Не включается сварочный инвертор – причины
Чем сварочные инверторы лучше трансформаторных источников сварки. В чем может быть причина невозможности включить сварочный инвертор. Можно ли восстановить оборудование самостоятельно. Куда обратиться для ремонта.
Для проведения сварочных работ сегодня особенно востребованы источники питания электрической дуги инверторного типа – сварочные инверторы. Данные аппараты, по сравнению с трансформаторами, более компактные, потребляют меньше электроэнергии, могут подключаться к бытовой электросети 220 В, с высоким КПД, удобные в использовании. Однако, как и любая сварочная техника, требуют своевременного и правильного обслуживания. Без него работают нестабильно и преждевременно выходят из строя.
Одна из неисправностей, с которыми может столкнуться владелец сварочного оборудования, – инвертор не включается, отсутствует сварочный ток. Как быть в таком случае, реально ли найти и устранить неисправность самостоятельно?
Причины поломки инвертора для сварки
Вчера сварочный аппарат работал исправно, а сегодня просто не включается?
Возможные причины:
- Выход из строя трансформаторного блока, замыкание в цепи;
- Сработало защитное отключение из-за пробоев конденсаторов;
- Перестала функционировать система охлаждения;
- Неисправность в микросхеме.


Для начала следует убедиться в стабильности электросети, в том, что ток подается аппарату, питающий кабель не поврежден.
Если с сетью все в порядке, кабель не поврежден, чтобы определить неисправность, потребуется диагностика всех узлов и деталей аппарата. Для полной проверки цепи, обмоток трансформатора, конденсаторов, выпрямителя, блока охлаждения, управления, основной платы понадобится мультиметр, генератор сигналов, осциллограф.
Инверторный аппарат достаточно сложно устроен. Он предполагает микросхему. Собственно, для ее проверки и требуется осциллограф с генератором сигналов.
Без опыта и знаний, специальных инструментов для диагностики самостоятельный ремонт сварочного инвертора осуществить, мягко скажем, будет проблематично. Одно дело – устранить проблему прилипания электрода и нестабильной сварки, выставив правильно ток. Или решить проблему перегрева и самопроизвольного отключения, очистив вентиляционную решетку на корпусе от пыли, грязи, соблюдая продолжительность включения или при необходимости заменив вентилятор охлаждения.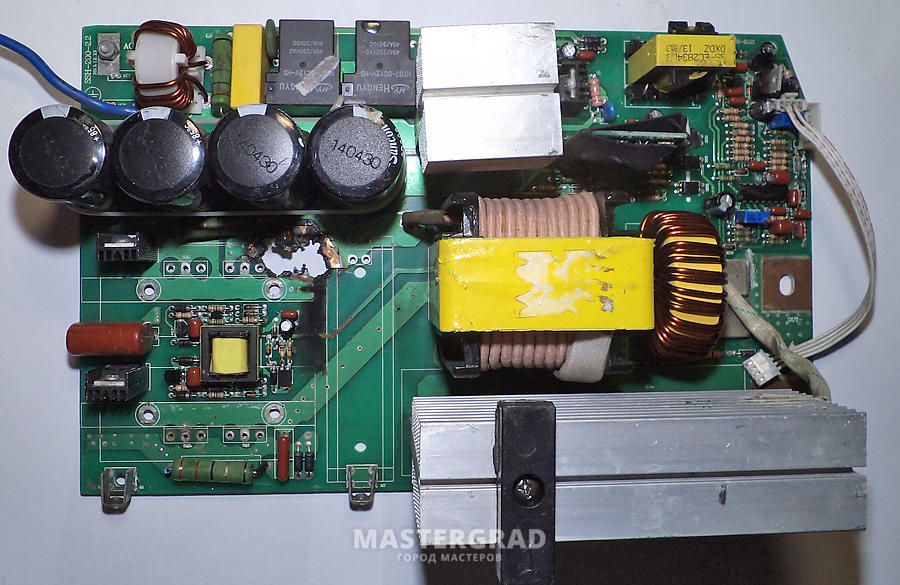
Можно ли восстановить оборудование? Куда обратиться?
Будь то причина невозможности включить аппарат в поломке трансформатора, конденсаторов, неисправностях микросхемы, — все составляющие инверторного источника сварочного тока заменяемые, реально восстановить оборудование при поломке любой сложности.
Для этого следует обратиться в сервисный центр, который специализируется именно на сварочных аппаратах. Это не проблема. Есть сервисы, которые берут на себя даже доставку оборудования, то, что нужно починить и которое уже готово к работе.
Сегодня ремонт сварочных инверторов в Москве возможен с бесплатной диагностикой, срочный, в день обращения или на следующие сутки. С гарантией качества.
Вам не только быстро, с высокой точностью и бесплатно обнаружат неисправность, выполнят ремонт на высоком качественном уровне, но и дадут рекомендации по обслуживанию и дальнейшему беспроблемному использованию аппарата.
В специализированном сервисном центре возможно восстановление сварочных инверторов всех типов – бытовых, профессиональных, для обычной ручной дуговой сварки или в среде защитного газа, мультифункциональных сварочных машин.
Инвертор сварочный не включается
Главная » Статьи » Инвертор сварочный не включается
Сварочный инвертор не включается. Ремонт своими руками. Схема
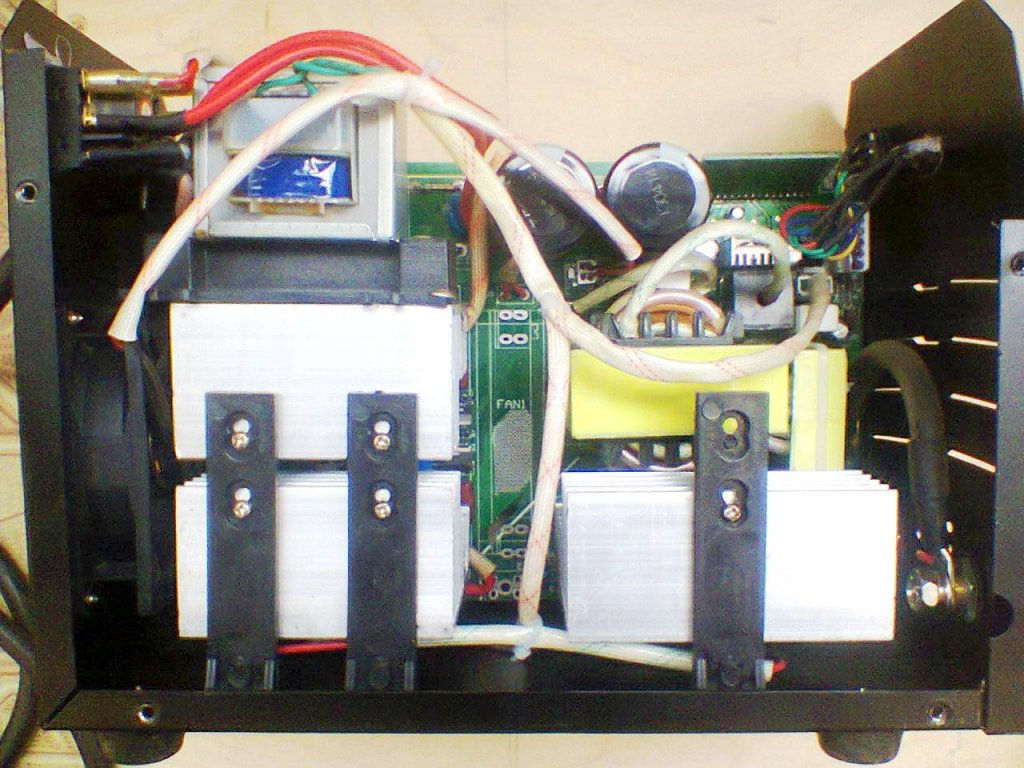
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.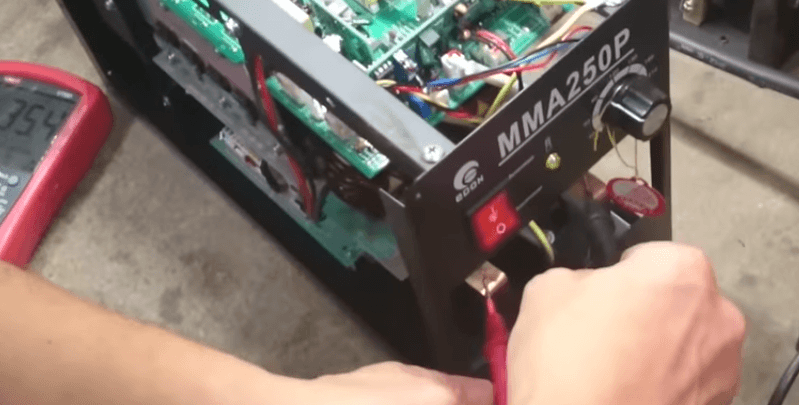 е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
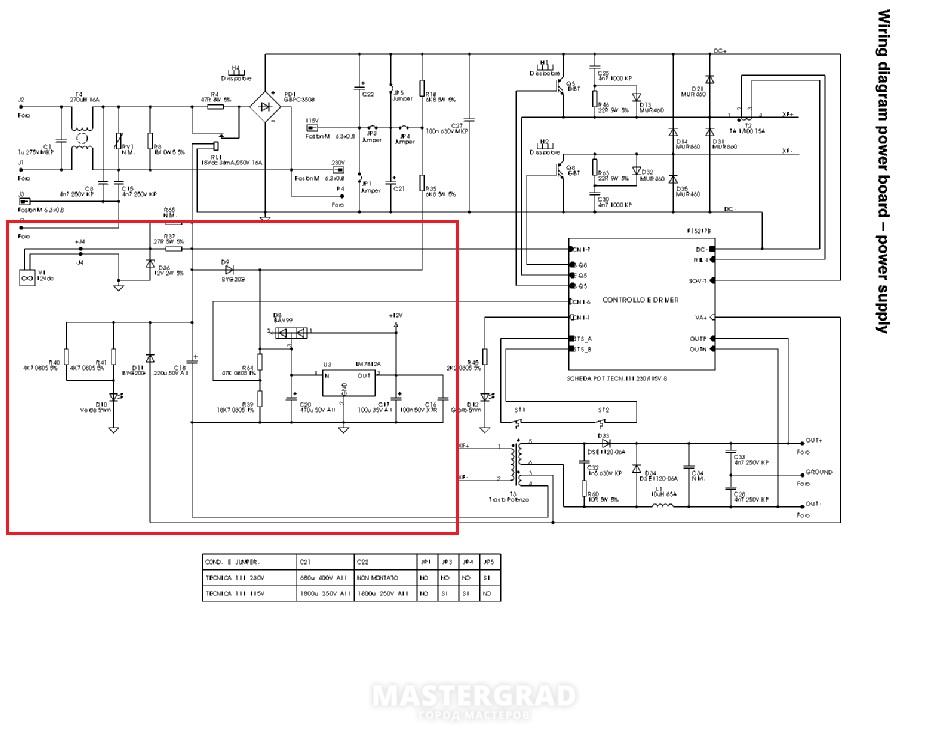
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место.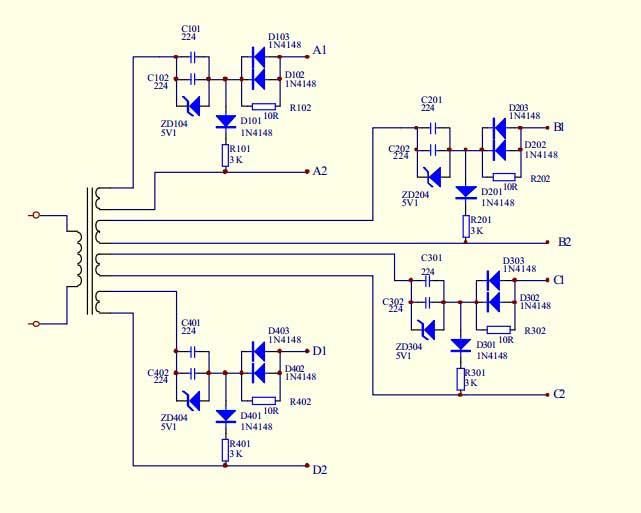 Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
blogvp.ru
Основные причины неисправностей сварочных инверторов
Появление сварочных инверторов позволило существенно упростить выполнение работ, с их помощью даже не слишком опытный сварщик вполне способен справиться со сваркой различных металлов.
Но стоит учитывать то, что установка имеет сложное электронное устройство, поэтому неисправности сварочного инвертора может устранить только специалист, разбирающийся в его устройстве.
Что может привести к выходу инвертора из строя?
Все основные неисправности сварочных инверторов происходят из-за несоблюдения условий эксплуатации и режимов работы.
К основным причинам выхода из строя электронной схемы можно отнести следующие факторы:
- Попадание влаги в устройство происходит чаще всего по вине осадков (дождь, снег).
- Пыль внутри корпуса препятствует нормальному охлаждению электронной схемы. Особенно часто попадание пыли случается при эксплуатации установки на строительных площадках. Во избежание выхода из строя инвертор должен подвергаться периодической чистке.
- Несоблюдение режима непрерывной работы так же приводят к перегреву и выходу электроники из строя.
К сожалению, при большинстве таких поломок восстановить инвертор смогут только в ремонтной специализированной мастерской. Но существует еще целый ряд ситуаций, которые неопытный сварщик может принять за серьезную поломку, а причина кроется совсем в другом. Именно такие «неисправности» рассмотрим дальше.
Но существует еще целый ряд ситуаций, которые неопытный сварщик может принять за серьезную поломку, а причина кроется совсем в другом. Именно такие «неисправности» рассмотрим дальше.
Основные ошибки новичков
Достаточно часто неумение выбрать правильный режим сварки приводит к мыслям о том, что инвертор неисправен.
Именно поэтому необходимо знать основные мнимые причины неисправностей сварочного инвертора:
- Неустойчивость дуги или чрезмерное разбрызгивание металла при выполнении работ свидетельствует о том, что выбрана неправильная величина сварочного тока. Данный показатель должен выбирать не только исходя из диаметра применяемого электрода, но и из скорости выполнения работ (скорость сварки). При уменьшении этого показателя необходимо соответственно уменьшить и сварочный ток.
- Если сварочный электрод залипает, это может говорить о нескольких проблемах. В первую очередь необходимо проверить напряжение питающей сети, скорее всего оно упало ниже определенного, допускаемого производителем инвертора, значения. Такая же проблема может появиться и при недостаточно качественной подготовки детали, оксидная пленка ухудшает контакт электрода с деталью. В некоторых случаях залипание можно наблюдать и при недостаточном сечении питающего кабеля.
- Аппарат подключен к сети, слышен звук его работы, но сварка не осуществляется. В этом случае необходимо проверить целостность сварочного кабеля, надежность подключения массы к свариваемым деталям.
- Аппарат не включается в сеть. Причиной этого может быть повреждение сетевого кабеля. Нередко дело может заключаться в недостаточной мощности автоматических защитных выключателях, установленных в распределительном щите. Они просто отключают нагрузку при превышении пусковым током значения, на которое рассчитан выключатель.
 Такая же проблема может появиться и при недостаточно качественной подготовки детали, оксидная пленка ухудшает контакт электрода с деталью. В некоторых случаях залипание можно наблюдать и при недостаточном сечении питающего кабеля.
Такая же проблема может появиться и при недостаточно качественной подготовки детали, оксидная пленка ухудшает контакт электрода с деталью. В некоторых случаях залипание можно наблюдать и при недостаточном сечении питающего кабеля.Именно на эти моменты стоит обращать внимание при выполнении сварочных работ инвертором, это избавит от необходимости посещения сервисного центра и оплаты несуществующего ремонта.
Но если произошла действительно серьезная поломка, о чем может свидетельствовать появление запаха дыма или гари из корпуса инвертора, не стоит пытаться ремонтировать агрегат самостоятельно без должного опыта и знаний.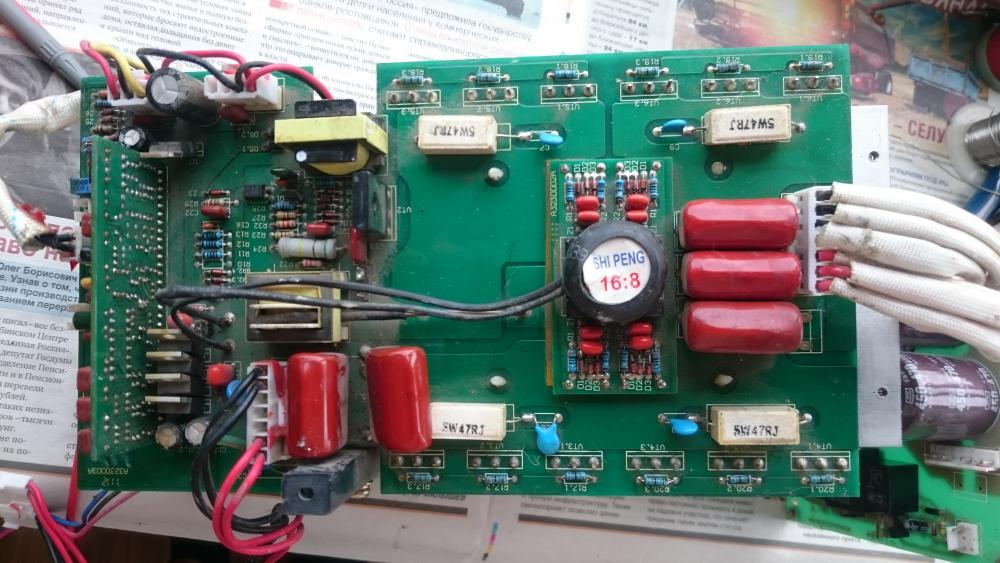 В большинстве случаев это приводит к невозможности восстановить работоспособность инвертора даже квалифицированными специалистами.
В большинстве случаев это приводит к невозможности восстановить работоспособность инвертора даже квалифицированными специалистами.
steelguide.ru
Неисправности сварочных инверторов
Неисправности сварочных инверторов чаще всего вызваны либо неграмотной, либо небрежной эксплуатацией, поскольку это достаточно надежные аппараты и ломаться там попросту нечему. Однако бывает и вина производителя, установившего некачественную деталь, либо осуществившего плохой монтаж.
Постараемся несколько обобщить типичные неисправности сварочных инверторов и способы их устранения.
1. Нестабильное горение дуги либо сильное разбрызгивание металла во время проведения сварочного процесса.
Это может быть результатом неправильно подобранного сварочного тока. Рекомендации по подбору производитель указывает на пачке электродов. Если такой информации не имеется, стоит воспользоваться простейшей формулой: на 1мм толщины штучного электрода необходимо подать от 20 до 40 Ампер тока.
2. Прилипание электрода даже при имеющейся функции «антиприлипание».
Чаще всего это вызвано слишком низким напряжением в питающей сети, а в случае возможности сварочного аппарата с пониженным напряжением — падением последнего ниже минимума при подключении нагрузки.
Еще одна причина прилипания — плохой контакт в панельных гнездах. Для устранения достаточно подтянуть крепления либо зафиксировать вставки.
Падение напряжения может быть связано с применением удлинителя питания с сечением провода менее 2,5 мм, что опять-таки приводит к снижению эффективного напряжения питания сварочного аппарата. Помимо этого причина может крыться в слишком длинном удлиняющем проводе. Стоит обратить внимание, что при длине провода свыше 40 метров эффективная работа невозможна — слишком большие потери.
Причиной прилипания могут быть и подгорания контактов в соединениях питающей цепи, что опять-таки приводит к значительному «просаживанию» напряжения.
3. Сварки нет, хотя все индикаторы работают.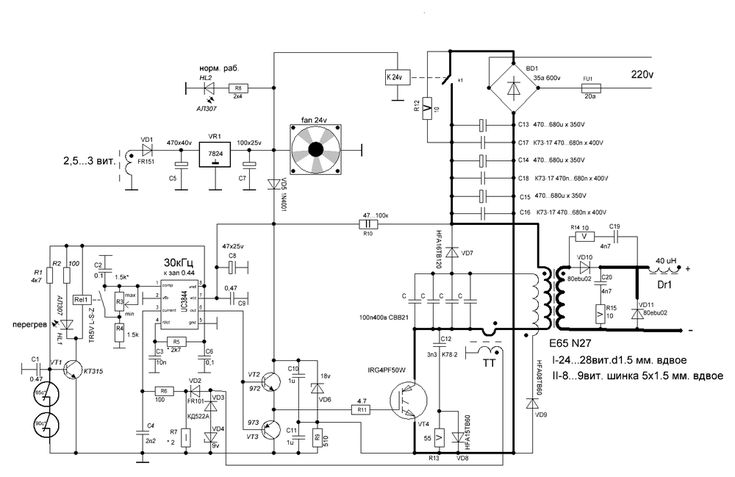
Первая причина неисправности — перегрев сварочного инвертора. При наличии контрольной лампы или индикатора их свечение может быть незаметно, если сварочный инвертор не имеет звукового сигнала перегрева.
Поврежденный в результате перегрева транзистор в сварочном инверторе
Рабочий транзистор в сварочном инверторе
Вторая причина — обрыв сварочных кабелей, либо самопроизвольное отсоединение.
Третье — выход из строя деталей управления. Для устранения причины придется вскрывать корпус и для начала визуально осматривать начинку на предмет поврежденных деталей. Иногда причина кроется в некачественной пайке — достаточно перепаять детали.
4. Отключение напряжения при сварке.
Вызвано чаще всего неисправностью самого переключателя или несоответствием его номинальному току. Переключатель должен выдерживать ток до 25 А.
5. Загорание индикатора перегрева.
Слишком продолжительная нагрузка, особенно при использовании толстых электродов либо толстый слой пыли внутри корпуса. При неисправности вентилятора охлаждения сварочный инвертор обычно не включается, хотя это может зависеть от исполнения конкретной модели.
При неисправности вентилятора охлаждения сварочный инвертор обычно не включается, хотя это может зависеть от исполнения конкретной модели.
Конечно, в небольшой статье невозможно подробно изложить все причины и возможные неисправности сварочных аппаратов. Однако внимательное отношение к используемому сварочному инвертору может надолго продлить ему «жизнь», а хозяину — доставить радость от работы.
Сварочник на обкатке после ремонта. Контроль теплового режима:
Радикальный ремонт неисправностей сварочного инвертора GYS 3200:
nanolife.info
Как самостоятельно провести ремонт сварочного инвертора?
- 02-02-2015
- 17
- 123
Оглавление: [скрыть]
- Составные части сварочных инверторов
- Классификация причин появления неисправностей сварочных инверторов
- Самые распространенные неисправности сварочных инверторов
- Диагностика разных элементов инверторов на наличие поломок
- Диагностика и устранение неявных поломок электроники сварочного инвертора
Технический прогресс не стоит на месте, поэтому современные люди чаще отдают предпочтение инверторам, так как они имеют массу преимуществ перед многими давно устаревшими вариантами сварочных устройств, в том числе выпрямителями и трансформаторами.
Схема устройства сварочного инвертора.
Современные сварочные инверторы позволяют качественно выполнять работы даже тем людям, которые не имеют значительного опыта в деле сварки. Ремонт сварочных инверторов — это сложная задача, так как за комфорт во время работы и качество сварки приходится платить многоуровневой технической организацией аппарата.
Составные части сварочных инверторов
Элементы сварочного инвертора.
Поломки сварочных инверторов являются неприятной неожиданностью для их владельцев, ведь в мастерских, специализирующихся на ремонте, проведение диагностики проблем и их устранение может быть очень дорогим удовольствием. Несмотря на то что сварочные инверторы имеют сложную конструкцию, при желании можно устранить многие виды поломок самостоятельно, таким образом, сэкономив средства.
Для того чтобы эффективно проводить диагностику и ремонт сварочного инвертора, необходимо в первую очередь разобраться в строении этого агрегата. Главным отличием сварочного инвертора от других представителей этого класса оборудования является тот факт, что этот агрегат не является обычным электротехническим устройством, так как его работа обеспечивается сложным электронным узлом. Учитывая все особенности и характеристики инверторов, чтобы выявить проблему, нужно проверить отдельные части схем, в том числе следующие составные элементы:
Учитывая все особенности и характеристики инверторов, чтобы выявить проблему, нужно проверить отдельные части схем, в том числе следующие составные элементы:
Функциональные возможности сварочного инвертора.
- конденсаторы;
- диоды;
- резисторы;
- стабилитроны;
- транзисторы;
- сопротивления.
Это далеко не весь перечень компонентов, содержащихся в сварочных инверторах, но именно на эти элементы стоит обратить внимание в первую очередь. Чтобы эффективно проводить ремонт инвертора, необходимо иметь хоть незначительный опыт работы с микросхемами. Так как на глаз невозможно опередить, где именно находится поломка, необходимо сразу подготовить следующее оборудование:
- осциллограф;
- тестер;
- цифровой мультитестер;
- вольтомер.
Схема работы сварочного инвертора.
Принцип работы инвертора основан на поэтапном преобразовании электросигнала. На первом этапе в специальном выпрямляющем узле аппарата проводится выпрямление сетевого напряжения. Выпрямленный ток переходит в инверторный модуль, где снова происходит его преобразование в переменный ток. В дальнейшем силовой трансформатор преобразует ток до показателей сварочного. В последнюю очередь проводится преобразование сварочного переменного тока в постоянный.
Выпрямленный ток переходит в инверторный модуль, где снова происходит его преобразование в переменный ток. В дальнейшем силовой трансформатор преобразует ток до показателей сварочного. В последнюю очередь проводится преобразование сварочного переменного тока в постоянный.
В разных моделях сварочных инверторов могут находиться самые разнообразные элементы, обеспечивающие этот процесс. Кроме того, невозможно точно определить расположение тех или иных важных деталей, так как конструкция у агрегатов также может быть самой разнообразной, но в этом деле помогут технические схемы, которые нередко прилагаются в инструкции по использованию прибора.
Вернуться к оглавлению
Классификация сварочных инверторов.
Поломки, встречающие у бытовых, промышленных и профессиональных сварочных инверторов, можно разделить на несколько различных групп.
- Поломки прибора из-за неправильного выбора места работы или нарушения технологи выполнения сварки.
- Нарушения работы аппарата, связанные с неправильной работой или выходом из строя отдельных электронных компонентов.
В некоторых случаях нарушения в работе агрегата могут быть вызваны сразу несколькими причинами, поэтому для их выявления нужно начинать диагностику от простого к сложному. Сначала следует проверить условия использования инвертора, отключить его от сети и дать остыть, а затем подключить заново. В случае если проблема не устранена, нужно проводить проверку работы отдельных микросхем.
Преобразование тока в сварочном инверторе.
Существует много причин, которые могут поспособствовать выходу из строя отдельных микросхем. Их стоит рассмотреть подробнее, так как если они есть, можно с уверенностью сказать, находится ли поломка именно в электронике.
- Попадание воды внутрь корпуса. Незначительное количество влаги, попавшей на плату при работе аппарата на улице во время снежной или дождливой погоды, может привести к выходу электронных плат из строя.
- Несоблюдение режима непрерывности работ, указанного производителем агрегата. В этом случае нередко наблюдается перегрев инвертора, что может спровоцировать перегорание микросхем.
- Скопление большого количества пыли. Покрытие пылью микросхем приводит к нарушению нормального процесса охлаждения отдельных элементов микросхем. Обычная бытовая пыль не может стать причиной появления поломок, но строительная, в больших количествах имеющаяся на стройплощадках, приводит к появлению значительного налета.

Вернуться к оглавлению
Многие поломки сварочных инверторов имеют специфические особенности, проявления и признаки, которые позволяют быстрее выявить причину неисправности и, соответственно, устранить ее. Можно выделить ряд наиболее распространенных неисправностей, с которыми нередко сталкиваются владельцы этих агрегатов.
Электрическая схема сварочного инвертора.
- Сварочный электрод постоянно липнет к металлу. Подобная проблема может быть вызвана сразу несколькими причинами. Во-первых, причины проблемы могут крыться в низком напряжении сети, которого недостаточно для того, чтобы покрыть даже необходимый минимум. Во-вторых, проблема может крыться в плохом контакте модулей, расположенных в панельных гнездах. Эту проблему можно устранить путем плотного фиксирования вставок или подтягивания креплений. Помимо всего прочего, прилипание электрода к металлу может быть обусловлено окислением или подгоранием контактов в цепи питания. Некачественная предварительная подготовка поверхностей также нередко приводит к прилипанию электрода к металлу.
- Неустойчивое горение дуги или разбрызгивание материала электрода. Эта проблема нередко наблюдается в случае неправильной настройки прибора и выбора тока. При выборе тока нужно учитывать, что он должен соответствовать силе и диаметру электрода, а кроме того, скорости сварки. Для того чтобы исправить положение, необходимо выставить силу тока, указанную на упаковке, в которой продавались электроды. В случае если такая информация не представлена, нужно рассчитать силу тока самостоятельно по формуле 20-40 А на 1 мм диаметра электрода.
- Самопроизвольное отключение инвертора после продолжительного периода работы. Как правило, проблема в этом случае кроется в защите от перегрева. Продолжать работу рекомендуется примерно через 20-30 минут, когда прибор немного остынет.
- Инвертор включен, о чем свидетельствуют индикаторы, но сварки нет. Главной причиной подобной неисправности, как правило, является перегрев. Второй причиной подобной поломки может быть обрыв или самопроизвольное отключение сварочных кабелей.
- Инвертор включен в сеть, но индикаторы не горят, сварки нет. Подобное явление может быть вызвано самыми разнообразными поломками, причем как в проводке, так и в микросхемах. Такие поломки требуют проведения серьезной диагностической работы для идентификации поврежденного элемента.
 Эту проблему можно устранить путем плотного фиксирования вставок или подтягивания креплений. Помимо всего прочего, прилипание электрода к металлу может быть обусловлено окислением или подгоранием контактов в цепи питания. Некачественная предварительная подготовка поверхностей также нередко приводит к прилипанию электрода к металлу.
Эту проблему можно устранить путем плотного фиксирования вставок или подтягивания креплений. Помимо всего прочего, прилипание электрода к металлу может быть обусловлено окислением или подгоранием контактов в цепи питания. Некачественная предварительная подготовка поверхностей также нередко приводит к прилипанию электрода к металлу. Продолжать работу рекомендуется примерно через 20-30 минут, когда прибор немного остынет.
Продолжать работу рекомендуется примерно через 20-30 минут, когда прибор немного остынет.Большинство серьезных неисправностей сварочных инверторов сопровождаются появлением запаха гари. Для того чтобы провести ремонт сварочных инверторов с такими поломками, очень важно иметь навык использования многих специфических приборов, предназначенных для оценки состояния микросхем и проводки.
Вернуться к оглавлению
Способы подключения сварочного инвертора.
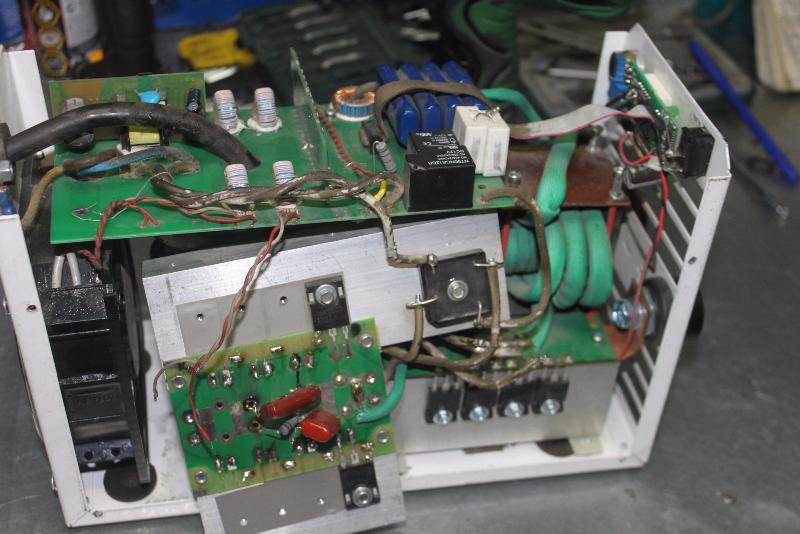
Итак, когда было выяснено, что никакие внешние факторы не препятствуют работе отдельных элементов и требуется ремонт сварочных инверторов с поврежденными микросхемами, следует приступать к диагностике. Для того чтобы начать диагностику для выявления неисправности, перво-наперво нужно снять корпус и произвести внешний осмотр всех деталей. В случае если нет видимых областей подгорания и окисления, необходимо провести тестирование всех элементов, которые обеспечивают работу прибора.
После снятия корпуса необходимо проверить все области припайки проводов, контактов и других элементов на схемах. Нередки случаи, когда спайка отдельных элементов производится недостаточно качественно, что приводит к тому, что при встряске во время переноски или резкого опущения прибора на стол или пол может наблюдаться нарушение целостности крепления. В этом случае достаточно провести перепайку элементов заново.
Поврежденные детали платы в случае перегрева и других прямых неблагоприятных факторов сразу видны, так как по ним змеятся маленькие трещины, имеются потемнения, подгоревшие области электродов, вздутые электролитические конденсаторы в верхней области этих элементов.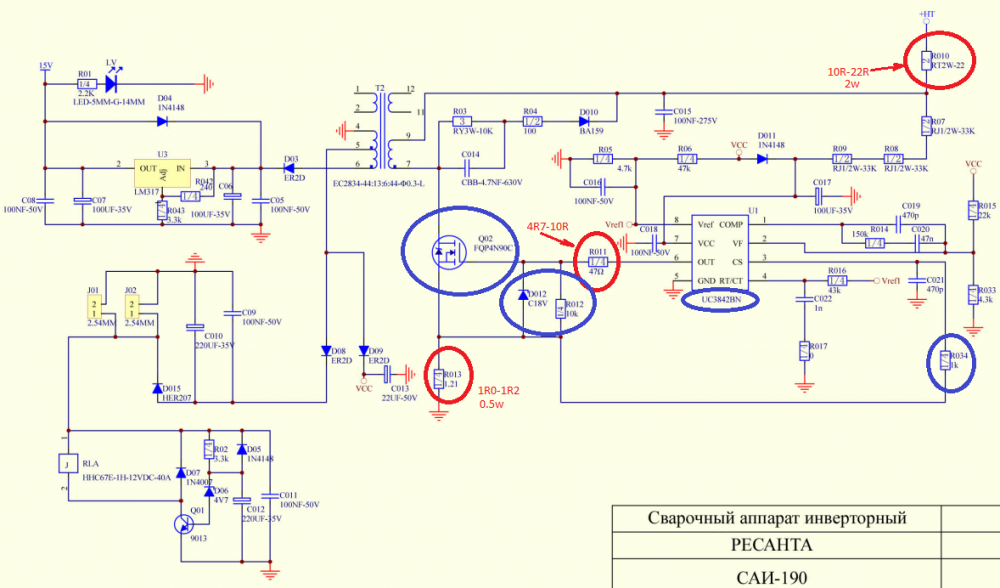
Ремонт выявленных повреждений предполагает их выпаивание и полную замену отдельных деталей.
Подобрать элементы для замены легко, так как на корпусе прибора имеется маркировка или же в инструкции представлена таблица установленных элементов. Ремонт схемы нужно проводить очень аккуратно. Идеальным инструментом для выпаивания составных элементов является паяльник с отсосом. В случае если осмотр не дал результатов, и не были выявлены поврежденные элементы, диагностика значительно усложняется, так как отремонтировать сварочный инвертор можно только при использовании специальных инструментов.
Вернуться к оглавлению
Управление сварочным инвертором.
Важно выяснить, в каком именно элементе схемы имеются повреждения, так как в противном случае провести ремонт не представляется возможным. Сделать это сложно, когда нет характерных внешних признаков повреждения схем. Самыми уязвимыми деталями считаются транзисторы, располагающиеся в инверторном модуле. Их проверку нужно проводить с помощью мультитестера и омметра. При проверке силовых транзисторов требуется обследовать и все составные части драйвера. В последнюю очередь проверяются с помощью тестера другие элементы, располагающиеся на плате.
При проверке силовых транзисторов требуется обследовать и все составные части драйвера. В последнюю очередь проверяются с помощью тестера другие элементы, располагающиеся на плате.
Далее, нужно тщательно протестировать все печатные проводники, имеющиеся на плате, убеждаясь, что в них нет надрывов или подгаров. При присутствии таковых необходимо тщательно зачистить поврежденный участок, а затем сделать новые перемычки путем запаивания отдельных участков. В случае наличия такой поломки следует тщательно зачистить ластиком все остальные контакты в разъемах, имеющихся в плате.
Следующим этапом проверки функциональности и электроники является диагностика состояния выходных и входных выпрямителей. Эти элементы представляют собой особые диодные мосты, которые крепятся на радиаторе. Эти компоненты редко подвергаются поломкам, но все же полностью выход их строя исключить невозможно. Лучше всего для качественной диагностики диодного моста спаять его с платы. В случае если вся группа диодного моста коротит, то далее проводится тестирование каждого диода в отдельности. Ремонт предполагает замену пробитого диода.
Ремонт предполагает замену пробитого диода.
https://moiinstrumenty.ru/youtu.be/SDeRg2kbxTE
Последним этапом проверки электроники является исследование платы управления ключами, располагающимися в инверторном модуле. Этот элемент имеет очень сложную организацию, поэтому при его неправильной работе может быть нарушена функция всего прибора. Нужно проверить наличие управляющих сигналов, которые поступают через шины затворов блока. Проверка может быть проведена только с помощью осциллографа. Только после проверки и устранения всех вышеперечисленных проблем, если таковые имеются, можно проводить тестирование работоспособности прибора. Если починить сварочный инвертор своими руками не удалось, стоит обратиться в специализированный центр для консультации и проведения диагностики.
moiinstrumenty.ru
200А | T.
 J. Оборудование для сварки сопротивлением снегу, расходные материалы и обслуживание
J. Оборудование для сварки сопротивлением снегу, расходные материалы и обслуживаниеОцените преимущества инверторного источника питания постоянного тока для микросварки без затрат и осложнений
Блоки питания DC Inverter стали популярными благодаря их способности точно соединять небольшие материалы. Некоторые пользователи не решаются приобрести инверторы постоянного тока, поскольку им требуются дорогие специализированные трансформаторы со встроенными выпрямителями. Теперь компания Miyachi разработала инверторный блок питания переменного тока, который обладает всеми преимуществами инвертора постоянного тока, но может использоваться с обычным трансформатором переменного тока. Этот новый блок питания называется MIB-200A.
Инвертор переменного тока нагревает более эффективно
Системы фазового контроля с SCR, как и обычные сварочные аппараты переменного тока, имеют время отключения во время цикла сварки. У MIB-200A нет времени простоя, поэтому время сварки может быть сокращено, что приводит к уменьшению зоны термического влияния и более привлекательным сварным швам.
Нет необходимости заменять существующее оборудование
Поскольку в MIB-200A используется обычный трансформатор переменного тока, существующие трансформаторы или головки не нужно заменять. Необходимо заменить только блок питания. Затраты и время на модернизацию сведены к минимуму.
Отлично подходит для плавления
MIB-200A отличается высоким рабочим циклом для большей производительности. При использовании с устройствами контроля смещения MM-720A или MM-730A Miyachi, MIB-200A может останавливать сварку при заданном смещении электрода (InterruptFunction), таким образом проникновение можно контролировать. Возможно стабильное качество сплавления и постоянное проплавление.
Выходная частота переменная
Частота переменного тока может быть установлена в 16 шагов от промышленной частоты до 250 Гц. С помощью этой функции можно сократить время сварки по сравнению с обычными сварочными аппаратами переменного тока.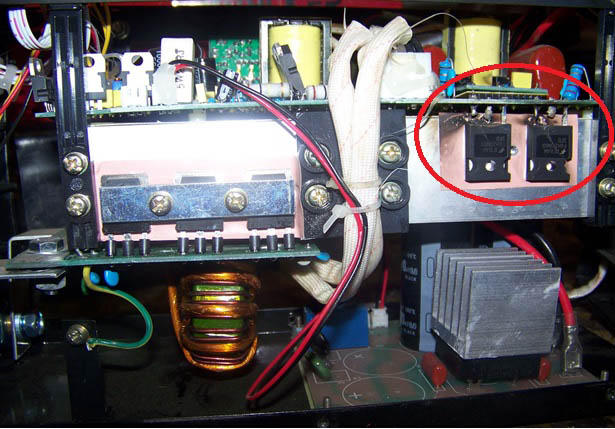
ПРЕИМУЩЕСТВА ИСТОЧНИКА ПИТАНИЯ ПЕРЕМЕННОГО ИНВЕРТОРА
- Инвертор переменного тока имеет более высокую тепловую эффективность, чем однофазные сварочные аппараты переменного тока, поэтому достигается более высокое качество сварных швов с меньшим разбрызгиванием.
- Инвертор переменного тока снижает износ электродов
- Инвертор переменного тока MIB-200A уменьшает прогорание изоляции при использовании плавких предохранителей.
На рис. 1 показан обычный однофазный выход переменного тока. Текущий уровень падает до нуля в каждом полупериоде. Также есть крутое время (t2 и t4) для контроля фаз.
Инвертор переменного тока MIB-200A не имеет времени охлаждения для контроля фазы или нулевого уровня, поэтому сварочный ток подается непрерывно. На рис. 2 показана прерывистая выходная температура обычного сварочного аппарата переменного тока. Обычная сварка переменным током имеет более высокий пиковый ток, который вызывает брызги сварного шва. Инвертор переменного тока увеличивает температуру линейно и обеспечивает стабильную подачу сварочного тепла, не создавая пиков. По этой причине возможны лучшая теплоотдача, меньше брызг и лучшее качество сварки.
На Рисунке 3 показано применение сварного шва батареи. При использовании инвертора постоянного тока ток течет только в одном направлении, как показано на рисунке 3-1. Из-за направленного тока распределение тепла к электродам неравномерно. Один электрод изнашивается быстрее, чем другой. При использовании инвертора переменного тока сварочный ток попеременно проходит через оба электрода, как показано на рис. 3-2, поэтому тепло выделяется одинаково. Используя MIB-200A, можно избежать асимметричного износа электродов и получить более высокое качество сварки даже при серийных швах.
MIB-200A, форма волны инвертора переменного тока, рис. 2, позволяет пользователю точно контролировать нагрев плавящегося материала. Это улучшенное управление процессом может привести к уменьшению общего количества тепла, необходимого для плавления, уменьшению или устранению обесцвечивания коллектора и чрезмерного прогорания изоляции, обычно связанного со слишком большим количеством тепла.
Как устройство вписывается в общую систему микросварки:
Удаленный программный модуль MA-627A (дополнительно)
Этот дополнительный блок дистанционного управления используется для хранения графиков сварки и программирования нескольких устройств.
- Функции программирования:
- Настройки таймера
- Сварочный ток
- Текущие ограничения монитора
- Функции дисплея:
- Сварка 1 и 2 Программируемый
- Значения сварочного тока, напряжения и времени
- Данные о неисправностях и коды ошибок
Технические характеристики:
- ДИАПАЗОН НАСТРОЙКИ ТОКА 0,10~9,99 кА
- КОНТРОЛЬ ТОКА (текущий высокий/низкий) 0,00~9,99 кА 15 расписаний (мониторинг отключен, если установлено значение 00,0 кА)
- КОНТРОЛЬ НАПРЯЖЕНИЯ (высокое/низкое напряжение) 0,00~9,99 В 15 графиков (мониторинг отключен, если установлено значение 00,0 В)
- СИСТЕМА ОХЛАЖДЕНИЯ Принудительное воздушное охлаждение
| Входная мощность: | 3 фазы 480/440/400/380/240/220 В переменного тока +10% -15%, общий для 50 Гц и 60 Гц | |
|---|---|---|
| Выходная частота: | Частота сварочного тока может быть выбрана в соответствии с таблицей ниже: | |
| Номер | Гц | |
| 0 | 50 | |
| 1 | 53 | |
| 2 | 56 | |
| 3 | 59 | |
| 4 | 63 | |
| 5 | 67 | |
| 6 | 71 | |
| 7 | 77 | |
| 8 | 83 | |
| 9 | 91 | |
| 10 | 100 | |
| 11 | 111 | |
| 12 | 125 | |
| 13 | 143 | |
| 14 | 167 | |
| 15 | 200 | |
| 16 | 250 | |
| Метод управления: | 200 А (пиковое значение) Рабочий цикл: 8% | |
| Метод управления: | Первичный контроль пикового значения постоянного тока | |
| Сварочные листы: | 15 | |
| Настройки времени: | Задержка сжатия: | 0-9999 мс |
| Сжатие: | 0-9999 мс | |
| Нарастание 1, 2: | 0–99,5 циклов | |
| Сварка 1, 2: | 0-99,5 циклов | |
| Наклон вниз: | 0–99,5 циклов | |
| Охлаждение: | 0–99,5 циклов | |
| Удержание: | 0–999 мс | |
Выкл. : : | 10–9990 мс (с шагом 10 мс) | |
| Пульсация: | 1-9 раз | |
| Диапазон настройки тока: | 0,10 ~ 9,99 кА | |
| Монитор тока: | 0,00 ~ 9,99 кА 15 графиков | |
| (текущий высокий/низкий) | Монитор выключается, если установлено значение 00,0 кА | |
| Монитор напряжения: | 0,00 ~ 9,99 В 15 программ | |
| (напряжение высокое/низкое) | Монитор выключается, если установлено значение 00,0 В | |
| Система охлаждения: | Принудительное воздушное охлаждение | |
| Вес: | 33 фунта. (15 кг) | |
Размеры:
Для получения дополнительной информации или помощи в выборе или оценке системы управления обращайтесь к Т. Дж. Сноу.
- См. общие области применения микросварочного оборудования.
- Блок питания преобразователя частоты
- Высокочастотный инверторный источник питания 4 кГц
Вас также может заинтересовать:
 общие области применения микросварочного оборудования.
общие области применения микросварочного оборудования.Также посмотрите, какие элементы управления и трансформаторы лучше всего подходят для вашей системы:
Fine Spot / Micro Welder Меню:
- Реальные приложения
- Головки
- Аксессуары и другие продукты Miyachi
Блоки питания и трансформаторы:
- Общая таблица
- Преобразователь частоты
- АС
- Транзистор
- Разряд конденсатора
Топ-100 правил сварки, которые можно и нельзя делать
Возможность работать с металлом — это захватывающий и вдохновляющий опыт. Как сварщик, вы сможете превращать одни из самых прочных материалов в продукт, полезный для других. Этот навык используется в автомобилестроении, строительстве дорог, строительстве зданий и производстве оружейных систем и транспортных средств. Вот список из 100 правил, которые можно и нельзя делать при работе с любым сварочным аппаратом MIG, сварочным аппаратом TIG и плазменным резаком.
Вот список из 100 правил, которые можно и нельзя делать при работе с любым сварочным аппаратом MIG, сварочным аппаратом TIG и плазменным резаком.
Что нужно делать при работе со сварочными аппаратами
- Проверьте и еще раз проверьте рабочее место на наличие легковоспламеняющихся материалов. Убедитесь, что в полу нет отверстий или окон с трещинами, через которые могут пройти искры.
- Удалите легковоспламеняющиеся жидкости и газы из зоны. Все, что нужно, это маленькая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние. Все горючие материалы должны быть не ближе 20 футов к вашему проекту.
- Вымойте пол, прежде чем начать. Пыль и мусор на полу могут служить источником топлива для любых искр, которые случайно попадут туда.
- Накройте все горючие материалы, которые нельзя перемещать. Если вы не можете убрать их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая завеса.
- Накройте и смочите горючий пол. Если само напольное покрытие является горючим, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, содержащими или содержащими легковоспламеняющиеся жидкости. Это включает изоляцию, гашение, продувку и инвертирование. Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии воспламеняющихся паров. Подумайте о том, чтобы наполнить привариваемый контейнер/бак водой на несколько дюймов от рабочей зоны в качестве дополнительной меры предосторожности.
- Защита шлангов. Держите шланги на безопасном расстоянии от любого оборудования.
- Закрепите все цилиндры. Перевозите их только с установленными крышками.
- Убедитесь, что все электрическое оборудование правильно установлено. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотайте все шланги. Шланги вашего оборудования должны быть размотаны и находиться на безопасном расстоянии от процесса.
- Защита сварочных проводов. Накройте или подвесьте провода, чтобы предотвратить их повреждение.
- Храните кислород и ацетилен в разных местах. Разделяйте газы на расстоянии не менее 20 футов или пятифутовым брандмауэром с получасовым номиналом.
- При необходимости установите пожарную охрану. Если вы сомневаетесь, всегда ошибайтесь в сторону осторожности.
- Убедитесь, что огнетушитель легко доступен. Последнее, что вы хотите делать в случае пожара, — это карабкаться в поисках чего-нибудь, чтобы потушить его.
- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите быть на пути искр от другого оператора.
- Дважды проверьте все соединения на вашей установке. Перед началом работы все соединения и фитинги должны быть плотно затянуты.
- Проверяйте все свое снаряжение перед каждым использованием. Этот шаг имеет решающее значение, чтобы гарантировать, что вы не начнете использовать буровую установку, которая неправильно настроена.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть обращен вверх, а не вбок или к полу.
- Используйте защитные очки. Травмы глаз составляют примерно 25 процентов всех травм, связанных со сваркой и плазменной резкой, и, по сути, являются наиболее распространенными среди сварщиков. Особому риску подвергаются те, кто производит промышленное/коммерческое оборудование, компьютерные материалы и готовые металлические изделия. Всегда носите защитные очки или защитные очки с боковой защитой, соответствующие стандарту ANSI Z87.1, под шлемом.
- Найдите лучший зажим заземления, какой сможете найти. Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
- Используйте хороший спрей от брызг. Если вы работаете в месте, где соблюдаются нормы и правила, вам, вероятно, потребуется приобрести утвержденный спрей против брызг. Однако, если вы сварщик-любитель или являетесь независимым подрядчиком в своем собственном бизнесе, вы можете обойтись кулинарным спреем PAM, который менее опасен для здоровья и обходится дешевле.
- Держите запасной вкладыш под рукой. Замените направляющий канал до того, как он достигнет точки, в которой проволока не может пройти должным образом.
- Используйте правильные цепи тока и предохранители при подключении вашей установки. Убедитесь, что проводка достаточна для безопасного прохождения тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час. Однако, поскольку все расходомеры будут иметь разную калибровку, вам может понадобиться больше или меньше.
- Убедитесь, что у вас правильная вентиляция. Невыполнение этого требования может убить вас.
- Носите одежду с длинными рукавами. Не рекомендуются короткие рукава.
- Наденьте респиратор. Его ношение не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Чаще практикуйтесь. Проведите тесты на металлоломе, чтобы убедиться, что ваши настройки и техника дадут вам желаемые результаты.
- Сварочный шов с обратным шагом для предотвращения деформации тонколистового металла. Сварите несколько дюймов в начале, середине и конце и повторяйте, пока весь шов не будет сварен. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварки непрерывного длинного шва.
- Убедитесь, что ваш риг воспроизводит правильные звуки. При плазменной резке на коротком замыкании говорят «слышишь, как жарится сало». Стремитесь к более плавному звуку, если это возможно. При сварке алюминия методом MIG лучше слышать гудящий звук, а не треск и треск.
- Убедитесь, что ваши свариваемые поверхности чистые. Грязь, ржавчина, масло и жир влияют на качество сварного шва.
- Следите за своими перчатками. Они могут быть дорогими, поэтому, когда они становятся жесткими и неподатливыми, относитесь к ним как к паре охотничьих ботинок со смазкой для обуви и феном.
- Наденьте тонкую перчатку на руку, подающую наполнительный стержень. Некоторые сварщики рекомендуют использовать перчатки механиков или перчатки TIG из козьей кожи.
- Используйте вольфрам самого маленького размера, чтобы выполнить задание. Использование электрода слишком большого размера может привести к неравномерному горению дуги и загрязнению сварного шва. Наихудший сценарий приведет к дуговому разряду внутри чашки и сбоку от вольфрама, что приведет к разрушению тонких краев и возможной потере дорогостоящих деталей.
- При работе в качестве сварочного аппарата TIG с алюминием используйте умеренное количество газа в горелке. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете его поддерживать.
- Рассмотрите возможность использования для защиты газов, отличных от аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, в определенных обстоятельствах вы получите лучшие результаты при использовании смеси гелия и аргона.
- Применение Смесь гелия и аргона в пропорции 50/50 для толстых сплавов алюминия и магния.
- Используйте соотношение гелия и аргона 3:1 для толстых алюминиевых отливок. Соотношение гелия и аргона 3:1 быстро образует лужу и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конце будет герметичным. Если вы этого не сделаете, воздух внутри нагреется и выдует ваш защитный газ. В некоторых случаях он может лопнуть в конце сварного шва и испортить вашу работу.
- Перед началом убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезной травме или смерти.
- Не держите двумя оголенными проводами обеими руками. По проводам и оператору может пройти электрический ток, что может привести к смертельному поражению электрическим током.
- Не забывайте держать руки подальше от электрода и металлических частей электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Обеспечьте сухую изоляцию между вашим телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата в помещении для коммерческих целей. Для любителей убедитесь, что у вас есть достаточная вентиляция с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, если они образуются в рабочей зоне, чтобы ограничить их воздействие.
- Носите надлежащие СИЗ (средства индивидуальной защиты). Это защитит от ожогов и воздействия дуговых лучей.
- Избегайте закатанных рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь материал на кожу.
- Носите хорошие наушники. Это может сохранить ваш слух при работе в шумной среде и предотвратит попадание мусора в слуховой проход.

 Шланги вашего оборудования должны быть размотаны и находиться на безопасном расстоянии от процесса.
Шланги вашего оборудования должны быть размотаны и находиться на безопасном расстоянии от процесса.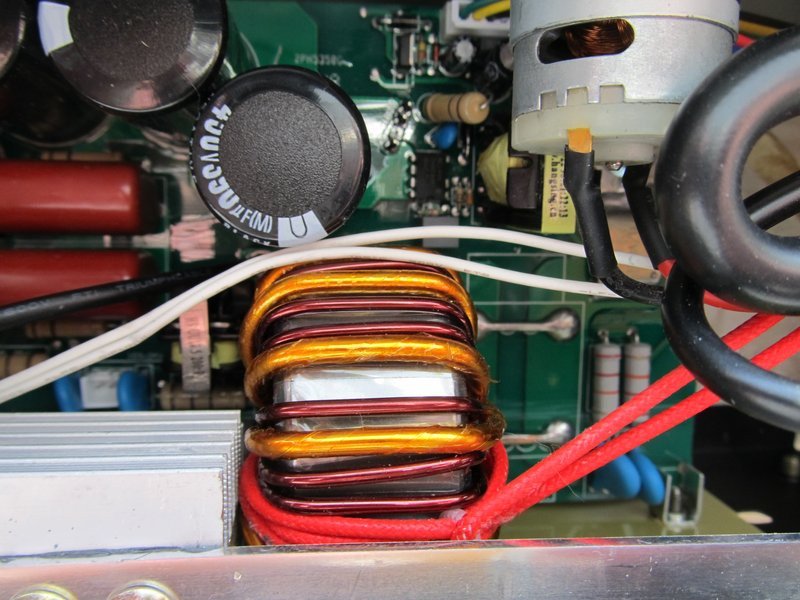



Запрещено использовать сварочный аппарат
- Не перегружайте электрическую цепь при использовании сварочного аппарата MIG. Это может создать опасность возгорания.
- Не работайте в закрытых помещениях. Вы можете убить себя от вдыхания опасных газов.
- Не используйте сварочный аппарат без достаточной защиты глаз. Хотя большинство травм глаз носят временный характер, вы можете навсегда ослепнуть.
- Не используйте дешевые зажимы заземления, если этого можно избежать. Использование дешевых зажимов увеличит время запуска и не обеспечит хорошего заземления.
- В коммерческих целях не используйте ничего, кроме утвержденного аэрозоля против брызг.
- Не используйте буровую установку с забитым хвостовиком. Работа с засоренной направляющей может привести к плохой подаче проволоки, застреванию птиц и ожогу спины.
- Не носите одежду с короткими рукавами или манжетами во время сварки. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открытии банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут вылететь из трещин в стенах или окнах и вступить в контакт с горючими материалами снаружи.
- Не работайте с легковоспламеняющимися жидкостями или газами в зоне действия. Одна искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор являются отличной средой для разжигания огня.
- Не сваривайте контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.
- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любого оборудования и всех источников тепла.
- Не используйте спиральные шланги. Блокировка может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без крышек.
- Не храните баллоны боком или вверх дном. Клапаны с крышками всегда должны быть обращены вертикально.
- Не превышайте пределы нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью. Держите их закрытыми или подвешенными, чтобы предотвратить повреждение.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разделяйте их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении распространения огня зависит от того, как быстро вы сможете его потушить.
- Не сокращайте путь. Ярлыки вызывают длительные (и, возможно, опасные) задержки.
- Не работайте в непосредственной близости от других сварщиков. Между вами и другими людьми должно быть достаточно места, чтобы предотвратить травмы.
- Не приступайте к работе, пока не перепроверите все соединения и муфты. О любых ослабленных соединениях следует позаботиться перед началом работы.
- Не используйте сварочный аппарат TIG, не убедившись сначала, что все настроено правильно.
- Не используйте установку, рассчитанную на силу тока выше той, на которую рассчитана ваша схема и предохранитель.
- Не экономьте на деталях для вашего сварочного аппарата. Покупайте качественные запчасти и аксессуары у надежных продавцов.
- Не используйте сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварочный аппарат без надлежащего обучения. Если вы не знаете, что делаете, вы можете навредить себе и другим.
- Не продолжайте эксплуатировать установку, если она звучит неправильно. Оба метода сварки MIG и TIG издают характерные звуки при работе с разными металлами.
- Не надевайте порванные или жесткие сварочные перчатки. Держите их эластичными с помощью смазки для ботинок.
- Не надевайте перчатки механика на руки, подающие наполнительный стержень. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам большего размера, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к неравномерному возникновению дуги.
- Не используйте чрезмерное количество защитного газа. Каждый тип металла имеет свою норму расхода факельного газа.
- Не используйте нерекомендуемую газовую смесь. Это может вызвать серьезные проблемы.
- Не сваривайте объект, который будет герметичным в конце, не оставляя небольшого вентиляционного отверстия. В противном случае вы можете столкнуться с потерей защитного газа или сгоревшим сварным швом.
- Не работайте на буровой установке без безопасного заземления. Поражение электрическим током может привести к травме или смерти.
- Не держите двумя оголенными проводами в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Во избежание ожогов не допускайте контакта электрода с кожей или одеждой.
- Не надевайте мокрые перчатки или перчатки, которые изнашиваются или рвутся.
- Не используйте сварочный аппарат на мокрой изоляции.
- Не выполняйте сварку без достаточной защиты органов слуха. Это поможет предотвратить повреждение от шумной окружающей среды, а также предотвратит попадание мусора в ушной канал.
- Не выполняйте сварку без использования утвержденных СИЗ. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок. Если вы это сделаете, ваш сварной шов может быть поврежден.
- Не используйте сварочный аппарат без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.
- Не сваривайте, если вы в чем-то не уверены. Вы не хотите укоренять плохие привычки в своем уме.
- Не сваривайте весь длинный шов на тонком металлическом листе. Это может привести к деформации изделия.
- Не используйте расход защитного газа выше или ниже требуемого для вашего проекта.
 Это может создать опасность возгорания.
Это может создать опасность возгорания.
 Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.


