переменного тока заданной или регулируемой частоты.
1. В системах электроснабжения потребителей переменного тока, когда единственным источником питания является источник напряжения постоянного тока (например: аккумуляторная или солнечная батарея).
2. В системах гарантированного электроснабжения при исчезновении напряжения сети питания (например: для личных нужд электростанций, ЭВМ)..
3. Для частотного регулирования скорости асинхронных двигателей.
4. Для питания потребителей переменного тока от линий электроснабжений постоянного тока.
5. В конверторах для преобразования постоянного напряжения одной величины в постоянное напряжение другой величины.
Коммутационными элементами в инверторах является тиристоры или силовые транзисторы.
Инверторы тока и напряжения.
В зависимости от специфики электромагнитных процессов различают инверторы тока и инверторы напряжения (рис. 1а, б).
Рисунок 1: а) инвертор тока б) инвертор напряжения
В инверторах тока силовая цепь схемы подключается к источнику постоянного напряжения через дроссель L с большим индуктивным сопротивлением (источник тока должен иметь большое сопротивление).
В инверторах напряжения параллельно источнику питания включается конденсатор большой ёмкости, чем исключается влияние на работу устройства Rвнутр источника (получаем источник напряжения с переменным током). Таким образом, коммутация тиристоров в инверторах тока проводится при постоянном токе, а инверторах напряжения – при постоянном напряжении.
При работе инвертора схема управления поочерёдно включает пару тиристоров VS1, VS4 или VS2, VS3, благодаря чему на нагрузке появляется переменное напряжение – с помощью ключевой схемы нагрузка подключается таким образом, чтобы в ней протекал ток разных направлений.
Если нагрузка инвертора напряжения имеет индуктивный или активно-индуктивный характер, то параллельно тиристорам включают обратные диоды. Этим обеспечивается передача накопленной в индуктивности энергии назад в источник питания.
Основной проблемой при проектировании инверторов является обеспечение надёжного выключения тиристоров, которые находятся в открытом состоянии, перед выключением тиристоров, которые не проводили ток. Это реализуется с помощью схем принудительной коммутации, которые обеспечивают запирание тиристоров в цепях постоянного тока. В цепях постоянного тока включение тиристора осуществляется путём включения параллельно тиристору предварительно заряженного конденсатора с напряжением, полярность которого обратна относительно тиристора (принудительная коммутация).
Мостовая схема параллельного тиристорного инвертора. Принцип работы схемы.
В цепях постоянного тока выключение тиристора обеспечивается путём включения параллельно тиристору ранее заряженного конденсатора с напряжением, полярность которого обратна по отношению к тиристору (принудительная коммутация). Рис. 2.
Рис. 2 Мостовая схема параллельного тиристорного инвертора
По способу включения конденсатора С с нагрузкой тиристорные инверторы делят на: параллельные, последовательные и последовательно-параллельные.
Принцип действия мостового инвертора (рис. 2):
Тиристоры открываются попарно (VS1 и VS3, VS2 и VS4) на время равное Т / 2 под воздействием положительных импульсов тока, которые подаются от схемы управления в управляющие электроды тиристоров. Выходной ток инвертора распределяется между нагрузкой и конденсатором, заряжая конденсатор полярностью, указанной на рисунке 2 без скобок. При t = T/2 схема управления посылает импульсы и включает тиристоры VS2 и VS4. Конденсатор оказывается закороченным. Ток заряда конденсатора, протекая навстречу анодному току тиристоров VS1 и VS3, уменьшает его до 0 практически мгновенно из-за малости сопротивления в контуре разряда конденсатора через тиристоры.
После падения анодного тока тиристоров VS1 и VS3 до 0 к ним прикладывается обратное напряжение, равное напряжению на конденсаторе. VS1 и VS3 запираются. Конденсатор перезаряжается через VS2 и VS4, приобретая противоположную. Полярность, необходимую для осуществления коммутации на следующем полупериоде, когда включаются VS1 и VS3. Перезаряд конденсатора должен быть медленным.
Задание, метод. указания для самостоятельной работы по вопросу: «Принцип работы схемы инвертора с нулевым выводом».
В течение первого полупериода включён VS1. При этом в обмотках трансформатора под действием возрастающего тока I1 наводится ЭДС, под действием которой конденсатор заряжается до U, полярность которого указана без скобок. При Т/2 схема управления подаёт импульс и включается VS2. Конденсатор через открытый тиристор VS2 подключается параллельно тиристору VS1, и он запирается под воздействием обратного напряжения. В течение второго полупериода конденсатор С перезаряжается, приобретая противоположную полярность (в скобках). В начале третьего полупериода схема управления вновь включит тиристор VS1, коммутирующий конденсатор окажется подключенным через VS1 параллельно VS2, и он запрется. В дальнейшем процесс повторяется.
Рис. 3 Схема инвертора с нулевым выводом.
А. А. Бокуняев. Электропитание устройств связи: Учебник для высших учебных заведений.- М.: Радио и связь 1988. с. 158-159.
Колонтаєвський Ю.П., Сосков А.Г. Промислова електроніка та мікросхемотехніка: теорія і практикум: Навч. посіб./ За ред. А.Г. Соскова. 2-е вид. – К.: Каравела, 2004. с. 302 – 303.
Что такое тиристорный инвертор?
Какие элементы в качестве коммутационных использует в тиристорных инверторах?
Где применяют тиристорные инверторы?
Принцип работы инвертора тока и инвертора напряжения?
Какое назначение дросселя на входе схемы инвертора тока?
Зачем необходим конденсатор, подключенный параллельно к источнику питания, в схеме инвертора напряжения?
В чем заключается главная проблема при проектировании инверторов?
Что такое принудительная коммутация, т.е. как осуществляется выключение тиристора в цепях постоянного тока?
Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.
Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Схема инверторного сварочного аппарата:
Процесс поэтапной сборки
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.
На плату припаиваются конденсаторы, количеством около 14 штук. Они выведут выбросы трансформатора в цепь питания. Нейтрализовать резонансные выбросы тока трансформатором помогут встроенные снабберы, содержащие конденсаторы С15 и С16. Снабберы выбирают хорошего качества и проверенных производителей, потому что у них в инверторе очень важная роль. Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус сварочного инвертора
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.
Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Подключение инверторного блока
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.
Конструирование и подключение системы охлаждения
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.
Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
Механизм предотвращения залипания электрода
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.
Основная схема
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3. Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение. Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.
Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.
Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.
Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В. Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.
TIG200-DC Сварочный аппарат TIG с инвертором педали
Инвертор PrimeWeld TIG200-D, 200 А, сварочный аппарат TIG обеспечивает двойное напряжение на входе 120/240 В, что позволяет выполнять сварку практически в любом месте. Если вы готовы добавить в свой цех красоту, прочность и мастерство настоящей сварки TIG, этот аппарат для сварки TIG на постоянном токе и дуговой сваркой электродом на 200 А станет наиболее экономичным способом сделать это.
Удобство ручной сварки и качество TIG
Этот инверторный сварочный аппарат TIG на полевых МОП-транзисторах выдает мощность 190 А при подключении к источнику питания 240 В, чего достаточно для сварки стали толщиной 7/16 дюйма за один проход.В режиме джойстика вырабатывается 185 ампер. При работе от входа 120 вольт, функция TIG выдает 145 ампер, а сторона ручки — 140 ампер.
Нижний предел выходной мощности 10 ампер для любого процесса является достаточно мягким нагревом для сварки листового металла толщиной 24 мм. Для дополнительного контроля нагрева PrimeWeld включает ножную педаль, чтобы избежать перегрева заготовки, что является важной частью сварки листового металла.
Расширенные функции для этого ценового диапазона
Регулируемый постпоток: этот сварочный аппарат TIG на 200 А не только упрощает использование сварки палкой, но также включает регулируемый постпоток для защитного газа.TIG200-D устанавливает продувку газа на 2 или 5 секунд с помощью переключателя. При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S / 5S в течение 5 секунд после подачи потока.
Быстрое изменение процессов: Вы можете выбрать, какой процесс сварки вы выполняете, простым переключением с MMA на TIG и быстрой сменой проводов.
Advanced Power Source: Этот инверторный аппарат для сварки TIG на полевых МОП-транзисторах поддерживает плавную дугу независимо от того, какой процесс вы выполняете
Защита от перегрева и перегрузки по току: Сварочный аппарат PrimeWeld TIG200-D на постоянном токе TIG с рукояткой оснащен современной проверенной технологией для защиты ваших инвестиций от повреждений из-за перегрева или скачков тока.
Цифровой дисплей: Достаточно сложно работать со шлемом и защитным снаряжением в условиях дыма, искр и изменений освещения. Цифровая индикация позволяет вам быстро, точно и эффективно отслеживать ваши текущие уровни. Больше не нужно прищуриваться, чтобы понять, насколько нагревается
.Высокочастотная дуга: TIG200-D отличается высокочастотным бесконтактным запуском, чтобы сохранить вольфрамовый электрод и расходные детали, избегая загрязнения сварочной ванны материалом электрода.
Контроль нагрева с помощью ножной педали: Попробуйте найти еще один сварочный аппарат TIG на 200 А с технологией MOSFET, с двойным входным напряжением, высокочастотной дугой и ВКЛЮЧЕННЫМ КОНТРОЛЕМ НАГРЕВА НОЖНОЙ ПЕДАЛИ по этой цене!
Даже если вам удастся найти все это от другого производителя, только PrimeWeld TIG200-D поставляется с Legendary PrimeWeld Support
Беспроблемная 3-летняя гарантия
Служба поддержки клиентовPrimeWeld предоставляет квалифицированных ЛЮДЕЙ, с которыми легко связаться, которые дадут полезные советы и знают, что нужно, чтобы вы продолжали сварку.
8 Лучший инверторный сварочный аппарат за деньги [издание 2021 года]
Понимание ваших потребностей
Любителю DIY, особенно новичку, разумно задаться вопросом, какой инверторный сварочный аппарат купить, учитывая многочисленные модели, доступные на рынке. Если у вас нет минимальных знаний об этих системах и о том, как вы собираетесь их использовать, риск покупки сварочного аппарата, размер которого не соответствует вашим потребностям, несомненно велик. Поэтому в первую очередь необходимо определить тип приложения, для которого вы собираетесь его использовать, поскольку это требование является основополагающим для понимания того, как выбрать хороший инверторный сварочный аппарат.
В этом руководстве по покупке мы в основном сосредоточимся на потребностях любителей, независимо от того, обладают ли они профессиональными навыками в этой области или нет, а также на тех мастерах, которые ищут оборудование для использования дома, со временем бесплатно.
Сварщик — удобное устройство даже при выполнении небольших домашних работ, а также для создания различного рода изделий. Эта область применения требует, прежде всего, систем, способных сваривать стальные и алюминиевые ламинаты и профили.Поэтому инверторные сварочные аппараты TIG, которые намного дороже и сложнее в управлении для среднего домашнего пользователя, можно смело игнорировать и сосредоточить внимание на инверторных сварочных аппаратах. MMA, или системы ручной электродной сварки.
Сварочные аппараты с инверторными электродами
Идеальные сварочные системы для новичков или неопытных любителей, использование которых ограничивается, например, периодическим обслуживанием перил и ворот, а также созданием небольших изделий из алюминия, стали или кованого железа. инверторные сварочные аппараты.Электрод ММА.
Единственный вид сварки, который они могут выполнять, — это электродная сварка. Тем не менее, все модели, представленные на рынке, спроектированы таким образом, чтобы гарантировать широкую совместимость с различными представленными на рынке электродами, имеющими основное, рутиловое или другое покрытие. Поскольку они в основном предназначены для использования в хобби, они имеют диапазон выходного тока, максимальное значение которого редко превышает 160 ампер, для чего требуется потребляемая мощность не более 3 кВт, что эквивалентно мощности домашней электрической системы.
Сварочные системы, относящиеся к этому сегменту, могут иметь цену от 150 до 250 евро, в зависимости от выбранной модели. Помимо низкого энергопотребления, они также отличаются чрезвычайной компактностью и легкостью, поскольку благодаря инверторной схеме в них отсутствует массивный трансформатор, типичный для статических сварочных аппаратов старого поколения.
Существуют также инверторные сварочные аппараты MMA, способные достигать 250 ампер на выходе постоянного тока; однако, хотя они и находятся в том же ценовом диапазоне, это профессиональные модели, предназначенные для самых требовательных и опытных любителей.
Инверторные электроды и аппараты для сварки непрерывной проволокой
Профессиональные мастера и сварщики также принадлежат к группе опытных любителей, особенно тех, у кого есть небольшая оборудованная мастерская, которую можно использовать как для домашнего обслуживания, так и для разовой работы для третьих лиц . Для этого типа пользователей рекомендуются инверторные сварочные аппараты, которые, помимо электродной сварки, также могут выполнять сварку непрерывной проволокой.
Различия между различными доступными моделями можно распознать с помощью идентификационных кодов, в которых также указаны коды, относящиеся к типам сварки.Таким образом, существуют инверторные сварочные аппараты MMA / MIG-MAG, MMA / TIG / MIG, MMA / FLUX / TIG и так далее, в зависимости от типа системы, которую вы хотите выбрать. Их преимущество в основном обусловлено большей универсальностью использования и типами металла, который можно сваривать, помимо канонического железа, стали и алюминия, такого как, например, титан.
Поскольку это более сложные системы, настройка одинаково трудна для начинающего оператора, а процесс сварки также требует более значительного опыта и навыков координации, особенно тех, которые требуют использования стержней.наполнителя.
Кроме того, их выходной ток значительно превышает 160 ампер, достигая 250 ампер и более. Поэтому они потребляют мощность в ваттах, намного превышающую мощность бытовой электросистемы, и в большинстве случаев становится необходимым использование двигателя-генератора.
Инверторные сварочные аппараты, относящиеся к этому сегменту рынка, поэтому намного дороже, а цены могут варьироваться от 300 до 700 евро и более, в зависимости от выбранной модели.
Часто задаваемые вопросы
Что означает инверторный сварочный аппарат?
Инверторный сварочный аппарат — это не что иное, как новейшая технологическая эволюция в области сварочных аппаратов, даже если она находится в обращении уже несколько десятилетий.В эпоху, предшествовавшую развитию силовых полупроводников, в сварочных аппаратах постоянного тока использовался двигатель, который мог быть электрическим или тепловым, в зависимости от типа системы, который приводил в действие динамо-машину для производства постоянного тока для пайки, поэтому такие двигатели назывались «Роторные» сварщики.
После развития силовых полупроводников, с другой стороны, стало возможным построить первые системы статической сварки, то есть без движущихся частей, с питанием от переменного тока и оснащенные трансформатором или, в некоторых случаях, выпрямителем для преобразования переменный ток на постоянный.
Таким образом, инверторный сварочный аппарат по существу похож на любой другой статический сварочный аппарат с той лишь разницей, что вместо трансформатора он использует электронную схему, называемую инвертором, которая преобразует переменный ток в постоянный.
Преимущества, связанные с использованием схемы инвертора вместо традиционного трансформатора, представлены, прежде всего, большей простотой использования сварочной системы. И зажигание дуги, и ее регулировка значительно упрощаются, поскольку они управляются электроникой; также в инверторных сварочных аппаратах, которые сваривают электродом, в случае, когда последний прилипает к сварке, электронная схема прерывает ток, позволяя оператору немедленно исправить ситуацию.
Кроме того, инверторные сварочные аппараты без трансформатора намного компактнее, легче и легче в транспортировке, чем статические.
Сколько поглощает инверторный сварочный аппарат?
Потребляемая мощность инверторного сварочного аппарата зависит, прежде всего, от его характеристик и диапазона выходного тока. В зависимости от выбранной модели диапазон выходного тока может достигать максимального значения 120, 160, 200 или 250 ампер.
Если проблема, которую необходимо решить, заключается в использовании сварочной системы в хобби и, следовательно, в недопущении превышения предела в 3 кВт, установленного стандартными домашними электрическими системами, то вы можете быстро решить ее, имея в виду простую идею пока выходная сила тока не превышает 160 ампер, потребление энергии не превышает 3 кВт.
Инверторный сварочный аппарат с выходным током от 10 до 150 А, следовательно, не будет представлять никаких проблем для типичной домашней сети. Тем не менее, то же самое можно сказать и о сварочном аппарате, у которого выходной ток составляет от 20 до 250 ампер, например, если выходной ток регулируется исключительно на максимум 150 ампер.
Если сварочные швы должны быть выполнены, вместо этого требуется ток более 160 ампер, например 180, 200 или даже 250 ампер. Потребляемая мощность может достигать 4-5 кВт и более; в этом случае потребуется подключить сварочный аппарат к электросети большей мощности или мотор-генератору.
Как использовать инверторный сварочный аппарат
Как работает инверторный сварочный аппарат
Принцип работы инверторного сварочного аппарата в точности такой же, как и у статической сварочной системы: сварщик получает переменный ток от сети и через инверторную электронику цепи, сначала преобразует его в постоянный ток, а затем регулирует его напряжение в соответствии с параметрами, установленными для выполняемой сварки.
На этом этапе используется кабель с зажимом заземления и горелкой или зажим с электродом в зависимости от типа системы, помещая их близко к свариваемым деталям, чтобы замкнуть электрическую цепь и вызвать дугу. .Высокочастотное зажигание и электронное регулирование параметров сварки, типичные для инверторной системы, намного проще в исполнении, а также гораздо более точны.
Параметры будут регулироваться в соответствии с типом выполняемой сварки и используемым методом, т. Е. Электродом или сплошной проволокой; Еще одним преимуществом схемы инвертора является возможность интеграции новых цифровых систем для защиты сварочной системы, а также ее оператора, а также особый метод, называемый Anti-Stick, который позволяет схеме инвертора прерывать ток. именно тогда, когда при сварке электродом последний прилипает к валику.
Устранение брызг — производительность сварки
При сварке MIG, скорее всего, происходит разбрызгивание. В результате возникают проблемы, связанные с налипанием брызг на детали и оборудование, необходимой очисткой, травмами рабочих и потерянным материалом. Ситуацию усугубляют брызги, которые в конечном итоге накапливаются на сварочном сопле и контактном наконечнике, что вызывает необходимость их замены.
Брызги — это признак сварки MIG, но существует множество вариантов и технологий для уменьшения или даже устранения этого явления.
УстановитьОбычно разбрызгивание может быть вызвано неправильными настройками сварки, а именно слишком низким напряжением или слишком высокой силой тока. При сварке MIG сила тока определяется скоростью подачи проволоки. Чтобы уменьшить разбрызгивание, оператор может снизить силу тока, уменьшив скорость подачи проволоки или увеличив напряжение.
Но не все так просто.
«Если бы каждый сварщик понимал правила, это было бы так же просто, как уменьшить силу тока и увеличить напряжение», — говорит Мэтт Олбрайт, старший менеджер по продукции Lincoln Electric Co.«Если произойдет X, измените Y. Но все комбинации сварочных переменных — диаметр проволоки, газовая смесь, материал — требуют различных настроек скорости подачи проволоки, что влияет на силу тока и напряжение».
Для решения действительно сложного процесса достижения правильных настроек производители сварочного оборудования со временем разработали различные способы упрощения настройки сварочного оборудования. Важным достижением стала разработка инверторных источников питания с множеством форм сигналов, избавляющих оператора от необходимости принимать большинство решений по сварке.
«Если вы просто перейдете на инверторное оборудование, ваша сварка станет лучше», — говорит Олбрайт. «Основываясь на сочетании всех ваших переменных, машина будет вести себя таким образом, чтобы оптимизировать перенос капель».
На пульсеДалее, говорит Олбрайт, может иметь смысл перейти от передачи короткой дуги CV или струйной дуги к импульсной форме волны. «Теперь машина фактически контролирует, когда и как быстро отходят капли, что приводит к стабильности и меньшему разбрызгиванию.Мы можем точно настроить комбинацию переменных ».
Из трех режимов переноса металла режим короткой дуги и шаровидный режим вызывают большое количество брызг. Небольшое разбрызгивание связано с переносом распылением. «Благодаря переносу распылением брызг практически отсутствует, независимо от использования традиционных CV или передовых инверторных технологий», — говорит Олбрайт.
Сварка короткой дугой работает при низком напряжении. Расплавленный металл переходит от проволоки в сварочную ванну только при контакте между ними или при каждом коротком замыкании.При глобулярном переносе металл переносится по дуге большими каплями, которые падают в сварочную ванну. При струйном переносе металл падает с проволоки очень маленькими каплями, что обеспечивает хорошую стабильность дуги.
Импульсная сварка MIG помогает избежать проблем с доставкой, связанных с этими режимами. Импульсный — это бесконтактный метод передачи между проволокой и сварочной ванной. Это означает, что провод никогда не касается бассейна.
Это процесс без разбрызгивания, который обеспечивает меньшее тепловложение, чем режимы распыления или шарового переноса.Во время процесса ток достигает пика, когда образуется капля. Затем, в фазе фонового тока, ток снижается, чтобы уменьшить общее тепловложение. Процесс обеспечивает постоянную подачу капель одинакового размера в сварочную ванну.
Формы сигналов улучшились с введением инверторных источников питания. Инженеры-сварщики теперь могут точно контролировать переменные, влияющие на процесс сварки, такие как скорость разгона, время пика, спад и спад.Усовершенствованные инверторы Lincoln, такие как Power Wave, имеют десятки запатентованных форм волны.
Оператор удаляет брызги металла на сварном шве.«Есть от 30 до 50 переменных, которые наши инженеры настраивают, чтобы заставить капли переходить так, как они хотят», — говорит Олбрайт. «У нас есть формы волны, которые очень специфичны для клиентов, таких как автомобилестроение, тяжелые условия эксплуатации и сварка труб. Это действительно начинает проникать в науку о сварке ».
Однако он подчеркивает тот факт, что не каждому магазину нужен инвертор высокого класса.
«Сварка требует особого внимания», — поясняет он. «Мы производим инверторы, которые работают так же, как 20 лет назад. Некоторым клиентам это нравится, и именно так устроен их магазин. Они нашли успешный способ работать с более простым оборудованием ».
Предпочтения не всегда основываются на многолетнем опыте сварочного цеха. Они также могут зависеть от того, в какой части страны находится магазин, и от школ, из которых приехали их операторы.
«Иногда переход от простой машины к очень продвинутой — не лучший подход», — говорит Олбрайт.«Чтобы добраться туда, нужно сделать пару шагов».
Необходимо знатьДругие факторы, влияющие на контроль разбрызгивания, включают рабочий угол. Если у оператора неправильный подход: слишком крутой или слишком низкий или он должен тянуть, когда толкает, это может привести к нестабильности.
«Наши машины могут видеть происходящее и компенсировать действия оператора», — говорит Олбрайт. «Станок хорош настолько, насколько хорош его программирование. Он не может приспособиться ко всему, но наши машины, безусловно, адаптируются и пытаются компенсировать нормальные человеческие недостатки.”
Таким образом, хотя инверторная технология, безусловно, помогает улучшить оператора, необходимы фундаментальные навыки сварки.
«Отрасль всегда будет нуждаться в людях, которые знают, что они делают», — говорит Олбрайт. «Они должны понимать, как настроить станок и как разместить сварной шов в стыке, чему они учатся на занятиях и во время обучения. Оборудование помогает в обучении, упрощении настройки и стандартизации от рабочего центра к рабочему центру ».
Загрязнения поверхности, такие как ржавчина, масло и краска, также влияют на контроль разбрызгивания.Хотя они не устраняют и не предотвращают разбрызгивание, можно использовать средства против разбрызгивания, которые предотвращают прилипание брызг к заготовке. Однако чрезмерное количество может вызвать другие проблемы, такие как пористость.
Защитный газ также может способствовать разбрызгиванию. Вместо чистого CO 2 большинство людей используют комбинацию от 75 до 95 процентов аргона и от 5 до 25 процентов CO 2 для уменьшения разбрызгивания. По словам Олбрайт, Lincoln настраивает все формы волны примерно на 90/10, потому что это обеспечивает наиболее стабильные результаты.Помимо защитного газа, он продолжает, что качество сварочной проволоки также является важным фактором в борьбе с разбрызгиванием.
Оператор добивается стабильной сварки без брызг с помощью импульсной сварки MIG.«Не все провода одинаковы», — говорит Олбрайт. «Если у вас есть проволока с площадью поверхности, которая изменяется по всей катушке, при определенных скоростях подачи проволоки она создает разные силы тока по мере того, как проволока растет и сжимается в диаметре, вызывая нестабильность».
При изготовлении проволоки, а затем ее вытягивании и намотке определенным образом используются самые разные химические методы.Это необходимо для того, чтобы проволока стабильно сходила с катушки.
«В Lincoln мы постоянно демонстрируем ценность нашей проволоки, даже несмотря на то, что она имеет повышенную цену», — говорит Олбрайт. «Мы снова и снова говорим клиентам, что вы можете использовать наши модные машины и формы сигналов, но если вы используете некачественный провод, вы не получите тех результатов, которые мы вам продемонстрировали. Это всегда комбинация машины, настройки машины и проволоки ».
Сохранить и потратитьОлбрайт отмечает, что покупателям сложнее всего понять, что для того, чтобы зарабатывать деньги, они должны их тратить.Spatter — хороший тому пример.
«Брызги попадают на всю деталь и цех», — говорит он. «Эти детали необходимо очистить, что означает вложения в инструменты и расходные материалы, такие как шлифовальные машины и диски. Разбрызгивание может также потребовать инвестиций в дополнительные средства индивидуальной защиты для защиты операторов. Контактные наконечники быстрее изнашиваются, а сопла заполняются быстрее. При роботизированной сварке брызги могут попасть на кабели и прожечь в них дыры ».
Чтобы подчеркнуть свою точку зрения, Олбрайт ссылается на принцип Парето (также известный как правило 80/20), который гласит, что для многих событий примерно 80 процентов последствий происходят от 20 процентов причин.
«В целом большинство сварщиков согласны с тем, что стоимость расходных материалов составляет менее 15 процентов от общей стоимости сварки», — говорит он. «Итак, если 80 процентов ваших проблем являются результатом даже 15 процентов, даже если вы увеличите стоимость этих 15 процентов на 50 процентов, это не так уж и много для значительного сокращения затрат на эти 80 процентов».
С другой стороны, решение сэкономить 5 процентов на 15 процентах добавляет 10 процентов к 80 процентам.
«Мы годами пытались изменить этот мыслительный процесс», — заключает Олбрайт.«Последовательный разговор, который мы ведем с нашими клиентами, всегда направлен на то, чтобы убедить их тратить больше и доказать им, что, тратя больше, они сэкономят больше».
Линкольн Электрик Ко.
Как выбрать инверторный сварочный аппарат
Как выбрать инверторный сварочный аппарат
Выбор инверторной сварки трудоемок, но важен. Промышленность выпускает три типа аппаратов: бытовые, профессиональные и промышленные. Дома: лучше выбрать домашний аппарат.Можно качественно проварить шов, но длина его будет меньше. Однако следует отметить, что машины бытового назначения не выдают большой мощности.
Перед тем, как выбрать инверторный сварочный аппарат; Многие покупатели, конечно, интересуются ценой на изделие. На рынках сварочных аппаратов сейчас много дешевых моделей. Но специалисты не советуют покупать дешевые и миниатюрные аппараты. Стремление производителей к уменьшению габаритов и уменьшению веса снижает продукт и его возможности.Профессиональные модели стоят дорого. Покупать их нет смысла, поэтому при выборе инверторного устройства придерживайтесь середины.
Внимание! Главный недостаток дешевого сварочного аппарата — минимальный рабочий цикл.
Эта цифра рассчитана из десятиминутного интервала. С такой дешевой машиной рабочий цикл можно приготовить две минуты, в остальное время ее нужно охлаждать. Дешевые телефоны быстро ломаются. Их сложно ремонтировать из-за отсутствия запчастей, так как а также одноплатный способ производства.
Сварка «палкой» или «дуговая» сварка, вероятно, является наиболее широко признанным типом сварки.Вероятно, это следовало называть сваркой «ковчег», поскольку, похоже, она существует со времен Ноя. Stick использует покрытие из флюса вокруг своего расходуемого стержня, чтобы обеспечить защитный газ, который не допускает попадания примесей в расплавленный металл. Это делает его подходящим для использования вне помещений. Ветер не уносит прилипшие газы, как это происходит при сварке MIG и TIG. Stick обеспечивает хорошее проплавление и хороший контроль сварного шва. Сила тока контролируется на машине, и это может выполняться одной или двумя руками.Некоторые станки с ручками для хобби могут сваривать сталь толщиной до ½ дюйма. Сварка палкой — не лучший вариант для сварки алюминия или тонких материалов. С помощью подходящего прутка можно сваривать тонкие материалы и алюминий, но это непросто. Сварка штучной сваркой не слишком сложна, но и не является чрезмерно упрощенной. Когда я спросил Кортни об уровне сложности для новичка, использующего флешку, он засмеялся и ответил: «Примерно 8 из десяти по шкале сложности».
Сварка палкой не так проста, как может показаться.Мало того, что стержень необходимо перемещать по пути сварки с постоянной скоростью, вам также необходимо поддерживать надлежащее расстояние дуги, поскольку стержень становится короче. Это не единственное, с чем возникают проблемы у новичков. Выбор стержня, настройка станка, проблема пористости и возникновение дуги также могут оказаться проблематичными.