Много шлака при сварке электродами: причины, что делать? | ММА сварка для начинающих
Много шлака при сварке электродами: причины, что делать?У некоторых сварщиков, а особенно начинающих, при сварке на металле образуется много шлака. Все бы ничего, но обильное количество шлаковой корки мешает варить и видеть качество сварного шва.
При этом, как правило, многие сварщики грешат на качество электродов. Однако, в ряде случаев, большое количество шлака при сварке образуется не только из-за некачественных расходных материалов.
Обильному появлению шлака, также способствует неумение варить, слишком высокая скорость застывания расплавленного металла, и ряд других причин. Рассмотрим подробно в этой статье сайта про сварку mmasvarka.ru, что способствует появлению большого количества шлака.
Много шлака при сварке электродами и причины этому
Мало-мальски опытный сварщик знает, насколько важно уметь отличать шлак от металла при сварке и отбивать его каждый раз при наложении нового шва. Однако большое количество шлака мешает нормально варить, особенно тем, кто только познает это непростое и увлекательное ремесло.
Однако большое количество шлака мешает нормально варить, особенно тем, кто только познает это непростое и увлекательное ремесло.
Ниже будут рассмотрены основные причины, из-за которых появляется много шлака при сварке металла электродами:
Высокая скорость, из-за чего расплавленный металл слишком быстро затвердевает и остывает.
Некачественные электроды, также способны повлиять на появление большого количества шлаковых выделений. Если используются некачественные электроды, то и наплавленный металл будет низкого качества с обильным покрытием сверху в виде шлака.
Определить, насколько качественные электроды и не будет ли от них много шлака, можно, если взглянуть на толщину их обмазки. У электродов, от которых остаётся сильно много шлака, обмазка нанесена на металлический стержень очень тонким слоем.
Плохая очистка свариваемого металла, также способна привести к рассматриваемой в этой статье проблеме. В таком случае, шлак имеет увеличенные размеры с несколько вытянутыми вверх «хвостами». Шлак в виде небольших пор, как правило, образуется в результате химических соединений, в тот момент, когда металл кристаллизуется.
Шлак в виде небольших пор, как правило, образуется в результате химических соединений, в тот момент, когда металл кристаллизуется.
Кроме того, нельзя исключать и такую причину, по которой образуется много шлака при сварке электродами, как низкое мастерство сварщика. Поэтому, если данная проблема не исчезнет при замене электродов на лучшие, то, возможно, стоит пригласить более профессионального коллегу, который разъяснит в чем дела и поможет сварить трудную конструкцию.
Как избежать появление шлака при сварке
Полностью исключить появление шлака при ручной дуговой сварке электродами нельзя. Шлак призван защищать сварное соединение, но от большого его количества избавиться всё-таки можно.
Для этого следует:
- Выбирать только качественные электроды с толстой обмазкой и подходящие для выполнения каких-то конкретных работ. Например, электроды ОЗР-1, служат для резки металла, а электроды какой-то другой марки, для выполнения иных задач;
- Тщательно подготавливать поверхность свариваемого металла, на ней не должно быть ржавчины, даже если говорят, что электроды отлично варят и ржавый металл;
- Нельзя торопиться, ведь спешка — главный враг сварщика.
 Быстрое застывание металла при сварке приводит также к появлению большого количества шлака.
Быстрое застывание металла при сварке приводит также к появлению большого количества шлака.
В завершении хотелось бы сказать, что никогда не поздно учиться и совершенствоваться в любом деле, не говоря уже про сварку металлов. Электросварка — это такой процесс, который познаётся годами, а качество сварного шва, приходит только с опытом.
Еще статьи про сварку:Почему при сварке образуются раковины и шлак – почему шлакуется сварочный шов?
Много шлака при сварке
Главный побочный эффект от дуговой сварки – это сварочный шлак. Он представляет собой побочный материал неметаллического происхождения, который состоит либо из расплавленного электронного покрытия плавящегося электрода (при ручной дуговой сварке, в том числе при сварке инвертором) либо из расплавленного сварочного флюса (автоматическая сварка под флюсом).
Этот материал является побочным, потому что после непосредственного соединения он подлежит удалению. В случае, когда по каким-то причинам он начинает контактировать с затвердевающей деталью и становится уже частью полученного шва – это является серьезным дефектом. Такой результат называется шлаковыми включениями. Они визуально видны на поверхности изделия. Удалить шлаковые включения, когда они уже полностью находятся в затвердевшей детали можно только путем сверления, чтобы потом сварить его заново.
Такой результат называется шлаковыми включениями. Они визуально видны на поверхности изделия. Удалить шлаковые включения, когда они уже полностью находятся в затвердевшей детали можно только путем сверления, чтобы потом сварить его заново.
Главная причина возникновения шлаковых включений – это ситуация, когда небольшой объем металла слишком быстро застывает, в результате чего весь шлак не успевает «выйти» за пределы области сварочной ванны. При наличии этого дефекта эксплуатация соединения по назначению будет невозможна.
Шлаковые включения могут быть макроскопические и микроскопические. Первые появляются в случае плохой зачистки кромок либо вообще её отсутствия. Они представляют собой сферический материал, с удлиненными хвостами. Избежать их появление можно путем тщательного очищения кромок соединяемых деталей. Микроскопические включения могут возникнуть в процессе возникновения химических реакций в процессе сварки, когда металл кристаллизуется.
Полное устранение такого производственного брака невозможно, при незначительных шлаковых включениях соединение может быть признано качественным.
Основные причины появления шлаковых включений.
- Быстрое застывание металла небольших объемов, в результате чего шлак не успевает выйти за границы сварочной ванны.
- Применение электродов и флюса большого удельного веса и/или из тугоплавких материалов.
- Малые показатели раскисления металла. Раскисление подразумевает процесс исключения из уже мягкого металла молекул кислорода. Кислород для него является вредной составляющей, которая ухудшает качество.
- Высокие показатели силы поверхностного натяжения шлака. При этом, он не всплывает на поверхность.
- Плохо зачищены кромки деталей или валики шва.
- Низкое качество электрода, а точнее его покрытия, плавление которого осуществляется неравномерно, его частицы попадают в сварочную ванну.
- Не соблюдение правил и техники и режимов соединения деталей (выбор неподходящей скорости, угла наклона электрода), изменение длины дуги без причины.
- Непрофессионализм сварщика. Если вам нужно качественное изделие, лучше привлечь к этому нелегкому делу специалиста в этой области. Если вы хотите сделать все сами, то прежде чем браться за ответственную сложную работу, нужно наработать практику с несложными соединениями.

Так выглядит сварочный шлак после удаления со шва
Профессиональные сварщики умеют сразу же отличить шлак от металла при сварке и «выгонять» его в процессе работы, однако, у каждого свои советы, как это сделать. Некоторые утверждают, что лучше использовать новые электроды, в которых покрытие более темное, а металл красного оттенка (это не касается рутиловых электродов), другие говорят, что металл более жидкий, а шлак вязкий.
Чтобы шлак не закрывал сварочную ванну, необходимо регулировать положение электрода. Положение должно быть таким, чтобы направление газа от испарения покрытия электрода выдувало данный дефект на поверхность шва. Сварщику ни в коем случае нельзя оставлять его в сварочной ванне. Сварочный шлак должен оперативно поддаться процессу кристаллизации и без особых усилий удаляться.
Попадание шлака в готовое соединение бывает неизбежно, такой дефект если не невозможно устранить, то зачастую очень сложно. Именно поэтому существуют допустимые нормы наличия «лишних» включений в уже сваренном изделии. Например, в межгосударственном стандарте касательно строительных стальных конструкций (введен в действие в 2001 году). В приложении к этому документу предусмотрены требования к качеству сварных соединений, допустимые дефекты. Требования в части шлаковых включений указаны в таблице ниже.
| Длинные дефекты | He допускаются | ||
| Короткие дефекты: | |||
стыковой шов | h ≤ 0,2 S | h ≤ 0,25 S | h ≤ 0,3 S |
| h ≤ 0,2 K | h ≤ 0,25 K | h ≤ 0,3 K | |
| Максимальный размер включения | 2 мм | 3 мм | 4 мм |
Таким образом, чтобы обеспечить правильное появление шлака на поверхности сварочного шва, необходимо знать, как его отличить от металла. В случае, если заметно, что шлак остается в сварочной ванне и не выходит наверх, нужно изменить угол наклона электрода. Перед процессом соединения необходимо позаботиться о надлежащем состоянии кромок, а также о правильном выборе режимов и параметров. Электроды нужно выбирать высокого качества, тогда и сварной шов будет качественный. Если соблюсти все условия, тогда шлак будет не вязкий, низкого удельного веса, с малым поверхностным натяжением. Только в этом случае, шлаковые соединения будут взаимодействовать с деталью, увеличивая его показатели раскисления, удаляя кислород. И только тогда сварочный шлак будет легко выходить на поверхность шва. Здесь не обойтись без профессионализма сварщика, выполняющего работу. Он должен уметь отличить шлак от металла при сварке, знать, почему вообще он появляется. Только опытный специалист сумеет сделать качественное и прочное соединение.
В случае, если заметно, что шлак остается в сварочной ванне и не выходит наверх, нужно изменить угол наклона электрода. Перед процессом соединения необходимо позаботиться о надлежащем состоянии кромок, а также о правильном выборе режимов и параметров. Электроды нужно выбирать высокого качества, тогда и сварной шов будет качественный. Если соблюсти все условия, тогда шлак будет не вязкий, низкого удельного веса, с малым поверхностным натяжением. Только в этом случае, шлаковые соединения будут взаимодействовать с деталью, увеличивая его показатели раскисления, удаляя кислород. И только тогда сварочный шлак будет легко выходить на поверхность шва. Здесь не обойтись без профессионализма сварщика, выполняющего работу. Он должен уметь отличить шлак от металла при сварке, знать, почему вообще он появляется. Только опытный специалист сумеет сделать качественное и прочное соединение.
Источник: https://svarkaed.ru/svarka/obuchenie-svarke/svarochnyj-shlak.html
Сварка инвертором для начинающих: как варить без шлаковых включений?
Почему появляются шлаковые включения? Такие проблемы возникают обычно при сварке инвертором у начинающих. Когда сварщик варит, например, в направлении, как это можно видеть на фото, шлак может пойти вперед дуги, вперед сварочной ванны и подтечь под нее, оставаясь внутри шва из-за того, что не успел всплыть наружу.
Когда сварщик варит, например, в направлении, как это можно видеть на фото, шлак может пойти вперед дуги, вперед сварочной ванны и подтечь под нее, оставаясь внутри шва из-за того, что не успел всплыть наружу.
В основном эта проблема присуща сварке в нижнем положении. Но особенно ситуация усугубляется, если деталь идет на спуск. В таком случае шлак гораздо быстрее стекает вперед, чем сварочная ванна. Также включения шлака могут возникать, если подобран слишком малый ток для данной толщины или по причине подбора слишком больших зазоров. При сварке по вертикали обычно включений не бывает – шлак стекает вниз, а шов остается сверху. В таком случае не существует проблем даже при сварке на малых токах. То же при работе в горизонтальном положении.
Проблемы с шлаком встречаются чаще всего при сварке в нижнем положении и при прохождении потолка.
Если случаются просадки в электросетке и варить можно только на малом токе, не желательно «жужжать» в нижнем положении, а необходимо деталь или заготовку поставить под уклон и варить снизу –вверх. Если тока совсем мало, нужно деталь поставить вертикально. Шлак будет стекать вниз, а шов нормально ложиться.
Если тока совсем мало, нужно деталь поставить вертикально. Шлак будет стекать вниз, а шов нормально ложиться.
Если с электросетью в вашей мастерской все в порядке и тока хватает шлаковые включения все-равно возникают. Обычно это происходит при сварке на постоянке из-за воздействия на ферросплавы обмазки магнитного дутья. Когда горит электрод дуга начинает клониться в направлении массивной детали. Дуга может гореть в сторону или по кругу. Часто это явление ярко проявляется в угловых швах и на второй половине электрода. Вот в таких случаях и проявляются шлаковые включения в шве.
Как избавиться?
Если вы увидели, что шлак «обгоняет» сварочную ванну, можно сделать небольшой пробег вперед электродом по прямой линии, чтобы его встряхнуть. Если это не помогло, можно применить другой способ, который заключается в увеличении дуги, за счет чего шлак обратно сдувает по направлению к жидкой ванне. Также можно пытаться «загнать шлак обратно» меняя угол наклона детали (если позволяют ее габариты) в соответствующем направлении.
причины, как отличить его от металла, удаление и очищение
Соединение металлических деталей в цельные конструкции часто осуществляется с помощью дуговой сварки. Это довольно эффективная и простая технология сваривания, но основным побочным эффектом ее является сварочный шлак.
Что такое шлаковые включения
Сварочный шлак — это побочный стеклообразный материал, образующийся из расплавленного покрытия электрода или сварочного флюса. Наличие шлаковых включений считается весьма серьезным дефектом, который способен понизить качество сварного соединения и всей конструкции.
Все возникающие в процессе сварке на металлической поверхности шлаковые включения разделяют на два вида:
- макроскопические. Образуются при недостаточной зачистке свариваемых кромок или же при их отсутствии;
- микроскопические. Как правило возникают вследствие возникающих при сваривании и кристаллизации металла химических реакций.

Негативное воздействие на механические характеристики металлического изделия оказывают обе разновидности включений.
Причины, по которым шлаковые включения образуются
Довольно часто только осваивающие сварочные технологии специалисты задаются вопросом почему много шлака при сварке образуется на соединительных стыках. Появление таких включений обусловлено разными факторами:
- металл быстрее обычного остывает и шлак попросту не успевает выйти за пределы сварочной ванны;
- низкое качество электродов, используемых при сварке. При этом неравномерно происходит плавление и в сварочную ванну попадают частички электрода;
- при низких значениях раскисления металла образуется много шлака при сварке. Это процесс, при котором из уже мягкого металла устраняются молекул кислорода. Они ухудшают механические свойства металла и разрушают его структуру;
- некачественная подготовка и зачистка от грязи, ржавчины и масел свариваемых кромок;
- высокие значения поверхностного натяжения шлака препятствуют всплытию его на поверхность;
- применение флюса или электродов из тугоплавких металлов и с большим удельным весом;
- не соблюдении режимов и технологии сварки, например, неправильно подобранный угол наклона или же неподходящая скорость перемещение электрода.
Чтобы осуществлялась сварка без шлака или же с минимальным его количеством, желательно обратиться за помощью к опытным сварщикам. Если вы хотите самостоятельно сваривать, то следует научиться сваривать самые простые элементы и только потом приступать к более сложным.
Как шлак отличить от металла
С разными проблемами и вопросами при создании металлоизделий посредством сваривания сталкиваются сварщики, особенно новички. Например, многие затрудняются как отличить шлак от металла при сварке.
В действительности отличить металл и шлаковые включения несложно. Для этого следует обратить внимание на следующие факторы:
- цвет. Под воздействием высокой температуры металл при сваривании расплавляется, приобретая при этом красноватый оттенок. При остывании цвет покрасневшего металла темнеет. Совершенно иначе ведет себя шлак. Он непосредственно в процессе сваривания имеет темный цвет, а при остывании становится светлее;
- скорость остывания. Металл в отличии от шлака застывает намного быстрее;
- структура остывшего металлического сплава более плотная, а шлаковые включения являют собой рыхлую корочку;
- текучесть. Металл при расплавлении более жидкий, что способствует большей его подвижности. В процессе сваривания несложно увидеть, как он закипает. Шлак более тягучий и хуже прогревается.
 Металл в отличии от шлака застывает намного быстрее;
Металл в отличии от шлака застывает намного быстрее;Отличить шлак от металла при сварке можно непосредственно в момент, когда он появляется в сварочной ванне. Если проследить как расплавляется металл, то можно увидеть возникновение яркого света под кончиком электрода, а за его очертаниями видны четкие контуры стыкового соединения и самой сварочной ванны. Металл определяется по светлому оттенку, шлак — по темному.
Почему шлак нужно удалять
Шлаковые включения в основном состоят из оксидов за счет пористой структуры существенно понижают прочностные свойства металла. При эксплуатации сварной конструкции оксиды из шлака способны вступать с железом в химическую реакцию, что приводит к ее разрушению.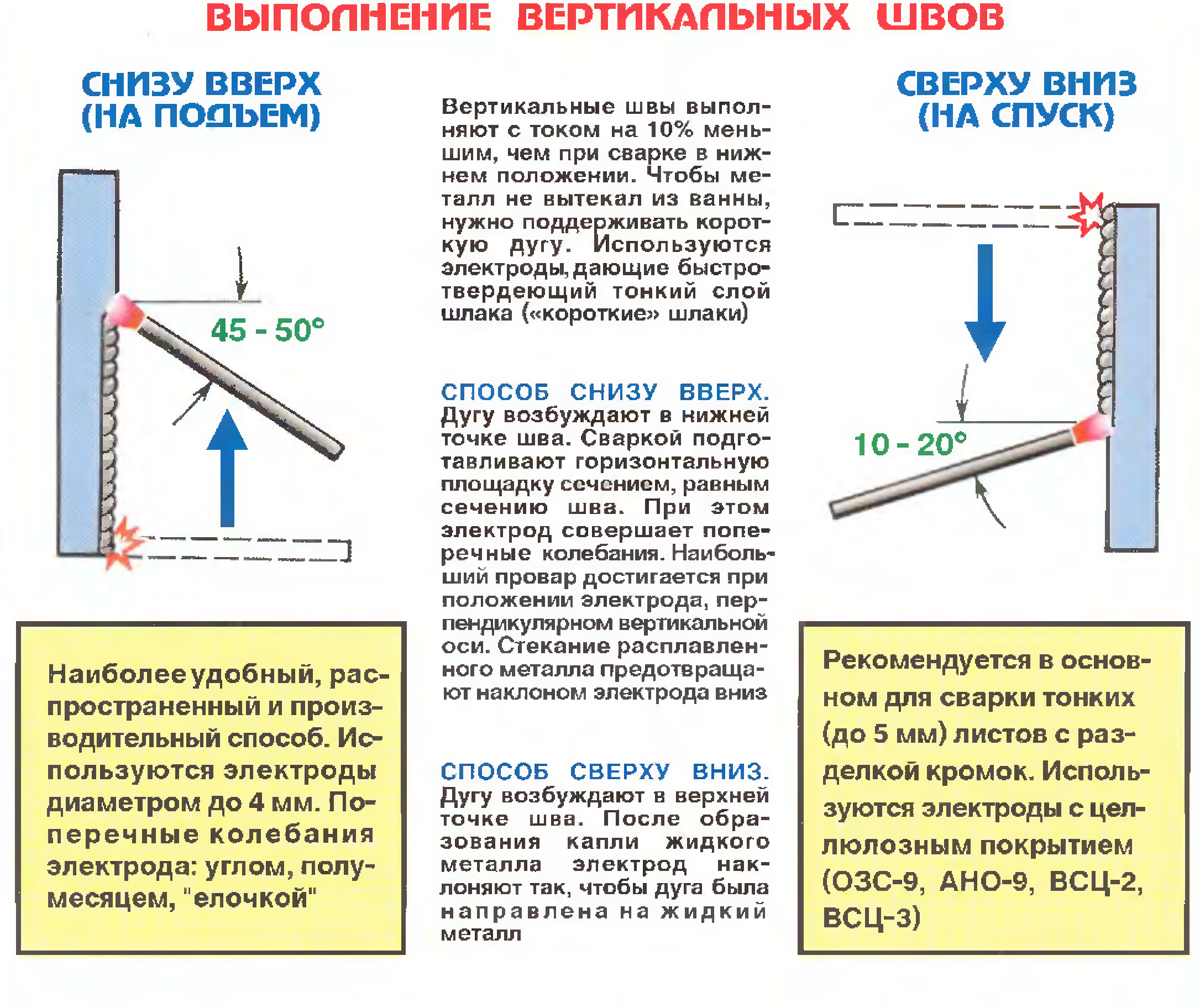 Поэтому сразу после остывания, когда шлак становится черным его необходимо удалять.
Поэтому сразу после остывания, когда шлак становится черным его необходимо удалять.
На начальном этапе сварки образовавшийся над ванной шлак с окислами защищает металл от быстрого охлаждения. Поскольку намного медленнее понижается температура металла, при удалении шлака после сварки швы получаются более ровными и однородными.
Есть и другие причины, по которым рекомендовано удалять после сваривания деталей образовавшийся на стыках шлак:
- намного легче проверить качество сварного соединения, когда на нем отсутствуют шлаковые включения;
- нередко на готовые изделия наносят лакокрасочные покрытия, а наличие шлаковых вкраплений существенно ухудшает внешний вид конструкций;
- при необходимости выполнить шок в несколько слоев сперва необходимо удалить шлак и только после этого создавать следующий слой.
Обратите внимание! Если не удалить сварочный шлак, применение готового изделия может быть невозможным из-за присутствующих дефектов в виде волчков и неметаллических включений. Особенно важно это для конструкций, которые при эксплуатации будут подвергаться высоким внешним нагрузкам.
Особенно важно это для конструкций, которые при эксплуатации будут подвергаться высоким внешним нагрузкам.
Как минимизировать шлаковые включения при сваривании металлов
Многих начинающих мастеров беспокоят вопросы «почему много шлака при сварке инвертором». Как правило такие проблемы наблюдаются при сварке, когда элементы находятся в нижнем положении. В случаях, когда деталь расположена под уклоном, то шлак стекает намного быстрее чем жидкая металлическая смесь из сварочной ванны. В связи с тем, что шлак не успел выйти наружу, он остается в сварочном шве.
Также шлаковые образования появляются при чрезмерно больших зазорах или при недостаточном токе в отношении к толщине металла. Намного реже проблемы со шлаком возникают при создании вертикальных швов, при этом шов остается сверху, а шлак стекает вниз.
Некоторые профессиональные сварщики советуют ставить заготовку под уклоном и варить сверху вниз, другие предлагают использовать для сварки электроды без шлака с темным покрытием.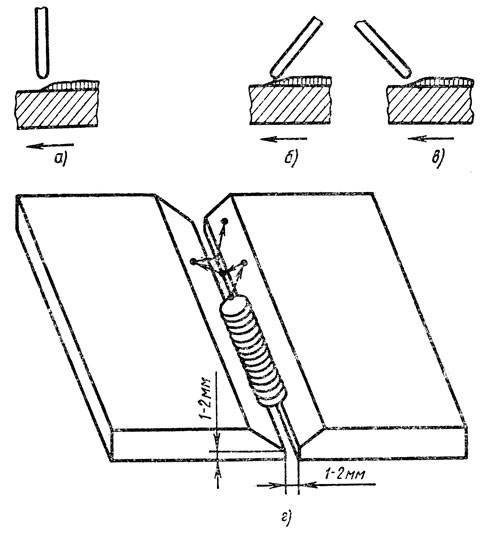
Чтобы внутрь сварочной ванны не попадали частички шлаков, следует координировать направление электрода. Располагать его нужно таким образом, чтобы при испарении электродного покрытия поток газа такой дефект «выдувало» на внешнюю поверхность соединительного стыка. Оставлять шлак в сварочной ванне нельзя. Он быстро должен кристаллизироваться, что позволит удалить его без особых усилий.
Как избавиться от шлака
Чтобы при сваривании избавиться от шлака, можно попытаться увеличить дугу. Это предотвратит затекание шлаковых образований под сварочную ванну.
Изменением полярности тока при сварке инвертором и движением от минуса к плюсу электродом можно предотвратить накопление шлака в шве. Нельзя на одном месте слишком долго задерживаться, перемещать дугу необходимо быстро и равномерно.
Если габариты изделия позволяют, можно попытаться обратно «загнать» шлак, меняя угол наклона детали. Меньше шлака дает инверторная сварка на обратных токах. Такой аппарат лучше всего использовать начинающим сварщикам, поскольку они предотвращают залипание электрода и в разы упрощают сварочный процесс.
Интересное видео
Как варить электродом без шлаковых включений
Как варить без шлакаНачинающие сварщики нередко сталкиваются с большим количеством шлака при сварке металлов. Например, из-за нехватки опыта, во время сварки инвертором, шлак начинает идти впереди дуги, подтекает в сварочную ванну, так и застывая в ней. Из-за этого сварочный шов выглядит некрасиво, он как бы «рыхлый», на нем виднеются крупные поры, и, другие дефекты.
Как варить без шлака и красивые швы? Наверное, это самый первый вопрос начинающих сварщиков. Все хотят варить такие швы, как на «картинке», забывая о том, что мастерство приходит с опытом. В этой статье я хотел бы поделиться с читателем информацией о том, почему при сварке возникает много шлаковых включений, и как от них избавиться — раз и навсегда.
Как варить электродом без шлака
В основном проблема, когда много шлаковых включений при сварке, связана с неправильным движением электрода. Также проблема возникает при сваривании металлов из нижнего положения, в особенности, когда заготовка располагается под небольшим углом.
Также проблема возникает при сваривании металлов из нижнего положения, в особенности, когда заготовка располагается под небольшим углом.
На возникновение шлака влияет и неправильно подобранный сварочный ток. Когда он низкий, шлак не успевает выгорать полностью, что приводит к его образованию в больших количествах. Обычно такое возникает из-за просадок напряжения в электросети или из-за неправильных настроек инвертора.
Если приходится варить на малых токах, то просто попробуйте вести электрод сверху-вниз, разместив заготовку под небольшим уклоном. В таком случае, шлак начнёт стекать, а сварочный шов при этом будет ровным и красивым.
Как избавиться от шлаковых включений
В том случае, если с напряжением в сети все нормально, а настройки инвертора для сварки выбраны правильно, попробуйте следующий совет.
Если вы видите, что шлак начал обгонять сварочную ванну, попытайтесь выгнать его первым, проведя электродом вперёд. Таким образом, можно достаточно легко «стряхнуть» шлак и избавиться от него.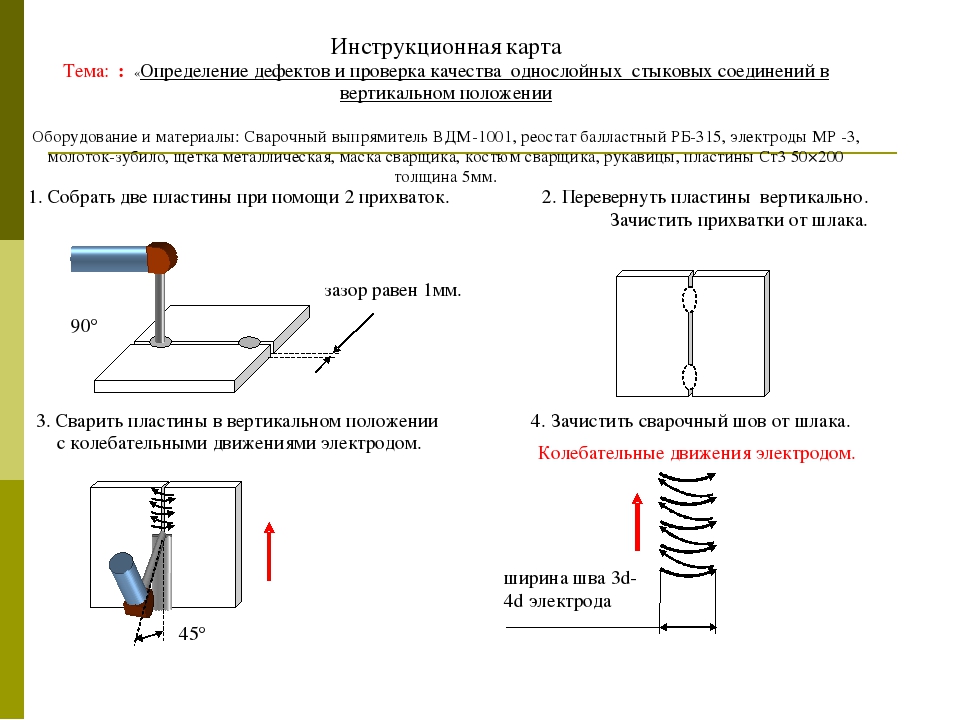 При этом шлаковые включения не попадут в сварочную ванну, и шов будет чистым от них.
При этом шлаковые включения не попадут в сварочную ванну, и шов будет чистым от них.
Когда и этот способ не помогает, тогда попробуйте увеличить длину сварочной дуги. Конечно же, в пределах разумного, в противном случае, слишком длинной сварочной дугой можно запросто прожечь металл.
Что даёт увеличение длины сварочной дуги? Все очень просто, и при этом шлак сдувается, так и не попав в сварочную ванну. Также можно попробовать выгнать шлак из сварочной ванны, если немного изменить угол наклона электрода или детали для сварки.
Ну и не стоит забывать о качестве электродов, поскольку из-за электродов низкого качества, также может появляться много шлака. Кроме того, большое количество шлаковых включений при сварке может говорить о низком профессионализме сварщика. Поэтому следует поднабраться опыта.
А как варите вы? У вас много образуется шлака при сварке? Делитесь своим опытом и советами, а также другими способами избавления от шлака.
Поделиться в соцсетях
Сварка электродом | welder
Ручная дуговая сварка применяется на многих предприятиях и производствах.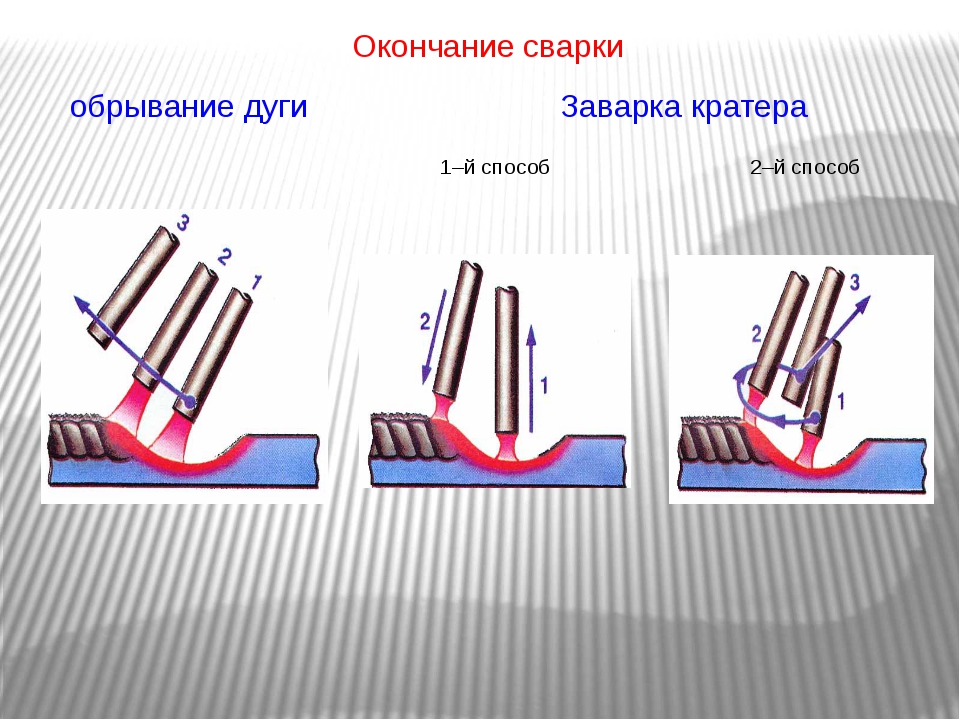 Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
Сварка MMA — что это такое?
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется сварочная дуга. Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
Образуется сварочная ванна.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
самым белым выглядит расплавленный металл кромок и присадочного электрода;
ярко-красным обозначает себя жидкий шлак;
железо, под действие веса, стремится ко дну ванны;
шлак, обладающий меньшим весом, плавает на поверхности.
Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
машиностроение
прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
кораблестроение;
ремонтные работы на СТО;
коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех пространственных положениях. При использовании электродов со специальным омеднением покрытия возможна сварка чугуна. Если применять нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали. Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
ценовая доступность аппаратов и расходных материалов;
эксплуатация оборудования в течении всего рабочего дня;
простота выполнения работ и высокая скорость при умелом обращении;
легкая обучаемость, включая различные пособия и видео;
прочность швов;
возможность сваривания элементов в любом пространственном положении;
легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения правил безопасности. Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала. Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Для защиты зрения рабочего используются специальные маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
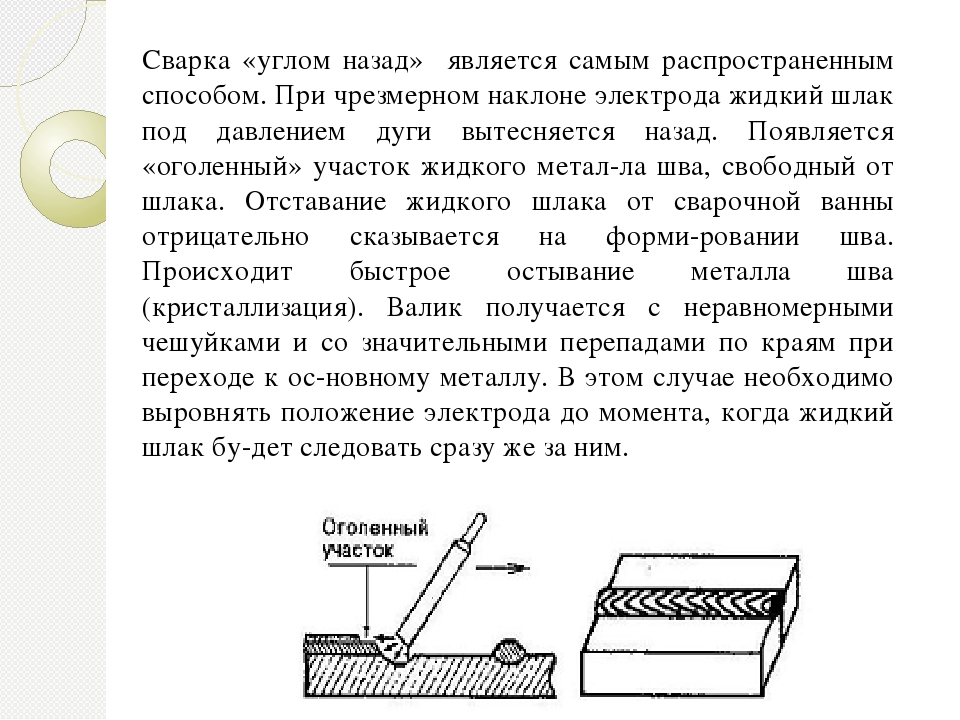
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в вертикальном положении. Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. Потолочный стык выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Для осуществления сварочного процесса необходима сварочная дуга.
Содержание
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой.
Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
 Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
Прямое действие.
При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
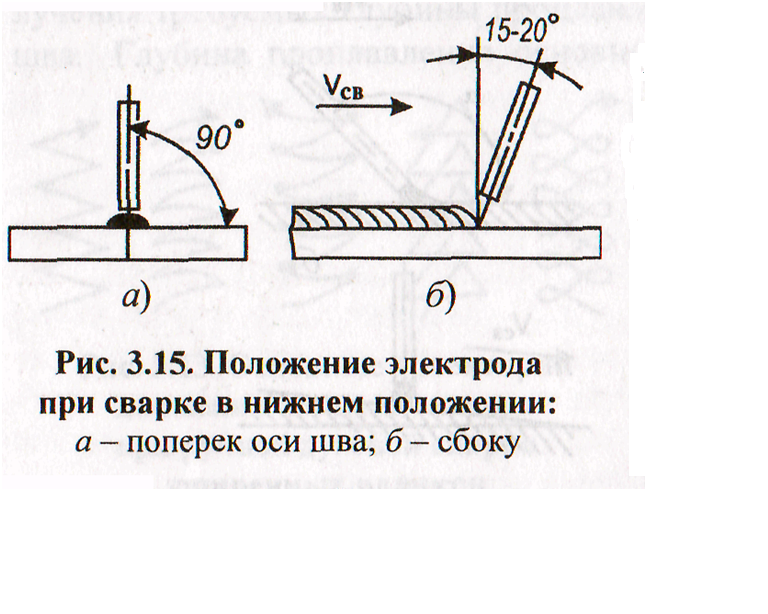 При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;Также существует классификация в зависимости от атмосферы, в которой они возникают:
Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде.
В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
 В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.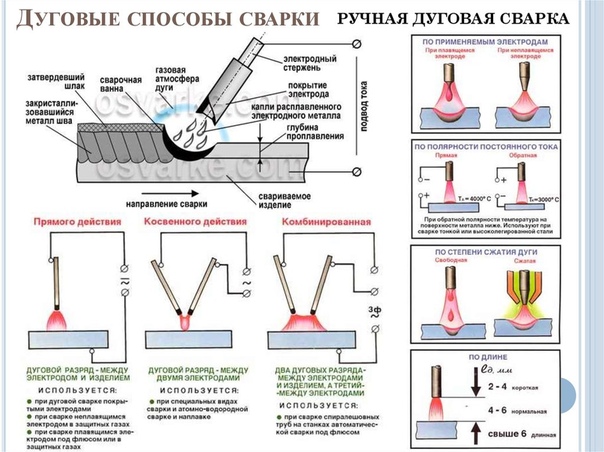
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока.
При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.
Первая – падающая, когда при увеличении силы и ,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения и третья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
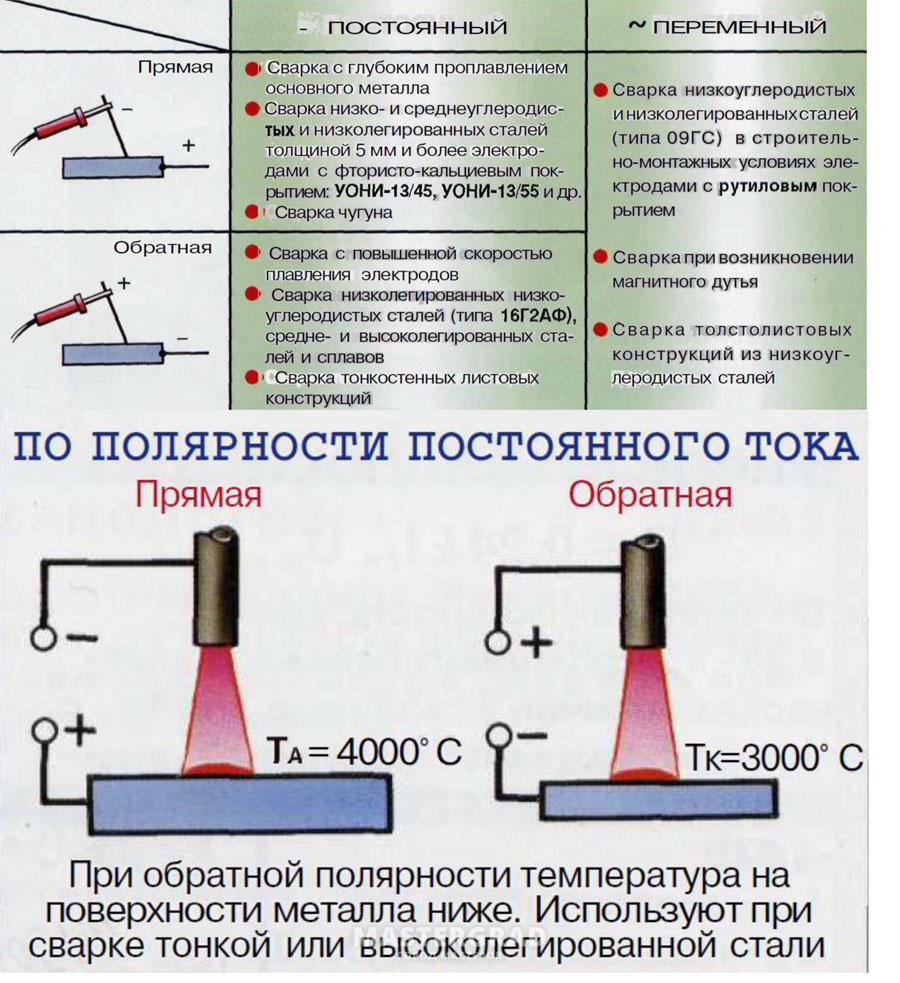
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Содержание
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла.
Во-вторых, увеличение коэффициента проплавления.При таком режиме электрическая дуга нестабильна.
С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
Правильный нагрев металла.
Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
 Во-вторых, увеличение коэффициента проплавления.
Во-вторых, увеличение коэффициента проплавления.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.

Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Содержание
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
Основное с маркировкой «Б».
Кислое – «А».
Целлюлозное – «Ц».
Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
Могут работать как на постоянном, так и на переменном токе.
Разбрызгивание металла минимальное.
С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
Шлак после сварки легко отходит.
С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.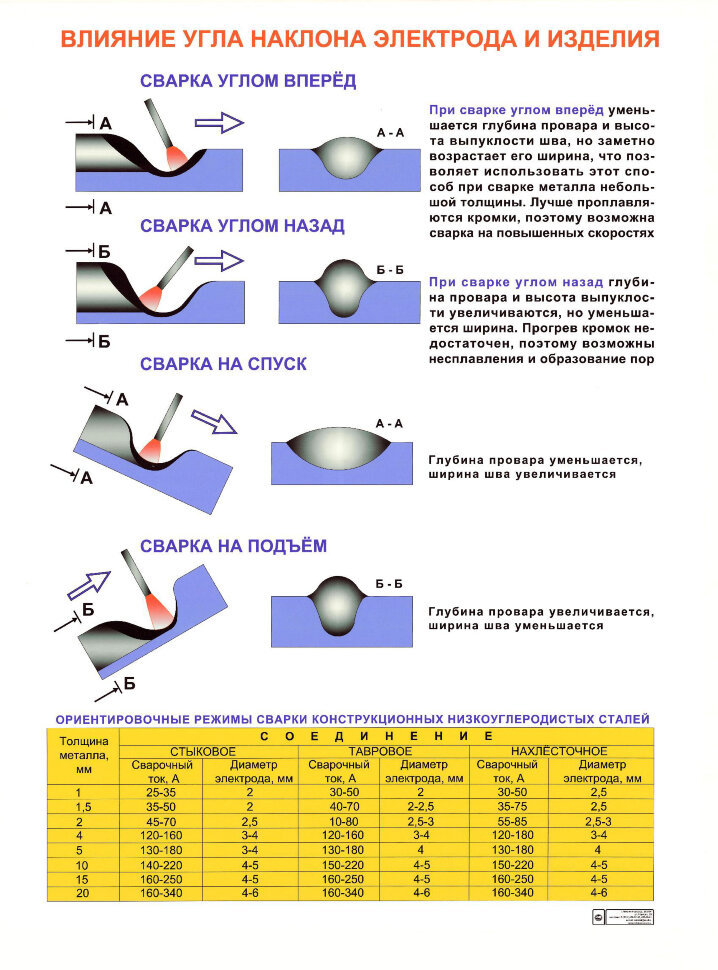
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
Диаметр сварочного материала, мм Сила сварочного тока, А
2 55-65
2,5 65-80
3 70-130
4 130-160
5 180-210
6 210-240
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветной металл. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикальном хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Кроме инвертора, электродов и маски, сварщику всегда приходится носить с собой один инструмент — специальный молоток для отделения шлака. Обычный молоток не справляется также эффективно с этой задачей, и весит он больше, поэтому сильно перегружает руку рабочего, ведь за день приходится отбивать шлак с сотен стыков. Поэтому были разработаны специальные шлакоотделители, с различной формой и функционалом. Молоток сварщика шлакоотбойный можно изготовить и своими руками. Из чего лучше его сделать, и какой формы, описано далее.
Содержание
Широкий арсенал действий
Молоток сварщика рассчитан в первую очередь на быстрое отделение шлака, который образовывается при ручной сварке покрытыми электродами, или остается после сварочного трактора с применением флюса. Отбивать шлак очень важно для проверки качества соединения, а также при многослойных швах, где второй проход всегда осуществляется на чистый металл, без мусора и легко плавящихся примесей.
Шлакоотделителем можно выполнять и другие операции во время работы сварщика. Среди самых распространенных:
Сбивать капли прилипшего металла. При горении дуги происходит частичное разбрызгивание присадочного и основного материала. Раскаленные капли прилипают к поверхности в околошовной зоне, но не привариваются к ней. Чтобы придать эстетичный вид изделию, необходимо острой стороной отбить застывшие брызги.
Если был допущен непровар, то чтобы качественно переделать этот участок, нужно полностью удалить шлак из точки или расщелины в шве. Если это не выполнить, жидкий металл будет обтекать данное место и заварить его не получиться. Сделать это можно острым узким краем молотка.
Сварочный инструмент с более массивной конструкцией подойдет для проковки шва на легированных сталях. Простукивание «тупым» краем по стыку упрочит структуру металла в этом месте.
Это же изделие можно использовать для подгонки сторон до нужного уровня или зазора между ними.
Загнуть нагретую деталь и пристучать ее к поверхности для более удобного выполнения шва получится «тяжелой» версией инструмента.
В процессе сварочных работ бывает необходимо отрубить новый кабель от катушки, чтобы удлинить массу или провод держателя. Это можно сделать молотком с широким носиком как у кирки.
Особенности конструкции
В связи с разнообразием выполняемых работ отличаются и модели сварочных молотков. Существуют шлакоотделители с плоским краем с одной стороны и острым конусом с другой. Этим инструментом удобно отбивать шлак и выковыривать точки с непроваренными местами для повторного прохода. Второй край может быть «тупой» и тяжелый, что удобно для пристукивания деталей и проковки шва.
Если плоская сторона имеет широкое лезвие, а противоположная — ровный срез, то это подойдет для отделения шлака и рубящих манипуляций. Рукоятки у молотков могут быть металлическими, что практично при работе с раскаленным металлом, или резиновыми. Они лучше держатся в руке. Модели из магазина с деревянной рукояткой удобны, но быстро разбалтываются и ломаются. Вес и размер тоже разнятся. Как правило, у сварщика имеется несколько подобных инструментов разной формы под конкретные виды работ.
Они лучше держатся в руке. Модели из магазина с деревянной рукояткой удобны, но быстро разбалтываются и ломаются. Вес и размер тоже разнятся. Как правило, у сварщика имеется несколько подобных инструментов разной формы под конкретные виды работ.
Сделать молоток самому просто
Молоток сварщика своими руками изготовить несложно. Понадобится несколько предметов и манипуляций. Свой проект можно начать с создания ударного элемента. Основная задача, которая стоит перед мастером — это подобрать материал, позволяющий долго сохранять острую форму конусу или плоскому срезу. Частое подтачивание на точиле отвлекает от работы, а тупым молотком неудобно отбивать шлак. Поэтому нужно правильно подобрать материал.
Отличной основой может послужить старое зубило или долото. Делают шлакоотделители из строительных кирок небольшого размера или напильников. Правда, последний имеет свойство откалываться при значительных нагрузках, поэтому его стоит применять только для отбития шлака! Для ударной части необходима выше описанная деталь длиной 120-150 мм. Хорошим материалом послужит пика от перфоратора с победитовым наконечником. Заточив подобный инструмент один раз можно работать всю неделю по восемь часов.
Хорошим материалом послужит пика от перфоратора с победитовым наконечником. Заточив подобный инструмент один раз можно работать всю неделю по восемь часов.
Но если высокоуглеродистого железа нет под рукой, то специально покупать новое долото не нужно. Из куска арматуры можно сделать самому хороший ударный материал. Необходимо отрезать кусок длинной 150 мм и, нагрев его в печи или на огне, расплескать край. После остывания нужно заточить его до готового вида. Затем, резаком нагревается острая сторона до белого цвета металла и опускается в машинное масло. В этот момент происходит закалка материала и его упрочнение. Процедуру достаточно повторить один раз.
Рукоятку можно изготовить из прутка 6-8 мм в диаметре. Длина должна быть 200 мм. Практично будет загнуть нижний край в два слоя, чтобы сделать ручку более толстой и удобной для захвата. На нее можно надеть шланг или рукоятку от старого велосипеда, чтобы инструмент не выскальзывал во время работы. Некоторые сварщики делают себе металлическое кольцо на поясе, чтобы вставлять молоток в него. Так, он всегда будет под рукой в нужный момент.
Так, он всегда будет под рукой в нужный момент.
Молоток сварщика — очень нужная вещь, которая помогает подгонять стороны изделия под сварку и проверять качество шва под слоем шлака. Хороший молоток можно сделать своими руками, вместо покупки магазинной версии, которая недолговечна.
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Поэтому существует два важных принципа сварки вертикальных швов:
Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции.
А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
 А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
Дуга должна быть короткой.
Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.

Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм.
При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм.
Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх.
При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата.
Содержание
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Основное требование техники безопасности – это оберегать человека от получения травм на производстве. А так как сварочные работы связаны с использованием различных видов энергии, то соответственно техника безопасности при сварке должна быть направлена именно на сохранение здоровья сварщика, который имеет дело с той или другой энергией. А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.
Как увидеть шлак при сварке и не спутать с металлом
Как увидеть шлак при сварке и не спутать с металломОсновная проблема начинающих сварщиков заключается в том, что они не понимают, что происходит в процессе сварки, и не умеют отличать шлак от расплавленного металла. Всё это доставляет массу проблем и нежелание заниматься электросваркой в дальнейшем.
А ведь от того, насколько быстро новичок начнёт отличать шлак от металла, зависит скорость обучения и качество сварного шва. Научись отличать шлак от металла — и ты поймёшь, как варить! Именно так говорят опытные сварщики, но не дают толком никакого разъяснения.
Как научиться отличать шлак от металла при сварке
На самом деле существует достаточно много советов и способов отличать шлак при сварке. Чем быстрее вы научитесь это делать, тем лучше для вас в плане опыта и дальнейшей практики.
Итак, первое, что нужно знать начинающему сварщику, так это то, что учиться отличать шлак лучше всего при сварке электродами с основным покрытием. Рутиловые электроды хоть и лучше, но шлак рассмотреть при их использовании гораздо сложнее из-за его большей плотности.
При сварке электродами с основным покрытием, шлак выглядит чуть темнее расплавленного металла. Он имеет большую текучесть, и как бы следует за электродом, образуя собой корку для защиты сварочной ванны от кислорода. Это такая себе плёнка, которая после застывания превращается в шлак.
Поэтому, исходя из всего вышеперечисленного, нужно выделить основные моменты, которые связаны вот с чем:
- Цвет шлака темнее, чем металла;
- Шлак более подвижен, чем металл, он как пенка, хорошо растекается;
- Плотность у шлака и металла разная;
- После того, как дуга погасла можно увидеть, что металл быстро остывает и меняет цвет в отличие от шлака;
- Металл тяжелее шлака.
Наиболее просто учиться отличать шлак от металла, если варить основными электродами, в верхнем положении. В таком случае жидкие капли шлака, которые образуются за сварочной ванной, начнут сразу же стекать вниз.
Практический способ определения шлака
Также можно воспользоваться и другим способом, как отличить шлак от металла при сварке. Для этого понадобится целый электрод, на котором нужно счистить покрытие на некотором расстоянии. Берём плоскогубцы и через каждые 5 см сдираем электродное покрытие, оставляя только один металлический стержень.
Для чего это нужно делать? Всё просто, и при дальнейшем обучении сварки используем именно этот электрод. Теперь при сгорании электрода будет отчётливо видно, где шлак, когда электрод начнёт плавиться с покрытым обмазкой участком, а где металл.
Достаточно немного посмотреть под углом, чтобы увидеть, как шлак прирастает к металлу тонкой корочкой. Таким образом, используя все вышеперечисленные советы можно быстро научиться в процессе сварки определять, где шлак, а где жидкий металл.
Понимание сварочного шлака в порошковых процессах |
СВАРОЧНЫЕ НАКОНЕЧНИКИ КОЛОННА
МЭТТА УНДЕРВУДА
Сварщики могут знать о шлаке как о нежелательном побочном продукте процессов нанесения порошковой порошковой проволоки и самозащиты, поскольку для его удаления после сварки или между проходами часто требуется скалывание или шлифование. Но шлак — это гораздо больше. Он играет важную роль в обеспечении хорошего качества сварки, а различные системы шлака также влияют на сварочные характеристики проволоки.
Итак, что такое шлак и для чего он нужен?
Шлаки по определению, назначению и химическому составу
Американское общество сварки (AWS) определяет шлак как «неметаллический побочный продукт взаимного растворения флюса с неметаллическими примесями в процессах сварки и пайки.Короче говоря, это закаленный слой, оставшийся в верхней части сварного шва, полученного при сварке порошковой проволокой (FCAW). Он также применяется при дуговой сварке защищенным металлом (SMAW), дуговой сварке под флюсом (SAW) и других процессах сварки и пайки. Его состав может немного отличаться в зависимости от процесса или продукта.
Удаление шлака — это механический процесс, выполняемый с помощью молотков, проволочных щеток или колес, или игольчатого скалера. Однако в состав некоторых присадочных металлов входит самоотслаивающийся шлак, который выделяется из сварного шва самостоятельно.
Шлак имеет двоякое назначение. Он защищает сварной шов от окисления и загрязнения из атмосферы. Это также помогает удерживать расплавленную сварочную ванну в стыке при ее охлаждении, что особенно важно при сварке в нестандартном положении.
Шлак образуется, когда тепло от дуги разрушает присадочный металл и основной материал с образованием расплавленной сварочной ванны. Посредством термодинамических процессов элементы, которые не участвуют в формировании сварочной ванны, по существу выталкиваются наружу и выталкиваются на поверхность.Там элементы затвердевают в шлак, который включает неметаллические элементы, такие как оксиды алюминия, кремния и кальция; и это может также вытягивать с собой азот, водород и некоторое количество углерода.
Флюс внутри как газовой, так и самозащитной порошковой проволоки влияет на поведение шлака. Например, проволока с более высоким содержанием диоксида титана (TiO2) имеет более быстрое застывание шлака, что делает проволоку более удобной для сварки в нерабочем положении. Однако слишком много титана может сделать шлак липким.Провода с более высоким содержанием диоксида кремния, как правило, образуют шлак, который труднее удалить, в то время как проволока с более высоким содержанием извести имеет шлак, который легче удалить.
Шлаковые системы и их характеристики
Порошковая проволокадоступна с рутиловой (кислотной) или основной шлаковой системой, каждая из которых влияет на свариваемость, включая характеристики дуги. У каждой системы есть преимущества и ограничения.
Системы рутилового шлака состоят в основном из диоксида титана из минерального рутила, а также других минералов, таких как кремнезем, глинозем или циркон.Провода с рутиловой шлаковой системой имеют хорошую свариваемость с низким разбрызгиванием и мягкой дугой. Считается, что они отлично подходят для сварщиков, потому что их проще использовать, чем порошковые проволоки с базовой системой шлака, особенно в нерабочем положении.
Однако проволока с рутиловой шлаковой системой не обладает механическими свойствами для достижения низкотемпературной ударной вязкости по сравнению с их основными аналогами. Провода с основной системой шлака состоят из минералов щелочных элементов, таких как плавиковый шпат, известняк, магнезит или доломит.Базовые шлаковые системы очень эффективны в снижении содержания кислорода в металле сварного шва, обеспечивая превосходную ударную вязкость металла шва, но шлаки с низкой температурой замерзания.
Некоторые из наиболее распространенных порошковых проволок с системами рутилового шлака включают те, которые классифицируются в соответствии с AWS A5.20: Спецификации электродов из углеродистой стали для дуговой сварки порошковой проволокой, и имеют обозначения T-1, T-9 и T-12. .
ПроволокаT-1 обеспечивает хорошее смачивание и, как правило, предназначена для менее ответственных применений, поскольку не обеспечивает наилучшей прочности.
ПроволокаT-9 соответствует тем же химическим требованиям, что и проволока T-1, с дополнительным требованием 20 футов на фунт. при -20 градусов по Фаренгейту для испытаний по Шарпи с V-образным надрезом.
ПроволокаT-12 очень похожа на проволоку T-1 и T-9, но была модифицирована для обеспечения аналогичных или лучших ударных свойств, чем у T-9. Они также имеют более низкое содержание марганца, что позволяет им соответствовать требованиям раздела IX ASME для сварки котлов и сосудов высокого давления. Они, как правило, требуют, чтобы основной материал был относительно чистым для достижения качества рентгеновских лучей.
Основные шлаковые системы состоят в основном из известняка, в частности карбоната кальция (CaCO3), который помогает обеспечить хорошие ударные свойства при низких температурах. Эта шлаковая система также создает наплавленный шов с низким содержанием водорода, чтобы противостоять горячему и холодному растрескиванию. Многие проволоки Т-5 ограничиваются плоскими и горизонтальными положениями сварки. В целом, они более склонны к образованию брызг и считаются менее удобными для сварщиков, чем порошковые проволоки с рутиловой шлаковой системой.
Предотвращение включения сварочного шлака
Включения сварочного шлака могут влиять на качество сварных швов, полученных с помощью процессов порошковой наплавки, и возникают, когда шлак застревает в сварном шве.Несколько передовых практик и методов минимизируют этот риск.
Во-первых, всегда полностью удаляйте шлак во время многопроходных сварных швов, чтобы предотвратить его попадание внутрь сварного шва во время последующих проходов.
При плоской и горизонтальной сварке используйте технику перетаскивания с углом наклона пистолета от нуля (прямо вверх и вниз) до 10 градусов. Техника вертикального подъема может варьироваться в зависимости от используемой газовой или самозащитной порошковой проволоки. Техника перетягивания по-прежнему хорошо работает для сварки вертикально вверх, если проволока образует тяжелый шлак.Для проволоки Т-1 в вертикальном сварном шве нулевой угол хода обычно дает качественные формы валика.
Для других проволок, таких как проволока Т-5, угол хода от нуля градусов до небольшого толчка (около 5 градусов) работает, потому что он нагревает основной материал, позволяя шлаку выйти на поверхность сварочной ванны. .
Использование правильных параметров сварки и скорости движения также является ключом к снижению риска образования шлаковых включений. Слишком высокая скорость перемещения или слишком высокий ток (который напрямую влияет на скорость подачи проволоки) могут привести к выпуклому профилю валика с углублениями на концах сварного шва, где шлак может застрять на месте.Слишком низкий ток может вызвать ту же проблему.
Слишком высокое напряжение приводит к тому, что сварной шов становится более вогнутым, что иногда также может привести к застреванию шлака в сварном шве.
Следуя передовой практике
Как и в любом сварочном процессе, выбор правильной порошковой проволоки для конкретного применения и ее использование в соответствии с рекомендациями производителя присадочного металла является ключом к хорошей производительности. Знание типа шлака, связанного с каждой проволокой, также важно для понимания свариваемости проволоки и необходимого объема постсварочной и межпроходной очистки.Всегда следуйте рекомендациям по очистке, чтобы избежать вкраплений, которые могут привести к простоям и дорогостоящим переделкам.
визуальный осмотр и исправления, положения сварки, сварочные аппараты и другие системы сварки и резки Плазменная сварка
ВИЗУАЛЬНЫЙ ОСМОТР И КОРРЕКЦИИ
13-4. НЕПОЛНОЕ ПРОНИКНОВЕНИЕ
Этот термин используется для описания неспособности присадочного металла и основного металла сплавиться вместе в основании соединения.Перемычка возникает в сварных швах с разделкой кромок, когда наплавленный металл и основной металл не сплавлены в основании соединения. Частая причина неполного проплавления — это конструкция стыка, не подходящая для процесса сварки или условий строительства. Когда канавка приваривается только с одной стороны, неполное проплавление может возникнуть при следующих условиях.
а. Размер поверхности корня слишком велик, даже если отверстие в корне достаточное.
г.Корневое отверстие слишком маленькое.
г. Угол включения V-образной канавки слишком мал.
г. Электрод слишком большой.
e. Скорость передвижения слишком высока.
ф. Слишком низкий сварочный ток.
13-5. ОТСУТСТВИЕ FUSION
Отсутствие плавления — это неспособность сварочного процесса соединить вместе слои сварочного металла или металла сварного шва и основного металла.Металл шва просто катится по поверхности пластины. Обычно это называют перекрытием. Отсутствие сварки вызвано следующими причинами:
а. Невозможность повысить до точки плавления температуру основного металла или ранее наплавленного металла шва.
г. Неправильное флюсование, при котором оксид и другие инородные материалы не растворяются с поверхностей, с которыми должен плавиться наплавленный металл.
г.Грязные поверхности тарелок.
г. Неправильный размер или тип электрода.
e. Неправильная настройка тока.
13-6. РЕЗЬБА
Поднутрение — это выгорание основного металла на носке сварного шва. Подрезание может быть вызвано следующими причинами:
а. Текущая корректировка слишком высока.
г. Слишком длинный дуговой промежуток.
г.Неполное заполнение кратера металлом сварного шва.
13-7. ВКЛЮЧЕНИЯ ШЛАКА
Шлаковые включения представляют собой продолговатые или шаровидные карманы оксидов металлов и других твердых соединений. Они вызывают пористость металла шва. При дуговой сварке включения шлака обычно состоят из материалов покрытия электродов или флюсов. В операциях многослойной сварки отсутствие шлака между слоями приводит к включению шлака. Большую часть шлаков можно предотвратить с помощью:
а.Подготовка канавки и тщательная сварка перед нанесением каждого валика.
г. Удаление всего шлака.
г. Убедившись, что шлак поднимается на поверхность сварочной ванны.
г. Следите за тем, чтобы не оставлять контуров, которые будет трудно пройти полностью вместе с дугой.
13-8. ПОРИСТОСТЬ
а. Пористость — это наличие карманов, не содержащих твердого материала.Они отличаются от шлаковых включений тем, что в карманах содержится не твердое вещество, а газ. Газы, образующие пустоты, имеют вид:
(1) Газ, выделяемый при охлаждении сварного шва из-за пониженного перепада температуры его растворимости.
(2) Газы, образующиеся в результате химических реакций в сварном шве.
г. Лучше всего предотвратить пористость, избегая:
(1) Перегрев и подрез металла шва.
(2) Слишком большое значение тока.
(3) Слишком длинная дуга.
13-9. ГАЗОВАЯ СВАРКА
а. Ширина сварного шва должна быть одинаковой. Два края должны образовывать прямые параллельные линии.
г. Лицевая сторона сварного шва должна быть слегка выпуклой с усилением не более чем на 1,6 мм (1/16 дюйма) над поверхностью пластины. Выпуклость должна быть равномерной по всей длине сварного шва. Он не должен быть высоким в одном месте и низким в другом.
г. На поверхности сварного шва должна быть мелкая равномерно распределенная рябь. На нем не должно быть чрезмерных брызг, окалины и точечной коррозии.
г. Края сварного шва не должны иметь подрезов или перекрытий.
e. Пуски и остановки должны слиться воедино, чтобы было сложно там, где они произошли.
ф. Кратер в конце сварного шва должен быть заполнен и не иметь отверстий или трещин.
(1) Если соединение является стыковым, проверьте обратную сторону на предмет полного проникновения через основание соединения.С обратной стороны должна образоваться небольшая бусинка.
(2) Проникновение корня и соединение внахлестку и тройника можно проверить, надавив на верхнюю пластину до тех пор, пока она не согнется вдвое. Если сварной шов не прошел через корень, пластина расколется в месте стыка при изгибе. Если он сломается, понаблюдайте за степенью проникновения и расплавления у корня. Вероятно, ему будет не хватать слияния и проникновения.
13-10. ГАЗОВАЯ СВАРКА МЕТАЛЛИЧЕСКИМ ДУГОМ (GMAW) С ТВЕРДЫМ ПРОВОЛОКОМ
а. Недостаток проникновения . Отсутствие ввода в зону сварного шва. Это может быть проникновение из-за слишком малого количества тепла. Корректировано с помощью:
(1) Увеличение скорости подачи проволоки и уменьшение вылета проволоки.
(2) Уменьшение скорости движения.
(3) Использование надлежащей техники сварки.
г. Чрезмерное проникновение . Чрезмерное проникновение обычно приводит к прожогу. Это результат слишком сильного нагрева в зоне сварного шва.Это можно исправить с помощью:
(1) Уменьшение скорости подачи проволоки и увеличение скорости движения.
(2) Убедитесь, что отверстие в корне и поверхность корня правильные.
(3) Увеличение вылета при сварке и плетении пистолета.
г. Усы . Вискеры — это короткие отрезки электродной проволоки, проходящие через сварной шов на корневой стороне соединения. Они вызваны проталкиванием электродной проволоки за переднюю кромку сварочной ванны.Усы можно предотвратить с помощью:
(1) Уменьшение скорости подачи проволоки и скорости движения.
(2) Увеличение вылета и плетение ружья.
г. Пустоты . Пустоты иногда называют железнодорожными путями из-за их сходства с колеями на грунтовой дороге. Их можно продолжать по обе стороны от наплавленного металла. Они встречаются при многопроходной сварке. Пустоты можно предотвратить с помощью:
(1) Избегайте крупнокалиберной коронки и поднутрения.
(2) Убедитесь, что все края заполнены.
(3) При последующих проходах с использованием немного более высокого напряжения дуги и увеличения скорости движения.
e. Отсутствие Fusion . Отсутствие плавления, также называемое холодным притиркой, в значительной степени является результатом неправильного обращения с резаком, слабого нагрева и более высокой скорости движения. Важно, чтобы дуга была направлена на передний край лужи. Чтобы предотвратить этот дефект, внимательно изучите следующее:
(1) Направьте дугу так, чтобы она покрывала все области стыка.Сплав должна быть дуга, а не лужа.
(2) Держите электрод на переднем крае лужи.
(3) При необходимости уменьшите размер лужи, уменьшив скорость движения или скорость подачи проволоки.
(4) Тщательно проверьте текущие значения.
ф. Пористость . Самым распространенным дефектом сварных швов, получаемых при любом процессе сварки, является пористость. Пористость, которая существует на поверхности сварного шва, легко обнаруживается, но пористость в металле сварного шва под поверхностью необходимо определять с помощью рентгеновских лучей или других методов контроля.Причины наибольшей пористости:
(1) Загрязнение атмосферой и другими материалами, такими как масло, грязь, ржавчина и краска.
(2) Изменение физических свойств присадочной проволоки из-за чрезмерного тока.
(3) Улавливание газа, выделяющегося при затвердевании металла шва.
(4) Потеря защитного газа из-за слишком быстрого хода.
(5) Слишком низкий расход защитного газа, не обеспечивает полную защиту.
(6) Слишком высокий расход защитного газа, в результате чего воздух попадает в зону дуги.
(7) Используется неправильный тип защитного газа.
(8) Газовая защита сдувается ветром или сквозняками.
(9) Неисправности в газовой системе.
(10) Неправильная техника сварки, чрезмерный вылет, неправильный угол наклона горелки и слишком быстрое извлечение горелки и защитного газа в конце шва.
г. Брызги . Брызги состоят из очень мелких частиц металла на поверхности пластины, прилегающей к области сварного шва. Обычно это вызвано сильным током, длинной дугой, нерегулярной и нестабильной дугой, неправильным защитным газом или засорением сопла.
ч. Неправильная форма сварного шва . Неправильные сварные швы включают слишком широкие или слишком узкие, те, которые имеют чрезмерно выпуклую или вогнутую поверхность, и те, которые имеют грубую неравномерную рябь.Такие характеристики могут быть вызваны неправильным обращением с горелкой, слишком медленной скоростью перемещения, слишком большим или низким током, неправильным напряжением дуги, неправильным вылетом или неправильным защитным газом.
я. Подрезка . Подрезка — это обрезка основного материала по краю сварного шва. Он может присутствовать в сварном шве покровного прохода или при многопроходной сварке. Это состояние обычно является результатом высокого тока, высокого напряжения, чрезмерной скорости движения, низкой скорости подачи проволоки, плохой техники горелки, неправильной газовой защиты или неправильной присадочной проволоки.Чтобы исправить подрезку, перемещайте пистолет из стороны в сторону в стыке. Задержитесь с каждой стороны, прежде чем вернуться к противоположной стороне.
13-11. ГАЗОВАЯ СВАРКА МЕТАЛЛОМ-ДУГОВОЙ СВАРКОЙ (GMAW) С ФЛЮСКОПРОВОДНОЙ ПРОВОЛОКОЙ
а. Прожиг . Прожог может быть вызван следующими причинами:
(1) Слишком большой ток.
(2) Чрезмерный зазор между пластинами.
(3) Слишком низкая скорость движения.
(4) Слишком большой угол скоса.
(5) Носик слишком маленький.
(6) Слишком маленький размер провода.
(7) Недостаточный прижим или зажим металла.
г. Корона слишком высокая или слишком низкая . Корона сварного шва может быть неправильной по следующим причинам:
(1) Слишком большой или низкий ток.
(2) Напряжение слишком высокое или низкое.
(3) Слишком высокая скорость движения.
(4) Неправильная подкладка сварного шва.
(5) Неправильный зазор в сварных швах с подкладкой.
(6) Заготовка не выровнена.
г. Слишком глубокое или слишком мелкое проникновение . Неправильное проникновение может быть вызвано любой из следующих причин:
(1) Слишком большой или низкий ток.
(2) Напряжение слишком высокое или низкое.
(3) Неправильный зазор между пластинами.
(4) Неверный размер провода.
(5) Скорость движения слишком низкая или высокая.
г. Пористость и газовые карманы . Эти дефекты могут быть результатом любого из следующих действий:
(1) Флюс слишком мелкий.
(2) Неправильная очистка.
(3) Загрязнение основы сварного шва.
(4) Неправильная подгонка сварных швов с ручной подкладкой.
(5) Недостаточное проплавление двойных сварных швов.
e. Арматура узкая и крутая (остроконечная) . Узкие и заостренные подкрепления могут быть вызваны:
(1) Недостаточная ширина потока.
(2) Напряжение слишком низкое.
ф. Укрепление горного хребта .Если арматура рваная, значит флюс был слишком глубоким.
г. Подрезка . Подрезание может быть вызвано любой из следующих причин:
(1) Слишком высокая скорость движения.
(2) Неправильное положение проволоки (угловая сварка).
(3) Неправильная подложка сварного шва.
ч. Пустоты и трещины . Эти дефекты сварного шва могут быть вызваны любой из следующих причин:
(1) Неправильное охлаждение.
(2) Отсутствие предварительного нагрева.
(3) Неправильная установка.
(4) Армирование вогнутой части (угловой шов).
Доверенность
Сварочная сталь
Выбор сварщика для вашего магазина
Если вы хотите купить сварочный аппарат для своего магазина, не спрашивайте сварщик! Спросите обычного парня, который пробовал и то, и другое, и подумайте ваше приложение.
|
Выбор сварщика зависит от того, кем и где вы будете сварка.Мы строим 74-футовую лодку из стали 1/4 дюйма. для корпуса и 3/16 «алюминия для лоцманской рубки и 1/4» алюминий для тендера.
Мы начали с подержанного Хобарта 210 Ironman с пистолетом Spoolmate 185 для алюминия, и оба имеют хорошо служили нам в течение многих лет. Spoolmate будет нажат за пределы сварка 1/4 алюминия ограничена, поэтому, если мы сможем получить систему, которая будет сделай алюминий тоже тогда тем лучше. Мы могли бы получить лучший катушечный пистолет но другое решение — устройство подачи проволоки с пушпульной пушкой. Пистолеты Push-Pull имеют приводные двигатели и подающие колеса в пистолете, просто как катушечный пистолет, но вместо катушки с проволокой на 1 фунт на пистолете они помогают вытягивать проволоку, выталкиваемую из механизма подачи проволоки.
На лодке и в воде
Для нас сварщик поедет на лодке в составе цеха, поэтому мы хотите что-то, что легко перемещать, энергоэффективное и будет запуск однофазного генератора переменного тока 220 вольт. Чем больше дорогие сварочные аппараты инверторного типа отвечают всем требованиям за малый вес и энергоэффективный, и они также DC, что приятно, потому что под водой Сварка тоже в нашем будущем.Инверторы также выходят постоянной напряжение или постоянный ток, поэтому они могут питать практически любой механизм подачи проволоки. Получающий сварщик с печатной платой, которая залита или может быть залита защитить его от повреждений соленой водой — тоже хорошая идея.
Рабочий цикл
Рабочий цикл зависит от того, как долго вы можете сваривать за 10 минут. интервал до того, как сварщик или пистолет станут слишком горячими. 60% пошлина цикл при 200 А означает, что вы можете сваривать в течение 6 минут при 200 А и затем нужно дать ему остыть в течение следующих 4 минут.К сварка стали 1/4 требует 290 ампер, постоянного тока, работает газовая защита 0,045, флюсовая проволока. Нам нужен 100% рабочий цикл. Потому что инженеры преувеличивают, отдел маркетинга преувеличивает больше, и ни то, ни другое летом работать на улице в Оклахоме.
Портативность — Stick is Best
|
Чтобы собрать 74-футовую лодку, нужно много перемещаться. для простых прихваточных швов а сварка штучной сваркой происходит медленнее, чем проволокой сваркой, очень легко просто протащить один кабель.Мы закончил работу с бывшим в употреблении Lincoln Invertec V300-Pro, сварочным аппаратом инверторного типа. за 1500 долларов, это намного больше, чем вам нужно, если вы просто хотите придерживаться сварка. Вы можете в крайнем случае старый генератор на 150 А, настроенный на Вам подойдет бензиновый двигатель мощностью 5 л.с. или электродвигатель, или вы можете перейти до нового аппарата для дуговой сварки на 120 А от Harbour Frieght за 120 долларов. Вам просто понадобится кабель 1/0, чтобы подключить заземление и жало, до которого нужно было дотянуться.Но палка обязательно будет быть самым портативным.
Чемодан делает сварку MIG портативной и быстрее, чем Stick
Однажды вещи скрепляются прихваточными швами, и вы хотите, чтобы сваривайте быстрее и чище, ничто не сравнится с проволокой MIG suitecase кормушка.Я просто обожаю наш провод Miller X-Treme 12VS кормушка. Требуется катушка с проволокой весом 44 фунта, поэтому нет останавливаясь, чтобы менять палку каждые 2 дюйма, она никогда не гнездилась провод 0,045, он имеет пистолет Profax на 400 ампер с 15-футовым шлангокабелем чтобы я мог дотянуться до всего в диаметре 25 футов, прежде чем мне понадобится переместите кормушку, и когда я двигаю кормушку, она достаточно жесткая что я могу тащить его, но только 80 фунтов с полной катушкой проволоки, так что не страшно нести.Он получает питание для подачи проволоки мотор, сняв его с кабеля питания, так что единственное, к чемодану подключается кабель 1/0 от Lincoln. Invertec и воздушный шланг 1/4 дюйма, который подсоединяется обратно к баллону с CO2. И Lincoln Invertec, и баллон с газом CO2 остаются на высоте более 100 футов. далеко. Мы выбрали проволоку, которая одновременно является сердечником из флюса и защищен газом CO2 для лучшего качества, но вы также можете использовать флюс сердечник только провод и устраняем газовый шланг.Но вы платите за преимущество. Мы приобрели Miller X-Treme в Red-D-Arc. Они арендуют сварщиков, но они их тоже продадут и пропорционально распределят цены на количество часов на конкретном агрегате. Так что мой лучший сварщик самая потрепанная вещь, которую вы когда-либо видели, и она обошлась нам в 1300 долларов с помощью пистолета с воздушным охлаждением ProFax 400 amp и 15-футовой насадки. Считать дважды о том, чтобы получить 20-футовый шлангокабель между пистолетом и питатель, особенно если вы можете использовать проволоку меньше.045 дюйм. Если вы продали Miller X-Treme, имейте в виду, что они сделать меньший, более легкий и дешевый блок 8VS, но это не займет катушки с проволокой большего размера по 44 фунта и катушки меньшего размера для некоторых типы проволоки могут быть вдвое дороже за фунт, поэтому вы можете потратить на кормушку намного больше денег, чем вы сэкономили.
Существует ряд переносных механизмов подачи проволоки типа чемоданов, но
Миллер на наш взгляд лучший:
Чемодан Miller X-Treme
Линкольн LN-15, LN-25 / LN-pro25, XR
ЭСАБ Mobilemaster
Тепловая дуга, Portafeed VS 212
Хобарт Хефти
Cobramatic
|
Портативный? Нет! — Но хороший мастерский сварщик
Наименее портативный сварочный аппарат, который вы можете получить, — это что-то вроде нашего Hobart Ironman 210 Сварочная машина MIG.Мы можем вынести это из магазина тоже, но нам нужен очень тяжелый удлинитель на 220 вольт длиной 100 футов, плюс газовый шланг CO2, плюс удлинитель 110 для подачи воды кулер для пистолета Spoolmate, если мы свариваем алюминий. В колеса хороши только на асфальтированных покрытиях и весит более 180 фунтов с полной катушкой проволоки. Это прочный сварщик и использованный стоил нам всего 600 долларов, но он остается в магазине и обычно провод меньшего диаметра 0,023 для изготовления мелких деталей.
Проволока с сердечникомsed может быть перемещена для выполнения чистовая сварка. Механизм подачи проволоки в чемодане можно отключить от ручки ящик сварщика. Мы уберем блок питания инвертора и переносить 80-фунтовый механизм подачи проволоки на конце 100-футового шнур питания, идущий обратно к инвертору. Из провода Коробка подачи к пистолету — это еще один набор кабелей длиной от 15 до 50 футов в том числе; мощность, сварочная проволока, контрольные провода для сообщения механизм подачи проволоки, когда и с какой скоростью начинать толкать, шланг для защиты газ, если требуется, и, возможно, пара водяных шлангов, если пистолет с водяным охлаждением.
|
Восстановление двухтактного питателя Cobramatic с водяным охлаждением.
Три ура для тех, кто поддерживает сварщиков Cobra; www.mkprod.com, чтобы найти оригинальная документация на этого сварщика.
Документация: Cobramatic Manual, Расходные материалы для пистолета
Пистолет также поставлялся с вкладышами для алюминиевой проволоки, хотя они использовали его со стальной проволокой.Который находится в списке «Не делать», потому что стальная проволока изнашивается через алюминиевый канал и шорты. Это случилось с моим пистолетом. Вы узнаете это, потому что насадка тоже будет иметь питание, а не только на кончике провода. Ребята из www.mkprod.com поможет вам найдите подходящие номера деталей для своего пистолета, и вы сможете их заказать через AirGas и другие предприятия снабжения.
Номер детали для нашего старого пистолета Cobra Gold:
615-0216 155.32 25-футовый шлангокабель
615-0057 6.53 Вкладыш пистолета с удлинителем наконечника
615-0284 6.21 Гильза пистолета
419-0020 1.11 Пружина растяжения пистолета
511-0101 Приводной ролик 9.96
511-0001 12.80 Холостой ход
(1) Аккуратно нагрейте кожух вокруг пистолета, чтобы его можно было согнуть. вернуться в форму. Затем покройте его эпоксидной смолой, чтобы заделать дыры. и заполните пробелы. Нагрейте акриловое смотровое окно, чтобы закрыть ролики, деформируйте его изолентой, и он хорошо смотрится на снаружи.Внутри требовалось немного припоя и эпоксидной смолы, чтобы добавить новый порт подключения воды. Первоначально одна водная линия была внутри кабеля питания, что является отличной идеей для удержания кабеля питания здорово. К сожалению, этот кабель питания был заменен на стандартный кабель, поэтому я вырезал и припаял медную трубку, чтобы головка два шланговых соединения. Оранжевый шланг 1/4 дюймовая воздушная линия, которая теперь будет подавать и возвращать охлаждающую жидкость.
(2) Питатель получил два новых переключателя, припаянных к контроллеру. добавлена плата и третий переключатель, чтобы я мог включить насос охлаждающей жидкости и выкл.Вы также можете подключить насос к цепи 110 переменного тока, которая жив, пока идет пистолет, но я хотел дать ему больше времени остыть после выключения пистолета.
(3) Две линии водяного охлаждения теперь проходят через коробку и к алюминиевый бак с охлаждающей жидкостью. Есть небольшой садовый фонтанчик насос на дне бака. Акриловая крышка позволит вам увидеть уровень охлаждающей жидкости и закройте бачок. Заглушка ввинчивается в сверху, чтобы можно было легко добавить охлаждающую жидкость.
(4) Используя винил и липучку из нашего школьного автобуса, Кей
зашил действительно красивую крышку кабеля. Видеть:
Canvas Work для большего.
Предупреждение о горячем шлаке
Вы должны сбалансировать количество защитной одежды с шанс потерять сознание в жаркий день. Мой брат Пэт зашел отпраздновать 4 июля. Он взял сварщика и собрал несколько балок чтобы поддержать нашу тень над строительной площадкой и продемонстрировать, как быстро вы можете подобрать провод сварка.Он также продемонстрировал, что происходит, если кусок горячего шлака попадает внутрь вашей обуви. Большинство из раз вы просто получите немного брызг сварочного шва, которые жалят и быстро остывает. Проблема в том, что не вижу разницы между небольшими брызгами сварочного шва и большим куском расплавленного шлака, пока слишком поздно. Его решением было поставить кусок картона. на землю и прислоните его к ногам, чтобы отклонить зажигательные устройства. Ботинки тоже работают, но кто хочет в сапогах в июле в Оклахоме.Я предпочитаю сандалии, потому что шлак легко стряхивается. 🙂
Наконечники Lincoln Invertec V300
CV FCAW Эта настройка оптимизирована для Innershield и
Порошковая порошковая краска Outershield.
CV GMAW Короткое замыкание, глобальный и распыленный перенос твердой проволоки и газа
сварка производится в этом режиме. Менее 17 В, может работать лучше в
режим FCAW, поскольку напряжение в режиме GMAW может стать нестабильным.
Дуговая или электродная сварка — выбор стержня
Мы не планируем делать много сварки штангой при сборке лодка.Он будет использоваться только тогда, когда необходимо несколько коротких сварных швов. и не стоит перемещать механизм подачи проволоки. У нас будет стержень 6011 для сварки в горизонтальном положении, 6013 для общего всепозиционная сварка и, возможно, 7014 для тонких материалов и плохих подходят материалы.
Том рекомендует 6011 как самую простую клюшку для гвоздей.
Выбор проволоки — 232. Сварка нержавеющей стали с низкоуглеродистой сталью 309 / 309L.
палка или проволока — лучший выбор. От нержавеющей до нержавеющей для 304
маркирует стержень или проволоку 308 / 308L, стержень или проволоку марки 316 / 316L.
Проволока или сварка MIG — выбор проволоки
Начнем с того, что сварочный аппарат с подачей проволоки может быть
используется с 3 видами проволоки.
Наиболее распространенный тип, используемый на машинах малого и среднего размера внутри помещений.
Сплошная стальная проволока, обычно ЭР70С-6.
Для этого провода требуется газовая защита, которая может быть чистым CO2 или
Смесь аргон / CO2.
Сплошная проволока означает, что вы занимаетесь сваркой MIG.
MIG правит миром производства легких манометров.Легкий калибр — сталь толщиной менее 1/4 дюйма. Для листа
работы по металлу хорошей отправной точкой является
.023
Второй тип проволоки — это самозащитная проволока с флюсовым сердечником, обычно
E71T-8.
По сути, это полая трубка размером с проволоку, заполненная флюсом.
Он называется Innershield NR-232, NR-233 от Lincoln и Core-Shield (Coreshield
8) компании ESAB.
Когда проволока горит в дуге, трубка плавится и становится наполнителем.
металла, флюс испускает защитный газ и оставляет защитный
слой шлака на готовом шве.Самозащитный сердечник из флюса может использоваться на открытом воздухе и в настоящее время
наиболее распространенный метод сварки конструкционной стали из-за ее
более высокая эффективность по сравнению с ручной сваркой.
Также любители часто используют дома на небольших
проекты, потому что машины могут быть очень простыми и дешевыми.
Его трудно использовать на тонколистовой стали, и он производит столько же
дым, как сварка палкой, поэтому он не всегда подходит для использования в помещении
сварка.
Третий вид проволоки — это газозащитный флюсовый сердечник, обычно E71T-1. Это называется Outershield от Lincoln и Dual-Shield от ESAB. Этот провод сочетает в себе свойства двух предыдущих типов проводов. В нем используется проволока с сердечником из флюса и газовая защита, отсюда и «двойной» экран. Такая проволока лучше всего подходит для сварки тяжелой стали в мастерской. Газовая защита ограничивает его использование внутри помещений, но сваривает очень тяжело. сталь за один проход с небольшим разбрызгиванием или без брызг и почти идеальным сварные швы.Он управляет отраслью производства крупногабаритных цехов. У вас еще есть дым и слой шлака, который нужно очистить, но абсолютно красивые сварные швы. Dual-Shield требует очень большой силы тока и тяжелых условий эксплуатации. автомат и более прочный пистолет, чтобы справиться с задействованной силой тока.
Провода, в которых используется газовая защита, могут использоваться с чистым CO2 или
Смеси аргон / CO2.
Чистый CO2 очень горячий и очень дешевый, но он действительно производит много
брызги, которые потом нужно много убирать
Аргон, добавленный к CO2, делает дугу более гладкой и чистой.
Наиболее распространенной газовой смесью для стали MIG является C25, что означает 25%.
аргон / 75% CO2.
Innershield — торговая марка Lincoln для проволоки с флюсовым сердечником. Это
не требует защитного газа при умеренном ветре.
Outershield — торговая марка Lincoln: одни солидные, другие — непостоянные.
сердечник, но оба требуют 100% защитного газа CO2.
Innershield NR-212 E71TG-G — «Хороший выбор для общего Назначение, сварка во всех положениях. Обеспечивает гладкие сварные швы с отличным внешний вид.Предназначен для одно- и многопроходных полуавтоматов и автоматическая сварка низкоуглеродистой стали, листового металла, пластин и покрытий стали. Низкий уровень разбрызгивания. Хорошо справляется с плохой установкой. «
Выбор газа
СваркаMIG может выполняться как с газовой смесью, так и с газовой смесью. CO2 и аргон, обычно 75% CO2 и 25% аргона, а иногда 80/20 или вы можете использовать только CO2, что сэкономит вам немного денег. Только CO2 требует короткого сварного шва вместо сварки распылением, он сваривает немного кулера, поэтому вам нужно включить питание, и вы получите большая зона теплового воздействия.Мой бак объемом 150 кубических футов стоил 55,50 долларов. заполнить 75/25, что составляет около 37 центов за кубический фут. я обменял это на 50-фунтовый баллон с СО2, который примерно вдвое больше, и стоимость заправки составляет 60,55 долларов, но 1 фунт жидкого CO2 расширится до чуть более 8 кубических футов газа, поэтому мой 50-фунтовый баллон имеет 50 x 8 = 400 кубических футов газа, что составляет 15,1 цента за кубический фут, или менее половины стоимости. И если мы повернем цилиндр вверх ногами, это отличный огнетушитель для машинное отделение и может делать газированные коктейли.:)
Наш выбор для сварки корпуса
Мы протестировали 1/16 дюйма Lincoln Innershield NR233 и 0,045 дюйма Lincoln Outershield 71M. Оба являются сердечником из флюса, но Outershield 71M также использует 100% CO2. защитный газ. Мы действительно покупаем Frontiarc 711, который является копией Lincoln. Оутершилд 71М
Innershield NR233
Кобра питатель принимает катушки весом 25 фунтов, поэтому при скорости 200 дюймов / мин последний; 25 фунтов / 7.1 фунт / час = 3/5 часов. Рекомендации относятся к сварному шву растягиванием, как и для алюминия. Более высокие усилители делает лужу больше и более жидкой. Выступайте наружу, или CTWD составляет 1 дюйм, поэтому флюс в проволоке успевает нагреться. Слишком много недомоганий вызовет пористые сварные швы. Ориентировочно каждые 0,001 дюйма материала Для толщины требуется 1 ампер: 0,125 дюйма = 125 ампер. Итак, для стали .25 наша отправная точка — 250 ампер. Остальные рекомендации ставить усилки от 200 до 225 ампер.Для проволоки 1/16 рекомендуется для скорости подачи проволоки от 250 до 275 дюймов в минуту для плоских сварка и от 200 до 250 для вертикального. Видеть: Innershield Методы сварки Если мы обнаружим, что нам нужен внутренний экран product in .045 «мы получим Innershield NR-211-MP.
Оутершилд 71М
Рекомендации для 0,045: от 175 до 200 ампер при скорости от 375 до 400 дюймов в минуту для плоский и от 150 до 175 ампер при 300 до 325 изобр. / мин для вертикальногоМы протестировали при 245 А и 350 изобр. / мин в горизонтальном положении. Защитный газ — 100% CO2 при 40-50 CFH. Свинец — DC +
Работа по ограничению деформации сварного шва
Ресурсы: Знание работы для Сварщики — Деформация — Предотвращение за счет предварительной настройки, предварительного изгиба или использования сдержанности
Хобарт / Миллер Айронман 210
Серийный номер: LA280363 Инвентарный номер 500304 Hobart Ironman 210 Руководство
Наш старый сварщик Ironman 210 начал показывать свой возраст.я открыл его, чтобы заменить выключатель питания, и был поражен тем, что простота. Итак, теперь мы думаем, что это был бы хороший сварщик сохранить на долгое время. Пистолету нужны были детали, но когда Кей, когда Покупая их, она нашла 15-футовый ProFax 250 за 140 долларов (2009 г.). Это была слишком хорошая цена, поэтому мы рискнули и заказали ее. Мы не были разочарованы. Кнут и пистолет ProFax — это много качество выше, чем у старого мельничного ружья, и на 5 футов длиннее.Напряжение рельеф на салфетке отличный, пистолет намного прочнее и даже имеет встроенный крючок, поэтому его легко повесить в грязи.
Припасов:
PN: 407230-001 .023 / .025 дюйма (0,6 мм) и 0,030 / 0,035 дюйма
Комплекты приводных роликов (0,8 / 0,9 мм)
Наши сварочные материалы
Детали Cobra
615-0216 155.32 25 футовый шлангокабель для стальной проволоки
615-0057 6.53 Вкладыш пистолета с удлинителем наконечника для стальной проволоки
615-0284 6.21 Вкладыш для стальной проволоки
419-0020 1.11 Пружина растяжения пистолета
511-0101 Приводной ролик 9.96
511-0001 12.80 Холостой ход
Контактные советы ProFax: Tweco: 14-45 (0,045 дюйма), 14-35 (0,035 дюйма) и 14-23 (0,023 дюйма)
и из
www.weldingsupply.com
|
Детали ProFax для пистолета на 400 А на Miller V12
Tweco
24A62 Сопло $ 2.47
Ресурсы
www.weldingtipsandtricks.com
http://groups.yahoo.com/group/welding_group
Часто задаваемые вопросы по сварке TIG | Блог Иствуда
Размещено: 30 октября 2014 г. Автор: MattM Что такое сварка TIG?
TIG — это инертный газ вольфрама. В отличие от сварки MIG или дуговой сварки, TIG использует электрод отдельно от присадочного материала. Этот электрод называется вольфрамовым, и разные его разновидности имеют разные сварочные характеристики.Инертный газ обычно представляет собой аргон, иногда гелий или смесь.
Почему я должен выполнять сварку TIG?
Сварка TIG работает с большим количеством металлов, чем любой другой вид сварки. Он также дает одни из самых чистых и прочных сварных швов. TIG обычно не дает искр, брызг, шлака, дыма и дыма; если да, то вы недостаточно очистили проект или свариваете металл низкого качества. Кроме того, легче проводить сварку TIG над головой или в тесноте, не подвергаясь осыпанию искрами и шлаком.
Какой газ мне использовать?
Аргон можно использовать практически для любой сварки TIG. Гелий иногда используется, когда требуется большее проплавление или для высокоскоростной сварки с более горячей дугой.
Какие бывают цвета / типы вольфрама и зачем мне их использовать?
Зеленый — это идентифицирующий цвет электродов из чистого вольфрама; у него самая низкая температура плавления. Все другие цвета имеют более высокие температуры плавления, лучшие характеристики зажигания или поддержания дуги, меньшую вероятность загрязнения сварного шва и / или более длительный срок службы, но они также более дороги из-за редкого характера других элементов, добавляемых к ним в небольших количествах.Красный (торированный) отличается легким зажиганием дуги, большой износостойкостью, хорошей стабилизацией дуги, низким риском загрязнения сварного шва и высокой токонесущей способностью при более низких значениях тока, но он немного радиоактивен. Серый / оранжевый (Ceriated) отлично подходят для зажигания дуги и сварки при более низких значениях силы тока, постоянным или переменным током, но при более высоких настройках силы тока они начинают выходить из строя (недавние изменения включают электроды с оранжевой кодировкой, которые теперь обозначены серой полосой). Золото (лантаноат) прочно и стабильно, с хорошими характеристиками зажигания дуги и подходит для сварки на переменном и постоянном токе с более высокой токонесущей способностью для данного диаметра.Коричневые (цинконовые) обеспечивают чрезвычайно стабильную дугу, поэтому они отлично подходят для сварки почти без загрязнения, но никогда не используются для сварки постоянным током.
Когда я использую переменный ток, а когда — постоянный ток?
Обычно сталь, нержавеющие и железные сплавы сваривают постоянным током и отрицательной полярностью. Алюминий и магний сваривают переменным током, а иногда и прямоугольным переменным током.
Почему я так быстро потребляю свой вольфрам? — Вольфрам является расходным материалом, но если вы используете его слишком быстро, проверьте следующее: недостаточный поток газа, сварочный аппарат настроен на положительный электрод, вольфрам неподходящего диаметра для тока, перегрев вольфрама, газ не экранирован после дуги или использование неправильного газа .
Почему вольфрам загрязняет мои сварные швы?
Обычно это может быть одно из двух. Либо вольфрам плавится в сварочной ванне, потому что вы используете электрод слишком маленького диаметра. И наконец, что наиболее распространено, вы можете просто держать горелку слишком близко и окунуть электрод в лужу, которая также загрязняет вольфрам.
Почему на моем вольфраме образуется желтый порошок или дым?
Обычно это вызвано недостаточным количеством защитного газа и реакцией вольфрама с окружающей средой.Проверьте скорость потока (15-20 кубических футов в час), убедитесь, что газовый баллон не опускается, убедитесь, что поток после дуги достаточен, и убедитесь, что вы используете правильный защитный газ.
Могу ли я сваривать TIG на 110 В?
Да, конечно, вы сможете сваривать при более высоких токах с напряжением 220 В, но 110 В подойдет для небольших работ. Аппараты Eastwood TIG 200 AC / DC поставляются с вилками как на 110 В, так и на 220 В.
Есть ли в этих машинах все необходимое для начала работы, кроме резервуара и аргона? Да, вам нужно будет наполнить бак аргоном, но в остальном все включено.Для начала они даже поставляются с вольфрамовым электродом.
Что такое старт с нуля, лифт-дуга и высокочастотный старт?
Начало царапины очень похоже на то, как это звучит — чтобы зажечь дугу, нужно поцарапать поверхность горячим электродом, замыкающим цепь. Это может привести к загрязнению сварного шва и электрода. Современные инверторные машины используют высокочастотный переменный ток в самом начале, чтобы преодолеть сопротивление и заставить электричество перепрыгнуть через зазор между горелкой и рабочей поверхностью.Lift-arc — это метод, используемый, когда HF будет мешать электронному оборудованию, например станкам с ЧПУ. Электрически холодный электрод прикасается к поверхности, и ток течет, когда он поднимается, что значительно снижает вероятность загрязнения.
Что такое прямоугольная волна переменного тока?
Раньше переменный ток через трансформатор в сварочном аппарате TIG чередовался по стандартной восходящей и нисходящей плавной форме волны. Это означало, что ток все время либо повышался, либо понижался, и большую часть времени фактически не соответствовал настройке на циферблате.С 70-х годов инверторные машины имеют возможность мгновенно переключаться с положительной полярности на отрицательную, практически без переходного периода между ними. Это отлично подходит для стабильности дуги, а также обеспечивает постоянную полную мощность.
Мне нужен блок постоянного / переменного тока или только постоянного тока?
Это действительно зависит от того, какой вид сварки вы планируете выполнять в будущем. Если вы планируете делать только низкоуглеродистую сталь и нержавеющую сталь, будет достаточно сварочного аппарата TIG на постоянном токе, но если вы когда-нибудь увидите, что будете заниматься алюминием, лучше всего перейти на машину, которая будет работать как на переменном, так и на постоянном токе.Разница в стоимости зачастую минимальна, и она действительно пригодится в те странные моменты, когда вам может потребоваться сварка на переменном токе.
Что мне нужно для сварки TIG нержавеющей стали?
Сварка нержавеющей стали TIG во многом похожа на сварку низкоуглеродистой стали, но для нее требуется присадочный стержень из нержавеющей стали, который точно соответствует основному металлу, с которым вы свариваете. Чаще всего вы будете сваривать нержавеющую сталь 304, поэтому достаточно присадочного стержня 308L. Не забудьте обновить присадочный стержень, чтобы он соответствовал требованиям, если вы свариваете нержавеющую сталь более высокого качества.Лучшее практическое правило — всегда использовать присадочный пруток более высокого качества, чем тот, который вы свариваете. Сварка нержавеющей стали TIG может потребовать «обратной продувки» и более высокой скорости потока для поддержания правильной температуры, газового покрытия и «окраски» сварного шва. Все это зависит от работы и требует некоторой практики и тестирования, чтобы найти то, что лучше всего подходит для вас.
Каковы правильные настройки для сварки нержавеющей стали?
Настройки вашего сварочного аппарата будут аналогичны настройкам для низкоуглеродистой стали, так как окончательные настройки для любой сварки TIG будут зависеть от ваших личных предпочтений.Многие предпочитают увеличивать поток защитного газа до 5-10 кубических футов в час для сварки нержавеющей стали, чтобы получить оптимальное покрытие. Использование комплекта газовых линз на вашем фонаре также поможет и потребует меньшего потока газа, так как они лучше охватывают газ с комплектом линз.
Что мне нужно для сварки алюминия методом TIG?
Для сварки любого типа металла аппаратом TIG требуется почти хирургически чистый сварной шов, но для алюминия это даже более важно, чем для низкоуглеродистой стали. Убедитесь, что вы предварительно отшлифуйте или проволочной щеткой защитное покрытие или легкую коррозию с поверхности, пока она не станет тускло-серебристой.После удаления любых покрытий или коррозии протрите всю деталь, особенно сварное соединение, нехлорированным обезжиривающим средством или очистителем, чтобы стереть любую смазку или остатки с панели. Вы не поверите, даже если ваши жирные отпечатки пальцев могут стать причиной загрязнения алюминиевого сварного шва! В противном случае вам просто нужно, чтобы присадочный стержень был как можно точнее соответствовал марке алюминия, которую вы свариваете. Пруток 4043 — хороший универсальный наполнитель для алюминия для большинства работ.
Каковы правильные настройки для сварки алюминия?
Как и при сварке любого материала, это зависит от толщины металла, типа соединения, используемого станка и т. Д.В TIG 200 эффект зазора будет переменной, которую вы будете использовать, но не используемую при сварке на стороне постоянного тока. Регулировка эффекта зазора в любом случае даст вам либо большее проникновение, либо больший очищающий эффект. Этот параметр будет зависеть от чистоты металла и типа алюминия, который вы свариваете. Например, более старая литая алюминиевая деталь, такая как впускной коллектор, может быть изготовлена из алюминия более низкого сорта, который загрязнен по своей природе и требует большей очистки, чтобы получить хороший чистый сварной шов, чем свежий лист 4043.Хорошая настройка эффекта очистки для начала — от -2 до -3. Оттуда вы можете набрать свои настройки оттуда. Как всегда, проверьте на ломе аналогичного металла или на незаметном участке детали, чтобы правильно настроить машину.
Можно ли сваривать чугун TIG? Как?
Чугун, безусловно, можно сваривать TIG. Процесс подготовки немного отличается: вам нужно предварительно нагреть деталь и сварить ее, пока она горячая. Для этого необходимо поместить деталь в магазинную духовку (не используйте ее на кухне!) Или предварительно нагреть зону сварки горелкой перед тем, как она станет вишнево-красной.В остальном процесс сварки в основном такой же, как и для любого другого материала.
Как правильно подготовить вольфрамовый наконечник?
Наконечник вольфрамового электрода необходимо отшлифовать до формы, аналогичной графитному карандашу. Это можно сделать разными способами, но самые простые из них — с помощью ленточной шлифовальной машины или настольного шлифовального станка. Если возможно, выделите весь шлифовальный станок / шлифовальный станок или хотя бы один круг или место на шлифовальной машине ТОЛЬКО для шлифования вольфрама. Использование шлифовального станка, которым вы пользуетесь для очистки ржавых или жирных болтов, приведет к попаданию загрязнений в вольфрам и приведет к появлению призрачных загрязнений в ваших сварных швах.Держите электрод так, чтобы шлифовать его ТАК, как вращается круг на шлифовальном станке или шлифовальном станке. Если шлифовать зерна, получится нестабильная дуга, которая будет блуждать по всему металлу. Чтобы получить на электроде острую форму карандаша, вставьте электрод в электродрель и вращайте его, затачивая на шлифовальном станке / шлифовальном станке.
Как исправить загрязненный вольфрамовый наконечник?
Когда вы научитесь сварке TIG, вы действительно сможете хорошо шлифовать вольфрамовые электроды.Это связано с тем, что вы потратите много времени, случайно погрузив электрод в сварочную ванну. Как только это произойдет, вам действительно нужно будет остановить и переточить электрод. Загрязненный электрод будет иметь маленькие пятнышки, шарик на конце, где он был погружен в лужу, или даже может быть расплавлен. Совет, чтобы сэкономить время, — шлифовать электрод с обеих сторон, чтобы сэкономить время на поездку к шлифовальному станку, просто перевернув электрод при загрязнении одной стороны.
Какой должен быть установлен расход защитного газа?
Охват защитным газом очень важен при сварке TIG, и вам необходимо убедиться, что у вас есть правильные настройки на вашей бутылке, чтобы у вас были чистые сварные швы, И чтобы вы не продули баллон с аргоном за несколько часов! Хороший базовый уровень для начала ваших настроек — 15-20 CFH, и вы можете изменить его, если необходимо.
Что такое поток газа до / после?
Pre-Flow — это газ, который выходит из резака за несколько долей секунды до того, как ваш аппарат зажжёт дугу. Это удалит любые загрязнения в горелке, а также обеспечит защиту сварного шва, как только вы начнете плавить металл. Рекомендуется всегда продувать горелку, нажимая на педаль один раз перед первой сваркой за день, чтобы выдуть любые загрязнения из горелки. Последующая продувка используется для защиты сварного шва сразу после прекращения сварки, когда сварной шов все еще остается расплавленным и мягким.При сварке алюминия необходимо увеличить время продувки, поскольку он более уязвим в течение более длительного периода времени после прекращения сварки. Слишком малый напор воды приведет к тому, что в конце лужи на поверхности появятся очень маленькие трещины, которые со временем могут расти (что нехорошо!).
Ahp TIG Welder
ESAB Rebel EMP 285ic MIG / TIG / Stick Welder 0558102554 деталь 15 февраля, 2016 · Форумы> Сварщики и оборудование> Покупка сварочного аппарата> AHP Alpha Tig 200. diggerdolan, 12 февраля 2016 № 1.diggerdolan Новый член. Сообщений: 3 Местоположение: Дублин, Ирландия.
2 января 2017 г. · Здравствуйте, я новичок в этом форуме. Я делаю сварочный аппарат TIG и работаю над схемой стартера ВЧ дуги. Я использую трансформатор для неоновых вывесок. Модель EH 9030A Вход 120v 1.3a 50/60 Гц Выход 6365Vmrs 30ma Внутренний тип 7 2161MH Эта штука производит красивую пурпурную искру, но проблема в том … Круто Улучшения сварщика TIG AHP Кевина Карона. Обзор AHP Alpha TIG 201XD и модернизация резака Flex. Сварщик Vulcan Omnipro 220 Miller multimatic 200 тест.
Сварщик МИГ, Сварщик Мультипроцессов, Сварщик Палки, Сварщик Tig; 2020 Weldpro 200 Amp Inverter Multi Process Welder с двойным напряжением 220V / 110V Mig / Tig / Arc Stick Сварщик / сварочный аппарат 3 в 1 $ 799,00 $ 698,00 Сварка TIG аккредитована для получения чистых и точных сварных швов более тонких материалов, требующих строгого контроля температуры. Свариваемый металл нагревается вольфрамовым электродом, а газ аргон защищает сварочную ванну от загрязняющих веществ, переносимых по воздуху.
Сравнение характеристик HTP America TIG — Щелкните здесь Сравнение характеристик HTP America TIG Invertig 221 Invertig 313 Invertig 400 Входное напряжение Однофазное напряжение: 220 В (208-240 В) Однофазное Двойное напряжение: 110 В / 220 В (208-240 В) Однофазное 230 В ( 208-240 В) Однофазный или 3-фазный Однофазный: 230 В (208-240 В) 3-фазный: 200-575 В Сварка C Связано: ahp tig welder tig welder everlast welder primeweld ahp tig mig welder ahp alpha tig ahp mig welder альфа-тигр.Включите описание. Категория. Все. Бизнес …
Dec 08, 2020 · Сварочный аппарат AHP AlphaTIG 200X TIG может выполнять точные и тонкие сварные швы и обрабатывать сталь 3/8 дюйма и алюминий 1/4 дюйма. Кроме того, он поставляется с новой горелкой TIG и может сваривать 6013 и 7018. Он также позволяет вам всегда контролировать процесс сварки обеими руками с помощью удобной ножной педали. Сварка TIG была аккредитована для получения чистых и точных сварных швов из более тонких материалов, требующих строгого контроля температуры. Свариваемый металл нагревается вольфрамовым электродом, а газ аргон защищает сварочную ванну от загрязняющих веществ, переносимых по воздуху.
Технические советы по дуге под флюсом
Процесс сварки под флюсом (SAW) существует уже более 75 лет, но фундаментальные методы сварки под флюсом все еще недостаточно изучены в промышленности. Поскольку большинство производителей сварки предлагают высокоскоростные инверторы с расширенным контролем формы волны, может возникнуть соблазн игнорировать основы SAW при поиске неисправностей или повышении эффективности сварки. Ниже приведены некоторые из наиболее распространенных советов и приемов, применяемых в процессе сварки на ПАВ, которые успешно применяются в промышленности.
Распространенные ошибки
Использование неоптимального диаметра электрода. Что касается диаметра электрода, то больший не всегда лучше. Два электрода разного размера могут пропускать один и тот же ток, но они будут вести себя по-разному двумя способами, которые влияют на процесс сварки.
Первый — это плотность тока. Плотность тока является определяющим фактором при рассмотрении эффективности плавления. Например, при 600 А электрод большего диаметра 3/16 дюйма не работает с оптимальной плотностью тока.Это означает, что скорость плавления ниже, чем у электрода меньшего диаметра, пропускающего тот же ток.
Во-вторых, как плотность тока влияет на профиль проникновения. Для данного тока электрод меньшего размера может обеспечить более глубокий профиль проникновения. Это может быть недостатком для тонких материалов, где больший диаметр фактически снижает тенденцию к прожогу.
Неправильная установка устройства для выпрямления проволоки. Часто операторы не настраивают устройство для выпрямления проволоки, чтобы проволока оставила контактный наконечник достаточно прямым, чтобы предотвратить его «блуждание» во время сварки.В отличие от процесса открытой дуговой сварки, такого как газовая дуговая сварка (GMAW), при SAW оператору трудно увидеть, правильно ли движется электрод и не отклоняется ли он от желаемого места в соединении.
Это будет проявляться как непостоянный профиль проникновения при резке и травлении. Это особенно важно для электродов на ПАВ с металлическим сердечником. В некоторых случаях требуется двухплоскостной выпрямитель для проволоки.
Несоответствующее расстояние между контактным наконечником и рабочей поверхностью. Расстояние между контактным наконечником и заготовкой (CTWD) — это расстояние от контактного наконечника до заготовки.CTWD — еще одна переменная, которая не видна оператору из-за конструкции шарнира или слоя потока, и может показаться наименее значимой переменной, но это далеко от истины.
При изменении CTWD резистивный нагрев изменяет ток, необходимый для оплавления электрода. В режиме постоянного тока скорость подачи проволоки увеличивается с увеличением CTWD. В режиме постоянного напряжения ток будет уменьшаться с увеличением CTWD. Важно, чтобы эта переменная была правильной при сварке.
Часто операторы определяют CTWD от того, где находится флюсовое сопло, но это неверно; его следует измерять от контактного наконечника. Кроме того, операторы, которые хотят изменить степень покрытия флюсом во время сварки, часто поднимают или опускают механизм подачи проволоки. При этом они непреднамеренно изменяют ток или скорость подачи проволоки (в зависимости от режима). По этой причине разумно перемещать флюсовое сопло независимо от головки, и, как было показано, ключевым моментом является поддержание постоянного CTWD.
Это изображение поперечного сечения типичного сварного шва под флюсом.
Неверный поток. Выбор комбинации сварочного флюса и проволоки более сложен, чем выбор проволоки для GMAW или порошковой сварочной проволоки (FCAW). Различные комбинации могут давать самые разные наплавки.
Несколько наиболее часто игнорируемых и важных вопросов, которые следует задать:
— Будет ли сварка выполняться за несколько проходов или за один / ограниченный проход? Не рекомендуется использовать активные флюсы (которые содержат кремний и марганец) для многопроходной сварки, поскольку повышенный уровень Mn с последующими проходами может привести к чрезмерной твердости, чрезмерной прочности и, как правило, к плохой ударной вязкости по Шарпи с V-образным надрезом (CVN).
— Каковы требования CVN? Различные комбинации флюса и проволоки дают разные сварочные свойства. Это требование может варьироваться от типичных -20 градусов по Фаренгейту до — 40 градусов по Фаренгейту и так далее, и его следует учитывать при выборе сварочного флюса.
— Требуется ли термическая обработка после сварки (PWHT)? Это существенно повлияет на выбор оптимальной комбинации флюс / проволока, поскольку обычно предел текучести (UYS) и предел прочности при растяжении (UTS) могут упасть ниже того, что требуется для классификации после снятия напряжения (SR).
— Что именно вы делаете? Какое состояние поверхности и требуемый уровень раскислителя? Например, Lincoln Electric® производит как минимум шесть различных флюсов, которые в сочетании с электродом EM12K соответствуют требованиям F7A2-EM12K. Однако все они оптимизированы под определенные характеристики. Лучше проконсультироваться со специалистом по сварке, а не просто по классификации AWS / CSA комбинации флюс / проволока.
Неправильное хранение флюса и обращение с ним. Lincoln Electric флюсы с низким содержанием водорода H-8 или выше.Хотя ни один магазин не будет хранить и выставлять стержневой электрод с низким содержанием водорода E7018 в условиях открытого цеха в течение нескольких дней подряд, часто одни и те же магазины не имеют жесткого контроля в своей стандартной рабочей процедуре хранения флюсов на ПАВ. Лучше всего следовать рекомендациям производителя.
Плохое восстановление незаплавленного флюса. Допустимо извлекать нерасплавленный флюс, но необходимо соблюдать осторожность, чтобы не допустить попадания загрязняющих веществ, таких как шлифовальная пыль и кусочки метелки-венчика, которая используется для уборки флюса.Лучше всего использовать систему восстановления вакуумного флюса.
По мере многократного восстановления и повторного использования флюса размер частиц постепенно уменьшается. Целесообразно обеспечить постоянный размер частиц флюса путем смешивания в идеале 50% первичного флюса с рекуперированным флюсом. Лучший способ обеспечить правильное смешивание — использовать бункеры для флюса, которые способны смешивать с регулируемым соотношением.
Целесообразно также использовать магнитный сепаратор и просеиватель соответствующего размера, чтобы гарантировать, что в извлеченный флюс не попадут металлические частицы или прокатная окалина.Эти загрязнения могут вызвать такие дефекты, как пористость.
На этом изображении показано соотношение между диаметром проволоки и размером валика. Сварка DC +, 650 А, 32 В, скорость перемещения 24 дюйма в минуту. Обратите внимание на разные профили проплавления для электродов трех диаметров.
Общие проблемы, возможные решения
Пористость. Пористость — легко идентифицируемая проблема при открытой дуговой сварке, но время от времени она случается и при сварке под флюсом.Если у вас есть пористость, первое, что нужно проверить, — это влажность, вызванная неправильным хранением флюса на ПАВ.
Если причина не в этом, проверьте наличие загрязнений. Пористость часто возникает из-за чрезмерного выделения газов из-за примесей. Некоторыми примерами этих газообразующих загрязняющих веществ являются ржавчина, краска, масло, прокатная окалина и сера. Это особенно заметно на второй стороне двустороннего углового сварного шва, поскольку газу негде выйти, кроме как через металл шва, нанесенный на другую сторону.Например, очень важно, чтобы сопрягаемая поверхность стыкового или углового шва была чистой перед установкой пластин. Если оператор шлифует прихватки, он должен убедиться, что шлифовальная пыль случайно не попала в стык. Другая потенциальная причина, возвращаясь к обсуждению рециркулируемого флюса, заключается в том, что система регенерации рециркуляционного флюса используется неправильно и размер частиц ухудшается. Чрезмерная мелочь может вызвать проблемы с пористостью.
Часто увеличение тока и / или замедление скорости движения сварного шва может исправить ситуацию, так как теперь у лужи больше времени, чтобы быть в жидком состоянии, чтобы гарантировать, что выделение газа пройдет через систему шлака и мимо поверхности сварного шва. .
Менее распространенной причиной пористости является пористость от дугового разряда (азота).
Недостаточное покрытие флюсом также может вызвать пористость азота, но это должно быть довольно очевидно для оператора, поскольку может увеличиться вспышка дуги из-за флюса / шлака.
Хотя сваривать поверх грунтовки не рекомендуется, свариваемые типы, такие как предварительная грунтовка на основе цинка, потребуют особой осторожности при выборе флюса и разработке процедуры сварки. Следует выбирать более активные потоки, которые вносят больше Si и Mn.
Отсутствие Fusion. Часто это происходит не из-за недостаточного тока для достижения желаемого проплавления, а из-за чрезмерного количества металла сварного шва для скорости перемещения или конфигурации соединения. Слишком низкая скорость перемещения может привести к тому, что металл сварного шва будет катиться вперед мимо дуги, смягчая силу дуги в основном материале. Необходимо соблюдать осторожность при сварке в V-образной канавке, особенно в нижней части, где легко получить чрезмерное количество сварочного металла для поперечного сечения соединения. Очевидно, это трудно заметить в процессе SAW.
При сварке каруселей малого диаметра это может быть вызвано недостаточным смещением головки от верхней мертвой точки (ВМТ). Недостаточное смещение также может привести к скатыванию металла сварного шва из дуги под действием силы тяжести. И наоборот, чрезмерное смещение может привести к скатыванию металла сварного шва по дуге. Если оператор сталкивается с утечкой расплавленного флюса, это хороший признак того, что смещение неверно.
Включения шлака. Шлаковые включения могут обнаруживаться при неразрушающем контроле и часто вызваны недостаточной скоростью движения или чрезмерным током / WFS, когда металл шва может выбрасываться вперед над расплавленным шлаком.Как и в предыдущем обсуждении отсутствия слияния, оператор может увидеть это также при неправильном смещении головы от ВМТ. Оба случая могут привести к улавливанию шлака. Оператор может легко это увидеть, потому что профиль борта будет изрезан по осевой линии (недостаточное смещение) или вогнутым (чрезмерное смещение).
Показано влияние положения электрода на кольцевую сварку.
Наконец, недостаточная очистка шлака от предыдущих проходов также может привести к включению шлака.
Трещины по центру. Трещина по средней линии — это трещина по средней линии сварного шва, но не обязательно в геометрическом центре стыка многопроходного сварного шва.
Возможные причины включают следующее:
— Трещина сегрегации — Компоненты с низкой температурой плавления в металле сварного шва, такие как сера / медь / цинк / фосфор или свинец, собираются по направлению к центральной линии, так как это последнее место сварного металла замирает. Эту склонность к горячему растрескиванию можно предсказать по формуле, приведенной ниже.C, S, P и Nb вносят вклад в образование горячих трещин, тогда как Si и Mn являются резисторами к горячему растрескиванию, поскольку они являются раскислителями.
UCS = 230 C + 190 S + 75 P + 45 Nb — 12,3 Si — 5,4 Mn — 1
— Отношение ширины к глубине — Узкие и глубокие валики не идеальны. Трещина, показанная на рисунке, вызвана чрезмерным зазором.
В идеале отношение ширины сварного шва к глубине должно составлять 1,1: 1,4. Профиль проникновения глубже ширины нежелателен.
— Форма валика и профиль поверхности — Шляпообразные валики также нежелательны. Они являются результатом чрезмерно низкой скорости движения.
Вогнутая поверхность профиля нежелательна, поскольку поверхность сварочного металла находится в напряжении.
Растрескивание в зоне термического влияния (HAZ): Эти трещины, часто называемые замедленным растрескиванием, холодным растрескиванием или водородным растрескиванием, обычно вызваны чрезмерно высоким остаточным водородом или чувствительным материалом с высоким углеродным эквивалентом.
Этот узкий и глубокий валик вызвал трещину по оси.
Распространенным решением проблемы растрескивания в ЗТВ является предварительный нагрев сварного соединения для снижения скорости охлаждения, что дает водороду больше времени для диффузии. При расчете необходимого предварительного нагрева ключевым фактором, кроме толщины, является углеродный эквивалент основного материала.
Оператор также может обеспечить низкое содержание водорода во флюсе с помощью нагревателей флюса, надлежащего хранения и использования флюсов, поглощающих водород.
Поперечная трещина. Поперечные трещины встречаются не так часто, как другие виды растрескивания, на высокопрочных материалах UTS 110-KSI или выше. Поперечные трещины также могут быть вызваны высоким остаточным напряжением.
Несмотря на то, что поперечные трещины обычно возникают из-за чрезмерного содержания водорода в ЗТВ, в некоторых ситуациях чрезмерное содержание водорода может вызвать чрезмерную твердость сварного шва. В этом менее распространенном сценарии трещины напоминают поперечные трещины.В любом случае было бы полезно провести испытание на твердость поверхности.
Пила может быть сложной. Но если операторы будут придерживаться основ, можно решить многие проблемы и реализовать преимущества SAW.
Кен Муи, P.Eng. является инженером по применению в компании Lincoln Electric, www.lincolnelectric.com. С ним можно связаться по адресу [email protected].
Как избавиться от шлака при ручной сварке — Baker’s Gas & Welding Supplies, Inc.
Сваркапалкой — лучший способ сварки для начинающих или опытных сварщиков, которым необходимо выполнять чистые, прочные швы на металле, не чистом или не идеальном для сварки MIG.Сварка палкой обеспечивает большую мощность и отправляет дефекты сварного шва в верхнюю часть сварочной ванны, чтобы их можно было удалить щеткой, молотком или наждачной бумагой после охлаждения.
Сама по себе сваркапалкой не гарантирует чистый сварной шов без примесей. Подготовка и техника сварки имеют такое же отношение к сварному шву, как и способность использовать молоток, проволочную щетку или наждачную бумагу. Вот несколько основных советов по сварке стержнем, которые помогут добиться наилучшего качества сварного шва, когда в смеси присутствует шлак.
Сварка палкой с большим усилием
Для выталкивания шлака в сварочной ванне назад и из металлического шва требуется сила дуги. Чем больше у вас мощности, тем меньше будет шлака, при условии, что вы не подвергнете сварной шов пескоструйной очистке и прожиганию. Сварка прилипанием к верхнему пределу значений силы тока гарантирует, что дуга будет плотной и будет получен чистый готовый сварной шов.
Сварщику, работающему с меньшей силой тока, не хватит мощности, чтобы вытолкнуть шлак, сплавлять металл или поддерживать дугу плотной и сфокусированной.Дуга может перемещаться по всему металлу и даже вызывать брызги на нем, не говоря уже о вас самих.
Техника для сварки штангой
Угол наклона сварочной дуги играет важную роль в предотвращении попадания шлака в сварочную ванну. Небольшой угол лобового сопротивления около 15 градусов — хорошее место для начала, но не бойтесь увеличивать или уменьшать угол, если вы работаете в вертикальном или горизонтальном сварочном положении, которое требует немного другого угла. Ваш угол должен быть адаптирован к положению вашего проекта.
Однако, если у вас нет угла к вашему электроду, вы просто врежетесь прямо в металл. Ваш шлак не будет вытолкнут на верхнюю часть лужи, и вы создадите беспорядочный сварной шов.
Избегайте стержней для сварки штангой 6013
Сварочные стержнитипа 6010 или 7018 типичны для большинства сварочных работ. В то время как некоторые сварочные школы используют 6013, многие работающие сварщики винят стержни 6013 во многих своих проблемах со сваркой. Даже сварка при правильном токе недостаточна, чтобы гарантировать, что эти электроды будут выполнять свою работу правильно в некоторых случаях.
Создайте свои бусинки для нескольких проходов
Один из лучших способов избежать проблем с загрязненными сварными швами — это планировать сварные швы на несколько проходов. Чем шире сварной шов, тем больше нужно распланировать несколько проходов. Если вы не выровняете валики правильно, флюс может застрять внутри сварного шва при следующем проходе.
Подайте сварочный электрод
Шлак будет накапливаться на кончике сварочного электрода, и, хотя сварщики придумали несколько креативных (и опасных) способов их удаления, лучше всего иметь под рукой тяжелую металлическую пилку.Ваша дуга пострадает, если вы не потратите время на подпиливание сварочного стержня, когда накапливается шлак.
Сварка с постоянной скоростью
Вам нужна мощность, чтобы протолкнуть шлак в верхнюю часть сварочной ванны, но вам также нужно определенное количество времени, чтобы шлак поднялся вверх. Сварка с постоянной скоростью движения гарантирует, что вы не прожигете металл, но дадите шлаку достаточно времени, чтобы подняться на вершину. Слишком быстрое движение оставит шлак прямо в готовом сварном шве.
Очистите металл перед сваркой
В то время как сварка штучной сваркой может обрабатывать загрязнения в металлической заготовке, не помешает принять некоторые профилактические меры, очистив, шлифуя или шлифуя сварное соединение, чтобы удалить масло, жир или любые другие дефекты, которые могут испортить сварной шов. .
Подробнее о сварочных аппаратах для стержневой сварки
Посетите Baker’s Gas and Welding, чтобы узнать о последних предложениях по сварочным аппаратам и принадлежностям для ручной сварки.
Сопутствующие товары
Сварочный аппарат постоянного тока Miller Thunderbolt 160
Артикул: MIL
1
Узнать больше
Miller Heavy Duty MIG / Stick перчатки
Артикул: MIL-HDMS
Узнать больше
Lincoln Precision TIG 225 AC DC Сварочный аппарат 460/575/1/60
Артикул: LINK2533-2
Узнать больше
Lincoln — Электрод-стержень Excalibur 7018 — 5 фунтов
Артикул: LINED033515
Узнать больше
.