стройка, ремонт, недвижимость, ландшафтный дизайн
Уже давненько введен в эксплуатацию инверторный сварочный аппарат. Он пользуется популярностью и у профессионалов, и у мастеров-любителей. Не за горами то время, когда именно это оборудование вытеснит с рынка все аналоги. Скорее всего, благодаря своей простоте инверторная сварка используется повсеместно. Цена на нее достаточно низкая, а качество выполненной работы при этом не страдает.
Как устроен сварочный инвертор
Совсем недавно инверторные аппараты были гораздо проще, но с течением времени они дополнились электроникой, а это положительно сказалось на функциональности агрегата. На цену это никак не повлияло. Стоит отметить, что сам термин инверторный никоим образом не относится к сварке — речь идет об источнике питания аппарата.
Как действуют инверторные сварочные аппараты:
- включают сварочные аппараты инверторного типа при выполнении работ в обычную розетку;
- постоянным ток делает фильтр, который сглаживает его после поступления тока в инвертор;
- в результате энергия проводится сквозь транзисторы и на выходе получается переменный ток, только его частота выше;
- затем опять напряжение преобразуется, а снижение напряжения приводит к повышению силы тока.
 Так и выходит сила тока самой сварки.
Так и выходит сила тока самой сварки.
 Так и выходит сила тока самой сварки.
Так и выходит сила тока самой сварки.Получается, что повышенная частота тока и есть главным фактором при инверторной сварке. В этом и заключается преимущество инверторной сварки перед остальными ее видами. Благодаря предварительному преобразованию электрической энергии можно использовать трансформаторы небольших размеров.
Почему работать с инверторным сварочным аппаратом легко и удобно
Прежде всего, они очень легкие, но в то же время с легкостью варят даже толстый металл. Электроды не прилипают к металлу, а поджиг электрода происходит очень быстро благодаря подаче тока большой силы. Сведен к минимуму риск поломки из-за того, что при появлении короткого замыкания напряжение в сварочном аппарате резко снижается. Вот и вся схема работы инверторного сварочного аппарата.
Благодаря инверторной сварке, сварочные работы можно проводить в труднодоступных местах с высоким коэффициентом производительности. Срок службы инверторных аппаратов очень долгий — они редко ломаются и быстро чинятся.
Если подобрать сварочный аппарат правильно, то он станет буквально незаменимым устройством в доме. Благодаря современной конструкции и наличию электроники, большого опыта при работе с инверторными сварочными аппаратами не требуется.
Принцип действия инверторного сварочного аппарата
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
 В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.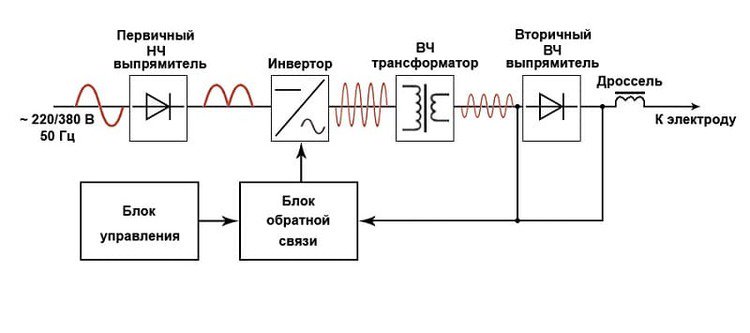
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.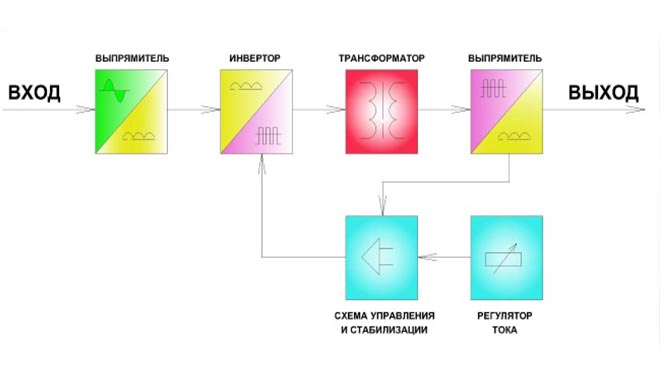
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.

Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Время чтения: 8 минут
Инверторная сварка в 21 веке смогла стать самой распространенной среди всех сварочных технологий, поскольку кардинально изменила представление о сварочном оборудовании. Если раньше при словосочетании «сварочный аппарат» мастера представляли большой и громоздкий трансформатор, которым трудно варить новичку. То теперь на ум приходят компактные и легкие инверторы, которые просты в эксплуатации и стоят недорого.
Общая информация
Как мы уже упомянули выше, ранее у домашнего сварщика практически не было выбора при покупке сварочного аппарата. Он мог приобрести трансформатор или выпрямитель, а затем наступало время долгого обучения. Трансформаторы нельзя просто подключить к розетке и начать сварку. Необходимо знать множество нюансов: начиная от регулировки силы тока заканчивая ведением шва.
Трансформаторы нельзя просто подключить к розетке и начать сварку. Необходимо знать множество нюансов: начиная от регулировки силы тока заканчивая ведением шва.
Но, времена изменились. Прогресс не стоял на месте, и в начале 21 века на массовом рынке появились инверторы. Они существенно отличались от привычных трансформаторов не только своими габаритами, но и функционалом.
У сварщиков появилась возможность без труда перевозить сварочный аппарат из точки А в точку Б, поскольку инверторы весили в среднем 10 кг. В дополнение ко всему производители предлагали расширенный функционал, упрощающий и ускоряющий сварку. Появились функции, препятствующие прилипаю электрода к металлу, упрощающие поджиг дуги и т.д. Сварщики по достоинству оценили аппараты нового поколения.
На сегодняшний день инверторы — это самый популярный тип сварочного оборудования. Инвертор можно найти как на даче у домашнего умельца, так и в мастерской или на производстве. Сердце такого аппарата — инверторный источник сварочного тока. Отсюда и название «инвертор».
Отсюда и название «инвертор».
Из-за такой путаницы в названии многим новичкам трудно понять, чем отличается инвертор от сварочного аппарата инверторного типа. Все просто. Инвертор — это зачастую компактный аппарат, предназначенный для ручной дуговой сварки. На этом его функционал заканчивается. А вот сварочный аппарат инверторного типа может быть предназначен для различной сварки: от сварки в среде газа до сварки порошковой проволокой. Например, к аппаратам инверторного типа часто относится полуавтомат, поскольку в его основе так же лежит инверторный источник тока.
Появление инверторного сварочного аппарата дало возможность многим домашним мастерам быстро и просто обучиться сварочному делу. Поскольку все инверторы понятны в эксплуатации, и достаточно прочесть инструкцию к купленному вами аппарату, чтобы приступить к работе.
Принцип работы
У инверторной сварки очень простой принцип работы. Вы подключаете аппарат в обычную бытовую розетку, откуда подается переменный ток. Встроенный в инвертор выпрямитель сглаживает получаемый ток с помощью фильтра. После чего уже постоянный ток с помощью современных транзисторов преобразовывается в переменный ток высокой частоты. Частота сварочного тока на данном этапе составляет от 20 до 50 кГц.
Встроенный в инвертор выпрямитель сглаживает получаемый ток с помощью фильтра. После чего уже постоянный ток с помощью современных транзисторов преобразовывается в переменный ток высокой частоты. Частота сварочного тока на данном этапе составляет от 20 до 50 кГц.
Но это еще не все. Далее переменный ток высокой частоты понижается, и у нас есть возможность использовать сварочный ток с силой от 100 до 200 Ампер (в среднем). Вот и весь принцип действия сварочного инверторного аппарата. Ну а поскольку преобразованием тока занимается блок электросхем, у инженеров получилось создать максимально компактные сварочные аппараты. Сейчас инвертор весом 5 кг — это не редкость.
Поскольку принцип работы сварочного инверторапрост, многие умельцы самостоятельно собирают сварочный аппарат в домашних условиях из подручных материалов.
Правила эксплуатации инвертора
Инвертор — это технически сложный электроприбор, который нуждается в правильном применении, обслуживании и хранении. Мы собрали основные правила, которые следует соблюдать, чтобы ваш аппарат прослужил долго.
Мы собрали основные правила, которые следует соблюдать, чтобы ваш аппарат прослужил долго.
Прежде всего, узнайте, насколько ваш аппарат защищен от пыли и влаги. Большинство бюджетных инверторов справляются только с брызгами воды, и нуждаются в бережном хранении (о нем мы расскажем чуть позже). Если ваш инвертор будет защищен от осадков и грязи, вы сможете использовать его даже в полевых условиях.
Обращайте внимание на световые индикаторы, расположенные на корпусе инвертора. Все аппараты оснащены индикатором, сигнализирующем об опасном перегреве. Если на вашем инверторе во время сварки загорелась лампочка перегрева, то прекратите работу и дайте аппарату остыть.
Чтобы добиться хорошего качества швов металл необходимо обезжирить и зачистить перед сваркой. На поверхности не должно быть следов от краски, масла, грязи и прочих загрязнений. Для обезжиривания подойдет уайт спирит, а для зачистки можно использовать наждачную бумагу или болгарку.
Всегда отключайте сварочный инвертор из сети, если приостанавливаете работу более чем на 10 минут или вовсе закончили сварку. Не подпускайте посторонних людей и домашних животных к месту выполнения сварки. Это основы техники безопасности.
Не подпускайте посторонних людей и домашних животных к месту выполнения сварки. Это основы техники безопасности.
Техника безопасности
Продолжая тему техники безопасности, дополним, что не стоит пренебрегать средствами индивидуальной защиты. Обязательно используйте сварочную робу, защитную маску (идеальный вариант — это маска типа «Хамелеон»), сварочные краги, специальная обувь, не проводящая ток. Самый простой вариант — это встать на резиновый коврик. И ни в коем случае не храните в вашей рабочей одежде предметы, которые могут легко воспламениться.
Перед сваркой осматривайте все сварочные кабели, они должны быть целыми. Не лишним станет проверка всех разъемов и внешний осмотр самого аппарата. Если при сварке вы чувствуете неприятный запах, исходящий от инвертора, немедленно отключите его.
Все эти правила созданы не на пустом месте. Игнорируя их, вы можете нанести серьезный вред себе и своему здоровью. К сожалению, сварщики часто страдают от попадания окалины в глаза, от ожогов и даже от потери зрения. А все из-за несоблюдения техники безопасности.
А все из-за несоблюдения техники безопасности.
Базовое техническое обслуживание
Устройство и принцип работы инвертора просты, но в их основе лежит применение электросхем. И вы должны понимать, что электросхемы нуждаются в грамотном техническом обслуживании. Мне не рекомендуем новичку проводить все обслуживание своими руками. Но вы можете выполнять базовые действия, которые продлят жизнь инвертору. А более сложные работы можно доверить специалисту в сервисном центре.
Итак, самое главное, что вам нужно делать регулярно — это очищать аппарат от пыли и грязи. В идеале на поверхности корпуса вообще не должна скапливаться пыль. Она легко проникает внутрь корпуса через вентиляционные отверстия и может вывести аппарат из строя. Протирайте инвертор тряпкой и не допускайте его запыливания. Можете отнести аппарат в сервисный центр, где вам его прочистят с помощью струи сжатого воздуха.
Помимо корпуса нужно протирать все сварочные кабели. Ни в коем случае не используйте мокрую тряпку для чистки. И не забывайте выключать аппарат из розетки перед обслуживанием. Старайтесь выполнять очистку аккуратно, не заламывая провода.
И не забывайте выключать аппарат из розетки перед обслуживанием. Старайтесь выполнять очистку аккуратно, не заламывая провода.
Остается вопрос: как часто проводить обслуживание, чтобы инвертор сварочный служил долго? Здесь все зависит от частоты применения инвертора. Мы рекомендуем в любом случае проводить обслуживание в сервисном центре перед его отправкой на зимнее хранение. Также раз в месяц протирайте аппарат и осматривайте его.
Правила хранения инвертора
Как мы уже упомянули выше, устройство сварочного инвертора компактно благодаря тем самым электросхемам, которые так чувствительны к пыли и перепадам температур. Именно по этой причине важно уделить особое внимание хранению инвертора. Едино разовое повышение влажности и одна пылинка не убьют инвертор, но постоянное пренебрежение хранением выведет его из строя.
Самый простой вариант хранения — это использовать коробку, в которой вы его купили. Зачастую она изготовлена из довольно плотного картона, что неплохо для хранения в квартире, например. Конечно, пластиковая упаковка предпочтительнее, но вы можете использовать то, что уже имеете. Для подстраховки заверните аппарат в целлофан, проделав в нем отверстия для вентиляции.
Конечно, пластиковая упаковка предпочтительнее, но вы можете использовать то, что уже имеете. Для подстраховки заверните аппарат в целлофан, проделав в нем отверстия для вентиляции.
Подойдите серьезно к выбору места хранения. Неотапливаемая дача, или гараж точно не подойдут. Инвертору нужна постоянная комнатная температура и отсутствие перепадов влажности. Производители заявляют, что их аппараты отлично хранятся и при жаре, и при минусовой температуре. Но на деле это не правда. Так что не экспериментируйте.
Вместо заключения
Теперь вы знаете, каков принцип работы сварочного аппарата инверторного типа, и какие правила нужно соблюдать, чтобы продлить срок его службы. Мы затронули лишь основы. Следующее, что вам нужно изучить — это подбор режима сварки и электродов. Настройка сварочного инвертора — это очень важная часть подготовки к сварке. От настроек во многом зависит конечное качество сварных швов. На нашем сайте вы можете найти материалы, посвященные подбору режима сварки, выбора первого инвертора и прочие полезные статьи.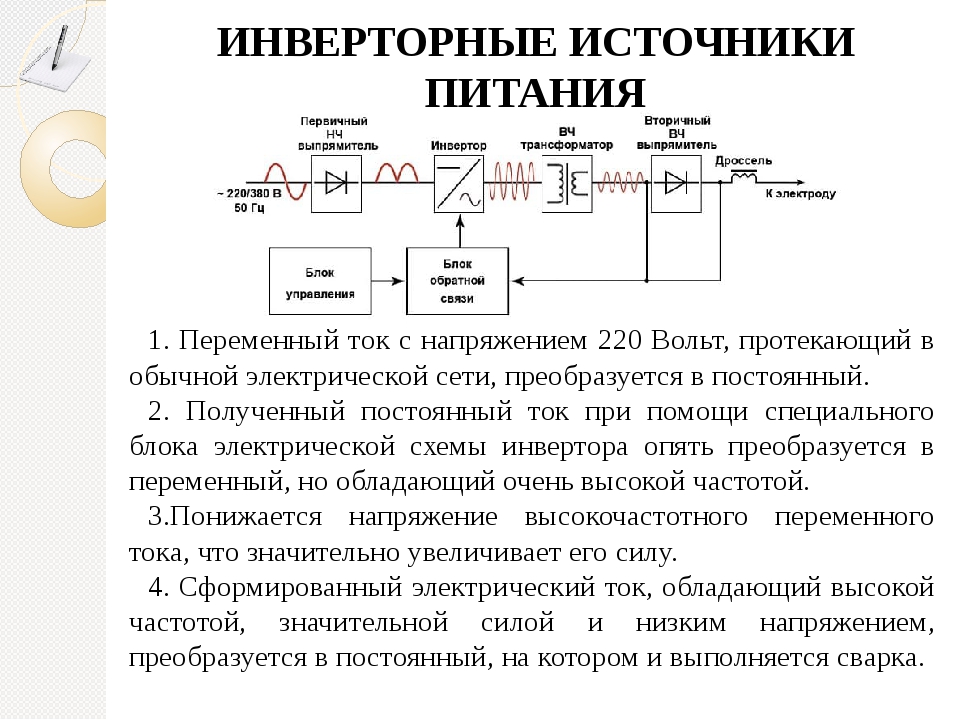 Оставляйте свои комментарии с советами и вопросами. Желаем удачи в работе!
Оставляйте свои комментарии с советами и вопросами. Желаем удачи в работе!
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится.
Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.

К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
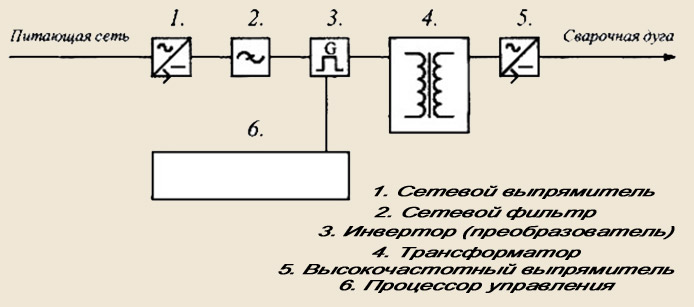
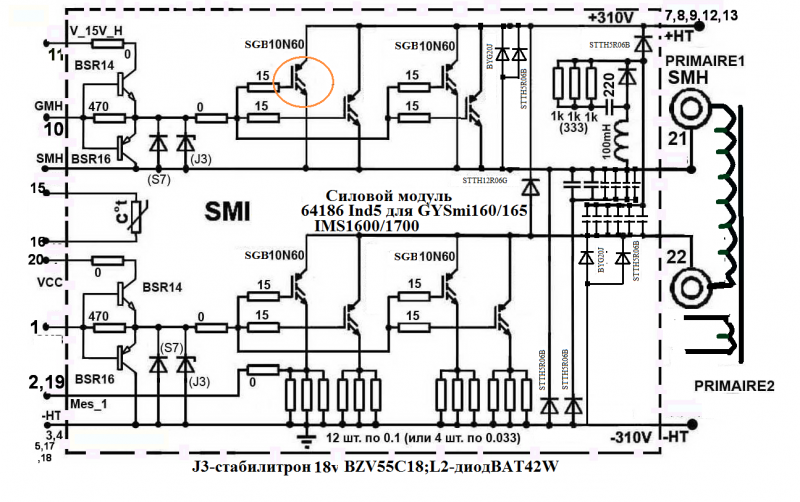
Пояснения на схеме
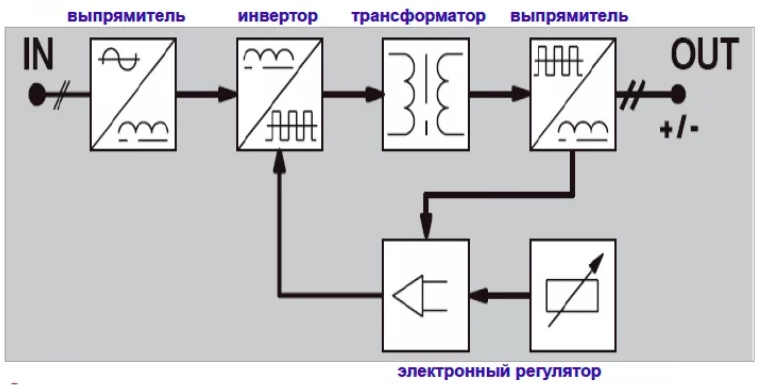
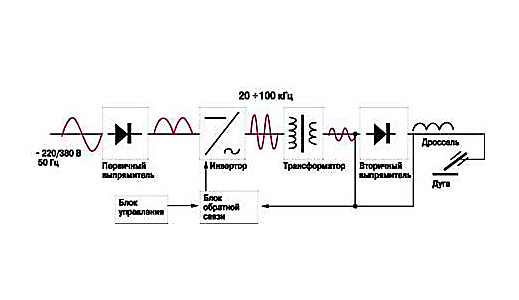
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.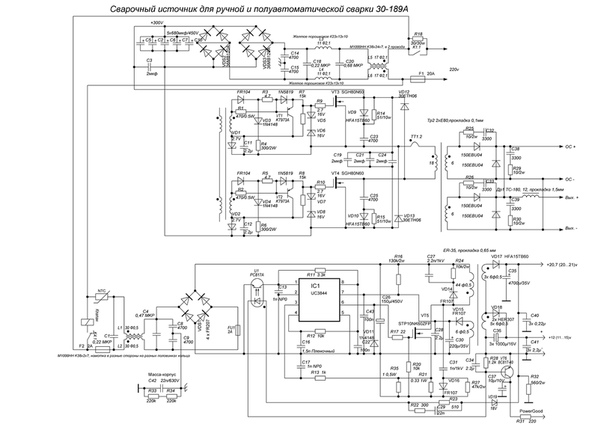
Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.
Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Управление током
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.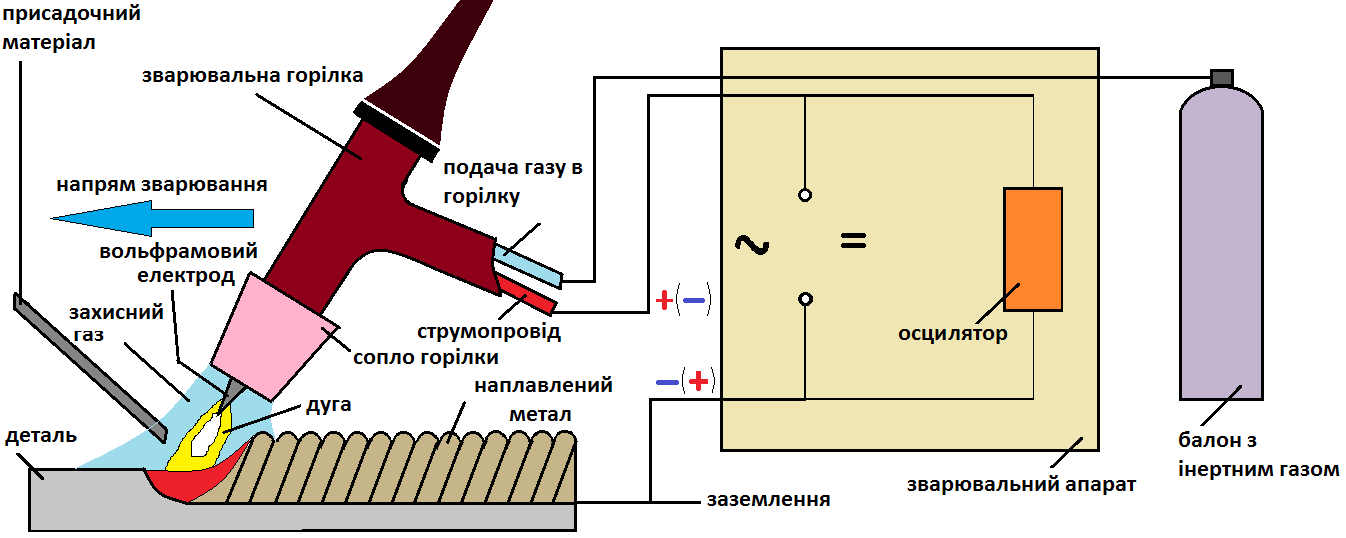
При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.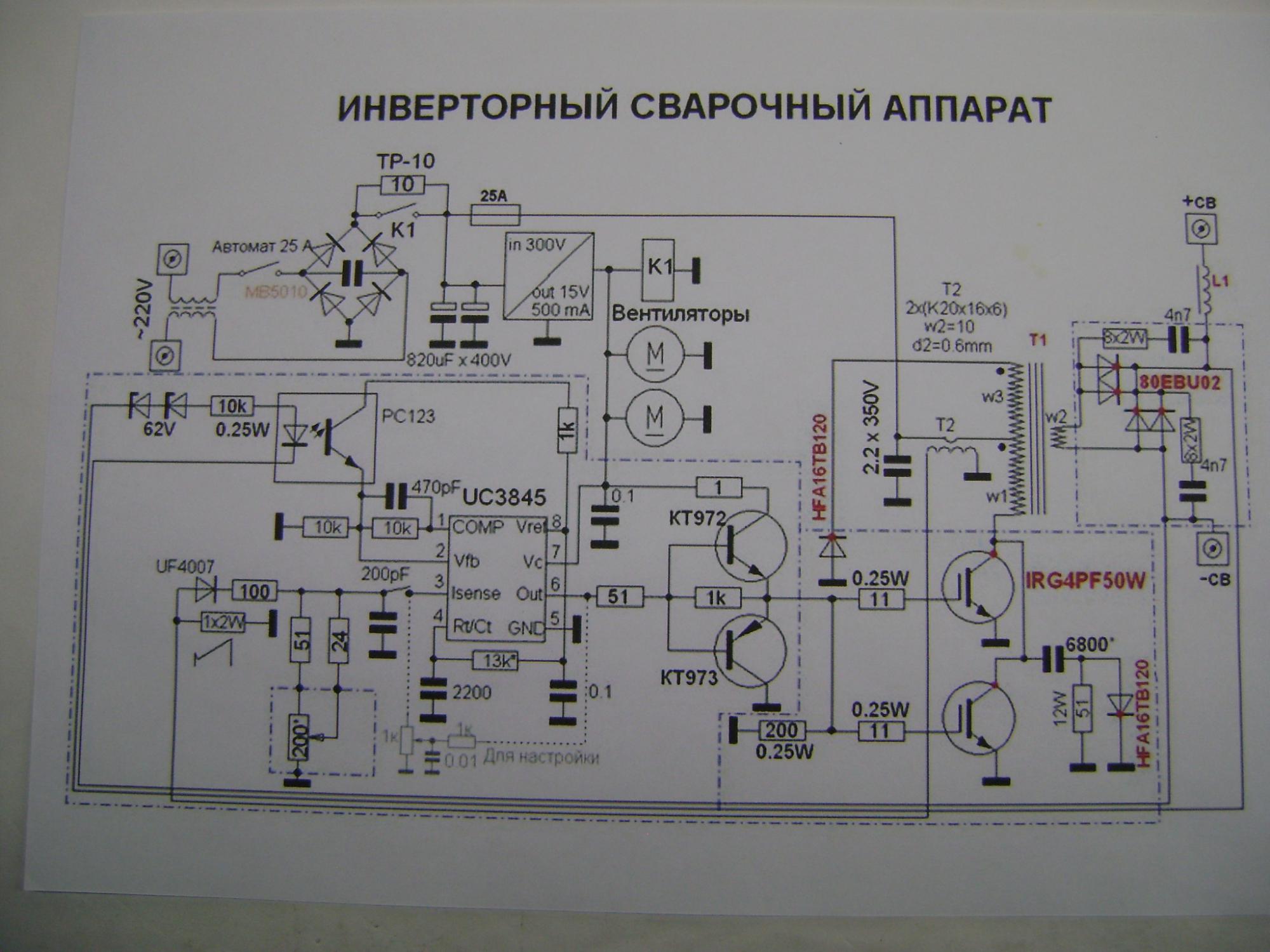
Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
ARC FORCE
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока..jpg) После отрыва электрода режим работы аппарата возвращается к норме.
После отрыва электрода режим работы аппарата возвращается к норме.
HOT START
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Принцип работы инвертора: внутреннее устройство, схема
На чтение 5 мин. Опубликовано
Теоретический принцип работы инвертора — преобразование переменного тока сети в постоянный и обратно, при этом ток становится более высокой частоты. Низкая мощность потребления и плавная регулировка режимов позволяет воспроизводить характеристики V/A для каждого вида ручной дуговой сварки: MMA, MIG, TIG.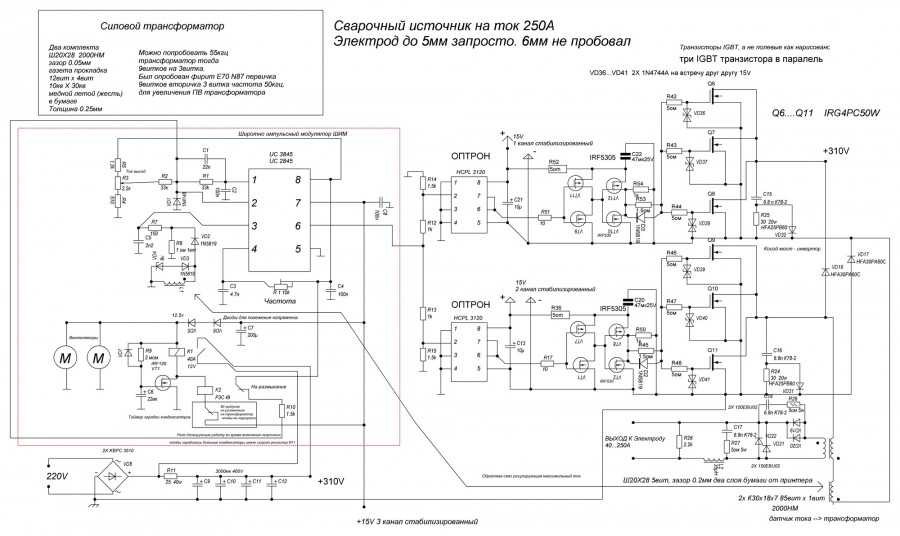 Аппарат устойчив к перегреву и перепадам напряжения, но чувствителен к морозам, влажности и пыли.
Аппарат устойчив к перегреву и перепадам напряжения, но чувствителен к морозам, влажности и пыли.
Устройство инвертора внутри
Разделяют силовую и управляющую части.
В сборке первой из них 4 узла:
- Сетевой выпрямитель.
- Преобразователь.
- Трансформатор.
- Выпрямитель выходной.
Приборы управления и обратной связи в устройстве инвертора относят к управляющей части.
Электрическая схема инверторного аппарата
В системе мягкого пуска присутствуют 2 балластных резистора высокой мощности. Один плавно заряжает конденсаторы, защищая диоды входного выпрямителя от резкого скачка напряжения. Через второй питание от конденсаторов поступает на микросхему ШИМ. Как только напряжение на конденсаторах достигает порогового значения, в микросхеме возникают управляющие импульсы, запускающие сварочный инвертор.
Сетевой НЧ-выпрямитель действует на основе входного диодного моста, позволяющего выпрямлять переменный электросигнал.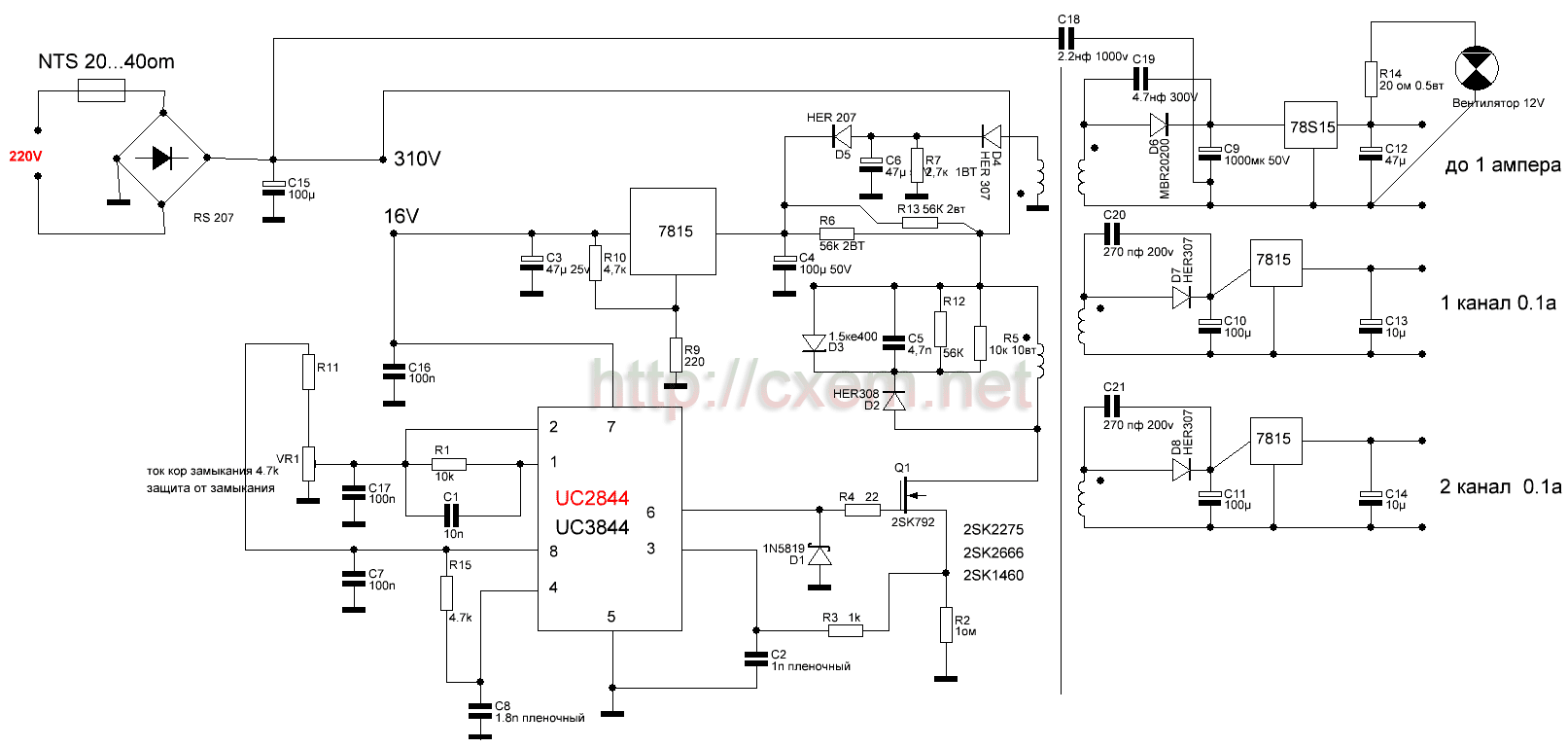 К диодному мосту крепится конструкция с охлаждающим радиатором. При переходе электросигнала на однополярный режим частота пульсаций удваивается, достигая 100 Гц, а затем сглаживается высокоемкими электролитами.
К диодному мосту крепится конструкция с охлаждающим радиатором. При переходе электросигнала на однополярный режим частота пульсаций удваивается, достигая 100 Гц, а затем сглаживается высокоемкими электролитами.
Инвертор состоит из набора ключевых транзисторов, собранных в косой мост, примыкающий к радиатору для отвода тепла. Постоянный электросигнал от сетевого выпрямителя проходит через косой транзисторный мост с преобразованием в переменный ток, достигающий частоты в интервале 20-50 кГц. Транзисторы преобразователя запитаны на выходной ВЧ-трансформатор.
Задача трансформатора — сбить напряжение до 70 В. На первичную обмотку заходит слабый ток с сильным напряжением, по вторичной течет сильный ток со слабым напряжением. После понижения напряжения сила тока повышается до 100-200 A.
Сборка диодного мостика выпрямителя выполнена на сдвоенных мощных диодах с молниеносной скоростью открывания/закрывания, способных принимать высокочастотное питание. Такие же элементы крепятся на охлаждающем радиаторе.
Дроссель ускоряет розжиг дуги на сравнительно малых электросигналах и представляет собой катушку индуктивности, которая задерживает влияние электросигналов с заданным диапазоном частот.
Стабилизатор поддерживает принцип работы сварочного аппарата — подавать напряжение на модуль управления в первые минуты после включения устройства.
Активированный узел управления запускает ключевые транзисторы преобразователя, привязанные к выходу БУ. Тут же на обмотке вспомогательного трансформатора Т2 возникает переменное напряжение — задача выпрямить его ложится на диодный мост. Связка «Трансформатор/Диодный мостик» превращается в блок питания. По достижении самостоятельной подпитки управляющая схема отключается от сетевого выпрямителя.
Элементы управления координируют переключение узлов инвертора через микросхему, действия которой напоминают микроконтроллер, устроенный для модулирования входного сигнала в широтно-импульсном диапазоне.
Как работает сварочное оборудование
Комплектация:
- провод с клеммой массы;
- держатель электрода;
- молоточек для сбивки окалины;
- защитная маска.

Подбирают нужную марку и диаметр электрода, выставляют выходной электросигнал с учетом толщины деталей. На корпусе указаны диаметры электрода и соответствующий им ток — подсказка для желающих разобраться, как работает инверторный сварочный аппарат с электродами.
Для контакта со сваркой понадобятся:
- перчатки;
- куртка;
- маска с затемненным стеклом.
Принцип работы заключается в создании дуги:
- Электрод подносится к свариваемой детали под уклоном и при возникновении дуги удерживается от шва на расстоянии, равном собственному диаметру.
- Затем обе кромки соединяемых деталей заливаются расплавленным металлом.
- После получения шва убирается окалина.
Однофазные аппараты
Инвертор на полевых IGBT-транзисторах питается от сети 220 В. Диапазон электросигнала колеблется в интервале 30-200 А — постоянное значение обеспечивает мостовая схема, состоящая из выпрямительных диодов. Когда оборудование выходит на заданный режим, работа однофазного выпрямителя привязывается к одному из двух интервалов:
- Заряду конденсатора.
- Разряду конденсатора на сопротивление нагрузки.
В первом интервале ЭДС вторичной обмотки превышает напряжение на конденсаторе C — диоды пропускают ток.
Во втором — напряжение на конденсаторе C превышает электродвижущую силу вторичной обмотки — диоды не пропускают ток.
В промышленном производстве инверторная сварка однофазным переменным током нецелесообразна. Для объемных заказов используют модели с мощными нагрузочными характеристиками и заземлением.
Трехфазные инверторы
Схема Ларионова считается полноценным трехфазным выпрямителем. Аппараты рассчитаны на большие токи (250, 300 А) и не привязаны к нулевой нейтрали, питание берется со всех трех фаз. Удорожание конструкции происходит за счет повышения амплитудного значения на выходе выпрямителя Ларионова до 540 В. Преобразователи собираются из мощных качающих транзисторов (40 А, 1200 В).
Сетевой фильтр снабжается более емкостными электролитами. Под корпусом выходных диодов — дополнительный теплоотвод. Зеленый провод («земля») идет на корпус, а 3 фазы через автомат — на трехфазный выпрямитель. На электролитах потенциал равен амплитудному значению (540 В). Сглаживающий конденсатор рассчитан на напряжение в 700 В и 50 мкФ.
Зеленый провод («земля») идет на корпус, а 3 фазы через автомат — на трехфазный выпрямитель. На электролитах потенциал равен амплитудному значению (540 В). Сглаживающий конденсатор рассчитан на напряжение в 700 В и 50 мкФ.
Полноценные трехфазные модели дороги, поэтому устройство такого инвертора адаптировали под бюджетные псевдоаналоги высокой производительности, собранные по схеме Маткевича, где вместо «земли» четвертая ветка — нейтраль, которая через резистор R1 запитана на ветку В.
О дополнительных функциях
Среди дополнительных опций:
- Anti-Stick — сброс тока до нуля в момент короткого замыкания — устройство не сгорит.
- Arc Force — форсаж дуги.
- Hot start — кратковременный наброс питания во время поджига электрода.
- HOLD — запоминает последний режим.

Если вы попробовали варить и аппарат инверторной сварки вас устроил, покупайте такой же.
Инверторный сварочный аппарат — принцип работы, характеристики
Инверторный сварочный аппарат (сварочный инвертор) – сварочный устройство, в котором формирование выходного напряжения и регулирования тока сварки осуществляется электронным инвертором. С начала XXI века один из самых популярных сварочных аппаратов для всех видов электродуговой сварки металлов. Хорошее сварочное оборудование вы можете выбрать на сайте pz.ua. Устройство характеризуется высоким качеством сварки, высоким – 80-90% и более — КПД и относительно небольшой по сравнению с трансформаторными сварочными аппаратами весом (5-8 кг). Требователен к влажности, чистоты и температуры воздуха, требует периодической очистки плат с электронными компонентами от пыли.
Принцип его действия заключается в следующем:
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц;
- Выпрямления тока с помощью фильтра;
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянный;
- Снижение напряжения трансформатором и увеличение силы тока;
- В процессе сварки — выпрямление тока частотным выпрямителем.
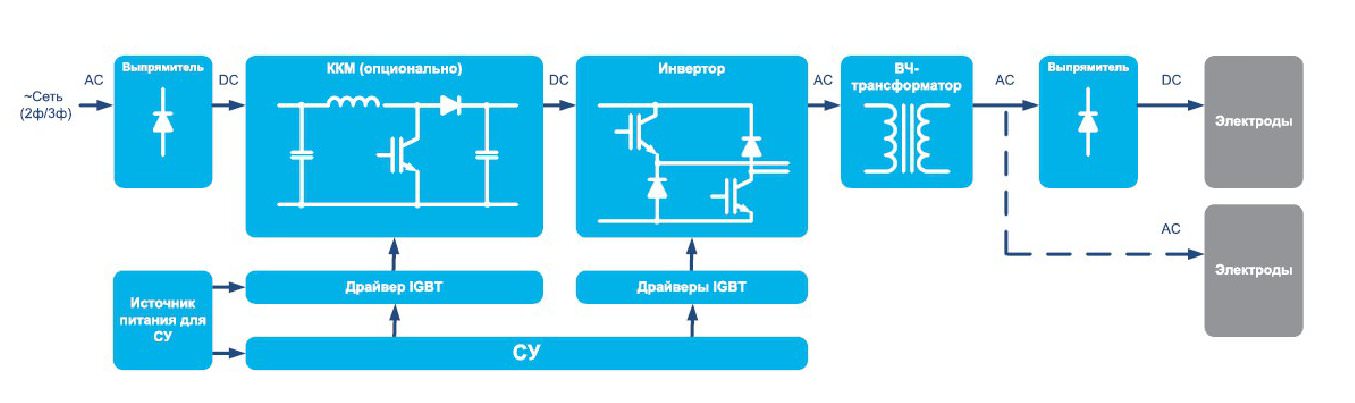
Переменный ток промышленной частоты (50 или 60 Гц), поступает на выпрямитель. Выпрямленный ток сглаживается конденсаторным фильтром и подается на высокочастотный инвертор (20-50 кГц). С инвертора переменный ток высокой частоты подается на высокочастотный трансформатор, а с вторичной обмотки трансформатора — на силовые диоды. Электронный блок управления инвертором обеспечивает необходимую вольт-амперную характеристику аппарата и его защита от перегрузки и перегрева. Благодаря использованию высокой частоты удается достичь существенного уменьшения размеров и веса силового трансформатора.
На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт.
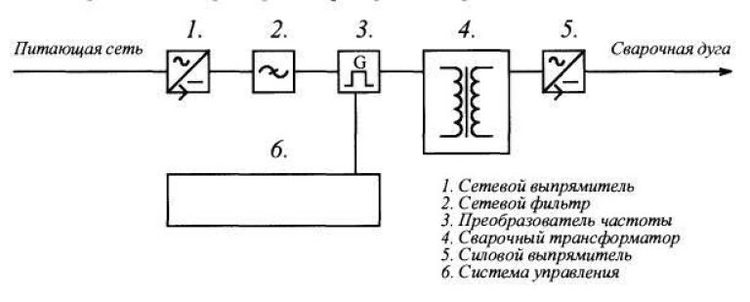
В состав инверторного сварочного аппарата входят:
- Одно или двухканальный блок питания, который обеспечивает необходимую постоянную и стабилизированное напряжение питания для схемы управления инвертором;
- Входной выпрямитель напряжения с фильтром на электролитических конденсаторах;
- Широтно-импульсный модулятор, который по установленному и имеющимся током инвертора формирует импульсы необходимой прогальности;
- Высокочастотный инвертор с мощными транзисторными ключами, в роли которых используются несколько параллельно включенных силовых транзисторов MOSFET или IGBT;
- Высокочастотный трансформатор с коэффициентом трансформации около 3:1;
- Выпрямитель на силовых диодах с выходным дросселем;
- Корпус (желательно стальной для экранирования высокочастотных колебаний) с панелью управления, системой вентиляции, регулятором тока сварки, индикаторами и клеммами для присоединения силовых кабелей.
По конструктивному исполнению аппараты делятся на одноплатные и многоплатные:
- В одноплатных исполнениях все электронные компоненты располагаются на одной моноплаты, что позволяет существенно уменьшить стоимость аппарата, но существенно ухудшает его ремонтопригодность (стоимость платы обычно составляет около 80% стоимости аппарата)
- В багатоплатном исполнении отдельные схемотехнические блоки аппарата выполняются на отдельных платах, увеличивает стоимость аппарата, но улучшает его ремонтопригодность.
В отдельных бюджетных аппаратах могут отсутствовать некоторые элементы, например датчик перегрева, дроссель и тому подобное.
Эксплуатационные характеристики
Модели изготавливаются на диапазон рабочих температур 5-40 C. Сварочные токи составляют до 160, 200, 250 Ампер, что позволяет качественно сваривать листовые стальные изделия толщиной до 6-8 (для моделей 160 Ампер) или до 10-15 (для моделей 250 Ампер) мм., И резать металл электродами 3 (160 ампер) или 4 (250 ампер) мм. при повторно-периодическом режиме работы.
при повторно-периодическом режиме работы.
Большинство аппаратов поддерживают режимы «антистик», что автоматически ограничивает ток при «залипании» электрода; и «горячий старт», что увеличивает сварочный ток при начальном контакте электрода с местом сварки.
В отдельных моделях применяется специальная «туннельная» схема охлаждения, которая обеспечивает обдув преимущественно радиаторов охлаждения, а не монтажных плат, уменьшает требования аппарата к наличию пыли на месте выполнения работ. Отдельные модели также являются весьма чувствительными к напряжению сети, оказывается в существенном уменьшении тока сварки при снижении напряжения в сети.
как сделать инвертор для дома своими руками и схемы для этого, обзор электрического аппарата и отзывы об этом
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
 Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.

Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно.
К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора..gif.05114be580c2cdf03833a2c599495165.gif)
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими.
Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы.
Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций.
Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
 В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности. Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
 com/embed/UX81XigBgBY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/UX81XigBgBY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания. Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyjj-invertor.html
Устройство и принцип работы аппаратов для сварки, как выбрать сварочный аппарат
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала.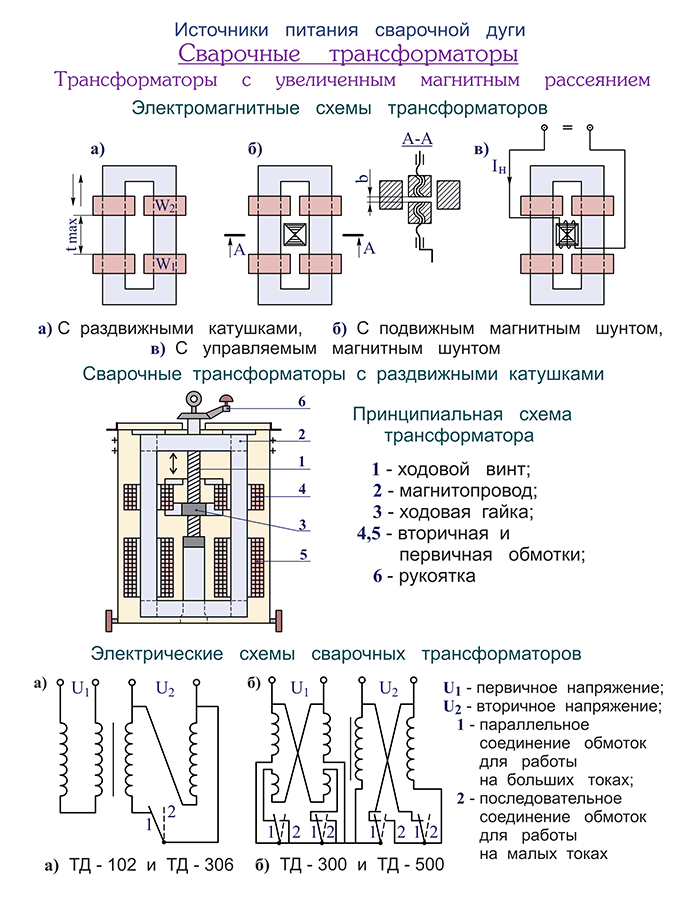 Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Электрическая дуга
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла. С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно.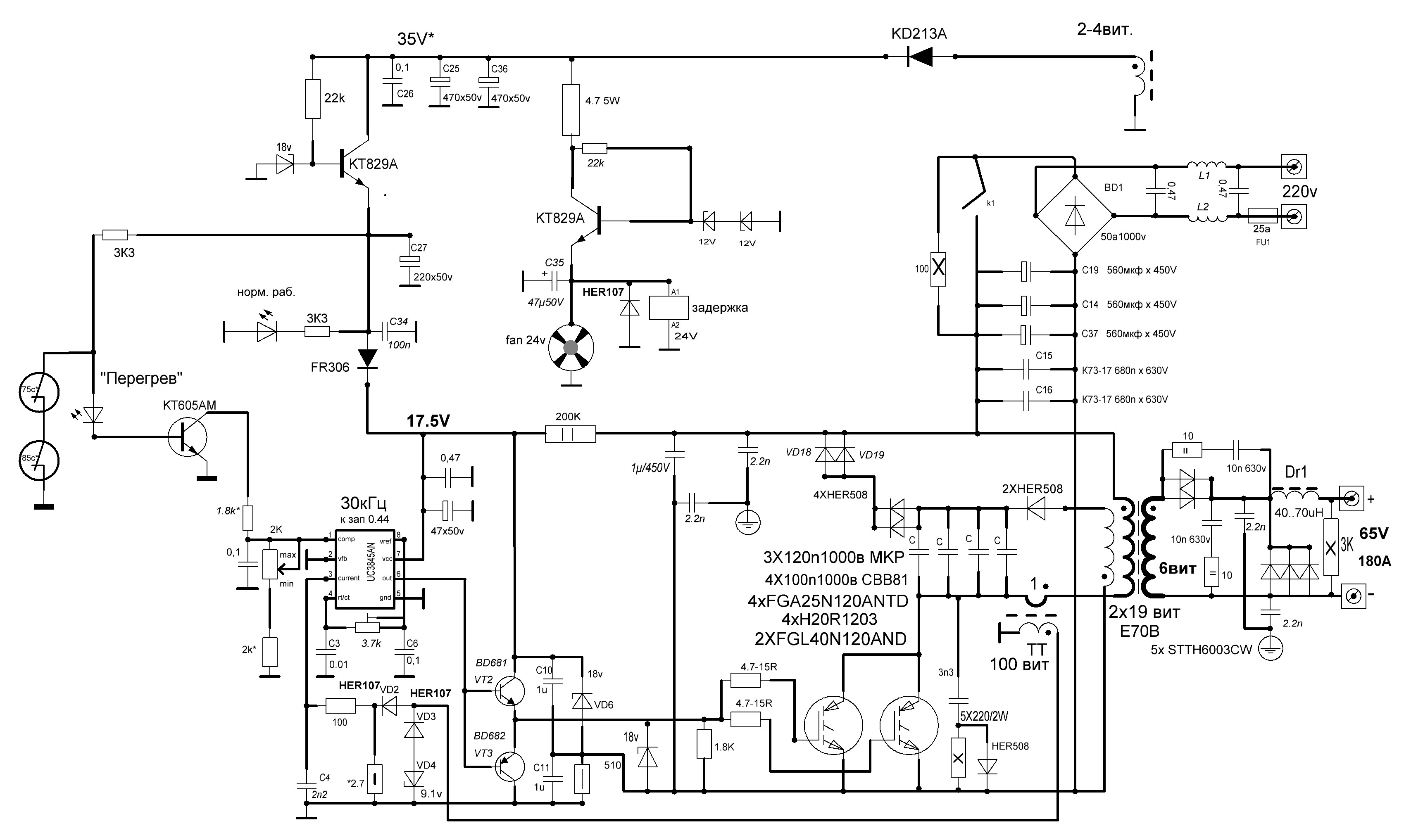 Переменным током рекомендуется варить алюминий и его сплавы. Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Переменным током рекомендуется варить алюминий и его сплавы. Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Инверторы: минусы и плюсы
После частотного инвертирования ток идет на миниатюрный трансформатор, где уменьшается его напряжение и увеличивается сила. Затем свою работу начинает выполнять высокочастотный фильтр и выпрямитель — постоянный ток подается на электроды для образования дуги.
Увеличение частоты тока — главное достижение инвертора. К плюсам относится также:
- Высокий КПД (85—95%).
- Возможность питания от обычной розетки.
- Большой период непрерывной работы.
- Широкий диапазон значений силы тока.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и управляющими схемами.
- Защита от перепадов напряжения.
- Качественный сварной шов.
- Возможность соединения материалов, с трудом поддающихся сварке.
- Повышенная электрическая безопасность.

Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли в корпус.
- Электроника чувствительна к влаге и холоду, что может привести к появлению конденсата.
- Вероятность появления в основной сети помех.
Сварочные трансформаторы
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
- Ремонтопригодность.
- Надежность.
Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить высококачественный шов.
- Трудность удерживания дуги.
- Сравнительно невысокий КПД (не более 80%).
- Невозможность подключения к внутридомовой сети.
Сварочные выпрямители
В большинстве случаев требуется охлаждение вентиляторами. Часто устройства имеют дополнительные дроссели, позволяющие улучшить характеристики исходящего тока, который сглаживается и фильтруется. В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
Достоинства сварочных выпрямителей:
- Высококачественный шов.
- Легкость поддержания дуги.
- Минимальное разбрызгивание материала присадки.
- Большая глубина плавления.
- Меньшие габариты и вес в сравнении с трансформаторами переменного тока.
- Возможность сваривания чугуна, цветных металлов, теплоустойчивой стали.
Недостатки:
- Высокая стоимость.
- Необходимость внимательного наблюдения за состоянием системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.
Полуавтоматы: характеристика
Сварочная проволока при помощи специального механизма подается в рабочую зону, где в активном газе расплавляется и направляется в сварочную ванну.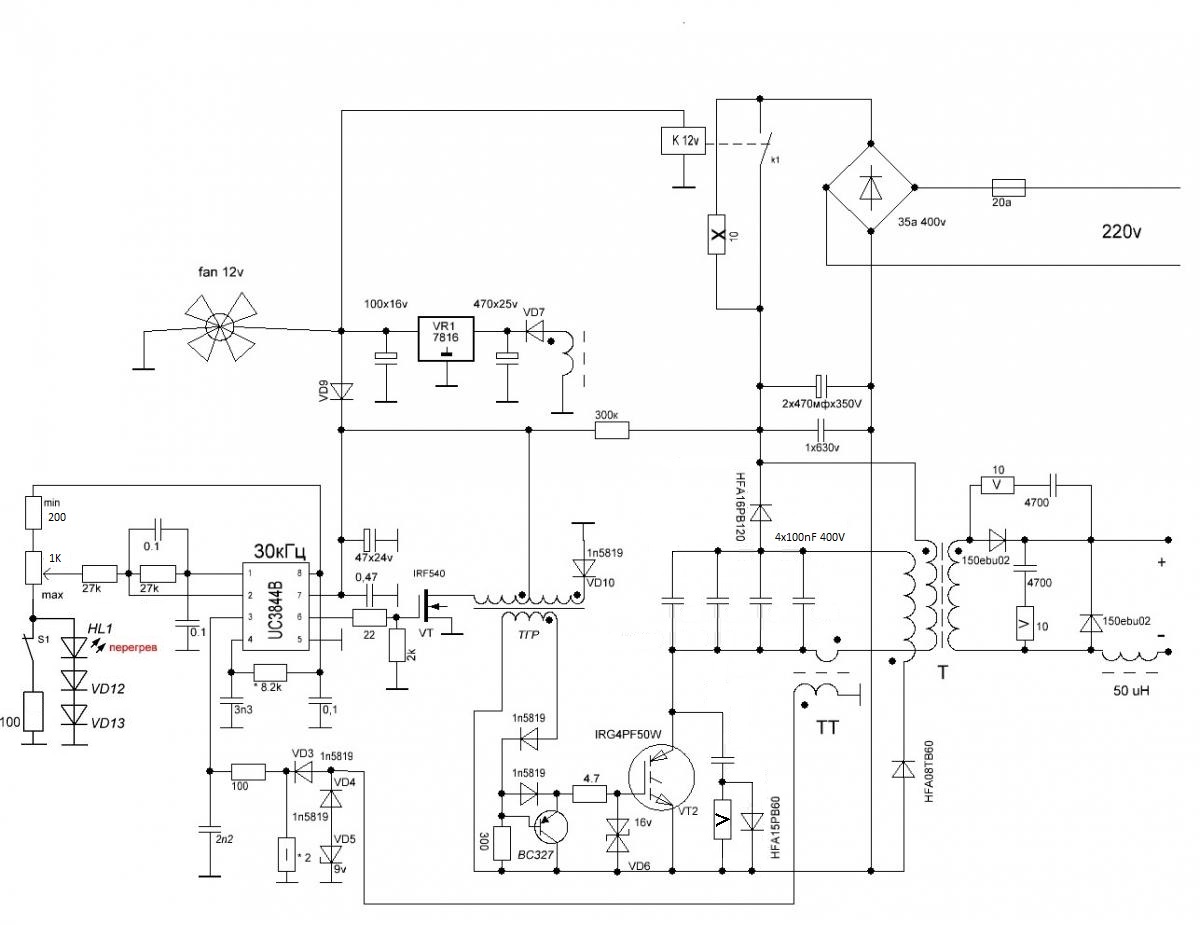 Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Плюсы:
- Легкость сваривания тонколистовых деталей.
- Качество шва, возможность получения «короткого шва».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Большой разброс настроек и регулировок.
Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо применения баллонов или подключения к специальной сети.
- Трудность работы на улице, где газовую среду нужно защищать от сдувания.
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения.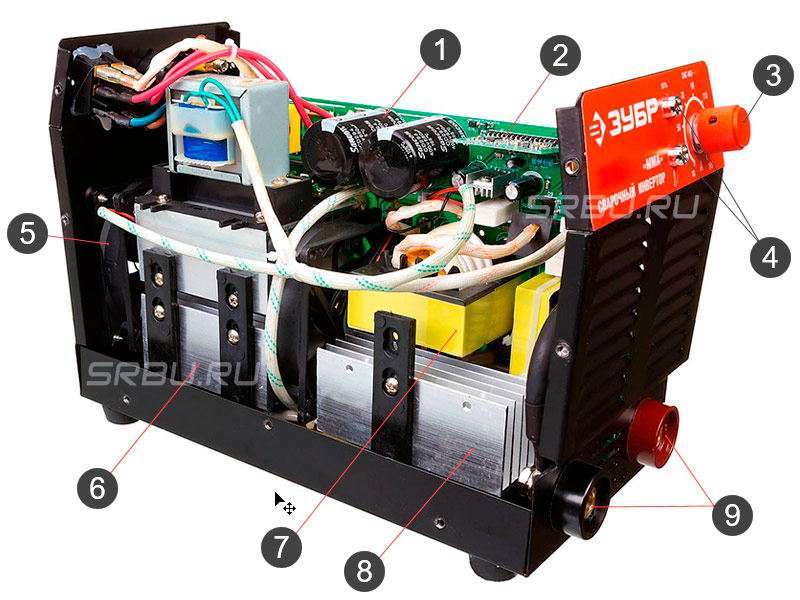 В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм.
P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм.
Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет.
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме».
Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность.
Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке.
Источник: https://tokar.guru/svarka/tipy-svarochnyh-apparatov-princip-raboty-ustroystva.html
Принцип работы сварочного инвертора: устройство аппарата, из чего состоит и как работает?
Сварка относится к самым эффективным методам, позволяющим надежно соединять металлические детали. Достигнуть наиболее качественных результатов в создании разнообразных конструкций из металла можно с помощью инвертора.
Данный инструмент широко применяется не только в производственных целях, но и в бытовых условиях. Поэтому важно понимать принцип работы сварочного инвертора.
Устройство и основные характеристики инверторов
Еще совсем недавно подобные агрегаты были достаточно простыми по схеме работы. Со временем аппарат был существенно модернизирован и дополнен электроникой.
Со временем аппарат был существенно модернизирован и дополнен электроникой.
В результате такие характеристики инверторных аппаратов, как его эффективность и функциональность существенно повысились. А самое главное, в процессе подобных модификаций, устройство не стало стоить дороже.
Как показывают современные тенденции, цена на аппарат, наоборот, снизилась, что не может не радовать сварщиков. Устройство сварочного инвертора очень схоже с блоками питания, используемыми в компьютерах.
Их схожесть заключается в принципе преобразования энергии, которое осуществляется в соответствии со следующими основными этапами:
- выпрямление переменного напряжения электросети 220 В;
- преобразование напряжения в переменное высокой частоты;
- снижение высокочастотного U;
- выпрямление пониженного напряжения.
Выше лишь кратко перечислены основные действия данного прибора. Как видно, импульсные блоки питания персональных компьютеров выполняют такие же операции, что известно даже чайникам.
Раньше главным узлом сварочного устройства являлся мощный трансформатор. Он также позволял понижать входное напряжение и снимать со вторичной обмотки большие токи, величина которых могла достигать сотен ампер. Данных параметров было вполне достаточно, чтобы осуществлять сварку.
Недостатком такого агрегата является слишком большой вес, делающий мобильность инструмента минимальной. С целью уменьшения габаритов и веса были разработаны инверторы.
Однако напряжение в сварочном инверторе должно быть постоянным. В этих целях используется выпрямитель, представленный диодным мостом и конденсаторами, работающими на сглаживание выходного напряжения.
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом. Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Аппарат инверторного типа позволяет обеспечить необходимые значения, подходящие для розжига дуги и поддержания ее горения.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д. Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали.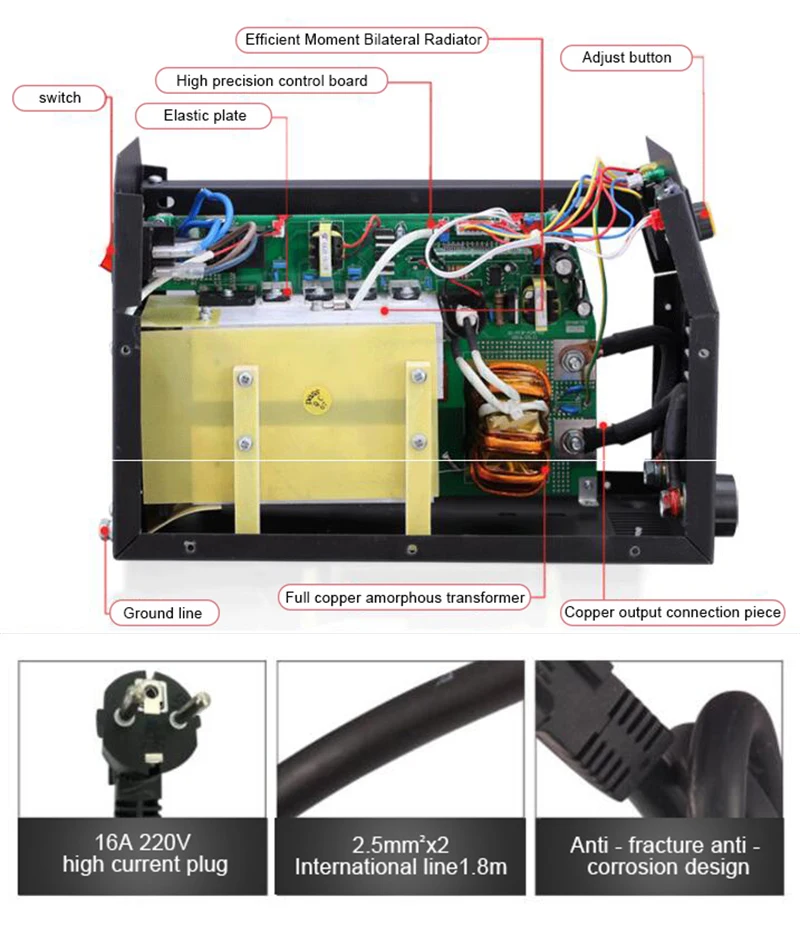 Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения.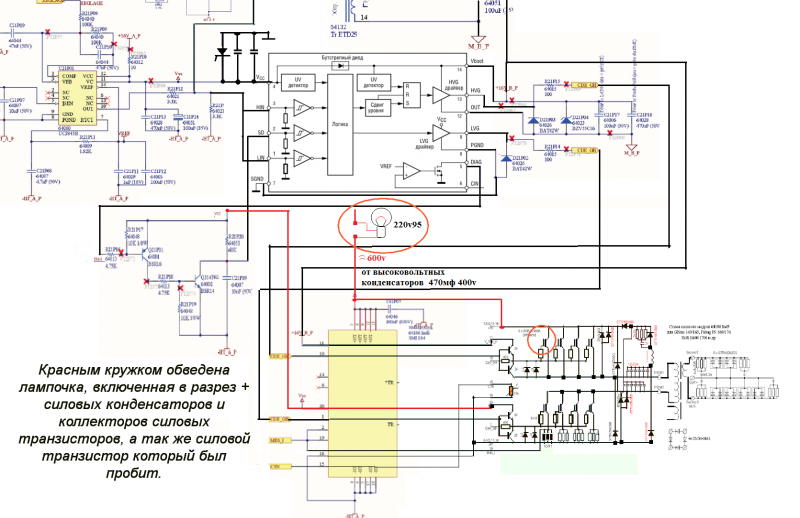 Это позволит избежать перегрева трансформатора.
Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов.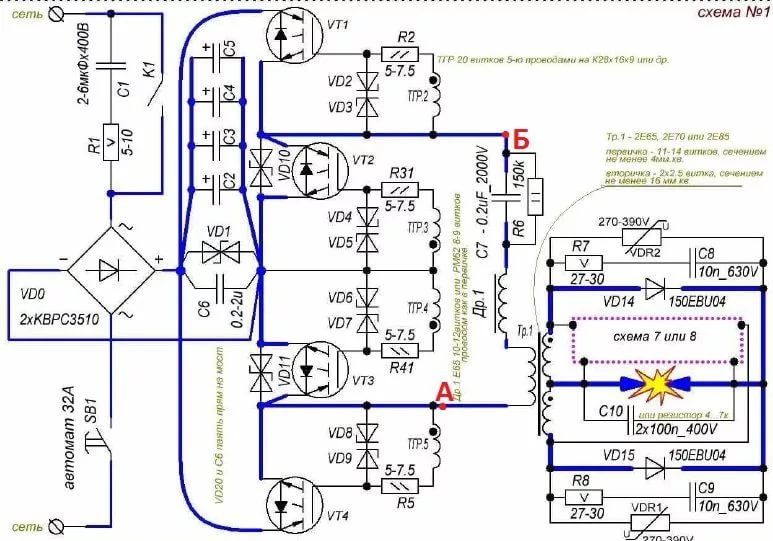 В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Итог
Принцип работы сварки с использованием инвертора вместо трансформатора обладает рядом достоинств. Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
В данной статье достаточно детально рассмотрено устройство такого аппарата.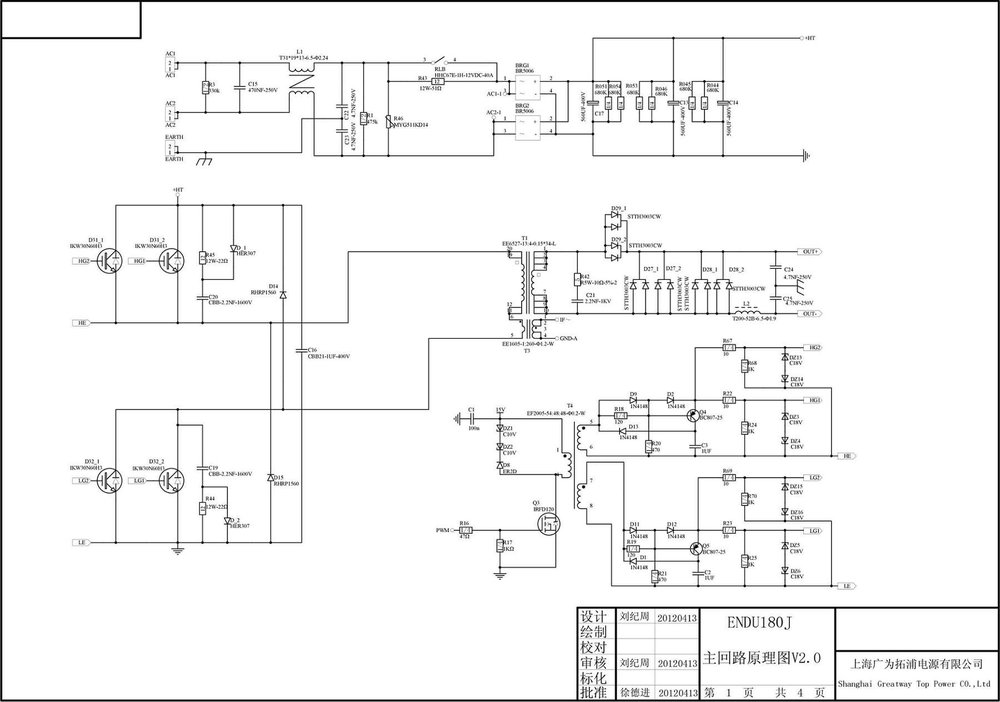 Эта информация позволит не только разобраться с основами работы инвертора, но и поможет при выборе и покупке инверторной сварки.
Эта информация позволит не только разобраться с основами работы инвертора, но и поможет при выборе и покупке инверторной сварки.
Источник: https://tutsvarka.ru/vidy/printsip-raboty-svarochnogo-invertora
Особенности работы инвертора для сварки
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится. Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.

К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
Пояснения на схеме
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
- В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.
- Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
- Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.
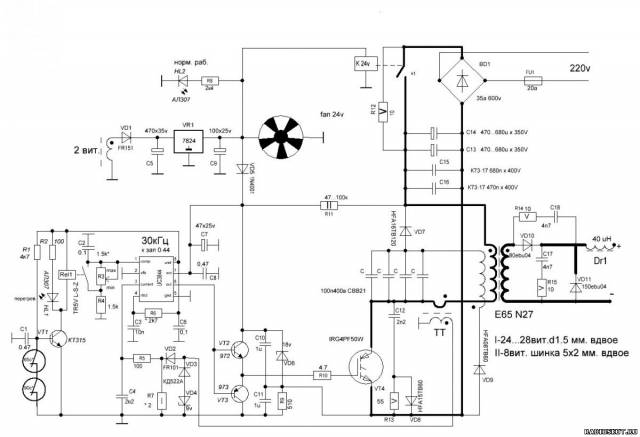
Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Управление током
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
- При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
- Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
- При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
- При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
- То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
- В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.
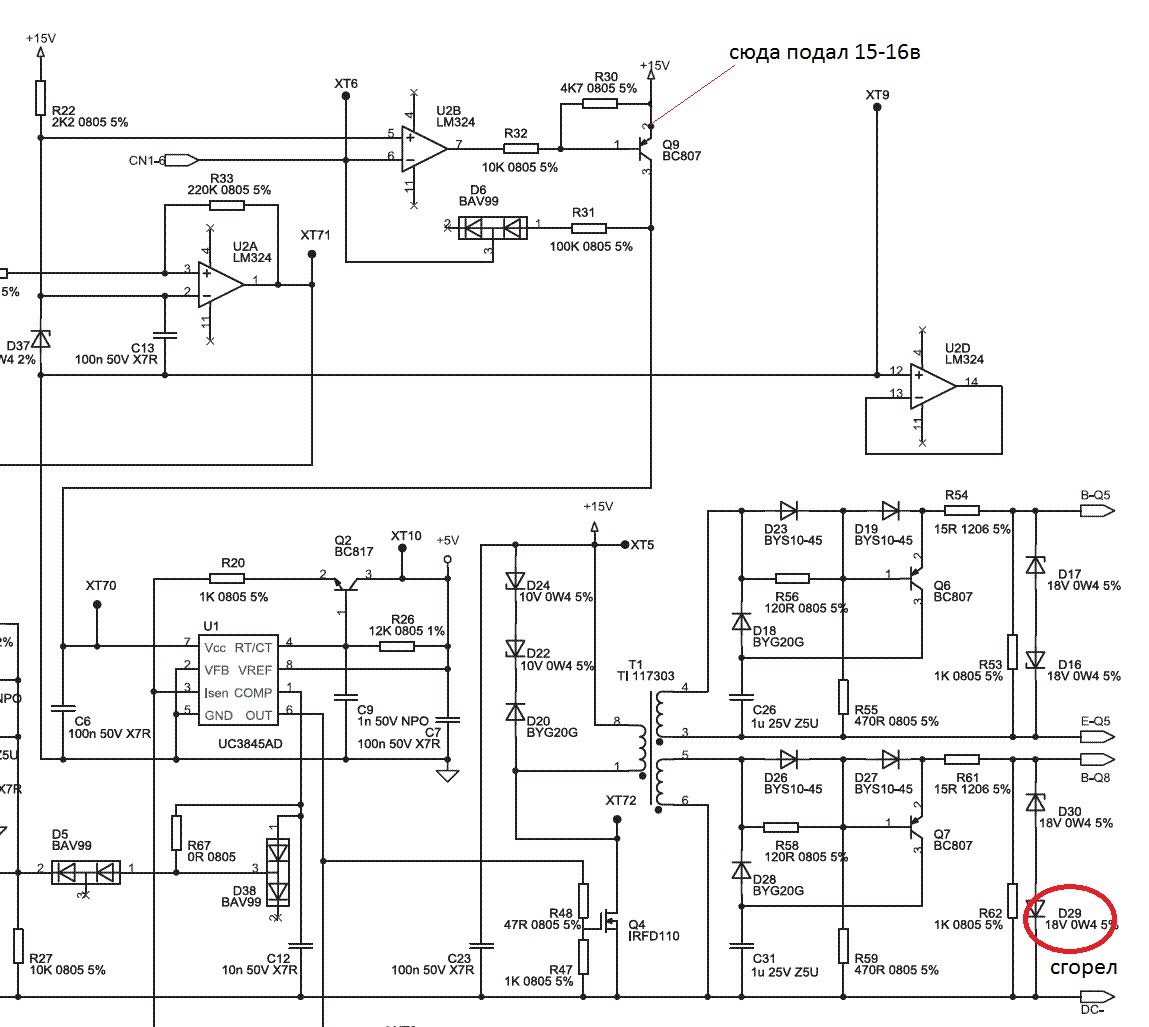
Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
ARC FORCE
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока..jpg) После отрыва электрода режим работы аппарата возвращается к норме.
После отрыва электрода режим работы аппарата возвращается к норме.
HOT START
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Источник: https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования. В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока. Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.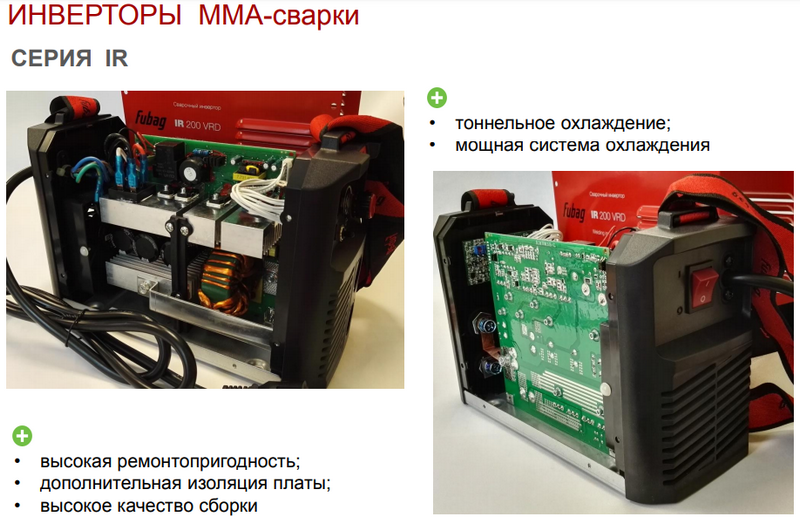
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволока, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволока через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Источник: http://semidelov.ru/mar/printsip-raboty-svarochnogo-apparata/
Устройство и принцип работы сварочного инвертора, полуавтомата
Техника постоянно развивается и оборудование для сварки не стало исключением.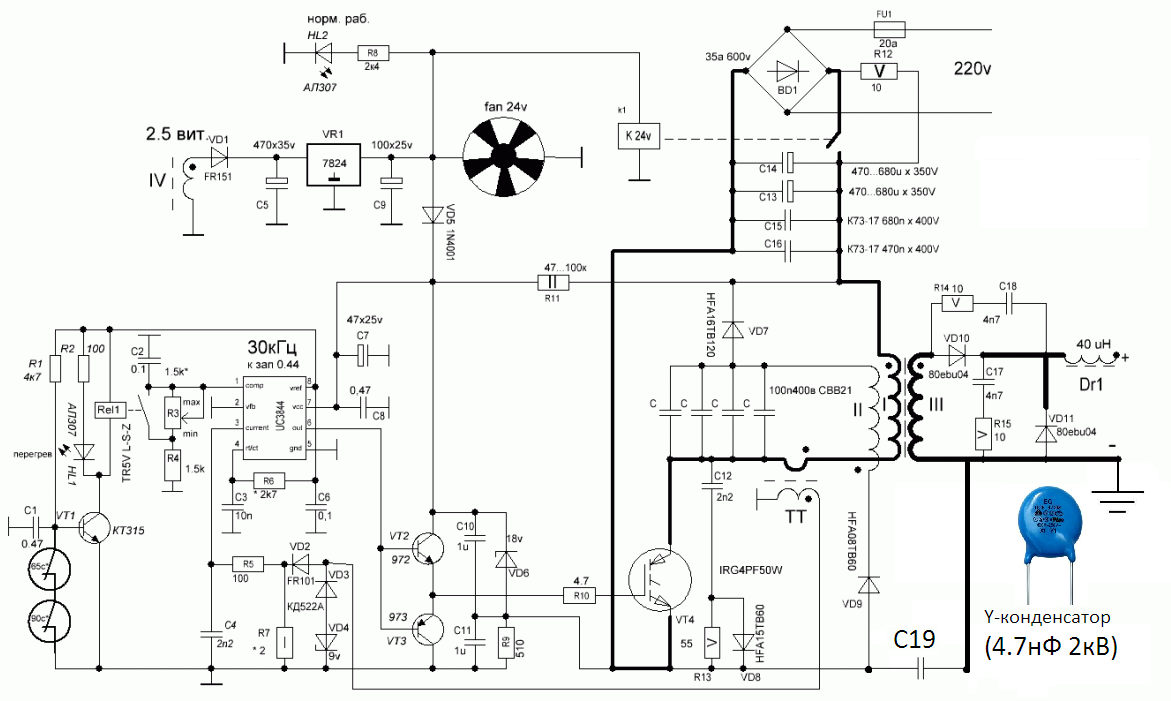 В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
Внешний вид сварочного инвертора
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере.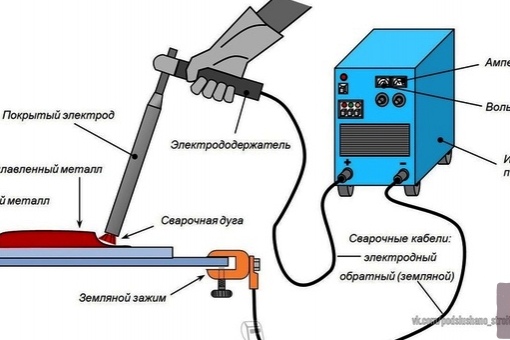 Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.
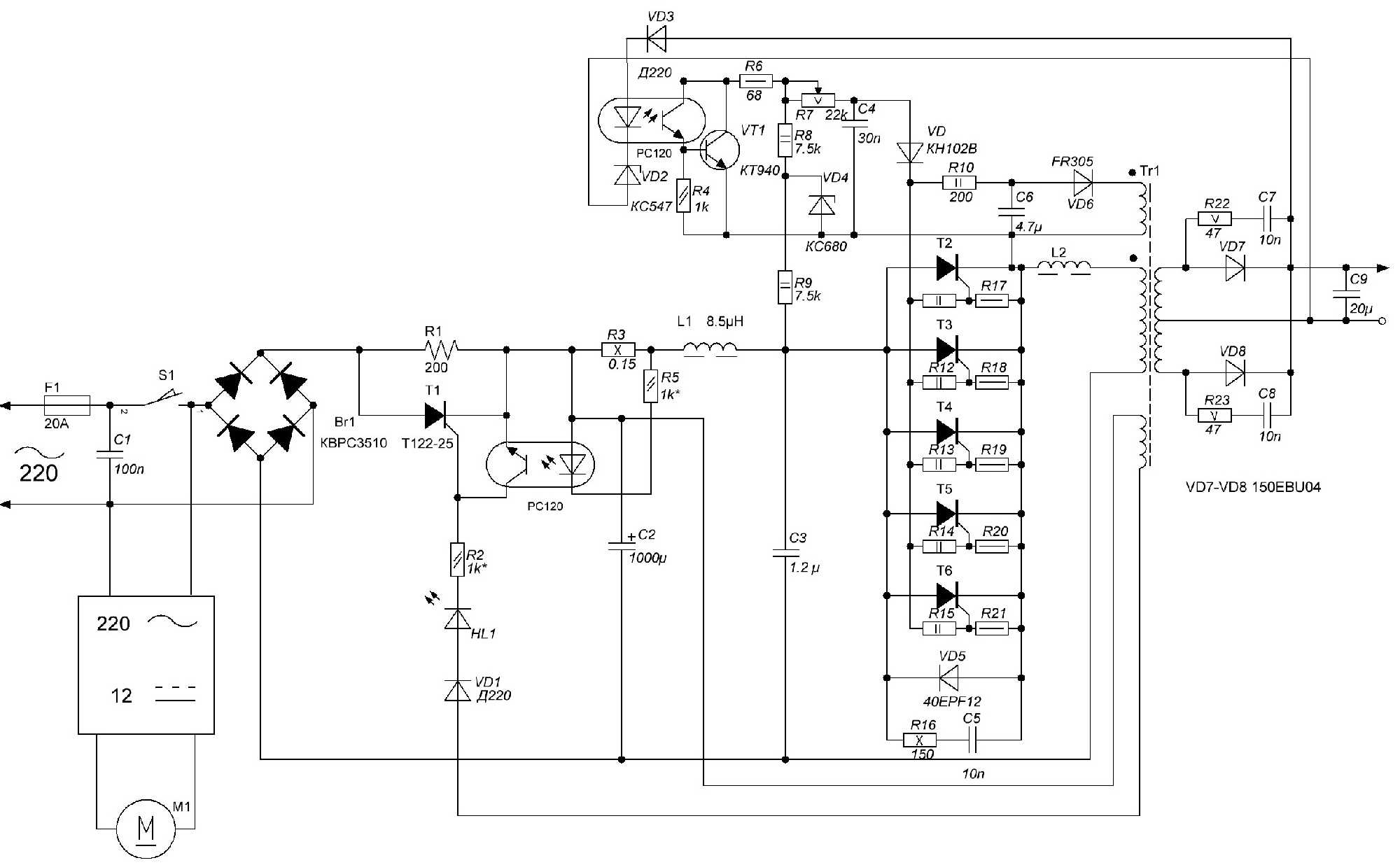
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора. Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
- Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
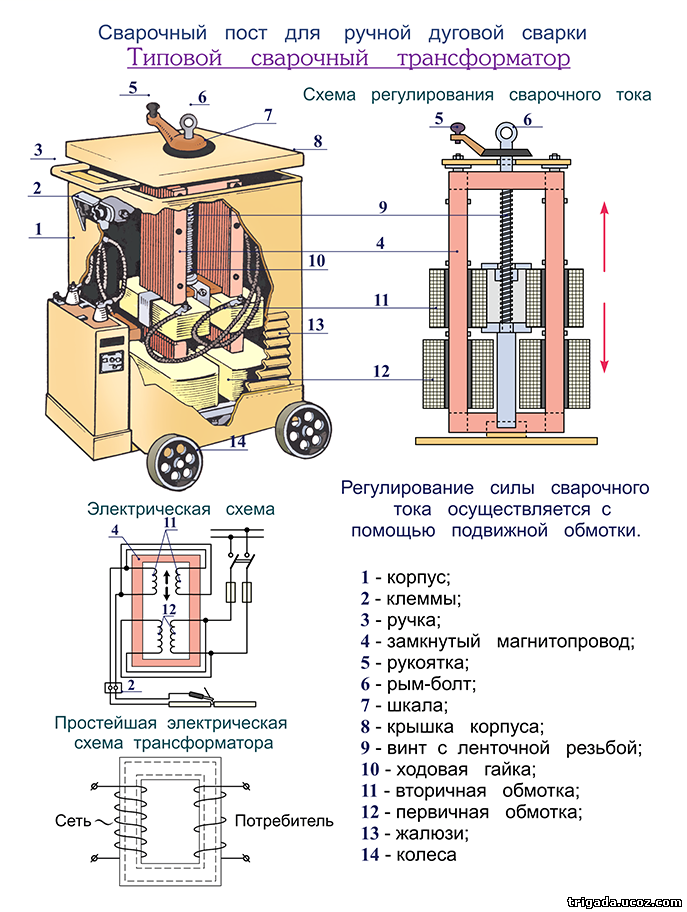 Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.Схема работы сварочного инвертора
Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения.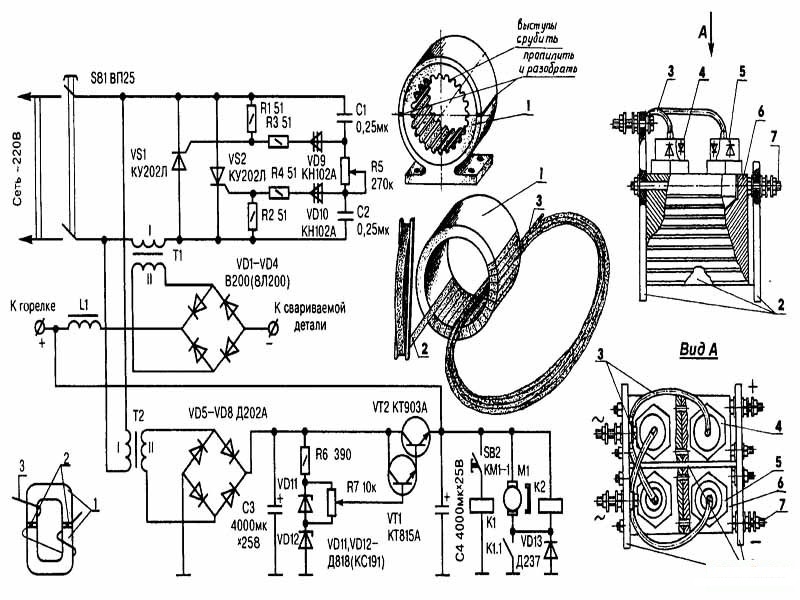 Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Схема инвертора
Схема сварочного инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.

Сварочный инвертор без корпуса
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно. Здесь также может присутствовать фиксированное значение или регулируемое.
- Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
 Здесь также может присутствовать фиксированное значение или регулируемое.
Здесь также может присутствовать фиксированное значение или регулируемое.Изучаем как работает сварочный инвертор
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится.
Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Блок: 1/5 | Кол-во символов: 318
Источник: https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.

К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
Блок: 2/5 | Кол-во символов: 1693
Источник: https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
Блок: 2/5 | Кол-во символов: 772
Источник: http://semidelov.ru/mar/printsip-raboty-svarochnogo-apparata/
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).
Сварочный инвертор без защитного кожуха
Блок: 2/4 | Кол-во символов: 2629
Источник: http://met-all.org/oborudovanie/svarochnye/printsip-raboty-ustrojstvo-svarochnogo-invertora.html
Достоинства и недостатки сварки с использованием инвертора
Основная задача такого аппарата заключается в преобразовании энергии до нужных характеристик, благодаря чему появляется возможность понижать напряжение и получать ток больших значений. Данный фактор позволяет получить компактные размеры такого устройства, как инвертор для аргонодуговой электрической сварки, чем в случае с востребованными ранее трансформаторами для сварочных работ.
Смотрим видео, принцип работы ММА сварки:
Это можно назвать главным преимуществом подобной техники, дополнительно к которому обеспечивается и сравнительно малый вес, что в совокупности делает оборудование более мобильным. Еще одним плюсом является возможность менять полярность без необходимости изменения схемы, а также использование электродов постоянного и переменного тока. Инвертор для аргонодуговой электрической сварки должен иметь возможность регулирования рабочего тока в достаточно широком диапазоне.
К числу прочих достоинств можно отнести и способности такого агрегата работать с различным материалом, начиная от титана, высоколегированной и нержавеющей стали и заканчивая мягкими металлами (алюминий), медью, а также различными сплавами. Приятным бонусом является наличие дополнительных функций: «горячий старт», «форсирование дуги», «антизалипание».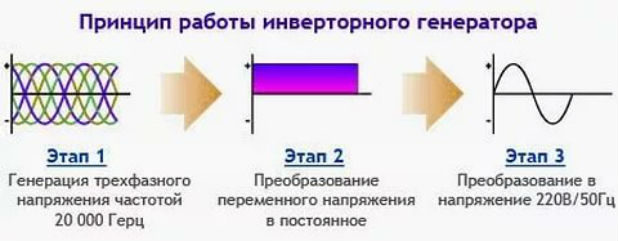 Некоторые исполнения (полуавтоматический агрегат) имеют усовершенствованную конструкцию, позволяющую подавать проволоку в автоматическом режиме, что также упрощает работу.
Некоторые исполнения (полуавтоматический агрегат) имеют усовершенствованную конструкцию, позволяющую подавать проволоку в автоматическом режиме, что также упрощает работу.
Плюсы и минусы различных методов
Минусов инвертор для аргонодуговой электрической сварки и его аналоги практически не имеют, за исключением высокой цены и подверженности механизма воздействию загрязнений и низких температур. Поэтому перед эксплуатацией следует соотнести погодные условия и условия работы подобной техники.
Блок: 4/5 | Кол-во символов: 1803
Источник: http://GeneratorVolt.ru/invertornyjj/rabota-i-metody-invertornojj-svarki.html
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
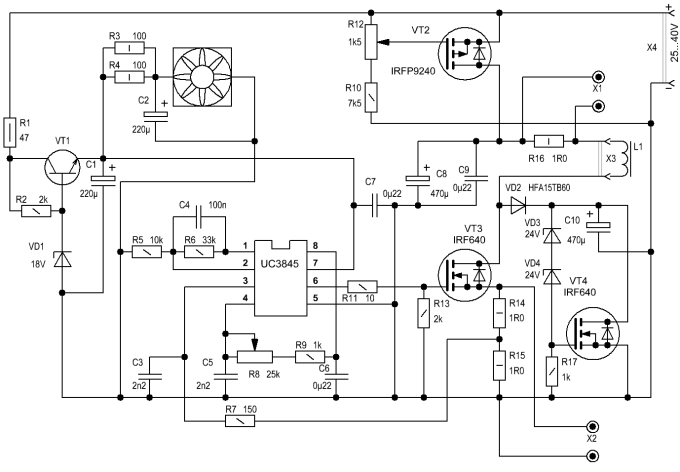
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Характеристики сварочного инвертора.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями.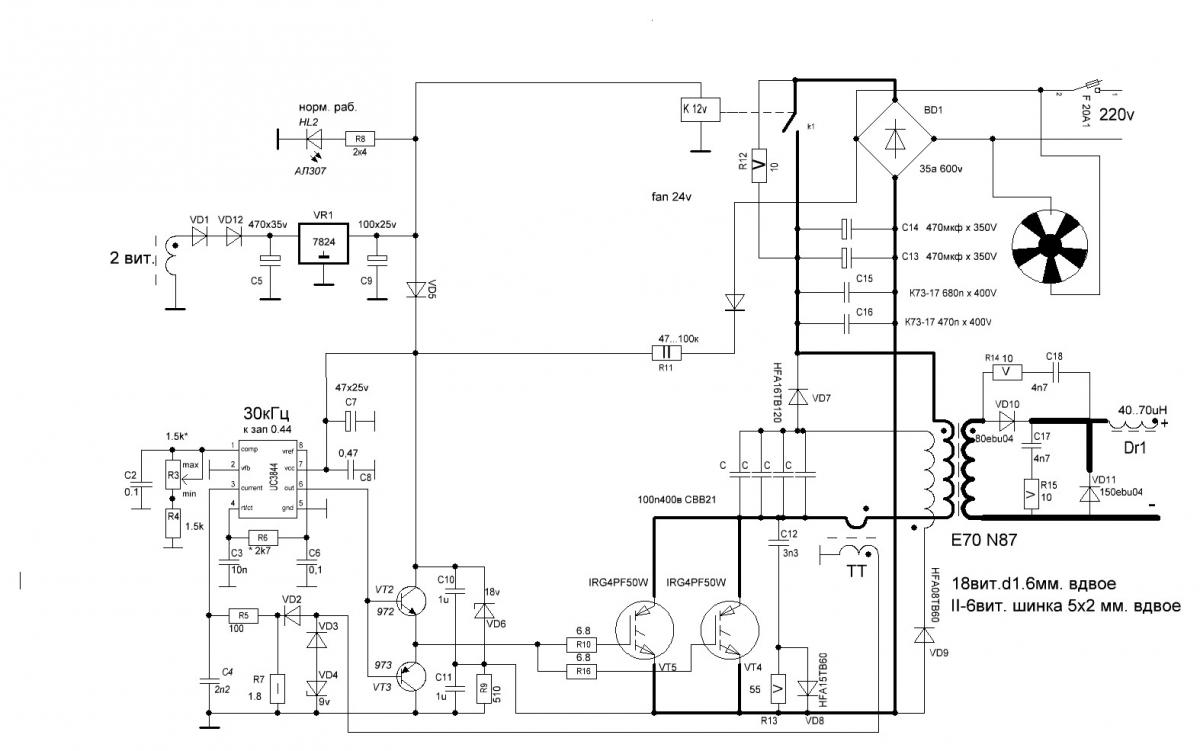 К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
В инверторах могут быть реализованы и другие функции. Все они призваны сделать процесс сварки более простым. Тут важно понимать: количество «наворотов» устройства неукоснительно ведет к увеличению его стоимости.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
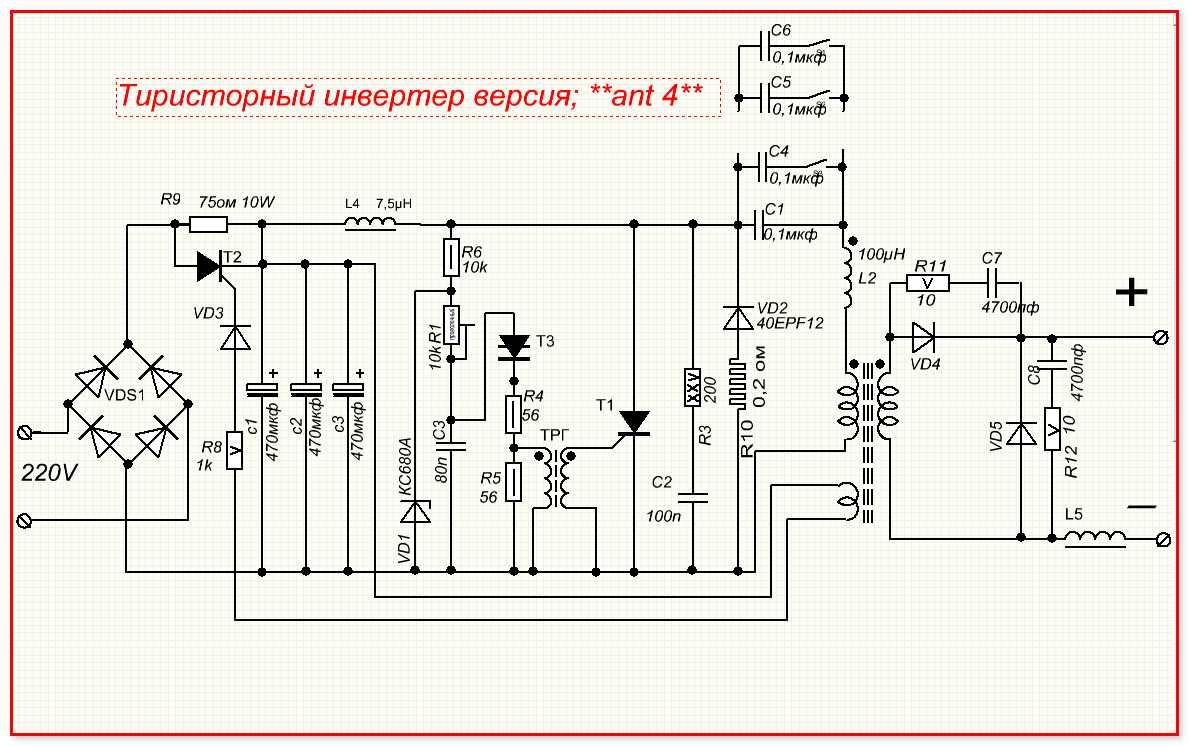
Блок: 4/6 | Кол-во символов: 2813
Источник: https://tutsvarka.ru/vidy/printsip-raboty-svarochnogo-invertora
Как работает сварочный инвертор
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.
Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Блок: 4/13 | Кол-во символов: 372
Источник: https://kovka-svarka.net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/
Пояснения на схеме
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.
Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.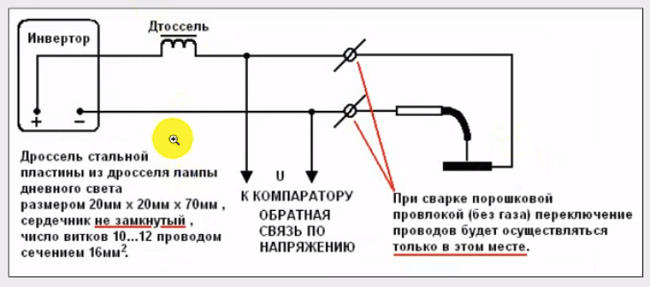
Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.
Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Блок: 3/5 | Кол-во символов: 2107
Источник: https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
ARC FORCE
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока. После отрыва электрода режим работы аппарата возвращается к норме.
HOT START
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Блок: 5/5 | Кол-во символов: 1229
Источник: https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Блок: 5/5 | Кол-во символов: 1035
Источник: http://semidelov.ru/mar/printsip-raboty-svarochnogo-apparata/
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Блок: 6/13 | Кол-во символов: 550
Источник: https://kovka-svarka.net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Помехозащитный фильтр (на тороиде).
Блок: 7/13 | Кол-во символов: 348
Источник: https://kovka-svarka.net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке (напоминаем о кликабельности рисунка).
Управляющая часть схемы сварочного инвертора.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.

Блок: 10/13 | Кол-во символов: 323
Источник: https://kovka-svarka.net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/
ШИМ-контроллер
Схема управления имеет оригинальное решение. Поэтому, она будет рассматриваться подробнее силовой части.
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Блок: 11/13 | Кол-во символов: 798
Источник: https://kovka-svarka.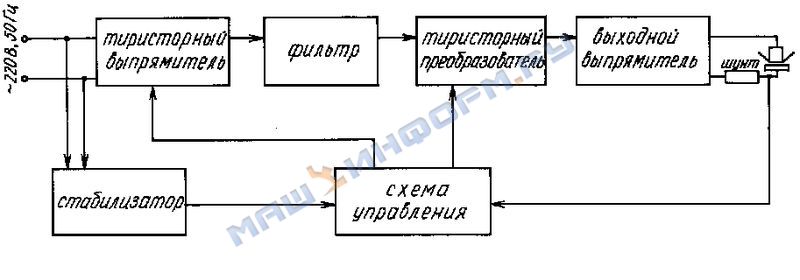 net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/
net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;
Трансформатор тока (в центре).
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
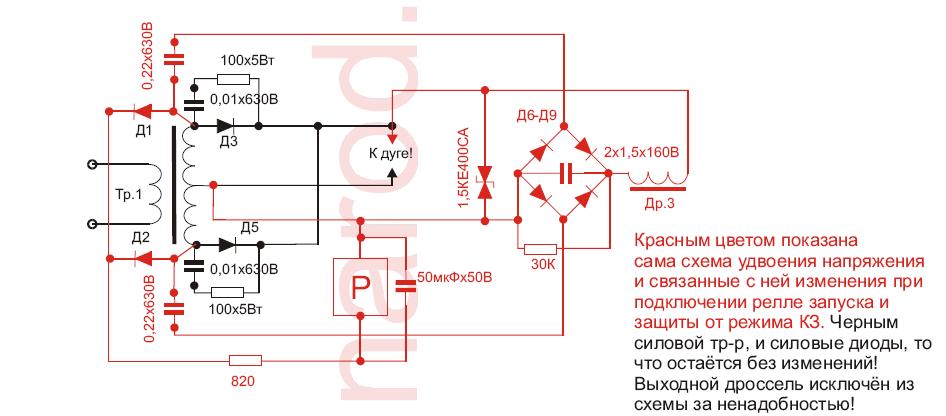 Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Блок: 12/13 | Кол-во символов: 1273
Источник: https://kovka-svarka.net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/
Количество использованных доноров: 6
Информация по каждому донору:
- http://met-all.org/oborudovanie/svarochnye/printsip-raboty-ustrojstvo-svarochnogo-invertora.html: использовано 1 блоков из 4, кол-во символов 2629 (13%)
- https://svaring.com/welding/apparaty/princip-raboty-svarochnogo-invertora: использовано 5 блоков из 5, кол-во символов 6873 (34%)
- http://GeneratorVolt.ru/invertornyjj/rabota-i-metody-invertornojj-svarki. html: использовано 1 блоков из 5, кол-во символов 1803 (9%)
- https://tutsvarka.ru/vidy/printsip-raboty-svarochnogo-invertora: использовано 1 блоков из 6, кол-во символов 2813 (14%)
- https://kovka-svarka.net/2012/01/princip-raboty-invortornogo-svarochnogo-apparata/: использовано 7 блоков из 13, кол-во символов 4026 (20%)
- http://semidelov.ru/mar/printsip-raboty-svarochnogo-apparata/: использовано 2 блоков из 5, кол-во символов 1807 (9%)
 html: использовано 1 блоков из 5, кол-во символов 1803 (9%)
html: использовано 1 блоков из 5, кол-во символов 1803 (9%)Принцип работы инверторного сварочного аппарата — Знание
19 июля 2019 г.
Инверторный сварочный аппарат — это новый тип источника сварочного тока, который производится инверторным способом. Является (50 Гц) переменным током промышленной частоты, сначала выпрямителем и фильтром в выпрямитель постоянного тока, снова через электронные компоненты мощного переключателя (тиристор SCR, GTR, полевой транзистор MOSFET и IGBT), инвертор на частоту от нескольких кГц до кГц переменного тока (переменного тока), в то же время от трансформатора до десятков вольт напряжения, подходящего для выхода сварочного выпрямителя и реактивного фильтра, снова довольно плавного сварочного тока постоянного тока.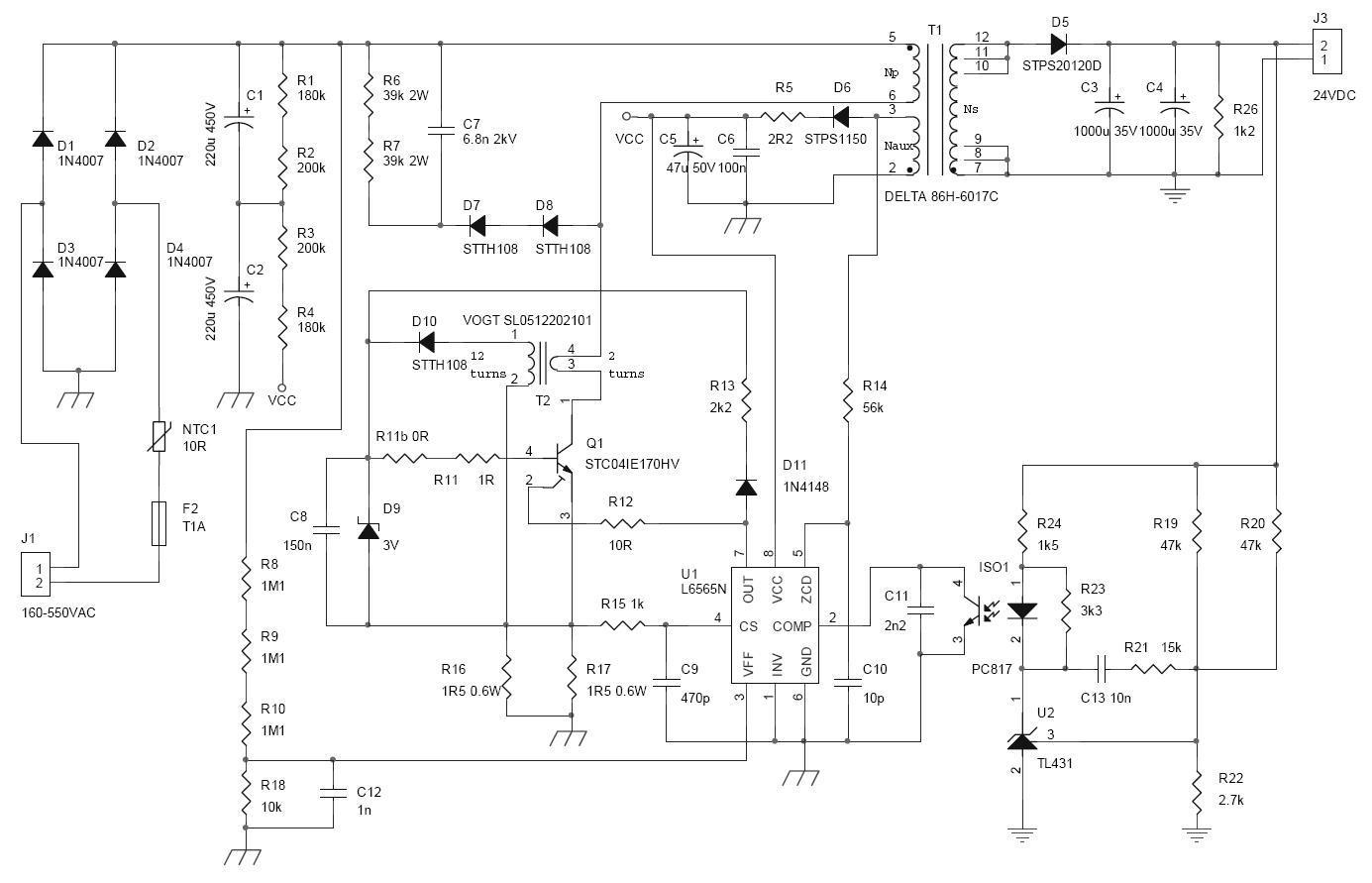
Порядок преобразования может быть просто выражен как:
Частота сети переменного тока (через выпрямление и фильтрацию) → постоянный ток (через инвертирование) → среднечастотный переменный ток (понижение, выпрямление и фильтрация) → постоянный ток.
Как: переменный ток в постоянный, переменный и постоянный
Из-за высокой частоты переменного тока после понижения инвертора индуктивное сопротивление велико, и активная мощность в сварочном контуре будет значительно снижена. Так что это нужно снова исправить. Это обычно используемый механизм инверторного сварочного аппарата.
Характеристика мощности инвертора: основной характеристикой инвертора для дуговой сварки является высокая рабочая частота, что дает много преимуществ. Поскольку трансформатор представляет собой первичную или вторичную обмотку, его потенциал E имеет следующую зависимость от частоты тока f, плотности магнитного потока B, площади поперечного сечения сердечника S и витков обмотки W: E = 4,44fBSW
И напряжения на клеммах U обмотки примерно равно E, а именно:
U материала fBSW E = 4. 44
44
Когда U и B определены, если f увеличивается, S уменьшается, а W уменьшается. Таким образом, вес и объем трансформатора могут быть значительно уменьшены. Вес и объем всей машины можно значительно уменьшить. Кроме того, улучшение частоты и другие факторы дали много преимуществ. По сравнению с традиционным источником питания для дуговой сварки, его основные характеристики следующие:
1. Малый объем, легкий вес, экономия материала, удобство переноски и перемещения.
2. Высокая эффективность и энергосбережение, эффективность может достигать 80% ~ 90%, более чем на 1/3, чем у традиционного сварочного аппарата.
3. Хорошие динамические характеристики, легкое зажигание дуги, стабильная дуга, красивый сварной шов и небольшое разбрызгивание.
4. Подходит для объединения с роботами для создания производственной автоматической системы сварки.
5. Может использоваться в одной машине, выполнять различные процессы сварки и резки.
Инверторные источники сварочного токапомогают решать проблемы технического обслуживания и сокращают время простоя
(по данным Plant Engineering, июнь 2005 г. )
)
Краткое содержание:
- Сложности с перемещением тяжелых сварочных аппаратов на место работы, например, простои, вызванные ожиданием вилочного погрузчика, грузовика или крана, чтобы переместить сварщика.
- Невозможность поднести сварщика большего размера к месту работы во время работы в ограниченном пространстве.
- Проблемы с поиском основного источника питания, который можно использовать (например, только розетка 115 В, а у вас есть машина на 230 В).
- Сложности с первичным питанием, такие как колебания напряжения, необходимость добавления дополнительных сварщиков, но превышающая мощность цепи, или столкновение с дополнительными начисленными расходами со стороны коммунальной компании за низкий коэффициент мощности (этот пункт относится к внутреннему персоналу, управляющему парк сварочного оборудования).
- Ограниченные возможности многопроцессной сварки, например, использование одного сварочного аппарата для сварки Stick / TIG, а другого для сварки MIG / порошковой проволокой.
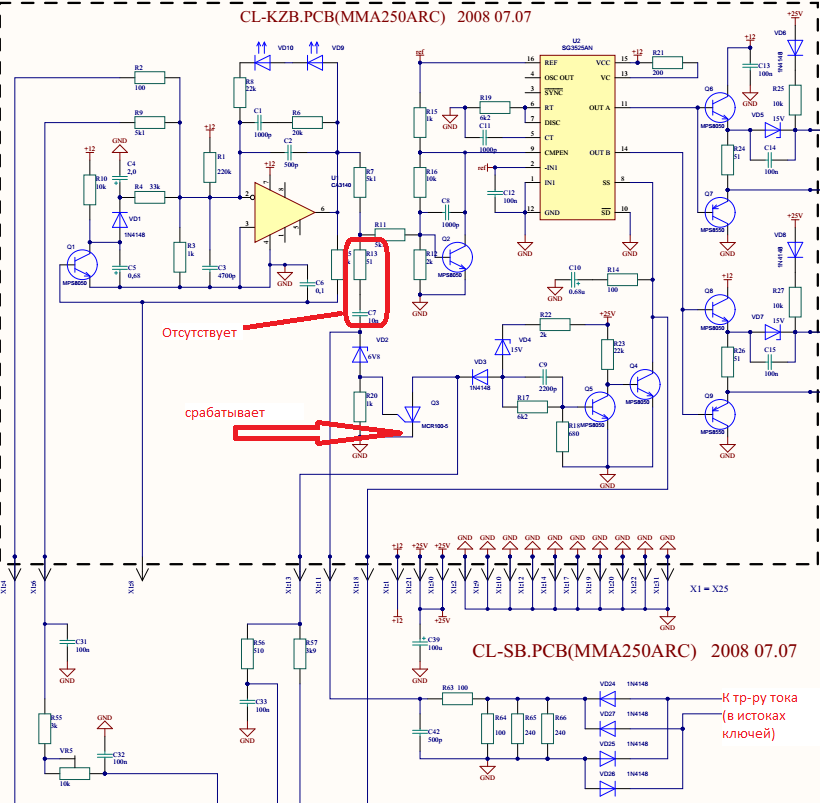
- Проблемы с поиском опытного сварочного персонала или проблемы, связанные с неправильной настройкой оборудования.
Инверторные сварочные аппараты и аппараты плазменной резки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер аппарата, обеспечивает возможности первичного управления мощностью, недоступные при использовании традиционных сварочных технологий, и обеспечивает непревзойденные характеристики дуги.Кроме того, современная инверторная технология упрощает эксплуатацию машин. Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Обычная сварочная технология, хотя и не является предметом рассмотрения в данной статье, остается хорошим выбором для многих задач технического обслуживания и ремонта. Эти сварщики могут выдерживать серьезные злоупотребления, работать в тяжелых условиях и продолжать исправно работать в течение десятилетий.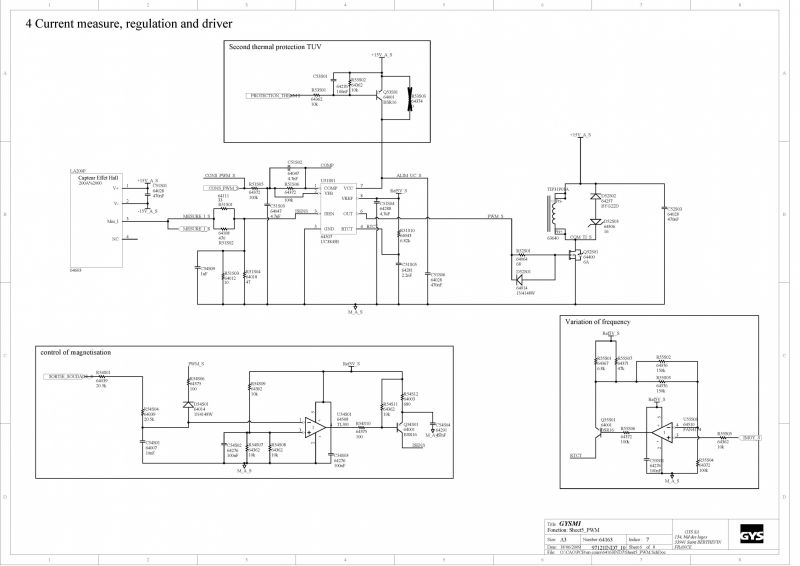 Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях.Когда сварщика нужно оставить на рабочем месте на ночь, пользователи могут быть уверены, что это 4 000 фунтов. Многооператорский блок все еще будет там утром. На рис. 1 (ниже) представлены некоторые краткие инструкции по выбору сварочного аппарата для обслуживания.
Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях.Когда сварщика нужно оставить на рабочем месте на ночь, пользователи могут быть уверены, что это 4 000 фунтов. Многооператорский блок все еще будет там утром. На рис. 1 (ниже) представлены некоторые краткие инструкции по выбору сварочного аппарата для обслуживания.
Обычный сварочный аппарат | Инвертор | |
Масса | · 350 + фунтов.для индивидуальной единицы · 2,000 — 4,000 фунтов. для многодуговых установок | · 10 — 120 фунтов. · 180 — 760 фунтов. для многодуговых установок |
Диапазон входного напряжения | 208/230/460 и т. Д. Требуется ручное перенаправление | 115 — 230 или 230 — 575.Повторное соединение вручную не требуется |
Одно- или трехфазное | Фиксированная способность | Принимает оба |
Допуск колебаний напряжения | ± 10% от первичной | Более толерантный¾ См. |
Коэффициент мощности | Плохо — Хорошо, в зависимости от модели | Отлично (до.95; 1.0 идеально). PFC присущие конструкции |
Энергоэффективность | Плохо — Хорошо, в зависимости от возраста объекта | Отлично |
Потребление первичного тока | Традиционно выше | Традиционно ниже |
Качество многократной технологической дуги | Удовлетворительно — Хорошо | Отлично |
Расширенные функции управления дугой | Хорошо | Хорошо — Отлично |
Прочность | Отлично, обычно более 10 лет | Хорошо, обычно до 10 лет |
Надежность | Отлично | Удовлетворительно — Отлично (зависит от производителя) |
Закупочная цена (стоимость усилителя) | Обычно ниже | Обычно выше |
 для индивидуальной единицы
для индивидуальной единицы Информацию об Auto-Line
Информацию об Auto-LineКак работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с низкой силой тока в мощность низкого напряжения с высокой силой тока, используемую для сварки. Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, подаваемое напряжение и частоту первичной мощности.
Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, подаваемое напряжение и частоту первичной мощности.
Ключевая переменная — адрес одного инвертора — это частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Секрет инверторной технологии заключается в том, что она увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000 — 100 000 Гц. Это достигается за счет включения / выключения мощных твердотельных переключателей, называемых IGBT, которые включаются и выключаются всего за одну миллионную долю секунды. Действие включения / выключения имитирует формирование и схлопывание магнитного поля, которое имеет такое же влияние, как и мощность переменного тока, но с гораздо более высокой частотой (см. Фиг.2, блок-схему инвертора, для более подробной информации).
Фиг.2, блок-схему инвертора, для более подробной информации).
Управляя мощностью на первичной обмотке (или на стороне линии) трансформатора и повышая частоту, производители сварочного оборудования теперь производят инверторы Stick / TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG, которые весят менее 50 фунтов. . и многопроцессорные инверторы (Stick / TIG / MIG / порошковая сварка / строжка), которые весят около 80 фунтов. и производят на выходе 425 ампер. См. Рис. 3 для сравнения размеров трансформатора между обычным сварочным аппаратом и инвертором.
Быстрая окупаемость инвестиций за счет исключения потери времени
В среднем на сварку 85% затрат приходится на рабочую силу (см.рис.4, график стоимости сварки). При измерении стоимости ремонта учитывается время, затраченное на то, чтобы сварщик и работа выполнялись вместе, время на настройку сварочного оборудования, время подготовки материала, время горения дуги, время очистки при сварке (брызги при шлифовании и шлак или, что еще хуже, дорогостоящие переделка), время, затраченное на перемещение сварщика между работами, и время, затраченное на возвращение сварщика в стойку для инструментов, рабочий ящик или место для хранения.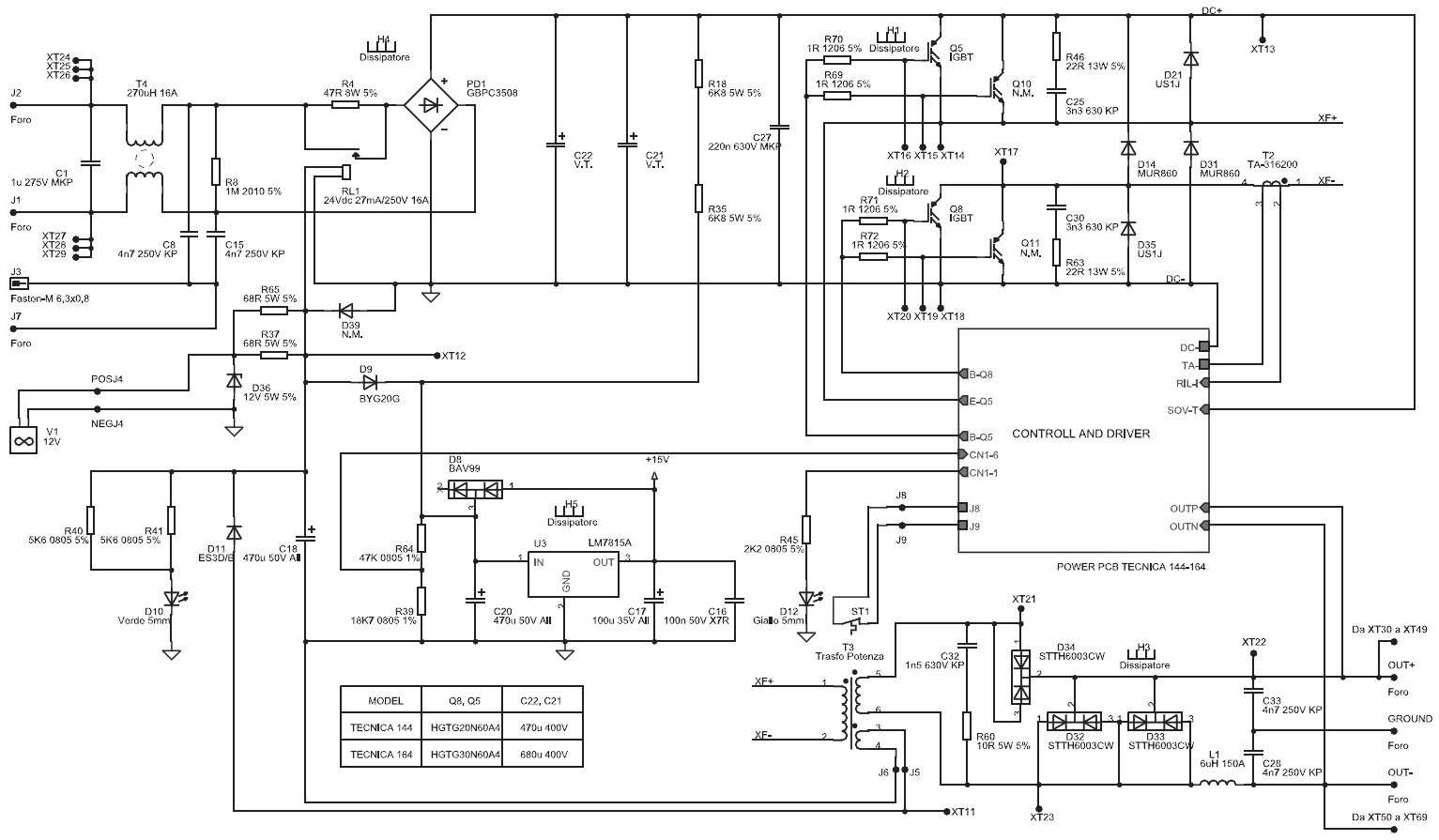
Один подрядчик, выполняющий плановое техническое обслуживание электростанции, рассчитал сэкономленное время для обоснования перехода на инверторную технологию.Раньше в контакторе использовалась система с несколькими операторами с восемью дугами, которая весила 4000 фунтов. Перейдя на «стоечную» систему, которая удерживает и питает шесть дуг от одного первичного соединения и весит всего 712 фунтов, подрядчик сократил рабочее время на 87 процентов. Кроме того, когда сварщик находится рядом с рабочим, операторы могут легко регулировать параметры сварки или изменять процессы.
Сегодня стойка с четырьмя дугами для сварки TIG / Stick может весить всего 180 фунтов (включая стойку) — всего 50 дюймов.высокие, подходят для лифта и оснащены колесами для максимальной мобильности. Стеллажные системы также позволяют снимать отдельных сварщиков со стеллажа. Индивидуальные инверторы немного больше чемодана или ручной клади (размер зависит от выходной мощности), поэтому один или два человека могут легко переместить небольшой инвертор и перенести его в ограниченное пространство.
Гибкость первичной мощности
Экономия времени за счет использования легких инверторов в работе бесполезна, если вы не можете найти место для подключения.Инвертор обеспечивает гибкость местоположения за счет двух типов технологии управления первичным питанием: технологии автоматического подключения и технологии Auto-Line ™, которая доступна на некоторых инверторах Miller Electric Mfg. Co.
Благодаря технологии автоматического подключения инвертор определяет тип подаваемого первичного питания, а затем автоматически (но механически) подключается к правильному источнику питания: 230 или 460 В, одно- или трехфазное, 50 или 60 Гц.
Схема Auto-Line исключает механическое соединение и вместо этого использует электрическое соединение.Схема увеличивает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора. Следующие типы инверторов доступны с Auto-Line (сила тока указана при максимальной выходной мощности):
- Универсальный сварочный аппарат MIG на 180 А, работающий от 115 до 230 В, только однофазный, 50 или 60 Гц
- Агрегаты Stick / DC TIG на 150 А, которые принимают напряжение от 115 до 230 В, только однофазные, 50 или 60 Гц
- Агрегаты Stick / DC TIG на 200 А и TIG / Stick на переменном / постоянном токе, которые принимают от 120 до 460 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты CC / CV на 425 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты «Multi-MIG», которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц (эти аппараты специально предназначены для сварки в больших объемах, а не для обслуживания и ремонта)
- Плазменные резаки на 55 и 80 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
Обратите внимание на акцент на сквозной. Первичное напряжение питания может изменяться, но пока оно остается в пределах рабочего диапазона машины, мощность дуги остается стабильной (см. Рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые заставят другие машины отключиться для самозащиты или отключат автоматический выключатель. Это преимущество действительно окупается на объектах с грязным питанием или при отключении электроэнергии от генератора. Обратите внимание, что для создания экономичной станции двухдуговой сварки на месте некоторые компании объединяют сварочный генератор с приводом от двигателя и используют мощность его генератора для работы инвертора.
Первичное напряжение питания может изменяться, но пока оно остается в пределах рабочего диапазона машины, мощность дуги остается стабильной (см. Рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые заставят другие машины отключиться для самозащиты или отключат автоматический выключатель. Это преимущество действительно окупается на объектах с грязным питанием или при отключении электроэнергии от генератора. Обратите внимание, что для создания экономичной станции двухдуговой сварки на месте некоторые компании объединяют сварочный генератор с приводом от двигателя и используют мощность его генератора для работы инвертора.
Наличие инверторов с Auto-Line означает, что человек, производящий сварочный ремонт, может перемещаться не только в любое место внутри завода, но и в любую точку мира, не беспокоясь о наличии доступной мощности.
Больше мощности на фунт, меньше потребляемого тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такой маленький аппарат обеспечивает такую большую мощность сварки.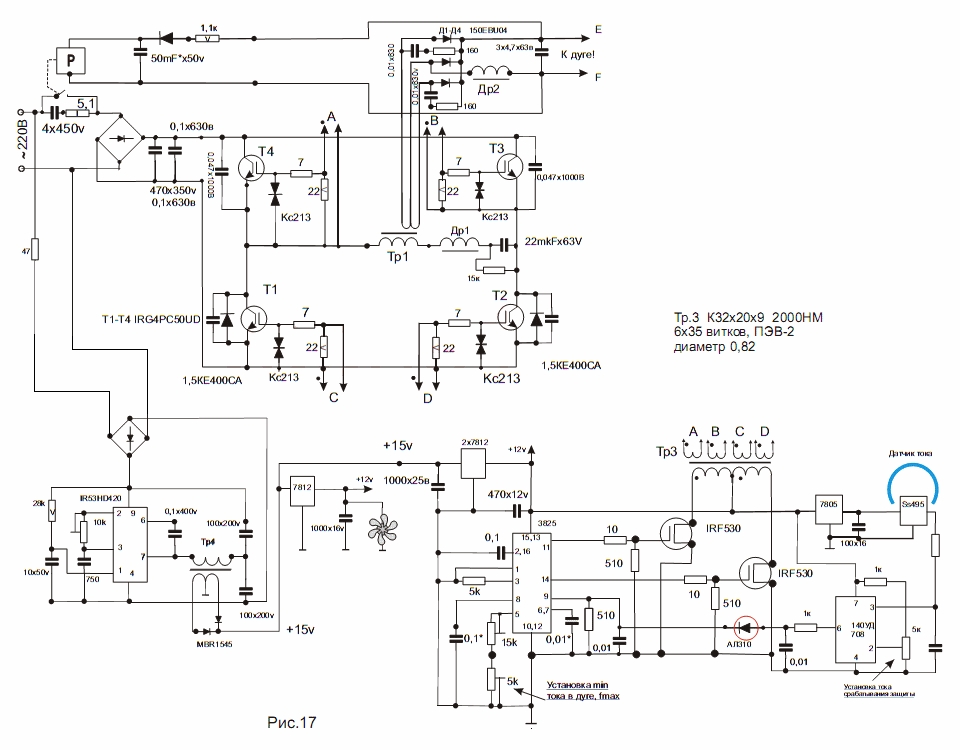 Например, небольшие инверторы Stick / TIG весят менее 14 фунтов., но может иметь достаточную мощность для сварки 1/8 дюйма. Наклеить электрод. Даже инвертор для строжки угольной дугой с углем 3/8-дюйма на 600 ампер весит всего около 120 фунтов.
Например, небольшие инверторы Stick / TIG весят менее 14 фунтов., но может иметь достаточную мощность для сварки 1/8 дюйма. Наклеить электрод. Даже инвертор для строжки угольной дугой с углем 3/8-дюйма на 600 ампер весит всего около 120 фунтов.
также обеспечивают выдающуюся энергоэффективность, которая может снизить счета за коммунальные услуги, и они эффективно используют подаваемую первичную мощность, которая известна в отрасли как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребляемую мощность, что может позволить добавить больше сварщиков к существующей основной мощности. Например, один производитель глушителей недавно столкнулся с дилеммой необходимости увеличения производства для удовлетворения спроса, но при этом считал, что не может добавить к своему парку более 40 дуг, не внося изменений во входящие услуги — изменения, которые могли стоить до 50 000 долларов.
Вместо того, чтобы добавить больше традиционных сварочных аппаратов TIG переменного / постоянного тока на 250 А, которые потребляют от 52 до 96 А первичной мощности при номинальной выходной мощности на первичной 230 В, компания приобрела инверторы TIG переменного / постоянного тока на 200 А, которые потребляют менее 16 амперы при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений во входящем обслуживании.
Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений во входящем обслуживании.
Механические подрядчики, работающие на перерабатывающих предприятиях (нефтехимия, бумага, пищевая промышленность) и электростанциях, также получают выгоду от низкого потребления первичной энергии и управления первичной мощностью.На этих стройплощадках часто не хватает электроэнергии, и мощность генератора может колебаться. Низкое энергопотребление инвертора означает, что один генератор может питать больше дуг, и, как уже отмечалось, такие функции, как Auto-Line, позволяют инвертору преодолевать провалы и всплески напряжения.
Превосходный сварочный аппарат
Переключая первичную мощность с частотой в тысячи Гц и используя усовершенствованное микропроцессорное управление, инвертор может создавать оптимальные характеристики дуги в любом заданном режиме сварки. Таким образом, операторы могут сваривать наилучшим образом, не борясь с дугой, или могут выбирать процесс сварки, наиболее подходящий для работы.
Краткий обзор преимуществ инвертора при техническом обслуживании / ремонте включает следующее:
- Несколько выходов для технологической сварки. Доступны модели для TIG-сварки Stick / DC (для стали и нержавеющей стали), TIG / Stick на постоянном токе (эти сварочные аппараты имеют больше функций для управления дугой TIG, таких как импульсная сварка и запуск высокочастотной дуги), AC / DC TIG / Stick (AC выход необходим для сварки алюминия) или выход CC / CV. Выход CC, или выход постоянного тока, используется для сварки Stick, TIG на постоянном токе и строжки, а выход CV используется для сварки MIG и порошковой сваркой.Когда работа требует как процессов CC, так и CV, инвертор CC / CV означает, что на одну машину меньше, чем нужно купить или перевезти на место работы.
- Отличное зажигание дуги. Во время зажигания дуги часто возникают дефекты сварки, потому что дуга не может быстро образоваться. Инверторы обычно обеспечивают более положительное зажигание дуги, что может помочь обеспечить качественный сварной шов с первого раза и исключить необходимость доработки в дальнейшем. Ремонт одной сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.
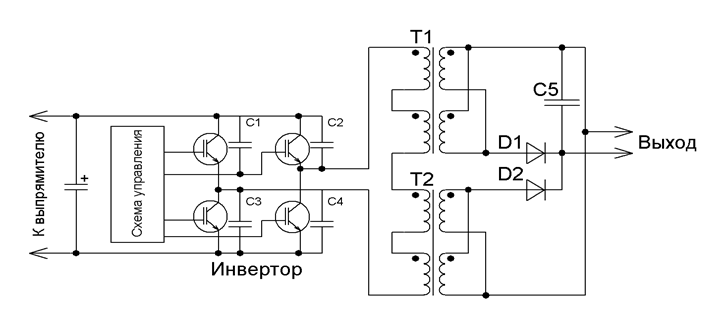 Ремонт одной сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.
Ремонт одной сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.- Управление копанием для сварки штангой. Контроль копания предотвращает залипание электрода, когда дуга становится слишком короткой. Это полезно для прохода с открытым корнем или при плотной подгонке и помогает в зажигании дуги.
- Широкий диапазон регулирования индуктивности для сварки MIG. Это позволяет оператору создавать «более мягкую» дугу (с большей индуктивностью) или «жесткую» дугу. Увеличьте индуктивность для лучшего смачивания (особенно для нержавеющей стали) или уменьшения разбрызгивания, что может сэкономить часы на шлифовку после сварки.
- Улучшенный импульсный выход MIG или импульсный TIG (возможность настройки формы импульса). В зависимости от области применения, импульсный режим может снизить тепловложение для уменьшения деформации или прожога, улучшить эстетику борта, уменьшить разбрызгивание, обеспечить контроль образования лужи вне положения и увеличить скорость движения.
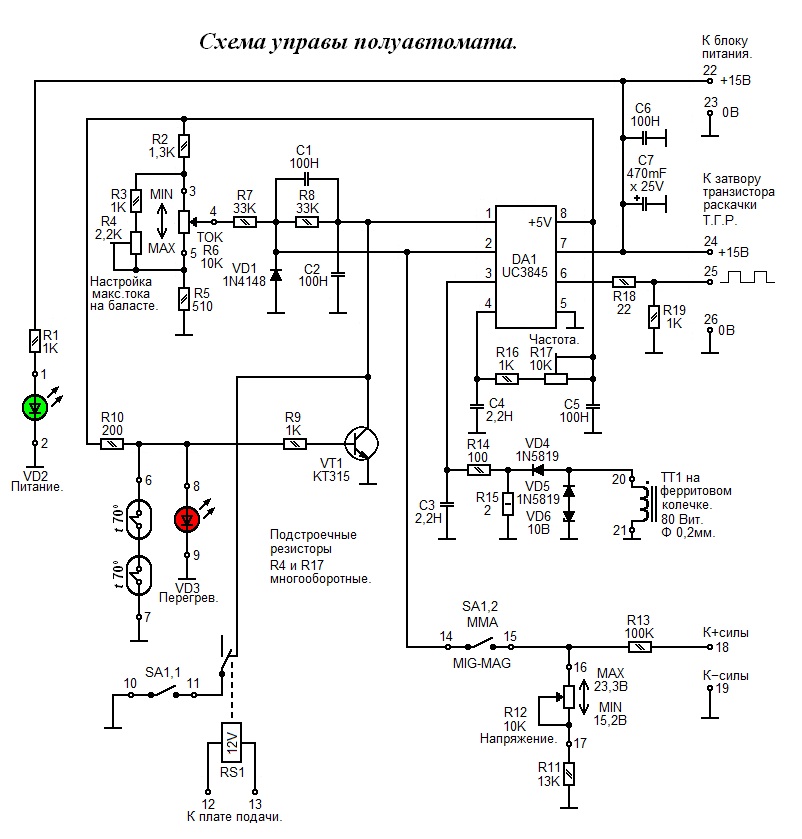
- Регулировка выходной частоты и расширенный контроль баланса для сварки TIG на переменном токе. Эти функции позволяют адаптировать профиль сварного шва в соответствии с областью применения, чтобы улучшить качество сварки, свести к минимуму шлифовку после сварки и существенно увеличить скорость перемещения.
- Удобное управление. Такие функции, как вызов последней процедуры, запоминают предпочтения при изменении полярности, такие как метод запуска и панель или дистанционное управление. Чтобы учесть предпочтения оператора, но при этом уберечь операторов от проблем, связанных с выполнением неправильных настроек, некоторые инверторы имеют четырехпозиционные регуляторы, просто помеченные для «жесткой» или «мягкой» характеристики дуги с помощью стержневых электродов E6010 и E7018. Панели управления также имеют цветовую маркировку в зависимости от процесса, например, зеленый для сварки TIG, оранжевый для Stick и синий для сварки проволокой.Производители также стараются обеспечить единообразие своего оборудования, поэтому конструкция панели управления инвертора может напоминать панель управления сварочного генератора с приводом от двигателя, который оператор использовал на предыдущей работе.
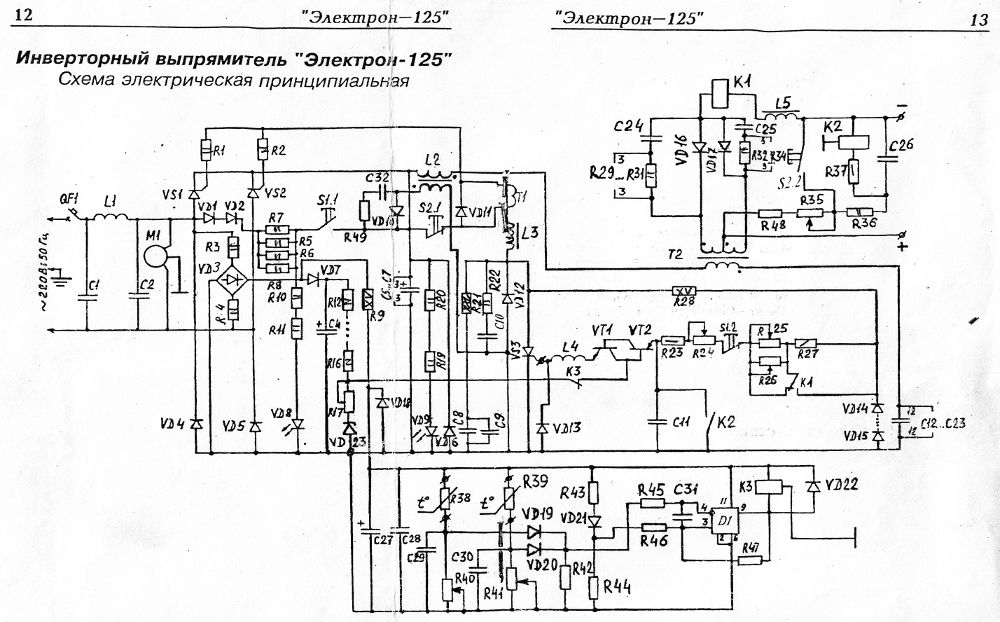
Помимо удобных элементов управления, производители также обращают внимание на потребность в удобных для пользователя процессах. В мире сварки в целом признается, что сварка проволокой (MIG или порошковая сварка) — это самый простой процесс для освоения, причем Stick более жесткий, а TIG самый сложный (что не означает, что сварка Stick — это просто!).
Практически любой человек с хорошей зрительно-моторной координацией и правильным отношением к работе может научиться сварке проволокой в обычных условиях за несколько часов практики. Однако сварка проволокой для ремонта на месте может быть затруднена. Даже небольшой сварочный аппарат MIG, работающий от напряжения 115 В, весит 60 фунтов, а баллон с защитным газом часто весит больше, чем сварщик.
Miller решил эту ситуацию, создав первый в мире полностью автономный универсальный сварочный аппарат MIG, Millermatic® Passport ™.Этот 45-фунтовый. инвертор (см. рис. 7) имеет 12 унций. внутренний баллон с защитным газом CO2 (на самом деле баллон с красящим шариком), обеспечивающий достаточно газа для 25 минут сварки. Ни один другой сварочный аппарат не выполнит работу быстрее или проще для быстрого ремонта сваркой или легкого изготовления в полевых условиях.
Ни один другой сварочный аппарат не выполнит работу быстрее или проще для быстрого ремонта сваркой или легкого изготовления в полевых условиях.
Если ваша работа требует доставки сварщика на место работы, требует нескольких процессов сварки или вы сталкиваетесь с проблемами, связанными с управлением первичным питанием, присмотритесь к инверторной технологии.Реальная цель экономии 10 или 20 часов времени при выполнении одной большой работы означает, что новый инвертор многократно окупит себя в течение двух или трех лет, обычно выделяемых на капитальные вложения. И
инвертор помогает запустить объект в аварийной ситуации, он на вес золота.
Фиг.7
Инверторный сварочный аппарат — GRINDTEC 2022
В отличие от традиционных сварочных аппаратов, к которым привыкло большинство из нас, инверторный сварочный аппарат — это сравнительно новый и творческий вид сварщика, который имеет множество преимуществ.По сравнению с тяжелыми медными или алюминиевыми трансформаторами и выпрямителями, используемыми в обычных сварочных аппаратах, в инверторных паяльниках используется передовая технология на основе кремния. Нет сомнений в том, что они создали немало проблем с прорезыванием зубов, когда впервые были запущены инверторные сварочные аппараты, как и любое современное изобретение. Однако с тех пор инверторная технология доказала свою эффективность, рентабельность и, по сути, имеет целый ряд преимуществ. Давайте подробнее рассмотрим, как работает инверторный сварочный аппарат и почему вы можете получить от него пользу!
Нет сомнений в том, что они создали немало проблем с прорезыванием зубов, когда впервые были запущены инверторные сварочные аппараты, как и любое современное изобретение. Однако с тех пор инверторная технология доказала свою эффективность, рентабельность и, по сути, имеет целый ряд преимуществ. Давайте подробнее рассмотрим, как работает инверторный сварочный аппарат и почему вы можете получить от него пользу!
Принцип работы инверторного сварочного аппарата
Инверторный сварочный аппарат — это устройство контроля электрического напряжения.Он преобразует источник питания переменного тока в более низкое функциональное выходное напряжение в случае инверторного сварочного аппарата — например, с выхода 240 В переменного тока до 20 В постоянного тока. В отличие от традиционных устройств на основе трансформаторов, которые в основном полагаются на один большой трансформатор для управления напряжением, устройства на основе инверторов используют набор электронных компонентов для преобразования электроэнергии.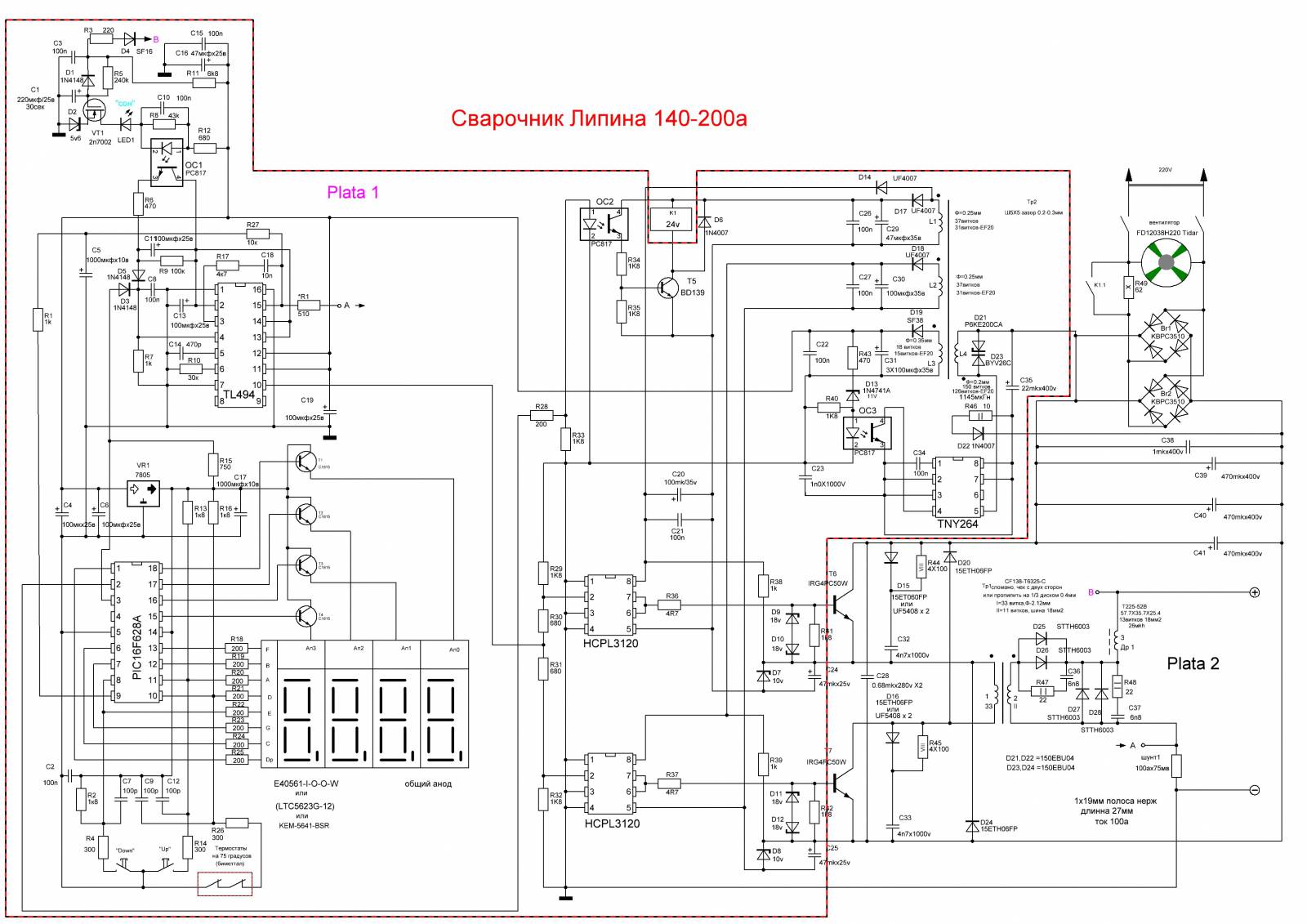 Инверторный сварочный аппарат работает, увеличивая частоту первичного источника питания с 50 Гц до 20 000–100 000 Гц. Это достигается за счет использования электрических элементов управления, которые невероятно быстро включают и выключают питание.Размер трансформатора можно очень резко уменьшить, регулируя подачу питания таким образом, пока она не достигнет трансформатора.
Инверторный сварочный аппарат работает, увеличивая частоту первичного источника питания с 50 Гц до 20 000–100 000 Гц. Это достигается за счет использования электрических элементов управления, которые невероятно быстро включают и выключают питание.Размер трансформатора можно очень резко уменьшить, регулируя подачу питания таким образом, пока она не достигнет трансформатора.
Преимущества инверторного сварочного аппарата
Самым большим преимуществом инверторного сварочного аппарата является то, что он имеет относительно тонкую и портативную площадь основания, и его можно носить с собой, как легкий портфель. Инверторы изящнее, легче, легче и гибче по весу, в них используются трансформаторы еще меньшего размера. Это очень похоже на обычный сварочный аппарат, который, как известно, имеет большие габариты и не работает в узких пространствах.По сравнению с ними они потребляют меньше электроэнергии и могут работать от стандартной бытовой электроэнергии. Более низкое энергопотребление означает, что инверторный сварочный аппарат можно установить в любую обычную розетку на 110 В с бытовым током, а не с током высокого напряжения. Это очень похоже на обычный сварочный аппарат, который, как известно, имеет большие габариты и не работает в узких пространствах.
Это очень похоже на обычный сварочный аппарат, который, как известно, имеет большие габариты и не работает в узких пространствах.
Высокая эффективность
Качественные инверторные сварочные аппараты будут иметь уровень производительности около 80-90 процентов, тогда как традиционные сварочные аппараты имеют немного более низкий КПД — около 50 процентов.Это связано с тем, что в традиционных устройствах более крупные трансформаторы имеют более высокое сопротивление и, следовательно, теряют большое количество энергии из-за рассеивания тепла.
Высокие рабочие циклы
Инверторные сварочные аппараты, опять же из-за разницы в мощности трансформаторов, обычно имеют значительно более высокие интервалы включения. В инверторном блоке, хотя более мелкие детали легко нагреваются, их можно охлаждать гораздо более эффективно и быстро. Однако в стандартных сварочных аппаратах с «трансформатором» детали намного крупнее и, следовательно, имеют тенденцию накапливать тепло и дольше остывать.
Гибкость с выходом переменного или постоянного тока
Большинство типичных аппаратов для ручной дуговой сварки металла с трансформатором имеют только выход переменного тока, а это означает, что типы электродов, которыми они могут сваривать, ограничены. Однако в инверторном сварочном аппарате ток намного легче преобразовать в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также говорит о том, что такие ручные инверторы металлической дуги также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
Оптимизация энергопотребления
Такая популярность означает, что использование энергии генератора намного практичнее с инверторными сварочными аппаратами, которые могут работать на небольших портативных генераторных установках, что все еще невозможно с традиционными трансформаторными машинами. Следует напомнить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочтите наш отчет об использовании генераторов с инверторными сварочными аппаратами.
При всем вышесказанном, инверторный сварочный аппарат, конечно, не самый лучший и идеальная система для всех видов сварочных работ.Компоненты высокотехнологичной электроники объясняют, что инверторный сварочный аппарат будет работать с током более низкого напряжения. Верный аргумент, что инверторные сварочные аппараты сравнительно слабые и поэтому уязвимы для более частых поломок, и, следовательно, их использование приведет к более высоким затратам на ампер.
Нужна помощь в поиске следующего инверторного сварочного аппарата?Выставка МТС объединяет производителей со всего мира.Отправьте нам сообщение с вашими требованиями, и наши специалисты МТС с радостью ответят на ваши вопросы.
Принцип работы сварочного аппаратаRajlaxmi Tig 300a Mosfet на хинди
перейти к содержанию- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
 youtube.com/embed/bYaQpZ9Y7f0″ frameborder=»0″ allowfullscreen=»»/> Эта запись была размещена в rajlaxmi и помечена как 300a, hindi, machine, mosfet, Princip, rajlaxmi, Welding, working.Добавьте в закладки постоянную ссылку. ← Обзор аппарата для дуговой сварки Zeny, испытание на полную мощность 220 В, часть 2CTS-200, плазменный резак 50 А, сварочный аппарат постоянного тока TIG Stick, 3-в-1 → Ищи:
youtube.com/embed/bYaQpZ9Y7f0″ frameborder=»0″ allowfullscreen=»»/> Эта запись была размещена в rajlaxmi и помечена как 300a, hindi, machine, mosfet, Princip, rajlaxmi, Welding, working.Добавьте в закладки постоянную ссылку. ← Обзор аппарата для дуговой сварки Zeny, испытание на полную мощность 220 В, часть 2CTS-200, плазменный резак 50 А, сварочный аппарат постоянного тока TIG Stick, 3-в-1 → Ищи:- Сварочный аппарат инвертора дуги лотоса 300амп Игбт распаковывая быстрое испытание Лт300экс У0026
- CE MMA-200 IGBT DC Инвертор MMA ARC Сварочный аппарат Портативный 220V Сварщик
- 200Amp DC Инвертор TIG Welder TIG / MMA ARC Welder 110 / 220V Сварочный аппарат
- KRAFT & DELE KD1859 сварочный аппарат инверторный 330A MMA ARC TIG LIFT Сварочный аппарат ПОЛНЫЙ
- Сварочный аппарат IGBT AC / DC 250D Schweißgerät TIG MMA ARC 2in1 Инверторный сварочный аппарат
- Февраль 2021 г.
- Январь 2021 г.
- Декабрь 2020
- Ноябрь 2020
- Октябрь 2020
- Сентябрь 2020
- августа 2020
- июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- января 2020
- Декабрь 2019
- Ноябрь 2019
- Октябрь 2019
- Сентябрь 2019
- Август 2019
- июль 2019
- июнь 2019
- мая 2019
- Апрель 2019
- Март 2019
- Февраль 2019
- января 2019
- Декабрь 2018
- Ноябрь 2018
- 10 шт.
- 110-560 В
- 110220в
- 110 В
- 110v220v
- 115 В
- 120a
- 125a
- 135a
- 140 ампер
- 15-250a
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20-180a
- 20-200
- 20-250a
- 200a
- 200 ампер
- 200 миль
- 200н
- 20160a
- 220110в
- 220 В
- 230 В
- 235amp
- 240 В
- 250a
- 250 ампер
- 2в1
- 300a
- 315a
- 315 ампер
- 34тлг
- 3в1
- 400a
- 400 г
- 4в1
- 60–160
- 7000 Вт
- 8000 Вт
- acdc
- альди
- алюминий
- алюминий-200а
- amico
- ансен
- ап сварка
- дуга-120
- дуга-140
- арк-160
- арк-160д
- арк-165
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- лучшее
- сварной шов
- марка
- бюджет
- век
- центурилинкольн
- дешево
- Чикаго
- химера
- cigweld
- Кларк
- преобразование
- конвертация
- самые крутые
- мастер
- крест-дуга
- ct416
- ct520d
- cts-180
- cts-180a
- cts-200
- погибших
- деко
- разница
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- электрический
- emw508
- epicweld
- esab
- этоша
- вечный
- ewm-508
- экспресс
- fcaw
- первый
- сила
- бесплатно
- fronius
- фьюжн
- geile
- хорошо
- гринкат
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- HBT2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбокс
- хитроник
- хиттбокс
- Хобарт
- самодельное
- htbox
- hyundai
- гцхвоген
- hzzxvogen
- ibell
- идеальный
- IGBT
- igbtinverter
- глубина
- посредник Инвертор
- it1002
- это200
- яшич
- jkarc
- kd838
- kd839
- кд843
- kd844
- конь
- клатч
- крафтделе
- крамер
- лифт
- лифт-тиг
- легкий
- линкольн
- лотос
- магнум
- маркет
- мехпро
- металл
- миг-200
- миг-250
- mig228
- mig235
- мигмаг
- мигмагтигмма
- мигтигмма
- migtigstick
- Миллер
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-400
- ММА-85
- ммa160
- мм
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорность
- без сенсорного экрана
- заказано
- Озито
- Паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- бедный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практичный
- принцесса
- переносной
- импульс
- райлакшми
- сварка бритвой
- перезагрузка
- ремонт
- отзыв
- рецензирование
- риланд
- рор
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160A
- SF-200
- SF-200A
- шакти
- шерман
- silverline
- симадре
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ул-165
- стр-185
- ст-205
- штальверк
- Стэнли
- звезд
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- Сангольд
- супер
- t2000
- т800
- разборка
- технология
- технический
- тестирование
- термодайн
- тепловой
- термодуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160с
- тиг-165
- ТИГ-165ХФ
- тиг-165с
- ТИГ-180ДЦ
- тиг-185
- тиг-185хф
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- ТИГ-205ХФ
- тиг-205с
- ТИГ-220ДЦ
- тиг-225
- TIG-Torch-Stick-Arc-MMA-DC-Инвертор-Сварщик-230 В-Напряжение
- tig200
- tig200a
- тиг200м
- тиг200п
- тигарка
- тигровая плазма
- тигмма
- tigmmaarc
- тигр.
- tigstickarc
- титан
- факел
- горелка-дуга-дуга-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- поворот
- твист
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- вевор
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- сварной шов
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250

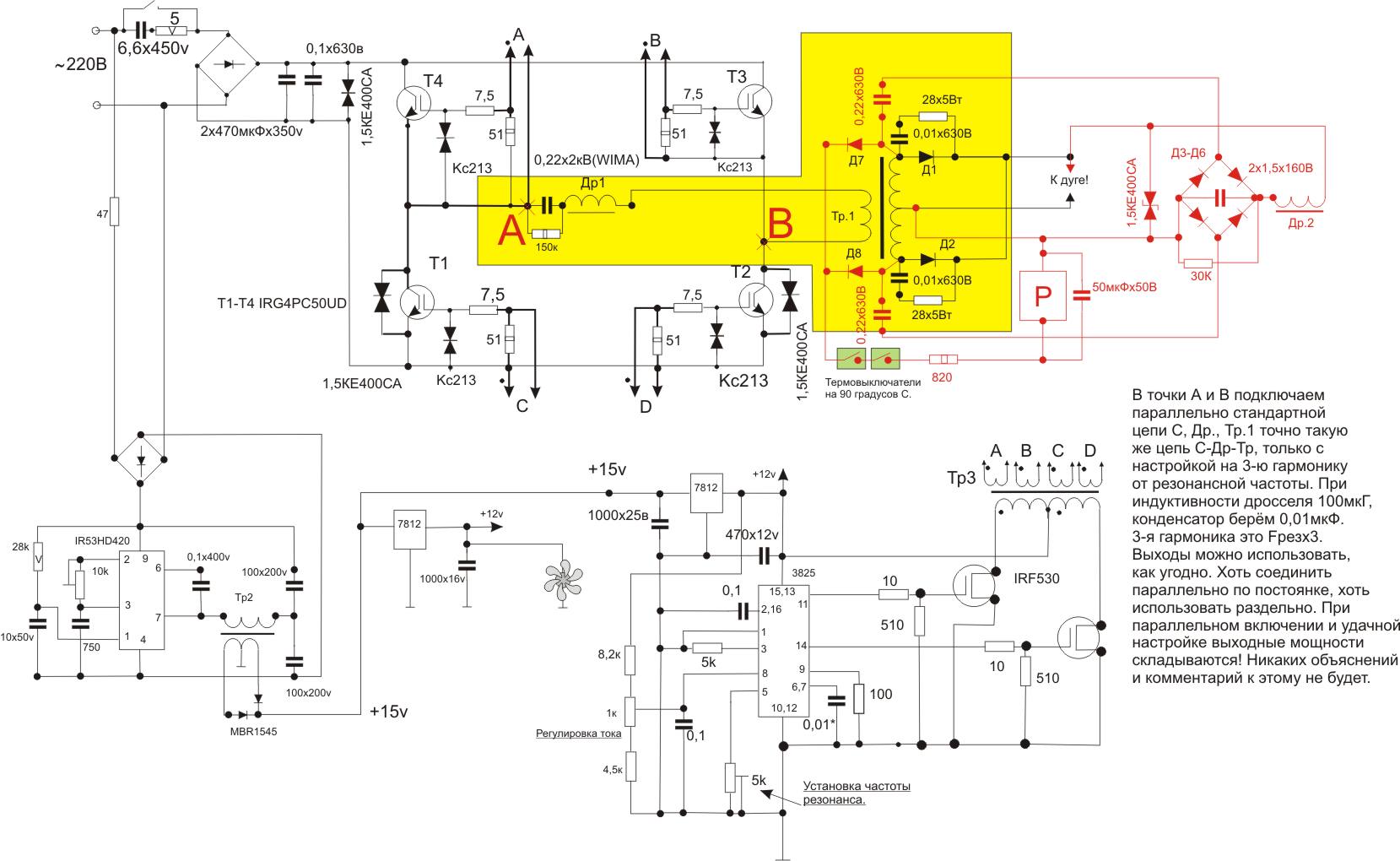
| м | т | Вт | т | Ф | S | S |
|---|---|---|---|---|---|---|
| «июн | августа » | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 31 | ||||
- panweld mma200
- panweld mma 200
- как сваривать с помощью mig 160 etosha
- tse200g
- IPOTOOLS TC200ACDC
- therm arc prowave 185tsw
- mini tig сварочный аппарат
- сварочный инвертор 200a
- сварочный инвертор 200a
- сварочный инвертор 220
- specikasi сварочный инвертор 200a essab
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
Преимущества и недостатки инверторного сварочного аппарата
Как работает инверторная технология в сварочных аппаратах?
Проще говоря, инвертор — это электронная система регулирования напряжения.
По сути, инверторный сварочный аппарат преобразует источник переменного тока в менее пригодное для использования выходное напряжение. Например, от источника 240 В переменного тока до выхода 20 В постоянного тока.
Винверторных устройствах используется ряд электронных компонентов, в отличие от традиционных трансформаторных устройств. Это в основном полагается на одиночные большие трансформаторы для регулирования напряжения.
Инвертор увеличивает частоту первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Таким образом, это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание.
Прежде чем управлять источником питания таким образом, он поступает в трансформатор, размер трансформатора можно значительно уменьшить.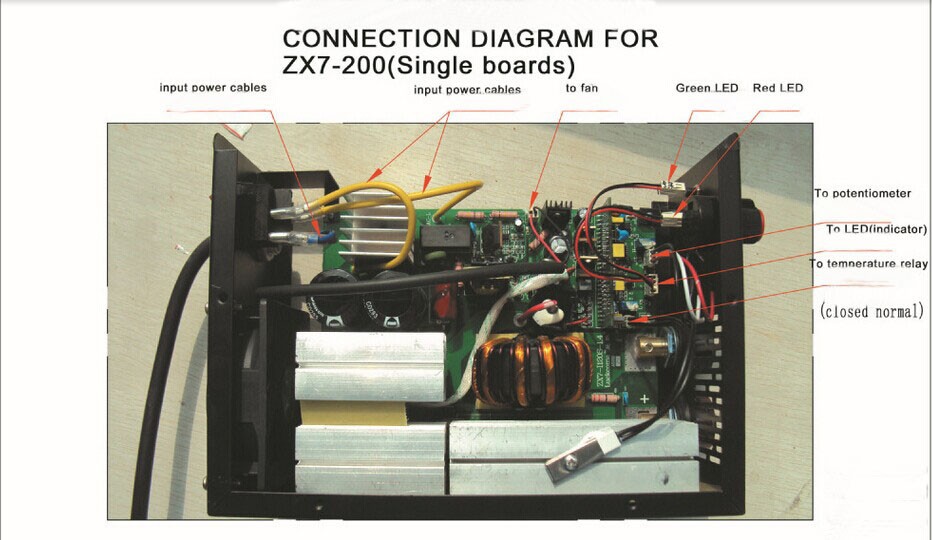
применяет полупроводниковые электрические устройства с электроприводом. Он может точно контролировать форму тока в микросекундном диапазоне.
Контроль точности сварки и резки для повышения точности, удовлетворения требований различных методов сварки.
Преимущества инверторного сварочного аппарата:
Легкий и компактный размер
Инверторные сварочные аппаратыпозволяют брать их с собой практически везде благодаря минимальной конструкции.Эти сварочные аппараты очень компактны по сравнению с другими традиционными сварщиками.
Компактная конструкция этих агрегатов позволяет хранить их в любом ограниченном пространстве.
Эти модели достаточно компактны, поэтому их можно полностью хранить в узком пространстве.
Поскольку частота инверторного сварочного аппарата намного выше, чем рабочая частота, размер и вес трансформатора будут значительно уменьшены.
Аналогичным образом, значительное увеличение рабочей частоты, размера и веса реактора будет значительно уменьшено.
Более широкое и гибкое управление
В большинстве случаев инверторные сварочные аппараты используют полупроводниковые силовые устройства. Эти модели точно оперируют формой тока.
Эти сварочные аппараты обычно позволяют вручную регулировать трансформатор. С помощью устойчивой дуги инвертор помогает сварщику сваривать или прорезать металл.
Сварочный инверторный аппаратпредназначен для использования в полупроводниковых электрических устройствах с электроприводом. Он может точно контролировать форму тока в микросекундном диапазоне.
Сварочный ток обычного сварочного аппарата регулируется только с помощью трансформаторов ручной регулировки.
Эта дуга не стабильна и не может точно контролировать сварочный процесс, что затрудняет выполнение требований сложной сварки.
Лучшая производительность
Модели позволяют регулировать профиль сварного шва в соответствии с желаемой толщиной. Инверторные сварочные аппараты улучшают внешний вид сварного шва, сохраняя при этом стабильность качества сварки.
Инверторные сварочные аппараты улучшают внешний вид сварного шва, сохраняя при этом стабильность качества сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже после продолжительной работы.
Эти модели обычно потребляют меньше фильтрующего металла. Они эффективно снижают тепловложение, обеспечивая исключительную производительность.
Стабильность тока и выходное напряжение
Большинство обычных сварочных аппаратов питаются от сети переменного тока, поэтому эти аппараты не получают постоянного тока и выходного напряжения.
В этом случае дуги этих машин требуют многократного повторного зажигания, примерно от 100 до 120 раз в секунду.В отличие от традиционных, инверторный сварочный аппарат не требует много времени для выработки тепла.
Машины способны поддерживать постоянный ток. Это предотвращает колебания напряжения и температуры, поскольку эти машины оснащены системой защиты от помех.
В основном инверторные сварочные аппараты обладают защитой от помех, меньшей вероятностью колебаний напряжения и температурных изменений.
Обычные сварочные аппараты используют переменный ток, поскольку направление тока и напряжения часто меняется.
Дуга гаснет и зажигается 100 ~ 120 раз в секунду. Дуга не является непрерывным и стабильным горением, что приводит к продолжительному нагреву заготовки. И его прочность снижает сварной шов.
Энергосбережение и высокая эффективность
Сварочные аппараты с инверторомне только энергоэффективны, но и поддерживают установку без напряжения и затрат.
Эти сварочные аппараты представляют собой идеальную замену традиционным сварочным аппаратам с точки зрения энергопотребления и выработки тепла.
По сравнению с традиционными сварочными аппаратами, инверторные сварочные аппараты имеют выходную мощность до 93%. У традиционных людей максимальный уровень производства составляет 60%.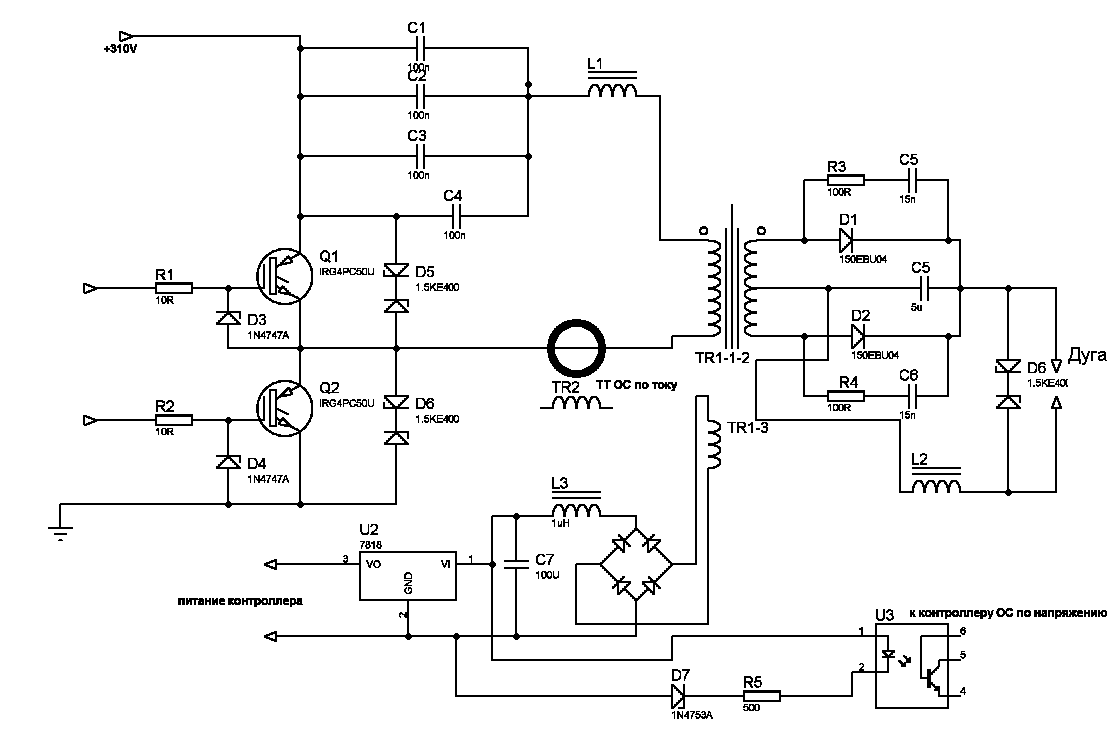
Инвертор значительно уменьшает размер трансформатора и реактора, а также вес сварочного аппарата.
Соответствующие потери мощности (в основном потери в магнитном сердечнике и потребление энергии в проводнике) также будут значительно уменьшены.
Холодильная установка
Эти интеллектуальные инверторные сварочные аппараты оснащены внутренним охлаждающим вентилятором.Это снижает рабочее тепло и предотвращает выделение большего количества тепла.
Машины с помощью охлаждающих вентиляторов не только предотвращают перегрев, но и увеличивают срок службы агрегатов.
Методы IGBT
Эти инверторные сварочные аппараты способны быстро накапливать мощность с помощью любого устройства тока затвора.
Это возможно благодаря технологии биполярных транзисторов с изолированным затвором.
Переключатели этих сварочных аппаратов также работают быстрее и потребляют меньше энергии даже для завершения последней операции.
Инверторные сварочные аппараты Недостатки:
Инверторный сварочный аппарат в основном имеет дело с большим количеством электронных компонентов, сложной структурой, отладкой производственного процесса, тестированием, настройкой параметров.
Принцип устройства и работы инверторных сварочных аппаратов. Как сделать тиристорный сварочный инвертор своими руками? Принцип работы косой мостовой схемы
На днях собрал инвертор сварочный от Бармалея, на максимальный ток 160 ампер, одноплатный вариант.Схема названа в честь ее автора — Бармалея. Вот схема подключения и файл печатной платы.
Инверторный контур для сварки
Работа инвертора : питание от однофазной сети 220 В выпрямляется, сглаживается конденсаторами и подается на транзисторные переключатели, которые создают высокочастотную переменную из постоянного напряжения, подаваемого на ферритовый трансформатор. Из-за высокой частоты мы имеем уменьшение размера power trance и, как следствие, мы используем не железо, а феррит. Далее идет понижающий трансформатор, затем выпрямитель и дроссель.
Далее идет понижающий трансформатор, затем выпрямитель и дроссель.
Осциллограммы управляющих полевых транзисторов. Измерения проводились на стабилитроне x213b без переключателей питания, коэффициент заполнения 43 и частота 33.
В его версии силовые ключи IRG4PC50U заменены на более современные IRGP4063DPBF … Стабилитрон ks213b заменен двумя 15-вольтовыми 1,3-ваттными встречно подключенными, так как в предыдущем ks213b прибор немного грелся.После замены проблема исчезла сразу. В остальном остается как на схеме.
Это осциллограмма коллектор-эмиттер нижнего ключа (согласно схеме). При подаче питания на 310 вольт через лампу на 150 ватт. Осциллограф стоит 5 вольт деления и 5 мкс дел. через делитель, умноженный на 10.
Силовой трансформатор намотан на сердечник B66371-G-X187, N87, E70 / 33/32 EPCOS Данные обмотки: сначала пол первичной, вторичной и снова остатки первичной обмотки.Провода на первичной и вторичной обмотках имеют диаметр 0,6 мм. Первичная — 10 жил по 0,6 скрученных вместе 18 витков (всего). 9 витков как раз уместились в первый ряд. Далее, остатки первички в сторону, накручиваем 6 витков проводом 0,6, сложенным на 50 штук, тоже скручиваем. А потом снова остатки первички, то есть 9 витков. Не забываем про межслойный утеплитель (использовали несколько слоев кассовой бумаги, 5 или 6, мы уже не усердствовали, иначе обмотка не поместится в окно). Каждый слой пропитан эпоксидной смолой.
Первичная — 10 жил по 0,6 скрученных вместе 18 витков (всего). 9 витков как раз уместились в первый ряд. Далее, остатки первички в сторону, накручиваем 6 витков проводом 0,6, сложенным на 50 штук, тоже скручиваем. А потом снова остатки первички, то есть 9 витков. Не забываем про межслойный утеплитель (использовали несколько слоев кассовой бумаги, 5 или 6, мы уже не усердствовали, иначе обмотка не поместится в окно). Каждый слой пропитан эпоксидной смолой.
Потом все собираем, между половинками феррита Е70 нужен зазор 0,1 мм, на крайние жилы ставим прокладку от штатной кассовой чек. Все стягиваем, склеиваем.
Окрашиваю спреем матовой черной краской, затем покрываю лаком. Да чуть не забыл, когда каждую обмотку скручиваем, обматываем малярной лентой — утепляем, так сказать. Не забудьте отметить начало и концы обмоток, это пригодится для дальнейшей фазировки и сборки.Если трансформатор неправильно фазирован, аппарат будет варить в половину мощности.
Когда инвертор подключен к сети, начинается зарядка выходных конденсаторов. Начальный зарядный ток очень велик, сравним с коротким замыканием, и может привести к перегоранию диодного моста. Не говоря уже о том, что для проводников это тоже чревато выходом из строя. Чтобы избежать столь резкого скачка тока в момент включения, устанавливаются ограничители заряда конденсаторов.В схеме Бармалея это 2 резистора по 30 Ом, мощностью 5 Вт, итого 15 Ом на 10 Вт. Резистор ограничивает зарядный ток конденсаторов, и после их зарядки вы уже можете подавать питание напрямую, минуя эти резисторы, что и делает реле.
Начальный зарядный ток очень велик, сравним с коротким замыканием, и может привести к перегоранию диодного моста. Не говоря уже о том, что для проводников это тоже чревато выходом из строя. Чтобы избежать столь резкого скачка тока в момент включения, устанавливаются ограничители заряда конденсаторов.В схеме Бармалея это 2 резистора по 30 Ом, мощностью 5 Вт, итого 15 Ом на 10 Вт. Резистор ограничивает зарядный ток конденсаторов, и после их зарядки вы уже можете подавать питание напрямую, минуя эти резисторы, что и делает реле.
Реле WJ115-1A-12VDC-S используется в сварочном аппарате Бармалей. Питание катушки реле — 12 вольт постоянного тока, коммутируемая нагрузка 20 ампер, 220 вольт переменного тока. В самоделках очень распространено использование автомобильных реле на 12 Вольт, 30 Ампер.Однако они не предназначены для коммутации токов до 20 Ампер сетевого напряжения, но, тем не менее, они дешевы, доступны и достаточно хорошо выполняют свою работу.
Токоограничивающий резистор лучше установить с обычным проволочным резистором, он выдержит любые перегрузки и дешевле импортных. Например С5-37 В 10 (20 Ом, 10 Вт, провод). Вместо резисторов можно последовательно включить в цепь переменного напряжения токоограничивающие конденсаторы. Например К73-17, 400 Вольт, общей емкостью 5-10 мкФ.Конденсаторы 3 мкФ, заряжаются емкостью 2000 мкФ, примерно за 5 секунд. Расчет тока зарядки конденсатора следующий: 1 мкФ ограничивает ток до 70 миллиампер. Получается 3 мкФ на уровне 70х3 = 210 миллиампер.
Например С5-37 В 10 (20 Ом, 10 Вт, провод). Вместо резисторов можно последовательно включить в цепь переменного напряжения токоограничивающие конденсаторы. Например К73-17, 400 Вольт, общей емкостью 5-10 мкФ.Конденсаторы 3 мкФ, заряжаются емкостью 2000 мкФ, примерно за 5 секунд. Расчет тока зарядки конденсатора следующий: 1 мкФ ограничивает ток до 70 миллиампер. Получается 3 мкФ на уровне 70х3 = 210 миллиампер.
Наконец то собрал и запустил. Ток ограничен 165 амперами, теперь инвертор сварочный расположим в хорошем корпусе. Себестоимость самодельного инвертора около 2500 рублей — запчасти заказывал в интернете.
Забрал провод в перемоточном цехе. Так же можно убрать провод от телевизоров из цепи размагничивания от кинескопа (это практически готовая вторичка). Дроссель изготовлен из Е65 , медная полоса шириной 5 мм и толщиной 2 мм — 18 витков. Подобрал индуктивность 84 мкГн за счет увеличения зазора между половинками, он составил 4 мм. Полосой, как и проволокой 0,6 мм, наматывать нельзя, но уложить будет сложнее. Первичная обмотка трансформатора может быть намотана 1.Провод 2 мм, набор из 5 штук по 18 витков, но также можно рассчитать 0,4 мм количество проводов для нужного вам сечения, то есть например 15 штук 0,4 мм 18 витков.
Первичная обмотка трансформатора может быть намотана 1.Провод 2 мм, набор из 5 штук по 18 витков, но также можно рассчитать 0,4 мм количество проводов для нужного вам сечения, то есть например 15 штук 0,4 мм 18 витков.
После установки и настройки схемы на плате собрал все вместе. Испытания Бармалея прошли успешно: он спокойно тянет три и четыре электрода. Предельный ток составлял 165 Ампер. Собрал и протестировал аппарат: Арси .
Обсудить статью СВАРОЧНЫЙ ИНВЕРТОР BARMALE
Нередко для построения сварочного инвертора используются три основных типа высокочастотных преобразователей, а именно преобразователи, подключаемые по схемам: асимметричный или косой мост, полумост и полный мост.В данном случае резонансные преобразователи относятся к подвидам полумостовых и полномостовых схем. Согласно системе управления, эти устройства можно разделить на: ШИМ (широтно-импульсная модуляция), ЧИМ (регулировка частоты), регулировка фазы, а также могут существовать комбинации всех трех систем.
Все вышеперечисленные преобразователи имеют свои плюсы и минусы. Разберемся с каждым отдельно.
Полумостовая система ШИМ
Блок-схема показана ниже:
Это, пожалуй, один из самых простых, но не менее надежных преобразователей семейства двухтактных.Напряжение «качания» первичной обмотки силового трансформатора будет равно половине напряжения питания — это недостаток данной схемы. Но если посмотреть с другой стороны, можно использовать трансформатор с сердечником меньшего размера, не опасаясь попадания в зону насыщения, что тоже является плюсом. Для сварочных инверторов мощностью около 2-3 кВт такой силовой модуль весьма перспективен.
Поскольку силовые транзисторы работают в режиме жесткого переключения, для их нормальной работы необходимо установить драйверы.Это связано с тем, что при работе в этом режиме транзисторам необходим качественный управляющий сигнал. Также необходимо иметь бестоковую паузу, чтобы не допустить одновременного открытия транзисторов, что приведет к выходу последних из строя.
Довольно перспективный вид полумостового преобразователя, его схема представлена ниже:
Резонансный полумост будет немного проще полумоста с ШИМ. Это связано с наличием резонансной индуктивности, которая ограничивает максимальный ток транзисторов, а переключение транзисторов происходит при нулевом токе или напряжении.Ток, протекающий по силовой цепи, будет синусоидальным, что снимет нагрузку с конденсаторных фильтров. При такой конструкции схемы драйверы не нужны, переключение может осуществляться с помощью обычного импульсного трансформатора. Качество управляющих импульсов в этой схеме не так важно, как в предыдущей, но бестоковая пауза все же должна быть.
В этом случае можно обойтись без токовой защиты и формы вольт-амперной характеристики, не требующей ее параметрического формирования.
Выходной ток будет ограничиваться только индуктивностью намагничивания трансформатора и, соответственно, сможет достигать довольно значительных значений в случае возникновения короткого замыкания. Это свойство положительно сказывается на зажигании и горении дуги, но его также необходимо учитывать при выборе выходных диодов.
Это свойство положительно сказывается на зажигании и горении дуги, но его также необходимо учитывать при выборе выходных диодов.
Обычно выходные параметры регулируются изменением частоты. Но фазовая регулировка также дает некоторые из ее преимуществ и более перспективна для сварочных инверторов.Он позволяет обойти такое неприятное явление, как совпадение режима короткого замыкания с резонансом, а также увеличивает диапазон регулирования выходных параметров. Использование фазового управления позволяет изменять выходной ток в диапазоне от 0 до I max.
Асимметричный или «косой» мост
Это несимметричный прямой преобразователь, блок-схема которого показана ниже:
Этот тип преобразователя достаточно популярен как у рядовых радиолюбителей, так и у производителей сварочных инверторов.Самые первые сварочные инверторы строились именно по такой схеме — несимметричный или «косой» мост. Помехозащищенность, достаточно широкий диапазон регулирования выходного тока, надежность и простота — все эти качества привлекают производителей и по сей день.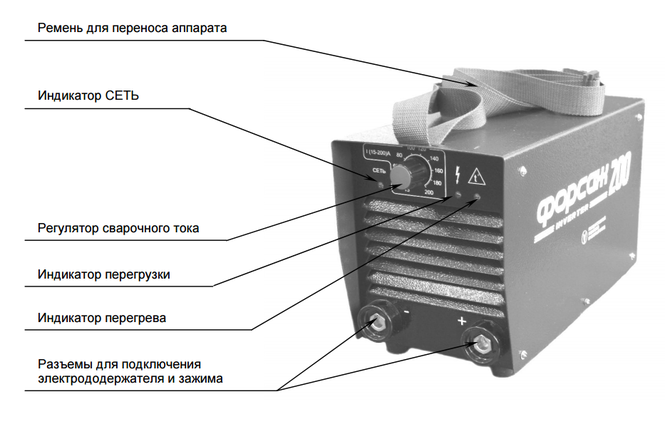
Достаточно большие токи, проходящие через транзисторы, повышенные требования к качеству управляющего импульса, что приводит к необходимости использования мощных драйверов для управления транзисторами, и высокие требования к монтажным работам в этих устройствах и наличие больших импульсных токов, которые в свою очередь повышаются требования к — это существенные недостатки преобразователя данного типа.Также для поддержания нормальной работы транзисторов необходимо добавить цепи УЗО — демпферы.
Но, несмотря на перечисленные выше недостатки и невысокий КПД устройства по асимметричной или «косой» мостовой схеме, в сварочных инверторах они до сих пор используются. В этом случае транзисторы Т1 и Т2 будут работать синфазно, то есть закрываться и открываться одновременно. В этом случае накопление энергии будет происходить не в трансформаторе, а в дроссельной катушке Dr1.Вот почему для получения такой же мощности с мостовым преобразователем требуется удвоение тока через транзисторы, так как рабочий цикл не будет превышать 50%. Подробнее мы рассмотрим эту систему в следующих статьях.
Подробнее мы рассмотрим эту систему в следующих статьях.
Это классический двухтактный преобразователь, блок-схема которого приведена ниже:
Данная схема позволяет получить мощность в 2 раза больше, чем при включении типа полумоста и в 2 раза больше, чем при включении типа «косой» мост, при этом токи и, соответственно, потери во всех трех случаях будут равны .Это можно объяснить тем, что напряжение питания будет равно напряжению «качания» первичной обмотки силового трансформатора.
Для получения такой же мощности с полумостом (напряжение качания 0,5U питание) требуется ток 2 раза! меньше, чем для случая полумоста. В полной мостовой схеме с ШИМ транзисторы будут работать поочередно — Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при смене полярности. Через отслеживание и контроль значений амплитуды тока, протекающего по этой диагонали.Есть два наиболее часто используемых способа регулирования:
- Оставить напряжение отсечки неизменным, но изменить только длину управляющего импульса;
- Осуществить изменение уровня напряжения отключения в соответствии с данными трансформатора тока, не изменяя длительность управляющего импульса;
Оба метода позволяют изменять выходной ток в довольно больших пределах. Полный мост ШИМ имеет те же недостатки и требования, что и полумост ШИМ.(См. Выше).
Полный мост ШИМ имеет те же недостатки и требования, что и полумост ШИМ.(См. Выше).
Это наиболее перспективная схема высокочастотного преобразователя для сварочного инвертора, блок-схема которой представлена ниже:
Резонансный мост мало чем отличается от полноценного моста ШИМ. Разница в том, что при резонансном подключении резонансный LC-контур включен последовательно с обмоткой трансформатора. Однако его появление в корне меняет процесс накачки мощности. Уменьшатся потери, повысится КПД, снизится нагрузка на вводимые электролиты, уменьшатся электромагнитные помехи.В этом случае драйверы для силовых транзисторов следует использовать только при использовании MOSFET-транзисторов с емкостью затвора более 5000 пФ. БТИЗ могут обойтись только с импульсным трансформатором. Более подробные описания схем будут даны в следующих статьях.
Выходным током можно управлять двумя способами — частотой и фазой. Оба эти метода были описаны в резонансном полумосте (см. Выше).
Выше).
Полный мост с дроссельной заслонкой
Его схема практически ничем не отличается от резонансной мостовой или полумостовой схемы, только вместо резонансной LC-цепи последовательно с трансформатором включена нерезонансная LC-цепь.Емкость C, приблизительно C≈22 мкФ x 63 В, работает как балансирующий конденсатор, а индуктивное реактивное сопротивление катушки индуктивности L как реактивное сопротивление, значение которого будет линейно изменяться в зависимости от изменения частоты. Преобразователь управляется частотным методом. , г. по мере увеличения частоты напряжения сопротивление индуктивности будет увеличиваться, что снизит ток в силовом трансформаторе. Довольно простой и надежный способ. Поэтому довольно большое количество промышленных инверторов построено по такому принципу ограничения выходных параметров.
Силовая часть нашего самодельного сварочного полуавтомата инверторного типа построена по схеме асимметричного моста, или, как ее еще называют, «косой мост». Это несимметричный прямой преобразователь. Преимущества такой схемы — простота, надежность, минимальное количество деталей, высокая помехозащищенность. До сих пор многие производители выпускают свою продукцию по схеме «косой мост». Без минусов тоже не обойтись — это большие импульсные токи от блока питания, меньший КПД, чем в других схемах, большие токи через силовые транзисторы.
Это несимметричный прямой преобразователь. Преимущества такой схемы — простота, надежность, минимальное количество деталей, высокая помехозащищенность. До сих пор многие производители выпускают свою продукцию по схеме «косой мост». Без минусов тоже не обойтись — это большие импульсные токи от блока питания, меньший КПД, чем в других схемах, большие токи через силовые транзисторы.
Блок-схема прямого преобразователя «косой мост»
Блок-схема такого аппарата представлена на рисунке:
Силовые транзисторы VT1 и VT2 работают в одной фазе, т.е. они открываются и закрываются одновременно, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току.
Подробнее обо всех типах инверторных преобразователей для сварочных аппаратов Вы можете узнать из книги.
Описание схемы инвертора
Сварочный инверторный полуавтомат, работающий в режимах MMA (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
Плата управления
На плате управления установлены следующие инверторные агрегаты: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, блок управления реле, блок тепловой защиты, блок антиприлипания.
Главный генератор
Блок управления током (для режима MMA) и задающий генератор (GC) собраны на микросхемах LM358N и UC2845. В качестве ZG был выбран UC2845, а не более распространенный UC3845 из-за более стабильных параметров первого.
Частота генерации зависит от элементов C10 и K19, и рассчитывается по формуле: f = (1800 / (R * C)) / 2, где R и C — в килоомах и нанофарадах, частота — в килогерц. В этой схеме частота составляет 49 кГц.
Еще один важный параметр — коэффициент заполнения, рассчитываемый по формуле Кзап = т / Т. Он не может быть больше 50%, а на практике это 44-48%. Это зависит от соотношения номиналов C10 и R19. Если конденсатор взять как можно меньше, а резистор как можно больше, то Кзап будет близок к 50%.
Импульсы, сформированные ZG, поступают на ключ VT5, который работает на трансформаторе гальванической развязки (TGR) Т1, намотанном на сердечник EE25, который используется в электронных блоках для запуска люминесцентных ламп (электронных балластах). Все обмотки снимаются и наматываются новые по схеме. Вместо транзистора IRF520 можно использовать любой из этой серии — IRF530, 540, 630 и др.
Обратная связь по току
Как было сказано ранее, для дуговой сварки важен стабильный выходной ток , для полуавтоматической — постоянное напряжение.Токовая обратная связь организована на трансформаторе тока ТТ; это ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (согласно схеме) вывод первичной обмотки силового трансформатора. В зависимости от первичного тока T2 ширина импульса задающего генератора уменьшается или увеличивается, сохраняя постоянный выходной ток.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует обратной связи по напряжению, для этого в режиме МАГ — переключателем S1.1 напряжение с выхода устройства поступает на блок регулирования выходного напряжения, собранный на элементах R55, D18, U2. Силовой резистор К50 задает начальный ток. А с контактами S1.2 ключ на транзисторе VT1 закорачивает регулятор R2 на максимальный ток, а ключ VT3 выключает режим «антиприлипание» (отключение ЗГ при залипании электрода).
Блок тепловой защиты
Самодельный сварочный полуавтомат включает схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7.Датчики температуры на 75 ° С (два из них, нормально замкнутые, соединенные последовательно) установлены на радиаторе выходных диодов и на одном из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 замыкает контакт 1 UC2845 на массу и прерывает генерацию импульсов.
Блок управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561LN2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии кнопки сразу включается реле газового клапана, примерно через секунду транзистор VT17 разрешает запуск генератора и одновременно включается реле протяжки.
Напрямую реле, управляющие «протяжкой» и газовой арматурой, а также вентиляторы питаются от стабилизатора на MC7812, установленного на плате управления.
Блок питания на транзисторах ХГТГ30Н60А4
С выхода TGR импульсы, заранее сформированные драйверами на транзисторах VT9 VT10, поступают на силовые переключатели VT11, ME12. Параллельно выводам коллектор-эмиттер этих транзисторов подключаются «демпферы» — цепочки из элементов C24, D47, R57 и C26, D44, R59, которые служат для удержания мощных транзисторов в диапазоне допустимых значений.В непосредственной близости от клавиш установлен конденсатор С28, собранный из 4-х емкостей 1мк х 630в. Стабилитроны Z7, Z8 нужны для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиаторе процессора компьютера с вентилятором.
Силовой трансформатор и выпрямительные диоды
Основным элементом схемы полуавтомата является мощный выходной трансформатор Т2. Он собран на двух ядрах E70, материал N87 от EPCOS.
Расчет сварочного трансформатора
Обороты первичной обмотки рассчитываются по формуле: N = (Upit * timp) / (Bdop * Ssec),
где Upit = 320V — максимальное напряжение питания;
tpulse = ((1000 / f) / 2) * K — длительность импульса, K = (Kzap * 2) / 100 = (0.45 * 2) / 100 = 0,9 tpump = ((1000/49) / 2) * 0,9 = 9,2;
Вадоп = 0,25 — допустимая индукция для материала сердечника;
Ssection = 1400 — сечение сердечника.
N = (320 * 9,2) / (0,25 * 1400) = 8,4, округляем до 9 витков.
Отношение витков вторичной обмотки к первичной должно быть примерно 1/3, т.е. наматываем 3 витка вторичной обмотки.
Силовой трансформатор может быть намотан на другой типоразмер, количество витков рассчитывается по приведенной выше формуле.Например, для сердечника 2 x E80 с f = 49Khz витков в первичной: 16, во вторичной: 5.
Выбор сечения провода первичной и вторичной обмоток, обмотки трансформатора
Сечение проводов подбираем исходя из выходного тока 1мм.кв = 10А. Этот прибор должен выдавать в нагрузке около 190А, поэтому берем вторичное сечение 19мм.кв (жгут из 61 провода диаметром 0,63мм). Первичное сечение выбираем в 3 раза меньше — 6мм кв. (Жгут из 20 проводов диаметром 0.63 мм). Сечение провода в зависимости от его диаметра рассчитывается как: S = D² / 1,27, где D — диаметр провода.
Намотка производится на рамку PCB толщиной 1мм, без боковых щек. Каркас облицован деревянным каркасом по размерам сердечника. Первичная обмотка намотана (все витки в один слой). Затем 5 слоев толстой трансформаторной бумаги, сверху — вторичная обмотка. Катушки сжаты пластиковыми стяжками. Затем каркас с обмотками снимается с оправки и пропитывается лаком в вакуумной камере.Камера была сделана из литрового баллона с плотной крышкой и шланга, который надевался на всасывающую трубку компрессора из холодильника (можно просто окунуть транс в лак на сутки, думаю он тоже пропитается) .
Сварочный инвертор — довольно популярное устройство, которое необходимо как в быту, так и на промышленном предприятии. Это неудивительно, ведь использовавшиеся ранее блоки питания (преобразователи, трансформаторы, выпрямители) имели много недостатков. Среди них вес и габариты, высокое энергопотребление, но небольшой диапазон регулирования режима сварки и низкая частота преобразования.Сделав своими руками сварочный инвертор на базе тиристоров, вы получите мощный блок питания для необходимых работ. Также это поможет вам существенно сэкономить, хотя все равно потребует определенных трудовых и материальных затрат.
Сварочный инвертор: особенности и функции аппарата
Задача инвертора — преобразовать сетевой ток переменного тока в его высокочастотный аналог постоянного тока.
Это происходит в несколько этапов. Ток течет к выпрямительному блоку от сети.Там после преобразования напряжение от переменного становится постоянным. И инвертор выполняет обратное преобразование, то есть поступающее постоянное напряжение снова становится переменным, но с более высокой частотой. После этого напряжение понижается трансформатором, через выходной выпрямитель этот параметр преобразуется в высокочастотное постоянное напряжение.
Устройство сварочного инвертора и его особенности
Благодаря тому, что в конструкции устройства отсутствуют тяжелые детали, он очень компактный и легкий.В его состав входят следующие компоненты:
Простой инвертор с перекрестной связью.
Инвертор- ;
- сетевых и выходных выпрямителей;
- дроссель;
- высокочастотный трансформатор.
С такими аппаратами могут работать даже начинающие сварщики. Их используют как в быту, так и в строительстве или в автосервисе. Благодаря тому, что есть регулировка режимов работы, можно варить как тонкие, так и толстые металлы.А повышенные условия горения дуги и образования сварного шва дают возможность сваривать любые сплавы, черные и цветные металлы сварочными инверторами, используя все возможные сварочные технологии.
Преимущества использования инвертора
В области сварочного оборудования такие устройства пользуются особым спросом в связи с их многочисленными достоинствами и преимуществами. Сделав инвертор своими руками, вы получите:
- возможность варки сложных цветных металлов и конструкционных сталей;
- защита от перегрева, колебаний сетевого напряжения, токовых перегрузок;
- высокая стабильность сварочного тока даже при колебаниях напряжения в сети;
- шов правильной формы;
- при сварке практически не будет брызг;
- горение дуги будет стабилизировано заданным образом, даже при наличии внешнего неблагоприятного воздействия;
- много других полезных функций.
Инверторные схемы своими руками
На основе того, как построена схема и как управляется сам процесс преобразования инвертора, различают несколько типов устройств, которые наиболее часто используются. Варианты полного моста и полумоста называются двумя двухтактными схемами, а наклонный мост — одноцикловым. Полная мостовая схема, называемая двухтактной, работает с биполярными импульсами. Они подаются на ключевые транзисторы (которые спарены), замыкают и размыкают электрическую цепь.
Инверторная схема «косой» перемычки.
Полумостовая схема будет отличаться от предыдущей версии тем, что в ней увеличено потребление тока. Транзисторы, работающие по той же двухтактной модели, действуют как ключи. На каждый из них подается половина входного сетевого напряжения. Мощность инвертора по сравнению с током с полным мостом вдвое меньше. Такое расположение имеет свои преимущества в приложениях с низким энергопотреблением. Кроме того, можно использовать группу транзисторов, а не один очень мощный.
Последний вариант — это «косой» мост. Это инверторы, работающие по принципу одного цикла. Здесь вы будете иметь дело с униполярными импульсами. Одновременное открытие транзисторных ключей исключит возможность короткого замыкания. Но среди недостатков данной схемы выделяют смещение магнитопровода трансформатора.
Взгляните на одну из стандартных схем инвертора. Это сооружение, спроектированное Ю. Негуляев. Чтобы собрать такое устройство в домашних условиях, вам понадобится ваше желание, готовность к работе и необходимая элементная база, которую вы можете либо найти на радиорынке, либо испариться из старой бытовой техники.
Инструкция по сборке
Типовая схема инвертора конструкции Ю.Негуляева
Возьмите пластину из дюралюминия толщиной 6 мм. Присоедините к нему все проводники и провода, которые выделяют тепло. Учтите, что здесь провод не нужно обматывать теплоизоляционным материалом. Используя старую схему (например, компьютер), вам не придется отдельно искать транзисторы и тиристоры.
Далее подготовьте специальный мощный вентилятор (можно даже радиатор автомобиля).Он взорвет все, включая резонансный дроссель. Не забудьте прижать последний к основанию с помощью уплотнительной прокладки.
Для изготовления самого дроссельного устройства возьмем шесть медных жил. Их можно найти на рынке или сделать самостоятельно из частей ненужного старого телевизора. Прижмите диоды к основанию схемы, а затем прикрепите к ним регуляторы напряжения и изоляционные уплотнения.
При установке трансформатора изолируйте жгуты проводов изолентой или фторопластовой лентой.Разъедините жилы в разные стороны, чтобы они не соприкасались и не вызывали неисправностей. На полевом транзисторе вам нужно будет установить силовое поле, чтобы увеличить производительность вашего инвертора. Для этого возьмем медный провод 2 мм. После лужения оборачиваем в несколько слоев обычной нитью. Это защитит ваш проводник от разного рода повреждений как при пайке, так и при сварке. Для фиксации крепления используйте изолирующие каблуки. Так вы и нагрузку с транзисторов перенесете на них.
Трансформатор — необходимый элемент любого сварочного источника. Он снижает сетевое напряжение до уровня напряжения дуги, а также обеспечивает гальваническую развязку между сетью и сварочной цепью. Известно, что размер трансформатора определяется его рабочей частотой, а также качеством материала магнитопровода.
Примечание.
При уменьшении частоты габариты трансформатора увеличиваются, а при увеличении — уменьшаются.
Трансформаторы классических источников работают при относительно низкой частоте сети. Поэтому вес и габариты этих источников в основном определялись массой и объемом сварочного трансформатора.
В последнее время разработаны различные высококачественные магнитные материалы, позволяющие несколько улучшить массогабаритные параметры трансформаторов и сварочных источников. Однако существенного улучшения этих параметров можно добиться только за счет увеличения рабочей частоты трансформаторов.Поскольку частота сетевого напряжения стандартная и не может быть изменена, можно увеличить рабочую частоту трансформатора с помощью специального электронного преобразователя.
Блок-схема инверторного сварочного источникаУпрощенная блок-схема инверторного источника сварки (ISI) показана на рис. one … Рассмотрим схему. Напряжение сети выпрямляется и сглаживается, а затем подается на электронный преобразователь. Он преобразует постоянное напряжение в переменный ток высокой частоты.Высокочастотное переменное напряжение преобразуется небольшим высокочастотным трансформатором, затем выпрямляется и подается в сварочную цепь.
Типы трансформаторовРабота электронного преобразователя тесно связана с циклами перемагничивания трансформатора. Поскольку ферромагнитный материал сердечника трансформатора имеет нелинейность и насыщается, индукция в сердечнике трансформатора может вырасти только до некоторого максимального значения Bm.
После достижения этого значения сердечник необходимо размагнитить до нуля или повторно намагнитить в направлении, противоположном значению — Bm. Энергия может передаваться через трансформатор:
- в цикле намагничивания;
- в цикле перемагничивания;
- в обоих циклах.
Определение.
Преобразователи, обеспечивающие передачу энергии за один цикл перемагничивания трансформатора, называются однотактными .
Соответственно, преобразователи, которые обеспечивают передачу энергии в обоих циклах перемагничивания трансформатора, называются двухтактными .
Преобразователь прямого хода одноходовойПреимущества несимметричных преобразователей. Одноходовые преобразователи наиболее широко используются в дешевых и маломощных инверторных сварочных источниках, рассчитанных на работу от однофазной сети. В условиях резко изменяющейся нагрузки, которой является сварочная дуга, одноходовые преобразователи выгодно отличаются от различных двухтактных преобразователей:
- не требуют балансировки;
- они не подвержены такому заболеванию, как токи.
Следовательно, для управления этим преобразователем требуется более простая схема управления по сравнению с той, которая требуется для двухтактного преобразователя.
Классификация несимметричных преобразователей. По способу передачи энергии на нагрузку однотактные преобразователи делятся на две группы: прямые и обратные ( рис. 2 ). В прямых преобразователях энергия передается на нагрузку в момент замкнутого состояния, а в обратноходовых преобразователях — в момент открытого состояния ключевого транзистора VT.В этом случае в обратном преобразователе энергия накапливается в индуктивности трансформатора T во время замкнутого состояния ключа, а ток ключа имеет форму треугольника с передним фронтом и крутым срезом.
Примечание.
При выборе типа преобразователя ISI между прямым и обратным ходом предпочтение отдается прямому несимметричному преобразователю.
Действительно, несмотря на большую сложность, прямой преобразователь, в отличие от обратноходового, имеет высокую удельную мощность … Это связано с тем, что треугольный ток протекает через переключающий транзистор в обратном преобразователе и прямоугольный в прямом преобразователе. Следовательно, при том же максимальном токе ключа среднее значение тока прямого преобразователя вдвое больше.
Основные преимущества обратного преобразователя :
- нет дросселя в выпрямителе;
- возможность групповой стабилизации нескольких напряжений.
Эти преимущества обеспечивают преимущество обратноходовых преобразователей в различных приложениях с низким энергопотреблением, таких как источники питания для различного бытового теле- и радиооборудования; а также вспомогательные источники питания для цепей управления самих источников сварки.
Однотранзисторный трансформатор прямого преобразования (OPP) , изображенный на рис. 2, б , имеет специальную размагничивающую обмотку III. Эта обмотка служит для размагничивания сердечника трансформатора Т, который намагничивается во время закрытого состояния транзистора VT.
В это время напряжение на обмотке III прикладывается к диоду VD3 с блокирующей полярностью. В результате размагничивающая обмотка не влияет на процесс намагничивания.
После закрытия транзистора VT :
- напряжение на обмотке III меняет полярность;
- диод VD3 разблокирован;
- энергия, запасенная в трансформаторе T, возвращается в первичный источник питания Uп.
Примечание.
Однако на практике из-за недостаточной связи между обмотками трансформатора часть энергии намагничивания не возвращается в первичный источник. Эта энергия обычно рассеивается в цепях ТН и демпфирования (на рис. 2 не показан), ухудшая общий КПД и надежность преобразователя.
Наклонный мост. Указанный недостаток отсутствует в двухтранзисторном преобразователе прямого хода (ДПП) , часто называемом «Косой мост» ( рис.3, а ). В этом преобразователе (благодаря введению дополнительного транзистора и диода) первичная обмотка трансформатора используется как размагничивающая обмотка. Поскольку эта обмотка полностью связана сама с собой, полностью исключаются проблемы неполного возврата энергии намагничивания.
Рассмотрим подробнее процессы, происходящие при перемагничивании сердечника трансформатора.
Общей чертой всех несимметричных преобразователей является то, что их трансформаторы работают в условиях одностороннего намагничивания.
Магнитная индукция B (в трансформаторе с односторонним намагничиванием) может изменяться только в диапазоне от максимального Bm до остаточного Br, описывающего конкретную петлю гистерезиса.
Когда транзисторы VT1, VT2 преобразователя открыты, энергия источника питания Uп через трансформатор T передается на нагрузку. В этом случае сердечник трансформатора намагничивается в прямом направлении (сечение a-b на рис. 3 , b).
Когда транзисторы VT1, VT2 заблокированы, ток в нагрузке поддерживается за счет энергии, накопленной в катушке индуктивности L.В этом случае ток замыкается через диод VD0. В этот момент под действием ЭДС обмотки I диоды VD1, VD2 размыкаются, и размагничивающий ток сердечника трансформатора течет через них в обратном направлении (участок б-а на рис. 3, б ).
Изменение индукции ∆В в сердечнике происходит практически от Вm до Вr и намного меньше возможного для двухтактного преобразователя значения ∆В = 2 · Вm. Некоторое увеличение ∆B может быть получено путем введения немагнитного зазора в сердечник.Если сердечник имеет немагнитный зазор δ, то остаточная индукция становится меньше Бр … В случае наличия немагнитного зазора в сердечнике можно найти новое значение остаточной индукции в точке пересечения прямой, проведенной от начала координат под углом Ѳ к кривой перемагничивания (точка B1 на рис. 3, b ):
tgѲ = µ 0 l c / δ,
где µ 0 — магнитная проницаемость;
л в — длина средней силовой линии магнитного поля магнитопровода, м;
δ — длина немагнитного зазора, м
Определение.
Магнитная проницаемость Отношение индукции B к силе H для вакуума (также справедливо для немагнитного воздушного зазора) и является физической постоянной, численно равной µ 0 = 4π · 10 -7 Гн / м.
Величину tgѲ можно рассматривать как немагнитную проводимость зазора , приведенную к длине сердечника. Таким образом, введение немагнитного зазора эквивалентно введению отрицательной напряженности магнитного поля:
Н1 = -В1 / tgѲ.
Двухтактный мостовой преобразовательПреимущества двухтактных преобразователей. Преобразователи Push-Pull содержат больше элементов и требуют более сложных алгоритмов управления. Однако эти преобразователи обеспечивают меньшую пульсацию входного тока, а также более высокую выходную мощность и эффективность при той же дискретной мощности ключа.
Схема двухтактного мостового преобразователя. На рис. 4, а показывает схему двухтактного мостового преобразователя. Если сравнить этот преобразователь с несимметричным, то он наиболее близок к двухтранзисторному прямому преобразователю ( рис.3 ). Двухтактный преобразователь легко превратить в него, если убрать пару транзисторов и пару диодов, расположенных по диагонали (VT1, VT4, VD2, VD3 или VT2, VT3, VD1, VD4).
Таким образом, двухтактный мостовой преобразователь представляет собой комбинацию двух однотактных преобразователей, работающих по очереди. В этом случае энергия передается нагрузке в течение всего периода работы преобразователя, а индукция в сердечнике трансформатора может изменяться от -Vm до + Vm.
Как и в DPP, диоды VD1-VD4 служат для возврата энергии, накопленной в индуктивности рассеяния Ls трансформатора T, в первичный источник питания Uп.В качестве этих диодов можно использовать внутренние полевые МОП-транзисторы.
Принцип действия. Рассмотрим подробнее процессы, происходящие при перемагничивании сердечника трансформатора.
Примечание.
Общей особенностью двухтактных преобразователей является то, что их трансформаторы работают в условиях симметричного перемагничивания.
Магнитная индукция B в сердечнике трансформатора с симметричным перемагничиванием может изменяться от отрицательного -Bm до положительного + Bm максимальной индукции.
В каждый полупериод работы DMP два диагональных ключа открыты. Во время паузы все транзисторы преобразователя обычно закрыты, хотя бывают режимы управления, когда часть транзисторов преобразователя остается открытыми во время паузы.
Остановимся на режиме управления, согласно которому во время паузы все транзисторы DMP закрыты.
Когда транзисторы VT1, VT4 преобразователя открыты, энергия источника питания Uп через трансформатор T передается на нагрузку.В этом случае сердечник трансформатора намагничивается в условно противоположном направлении (участок б-а на рис. 4, б ).
В паузе, когда транзисторы VT1, VT4 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в дросселе L. В этом случае ток замыкается через диод VD7. В этот момент одна из вторичных обмоток (IIa или IIb) трансформатора T закорачивается через открытый диод VD7 и один из выпрямительных диодов (VD5 или VD6).В результате индукция в сердечнике трансформатора практически не меняется.
После окончания паузы транзисторы VT2, VT3 преобразователя открываются, и энергия источника питания Uп через трансформатор T передается на нагрузку.
В этом случае сердечник трансформатора намагничивается в условном прямом направлении (сечение a-b на рис. 4 ). В паузе, когда транзисторы VT2, VT3 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в дросселе L.В этом случае ток замыкается через диод VD7. В этот момент индукция в сердечнике трансформатора практически не меняется и фиксируется на достигнутом положительном уровне.
Примечание.
За счет фиксации индукций в паузах сердечник трансформатора Т способен перемагничиваться только в моменты разомкнутого состояния диагонально расположенных транзисторов.
Чтобы избежать одностороннего насыщения в этих условиях, необходимо обеспечить одинаковое время включения транзисторов, а также симметрию силовой цепи преобразователя.
Сварочный трансформатор: принцип, требования и типы
Прочитав эту статью, вы узнаете: — 1. Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
Принципы работы сварочного трансформатора:В сварочной дуге на переменном токе ток остается почти синусоидальным, а напряжение искажается, как показано на рис. 4.9.
Учитывая эти переходные процессы, точка M указывает напряжение, необходимое для зажигания дуги.Время, в течение которого напряжение повышается от нуля до напряжения, достаточного для повторного зажигания дуги, называется ВРЕМЯ ВОССТАНОВЛЕНИЯ ДУГИ. На переходном процессе напряжения дуги это обозначается как Если дуга должна быть устойчивой и тихой, время Y должно быть как можно короче, потому что в противном случае в течение промежуточного интервала катод может стать слишком холодным, чтобы испустить достаточное количество электронов и ионов для повторно зажгите и поддержите дугу.
Одним из способов уменьшения t 1 является повышение напряжения холостого хода источника сварочного тока, как видно из рис.4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 при том же напряжении повторного зажигания E дуга Время восстановления t 2 значительно больше, чем t 1 .
Для поддержания продолжительной дуги переменного тока сварочная цепь должна иметь индуктивность *, которая будет создавать разность фаз между переходными процессами напряжения и тока порядка от 0-35 до 0-45.
При сварке малыми токами катод теряет больше тепла, чем при сварке большими токами. Следовательно, в первом случае время восстановления дуги должно быть как можно короче. Например, при токе от 160 до 250 ампер дуга легко возникает, когда трансформатор имеет напряжение холостого хода от 55 до 60 вольт, а при небольших токах, скажем, от 60 до 70 ампер, напряжение холостого хода трансформатора должно составлять 70 до 80 вольт.
Однако повышение напряжения холостого хода может поставить под угрозу безопасность сварщика и снизить коэффициент мощности (т.е.е. Напряжение дуги / напряжение холостого хода) сварочного трансформатора. Следовательно, крайне важно поддерживать напряжение холостого хода как можно более низким в рамках установленных ограничений.
Требования к сварочному трансформатору:Сварочный трансформатор должен удовлетворять следующим требованиям:
1. Он должен иметь падающую статическую вольт-амперную характеристику.
2. Чтобы избежать разбрызгивания, скачок сварочного тока во время короткого замыкания должен быть ограничен до минимально возможного значения выше нормального тока дуги.
3. Напряжение холостого хода обычно не должно превышать 80 вольт и ни в коем случае не должно превышать 100 вольт.
4. Выходной ток должен постоянно контролироваться во всем доступном диапазоне.
5. Напряжение холостого хода должно быть достаточно высоким для быстрого зажигания дуги и не слишком высоким, чтобы снизить экономичность сварки.
Основные типы сварочных трансформаторов:Четыре основных типа сварочных трансформаторов:
1.Тип с высоким реактивным сопротивлением,
2. Реактор внешний,
3. Реактор интегрального типа, а
4. Реактор насыщающегося типа.
1. Сварочный трансформатор с высоким реактивным сопротивлением:
Когда трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.
Линии результирующего магнитного потока пересекают магнитную цепь и разрезают первичную (I) и вторичную (II) обмотки, как показано на рис.4.11. Однако не все линии магнитного потока делают это. Некоторые из линий магнитного потока из-за первичного тока не обрезают вторичные витки и наоборот, поскольку оба имеют свои пути в воздухе.
На схеме эти частичные потоки обозначены как ɸ L1 и ɸ L2 . Другими словами, они отвечают за реактивное сопротивление * катушек и соответствующее падение реактивного напряжения на них. По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
Чтобы сварочный трансформатор имел круто падающую вольт-амперную характеристику, как первичная, так и вторичная обмотки должны иметь высокое реактивное сопротивление, т.е. они должны иметь значительные потоки утечки. Это условие выполняется путем размещения первичной и вторичной обмоток либо на разных ответвлениях, либо на одном и том же ответвлении, но на некотором расстоянии друг от друга, например, расстояние «b» на приведенном выше рисунке.
На регулирование тока в сварочных трансформаторах с высоким реактивным сопротивлением можно воздействовать тремя способами. Один из них включает движущуюся первичную катушку, как показано на рис. 4.12. Поскольку расстояние между обмотками меняется, изменяется и реактивное сопротивление, а следовательно, выходной сварочный ток.
Второй метод основан на использовании обмоток с ответвлениями либо на первичной, либо на вторичной стороне, и изменение коэффициента трансформации может быть выполнено путем включения или отключения необходимого количества витков, как показано на рис.4.13.
В третьем методе используется подвижный магнитный шунт. Расположение шунта на путях потоков утечки, как показано на рис. 4.14, регулирует выходной сварочный ток посредством регулирования реактивного сопротивления.
2. Сварочный трансформатор с внешним реактором:
Этот тип сварочного трансформатора состоит из однофазного понижающего трансформатора с нормальным сопротивлением и отдельного реактора или дросселя.
Индуктивное реактивное сопротивление и сопротивление обмоток такого сварочного трансформатора низкие, поэтому его вторичное напряжение незначительно изменяется в зависимости от сварочного тока.Требуемая падающая или отрицательная вольт-амперная характеристика обеспечивается реактором, размещенным во вторичной обмотке сварочной цепи. Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на пропускание максимально допустимого тока.
Если вторичное напряжение сварочного трансформатора составляет V 2 , напряжение дуги составляет V arc , а общее сопротивление и реактивное падение реактора составляет V 2 , тогда эти три величины могут быть схематично показаны, как на рис.4.15 и связаны математически следующим образом.
Таким образом, напряжение дуги уменьшается с увеличением тока или с увеличением падения напряжения на реакторе. Это дает отрицательную или падающую вольт-амперную характеристику.
Управление сварочным током может быть достигнуто двумя способами, а именно изменением сопротивления реактора (реактор с подвижной активной зоной) или изменением числа витков обмотки, включенной в цепь (реактор с отводом).
Активная зона реактора с подвижной активной зоной, как показано на рис. 4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление уменьшаются, так что сварочный ток увеличивается.
При уменьшении воздушного зазора уменьшается и сопротивление магнитной цепи, увеличивается магнитный поток, увеличивается индуктивное сопротивление катушки, а сварочный ток падает.Таким образом можно очень точно и непрерывно регулировать сварочный ток.
В реакторе с отводом сердечник выполнен сплошным, но змеевик разделен на несколько секций, каждая из которых имеет отвод, выведенный к точке регулятора, как показано на рис. 4.17. Перемещение контактного рычага через ответвители будет изменять количество витков в цепи, а вместе с тем и величину сварочного тока. Таким образом, ток регулируется пошагово.
3. Сварочный трансформатор со встроенным реактором:
Сварочный трансформатор интегрального реакторного типа, изображенный на рис.4.18 имеет первичную обмотку I, вторичную обмотку II и обмотку реактора III. Помимо основных ветвей, у активной зоны есть дополнительные ветви, несущие обмотку реактора. Сила тока регулируется с помощью подвижного сердечника C, помещенного между дополнительными ветвями.
Часть, несущая обмотки I и II, является, таким образом, собственно трансформатором, а часть, несущая обмотку III, является реактором.
Реактор может быть подключен к вторичной обмотке либо последовательно, либо последовательно.
Когда реактор включен последовательно, рисунок 4.18 (а), напряжение холостого хода трансформатора будет
.E t + E 2 + E r
, где E 2 — вторичное напряжение трансформатора, а E r — напряжение реактора.
Вспомогательное соединение сериисоздает стабильную дугу при малых токах и используется для сварки тонких пластин.
Когда реактор включен последовательно, противоположно, как показано на рис.4.18 (б), его напряжение вычитается из напряжения холостого хода трансформатора, то есть
E t + E 2 — E r
Оппозиционное соединение сериииспользуется для сварки толстых пластин на больших токах.
4. Сварочный трансформатор с реактором насыщения:
В этом сварочном трансформаторе используется изолированная низковольтная цепь постоянного тока с низким током для изменения эффективных магнитных характеристик магнитопровода.Таким образом, большое количество переменного тока регулируется с помощью относительно небольшого количества постоянного тока, что позволяет регулировать выходную вольт-амперную характеристическую кривую от минимума до максимума. Например, когда в катушке реактора нет постоянного тока, она имеет минимальный импеданс и, следовательно, максимальную мощность сварочного трансформатора.
По мере увеличения величины постоянного тока с помощью реостата в цепи постоянного тока появляется больше непрерывных магнитных силовых линий, поэтому сопротивление реактора увеличивается, а выходной ток сварочного трансформатора уменьшается.Преимущество этого метода заключается в том, что он удаляет подвижные части и изгибаются проводники, и его часто используют для источников питания для газовой вольфрамовой дуговой сварки.
На рис. 4.19 показаны основы схемы для простого источника питания с насыщаемым реактором. Для достижения желаемой цели низкого напряжения и высокого тока катушки реактора подключаются напротив управляющей катушки постоянного тока.
В случае переменного тока очень важна форма волны для дуговой сварки вольфрамовым электродом в газе. Насыщаемый реактор имеет тенденцию вызывать серьезные искажения синусоидальной волны, поступающей от трансформатора.Размещение воздушного зазора в активной зоне реактора, как показано на рис. 4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из методов или их комбинация даст желаемый результат.
Параллельная работа сварочных трансформаторов:
При сварке иногда требуется ток, превышающий максимальный сварочный ток, получаемый от одного трансформатора. В таком случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
Меры предосторожности, необходимые для такой параллельной работы, состоят в том, чтобы напряжения холостого хода или холостого хода трансформаторов были одинаковыми. Это особенно важно в случае сварочных трансформаторов с высоким реактивным сопротивлением, где напряжение холостого хода и коэффициент трансформации в некоторой степени изменяются в зависимости от условий регулировки и шага регулирования.
Когда два трансформатора подключены для параллельной работы, как показано на рис. 4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные трансформаторы с двойным приводом продаются в Индии компанией M / s ES AB India Limited.
Многооператорные сварочные трансформаторы:
Система сварочного трансформатора с несколькими дугами или несколькими операторами использует сильноточный источник постоянного напряжения для одновременного обеспечения нескольких сварочных цепей. Такая система используется, когда имеется большая концентрация точек сварки в относительно небольшой рабочей зоне, например, в судостроении, на строительных площадках для электростанций, нефтеперерабатывающих заводов и химических заводов.
Многооперационный сварочный трансформатор с плоской вольт-амперной характеристикой может быть однофазным или трехфазным. Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если сварочный трансформатор с несколькими операторами должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное изменение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное сопротивление.
Число дуг или сварочных цепей, которые могут быть подключены к сварочному трансформатору, можно найти по соотношению
n = I t / I a .K
где,
n = количество дуг или сварочных контуров,
I t = номинальный выходной ток сварочного трансформатора,
I a = средний ток дуги в каждой сварочной цепи,
K = коэффициент разнообразия.
Коэффициент разнообразия K учитывает тот факт, что все сварочные аппараты, работающие от одного и того же источника питания, не работают одновременно. Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Каждая сварочная станция подключается через отдельный регулируемый дроссель (регулятор тока), который обеспечивает круто падающую статическую вольт-амперную характеристику для каждой сварочной цепи. Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами, порядка 70–100 ампер.
Примечание:
Следует отметить, что сварочные трансформаторы имеют довольно низкий коэффициент мощности из-за того, что они содержат катушки с высоким индуктивным сопротивлением.Поэтому сварочные трансформаторы не должны иметь номинальную мощность выше, чем это необходимо для выполнения порученной работы.