Как самостоятельно научиться правильно сваривать металл: урок электродуговой сварки инвертором
На дачном участке, у себя в частном доме, гараже или собственной мастерской часто бывают случаи, когда требуются навыки сварщика. Особенно данные навыки полезны при ведении строительства собственными силами. А научиться, как пользоваться электросваркой и использовать ее для своих нужд довольно просто. Для этого нужно понимать основы сварки металла, знать некоторые профильные секреты и научиться ими пользоваться.
Основы сварки
Суть электросварки металла состоит в следующих действиях. Силовой агрегат в виде трансформатора или инвертора вырабатывает определенной мощности ток, который подается по кабелям к специальному электроду из металла. Между металлической заготовкой, приготовленной к сварке и электродом возникает электрический разряд, образуя устойчивую высокотемпературную электрическую дугу, расплавляющую металл. При этом образуется точечная ванночка кипящего металла, в которой плавится и сам электрод, выполняющий одновременно роль присадочного материала.
Сварщик, передвигая дугу, формирует шов, в котором кипящий метал обоих свариваемых между собой заготовок перемешивается образуя единое монолитное соединение.
Виды электросварки
Электрическая дуга горит за счет мощного тока подаваемого к электроду. Ток может быть переменным и вырабатываться сварочным трансформатором или постоянным, подаваемым к месту сварки от инвертора:
- Трансформатор. В зависимости от модели может подключаться к сети 220 либо 380 V. Но работать с этим агрегатом новичку будет сложно, так как при переменном токе электродуга непостоянна и удерживать ее человеку с небольшим опытом сварочных работ довольно трудно. При этом дуга создает шум и ей свойственно разбрызгивать кипящий металл из ванночки. Сам трансформатор отличается большим весом, громоздкостью и создает значительные перепады напряжения в электросети особенно в момент зажигания электродуги.
 Это, естественно, отрицательно воздействует на бытовую технику.
Это, естественно, отрицательно воздействует на бытовую технику. - Инвертор. Выдает к электроду постоянный ток, преобразованный из переменного, который он получает от централизованной электросети напряжением 220 V. Аппарат имеет небольшой вес, компактный, работает бесшумно и практически не влияет на напряжение в сети, отличается высокой производительностью. Подаваемый к электроду постоянный ток обеспечивает устойчивое горение электродуги, которой даже можно варить жесть, благодаря чему ее проще контролировать и перемещать при сварке.
 Это, естественно, отрицательно воздействует на бытовую технику.
Это, естественно, отрицательно воздействует на бытовую технику.Именно такой аппарат должен использовать начинающий мастер для приобретения сварочных навыков.
Технология процесса
Электросварка относится к высокотемпературному процессу плавки металла. Чтобы было понятно, как правильно сваривать металл электросваркой, нужно отчетливо осознавать все происходящие процессы:
- Электродуга зажигается при прикосновении электрода к металлу, после чего между ними образуется небольшое расстояние (2−5 мм) которое требуется постоянно удерживать. Под воздействием дуги металл свариваемых заготовок и электрода плавится и перемешивается.
- Объем сварной ванночки зависит от подаваемого на электрод напряжения, ее положения в пространстве, скорости, с которой перемещается электродуга, размера и формы кромок свариваемых заготовок и других аспектов. Средняя глубина ванночки обычно составляет около 6 мм, длина порядка 10−30 мм, а ширина в пределах 8−15 мм.
- Покрытие электрода при сгорании образует облачко газа, которое защищает дугу и расплавленный металл от окисления при взаимодействии с воздухом, а также обеспечивает поддержку определенной температуры, необходимой для плавления металла.
- В момент, когда горящий электрод перемещается из точки, в которой только что был расплавлен металл, начинается процесс кристаллизации и остывания шва, соединяющего сваренные детали. При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком.
- Образовавшийся на поверхности расплавленного металла шлак от покрытия электрода также способен держать температуру во время кристаллизации металла одновременно, не допуская к нему кислород из воздуха.
 При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком.
При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком.Рабочие инструменты сварщика
Инверторы для сварки продаются уже с комплектом кабелей с электродным держателем и прищепкой для массы. Но при покупке все эти рабочие элементы рекомендуется тщательно осмотреть, чтобы убедиться в их качестве.
Сварочные кабели должны быть покрыты гибкой резиновой изоляцией с надежными контактными наконечниками из латуни и подходить к разъему выбранного аппарата. Если инвертор рассчитан для работы в пределах 150А — его кабеля должны иметь сечение около 16 мм2. При силе тока в 200А — 25 мм2, а свыше 250А — желательно использовать сечение 35 мм2. Также нежелательно удлинять провода, так как это снижает мощность тока, подаваемого к электроду.
Держатель электродов. Является самым важным инструментом сварщика, потому, что им производится основная манипуляция электродугой при сваривании металла. Обычно это качественно изолированный и совершенно безопасный держатель в виде прищепки. Эта модель удобна тем, что после замены, перед тем как варить электродом, его можно выставить не только перпендикулярно по отношению к держателю, но и выставить определенный градус в 45о.
Зажим, при помощи которого масса подключается к свариваемой заготовке, должен иметь мощную пружину и латунные контакты.
Кроме всего этого, сварщик должен быть обеспечен:
- Защитной маской, которая не пропускает вредные лучи сварочной дуги.
- Перчатки и одежду из плотного, непрогораемого материала и кожаной обувью.
- Подсобными инструментами в виде комбинированного молотка с зубилом и металлической щетки.
- Ведром с водой или огнетушителем.

Электроды выбираются в зависимости от толщины металла, который будет свариваться. Мощность напряжения для сварки выставляется в расчете от используемого диаметра электрода, при этом следует отталкиваться от значения — на 1 мм диаметра электрода достаточно мощности в пределах 30−40 А.
Желательно данное значение не превышать, иначе электрод будет вместо спокойной плавки металла просто выдувать его из ванночки.
Азы электродугового способа
В рекомендациях, как научиться варить инвертором, рекомендуется обратить внимание именно на начало процесса сварки. Прежде чем начать работу, следует выставить свариваемые заготовки в заданное положение, а при надобности надежно их зафиксировать на рабочем столе. Для пожарной безопасности рядом должно находиться ведро с водой. Во избежание случайного возгорания нельзя производить сварку на основании из дерева. Не допускается разбрасывать горячие огарки электродов в зоне ведения сварных работ.
Розжиг электродуги и наложение шва
Чтобы зажечь дугу без залипания электрода рекомендуется его наклонить к металлической заготовке под углом примерно около 600 и произвести им скользящее движение (примерно, как спичку о коробок). После того как появится искра, электрод следует оторвать от металла на расстояние не более 3−5 мм и удерживать его в таком положении на протяжении всего процесса сварки. Если электрод во время розжига дуги залипнет к поверхности металла, его нужно просто качнуть из стороны в сторону и повторить попытку розжига.
Электрод во время горения дуги нужно медленно перемещать вдоль свариваемых кромок металлических заготовок, плавно совершая им колебательные движения. Этими движениями расплавленный под большой температурой металл как бы «сгребается» в центр ванночки, образуя монолитный, слегка выпуклый шов.
После того как электрод сгорит до минимального размера, его следует заменить новым. После этого удаляется шлак с наваренного шва, а затем на расстоянии примерно около 10−12 мм от углубления, которое образовалось в конце проваренного шва, зажигается электродуга.

После этого электрод возвращается к углублению, заполняется кипящим металлом от электрода, и работа продолжается.
Манипуляция электродом
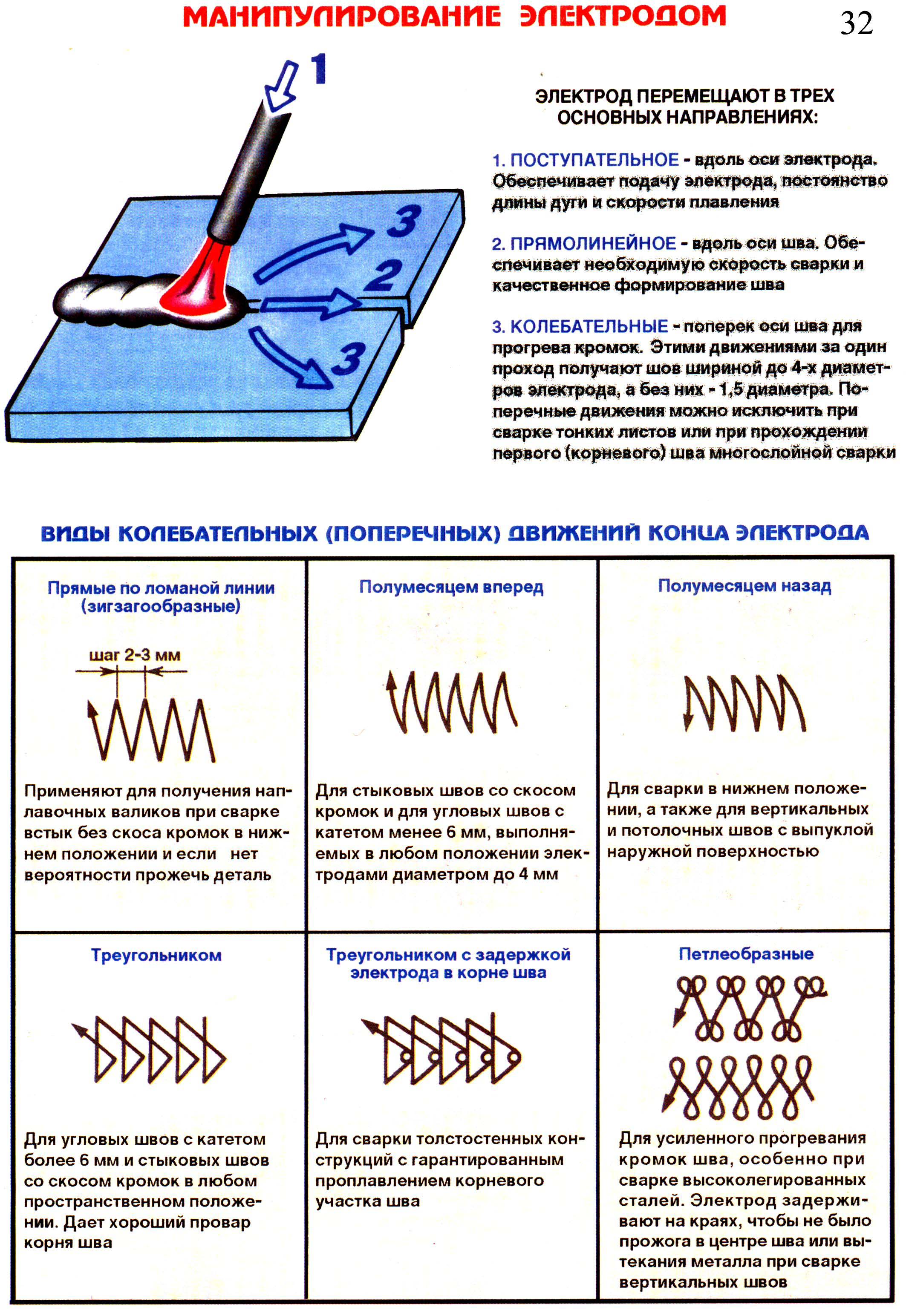
Перед тем как научиться варить инвертором, нужно познакомиться с траекториями движения электрода, которые нужно делать при сварочных работах. Они могут выполняться по трем направлениям:
- Поступательные движения. Небольшие колебательные движения дуги производятся вдоль свариваемого шва. Для этого достаточно поддерживать стабильное горение электродуги определенной длинны.
- Поперечные движения из стороны в сторону выполняются для формирования определенной ширины сварного шва. Обычно используется для перекрытия ранее наложенных сварных швов.
- Продольное направление. Формируется обычный, но тонкий шов определенной высоты, которая образуется в зависимости от скорости движения электрода и его диаметра. Для придания образовавшемуся шву большей прочности он перекрывается новым, выполненным с помощью поперечного движения электродуги.
На практике при сварке особенно толстого металла используются все три движения, которые производятся по очереди при последовательной накладке очередных швов друг на друга.
Кроме классических манипуляций у каждого сварщика со временем вырабатывается личный почерк. Но главная работа заключается в хорошей проплавке кромок свариваемых деталей и создание шва заданной высоты и ширины.
Работа с трубами
Ручной дуговой сваркой могут накладываться вертикальные, горизонтальные и потолочные швы и самый простой — сварка в нижнем положении. Например, отопление, при горизонтальном положении трубопровода сварка выполняется практически во всех пространственных положениях. Кроме этого, если труба расположена вертикально, накладывается только горизонтальный шов.
Трубу можно самостоятельно заварить путем ее поворота вокруг своей оси, используя газовый аппарат или инвертор. В данном случае ее сваривают вертикальным швом или в нижнем положении.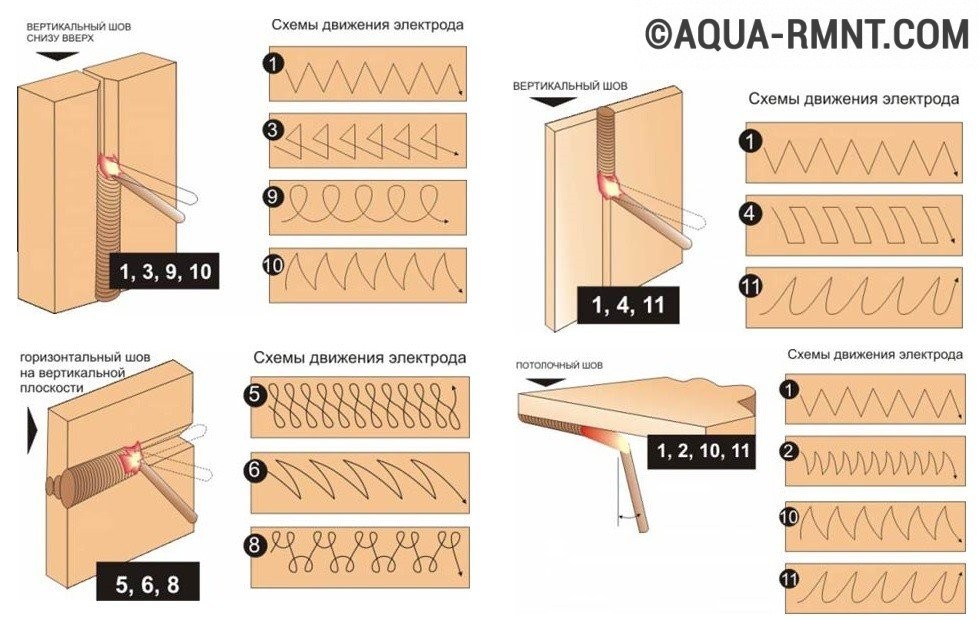
Если толщина стенок свариваемых труб не более 6 мм, на стык накладываются два шва: коренной и перекрывающий слой. При толщине стенок в диапазоне 6−12 мм накладывается не менее 3 слоев. Если металл имеет толщину больше 19 мм, тогда шов формируется из четырех и более слоев.
Каждый наложенный шов обязательно должен освобождаться от шлака и тщательно зачищаться, после чего разрешается накладывать очередной слой.
Самым ответственным швом является первый (коренной). Он полностью расплавляет кромки трубы и после окончания сварки тщательно проверяется на наличие пор и трещин. Если таковы обнаруживаются, они вырезаются, и это место проваривается по-новому.
Второй слой и все следующие выполняются в более медленном темпе, при этом начало каждого нового слоя должно исходить от предыдущего со смещением в пределах 15−30 мм. Завершающий верхний слой должен плавно сливаться с поверхностью металла свариваемой трубы и иметь определенный катет.
Для улучшения качества проваренного стыка трубы новый слой по отношению к предыдущему ведется в обратном направлении.
Несколько советов мастера
Чтобы лучше усвоить практические уроки электросварки, желательно начинать тренироваться с умения накладывать швы на толстом металлическом листе. На нем легче научиться манипулировать электродугой, накладывая самые различные швы, используя простые размеренные движения электрода. Полученные навыки помогут прочувствовать, под каким углом электрода и при каких движениях лучше получается шов и в дальнейшем помогут выработать определенный стиль владения держателем.
Сваривать две заготовки длинным сплошным швом сразу не рекомендуется. При температуре шов будет стягиваться, и сваренная деталь деформируется. Чтобы этого не произошло, заготовки следует временно скрепить между собой небольшими точечными прихватками с шагом примерно 80 — 250 мм. При этом шаг зависит от размеров заготовок, приготовленных к сварке.
При этом шаг зависит от размеров заготовок, приготовленных к сварке.
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
 Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Возникновение сварочной дуги
Строение и свойства электрической дуги
Классификация сварочной дуги
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
Передвижение и наклон электрода при сварке
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Техника ручной дуговой сварки
Траектория движения электрода
- Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
- Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
- Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
- Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
- Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
- Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
- Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
- Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
- При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
- Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
- С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
- Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
- При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
- «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
- Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
- Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
- При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
- Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
- Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
- Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
- При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
- Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
- При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
- Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
- Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)
рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).
рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)
рис.6
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Непровар
Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Блок: 1/6 | Кол-во символов: 380
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Блок: 2/12 | Кол-во символов: 1193
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Блок: 2/6 | Кол-во символов: 468
Источник: http://instrument-blog.ru/svarka/kak-varit-invertornoj-svarkoj.html
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Блок: 2/6 | Кол-во символов: 2106
Источник: https://svarkaed.ru/svarka/obuchenie-svarke/invertornaya-svarka-dlya-nachinayushhih.html
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Блок: 3/10 | Кол-во символов: 3315
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Блок: 3/12 | Кол-во символов: 1206
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Как правильно подобрать электрод
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Блок: 4/8 | Кол-во символов: 1013
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Блок: 5/6 | Кол-во символов: 4812
Источник: http://instrument-blog.ru/svarka/kak-varit-invertornoj-svarkoj.html
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Блок: 7/8 | Кол-во символов: 1572
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Блок: 5/6 | Кол-во символов: 846
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Блок: 4/6 | Кол-во символов: 2779
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Блок: 6/10 | Кол-во символов: 891
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Блок: 6/6 | Кол-во символов: 443
Источник: http://instrument-blog.ru/svarka/kak-varit-invertornoj-svarkoj.html
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Блок: 7/12 | Кол-во символов: 2583
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Блок: 8/8 | Кол-во символов: 1136
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Как правильно держать электрод и вести шов
Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Блок: 8/12 | Кол-во символов: 1551
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Блок: 9/10 | Кол-во символов: 786
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Блок: 10/10 | Кол-во символов: 583
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Блок: 11/12 | Кол-во символов: 1567
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Блок: 12/12 | Кол-во символов: 790
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaed.ru/svarka/obuchenie-svarke/invertornaya-svarka-dlya-nachinayushhih.html: использовано 2 блоков из 6, кол-во символов 3706 (10%)
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih: использовано 4 блоков из 10, кол-во символов 5575 (15%)
- https://svaring.com/welding/teorija/azy-svarki-elektrodami: использовано 5 блоков из 6, кол-во символов 7303 (20%)
- http://instrument-blog.ru/svarka/kak-varit-invertornoj-svarkoj.html: использовано 3 блоков из 6, кол-во символов 5723 (16%)
- https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html: использовано 3 блоков из 8, кол-во символов 3721 (10%)
- https://instrumentiks.ru/sovety/svarka-invertorom: использовано 8 блоков из 12, кол-во символов 10259 (28%)
Сварка инвертором для начинающих. Инструкция по инверторной сварке.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме. Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
- Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются
крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.
Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
Подготовка к работе
Соединение профильных труб без сварки преимущественно производится при помощи специализированных хомутов и болтов. С течением времени крепеж ослабляется, поэтому при уходе за изделием необходимо постоянно проверять прочность конструкции. Чтобы снизить проблемы при эксплуатации, для сборки конструкции применяется сварка.
Для получения прочного сварного шва требуется подготовить поверхность трубы. Для этого:
отрезки труб обрезаются по требуемой длине;
Использование болгарки для нарезки труб
Обрезать трубы рекомендуется специальными инструментами, например, ножовкой по металлу, что позволяет сделать срез максимально ровным.
- если необходимо соединить элементы под углом, то трубы тщательно подгоняются друг к другу, чтобы зазоров было как можно меньше. Это позволит увеличить качество сварного шва и, как следствие, надежность готового изделия;
- места, где предполагается расположение сварного шва, очищаются от ржавчины, заусенцев и иных посторонних налетов. Любое вкрапление отрицательно влияет на прочность шва. Очистку можно провести простейшей металлической щеткой или специализированной техникой, например, шлифовальной машинкой.
Подготовка поверхности перед сваркой
Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.
Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, спецодежда, защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Как образуется шов
Основа для чайника в вопросах работы ручного сварочного аппарата — понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Контроль дугового промежутка
Схема сварочной дуги
Говорить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Сварка тонкого металла электродом: технология, электроды
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело.
Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды.
Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите.
Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками.
Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Толщина металла, мм0,5 мм1,0 мм1,5 мм2,0 мм2,5 мм| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров.
Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали.
Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей).
Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева.
После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов.
Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты.
Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4.
При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать.
Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Источник: https://stroychik.ru/tools/svarka-tonkogo-metalla
Особенности сварки тонкого металла электродом
Листовой металл востребован в разных отраслях. Примером выступает соединения кузова автомобилей, создание емкостей для жидкостей. Сварка тонкого металла электродом дает возможность создать конструкции высокой прочности. Для него предусмотрено огромное количество приспособлений. Однако не все представленные методики будут эффективными при обработке листов.
Сварка тонколистового металла электродом
Особенности работы
Не каждый специалист может сваривать железо толщиной 1–2 мм. Это подразумевает навык, опытные характеристики. Если часто смотреть ролики и учитывать рекомендации, то возможно добиться существенных продвижений.
Обработка имеет следующие особенности:
- Прожоги. Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
- Непроваренные места. Желая сделать все быстро, сварщики спешат, что приводит к появлению непроваренных областей. Это ухудшает герметичность, делая деталь непригодным для жидкостей.
- Наплывы. Расплавленный материал под воздействием направленной силы выдавливает шов на обратной стороне. Положение исправляется подложкой или снижением нагрузки.
- Деформация конструкции. Материал подвержен перегреванию, что влечет его деформацию. Он вытягивается в месте нагрева. Выходом из положения служит правка холодным способом посредством резинового молотка или распределение шва по поверхности.
С учетом того, что сваривание проводится на сниженной силе тока, то элементы размером 4 мм и 5 мм не дадут электрической дуге гореть в нормальном темпе.
Выбор режимов
В домашних условиях для сваривания рекомендуется использовать инвертор. Он имеет максимально точную настройку по сравнению с трансформаторными моделями.
Мощность тока полностью зависит от размера листов и диаметра дуги. Тонкими считаются листы толщиной 5 мм. Проблемы могут возникнуть с меньшим коэффициентом.
Соответствие силы, материала и диаметра электрода представлено в таблице:
| Параметры материала в мм. | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Электрод, мм | 1 | 1-1,6 | 2 | 2,5 | 2-3 |
| Показатель тока, А | 10–20 | 30–35 | 35–45 | 50–65 | 65 |
Данные таблицы являются усредненными. Правильно настроить прибор можно при сваривании. При выборе электродов для сварки тонкого металла нужно учитывать, что они оборудованы увеличенной скоростью плавления. Это значит, что шов ведется непрерывно.
Как варить тонкий металл?
Сваривание тонколистного железа проводится с помощью различных технологий. При точечном воздействии высоких температур исключается образование прожога для качественного шва.
Подготовка
Как сварить тонколистовой металл известно не всем. Существуют правила подготовки к процедуре:
- Подбирается электрод и коэффициент сварного тока. На корпусе устройства указывается параметр для различной толщины материала. Оптимальным выступает 35–40 А.
- Нужный электрод ставится, зажимается клемма на свариваемом продукте.
- Сварные детали должны прочно присоединяться друг с другом.
Спайка тонких металлических листов осуществляется лишь когда технология проверена. После этого разрешается приступать к основному процессу.
Сварка
При малой толщине материала обработка проводится небольшими участками или в шахматном порядке. Применение этой технологии дает возможность ровно распределять тепловые качества:
- Работу начинают с прихвата электродом по краям, затем ставится точка в центре. Таким образом деталь не может быстро нагреваться, равномерно распределяя напряжение.
- После нанесения область зачищают металлической щеткой, чтобы удалить шлак.
- Сварка проводится точечно. Не стоит спешить, нужно дать заготовке остыть.
- Когда шов станет ровным, для максимальной герметичности проходят полосой на короткой дуге.
Специалисты советуют наклонять изделие от линии горизонта и делать шов от нижней к верхней части. Тогда лишнее станет выходить и самостоятельно выдуваться посредством давления сварочной дуги.
Точечное соединение металла
Альтернативные методы
Сварка тонколистового металла — процедура деликатная и ответственная. Она требует определенных знаний. Может проводиться полуавтоматом или вручную. Первый метод значительно проще. Процесс вручную подразумевает определенные действия.
Процессом сварки тонкого металла инвертором считается спайка. Сварка встык доступна настоящему профессионалу или в случае, если сила тока рассчитана по всем параметрам. Тогда выбирается пайка внахлест. При инверторной сварке для получения ровного шва нужно выбрать мощность тока.
Практические советы
Перед процессом опытные сварщики рекомендуют ознакомиться с полезными советами:
- Изначально следует тренироваться на лишних остатках и бракованных изделиях.
- При инверторном способе выбирается небольшая мощность, потому что запрещено разрывать работу между электродом и железным листом.
- Для любой операции необходимо надевать защитную одежду и дополнительные аксессуары, например, термоустойчивые перчатки, невоспламеняющуюся куртку, прочный шлем, очки.
- Специальная подкладка уменьшает вероятность прожечь отверстия, поэтому варить тонкий металл легче.
- Меньшая дуга исключает перегревание обрабатываемого места.
Качественная сварка тонкого листового металла осуществляется на специализированном оборудовании. Главное подготовить изделия, отвести лишнюю температуру, выставить ток.
Сварка тонкого металла электродом | Arc welding of thin metal — Территория сварки Особенности сварки тонкого металла электродом Ссылка на основную публикацию
Источник: https://metalloy.ru/obrabotka/svarka/tonkogo-metalla-elektrodom
Сварка тонкого металла электродом
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.
Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4.
При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания.
Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали.
В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
Источник: https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla.html
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
- Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
- Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
- Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
- Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
- Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
- От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
ВАЖНО ЗНАТЬ: Инструкция по пайке радиаторов охлаждения двигателя
- На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
- Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
- Видео:
Как вести контроль над дуговым зазором?
- Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
- Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
- Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
- Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
- Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
- Видео:
- Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
- Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
- Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
- Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
- Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
- При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
- Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
- При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
ВАЖНО ЗНАТЬ: Технология лазерной сварки металлов
- Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
- Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
- Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
- Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
- Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
- Видео:
- При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
- При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
- Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
- При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
- Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
- Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
- Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
- Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
- Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
- При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
- Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
- Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
- Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
- В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
- За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
- Видео:
- Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
- Но при этом нужно знать, куда какой заряд подсоединить.
- Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
- Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
- Видео:
- Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
- В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра.
На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение.
Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток.
Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения.
Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков.
Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к.
проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода.
Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм.
Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл.
Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
- Поделись с друзьями
- 0
- 0
- 0
- 0
Источник: https://svarkalegko.com/tehonology/kak-varit-tonkij-metall.html
Техника сварки тонкого металла электродом: особенности оборудования
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ.
Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала.
Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Сварка инвертором для начинающих: инструкции и видео
Подготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу. Второй кабель представляет зажим для электрода.
Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
Недостатки:
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Что представляет собой инвертор
Сейчас есть широкий ассортимент инверторных сварочных аппаратов, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после — в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором для начинающих, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретный состав металла.
Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и варить их электродами, к примеру ОК-46 или УОНИИ 13/55, диаметром 3 –4 мм.
Электроды УОНИИ
Схема подключения инвертора, полярность
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения: прямая полярность (масса +, рукоять -) и обратная полярность (масса -, рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
Выбор силы тока при сварке электродом
Советы и возможные ошибки
Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
Важно взять за привычку очищать от ржавчины и налета места соединения.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.
Инверторный сварочный аппарат
Основы сварки инвертором
Для сваривания металлических конструкций при помощи инвертора, нужно понимать особенности процесса сварки, разбираться в его функциональности. Следует ознакомиться с теоретическими данными и только после этого переходить к практике и нарабатывать опыт.
Сварка инвертором для начинающих
Для начинающих сварщиков важно правильно отточить перемещения электрода над поверхностью свариваемых металлов и понять, как подбирать ток, чтобы формировать качественный шов. Нужно взять несколько заготовок и потренироваться на них создавать шов с использованием различных электродов
Основной нюанс — описывать электродом простые зигзаги, круги или ёлочки так, чтобы высота шва и ширина была одинаковой по всей длине.
Стандартные схемы перемещения электрода для создания надёжных сварных швов.
Сварщик надо владеть техникой формирования швов на уровне автоматизма. Рука должна плавно и равномерно перемещать электрод на одинаковой высоте от поверхности заготовок
Не менее важно понять, какие свойства металл приобретает в различных сварных ваннах
На этапе оттачивания автоматизма следует не забывать о том, что не нужно допускать прогаров, неполного проплавления, разбрызгивания металла.
Как при сварке образуется шов
Так выглядит шов при сварке инвертором
Сварной шов образуется в месте формирования дуги, которая создаётся вблизи контакта электрода и металлических частей. При подаче тока в определённом диапазоне величин между электродом и поверхностью металла, подсоединённого к одной из клемм инвертора, формируется дуга с высокой температурой горения. Именно она заставляет проплавляться металл и создавать шов после остывания.
Обмазка электродов содержит определённый химический состав, который при нагреве частично плавится и испаряется. Испаренная часть вокруг дуги образует особую атмосферу, препятствующую контакту металла с кислородом. Благодаря этому соединение получается по прочности сравнимое с литыми конструкциями. Несгоревшие компоненты обмазки остаются на поверхности деталей и подлежат после остывания удалению путём зачистки щёткой или оббивания молотком.
Как правильно выбрать сварочный инвертор и электроды для него
Правильно подобранные электроды играют большую роль в формировании качественного и надежного сварного соединения. Научиться выбирать их невозможно по видео, для этого следует придерживаться общепринятых рекомендаций и следующих принципов.
- При работе со средне- и низкоуглеродистыми сталями используют углеродистые электроды.
- Легированные стали варят при помощи электродов, выпускаемых по ГОСТ 10052-75 и 9466-75.
- Для сварки изделий из чугуна применяют изделия марки ОЗЧ-2.
Классификация электродов по тину и назначению (нажмите для увеличения)
Если вы собираетесь приобрести сварочный инвертор для использования в домашней мастерской, на приусадебном участке или на даче, придерживайтесь следующих рекомендаций.
- Максимальное значение сварочного тока – 160–200 А. Лучше сразу приобрести аппарат, у которого это значение может быть достаточно высоким, потому что оборудование с более скромными параметрами не даст вам возможность варить детали большой толщины.
- Напряжение холостого хода не должно превышать величины 90 В, лучше выбирать инверторы, у которых данный параметр находится в интервале 50–60 В.
- Продолжительность включения (ПВ) (параметр, который указывает на то, в течение какого времени оборудование может работать без перерыва) лучше выбирать в пределах 40–80%.
Учитывая тот факт, что напряжение в бытовых электрических сетях очень нестабильное и часто характеризуется значительными скачками и падениями, лучше выбирать инвертор, способный работать в широком интервале величины питающего напряжения.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.
Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.
При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Полярность при сварке инвертором
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.
Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Что такое сварочный инвертор и как он работает
Сварочный аппарат инверторного типа
Инвертор представляет собой специальное оборудование, предназначенное для электродной сварки металлических деталей. В отличие от сварочного трансформатора, имеет компактные размеры и относительно небольшую массу.
Простые модели позволяют вручную регулировать ток, подаваемый на электроды, а также ряд типичных предустановок. Профессиональные аппараты предоставляют возможность подстроить параметры горения дуги, создавать собственные настройки и т. д.
Принцип работы инвертора основан на преобразовании переменного тока в постоянный, а затем в высокочастотный, но с малой величиной напряжения (50-70 В). Поскольку в качестве питания используются обычные одно- или трёхфазные электросети, то в них могут возникать скачки напряжений, что недопустимо при сварке. Выбор в пользу постоянного тока решает эту проблему.
Преобразование в постоянный ток решает проблему колебаний напряжений. Также стабильная работа аппарата обеспечивается и при пониженных величинах питания.
Немного о технике безопасности
Будем кратки и не станем разглагольствовать
Самое важное, даже при сварке инвертором, была и остаётся техника безопасности. Наличие маски сварщика, это обязательное условие
Также, варить нужно в одежде из негорючих материалов, которая будет надежно защищать руки и ноги от искр расплавленного металла.
Само собой разумеется, что вблизи места проведения сварочных работ не должно находиться легковоспламеняющихся предметов. Кроме того, не стоит забывать и о том, что домашняя электропроводка должна быть способна выдержать нагрузку от подключения сварочного инвертора.
Примерно это около 4 кВт, если говорить о сварочном токе не более чем в 200 А. И, хотя сварочные инверторы не так сильно нагружают электросеть, как старые трансформаторные аппараты, при пониженном напряжении они могут отказаться работать
Всё это важно учитывать при подготовке к проведению сварочных работ
Основная работа
Типичные электроды для сварки представляют собой металлические стержни с покрытием – обмазкой, прикрывающей место сваривания от взаимодействия с атмосферным кислородом.
При контакте наконечника стержня и металлической конструкции образуется дуга, обмазка начинает гореть и немного расплавляться. Образуется газ, окружающий так называемую сварную ванну. Все это обеспечивает изоляцию от кислорода.
Помимо защиты и образования шлака при работе с инвертором необходимо, чтобы контролировалась и техника сварки. Нужно следить, чтобы происходило достаточное и равномерное прогревание в местах соединения.
Расстояние расплавки от края должно быть одинаковым для обоих элементов. Для этого надо контролировать, чтобы расстояние от наконечника до поверхности было одним и тем же во всем процессе.
При сварке инвертором следует постепенно продвигать держатель электрода, поскольку частички расплавляющегося электродного стержня переносятся дугой в шов.
Стоит также вырисовывать наконечником различные фигурки, способствующие уширению и сплавлению элементов, это могут быть круги, зигзаги, петли, крючки, змейки.
Так как все линии должны быть четко выведенными, то двигать придется умеренно и плавно, причем уверенно. Впоследствии можно самому управлять скоростью по состоянию образовавшейся ванночки.
На помощь начинающим сварщикам
Чтобы облегчить процесс сварки инвертором для начинающих, а также сгладить популярные типичные ошибки новичков в ходе обучения на современных инверторных аппаратах предусмотрены следующие встроенные автоматические функции:
- Для упрощения процедуры первого поджигания дуги встроена система «Hot Start».
- Предотвратить такой неприятный момент для новичков как «залипание» электрода, которое происходит по причине быстрого приближения металлического стержня к рабочей поверхности, поможет функция «Arc Force».
- Если все-таки электрод «залип», для предотвращения перегрева самого аппарата инвертора и отключении сварочного тока, существует функцией «Anti-Stick».
С помощью данных встроенных функций вы сможете быстрее научиться пользоваться инверторным аппаратом для сварки и получить качественные швы уже на первых испытаниях.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.
Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Пошаговая инструкция по выполнению работ
Подготовительные шаги:
- Шаг первый – для начала следует подготовить рабочее место, убрать помещение от лишних предметов и легкогорючих материалов и жидкостей;
- Предусмотреть нормальное освещение места творческих изысканий.
- Подготовить материал для сваривания и необходимые инструменты.
- Проверить правильность и надежность соединения кабелей в случае использования электрических удлинителей.
Что касается самих работ, то здесь нужно раз и навсегда усвоить последовательность и порядок действий, это должно стать правилом и выработать все движения до автоматизма:
- Сварочные кабели разматываются и расправляются, подключается к гнездам инвертора.
- Свариваемые детали раскладываются, проверяется правильность соединений по возможности закрепляются в тисках или струбцинах.
- Одеваются средства защиты, подготавливается маска.
- Клемма массы – зажим со знаком «плюс» к одной из свариваемых поверхностей.
- Электрод вставляется в держатель.
- Проверяется подключение самого аппарата к электрической сети, без включения клавиши подачи электропитания.
- Включается питание, через 15-20 секунд аппарат готов к работе.
- Электрод подносится к месту предполагаемого шва, защитная маска подносится к лицу, разжигается дуга.
- Легкими движениями формируется образование сварочной ванны, и формируется шов.
При соединении небольших деталей, где шов имеет небольшую длину, рекомендуется не выключать аппарат на время контроля качества и удаления шлакового налета, при больших объемах работы, рекомендуется, несмотря на наличие принудительного охлаждения, выключать инвертор и делать небольшой перерыв.
По окончании работ рекомендуется:
- Убрать руку с держателем, прекратить образование электрической дуги.
- Выключить питание аппарата.
- Дать остыть 3-5 минут шву, и легкими постукиваниями оббить шлак и проконтролировать качество шва – в идеале, он должен быть похож на уложенные чешуйки, как на рыбе – одна должна вроде бы накладываться на другую.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Основные виды и типы марок электродов
Электроды конструктивно состоят из сердечника и защитной оболочки (обмазки). Их составы подбираются индивидуально: материал сердечника должен максимально соответствовать типам свариваемых металлов, а обмазка — обеспечивать оптимальную среду для создания надёжного соединения.
Электроды подразделяются по назначению для сварки следующих металлов:
- сталей углеродистых и легированных;
- сталей нержавеющих;
- цветных металлов.
Типы обмазок по составу бывают такие:
- основные;
- рутиловые;
- кислые;
- целлюлозные;
- смешанные.
Расшифровка маркировки электрода. Правильное понимание параметров позволит эффективно сваривать металлические конструкции.
Для начинающих сварщиков идеально подходят электроды диаметром до 3 мм с основным и рутиловым покрытием. Они позволяют создавать пластичные и прочные швы на основании базовых знаний и навыков.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме. Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
- Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используютсякрайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Руководство по покупке сварочного аппарата— все, что вам нужно знать о сварочных аппаратах и сварке
Покупка первого сварочного аппарата или замена старого не так проста, как раньше. Доступно несколько типов сварщиков, у каждого из которых есть свои плюсы и минусы. Выбор между газосварщиком и дуговой сваркой может быть первым решением. Даже в этом случае не все сварщики дуговой сварки одинаковы: все сварщики, сварщики дуговой сварки, сварки TIG и MIG используют электрическую дугу для плавления металла. Затем есть инверторные сварочные аппараты, не говоря уже о комбинациях сварщиков с плазменной резкой.
Даже опытным мастерам по металлу бывает непросто выбрать лучшего сварщика (или комбо) для своих нужд. Эта статья предоставит полное руководство по покупке лучшего сварщика, а также важные факты о сварщиках и сварке. Новичкам, которые покупают своего первого сварочного аппарата для дома, мы начнем с основ, обсудив типы сварщиков и то, как они работают.
Какое сварочное оборудование вам нужно? Безопасность сварки является важным фактором, особенно если вы раньше не выполняли много сварочных работ.При изучении спецификаций сварщиков и чтении обзоров сварщиков большая часть терминологии может сбивать с толку, если у вас нет подробных знаний о сварщиках и сварке. Прежде чем приступить к обсуждению сварщиков, было бы целесообразно ознакомиться с общими терминами, используемыми при сравнении сварщиков и методов сварки.
Что такое сваркаСварка — это процесс плавления или соединения материалов с использованием тепла. Обычно это касается металлов и термопластов.Хотя, как правило, сварка в основном относится к соединению металлов, и этому будет уделено основное внимание в статье. Нашим первым шагом будет определение терминов, используемых при обсуждении сварки металлов.
Дуговая сваркаБольшинство современных сварщиков используют электрическую искру или дугу для выработки тепла, необходимого для соединения металлов. Электрический ток большой амплитуды генерирует дугу, которая плавит металл, тем самым сплавляя две детали с использованием расплавленного металла. Из-за их популярности я более подробно расскажу о типах дуговой сварки позже в этой статье.
Газовая сваркаГоворя о газовой сварке, следует четко различать газовое пламя (кислородно-ацетиленовые сварочные аппараты) и газовую защиту. Сварщик с газом или ацетиленом использует комбинацию газов для создания высокотемпературного пламени. Это пламя можно использовать для плавления или резки металла. В то время как электродуговые сварочные аппараты стали предпочтительным методом сварки, некоторые предпочитают кислородно-ацетиленовые сварочные аппараты, особенно при ремонте двигателей и систем трансмиссии.
Масло и другие загрязнения на металлической поверхности нарушают электрическую проводимость, и их необходимо тщательно очистить перед использованием любого типа электросварочного аппарата. Газовое пламя просто сожжет любые загрязнения.
Однако аппараты для кислородно-ацетиленовой сварки, как правило, создают менее привлекательный сварной шов и могут деформировать металл.
Защитный газЗащитный газ может представлять собой комбинацию газов или CO₂. Газ используется для предотвращения воздействия переносимых по воздуху загрязняющих веществ на качество сварного шва.
Сварочные стержниВ аппаратах для ручной сварки используются расходные стержни различной длины и диаметра. Длина стержня определяет, как долго вы можете непрерывно сваривать перед заменой. Сварочный пруток большого диаметра используется для более толстых материалов или более твердых металлов с большей силой тока. Тонкие сварочные стержни используются при низкой силе тока для мягкой, тонкой стали. Сварочные стержни могут различаться по своему составу для сварки разных типов металлов.
Сварочная проволокаРулон проволоки заменяет сварочный стержень для сварщиков MIG.Эта проволока непрерывно подается в сварочную горелку, что позволяет оператору выполнять непрерывную сварку в течение более длительных периодов времени. Используя проволоку, вы можете более точно контролировать сварной шов. Как и сварочные прутки, проволока может иметь различный диаметр для более тонких или толстых металлов. Точно так же используются разные типы проволоки в зависимости от свариваемого металла. Сварочную проволоку можно использовать с защитным газом, подаваемым через сопло, подаваемое из газового баллона, или с помощью флюса внутри сердечника проволоки.
FluxСварочные стержни или сварочная проволока с флюсовым сердечником содержат флюс, что устраняет необходимость в защитном газе. Сварочные стержни с флюсовым покрытием покрыты химическим составом, который при нагревании образует защитный газ. Сварочная проволока может иметь в сердечнике флюс, который действует таким же образом.
Рабочий циклСварщики обычно перегреваются при продолжительной работе с высоким током. Когда сварщик достигнет критической температуры, вам придется прекратить работу и дать сварщику достаточно остыть, прежде чем продолжить.
Рабочий цикл означает время, в течение которого сварочный аппарат может работать на максимальной мощности, прежде чем ему потребуется остыть. Это выражается в процентах от 10-минутного цикла. Если сварочный аппарат имеет номинальный рабочий цикл 70% при 300 А, это означает, что он может проработать 7 минут при 300 А, прежде чем ему понадобится охлаждение. Сварщику потребуется 3 минуты, чтобы достаточно остыть, завершив 10-минутный рабочий цикл.
Номинальная мощностьПредставляет собой напряжение и силу тока, выработанные для данного рабочего цикла.Более высокие значения силы тока и напряжения позволяют сваривать более толстые детали. Металлы с высокой плотностью, такие как латунь, требуют более высокого отношения силы тока к напряжению.
ШлакФлюс оставляет слой черного материала, защищая сварной шов от загрязнений. Он известен как шлак и удаляется после охлаждения сварного шва. Отбойный молоток и металлическая щетка используются для удаления шлака.
БрызгиМелкие капли расплавленного металла, называемые брызгами, могут смещаться во время сварки.Это создает шероховатую поверхность, которую необходимо очистить наждачной бумагой, проволочной щеткой или шлифовальной машиной.
Типы сварщиковЕсть несколько вариантов выбора электросварщика. Основные варианты — это аппараты для ручной сварки, сварщики TIG и сварщики MIG. Мы также сравним инверторные сварочные аппараты с традиционными трансформаторными сварочными аппаратами.
Сварщики палкойСварочные аппараты палкой используют сварочный стержень с флюсовым покрытием в качестве электрода для проведения электричества и создания дуги, плавящей металл.Сварочные стержни бывают разной длины и диаметра. Более толстые стержни используются при высокой силе тока для твердых металлов и толстых деталей. Сварочные стержни являются расходными материалами и требуют частой замены, что может быть неудобно при выполнении длинных сварных швов.
Обычно это самые дешевые сварочные аппараты. Это простые машины, которые практически не требуют обслуживания или ремонта. Помимо добавления трансформаторного масла, слишком охлаждающего сварщика, вы сможете использовать его в течение многих лет без каких-либо эксплуатационных расходов.
Чтобы освоить сварку штангой, нужна определенная практика. Вам нужно получить правильный угол между стержнем и свариваемым металлом. Кроме того, необходима твердая рука, чтобы поддерживать идеальный зазор между электродом и свариваемой поверхностью. Также необходимо согласовать силу тока и диаметр стержня с типом и толщиной свариваемого металла. Если сила тока слишком высока, металл будет быстро гореть. Вместо того, чтобы плавить металл, он будет расплавлять в нем дыры. Слишком низкая сила тока приведет к прилипанию стержня к металлу.
Сварщику рукоятью не так сложно научиться, как сварщику TIG, но он все же требует определенных навыков. Одним из самых больших недостатков использования сварочных аппаратов для стержневой сварки является то, что они не подходят для соединения металла разного типа и толщины. Основная причина, по которой люди предпочитают сварочные аппараты штангой, заключается в том, что они дешевле и менее сложны, чем сварщики других типов.
Сварщики TIGСварщики вольфрамовым инертным газом (TIG) являются более специализированными сварщиками и обычно используются профессионалами и сварщиками-роботами.В этих сварочных аппаратах для генерации электрической дуги используется вольфрамовый электрод. Сопло направляет инертный защитный газ в сварной шов, чтобы защитить его от загрязнений.
Несмотря на то, что для освоения сварки TIG требуется время, в основном регулирование угла и межэлектродного зазора, для определенных приложений есть несколько преимуществ. Вольфрамовый электрод позволяет выполнять точные сварные швы на тонких металлах с меньшим ожогом. Сварщик TIG также хорошо работает с любым типом металла. Сварочные аппараты TIG практически не производят брызг или шлака.Это означает аккуратный сварной шов без необходимости его последующей очистки.
Сварочные аппараты MIGСварщики в среде инертного газа (MIG) используют металлическую проволоку, вплавленную в сварной шов. Для защиты сварного шва используется инертный защитный газ. Газ может быть выпущен из сопла на электроде или может содержаться в проволоке (проволока с сердечником из флюса).
Сварка MIG обычно прочнее и пластичнее, чем сварка другими сварщиками. Сварку MIG также легче всего освоить.Скорость подачи проволоки можно отрегулировать в соответствии со скоростью сварки. Нет никакой реальной необходимости следить за межэлектродным зазором или углом. Просто введите проволоку в зазор между двумя металлическими поверхностями с постоянной скоростью.
Сварка MIG является предпочтительным методом для тонких металлов, алюминия и сплавов. Сварщики MIG обычно самые дорогие.
Сварка MIG и TIGЕсли у вас возникли трудности с выбором между сварщиком MIG или TIG, вот краткое изложение преимуществ и недостатков каждого метода сварки.
Сварка МИГ
- Самый простой способ сварки для изучения
- Лучше для сварки толстого металла
- Самый быстрый метод сварки
- Может сваривать различные типы металлов, включая низкоуглеродистую сталь, нержавеющую сталь, и алюминий
- Лучше всего подходит для соединения металлов не одного типа
- Обычно дороже, чем другие типы сварочных аппаратов
- Дополнительная стоимость сварочной проволоки
- Не лучший вариант для точной сварки хрупких материалов
Сварка TIG
- Лучшее для тонких сварных швов на тонких материалах
- Более низкие затраты, не требуются стержни или проволока
- Лучше для сварки металлов с низкой электропроводностью
- Лучше для сварки, подверженной коррозии и неровный металл
- Сниженное количество брызг и отсутствие шлака
- Ограниченная способность для более толстых деталей
- Можно сваривать материалы только одного типа 9 0162
- Медленнее, чем сварка MIG
- Сложнее освоить
* Для домашнего цеха сварочный аппарат MIG обычно лучший выбор.
Инверторные сварочные аппаратыТрадиционно все аппараты для дуговой сварки использовали трансформатор с различными настройками AMP. Современные инверторные сварочные аппараты используют тот же основной принцип, что и трансформатор, с дополнительным преимуществом инвертора с компьютерным управлением.
Инверторные сварочные аппараты более эффективны и, следовательно, потребляют меньше электроэнергии. Эта эффективность также снижает тепло, выделяемое внутри сварочного аппарата. В результате инверторные сварочные аппараты имеют более длительный рабочий цикл. Контролируемый ток, производимый инверторным сварочным аппаратом, упрощает их использование.Напряжение и сила тока остаются стабильными, что снижает вероятность возгорания или прилипания.
Инверторные сварочные аппараты значительно легче традиционных трансформаторных сварочных аппаратов, что делает их более портативными. Несмотря на то, что это надежные аппараты, они более сложны, чем сварочные аппараты старого образца, и могут потребовать большего обслуживания и ремонта в течение всего срока службы. Инверторные сварочные аппараты также дороже.
Сварщик Комбинированные аппараты плазменной резкиМногие люди хотят знать, стоит ли им покупать комбинированные аппараты плазменной резки.
Плазменные резаки, без сомнения, лучшие при резке металла. Они используют тепло, чтобы с идеальной точностью разрезать металл. На металле нет заусенцев или шероховатостей, а значит, шлифовка или шлифовка практически отсутствует. Плазменный резак будет ограничен толщиной (или плотностью) металла, который он может резать. Это будет определяться мощностью электрической дуги, генерируемой плазменным резаком. Мощность большинства сварочных аппаратов плазменной резки ограничена. Однако одна машина, которая выполняет обе задачи, может показаться заманчивой, особенно для слесаря или любителя.
Профессиональные слесарии предпочитают отдельные станки для резки и сварки. В основном это связано с тем, что вы можете выполнять только одну задачу за раз. Имея один аппарат для резки и сварки, вы не можете делать и то, и другое одновременно. Поскольку в профессиональном цехе по металлу время — деньги, у вас обычно есть люди, выполняющие обе задачи одновременно.
В домашнем магазине понятно, почему люди могут рассматривать комбинированный сварочный аппарат для плазменной резки как идеальное решение. Одна машина будет занимать меньше места, что часто является большой проблемой в домашнем магазине или гараже.Также дешевле купить вариант «два в одном», чем покупать две отдельные части оборудования. Хотя в этой связи нужно обращать внимание на то, что вы покупаете.
Дешевые сварочные аппараты плазменной резки вообще уступают по качеству. Они могут быть менее опытными при сварке и могут быть не в состоянии резать или сваривать более толстые и плотные металлы. С учетом сказанного, качественный сварочный аппарат плазменной резки может стать идеальным решением для домашнего магазина.
Резка металла идет рука об руку со сваркой.Нельзя упускать из виду преимущества плазменной резки, особенно при выполнении сложных разрезов. Если вы чувствуете необходимость купить аппарат плазменной резки и сварочный аппарат, и вам не нужно использовать и то, и другое одновременно, комбинация аппаратов плазменной резки имеет смысл.
Если вы собираетесь купить комбинированный сварочный аппарат для плазменной резки, сделайте свою домашнюю работу. Будьте готовы платить больше за качественную машину, это все равно будет дешевле и, вероятно, удобнее, чем покупать отдельные машины. Прочтите обзоры и обратите внимание на мощность и рабочий цикл этих машин, они могут иметь решающее значение.
Какой тип сварочного оборудования вам нужен?Независимо от того, какой сварочный аппарат вы выберете, существует целый ряд других необходимых вещей. Защитное снаряжение жизненно необходимо, я буду обсуждать это в разделе «Безопасность при сварке». Наряду с этим есть необходимые инструменты для работы с металлом. Сварка — это только часть процесса, вам также нужно будет резать металл и, возможно, гнуть металл.
В базовый арсенал сварочного инструмента должен входить отбойный молоток и проволочная щетка.Отбойный молоток имеет плоскую головку с острым концом на другом конце. Он используется для удаления шлака, оставшегося от сварочного флюса. Металлическая щетка также используется для удаления шлака и помогает удалить брызги.
Угловая шлифовальная машина — еще один незаменимый инструмент для сварки и работы с металлом в целом. Его можно использовать для резки металла, но есть ограничения при резке острых углов и кривых. Угловая шлифовальная машина важна для очистки металла после завершения сварки. Угловые шлифовальные машины используются для срезания гребней в сварном шве и, как правило, сглаживания поверхности металла.
Настольные тиски с наковальней — важный инструмент в любом магазине. Он удерживает заготовку в нужном положении, и у большинства из них есть наковальня для придания формы металлу. Настольные тиски также можно использовать для гибки металла с квадратными углами. Хотя для более контролируемой гибки, например для точных кривых, лучше использовать гибочный инструмент.
В вашем списке должен быть набор молотков для отбивания и выбивания металла различной формы. Шариковый молоток, вероятно, самый важный. С-образные зажимы необходимы для удержания деталей вместе, а инструменты для сварки и квадратной резки могут быть большим подспорьем в обеспечении идеальных прямых углов.Особенно мне нравятся магнитные квадраты. Эти инструменты имеют угол наклона 90 и 45 градусов. Будучи магнитными, они удерживают два металлических предмета под правильным углом без необходимости закрепления или регулировки.
Безопасность при сваркеНевозможно переоценить важность безопасных методов работы при сварке. Вы имеете дело с чрезвычайно высокими температурами, и падение расплавленного металла с заготовки во многих отношениях опасно. Кроме того, существует ультрафиолетовое излучение, которое может нанести долговременный необратимый вред вашим глазам и коже.
Сварка ПТФЭ необходима, и это начинается со сварочного шлема. Купите качественный сварочный шлем, чтобы защитить глаза и лицо от воздействия ультрафиолета. Вы обязательно оцените сварочный шлем с автоматическим затемнением и высоким уровнем защиты от ультрафиолета.
Горячий металл может прожечь одежду, поэтому используйте огнестойкие материалы. Вам нужно покрыть каждую часть тела толстым материалом, чтобы предотвратить повреждение кожи ультрафиолетом. Рекомендуемая одежда — длинные рукава (из плотной ткани) и толстые джинсовые брюки.
Плотные кожаные сварочные перчатки защитят руки от ожогов. Также необходимы толстые огнестойкие рабочие ботинки. Падающие капли расплавленного металла могут лежать и тлеть на ваших ботинках, что, очевидно, опасно.
Работайте в незагроможденном помещении и никогда не выполняйте сварку в непосредственной близости от легковоспламеняющихся материалов. Электросварочные аппараты нельзя использовать во влажных или сырых условиях. Необходима соответствующая вентиляция, так как выделяются токсичные газы.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ЭСАБ, ИНК.УРОК I, ЧАСТЬ B 1.8.4.10 Некоторые сварщики используют трехфазное питание переменного тока. Трехфазный — это просто три источники переменного тока одинакового напряжения вводится тремя проводами, три напряжения или фазы разделены на 120 электрических градусов. Если синусоида для трех фаз нанесена на одну линию, они будут выглядеть, как показано на рисунке 12. 1.8.4.11 Это показывает, что трехфазное питание плавнее, чем однофазный, потому что перекрывающиеся три фазы предотвращают падение тока и напряжения до нуля 120 раз в секунду, тем самым обеспечивая более плавное сварочная дуга.1.8.4.12 Поскольку во всех цехах нет трехфазного питания, сварочные аппараты на обоих однофазное и трехфазное питание доступны. 1.8.5 Трансформеры — Трансформатор предназначен для увеличения или уменьшения напряжения. до безопасного значения, как того требуют условия. Обычное бытовое напряжение обычно 115 или 230 вольт, тогда как промышленные требования к питанию могут составлять 208, 230, 380 или 460 вольт. Передача таких относительно низких напряжений на большие расстояния потребовался бы проводник огромной и непрактичный размер.Следовательно, мощность, передаваемая от электростанции, должна быть усиленным для передачи на большие расстояния, а затем понижен для окончательного использования 1.8.5.1 Как Как видно на рисунке 13, напряжение генерируется на электростанции при 13 800 вольт. Увеличено, передаются на большие расстояния, а затем уменьшаются пошагово для конечный пользователь. Если подано питание в цепи трансформатора удерживается стабильным, затем вторичный ток (в амперах) уменьшается с увеличением первичного напряжения, и, наоборот, вторичное ток увеличивается как первичное напряжение уменьшается.Поскольку ток (в амперах) определяет размер провода или проводника, линия высокого напряжения может быть относительно небольшой диаметр. ФИГУРА 12 120 ° 1 ЦИКЛ ТРЕТИЙ ФАЗА ПЕРЕМЕННОГО ТОКА 240 ° 0 ° РИСУНОК 13 ПЕРЕДАЧА МОЩНОСТИ 13,800 В МОЩНОСТЬ ЗАВОД СТУПЕНЬ UP 287,000 V ВЫСОКИЙ НАПРЯЖЕНИЕ 300 МИЛЬ ШАГ ВНИЗ 132 000 В 34 000 В 4600 В 208В 230 В 460 В ОКОНЧАТЕЛЬНОЕ ИСПОЛЬЗОВАНИЕлучших брендов сварочных аппаратов в 2021 году [10 лучших вариантов]
Сварка — это арена, в которую вы хотите войти, но не знаете, с чего начать.Мы здесь, чтобы помочь вам выбрать лучший сварочный аппарат для новичка. Мы постараемся перечислить популярные способы сварки, их достоинства и недостатки. Идеальный сварочный аппарат — это такой аппарат, который помогает вам покорить мир металла с помощью любого процесса сварки MIG или TIG, в зависимости от того, что вам больше нравится в процессе сварки.
Основные ремонтные работы могут потребоваться домовладельцу, которому необходим переносной сварочный аппарат. Всякий раз, когда в какой-либо конструкции происходит поломка, вы должны немедленно исправить ее, чтобы увеличить срок ее службы, или подождите, пока квалифицированный специалист по ремонту решит вашу проблему, в течение двух или более двух дней, чтобы починить машину.
Сварочный аппарат — необходимое приобретение для начала бизнеса в области сварки и производства. Все известные бренды Индии производят все типы сварочных аппаратов, которые нечасто пользуются спросом в Индии. Ниже перечислены различные марки, доступные в Индии для сварочных нужд страны.
Я уверен, что вам интересно узнать несколько брендов, которые за это время завоевали доверие пользователей. Выбор почти идеальных брендов для вас осуществляется путем изучения объема производства, годового оборота, норм контроля качества, дизайна и эргономики машин.Другими факторами влияния являются экономическая эффективность, простота закупок и этичность брендов.
Что такое сварка?Сварка является неотъемлемой частью автомобильной, аэрокосмической, производственной, строительной, архитектурной и судостроительной отраслей с начала 19 века. Процесс заключается в соединении двух металлических сегментов с правильной величиной напряжения при сварке. Электрическая дуга, возникающая между электродом и основным металлом, блокируется присадочным металлом, возникающим из-за чрезмерного нагрева.Принцип дуговой сварки аналогичен как для обычных, так и для инверторных аппаратов.
Инверторная технология имеет дополнительное преимущество, позволяющее производить более постоянный, более стабильный и желаемый выходной ток. У них есть дополнительный механизм для переключения питания переменного тока на постоянный, а затем мощность постоянного тока изменяет плавную сварочную мощность для стабильного образования дуги.
Несколько преимуществ инверторного сварочного аппарата по сравнению с обычным оборудованием- Качество дуги лучше и стабильнее, чем у обычного оборудования.
- Окончательное качество сварки лучше с инверторным сварочным аппаратом.
- Повышение производительности с помощью инверторной технологии.
- Инверторные сварочные аппараты энергоэффективнее обычных.
- Портативность — важная особенность инверторных сварочных аппаратов.
- Предусмотрено охлаждение вентилятором.
Они считают, что безупречное обслуживание клиентов — это позиция, которой придерживается каждый в компании. Они быстро развивают лучший бренд сварочных аппаратов в Индии и удовлетворяют потребности людей в сварке и резке.Они производят лучшие сварочные аппараты по международной системе контроля качества как для полуфабрикатов, так и для готовой продукции под строгим контролем. Они удовлетворяют потребности сварки в более безопасных, точных, экологически чистых и энергосберегающих продуктах. Они делают оборудование очень портативным, легким, компактным, отлично управляемым, экологически чистым, защищенным от перегрева и тока.
Они поставляют лучший сварочный аппарат в Индии , который оптимизирован, настроен и отличается низким энергопотреблением.
У них есть развитая сеть поставщиков сварочных аппаратов в Индии и сервисный центр по всей Индии. Они поставили перед собой цель стать мировым лидером в сварочной отрасли, установив эталон качества, морали, справедливости, приверженности, честности и подлинности.
Зачем покупать Cruxweld Welders ?- Индийский бренд с мировым присутствием сварщиков
- Обслуживание клиентов — их девиз
- Большой выбор сварщиков, таких как MIG, TIG, ARC, плазменный резак
- Широкий ассортимент аппаратов контактной сварки
- Точечная сварка Аппараты для приварки шпилек имеют лучшее качество
- Экономичный бренд с лучшей ценой на сварочные аппараты доступен на мировом рынке
Сварочный аппарат Miller поможет вам справиться с большим разнообразием сложных сварочных задач.Они предоставляют широкий выбор сварочных аппаратов MIG, TIG, сварочных аппаратов Stick, SAW, сварочных генераторов с приводом от двигателя и многоцелевых сварочных аппаратов. Они имеют свою базу в Соединенных Штатах Америки и Канаде, но имеют продажи и услуги по всему миру, включая Индию.
Они лидируют в сварочной отрасли, создавая портативные сварочные аппараты , передовые продукты, основанные на решениях, и удовлетворяют технические потребности, заботясь о безопасности и полном здоровье. Продукция Miller предназначена для производства, изготовления, авиации, сельского хозяйства, автоспорта, образования и морских применений.
Зачем покупать сварочные аппараты Miller ?- Широкая сеть поставок и обслуживания
- Установленная лучшая марка сварочного аппарата за столетие.
- Многоцелевые машины, поставщик
- Большой ассортимент от сварочного аппарата с приводом от двигателя, сварочного генератора
- Качество и безопасность — главные цели
- Привлекательный и портативный инверторный сварочный аппарат
Эта компания предлагает сварочное оборудование, программное обеспечение для управления сваркой и услуги для промышленности.У них есть база в Финляндии и присутствие в шестидесяти странах, включая Индию. Они были первым производителем в мире, использующим цифровую сварочную технологию и программное обеспечение для управления сваркой.
Они особым образом заботятся о сварочных потребностях клиента. Они предоставляют машины высокого уровня по разумной цене. Их сварочные аппараты надежны и долговечны. Сварочный аппарат они также продают через Интернет. Мы находим стабильное качество в их аппарате для однофазной сварки .Оборудование достаточно универсальное и имеет характеристики высокого уровня.
Зачем покупать сварочные аппараты Kemppi ?- Присутствие по всему миру для продажи и поддержки
- Аппарат более высокого класса, поставляемый по цене Маленький сварочный аппарат
- Инверторные сварочные аппараты надежны и надежны
- Продайте сварочный аппарат через Интернет
- Рентабельно, надежно, и стабильное оборудование
Panasonic начал свою деятельность в Индии.Инженеры. дизайнеры и руководство Panasonic постоянно стремятся определить лучший продукт, чем предыдущая версия, следуя очень строгим этапам проверки качества. Этот бренд поставляет прочный, водостойкий и энергоэффективный сварочный аппарат best .
Они работают над политикой «Лучшая жизнь, лучший мир». У них есть широкий спектр сварочных аппаратов Mig, Tig, плазменных резаков, робототехники в процессе сварки. Они производят сверхмощные термически защищенные и переносные сварочные аппараты , которые потребляют меньше энергии.
Почему стоит покупать сварочные аппараты Panasonic ?- Компактные, удобные и надежные сварочные аппараты
- Водостойкий и энергосберегающий сварочный аппарат
- Большой ассортимент MIG, TIG, плазменных резаков и робототехники
- Лучшие конструкции
- Эргономичный инверторный сварочный аппарат для оператора
Благодаря своей новаторской деятельности они являются мировым лидером в производстве сварочного и режущего оборудования. Они предоставляют машины для ручной сварки и резки, автоматизацию и механизированные системы резки с высокопроизводительными решениями с эффективными системами доставки.С момента своего основания они специализируются на аппаратах для однофазной сварки .
Они обслуживают мировой рынок сварки и резки в регионах Европы, Северной Америки, Южной Америки, Азиатско-Тихоокеанского региона и Индии. У них есть свои дочерние компании почти во всех странах и двадцать шесть производственных предприятий на четырех континентах, включая Индию. Они планируют свои действия и стратегию в соответствии с мнением клиентов. Вклад клиентов помогает сделать их лидером в предоставлении лучших сварочных решений.
Почему стоит покупать сварочные аппараты Esab ?- Лучшее сварочное и режущее оборудование
- Продажа по всему миру и послепродажное обслуживание
- Отзывы, ориентированные на клиентов, очень хорошо воспринимаются как инновационные решения.
- Прочный, компактный, стабильный и портативный сварочный аппарат
- Большой ассортимент дуговой сварки
- Автоматизация — это специализация
Hobarts была приобретена Illinois Tool Works в 1996 году, той же компанией, которая взяла под контроль Miller Electric.В Огайо, США, они делают своих сварочных аппаратов в сестринской компании Miller Electric. Небольшие сварочные аппараты стильные, стабильные, прочные и имеют лучшую цену на сварочные аппараты.
Чарльз Кларенс Хобарт, его жена Лу Элла, их сыновья Эдвардс и Уильям вместе со своими братьями Хобартс создали эту компанию. Hobarts проектирует, тестирует и производит широкий спектр сварочного и режущего оборудования.
Hobarts с большей гарантией, чем другие бренды. Их портативные сварочные аппараты подходят для нужд сельского хозяйства, технического обслуживания, ремонта автомобилей и производства.Сварочные принадлежности, расходные материалы и шлемы с автозатемнением были добавлены в их комплект в 2000 году.
Команда поддержкиHobarts стремится к тому, чтобы с ней можно было легко связываться, работать и получать информацию. Их качество сварочных аппаратов и быстрое послепродажное обслуживание выделяют их среди других производителей.
Fronius начал свой скромный путь от производителя зарядного устройства и сварочного трансформатора к трем динамичным направлениям: безупречная сварка, безупречная солнечная энергия и безупречная зарядка, распространив свои три поколения, которыми теперь руководит его внучка Элизабет Энгельбрехт Мюллер-Штрауб.Они обязаны своим ростом инновациям, качеству и первоклассному обслуживанию.
Инновационные портативные сварочные аппараты с острыми кромками алмазов делают компанию Fronius лидером. Пользователи специально просят машины с БТИЗ выполнять свои проекты с наилучшими результатами.
Fronius, международный бренд, имеет свои офисы в США, Канаде, Мексике, Дании, Австралии, Франции, на Ближнем Востоке и в Индии. Сварщик Fronius — лучший выбор для бизнес-центра, где требуется строительство, изготовление и техническое обслуживание.
Lincoln Electric находит свое место среди ведущих производителей сварочных аппаратов. Это вековой бренд, чей капитал составляет 200 долларов США в Огайо, а его крылья охватывают 59 производственных точек в 18 разных странах. Их дистрибьюторы и офисы продаж расширились по всему миру в 160 местах.
Lincoln является мировым лидером в производстве лучших сварочных аппаратов и производит оборудование для пайки и припоя. Лучше всего они работают со своими машинами плазменной и газокислородной резки. Они являются ведущим поставщиком расходных материалов, таких как электроды, провода, кабели и горелки.
Бренд поставляет удобные и переносные сварочные аппараты с отличным послепродажным обслуживанием. Их отличительными чертами являются качество, внешний вид, стабильность, долговечность и доступность.
Их клиентами являются тяжелая промышленность, автомобилестроение, транспорт, трубопроводы, шельфовая промышленность, ремонт и техническое обслуживание.
Компания производит СИЗ, такие как шлемы, маски, сварочные костюмы, шапки, перчатки и защитные очки. О бренде можно судить по тому, что они готовят людей для курсов по сварке.
Lincoln специализируется на аппаратах для однофазной дуговой, сварочной сварки Mig, Tig и Stick. Роботизированная автоматизация — это ее рвение в отношении каждого устройства, которое они производят.
У основателя есть два девиза: «Делай сам» и «Делай правильно». Вариант быстрого и легкого сварщика был предложен г-ном Куртом Строхакком, чтобы выполнить свой девиз. Одиночный, высокомощный, компрессионный и портативный сварочный аппарат с возможностью сварки MIG, Stick / Arc, Tig предлагается компанией Eastwood. Минимальные изменения и переделки требуют выполнения сварных швов в разных режимах.
СварщикEastwood использует, когда вы беретесь за проект по переделке автомобиля. Для изменения требуется комбинация дуговой, TIG, Mig-сварки и точечной сварки. С небольшими изменениями сварщика, горелки. и катушку мы можем сваривать в разных режимах. Беря новый проект или переделывая автомобиль, нужен только сварщик из Иствуда.
Торговая марка рекомендует вам покупать своих сварочных аппаратов, поскольку они поставляют вам лучших сварочных аппаратов, в то же время учитывая экономичность. Качество и стабильность на уровне любых доступных марок сварщиков.
Из скромной компании по производству генераторов и сварщиков, выросшей до серии Green Power, известной в США и Канаде. Вы знаете, что Everlast не является древним брендом, но завоевал доверие пользователей своим качеством и конкурентоспособной ценой на сварочные аппараты.
Everlast настолько уверен в своем сварочном оборудовании, что предлагает 30-дневную политику возврата на свои портативные сварочные аппараты и аппараты плазменной резки. Компания сертифицирована ISO и производит только U.S & Canadian модели сварочных аппаратов и плазменных резаков.
Они предпочитают продавать свои товары в Интернете либо через веб-сайт, либо через Amazon, E bay, либо через свой домашний склад. Everlast — восходящая звезда и многонациональная компания, имеющая сеть дистрибьюторов по всему миру.
Ассортимент сварочной продукции обширен от однофазных, третьей фазы, Mosfet, IGBT и импульсных аппаратов. Единственным производителем комбинированного сварочного аппарата является Stick / TIG / MIG и Stick / TIG / Plasma.Сварщик, выполняющий множество задач, выбирает его по экономическим причинам.
Вам также может понравиться другое сварочное оборудование, которое мы недавно рассмотрели:
Топ-5 брендов сварочных аппаратов для сварки шпилек в 2020 году
Лучшие сварочные генераторы с приводом от двигателя
Заключительные слова руководства по покупкеМы обсудили лучших марок сварочных аппаратов в Индии . Их ассортимент сварочных аппаратов и страна их происхождения.Как эти бренды создали свою базу, производя лучших сварочных аппаратов .
Пришло время тщательно изучить наш проект, его размер, бюджет и время, необходимое для его завершения. Теперь мы в курсе лучших сварочных аппаратов в Индии. Однофазный сварочный аппарат — самая распространенная покупка, поскольку это оборудование выполняет большую часть проекта. Прежде чем решиться на покупку, лучше сравнить цену сварочного аппарата вместе с качеством сварочного аппарата.
Определите марку, доступность, доступность и качество машины. Марка Cruxweld предлагает лучшую цену на портативный сварочный аппарат в Индии и лучшую послепродажную поддержку. Они предлагают сварку сопротивлением в тяжелых условиях и небольшой портативный сварочный аппарат с отличным качеством.
Теперь у вас есть веские причины купить сварочный аппарат для вашего проекта. В случае возникновения каких-либо вопросов, мы готовы помочь вам во всем.
Часто задаваемые вопросыЧем можно заняться вместо сварки?
Альтернативы сварки для соединения металлов:
Клей — самый простой способ соединения
Пайка
Клепка
Пайка
Сварка сильнее болтового соединения?
Болтовое соединение имеет более простую форму, а сварка более прочная, поскольку при сварке нет перфорации, а сварное соединение обеспечивает более высокую прочность.
Сколько ампер у сварочного аппарата?
Сварочный аппарат потребляет примерно половину силы тока аналогичного сварочного аппарата 110 В.
В чем разница между сваркой и пайкой?
Пайка — это процесс нагрева, при котором металл соединяется без плавления основного металла. Температура пайки составляет примерно 840 градусов по Фаренгейту, в то время как в процессе сварки выделяется тепло до 6500 градусов по Фаренгейту. Металлы плавятся этим теплом, чтобы соединиться при охлаждении.
Заклепки прочнее сварных швов?
Заклепки более легкие, нежесткие и удерживают листовой металл. Таким образом сваривается прочное соединение, намного более прочное, чем удерживание заклепки.
Какой вид сварки самый опасный?
В процессе сварки используется несколько типов оборудования, например, сварка штучной сваркой, сварка TIG, сварка MIG и кислородно-ацетиленовая сварка. Самый опасный из них — оксиацетилен.
Какой сварочный электрод простой в использовании?
Самый простой в использовании сварочный стержень — это электрод 7018. Они имеют толстый флюс и высокую мощность и обеспечивают плавное, тихое, без брызг и среднее проникновение. Он подходит им там, где необходима сварка металлоконструкций.
Сварщики слепнут?
Сварка может быть опасна для глаз сварщиков из-за УФ-излучения и разлетающихся обломков. Они могут напрямую повредить глаз и зрение. Повреждения глаз составляют 25% от общего числа сварочных травм.
Можно ли сваривать алюминий сварочным аппаратом?
Сварка алюминия возможна с помощью однофазного сварочного аппарата . — сварочного аппарата TIG, DC TIG с гелием в качестве защитного газа. Этот TIG на постоянном токе может работать в ветреную погоду, тогда как MIG и AC TIG не могут работать в ветреную погоду.
Сколько ампер нужно для сварки сваркой?
Сварочный аппарат от 200 до 300 ампер справится практически со всеми потребностями обычного пользователя. Для большинства процедур сварки штангой требуются сварочные аппараты мощностью 200 А. Если материал толще 3/8 дюйма, рекомендуется сделать несколько проходов и сварить сталь толщиной до 1 дюйма для конструкции.
Какой металл может быть самым редким на земле?
Самыми редкими металлами в мире являются родий и осмий, их содержание во Вселенной составляет 0,6 частей на миллиард.
Почему так важно покупать сварочный аппарат лучшего бренда?
Ведущие бренды за годы накопили опыт по сравнению с небрендовыми. Они так хорошо обрабатывают сварщиков, чтобы сделать их более эффективными для ваших нужд. Качество и состав делают этот класс сварщика отличным от нового и распространенного бренда. Крупный бренд никогда ни с чем не пойдет на компромисс, поскольку его беспокоит репутация. Зарекомендовавший себя бренд заботится о ваших деньгах и времени и предложит вам самое качественное и быстрое послепродажное обслуживание.При желании вы можете сравнить сварочный аппарат Mig с известной и не очень известной маркой. Двигатель механизма подачи проволоки, качество горелки будет видно по их лицам. При покупке сварочного аппарата рекомендуется использовать известный бренд.
Могут ли вышеуказанные бренды удовлетворить потребности каждого пользователя?
Вышеупомянутые бренды являются лучшими марками сварочных аппаратов в Индии по качеству и эффективности, но не могут удовлетворить потребности всех. Вы можете быть новичком, сделай сам, изготовителем или крупной индустрией.Вы должны определить свой бюджет и определить свои потребности в приобретении сварочного аппарата.
На что обращать внимание при покупке сварочного аппарата?
Единственное, что нужно помнить, — это работа, которую нужно выполнить. Предположим, вы покупаете сварочный аппарат MIG, тогда толщина металла является решающим фактором. Чем толще металл, тем больше требуется мощности сварщика. У сварщика должен быть более короткий рабочий цикл.
Что такое инверторный сварочный аппарат?
Инверторный сварочный аппарат сначала преобразует переменный ток в постоянный.Теперь эта мощность постоянного тока изменяется на желаемое сварочное напряжение или ток с помощью понижающего трансформатора. Здесь частота переключения составляет 10 кГц или выше для сварочного инвертора.
Почему инверторные сварочные аппараты лучше?
Качество дуги в инверторном сварочном аппарате более стабильное, сильное и постоянное, что делает инверторный сварочный аппарат достаточно эффективным и стабильным.
Насколько хороши инверторные сварочные аппараты?
Хороший инверторный сварочный аппарат может продемонстрировать впечатляющий уровень эффективности при очень стабильной дуге.Я считаю, что инверторный сварочный аппарат вдвое эффективнее, чем трансформаторный сварщик, учитывая его портативность и результаты сварки при сравнительной цене сварочного аппарата.
Какая самая лучшая марка инверторного сварочного аппарата?
Бренды, которые мы представили, уже имеют в своем арсенале инверторные сварочные аппараты. Немногие могут быть предприняты по качеству и цене сварочного аппарата, который они предлагают. Handy Mig Welder Lincoln, CTW-TIG200i Cruxweld, Esab Rebel 205i AC / DC сварочный аппарат, CWP-CUT100i Cruxweld, CWM-MIG200i Cruxweld — это немногие из имеющихся на рынке.
Как выбрать сварочный аппарат?
Вы должны быть уверены в своей заявке и бюджете. Предположим, вы покупаете сварочный аппарат TIG, тогда принимается во внимание толщина металла. Сделайте металл более тонким для вашего сварочного аппарата Tig. Не забывайте одновременно корректировать бюджет.
Какие четыре типа сварки?
Основными типами сварки являются GMAW (газовая дуговая сварка металла или MIG-сварка), GTAW (газовая вольфрамовая дуговая сварка или сварка TIG), SMAW (дуговая сварка защищенного металла или дуговая / палочная сварка), FCAW (дуговая сварка порошковой проволокой). .
Какой сварщик лучше всего подходит для начинающих?
Новичку нужно без особых хлопот завершить свой проект. Новичку в области сварки необходимо купить сварочный аппарат MIG, так как вы можете настроить его в соответствии с вашими потребностями в проекте. Это снова полуавтоматический процесс, когда одна рука свободна для работы. Если вы только начинаете работу над проектом, но уже обучены сварщику, сварщик выбирает сварщика.
Какой сварочный аппарат самый лучший?
Несколько лучших сварочных аппаратов: Lincoln Electric Handy core, Cruxweld CWM-MIG200i, Forney Easy Weld Arc Welder, Cruxweld CTW-TIG200i.
Советы экспертовИзвестные бренды за долгое время заслужили доверие пользователей. БРЕНД известен своим лучшим качеством продукции, чем любой средний сварочный аппарат. Вы можете привлечь людей, которые могут быть новичками в магазин сварщика. Совет для них выбрать бренд, так как они предложат вам качественный продукт с первоклассной поддержкой продаж. Покупка сварочного аппарата от надежного бренда защищает вас от проблем, которые могут возникнуть с менее надежными продуктами и брендами.
Лучше купить надежный сварочный аппарат лучшей марки в Индии, чтобы избежать хлопот при завершении проекта. Практически все бренды производят надежные сварочные изделия, но если вы попросите меня выбрать инверторный аппарат, вы можете попробовать Lincoln Electric. Они предлагают лучших сварщиков Mig, Arc и Tig. Их мощность MIG 210MP просто невероятна. Это старинный бренд, и ничего плохого не может быть, если вы купите их сварщика.
Cruxweld заработал себе имя в области контактной сварки.Они предлагают точечную сварку пневматического типа по лучшей цене сварочного аппарата. Специалисты Cruxweld очень уверены, что предлагают вам сварочные аппараты для стержней. Они очень уверены в своих качествах сварщиков.
Купите сварщика из списка лучших сварочных брендов, вы избавите себя от хлопот и можете положиться на их качество.
Если вам по-прежнему нужны какие-то особые требования для вашего сварочного проекта, вы можете поискать в Google и у некоторых лучших сварщиков для ваших нужд.
Основы сварки — Science Struck
Сварка — это базовый навык, который может быть полезен в ряде ситуаций. Читайте дальше, чтобы узнать больше о различных типах и технологиях сварки…
Одна из самых первых попыток сварки человеком называлась кузнечной сваркой. Он состоял из соединения двух металлов посредством нагрева и истирания. От элементарных слесарных работ мы перешли к подводной сварке. Базовые знания в области сварки могут действительно пригодиться, если вы выполняете какие-либо сварочные работы дома, на рабочем месте или даже на ферме.
Сварка алюминия
Хотите написать для нас? Что ж, мы ищем хороших писателей, которые хотят распространять информацию. Свяжитесь с нами, и мы поговорим …
Давайте работать вместе!
Алюминий — кошмар для сварщиков. Он считается наиболее трудным для сварки металлом, поскольку в виде руды или сплава он обладает различными физическими и химическими свойствами, которые необходимо детально изучить перед работой с ним. Поскольку он смешивается со многими другими металлами, трудно определить температуру плавления алюминия.Он даже не меняет заметно цвет при нагревании, поэтому сварщику сложно его обнаружить.
Прежде чем вы начнете работать с его рудной формой, вам следует знать некоторые характеристики этого металла.
- Температура плавления оксида алюминия выше, чем у его основных сплавов 3722 ° F (2050 ° C).
- Замечено, что водород растворяется в алюминии очень легко, но основная проблема начинается, когда алюминий находится в твердой стадии. Водород не может образовывать гель с твердым алюминием.
- Если вы планируете дуговую сварку, алюминий потребует большого количества тепла, так как он лучше проводит электричество, чем большинство других металлов. Чем выше проводимость электричества, тем меньше выделяется тепла, потому что электроды позволяют электричеству легко проходить.
- Теплопроводность алюминия в шесть раз больше, чем у стали, это потому, что алюминий более чувствителен к теплу, чем другие металлы.
- Инструменты, необходимые для работы с алюминием: сварщик TIG (сварщик вольфрамового инертного газа), хорошие перчатки и прочный сварочный шлем.Обязательно наденьте хлопчатобумажную рубашку с длинными рукавами, так как сварка TIG излучает ультрафиолетовые лучи, которые могут вызвать ожоги.
- Смесь аргона и гелия лучше всего работает с алюминием. Для очистки используйте стальную щетку.
Сварка TIG
Необходимо знать основы сварки TIG, которая может использоваться для сварки любого типа металла, такого как нержавеющая сталь, углеродистая сталь, никелевые сплавы, алюминиевые сплавы, титановые сплавы и т. Д. Сварка TIG также является разновидностью защиты. дуговой процесс, который очень похож на сварку MIG.Единственное отличие состоит в том, что дуга создается не из расходуемой проволоки, а из неплавящегося вольфрамового электрода.
- Аппарат для сварки TIG всегда должен быть сварочным аппаратом переменного / постоянного тока с рабочим циклом не менее 60%. Сварщик также должен иметь в аппарате высокочастотный генератор. Высокая частота требуется для поддержания стабильной дуги в условиях нулевого напряжения в текущем цикле.
- Всегда покупайте фирменную горелку для сварки TIG. Полезно будет подводить к сварному шву как защитный газ, так и электрический ток.Купите фонарик, который удобно лежит в руке. Доступно множество типов горелок, например с воздушным или водяным охлаждением, которые могут упростить сварку TIG.
Ультразвуковая сварка
При использовании ультразвуковой сварки вы применяете высокочастотные ультразвуковые колебания к металлам, которые необходимо сваривать. Это подвергает их давлению и удерживает их вместе, пока они не соединятся. Ультразвуковая сварка также используется для сварки пластмасс и различных металлов. Давайте посмотрим на некоторую информацию об ультразвуковой сварке.
- Когда вы используете ультразвуковую сварку, нет необходимости в болтах, гвоздях, пайке или клее, чтобы удерживать материалы связанными. Вибрации используются для термопластов, так как пластик плавится из-за вибраций ультразвука.
- Эти колебания производятся сварочным сонотродом (сварочным рожком).
Сварочная проволока
Флюсовая проволока или сердечники используются сварщиками с подачей проволоки. Флюс находится внутри проволоки и выделяет защитный газ при сварке проволоки.При сварке флюсовой проволокой не требуется сжатый защитный газ. Проволока из флюса идеальна в ветреную погоду и пользуется популярностью для хобби и сельскохозяйственных работ. Итак, давайте рассмотрим основную информацию о сварке флюсовой проволоки.
- Для сварки сплошной проволокой требуется защитный газ, который также называют инертным газом для металла (MIG). Он доступен в баллоне и представляет собой CO 2 или смесь CO 2 и аргона. Газ MIG обеспечивает чистый сварной шов без шлака и с минимальным разбрызгиванием, а также дает преимущество при сварке более тонкой проволоки.
- Люди предпочитают сварочные аппараты с механизмом подачи проволоки, потому что они просты в использовании и вы можете сохранять безопасное расстояние от сварочного процесса, что абсолютно необходимо.
- Убедитесь, что вы используете правильный тип проволоки для основного металла.
- CO 2 подходит для сварки стали, но не рекомендуется для тонких металлов ― здесь используется газ C 25 (аргон 75% / CO 2 25%). Для сварки алюминия используют аргон.
- Купите подходящий вид проволоки.Обдумайте природу вашего проекта и примите во внимание природу ваших металлов.
Это были разные советы, которые могут быть очень полезны как профессионалам, так и любителям. Всегда используйте фирменное оборудование и подходящее защитное снаряжение при выполнении любых сварочных работ.
5 лучших сварочных аппаратов на 110 В, за которые стоит закрепиться в 2021 году: обзоры и руководство по покупке
Люди, только попадающие в волшебный, но сложный мир сварки, вы, должно быть, ломаете голову, размышляя о том, какой сварочный аппарат и метод сварки вам подойдут.Поскольку вы наткнулись на эту страницу, я могу с уверенностью предположить, что вы рассматриваете возможность сварки штучной сваркой как вариант.
Что ж, позвольте заверить вас, что вы идете в правильном направлении. Сварка палкой, которую мы, ботаники, называем дуговой сваркой защищенного металла (SMAW), является одним из самых простых в освоении методов дуговой сварки. Начать работу со сварочным аппаратом на 110 В — действительно хорошая идея, так как в нем есть только самые важные настройки, с которыми можно поиграть. Следовательно, с ним будет намного проще разобраться в мелочах сварки.
Некоторые аппараты для стержневой сварки на 110 В также могут работать при двух напряжениях. Этот вид сварочных аппаратов буквально растет вместе со сварщиком, давая ему возможность повышать свою квалификацию, не отправляясь на рынок в поисках нового аппарата.
Итак, настоящая проблема здесь в том, что выбор сварочного аппарата 110 В, на который вы можете рассчитывать годами, — это не легкая прогулка. Очень немногие бренды делают это правильно. Большинство производителей вычитают из машины многие жизненно важные компоненты и функции, чтобы снизить производственные затраты.Поэтому вам нужно уделять особое внимание деталям и анализировать отзывы с помощью тонкой расчески, чтобы в итоге получить правильную модель для ваших конкретных задач.
Как вы уже догадались из названия, я проделал самую сложную часть вашей работы, сократив вашу работу вдвое. После того, как я выпил бесчисленное количество чашек эспрессо и утомил глаза, просматривая данные с различных форумов и веб-сайтов, связанных со сваркой, только 5 моделей попали в список.
Я мог бы включить в свой список 10, 15, 20 моделей, но я очень высоко поднял планку для этой статьи и предпочитаю оставить ее такой.
Теперь вы можете сразу перейти к разделу обзора или прочитать руководство моего манекена по сварке клещами. Я подумал, что мне следует объяснить искусство сварки штангой простыми словами для моих накаченных, но немного нервных новичков, которые не совсем понимают, как работает этот процесс сварки.
Для вас и всех, кто не прочь освежить свои теоретические знания, вот все, что вам нужно знать о сварке штангой:
Таблица сравнения сварочных аппаратов штангой, 110 В
Руководство по сварке штангой для любителей: объяснение процесса и применения
Сварка палкой — один из самых простых в освоении и наиболее эффективных методов дуговой сварки, которые у нас есть сегодня.Хотя он в основном предназначен для сварки тонкостенных низкоуглеродистых сталей, нержавеющей стали и чугуна, вы также можете сваривать тонкие профили из алюминиевых и медных сплавов с помощью сварки штангой.
Для этого метода требуется проволока или палка с флюсовым покрытием (термин компьютерщиков: электрод) в качестве присадочного материала. Вы зажигаете дугу, используя мощность переменного или постоянного тока, которая плавит электрод / стержень и основной материал, образуя расплавленную ванну (сварочную ванну), которая плавит присадочный материал с основным металлом. Когда сварочная ванна остывает, образуется стык.Тада! Сварка палкой сделана правильно.
Во время процесса зажигания дуги тепло дуги превращает флюсовое покрытие стержня в пар, который действует как защитный газ для защиты ванны расплава от окисления и атмосферного загрязнения. Следовательно, вам не потребуется подача газа из внешнего источника для сварного шва, что делает процесс не только рентабельным, но и идеальным для небольших домашних работ по дому, в саду и в гараже.
Единственной крупной инвестицией с вашей стороны будет аппарат для ручной сварки.Для мелкого ремонта, обслуживания, ограждений и строительства конструкций отлично подойдут машины на 110В.
Однако вам придется искать сварочный аппарат с двойным напряжением, если вы собираетесь выполнять тяжелые работы в промышленных условиях, например, на верфях, электростанциях, строительных площадках, в автомастерских и т. Д.
Зажимы заземления и держатели электродов обычно поставляются с самим сварочным аппаратом. Поэтому остается только купить подходящий порошковый стержень / электрод для того типа металлов, с которыми вы работаете.
Вот один профессиональный совет от этого старика, который поможет вам получить глубокое проплавление металла толщиной ⅛ дюйма или более толстым сварочным аппаратом на 110 В: предварительно нагрейте сварочный металл с помощью пропановой паяльной лампы перед зажиганием дуги. Это испытанный и проверенный метод, который позволил мне добиться удивительно хорошего проплавления даже с помощью сварочных аппаратов с малым током (максимум 80-200 А).
Будем надеяться, что основы SMAW теперь ясны для вас, после прочтения этого упрощенного объяснения сварки штангой.Пришло время познакомить вас с пятью устройствами на 100 В, которые так хороши, как и есть.
Обзоры пяти лучших 110-вольтовых сварочных аппаратов в 2021 году. поставили этого сварщика на вершину. Бита «Easy Weld» в названии модели имеет смысл, если учесть, что даже подросток, который никогда раньше не видел сварщика, может эффективно выполнить с ним некоторые самые простые сварочные работы.
Это устройство, работающее по принципу «включай и работай», на 120 вольт. Вам не нужно безопасно подключать его к автоматическому выключателю для работы с этим сварочным аппаратом. Просто подключите его к домашней розетке и начинайте сварку. Так просто, как, что.
Он поставляется со всеми принадлежностями, например, зажимом заземления 8 дюймов и держателем электродов 8 дюймов, чтобы вы могли сразу приступить к работе. Максимальная выходная мощность этого 120-вольтового устройства составляет 90 ампер, чего почти достаточно для зажигания стабильной и плавной дуги.
Он поддерживает электроды самых разных диаметров от 3/32 дюйма до 1/8 дюйма.При этом установка электродов диаметром ”толкнула бы сварщика слишком далеко. Если в этом нет особой необходимости, попробуйте установить на него электроды диаметром 3/32 дюйма для получения прочных и аккуратных сварных швов. Да, это приведет к разбрызгиванию и очистке, но качество бусинок того стоит. Я могу поручиться за это.
Получите Forney Easy Weld 298 на Amazon
Золотое правило сварки штангой — выбирать более толстые стержни для сплавления более толстых металлов из-за их более высокой скорости плавления. Если вы хотите, чтобы этот аппарат работал стабильно долгие годы, ограничьтесь сваркой стали толщиной от «до ¼».
При правильном выборе прутка и некоторой практике с его помощью можно сваривать и легкий алюминий. Я пробовал использовать пруток для пайки алюминия размером ⅛ ”на DCEP и получил приличные результаты. На сварочном аппарате есть переключатель, который позволяет вам изменить метод сварки на TIG. Горелка, газовые соединения и другие аксессуары, необходимые для сварки TIG, не входят в комплект поставки продукта, чего я не ожидал.
Если вы хотите отточить свои навыки и выполнить некоторые базовые операции TIG с выходом постоянного тока, Easy Weld 298 станет отличной машиной начального уровня для сварки TIG на постоянном токе для изучения канатов.Вам просто нужно купить горелку TIG и адаптер для газового баллона Forney для сварки TIG на постоянном токе с помощью этого устройства. Однако, когда вы будете готовы взять на себя обязательства, вам понадобится специальный сварочный аппарат TIG с большей силой тока для ваших задач.
Переходя к другим основным характеристикам, Forney Easy Weld 298 — это инверторный сварочный аппарат, который означает, что вы получаете больший контроль над сварочным напряжением. Это, в свою очередь, поможет вам сохранить желаемую длину дуги и стабильность. Простота этого сварочного аппарата, возможно, является одним из его главных преимуществ.
Есть только три переключателя (кнопка питания, настройка усилителя и селекторный переключатель процесса сварки). Вы также найдете удобный светодиодный индикатор тепловой перегрузки, который является обязательной функцией безопасности в любом сварочном аппарате.
Что касается рабочего цикла, Форни в очередной раз сумел попасть в цель, да еще как! Он обеспечивает рабочий цикл 60% при 56 A и 30% при 80 A для SMAW и 60% при 60 A и 30% при 85 A для сварки TIG. Короче говоря, рабочий цикл феноменален для такого малобюджетного сварочного аппарата с малым током, как этот.
Незначительное беспокойство
Не требуется ученого-ракетолога, чтобы понять, что 120 В 90 А могут только так много. Я думаю, что это самый большой недостаток — отсутствие поддержки двойного напряжения. Если Forney каким-то образом удастся включить его в свое следующее обновление, Easy Weld 298 будет непревзойденным конкурентами по аналогичной цене.
Lotos LTPDC2000D
Этот сварочный аппарат представляет собой сварочный аппарат TIG, Stick и плазменный резак в одном устройстве. Я провел обширные поиски, чтобы найти лучшие машины 3-в-1 с двойным напряжением (110 В и 220 В), чем эта, и нашел только одну модель, которая могла бы бросить вызов Lotos LTPDC2000D.Как ни странно, он также принадлежит Lotos и является следующим продуктом, который я собираюсь рассмотреть в этом сегменте.
Двигаясь дальше, Lotos LTPDC2000D — это многофункциональный, надежный с механической точки зрения сварочный аппарат, который делает намного больше, чем многие более дорогие сварочные аппараты, работающие только с ручкой / TIG, в своем ценовом диапазоне.
Основные технические характеристики включают в себя горелку с вспомогательной дугой без сенсорного управления, которая позволяет получать точные и чистые разрезы, фактически не касаясь основного металла. Хотя технически вы можете запустить этот аппарат при напряжении 110 В, сварщик с такими возможностями должен работать при напряжении 220 В, чтобы полностью раскрыть свой потенциал.Позвоните своему электрику, чтобы настроить цепь безопасности LS-30.
Пилотный резак — это оборудование, являющееся святым Граалем, которое позволяет без труда резать полдюйма стали за один проход при токе 50 ампер и металл толщиной до дюйма с немного большим усилием. Мне понравился тот факт, что вы можете использовать резак на ржавых, окрашенных или грязных поверхностях, не влияя на качество дуги.
Вам необходимо подключить компрессор (не входит в комплект) к прилагаемому регулятору для плазменной резки. В идеале вы должны использовать с ним воздушный компрессор 8-9 CFM.Но если у вас ограниченный бюджет, вы также можете заставить его работать с помощью скромного компрессора 4-5 CFM или компрессора для блинов с пистолетом для гвоздей.
Получите Lotos LTPDC2000D на Amazon
Сварка мягкой стали и нержавеющей стали толщиной до ¼ дюйма с электродом 6010 ⅛ дюйма — это совсем просто с Lotos. Я также сваривал с ним квадратные трубки 3/16 дюйма и считаю, что он обладает достаточным ударом, чтобы плавиться и сваривать сталь 5/16 дюйма.
Я заметил, что он достигает максимума в 200 ампер для сварки штангой, что означает, что вы можете легко расширить свой набор навыков, сваривая более широкий диапазон типов и толщин металла.Это идеальный аппарат на 110–220 В для непрерывной сварки благодаря невероятно высокому рабочему циклу по такой цене.
Максимальный рабочий цикл составляет 60% при 200 амперах и, подождите, 100% при 95 амперах. Хотя вы будете в основном использовать эту машину при максимальном токе, рабочий цикл 60% — неплохое решение, учитывая, что вам в любом случае потребуется 4-5 минут, чтобы перенастроить электрод, выровнять стыки и счистить шлак.
Для сварки TIG аппарат оборудован газовыми баллончиками трех размеров (4,5 и 6), а также цангами трех размеров (1/16 дюйма, 3/32 дюйма и 5/64 дюйма).Для большей эффективности я бы посоветовал заменить чашки газовой линзой, которая потребляет меньше аргона, чем чашки.
Вам также следует приобрести 3-ходовой шаровой кран, чтобы вам не приходилось менять шланги каждый раз при переключении между воздухом для плазменной резки и газом TIG. Вспомогательные элементы дуги снова загораются, предотвращая прогорание вольфрама или деформацию, а также при попытке зажигания дуги.
Если вы будете много заниматься сваркой TIG, я бы порекомендовал приобрести горелку WP17, которая совместима с несколькими другими аппаратами TIG и поддерживает широкий спектр расходуемых электродов.
Это инверторный сварочный аппарат, он приятно легкий (32 фунта) и позволяет оптимально контролировать выходное напряжение / ток. Все элементы управления оптимизированы, поэтому их легко понять любителю. Направляющий лист, входящий в комплект поставки аппарата, пригодится любителям, которые хотят изучить идеальные сочетания электродов, напряжения и толщины металла для различных методов сварки.
Незначительное беспокойство
Моя единственная претензия к этому удивительному сварочному аппарату 200 Сварочный аппарат 3-в-1 касается размера проводов.На мой вкус они ужасно короткие.
Lotos TIG200ACDC
Этот аппарат представляет собой продуманную, продуманную и прочную сборку, образованную в Массачусетском технологическом институте, предыдущий сварочный аппарат Lotos 3-в-1. Я с радостью порекомендую это оборудование для сварки перманентным / постоянным током / TIG всем, кому необходимо регулярно выполнять много работ по сварке алюминия.
Эта машина принадлежит к редкому поколению доступных устройств переменного / постоянного тока, которые действительно работают без промедления. Это станет отличной отправной точкой для начинающих, которые хотят изучить основы сварки TIG на переменном токе, не тратя сразу несколько больших на высокопроизводительный аппарат.
В коробке находится горелка WP17 TIG, чашки, цанги, торированный вольфрам 1/16 дюйма, зажимы заземления, педаль питания, газовый регулятор и держатели стержней. Таким образом, у вас есть практически все, чтобы настроить агрегат и начать сварку примерно через 2 минуты. Сварка TIG на переменном токе алюминия толщиной до дюйма — это фантастический опыт с этим умно спроектированным многоцелевым сварочным аппаратом.
Сварка палкой от ¼ «до 5/16» при 110 А и 196 А, соответственно, тоже совсем несложная задача. Вам просто нужно выбрать подходящий диаметр штанги для работы, вот и все.Он работал с электродами ⅛ ”6011, 7018 на 110 ампер и 5/16” на электродах 7018 на 5/16 ”на 200 ампер, что помогло мне легко удерживать тугую дугу и складывать эстетически приятные шарики размером с десять центов.
Что еще делает его подходящим выбором как для начинающих, так и для профессиональных сварщиков, так это выбор предлагаемых настроек. Как и большинство преданных своему делу сварщиков TIG, он имеет опцию «Эффект зазора», термин, с которым большинство любителей могут быть не знакомы. Я знаю, что вы все равно собираетесь использовать это в Google, но позвольте мне дать вам общее представление о том, что он делает.Эффект зазора используется при сварке TIG на выходе переменного тока.
Это переменная, которая влияет на баланс между глубиной проникновения и требованиями к очистке. По умолчанию эффект очистки установлен на 0. Если вы установите отрицательное значение, например -3, это приведет к более высокому проникновению и меньшему беспорядку. Проще говоря, используйте эффект зазора, чтобы увеличить отрицательное значение на цифровом дисплее.
Чем выше отрицательное значение, тем больше проникновение и меньше шлака, который вам нужно очистить.
Это машина с двойным напряжением, в которой используется прямоугольный инвертор переменного / постоянного тока на 200 ампер, который обеспечивает точное выходное напряжение для получения стабильной высококачественной дуги и меньшего количества брызг во время процесса.
Вы можете контролировать нагрев с помощью прилагаемой ножной педали. Однако меня не особо впечатлила функция ножной педали, поскольку она не снижает силу тока при нажатии переключателя, по крайней мере, согласно цифровым показаниям на моем устройстве.
После того, как я поднял педаль, потребовалось около 5-7 секунд, чтобы полностью погасить дугу.Совсем не интуитивно понятно. Просто отключите педаль от сети и воспользуйтесь ручным управлением, чтобы избавиться от головной боли.
Незначительные проблемы
Включенная педаль питания не является ни интуитивно понятной, ни удобной. Кроме того, немного раздражает необходимость полностью выключать аппарат каждый раз, когда вы хотите переключиться с ручной сварки на TIG или наоборот.
ZENSTYLE DC Inverter Arc Welding Machine
Вот еще один базовый, но высокопроизводительный аппарат для ручной дуговой сварки только постоянным током для любителей, а также профессионалов, которым нужен легкий и недорогой резервный сварочный аппарат для небольших ремонтных и производственных задач.В этом устройстве с двойным напряжением (110/230 В) используется модульная технология IGBT для максимального повышения энергоэффективности за счет снижения энергопотребления.
Ручная дуговая сварка металла, популярный вид сварки штучной сваркой, очень удобна для этого сварочного аппарата благодаря простым и оптимизированным элементам управления, которые позволяют переключаться с переменного тока на постоянный и мгновенно регулировать напряжение. Фактически, после вышеперечисленных сварщиков Lotos, это следующий по разумной цене сварочный аппарат с двойным напряжением переменного / постоянного тока, с которым я столкнулся за свою обширную карьеру, охватывающую более 18 лет.
Поставляемые в комплекте аксессуары очень простые, но это все, что вам нужно, чтобы сразу приступить к работе. Вы получите электрододержатель, зажим заземления, адаптер входного питания, вилку вместе с кабелем держателя электрода длиной 5 футов и кабелем зажима длиной 6,7 футов.
По заявлению производителя, устройство поддерживает стержни 1,6 мм, 3,2 мм и 4,0 мм. Я получил аккуратные и однородные бусины в форме десятицентовика со стержнями 3,2 мм. Если вы хотите использовать удилище размером 6010 you ”, вам лучше подключить этого ребенка к розетке 220 В, чтобы получить плавную дугу и предотвратить тепловую перегрузку.Рабочий цикл 60% — это здорово, если принять во внимание небольшую цену.
Если вы решите включить его в бытовую розетку на 110 В, это тоже подойдет, если вы выберете правильный электрод для работы. При напряжении 110 В максимальная мощность блока составляет 105 А, что идеально для сварки стальных листов толщиной 16 мм и низкоуглеродистой стали от «до». После небольшой практики и некоторых настроек вы можете сваривать легкий алюминий на обратной полярности постоянного тока с помощью этого сварочного аппарата. Вы также можете запустить это на 115 В с помощью портативного генератора, если это необходимо.
Незначительные проблемы
Шнур зажима заземления и шнуры электродов слишком малы. Незначительное неудобство, но точно не помешает.
2020 Weldpro, 200 A, инверторный сварочный аппарат для нескольких процессов
Weldpro с двойным напряжением (110 В / 230 В), который может выполнять сварку MIG и дуговой сваркой порошковой проволокой (FCAW) с отдельно приобретаемой катушкой, кроме ручной сварки и сварки TIG. Это первое и единственное сварочное оборудование 4 в 1 в этом списке, которое выгодно как по цене, так и по гибкости и богатым функциям.Вам просто нужно установить автоматический выключатель на 30 ампер, чтобы использовать этот аппарат при более высокой силе тока для более толстых металлов.
Говоря о толщине металла, вы можете без проблем сваривать TIG металлы толщиной от 25, MIG Flux-core ⅛ дюйма и сварку стыком до дюйма при напряжении 110 В. Если вы хотите использовать электрод 6010, вам нужно будет подключить его к розетке на 240 вольт, что не является большой проблемой для этого 230-вольтового совместимого блока с двумя напряжениями.
Как и любой обычный сварочный аппарат MIG, он поддерживает как сплошную, так и порошковую проволоку, а также оснащен регуляторами силы тока и скорости подачи проволоки, которые помогают точно зажигать дугу и производить аккуратные сварные швы.Вы можете легко настроить эти параметры на ярком и удобном для просмотра двойном цифровом дисплее на корпусе сварочного аппарата.
Мне бы очень хотелось, чтобы у него была возможность подключения к ножной педали для удобного управления нагревом без помощи рук во время сварки TIG с подъемом. Ничего особенного, но все же немного ужалил меня, учитывая не такой уж скромный ценник. Я не говорю, что это дорогая машина. Это довольно скромная по цене устройство, учитывая множество характеристик и преимуществ, которые она предлагает.
Он также оснащен защитой от тепловой перегрузки для обеспечения безопасной работы сварочного аппарата, даже если вы случайно превысите рекомендованный рабочий цикл для вашей конкретной задачи.Компактный и легкий (30 фунтов) сварочный аппарат поставляется с множеством аксессуаров, включая 10-футовую горелку MIG, 13-футовую горелку TIG, газовый шланг, адаптер входного питания, зажимы заземления, быстроразъемный соединитель сварочного кабеля 3050 и 10 футов шнуры.
Незначительное беспокойство
У него нет ножной педали, это единственный минус, который я считаю заслуживающим внимания здесь.
Как выбрать лучший сварочный аппарат на 110 В, который соответствует вашему бюджету и потребностям?
Я сказал вам в самом начале, что будет краткое, но не лишенное подробностей руководство по покупке, которое подтолкнет вас в правильном направлении.Вот. Будь то ваша первая покупка сварщика или обновление, вам необходимо знать, на что вы подписываетесь.
Сварочные аппараты на 110 В имеют ряд ограничений, этот факт уже установлен. Однако, если вам удастся найти 110-вольтовый сварочный аппарат, способный делать гораздо больше, чем просто сварку легких металлов, вы получите больше, чем ваши копейки, а именно этого мы и пытаемся достичь.
Итак, вот краткое изложение ключевых аспектов, о которых следует подумать при покупке аппарата для ручной сварки на 110 вольт:
Лучшие в своем классе аппараты для ручной сварки легко выполняют двойную функцию сварщика TIG.Конечно, они более дорогие, но в долгосрочной перспективе, когда вы захотите улучшить свои навыки и расширить свой кругозор, этот вид сварочных аппаратов Stick / DC TIG сэкономит вам расходы на покупку нового аппарата.
Некоторые топовые модели (например, от Lotos) даже позволяют выполнять MIG, порошковую дуговую сварку, а также плазменную резку стали толщиной до ½ дюйма за один проход.
Однако сварке TIG гораздо труднее научиться, и она не является абсолютно необходимой в домашних условиях. Так что, если у вас ограниченный бюджет, не стесняйтесь покупать аппарат только для ручной сварки.Это будет служить цели, и в конечном итоге это единственное, что имеет значение.
Будучи небольшим и недорогим сварщиком, большинство сварочных аппаратов на 110 В страдают от неизбежной проблемы с низким рабочим циклом. Для тех, кто не знает, рабочий цикл — это фактическое время сварки за 10 минут. Например, если сварщик рассчитан на рабочий цикл 50%, вы можете сваривать не более 5 минут, а затем дать ему остыть в течение 5 минут, прежде чем возобновить сварку.
Практическое правило: чем ниже сила тока, тем выше будет рабочий цикл.Большинство аппаратов для сварки штучным электродом с двойным напряжением 110 В премиум-класса обеспечивают рабочий цикл 60% от 200 А. Значение силы тока в первую очередь зависит от размера и диаметра используемого электрода.
Например, если вы хотите использовать электрод 7018 3/32 дюйма, вам потребуется как минимум 200-200 ампер. Для электродов или порошковых стержней от «до ⅛» требуется около 120–130 ампер.
Постоянный или постоянный ток идеально подходит для большинства применений для сварки штучной сваркой самых разных типов и толщин материалов. Поскольку постоянный ток течет в одном направлении, он позволяет быстрее зажигать стабильную дугу и завершать сварку с минимальным разбрызгиванием.
Положительная полярность постоянного тока идеальна для сварки стали, так как она обеспечивает большую глубину проплавления. Отрицательная полярность постоянного тока более предпочтительна для тонких листовых металлов, поскольку она обеспечивает высокую скорость плавления наполнителя и меньшее проникновение, что, следовательно, предотвращает прожог.
Хотя SMAW на выходе переменного тока вполне возможно, особенно если ваши приложения ограничиваются легкой сваркой. Наиболее часто используемые электроды для машин, работающих только на переменном токе, включают E7018 AC, E6013 и E6011.
Чаще всего использование больших электродов (например, E7024 и E6027) на более высокой силе тока может вызвать проблемы с дугой. Поскольку моя машина позволяла это, я переключился на AC, чтобы посмотреть, сможет ли он решить проблему, и угадайте, что? Это сработало!
Тем не менее, вам не следует пытаться сваривать тонкие металлы с помощью переменного тока, поскольку дуга, возникающая от переменного тока, обычно более колеблется, что приводит к менее гладкой дуге и большему разбрызгиванию.
Итог, если вы не ограничены в средствах и не нуждаетесь в сварочном аппарате только для небольших, неинтенсивных приложений, в идеале вам следует выбрать сварочный аппарат постоянного или переменного / постоянного тока.
-
Вес, аксессуары и руководство пользователя
Сварочные аппараты с напряжением 110 В наиболее известны своей портативностью, что делает их идеальными для проектов на открытом воздухе. Поищите модель на 20 фунтов или даже легче, если вам нужно разместить сварщика в багажнике автомобиля и броситься к месту работы.
Как я уже говорил, все лучшие сварочные аппараты на 110 В также поддерживают сварку TIG. Так что, если вы можете получить в руки модель, которая поставляется с горелкой TIG и газовыми соединениями, вы в основном покупаете две машины по цене одной.Коробка также должна включать в себя минимальные требования, такие как зажимы заземления, адаптеры и держатели стержней, чтобы вы сразу начали работу.
Большинство ведущих производителей печатают руководство по эксплуатации на задней панели сварочного аппарата, в котором четко объясняются идеальные сочетания напряжения, электрода, типа материала и толщины, чтобы помочь вам добиться точных результатов при каждой попытке. Еще лучше, если ваш производитель предоставит печатную копию руководства в коробке, на тот случай, если печать на дверце панели со временем смывается.
Итог
В заключение хочу сказать, что сварочные аппараты на 110 В являются одними из самых универсальных и высокопроизводительных сварочных аппаратов, которые у нас есть сегодня, не только для новичков, но и для профессионалов, которым нужна портативная система в качестве альтернативы. Вы можете носить его с собой куда угодно, не напрягая мышцы спины и рук, что делает эти сварочные аппараты идеальными для работы на открытом воздухе.
Я совершенно уверен, что продукты, которые я выбрал для вас, будут соответствовать поставленной задаче и будут вашим верным другом на долгие годы.У меня жуткая проблема с привязанностью к машинам. Я просто ненавижу, когда машина перестает работать и мне приходится ее заменять на новую. Так что я не тороплюсь и уделяю большое внимание каждой чертовой детали, критической или незначительной, прежде чем покупать какую-либо машину.
Итак, будьте уверены, я приложил усилия для составления этого списка рекомендаций по продуктам. Я выполнил свою часть работы, теперь ваша очередь. Следуйте моим рекомендациям в отношении T, сравнивайте, взвешивайте все «за» и «против» и, самое главное, прислушивайтесь к своим мудрым интуициям.Они почти всегда правы.
Полное руководство по сварке стержнем
Основы сварки стержнем
Сварка стержневым электродом представляет собой метод сварки, при котором присадочный стержень в электрододержателе служит сварочным электродом. Дуга горит между стержнем и заготовкой.
Отличие от других методов сварки заключается в том, что присадочный пруток, который служит сварочным электродом при сварке стержневым электродом, непрерывно укорачивается по мере выполнения сварки. При сварке TIG и MIG / MAG расстояние от горелки до заготовки всегда должно оставаться постоянным.Однако при сварке стержневым электродом электрододержатель должен постоянно приближаться к заготовке, чтобы расстояние между электродом и расплавленным швом оставалось постоянным. Это создает особые проблемы для сварки MMA.
Сварка STIck Области применения
Сварку стержневым электродом можно использовать практически в любых условиях, поэтому это довольно универсальный метод в сварочной промышленности. Он обычно используется на монтажных площадках, где требуется хорошая доступность сварочных аппаратов и где работа часто выполняется на открытом воздухе.
Сварка стержневым электродом является обычным методом сварки, например, в трубопроводах сварочных электростанций и на других участках сварки труб. Это также метод сварки, который предпочитают любители и небольшие ремонтные мастерские. Он также может применяться при подводной сварке, где используются наполнители, специально предназначенные для подводных условий.
Аппараты для ручной сварки
Для ручной дуговой сварки требуется источник питания, заземляющий кабель и сварочный кабель с электрододержателем. Защитный газ отсутствует, поскольку сварочный электрод покрыт материалом, который образует защитный газ и шлак над расплавленной сварочной ванной.Многие сварочные аппараты TIG также подходят для сварки MMA.
Современные небольшие инверторные источники питания еще больше увеличивают мобильность и доступность. Источник питания можно, например, подключить к генератору с помощью длинных входных кабелей, поместив сварочный аппарат рядом с заготовкой. Самые маленькие источники питания в настоящее время весят всего 5 кг (10 фунтов).
Сварка стержневыми электродами очень популярна среди любителей, поскольку единственными необходимыми деталями являются источник питания и стержни присадочного материала. Защитный газ не требуется, и устройства обычно работают с током, получаемым от обычной розетки электросети.
Обзор сварочного оборудования Kemppi MMA.
Сварочные электроды STICK
Сварочный электрод — это прямая сварочная проволока фиксированной длины, покрытая присадочным материалом. Сварочный электрод как фиксирующая головка, с помощью которой он крепится к электрододержателю. Другой конец электрода имеет запальную головку, к которой прикрепляется заготовка, чтобы зажечь дугу. Качество или торговая марка электрода указывается рядом с фиксирующей головкой в покрытии. Обычно также включается идентификатор класса AWS.
Под диаметром сварочного электрода понимается диаметр металлического стержня внутри электрода. Целью покрытия на поверхности металлического стержня является защита сварочного процесса от воздействия окружающего воздуха, образование шлака для поддержки сварного шва и облегчение создания дуги.
STIck Сварочная техника
Перед сваркой рекомендуется проверить состояние источника сварочного тока, кабелей, электрододержателя и зажима заземления.Если источник питания имеет панель управления и пульт дистанционного управления, их функциональность также должна быть проверена. Необходимо проверить качество и прочность сварочных электродов, и они должны соответствовать заготовке. Покрытие электрода должно быть целым.
Сварка начинается резким ударом сварочного электрода по дну канавки. После этого переместите сварочный электрод обратно в начало, не растягивая дугу, и легко перемещайте электрод, контролируя ширину расплавленной сварочной ванны.Переместите сварочный электрод ручкой вперед. Граница образовавшегося шлака видна после расплавленного шва. Он должен находиться за расплавленным сварным швом. Расстояние от границы шлака до сварного шва можно регулировать с помощью сварочного тока и угла наклона электрододержателя.
Во время сварки обращайте внимание на длину дуги и старайтесь, чтобы она была как можно короче. Длина дуги легко увеличивается по мере уменьшения размера электрода во время сварки. Поначалу движение может быть трудно контролировать, но к нему легко привыкнуть,
Когда сварочный электрод заканчивается, необходимо удалить шлак с предыдущего сварного шва и очистить его стальной щеткой.Зажгите следующий электрод немного перед предыдущим сварным швом, затем переместите сварочный электрод обратно к предыдущему сварному шву и продолжите сварку.
Выключите сварочный электрод, слегка переместив его назад к завершенному шву, а затем приподняв электрод прямо от заготовки.
забастовка | Сварочный аппарат с инвертором дуги
перейти к содержанию
- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
- Цифровой сварочный аппарат HZXVOGEN ARC 110V 220V 200A Anti-Stick TIG Welder Pulse
- US MIG 200A Инверторный сварочный аппарат постоянного тока 3-IN-1 MMA TIG Газовая безгазовая дуговая сварка пистолетом
- Сварочный аппарат 4in1 MIG Газовый безгазовый инвертор ARC Stick MMA TIG MIG Сварочный аппарат 200A
- 3IN1 MIG Welder 200A Gas / Gasless 110 / 220V ARC Stick MMA Lift-TIG Инверторный сварочный аппарат
- Сварочный аппарат TIG 200P Pluse HF 200A 110v 220V DC MMA ARC TIG инвертор сварочного аппарата
- апрель 2021
- март 2021 г.
- Февраль 2021
- Январь 2021 г.
- декабрь 2020
- Ноябрь 2020
- Октябрь 2020
- сентябрь 2020
- Август 2020
- июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- Январь 2020
- декабрь 2019
- ноябрь 2019
- Октябрь 2019
- сентябрь 2019
- Август 2019
- июль 2019
- июнь 2019
- Май 2019
- апрель 2019
- март 2019
- Февраль 2019
- январь 2019
- декабрь 2018
- ноябрь 2018
- 10 шт.
- 110-560 В
- 110220в
- 110 В
- 110в220в
- 115v
- 120a
- 125a
- 135a
- 140 ампер
- 15-250a
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20-180a
- 20-200
- 20-250a
- 200a
- 200 ампер
- 200 миль
- 200н
- 200p
- 20160a
- 220110в
- 220в
- 230 В
- 235 ампер
- 240 В
- 250a
- 250 ампер
- 2в1
- 300a
- 315a
- 315 ампер
- 34тлг
- 3в1
- 400a
- 400 г
- 4в1
- 60-160
- 7000 Вт
- 7 шт.
- 8000 Вт
- acdc
- aldi
- алюминий
- алюминий-200а
- amico
- ансен
- ap80-48
- apwelding
- арк-120
- арк-140
- арк-160
- арк-160д
- арк-165
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- аккумулятор
- лучшее
- сварной шов
- марка
- бюджет
- век
- центурилинкольн
- дешево
- Чикаго
- химера
- cigweld
- Кларк
- константа
- преобразование
- конвертация
- самый крутой
- стоимость
- мастер
- крест-дуга
- ct416
- ct520d
- cts-180
- cts-180a
- cts-200
- погибших
- деко
- разница
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- электрический
- emw508
- epicweld
- esab
- этоша
- everlast
- ewm-508
- экспресс
- fcaw
- первый
- флюс
- сила
- бесплатно
- fronius
- фьюжн
- geile
- хорошо
- гринкут
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- ГБТ2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбокс
- хитроник
- хиттбокс
- Хобарт
- самодельный
- htbox
- hyundai
- hzxvogen
- hzzxvogen
- ibell
- идеальный
- IGBT
- igbtinverter
- глубина
- ingco
- посредник
- инвертор
- it1002
- its200
- jasic
- jkarc
- кавасаки
- kd838
- kd839
- kd843
- kd844
- кик-конь
- клатч
- крафтделе
- крамер
- крышка
- лифт
- лифт-тиг
- легкий
- линкольн
- лотос
- магнум
- марки
- maquina
- маркет
- мехпро
- металл
- миг-160
- миг-200
- миг-250
- mig228
- mig235
- migmag
- мигмагтигмма
- мигтигмма
- migtigstick
- мельник
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-201
- ММА-400
- ММА-85
- ММА160
- мм.
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорный
- без сенсорного экрана
- заказано
- Озито
- паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- балла
- порабощенный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практичный
- принцесса
- переносной
- импульс
- rajlaxmi
- сварка бритвой
- перезагрузка
- ремонт
- отзыв
- рецензирование
- риланд
- рор
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160A
- SF-200
- SF-200A
- шакти
- шерман
- silverline
- simadre
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ст-165
- ст-185
- ст-205
- штальверк
- Стэнли
- звезд
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- sungold
- супер
- т113
- t2000
- т800
- разборка
- технология
- технический
- тестирование
- термодайн
- тепловой
- термо-дуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160с
- тиг-165
- ТИГ-165ХФ
- тиг-165с
- ТИГ-180ДЦ
- тиг-185
- тиг-185хф
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- ТИГ-205ХФ
- тиг-205с
- ТИГ-220ДЦ
- тиг-225
- сварочный аппарат tig-torch-stick-arc-mma-dc-инвертор-230v-Voltage
- тиг200
- tig200a
- тиг200м
- тиг200п
- тигарка
- тигароплазма
- тигмма
- tigmmaarc
- тигр
- tigstickarc
- титан
- факел
- горелка-дуга-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- очередь
- твист
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- vevor
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- сварка
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250
| M | Т | Вт | Т | Ф | S | S |
|---|---|---|---|---|---|---|
| «мар | ||||||
| 1 | 2 | 3 | 4 | |||
| 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| 19 | 20 | 21 | 22 | 23 | 24 | 25 |
| 26 | 27 | 28 | 29 | 30 | ||
- Сварочные аппараты с сердечником под флюсом, 120 вольт
- Мини-инверторные сварочные аппараты
- Сварочные аппараты с перезагрузкой в продаже
- IPOTOOLS TC200ACDC
- Сварщик HeroCut TIG 160P
- miller xmt 300 cccv dc инверторный сварочный аппарат
- мм
- oc в сварочном аппарате
- nu vot
- emw508 autool welder
- Contact Form
- Соглашение о политике конфиденциальности
- Условия использования