Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.

- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.

Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
инструкция, подготовка и советы – Всё для сварки
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
- Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
- Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.
- Небольшой вес аппарата.
- Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
- Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного металла;
Предварительная подготовка
Обзор оборудования
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».

В комплекте имеются кабели:
- Кабель массы. На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
- Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
Полярность. Как подключать кабели массы и электрода
Электрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй — к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
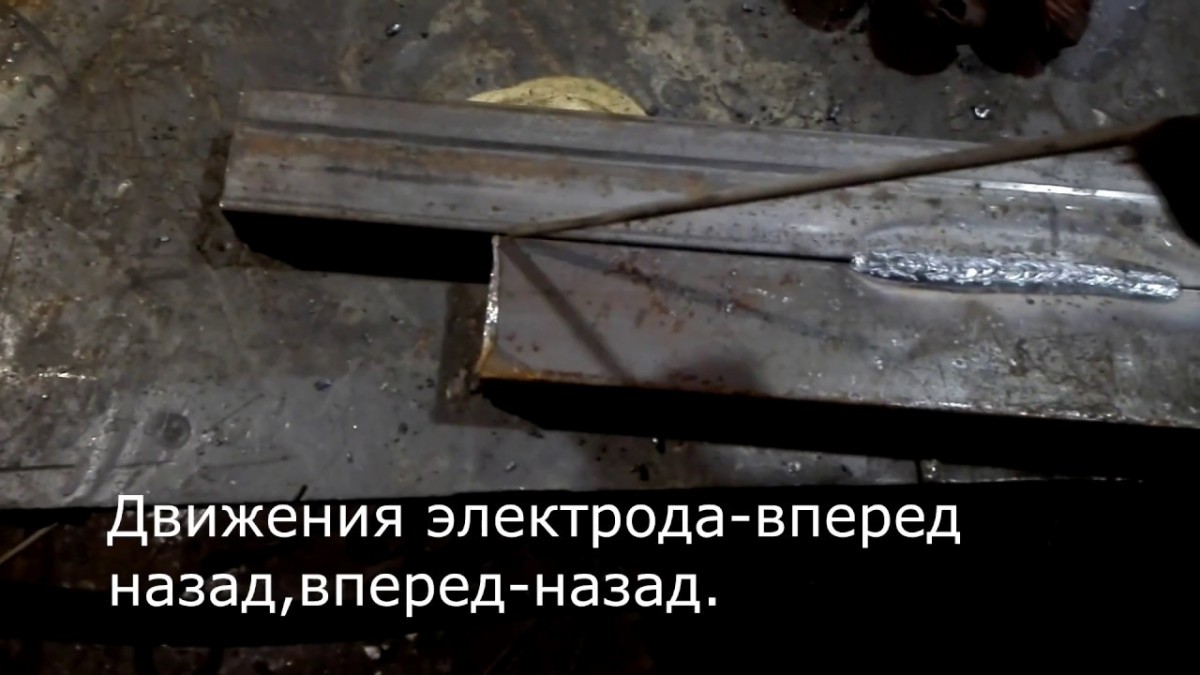
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
- Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
- Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве. Такой костюм не загорится при попадании на него искр.
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
| Диаметр электрода, мм | Толщина металла, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Помимо всего прочего надо подготовить ещё и свариваемые заготовки. Для этого:
Для этого:
- зачищаем металл;
- обезжириваем;
- если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Выбираем электрод по той же таблице.
- Подключаем кабели массы и электрода в зависимости от толщины деталей.
- Разжигаем дугу.
Для этого есть два способа:
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- постукивать по поверхности металла.
- Отводим электрод на некоторое расстояние и начинаем варить.
- Убираем шлак со шва.
Как правильно варить инвертором для получения ровного шва
- угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
- контроль дугового промежутка. Дуговой промежуток — обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
- Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
- Старайтесь всегда видеть шов во время сварки.
- Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
- Не оставляйте шлак на сварном шве. Это может привести к коррозии.
- Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
- Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
- В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
- Периодически чистить инвертор от металлической пыли.
Как научиться варить инвертором | Хочу строиться
Сварка – это достаточно сложный процесс. Чтобы выполнить качественный сварной шов, который будет долговечным, герметичным, однородным по химической структуре, без раковин, люди учатся не один год. На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера. Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Техника безопасности при сварочных работах
Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.
Также нужно применять специальный сварочный комбинезон из брезента или замши, и сварочные перчатки-краги. Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Нужно соблюдать правила электробезопасности – не варите под дождём или стоя в воде. Если варите в гараже – нужно гарантированно убедиться в отсутствии воспламеняющихся жидкостей вблизи места сварки, если в машине – удалить всё, что может гореть: бензин, детали салона и т.д.
Теперь перейдём к самой сварке
Инвертор позволяет тонко настроить режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки инвертором нелегированной стали можно рекомендовать электроды ОЦС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определённом расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определённый «рисунок» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
Сварка в нижнем положении
Самый простой вид сварки. Металл в сварочной ванне никуда не вытекает. Просто ведёте электрод прямо, или, если нужно сварить толстый металл, совершаете небольшие колебания из стороны в сторону.
Сварка горизонтальным швом
Металл нужно поддерживать в сварочной ванне за счёт сварочной дуги. Сварочная дуга обладает электромагнитными свойствами – она немного отталкивает от себя металл. Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Сварка вертикальным швом
Выполняется снизу вверх. Электрод должен быть направлен тоже снизу вверх. При сварке нужно периодически отдалять электрод и приближать, чтобы ванна могла остывать. Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Сварка потолочным швом
Самый сложный вид сварки. Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Не забываем про практику
Перед сваркой чего-то нужного, потренируйтесь на простых деталях, обрезках металла, или просто научитесь вести шов на металлической поверхности. Как правило, за день непрофессионал может научиться варить в нижнем положении, для выполнения других швов может уйти больше времени. Сварка при помощи трансформатора или в среде аргона более сложна, чем сварка инвертором при помощи электрода, к тому же при аргонодуговой сварке вы можете без опыта испортить дорогостоящий вольфрамовый наконечник.
А теперь обучающее видео
Короткое введение по теме сварки инвертором:
Серьезный учебный курс (на английском, но с подробными русскими субтитрами):
Русский вариант:
Как научиться сварке инвертором в домашних условиях. Как правильно сваривать металл инвертором? Учимся правильно варить инверторной сваркой.
В домашнем хозяйстве часто возникает потребность в надёжном соединении каких-либо металлических деталей. В таких случаях оптимальным решением является сварка, позволяющая сделать работу быстро и качественно. Сварочные устройства инверторного типа эффективнее своих классических предшественников примерно в два раза. Научиться работать с ними можно самостоятельно после изучения предлагаемой инструкции.
Научиться работать с ними можно самостоятельно после изучения предлагаемой инструкции.
- Инвертор сварочный;
- Защитную одежду и обувь;
- Маску;
- Щётку стальную;
- Молоток;
- Электроды.
В сварке, как и в каждом стоящем деле, всё приходит с опытом. Постоянно практикуя, с каждым последующим разом сварочный стык будет выходить лучше. Освоение тонкостей сварочного дела позволит легко решать множество проблем, всегда появляющихся у себя дома или на даче.
Профессия: «Электросварщик ручной дуговой сварки»
Рабочий — сварщик
Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Ручная дуговая сварка для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Сварной шов разные пространственные положения
Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
электросварка своими руками
Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
как научиться работать электросваркой
Схема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
Как научиться варить электросваркой
Потолочный шов
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 — 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
как правильно варить металл
Тавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
пособие по электросварке
Сварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
технология ручной дуговой сварки — сварные швы
Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью — остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Техника сварки вертивальных швов
Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
как правильно пользоваться электросваркой
Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
возможность выполнения работ в местах с ограниченным доступом;
возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
возможность проведения сварки из любых пространственных положений;
простота и достаточно легкая транспортабельность сварочного оборудования.
К недостаткам электродуговой сварки металлов можно отнести:
вредные условия процесса выполнения сварки;
низкие производительность и КПД в сравнении с другими видами сварки;
зависимость качества соединений от квалификации сварщика.
Как сваривать металл: пошаговая инструкция
Самый распространенный способ сварки металла – это плавление. При таком способе металлические детали ставят друг к другу впритык, оставляя небольшой зазор. При помощи специального источника тепла кромки деталей расплавляют и соединяют.
Инструкция
1Если разогревали только детали, то на месте стыка деталей образуется шов, который состоит лишь из того металла, из которого изготовлены детали. Если же между деталями ввели дополнительный металл, то соединительный шов получается из основного и дополнительного металла. Чаще всего используется второй вариант. Сварка происходит при температуре от 2000 градусов. Сварку плавлением осуществляют электродуговым, газовым, электроннолучевым и электрошлаковым способом. Самые распространенные – электродуговая сварка и газовая сварка.
2Тепло, используемое при электродуговой сварке, производится электрическим разрядом в газах. Температура при таком разряде достигает 30 000 градусов. Чтобы зажечь дугу используют напряжение, которое возникает в электроде и самой металлической детали. Сам электрод может участвовать в образовании шва (если в качестве электрода используется сварочная проволока), а может быть и неплавящимся (если электрод графитовый, угольный или вольфрамовый).
3Так как при такой сварке металл образует на поверхности соединения с азотом и кислородом, что может привести к снижению прочности соединения, электрод покрывают специальными веществами, и насыпают вокруг электрода флюс, расплавляясь, спец. вещества и флюс образуют газовую пелену, которая изолирует соединение от воздуха. Для этих же целей используют струю газа, которая подается через специальное сопло. Эти газы успешно изолируют плавящийся металл.
4Для газовой сварки используют тепло сгорающих в кислороде газов, чаще всего ацетилена, который дает температуру до 3200 градусов. Сваривать при помощи ацетиленовой горелки можно металлические детали толщиной до 6 мм.
Как научиться сваривать металл. Советы для начинающих.
Автор этой статьи — сварщик самоучка. Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель — практика, практика и практика. Сварка — это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала.
Оборудование — сварочный трансформатор, вырямитель или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат — решать каждому. На мой взгляд — не стоит. Научитесь варить — он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком — обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 — 3 мм. Это самые ходовые электроды в «бытовых» условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим «массы» надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги. Представьте, что электрод — это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке. Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить «за один электрод». Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком — они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу. Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Комментариев:
Комментариев:
- Аппараты для сварки
- Электрод — важный элемент сварочного процесса
- Процесс сварки
У владельцев частного дома часто возникает потребность соединить два металлических листа сваркой. Приходится обращаться за помощью к профессиональному сварщику. Все бы ничего, но услуги профессионалов стоят дорого, а сваривать иногда требуется совсем небольшой элемент. Научиться выполнять простейшие работы по сварке металлических деталей можно самому.
В помощь начинающим сварщикам промышленность выпускает компактные аппараты для дуговой сварки, которые называются инверторами.
Аппараты для сварки
Сварочные работы выполняются с помощью электродов и источника питания.
Источник питания выпускается промышленностью в 2 типах:
- трансформаторный;
- инверторный.
Трансформаторные аппараты просты в работе, но имеют большие размеры и большой вес, очень надежные, выносливые и прочные. Работают они на переменном токе. Для сварки используют плавящие рутиловые или фтористо-кальцивые электроды. Устройство обладает невысоким КПД, а шов, сделанный с помощью трансформаторного аппарата, имеет невысокое качество, и требуется высокое мастерство сварщика, чтобы добиться хорошего качества сварочных швов.
Инвертор – это сварочный аппарат, работающий на постоянном токе. На входе питающее напряжение выпрямляется и преобразуется в переменное, которое направляется на трансформатор. Аппараты этого типа отличаются мобильностью, малым весом, компактностью. Они не зависят от входного напряжения, хорошо работают в полевых условиях. Инвертор очень экономичное устройство, потери электроэнергии при его использовании уменьшаются в десятки раз по сравнению с трансформаторными моделями. Инвертор имеет КПД – 85-90%.
Вернуться к оглавлению
Работа аппарата для ведения сварки инверторного типа
Работа инверторного агрегата состоит из многократных поэтапных преобразований электрического тока. Это происходит следующим образом:
- силовые диоды первичного выпрямителя, соединенные с помощью мостовой схемы, выпрямляют переменное напряжение сети;
- инвертирующий преобразователь изменяет выпрямленный ток с повышенными колебаниями в высокочастотный переменный ток;
- импульсный высокочастотный трансформатор работает на понижение переменного высокочастотного напряжения до частоты, соответствующей напряжению сварочного тока;
- вторичным выпрямителем частота переменного напряжения, соответствующая сварочному току, преобразовывается в постоянный ток с погашением колебаний.
Высокая частота тока – это основное техническое решение, позволившее получить высокий КПД работы инвертора и преимущества по сравнению с другими блоками питания сварочной дуги. (Рис. 1 Принцип работы инвертора).
Вернуться к оглавлению
Электрод – важный элемент сварочного процесса
Рисунок 1. Принцип работы инвертора.
Важным элементом сварочного процесса является электрод. Конструктивно он состоит из металлического стержня с напылением порошковым специальным составом. Порошковое напыление служит преградой для доступа окружающего воздуха к сварному шву. Окружающий воздух негативно воздействует на формирование шва, окисляет его, что значительно снижает качество шва. Порошковое напыление служит и для поддержания нормального горения дуги.
Для инверторной сварки применяют электроды МР, УОНИ, ОЗС, АНО. Качество электродов сильно зависит от условий хранения и транспортировки их к потребителю. Диаметр электродов обусловливает потребление электроэнергии: чем меньше диаметр расходного материала, тем меньше электричества расходуется при сварке. Обычно применяются электроды диаметром 2,5-3 мм.
Вернуться к оглавлению
Пошаговая инструкция обучения сварочным работам
Перед началом сварочных работ следует приобрести средства для защиты от световых лучей и искр, летящих из-под электрода. К защитным средствам относятся:
- маска на лицо с защитным стеклом для глаз;
- текстильные перчатки из плотного материала;
- рабочая куртка из плотного материала;
- рабочие ботинки.
Сварка металла начинается с подготовки рабочего места. Расчищается рабочее место в радиусе 1 м от различных загромождений, убираются все горючие материалы с площадки для сварки. Недалеко от места, где будет проводиться сварка инверторным аппаратом, устанавливается ведро с водой. Обеспечивается постоянный приток воздуха, можно установить вентилятор для усиления охлаждения. В месте, где проводятся сварочные работы, не должны накапливаться пыль и водяные пары.
Уточняется по инструкции к аппарату, сколько он может работать в непрерывном режиме. Этот параметр называется коэффициент включения. При значении коэффициента, равном 100 %, инвертор может работать непрерывно 10 минут при максимальном токе. Если значение коэффициента составляет 60-70%, то сварку можно вести непрерывно в течение 6-7 минут с последующим отключением сварочного аппарата для остывания. Агрегат не включают в течение 4 минут.
Проверяется правильность проводных соединений, наличие электродных держателей. Провод для подсоединения к основному проводу выбирается исходя из пропускной способности тока, она может быть до 500 А.
Проверяется наличие и рабочее состояние заземления инвертора, выбираются электроды исходя из толщины свариваемых элементов. В соответствии с толщиной выбранных электродов устанавливают величину сварочного напряжения. В помощь сварщикам, начинающим и не только, на корпус аппарата нанесена соответствующая таблица. Если сила тока выбрана низкая, дуга не будет поджигаться, если высокая – электрод может залипать.
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.
Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс , узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.
Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц .
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ очень важно следить, чтобы шов был на уровне металла. Глубоко и интенсивно протекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электродом будут слишком быстрыми, то шов получится дефективным.
Для образования идеального шва можно делать зигзагообразные и круговые движения .
- При движениях в разные стороны следует контролировать образование шва сначала с одного края детали, потом сверху ванны и затем с другого края изделия.
- При круговых движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, нужно знать, что ванна следует за теплом. Когда металла электрода недостаточно, формируется подрез. Чтобы не допустить его появления необходимо тщательно следить за ванной и контролировать наружные границы.
С помощью расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет расположение электрода, тем менее выпуклым будет шов, так как ванна будет хорошо проплавляться , вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен слишком сильно, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, так как сила направляется назад.
Поэтому для того чтобы сдвинуть ванну назад или получить плоский шов, наклоны электрода должны быть под разным углом. Начинать следует с угла в 45 до 90 градусов . С помощью такого угла можно нормально выполнить сварку и получить плоский шов.
Тем, кто задумал обучиться сварочным работам, лучше всего заняться этим с помощью инвертора. Простой в использовании он идеально подойдет для начинающих сварщиков. Однако следует знать, что продаваться могут модели, которые подходят для любительской сварки, а также дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности. Не стоит забывать и о том, что для сварочных работ обязательно нужны средства индивидуальной защиты. На дугу ни в коем случае нельзя смотреть без специальной маски.
Март 17, 2017
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
Это теория сварочных работ. Понять, как правильно сваривать металл без опыта невозможно, поэтому обратимся к практике.
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, разберемся пошагово, как варить металл электросваркой. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Вконтакте
Google+
Инструменты и приспособленияучимся правильно варить — Сварочные электроды
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия. а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе. в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше. чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом. поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии. чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва. окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты. чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
- Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
- У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги. которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов. при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
Выбор инверторного сварочного аппарата для сварки своими руками
Инверторная сварка выполненная своими руками не является слишком сложный процессом, доступным только для профессионалов. Если у вас появилось желание или необходимость научиться самостоятельной сварке металлоконструкций, прежде всего следует выбрать правильное оборудование и выяснить несколько основных нюансов этого процесса.
Рекомендации по выбору сварочного аппарата
К покупке сварочного аппарата необходимо подойти крайне ответственно, ведь от его работы во многом будет зависеть конечный результат. Сварка с помощью инверторного аппарата имеет целый ряд преимуществ по сравнению с работой на устройствах другого типа. Так, данные приборы могут сваривать металлы и сплавы практически любой, как слишком большой, так и чрезмерно малой толщины. Помимо этого устройство аппарата нередко позволяет работать от автономных генераторов электрического тока, а также предусматривает защиту от разбрызгивания металла. Немаловажным достоинством является то, что электросварка инвертором дает возможность делать очень качественный шов. Но для начала вам необходимо узнать, как варить металл правильно.
При выборе конкретной модели обращайте внимание на уровень защиты устройства от скачков напряжения. Оптимально, если он будет составлять 20 – 25 процентов – этот показатель означает, что аппарат выдержит перепад в диапазоне от 170 до 270 Вт. Кроме того, поинтересуйтесь о продавца наличием детали, которая чаще всего подвергается поломке – печатной платы. Если информацию о ней вам не предоставят, такое устройство лучше не покупать.
Дорого – не значит качественно
Выбор инверторного сварочного аппарата не должен в большой степени зависеть от его стоимости. Лучше обратить внимание на действительно показательные признаки качественного устройства, например, на наличие туннельной вентиляции, которая предотвращает попадание пыли внутрь радиатора. Также обязательно нужно учесть, что производительность сварочного аппарата вычисляется из расчета в 220 – 230 Вт в питающей сети. Кроме того, чтобы качественно варить электродом в 3 миллиметра, лучше приобрести прибор, который предполагает сварку до 4 миллиметров.
Подготовка к работе и особенности сварочного процесса
Сварка инвертором своими руками требует основательной подготовки. Помимо самого аппарата необходимо обзавестись защитными перчатками, маской со светофильтром, специальной плотной одеждой, молотком, щеткой для металла и электродами. Далее следует оборудовать рабочее место согласно правилам безопасности, убрав от него легковоспламеняющиеся предметы и поместив рядом ведро с песком. Кроме того, ни в коем случае нельзя работать с плохо изолированным или просто неисправным устройством, а также сваривать только что окрашенные конструкции.
Контролируйте температуру сварочного аппарата
При эксплуатации прибора стоит учитывать, что сварочный аппарат не должен работать при слишком низких температурах. Если вы включили его при большом минусе, то на сварочном аппарате зажжется лампочка, свидетельствующая о его перезагрузке, и прибор скорее всего не заработает. Однако намного хуже, если прибор начнет функционировать и просто перегреется, из-за чего может образоваться опасный для некоторых узлов конденсат. Поэтому если в паспорте инверторного аппарата не указана допустимая температура для эксплуатации, не стоит затевать сварку на морозе.
Теперь можно приступать к самим сварочным работам. Сварка металла инвертором предполагает выбор нужного нам типа электродов – возьмем стандартный электрод диаметром 3 или 4 миллиметра, после чего установим его в специальный держатель. Электрод должен располагаться примерно под уклоном в 70 градусов по отношению к детали. Далее следует настроить силу тока аппарата, которая будет зависеть от температуры воздуха, диаметра электрода и вида шва. При этом если в процессе работы электрод пристает к металлу, это может означать, что уровень тока является недостаточным.
Область применения
Электросварка инверторная используется для работы с черными и цветными металлами, а также всевозможными сплавами самой разной толщины и диаметра. Она может применяться для создания различных металлических конструкций, бытовых нужд, для работ в автосервисе и строительстве. Процесс осуществляется следующим образом: касаемся инструментом детали, чтобы получилась искра, затем поднимаем его на полсантиметра для образования дуги, расплавляющей металл электрода. В результате расплавленный электрод заполняет пространство между деталями, что и создает прочное соединение. После остывания по сварочному шву нужно постучать молотком, после чего зачистить его специальной щеткой.
Сварочный инверторВ сварке главное – практика!
На самом деле сварка предполагает постоянное развитие и усовершенствование своих навыков, в результате чего вы сможете выполнять самые сложные работы и создавать конструкции всевозможных форм.
Несколько советов по сварке инвертором для начинающих
Электросварка для начинающих
Сварка является наиболее распространённым методом соединения двух отдельных металлических деталей между собой. На первый взгляд кажется, что сварка – это простое и интуитивное занятие. Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Как бы там не было, начинать с чего-то нужно. Сегодня многие самообучаются сварочной работе из статей в интернете. В этой статье также будет рассмотрена сварка инвертором для начинающих.
Почему инвертор?
На данный момент на рынке можно встретить различные сварочные приспособления, а также различного рода аппараты. Инвертор (аппарат электродуговой сварки) считается наиболее лёгким в управлении, поэтому он отлично подойдёт для обучения. К тому же, стоимость данных сварочных аппаратов невысока. Рекомендуем вам сварочные инверторы серии MASTER производства завода РУСЭЛКОМ.Теория дуговой сварки
Какие процессы наблюдаются при соединении двух металлических деталей между собой?Ответом на этот вопрос послужит следующее:
• Электричество, подведённое к плавящемуся электроду и свариваемым деталям, образует дугу вследствие замыкания электрода с металлом;
• Дуга создаёт на поверхности огромную температуру (вплоть до 7000 градусов), которая способна расплавить любой металл на планете;
• При расплавлении электрода и кромок металлических деталей, две поверхности сплавляются между собой;
• Процесс заканчивается.
Электроды для сварки
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав. Как известно, во время сварки на качество сварного шва очень сильно влияет окружающий воздух (он окисляет шов, что становится причиной его порчи). Поверхность электрода предназначена для того, чтобы не подпустить воздух ко шву. Таким образом, сварная ванна (место расплавления металла и электрода) остаётся защищённой от окисления. Кроме того, порошок поддерживает нормальное горение дуги.
Сваривать металл можно, как постоянным, так и переменным током. Говоря о сварке первым способом, следует также иметь в виду, что при данном методе существует прямая и обратная полярность.
Прямая – это когда ток на электроде отрицательный, а на свариваемой детали положительный. Такой метод обычно (и чаще всего) применяется для быстрого сваривания. В этом случае нагревается металл, а электрод остаётся холодным.
Обратная – наоборот, на электроде плюс, а на детали минус. Электрод сильно греется, а металл остаётся холодным. Используется данный метод редко.
Сварка инвертором для начинающих – трудоёмкий процесс
Маска с защитным стеклом
Для начала необходимо обзавестись светофильтром (маской с защитным стеклом). Электрическая дуга создаёт очень мощные световые лучи, с которыми не сравниться даже солнце. При взгляде на них без защиты можно заполучить «зайчик» (когда в глазах долгое время наблюдается белое пятно) либо вообще ослепнуть.
Основной проблемой любого новичка является зажигание дуги. Электрод постоянно «прилипает» к металлу, при этом дуги, как таковой, не наблюдается. Чтобы такого «прилипания» не возникало, электрод необходимо чиркать словно спичкой об поверхность, а не просто опускать его в неё.
Чиркать необходимо по тому направлению, по которому будет идти шов. Как только дуга возникнет, следует держать электрод на расстоянии в 3-4 мм над поверхностью, чтобы она не погасла.
Теперь необходимо прогреть металл. Для этого понемногу вращают электрод по кругу – 2-3 оборота достаточно. Как только металл прогрет, а на свариваемой поверхности образовалась небольшая ванночка, электрод начинают двигать по направлению предполагаемого шва.
Важным моментом при формировании шва является соблюдение постоянного зазора в 3-4 мм между электродом и поверхностью – это, пожалуй, самое сложное, чему необходимо учиться. Электрод постоянно плавиться, поэтому его нужно аккуратно и постепенно опускать.
Общие советы по формированию правильного шва
Правильный сварочный шов
Даже научившись зажигать дугу и держать постоянный зазор, сформировать хороший шов зачастую бывает сложной задачей. Это зависит от множества факторов:
• Скорость и форма (зигзагообразно, вперёд-назад и т.д.) движения электродом;
• Сила тока;
• Угол наклона электрода;
В зависимости от свариваемого металла и выбранных электродов техника сварки меняется. Электрод можно вести быстрее, можно медленнее. Чем толще свариваемый металл, тем сильнее должен быть ток. Сила тока также варьируется в зависимости от показателя свариваемости металла (это способность металла поддаваться свариванию) – эти данные можно найти в различной справочной литературе. От угла наклона электрода зависит направление и толщина шва.
Именно через такие сложности предстоит пройти всем начинающим сварщикам. Чтобы научиться хорошо варить, нужно много практиковаться и иметь терпение, однако сваривать несложные детали под силу каждому.
Сегодня в интернете можно найти массу советов от профессионалов на тему того, как должна происходить сварка инвертором. Мы же можем порекомендовать качественную сварочную продукцию завода РУСЭЛКОМ г. Кострома.
Инверторное управление для контактной сварки
Замена существующего элемента управления на элемент управления WeldComputer® — это самый простой способ обеспечить стабильные характеристики терморегулирования и облегчить управление как источник отклонений, которые могут привести к неудачным сварным швам.
Инверторное управление сваркой сопротивлениемWeldComputer Corporation обеспечивает точное регулирование нагрева с превосходным регулированием для сварки сопротивлением переменного или постоянного тока, трехфазной полнополупериодной, трехфазной полуволновой сварки или преобразователя частоты.
Инверторные блокив диапазоне от 50 до 8000 ампер доступны для любых сварочных работ.
Стандартные функции- Запатентованная система прецизионного контроля нагрева / линейной компенсации, способная быстро компенсировать влияние даже резких колебаний напряжения и частоты сети.
- Настраиваемая структура графика сварки, которая имитирует любую функцию графика сварки и предоставляет возможности, намного превосходящие возможности любого другого управления сваркой.
- Простой в использовании интерфейс оператора, который сводит к минимуму время на настройку новых сварочных работ.
- Практически неограниченная емкость хранения графиков сварки на съемных носителях.
- Программируемые параметры обратной связи для оптимизации электрических характеристик сварочного аппарата.
- Восемь оптически изолированных входных и восемь выходных модулей для активации стандартных и специальных сварочных периферийных устройств и выполнения других программируемых пользователем функций, которые могут устранить необходимость в отдельном ПЛК.
- Для ручных приложений предохранительное реле защищает оператора путем физического отключения сварочного клапана и напряжения кузнечного клапана при отсутствии сигнала начала сварки.
- Цифровой контактный манометр для запрета стрельбы до достижения минимального давления в баллоне.
- Цифровые программируемые воздушные системы для настройки давления в цилиндре из графика сварки.
- Программируемое управление двигателем для сварщиков швов.
- Дополнительные восемь оптически изолированных входных и восемь выходных модулей для сложных автоматизированных приложений.
- Обновление сети, позволяющее передавать графики сварки в сеть завода и из нее.
- Система управления усилием хода наконечника для защиты оператора от серьезных защемлений.
Использование постоянного тока с инверторной технологией при контактной сварке
Амада Миячи Америка, Монровия, Калифорния
Сварка сопротивлением постоянным током (DC) с использованием инверторной технологии снижает затраты за счет повышения качества, сокращения затрат на техническое обслуживание и повышения производительности. Переход с традиционного переменного тока (AC) на постоянный ток с помощью инверторов также снижает ряд затрат на оборудование и улучшает процесс.Наконец, он дает возможность сваривать новые материалы, поэтому он может расширить возможности компании или расширить ассортимент продукции.
В отрасли контактной сварки традиционно используется выпрямленный трехфазный переменный ток для создания постоянного тока. Для этого метода создания энергии требуются большие машины и большие трансформаторы, а также отсутствует точный контроль процесса, который требуется многим пользователям.
За последние несколько десятилетий технология переключения питания получила все большее распространение в качестве решения. В настоящее время существует долгая история использования биполярных транзисторов с изолированным затвором (IGBT) в качестве устройств переключения мощности при контактной сварке, а также в сервоприводах и персональных компьютерах.Переход к технологии электронной коммутации привел к очень точному управлению выходом постоянного тока. В дополнение к этой управляемости, контактная сварка выигрывает от использования стабильных и надежных электронных компонентов. В результате инверторная технология, используемая сегодня для генерации постоянного тока, требует применения сварки на переменном токе практически во всех сферах применения.
Рисунок 1. Генерация постоянного тока с использованием инверторной технологии.На рисунке 1 показано, как трехфазная мощность переменного тока преобразуется в мощность постоянного тока, а также показано, что происходит внутри системы управления сваркой.БЛОК A — это входящая 3-фазная мощность переменного тока, обычно в пределах от 220 В до 480 В в США. БЛОК B — это первая ступень выпрямления, на которой поступающая 3-фазная мощность переменного тока проходит через мостовой выпрямитель. Мостовой выпрямитель изменяет или выпрямляет, мощность переменного тока 3 фазы, чтобы обеспечить опорное напряжение постоянного тока. Как показано на осциллограмме, это дает только положительные импульсы. Процесс выпрямления перевернутый отрицательную половину волны, чтобы создать этот источник опорного напряжения постоянного тока.
БЛОК C — это этап фильтрации, на котором конденсаторы отфильтровывают шум и минимизируют эффект пульсации, оставшийся от процесса выпрямления.Это очищает форму волны и приводит к более стабильному току. Конденсаторы не действуют как носитель информации, как в машинах с емкостным разрядом (CD), хотя они действительно накапливают энергию во время выпрямления.
БЛОК D — это процесс переключения, во время которого IGBT используют выпрямленную и отфильтрованную форму волны и включают и выключают выходную мощность. Форма волны показывает, что IGBT генерируют положительные и отрицательные импульсы. Результирующая форма волны называется биполярной прямоугольной волной. БТИЗ включаются и выключаются с определенной скоростью или частотой, измеряемой в герцах.
БЛОК Е — сварочный трансформатор. Биполярная прямоугольная волна подается в трансформатор, который понижает напряжение и увеличивает ток. БЛОК F — это второй выпрямитель, расположенный внутри трансформатора. На этом этапе биполярная прямоугольная волна выпрямляется, производя только положительные импульсы. БЛОК G показывает сварочную головку.
Рисунок 2. Примеры сварки с использованием инверторной технологии.Обратная связь по току настраивается двумя способами: обратная связь по первичному току или обратная связь по вторичному току.С помощью первичной обратной связи ток измеряется на входе трансформатора. Когда используется вторичная обратная связь, ток измеряется после трансформатора в так называемом «вторичном контуре». В обоих случаях система управления использует измеренный ток для динамической регулировки выхода. Инверторная технология также позволяет использовать другие режимы обратной связи, включая автоматическую компенсацию напряжения (AVC), постоянный ток, постоянное напряжение и постоянную мощность. Одним из ключевых преимуществ инверторной технологии сварки является то, что управление с обратной связью срабатывает в миллисекундах, а не в циклах переменного тока, что составляет 16.67 миллисекунд при 60 Гц. Кроме того, инверторы можно программировать с шагом в миллисекунды.
Конкретные преимущества контактной сварки с инверторной технологией варьируются от пользователя к пользователю; однако использование сварки постоянным током и инверторов может обеспечить решение большинства сварочных задач. На рис. 2 показаны различные примеры сварочных работ, в которых успешно используется инверторная технология.
Для получения дополнительной информации щелкните здесь .
Motion Design Magazine
Эта статья впервые появилась в августовском выпуске журнала Motion Design за август 2018 года.
Читать статьи в этом выпуске здесь.
Другие статьи из архивов читайте здесь.
ПОДПИСАТЬСЯ
Blackhawk Automotive Collision Repair Equipment
UltraCUT 40E
Сварочные системы
28PCA40E
Инвертор высокой частоты 220 В (50/60 Гц) с регулируемым выходом. Максимальный выходной ток 40 А при рабочем цикле 60%.
Узнайте больше о UltraCUT 40E.
UltraMIG 225HP
Сварочные системы
288002248
Мощный аппарат SYNERGIC, предназначенный для широкого спектра применений, включая MIG-пайку полностью оцинкованной стали с использованием проволоки из силиконовой бронзы и MIG-сварку стали и алюминия в одном пакете.
Узнайте больше о UltraMIG 225HP.
UltraMIG 200
Сварочные системы
288002220
Разработан для получения оптимальных результатов при любых сварочных работах.Бескомпромиссное качество исполнения.
Узнайте больше об UltraMIG 200.
CompuSpot 900 Fusion
Сварочные системы
28CPS903, 28CPS905
Усовершенствованный инверторный точечный сварочный аппарат — идеальный ответ на вопрос о том, как сваривать современные высокопрочные двухфазные и боросодержащие стали с давлением наконечника до 630 даН (1420 фунтов силы), сварочным током 14000 ампер и НИКАКОЙ РАБОТЫ!
Узнайте больше о CompuSpot 900 Fusion.
CompuSpot 850
Сварочные системы
28CPS853, 28CPS854, 28CPS855
Усовершенствованный инверторный точечный сварочный аппарат — идеальный ответ на вопрос, как сваривать современные высокопрочные двухфазные и боросодержащие стали с давлением наконечника до 630 даН (1386 фунтов силы) и сварочным током 14 000 ампер.
Подробнее о CompuSpot 850.
CompuSpot 800HF
Сварочные системы
28CPS803, 28CPS804, 28CPS805
Одобрено и рекомендовано: Mercedes-Benz, Mayback, Smart, Peugeot, Citroën, Renault, Ford, VAG D’leteren, GM, Porsche, Daimer Chrysler, Toyota, Honda.
Узнайте больше о CompuSpot 800HF.
CompuSpot 750HF
Сварочные системы
28CPS783
Эта машина была спроектирована и изготовлена в сотрудничестве с производителями автомобилей в соответствии с требованиями по ремонту сверхлегкой и высокопрочной стали, включая борсодержащие сплавы.
Узнайте больше о CompuSpot 750HF.
CompuSpot 700HF
Профессиональный съемник вмятин с клавиатурой управления временем и мощностью, включая режим сварки и выбор языка.
Узнайте больше о CompuSpot 700HF.
CompuSpot 180AL
Сварочные системы
28CPS180
Съемник алюминиевых вмятин CompuSpot 180AL с системой высокоемкостного разряда и заземлением по всей площади дает механику кузовного цеха лучшие рабочие характеристики среди всех съемников вмятин алюминия.
Узнайте больше о CompuSpot 180AL.
CompuSpot 160
Сварочные системы
28CPS161, 28CPS164
Профессиональный съемник вмятин с клавиатурой управления временем и мощностью, включая режим сварки и выбор языка.
Подробнее о CompuSpot 160.
Сварочные аппараты Sunstone> Выбор сварщиков> Сварка сопротивлением микроконтроллерам с инвертором ВЧ
Для высокочастотной инверторной сварки (HF Inverter) используется специализированный источник питания для выполнения высоко повторяемых сварных швов сопротивлением.ВЧ инверторы используются в основном в автоматизации из-за высокой повторяемости сварных швов. Источник питания ВЧ инвертора принимает входной переменный ток и выпрямляет его до волны постоянного тока, а затем переключается на сварку на переменном токе во время первичного сварочного тока. Подобно сварке постоянным током, но с волной переменного тока низкого уровня в верхней части формы волны.
Высокочастотная инверторная сварка дает очень стабильные и воспроизводимые результаты. Это делает его основным кандидатом для использования в автоматизированных сварочных системах и в системах автоматизации. Сварочная система Avio HF, поставляемая Sunstone, использует обратную связь с обратной связью, которая позволяет контролировать каждый сварной шов.Этот мониторинг позволяет вам измерять каждый сварной шов, чтобы убедиться, что они стабильны и безупречны. Кроме того, обратная связь с обратной связью высокочастотного инвертора дает вам возможность настраивать огибающие или диапазоны, в которые могут попадать сварные швы. Это позволяет вам установить, насколько строгие вам нужны средства контроля сварных швов.
Из-за высокой воспроизводимости источника питания высокочастотного инвертора рекомендуется источник подачи сварочного шва с высокой повторяемостью. Это было бы за счет использования сварочной головки. Доступны два различных варианта сварки.
Сервопривод:
Использование сварочной головки с сервоприводом — это наивысший уровень точности среди сварочных систем любого типа. Сварочная головка с сервоприводом дает вам полный контроль над давлением, продолжительностью и смещением. Просто вы можете контролировать, насколько быстро вы хотите, чтобы электроды двигались, какое усилие было приложено, и даже контролировать, насколько электроды перемещаются во время процесса сварки. Это лучшая сварочная головка для использования в автоматических и полуавтоматических системах. Если вы ищете идеальную сварочную головку, которую может использовать любой пользователь и получить потрясающие результаты, не ищите ничего, кроме головки с сервоприводом.
Пневматический:
Пневматическая головка обеспечит вам уровень контроля и точности, необходимый для использования с ВЧ инвертором. Просто подключите трубопровод сжатого воздуха и установите скорость, с которой он должен опускаться и подниматься, и вы готовы к сварке. Пневматическая сварочная головка с регулируемой высотой и давлением обеспечит отличные результаты.
Области применения:
- Резисторы к клеммам
- Алюминиевые и медно-литиевые клеммы для ячеек
- Множество слоев фольги небольшого размера
- Выводы конденсатора
- Пайка
- Производство аккумуляторных батарей
- Проволока большого магнита
- Сварка сотовых сот
- Медицинское оборудование
- Aerospace
- И многое другое!
Завод Инжиниринг | Сварочные аппараты на основе инвертора сокращают расходы на техническое обслуживание
Сварочные аппараты на основе инвертора и аппараты плазменной резки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер аппарата, обеспечивает возможности первичного управления мощностью, недоступные при использовании традиционных сварочных технологий, и обеспечивает непревзойденную дугу представление.
Современная инверторная технология упрощает эксплуатацию машин. Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Как работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с низкой силой тока в мощность низкого напряжения с высокой силой тока, используемую для сварки. Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки.
Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, подаваемое напряжение и частоту первичной мощности.
Ключевой переменной, которую адресуют инверторы, является частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Инверторная технология увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000 Гц до 100 000 Гц. Это достигается за счет включения / выключения мощных твердотельных переключателей, называемых IGBT, которые включаются или выключаются всего за одну миллионную долю секунды.Действие включения / выключения создает переменное напряжение, за исключением очень высокой частоты и прямоугольной формы волны переменного тока (рис. 1).
Теперь можно производить легкое сварочное оборудование, контролируя мощность на первичной или линейной стороне трансформатора и повышая частоту. Инверторы Stick / TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG весом менее 50 фунтов и многоцелевые инверторы для Stick / TIG / MIG / flux и порошковой сварки / строжки весом около 80 фунтов. и произвести на выходе 425A.
Быстрая окупаемость инвестиций за счет сокращения потерь времени
В среднем на сварку трудозатраты составляют 85% затрат (рис.2). Измерение затрат на ремонт включает время, затраченное на то, чтобы сварщик и работа выполнялись вместе, время настройки сварочного оборудования, время подготовки материала, время зажигания дуги, время очистки сварки, любое время доработки, время, затраченное на перемещение сварщика между работами, и затраченное время. возвращение сварщика в стойку для инструментов или в место для хранения.
Сегодня стойка с четырьмя дугами для сварки TIG / Stick может весить всего 340 фунтов, включая стойку, иметь высоту всего 50 дюймов, помещаться в лифте и оснащаться колесами для максимальной мобильности.Системы стеллажей также позволяют снимать отдельных сварщиков со стеллажа. Индивидуальные инверторы немного больше чемодана или ручной клади, размер зависит от выходной мощности. Один или два человека могут легко переместить небольшой инвертор в ограниченное пространство.
Экономия времени за счет использования легкого инвертора в работе бесполезна, если его негде подключить. Инвертор обеспечивает гибкость местоположения за счет двух типов основных технологий управления питанием: технологии автоматического подключения и технологии автоматического управления питанием.
Благодаря технологии автоматического подключения инвертор определяет тип подаваемого первичного питания, а затем автоматически и физически подключается к правильному источнику питания: 230 В или 460 В, одно- или трехфазное, 50 Гц или 60 Гц.
Схема автоматического управления питанием исключает физическое соединение. Схема увеличивает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора.
Первичное напряжение питания может изменяться, но пока оно находится в пределах рабочего диапазона машины, мощность на дуге остается постоянной (рис.3). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые вызывают отключение других машин для самозащиты или срабатывания автоматического выключателя.
Это преимущество окупается на объектах с загрязненным электроэнергией или при отключении электроэнергии от генератора. Чтобы создать экономичную станцию для двухдуговой сварки в полевых условиях, соедините двигатель со сварочным генератором и используйте мощность генератора для работы инвертора.
Больше мощности, меньше потребляемого тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такой маленький аппарат обеспечивает такую большую сварочную мощность.Например, небольшие инверторы Stick / TIG весят менее 14 фунтов (рис. 4), но обладают достаточной мощностью для сварки с помощью стержневого электрода размером 1/8 дюйма. Даже инвертор для строжки угольной дугой с 3/8-дюймовым углем при 600 А весит всего около 120 фунтов.
Инверторытакже обеспечивают выдающуюся энергоэффективность, что позволяет снизить счета за коммунальные услуги и эффективно использовать подаваемую первичную мощность, что известно как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребляемую мощность, что может позволить добавить больше сварщиков к существующей основной мощности.
Подрядчики-механики, работающие на перерабатывающих предприятиях, получают выгоду от низкого потребления первичной энергии и управления первичной мощностью. Эти рабочие места часто испытывают нехватку электроэнергии и могут иметь колеблющуюся мощность генератора. Низкое энергопотребление инвертора означает, что один генератор может запитать больше дуг.
Сварочный аппарат Ultimate
Путем переключения первичной мощности при тысячах Гц / мин. а с помощью усовершенствованного микропроцессорного управления инвертор может создавать оптимальные характеристики дуги в любом заданном режиме сварки.Операторы могут сваривать как можно лучше, не борясь с дугой, или могут выбрать процесс сварки, наиболее подходящий для работы.
Среди преимуществ инвертора:
Выбор подходящего сварочного аппарата для создания коптильни для барбекю
Может быть только одна вещь лучше, чем вкусное барбекю, приготовленное на медленном огне и с низким содержанием курильщика, — это поесть вкусного барбекю, которое вы приготовили медленно и медленно на гриле для копчения. Приготовление барбекю курильщикам давно стало излюбленным хобби как садовых поваров, так и профессиональных питмастеров.
Хотя кто-то может чувствовать себя комфортно, добывая материал, вырезая двери и формируя металл дымовой трубы, может возникнуть неуверенность, когда придет время соединить эти материалы с помощью сварочного аппарата. Поэтому важно с самого начала знать, какой сварщик потребуется для изготовления коптильни барбекю.
Аппараты для дуговой сварки экранированным металлом (стержневой или SMAW)
Аппараты для дуговой сварки в экранированном металле, в просторечии известные как аппараты для ручной сварки, являются отличным способом сваривать вместе компоненты многих типов курильщиков барбекю.По сравнению с другими источниками сварочного тока сварочные аппараты очень просты. Им не нужен защитный газ, им не нужны сложные электрические сигналы и не требуется система подачи проволоки. Все это делает сварочную систему очень прочной и относительно портативной.
Инверторные источники питания, такие как сварочный аппарат ES275i, особенно мобильны, поскольку в них нет больших и тяжелых трансформаторов, что делает их более удобными в переноске. Это хорошо, если у вас есть несколько текущих проектов.Еще одно преимущество аппаратов для ручной сварки заключается в том, что их можно использовать для соединения более грязных материалов из-за покрытия флюсом электродов, которые используются в аппаратах. Сокращение времени, затрачиваемого на очистку прокатной окалины и ржавчины перед сваркой, позволяет намного быстрее добраться до этой первой плиты из запасных ребер St. Louis. Сварочные аппараты, такие как ES275i, также могут соединять очень толстые материалы. Имея максимальную силу тока 275, ES275i будет способен сваривать коптильни барбекю, сделанные из самых толстых сталей.
Сварочные аппаратыне подходят для всех видов сварочных работ, связанных с курением на гриле. Если необходимо сваривать тонкие материалы, особенно те, которые меньше 1,5 мм, то сварка штучной сваркой может быть проблематичной, потому что даже маленькие электроды несколько больше по сравнению с другими сварочными процессами.
Если сварочные брызги вызывают беспокойство, что может быть, если краска или порошковое покрытие будет нанесено после изготовления, то аппарат для сварки штангой может быть не лучшим выбором, поскольку процесс сварки штангой может привести к вытеснению большого количества расплавленного металла из сварного шва. лужа.Тем не менее, с брызгами сварочного шва можно справиться путем надлежащей очистки после сварки. Наконец, если свариваются цветные или нержавеющие стали, может быть лучше использовать альтернативный способ сварки.
Аппараты для газовой дуговой сварки металлов (MIG или GMAW)
Аппараты для газовой дуговой сварки, менее известные как аппараты для сварки в среде инертного газа (MIG), представляют собой еще одну отличную категорию сварочных аппаратов, которые можно использовать при сборке коптильни барбекю. Сварщики MIG похожи на сварщиков штанги в том смысле, что электрод также является присадочным металлом, но сварщики MIG имеют и другие дополнительные сложности.Во-первых, им требуется система подачи проволоки. Эта система подачи проволоки может быть внутренней, как у Lincoln Power MIG 180C, или внешней, например, механизм подачи проволоки LN25 в сочетании с источником сварочного тока EX360. Сварщики MIG также нуждаются в защитном газе, в отличие от сварщиков штанги.
Сварочные аппаратыMIG — отличный выбор для создания коптильни для барбекю из-за количества навыков, необходимых, чтобы научиться выполнять сварку MIG, что, возможно, меньше, чем требуется для сварки приварным швом или использования других сварочных процессов.Кроме того, сварка MIG считается процессом с высокой скоростью перемещения по сравнению со многими другими сварочными процессами. Если курильщики барбекю получают большое количество курильщиков в производственных условиях, то сварочный аппарат MIG может стать отличным способом повысить производительность. Сварочные аппараты MIG также лучше подходят для соединения материалов, отличных от углеродистой стали, чем сварка штучной сваркой.
Если курильщики барбекю выпускаются в больших количествах в производственных условиях, то сварочный аппарат MIG может стать отличным способом повышения производительности.
Однако сварочные аппаратыMIG имеют ряд недостатков. В дополнение к дополнительным сложностям по сравнению со сваркой штучной сваркой, упомянутой выше, сварка MIG также может быть немного более ограничена по толщине материала, который она может соединять, чем сварка штангой, из-за меньшего размера электрода. Сварщики MIG, особенно те, у которых нет расширенных импульсных сигналов, могут оставлять сварочные брызги на курильщике барбекю. Сварочный аппарат MIG, такой как Lincoln Power Wave 455M / STT, имеет форму волны импульсной сварки, которая может решить эту проблему.Кроме того, сварочные аппараты MIG могут соединять вместе материалы, отличные от углеродистой стали, но не так способны делать это, как сварочные аппараты следующего типа, о которых говорится в этой статье ниже.
Аппараты для газовой вольфрамовой дуговой сварки (TIG или GTAW)
Газовая вольфрамовая дуговая сварка, часто называемая сваркой вольфрамовым электродом в среде инертного газа (TIG), — это процесс, который также можно использовать для изготовления курильщиков барбекю. Из трех типов сварочных аппаратов, упомянутых в этой статье, сварочные аппараты TIG, возможно, являются наиболее сложными в использовании.Они требуют манипулирования горелкой с неплавящимся вольфрамовым электродом и защитным газом в одной руке, а в другой — стержнем из присадочного металла, чтобы усилить металл сварного шва. Сила тока также может регулироваться сварщиком на лету, обычно с помощью ножной педали. Сварочные аппараты TIG могут быть легкими и переносными, как инверторный источник питания Miller Maxstar 200 SD, или большими и тяжелыми, как трансформаторный источник питания Miller Syncrowave 250 DX.
Сварочные аппаратыTIG обеспечивают множество преимуществ при сборке коптильни барбекю.Одним из самых больших преимуществ является их способность соединять материалы, отличные от углеродистой стали. Алюминий, нержавеющая сталь и даже суперсплавы никеля можно соединять с помощью источника сварочного тока TIG. Сейчас маловероятно, что кто-то будет использовать Inconel 625 для создания коптильной камеры, в которой находится их первоклассная грудинка, но кто-то может захотеть сделать ее из нержавеющей стали или даже просто добавить решетку из нержавеющей стали к раме из углеродистой стали. Вот где сварщик TIG может действительно проявить себя в процессе изготовления.Еще одна причина выбора сварщика TIG — это косметические цели. Сварщики TIG под управлением квалифицированного сварочного персонала могут выполнять очень эстетичные сварные швы. Кроме того, когда приходит время соединять очень тонкие материалы, сварщики TIG — очень эффективные аппараты.
Однако сварочные аппаратыОдним из самых больших преимуществ сварочных аппаратов TIG является их способность соединять материалы, отличные от углеродистой стали.
TIG не всегда могут быть лучшим выбором. Во-первых, они могут быть дороже, чем сварочные аппараты MIG и сварочные аппараты с простым корпусом.Источники питания, такие как Miller Dynasty 350, имеют множество наворотов, которые, хотя и обеспечивают невероятный контроль оператора, могут иметь преимущество по сравнению со сварочными аппаратами, используемыми исключительно для сварки штангой или MIG. Сварка TIG — это также процесс с относительно низкой скоростью перемещения, который может быть приемлемым для курильщиков, которые курят один раз, но не обязательно подходит для производственной среды. Сварщики TIG также требуют высокого уровня навыков оператора для работы с другими типами сварочных аппаратов.
… Но какой из них лучший?
Выбор лучшего сварочного аппарата для создания коптильни для барбекю действительно зависит от типа создаваемой коптильни. Для большинства курильщиков подойдет любой из этих трех типов сварщиков. Хотите скорости? Пойдите с MIG. Нужна портативность? Попробуйте сварщик палкой. Сварка цветных металлов или нержавеющей стали? Сварщик TIG может быть вашим лучшим выбором. Обратитесь к таблице ниже, чтобы увидеть преимущества каждого типа сварочного аппарата и выбрать, какой из них лучше всего подходит для ваших нужд.
Сварочный аппарат для стержневой сварки MIG Welder TIG Welder
Чрезвычайно портативно Быстро Обеспечивается очень высокое качество сварных швов
Доступно Относительно низкая квалификация, необходимая для работы Может использоваться для сварки более тонких материалов, чем сварочные аппараты MIG или сварочные аппараты нержавеющая сталь и сплавы цветных металлов
Может использоваться для сварки толстых материалов Может использоваться для сварки более тонких материалов, чем аппарат для ручной сварки Практически без брызг
Требуется меньше навыков для работы, чем у сварщика TIG Может быть меньше брызг, чем у сварочного аппарата Stick Обычно требуется косметически превосходные сварные швы по сравнению с ручным сварным швом или MIG
Преимущества различных методов сварки для изготовления коптильни или гриля-барбекю
| Палка | МИГ | TIG | |
|---|---|---|---|
| Скорость | Медленнее, чем сварка MIG, поскольку электрод обычно больше, он не подается полуавтоматически через систему подачи проволоки и имеет флюсовое покрытие | Быстро | Медленнее, чем сварка MIG, так как для этого требуется ручная добавка присадочного металла отдельной рукой |
| Переносимость | Чрезвычайно портативный | Менее портативный, чем аппараты для ручной сварки, поскольку для этого требуется защитный газ и система подачи проволоки | Менее портативный, чем аппараты для сварки штучной сваркой, так как для этого требуется защитный газ |
| Стоимость | Доступный | Дороже, чем рукоять, из-за системы подачи проволоки, защитного газа и потенциальных форм волны импульсной сварки собственной разработки | Дороже, чем аппараты для ручной сварки, из-за более сложной системы горелки, защитных газов и потенциально более сложного источника сварочного тока |
| Сложность | Низкая сложность — для работы требуется меньше навыков, чем у сварщика TIG | Для работы требуется относительно низкий уровень квалификации | Обычно считается более сложным, чем сварка MIG или электродной сваркой из-за использования двух рук и добавления присадочного металла вручную |
| Материалы | Может использоваться для сварки толстых материалов | Подходит для сварки нержавеющей стали и цветных металлов, но также может использоваться для сварки алюминия. | Может использоваться для сварки более тонких материалов, чем сварочные аппараты MIG или стержневой сварки Превосходно подходят для сварки нержавеющей стали и цветных сплавов |
| Качество сварки | Аппараты для ручной сваркимогут производить сварные швы очень высокого качества, но, как правило, производят больше брызг, чем аппараты MIG или TIG. Сварка штангой также требует удаления шлака, что в некоторых случаях может быть затруднительным. | Может давать меньше брызг, чем аппарат для ручной сварки | Может быть достигнуто очень высокое качество сварных швов — обычно обеспечивает более качественные сварные швы по сравнению с сваркой штангой или MIG |
Советы по сварке палкой — электрическое считывание
Сварка палкой
Советы по улучшению сварочных работ
Reading Electric, ведущий поставщик услуг по обслуживанию электромеханического оборудования и решения проблем для промышленных и коммерческих клиентов на протяжении более 50 лет, предоставляет техническую информацию для жилого, коммерческого и промышленного сообщества региона.Этот бюллетень содержит информацию о советах по улучшению вашей сварки штангой.
Перед тем, как приступить к сварке, уделите минуту тому, чтобы ознакомиться со следующими советами, особенно если вы никогда не зажигали дугу или все еще думаете, какой аппарат использовать.
Вопрос: Какой тип сварочного аппарата лучше всего подходит для универсального использования?
Ответ: Сварочный аппарат с выходом AC / DC. Сварка постоянным током дает преимущества перед переменным током для большинства применений Stick, в том числе: более легкий запуск; меньше дуговых отключений и заедания; меньше брызг / лучше выглядящие сварные швы; более легкая вертикальная сварка вверх и над головой; легче научиться сваривать и получить более плавную дугу.Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10 процентов больше проплавления при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности (отрицательный электрод) лучше сваривает более тонкие металлы.
Вопрос: Есть ли у выхода переменного тока какие-либо преимущества?
Ответ: Да, если вам нужно сваривать материал, который намагничивается из-за трения, например, когда сено, корм или вода постоянно трутся о стальную деталь. Выход постоянного тока не будет работать из-за «дуги», когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны.Поскольку выход переменного тока имеет переменную полярность, он позволяет сваривать намагниченные детали.
Вопрос: Какого размера машина мне нужна?
Ответ: Машина на 225–300 ампер справится практически со всем, с чем может столкнуться средний человек; поскольку для большинства сварочных работ требуется 200 ампер или меньше. Чтобы сварить материал толщиной более 3/8 дюйма, просто сделайте несколько проходов — это то, что делают профессионалы, даже при сварке на 1 дюйм.конструкционная сталь.
Вопрос: Я вижу слово «рабочий цикл» в спецификациях продукта? Что это обозначает?
Ответ: Рабочий цикл — это количество минут из 10-минутного цикла, которое может выполнить сварщик. Например, сварочный аппарат, который создает выходную мощность 200 А постоянного тока при 20-процентном рабочем цикле, может непрерывно сваривать при 200 А в течение двух минут, а затем должен охлаждаться в течение восьми минут, чтобы предотвратить перегрев. Продолжительность включения и сила тока обратно пропорциональны.Сварщик со 100-процентным рабочим циклом, работающий при 90 А, означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности справедливо для большинства сварочных аппаратов, но не для всех аппаратов.