Как работает сварочный инвертор?
Схема управления и контроля. Часть 2.
Продолжаем изучение сварочного инвертора Telwin. В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.
Схема управления выполнена в основном из поверхностно-монтируемых элементов (SMD). Как видно на фото поверхность платы покрыта слоем защитного лака и это затрудняет считывание маркировки с микросхем и некоторых элементов. Но, несмотря на это, можно предположительно определить, что микросхема в 14-ти выводном корпусе – это микросхема LM324. Неподалёку смонтирована микросхема в 8-ми выводном планарном корпусе. Это ШИМ-контроллер (UC3845AD).
Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (
С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части). Схема на транзисторах Q6, Q7 и «обвязка» этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
схему силовой части). Схема на транзисторах Q6, Q7 и «обвязка» этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора TELWIN Force 165 можно обнаружить занятную деталь – трансформатор тока T2.
Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10.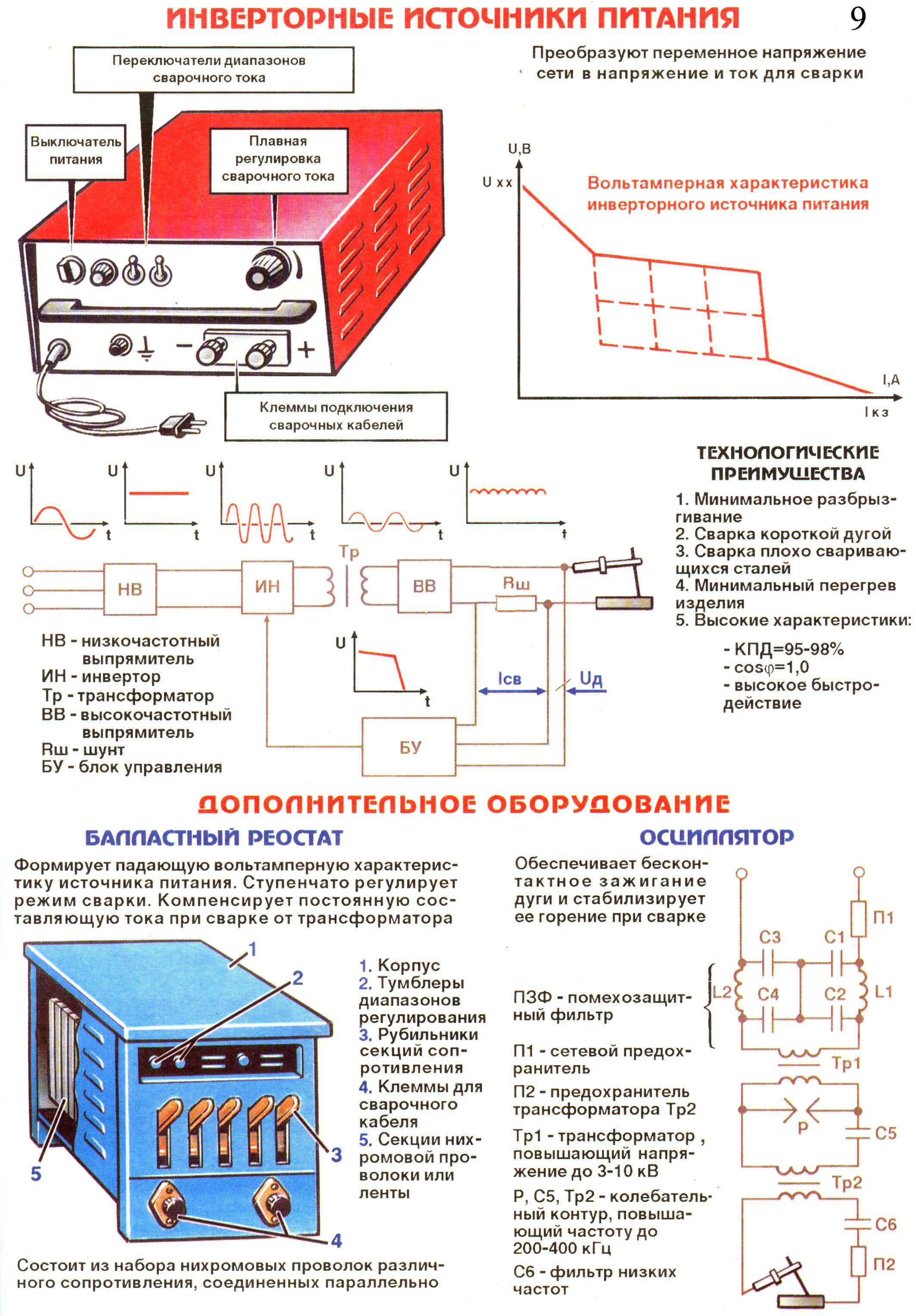
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.
Выходное напряжение снимается с выходов OUT+, OUT- и через элемент гальванической развязки – оптрон
В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – «жёлтый»), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1. Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.
Ручка резистора выводится на панель управления аппарата.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора TELWIN Force 165. Об этом читайте здесь.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Немного теории и основные требования к сварочному инвертору
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.![]()
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Для понимания принципов построения сварочного источника инвертора необходимо немного затронуть процессы возникновения горения сварочной дуги. Начнем с вольтамперной характеристики дуги (в дальнейшем ВАХ).
На рис.1 показана ВАХ дуги в общем виде. Как видим при малых токах, примерно до 80А характеристика дуги имеет падающий вид, или если на пальцах — при возростании тока напряжение дуги падает. Это очень интересное свойство душ которое можно и нужно ислользовать! Исходя из приведенного графика можно сделать однозначный вывод — чем выше напряжение, приложенное к искровому промежутку, тем легче процесс возникновения дуги, дуга загорится при токе намного меньше, чем если мы будем пытаться её зажечь на прямолинейном участке ВАХ! Именно с целью облегчения зажигания дуги применяются осцилляторы и различные устройства повышающие выходное напряжение сварочных аппаратов.
Основной источник обычно имеет пологопадающую характеристику с крутопадающим хвостовым участком, ограничивающим максимальный ток короткого замыкания (КЗ). Приблизительный график ВАХ сварочного инвертора должен иметь вид, как на рис. 2. Как видим высокое выходное напряжение XX обеспечивает стабильный поджиг и поддерживание устойчивого горения дуги на всех режимах работы. При такой ВАХ сварочного инвертора, легко поджигаются и устойчиво горят электроды всех марок, в том числе электроды для сварки нержавеющих сталей, цветных металлов и чугуна.
На рис. 2 показан приблизительный график ВАХ, и реальная ВАХ может значительно отличаться, но в идеале нужно стремиться именно к получению похожей выходной характеристики сварочного аппарата. Мы рассмотрели только участок ВАХ дуги для токов менее 100А, но именно от того, насколько характеристика источника на этом участке будет похожа на характеристику дуги, зависит устойчивость дуги, и как следствие качество сварного шва.
Вот мы и сформулировали первое требование к сварочному инвертору — крутопадающая ВАХ. Это обязательное условие, если оно не будет выполнено, то у нас врядли получится сварочный аппарат с достойными параметрами.
Рассмотрим следующий участок ВАХ дуги, который начинается после 80А, и продолжается примерно до 800А. На этом участке ВАХ, дуга является стабилизатором напряжения, именно этот участок является наиболее подходящим для переноса расплавленного металла от электрода к свариваемому изделию. Напряжение в дуге на этом участке не зависит от приложенного тока, а зависит только от длины дуги.
Uд=a+b*L
где Uд — напряжение дуги, В;
а — постоянный коэфициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий от длины дуги, В;
b — среднее падение напряжения на единицу длинны дуги, В/мм;
L — длина дуги, мм.
Для стальных электродов можно в среднем принять а=10В и b=2В/мм.
Тогда напряжение дуги длинной L=4mm составит:
U= 10+2*4=18В.
При атмосферном давлении, дуга при сварке металлическим электродом горит устойчиво при напряжении 18 — 28В. Это и будет следующее требование к нашему источнику. Во всём рабочем диапазоне, от 1=80А до Imax, напряжение не должно быть меньше 18В, а для стабильной работы не менее 22-24В! А теперь рассмотрим третий, хвостовой участок ВАХ сварочного инвертора. Этот отрезок кривой очень важен для стабильного горения дуги, для ограничения тока КЗ, для ограничения мощности инвертора, для безопасной работы силовых ключей! В разных конструкциях преобразователей он формируется различными способами, и как следствие, имеет разный наклон. В инверторах с ШИМ, ограничение максимального тока силовых ключей организовано через ОС, в качестве датчика может применяться токовый трансформатор. При достижении граничного тока, импульс с токового трансформатора поступает на вход ограничения тока в блок управления, и прерывает управляющий импульс, поступающий на силовые ключи.
На осциллограмме это выглядит, как сужение управляющего импульса. И чем больше нагрузка, тем короче становится импульс управления. Напряжение на выходе начинает понижаться, хотя ток растёт. Крутизна этого участка зависит от времени запаздывания реакции контроллера на изменение нагрузки. Для резонансных инверторов, этот участок ВАХ имеет более пологий наклон, его величина зависит только от добротности резонансной LC цепочки, и чем она выше, тем более крутой этот угол. Как видите, если аппарат правильно настроен, то можно обойтись без ОС по току! Ограничение мощности будет происходить автоматически. Именно поэтому считается, что резонансные преобразователи не боятся режима КЗ! И это правда! Вот сформировалось и третье основное требование — ограничение максимального тока силовых ключей! Это самое важное требование! Эти три условия должны быть выполнены в обязательном порядке!. Все остальные требования к сварочному источнику не столь важны. Необходимо о них рассказать.
И чем больше нагрузка, тем короче становится импульс управления. Напряжение на выходе начинает понижаться, хотя ток растёт. Крутизна этого участка зависит от времени запаздывания реакции контроллера на изменение нагрузки. Для резонансных инверторов, этот участок ВАХ имеет более пологий наклон, его величина зависит только от добротности резонансной LC цепочки, и чем она выше, тем более крутой этот угол. Как видите, если аппарат правильно настроен, то можно обойтись без ОС по току! Ограничение мощности будет происходить автоматически. Именно поэтому считается, что резонансные преобразователи не боятся режима КЗ! И это правда! Вот сформировалось и третье основное требование — ограничение максимального тока силовых ключей! Это самое важное требование! Эти три условия должны быть выполнены в обязательном порядке!. Все остальные требования к сварочному источнику не столь важны. Необходимо о них рассказать.
Это:
а) безопасность, сварщик должен быть уверен, что не попадёт под действие напряжения опасного для жизни;
б) наличие защиты от режима длительного КЗ;
в) наличие защиты от перегрева силовых частей аппарата;
г) защищённость от влаги и пыли;
д) наличие системы поджига и стабилизации горения дуги.
Источник: Назаров В.И. и др. «Сварочный инвентор. Теория и практика». Рыбинск, 2008
Что такое холостой ход при сварки
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
- Стабилизатор напряжения для сварочного инвертора
Инверторные сварочные аппараты малой мощности, преимущественно до 4 кВт, есть сейчас в хозяйстве каждого мастеровитого хозяина.
 Они позволяют быстро произвести текущий ремонт или изготовление какой-либо детали, упрощают строительные работы и…
Они позволяют быстро произвести текущий ремонт или изготовление какой-либо детали, упрощают строительные работы и… - Подключение сварочного инвертора к бытовой сети
Сварочный аппарат бытового класса сейчас есть в арсенале у многих хозяев, которым приходится часто сталкиваться с работами по сварке листового металла, арматуры и прочих изделий. И часто владельцы таких устройств…
- Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром…
- Декларирование сварочного оборудования
Оборудование для сварки входит в область применения регламента ТС 010/2011 «О безопасности машин и оборудования». Согласно Приложению 3 к этому документу, для проверки соответствия проводится декларирование сварочного оборудования. Без этой…
 Они позволяют быстро произвести текущий ремонт или изготовление какой-либо детали, упрощают строительные работы и…
Они позволяют быстро произвести текущий ремонт или изготовление какой-либо детали, упрощают строительные работы и…Что делать если Не хватает напряжения в сети для Сварки
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
- износом распределительных проводов, что приводит к выгоранию ноля и перекосу напряжения по фазам;
- наличием трансформаторной подстанции малой мощности, которая не может справиться с возросшей нагрузкой или увеличением числа потребителей;
- несбалансированностью фаз на трансформаторе и другими.
Решить эти проблемы иногда можно обращением организацию, поставляющую электроэнергию, с просьбой переключить вас на другую фазу или провести их регулировку, но далеко не всегда это возможно. Добиться же замены трансформатора и разводящих проводов на более мощные очень сложно. Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен?
Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен?
Из сложившегося положения есть несколько вариантов выхода. Во-первых, можно приобрести бензиновый или дизельный генератор, к которому подключить сварочный инвертор, для которого не хватает напряжения. Этот вариант довольно дорогостоящий, ведь генератор нужен очень большой мощности, которой должно хватить для сварки. В противном случае, есть большой риск вывести из строя дорогостоящий генератор, при постоянной пиковой его нагрузке.
Во-вторых, можно приобрести стабилизатор напряжения для сварочного инвертора. Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Популярное среди «народных умельцев» решение по установке одного лишь трансформатора без стабилизатора категорически не рекомендуется. Это связано с тем, что падение напряжения в сети может быть временным явлением, а после исправления неполадок оно может внезапно вернуться к нормальному. В этом случае, трансформатор все равно будет повышать напряжение, в результате чего оно может достигнуть даже 300 В. Это приводит не только к повреждению бытовых приборов, но и выгоранию тонкой старой проводки, возникновению пожаров и пр. Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком.
Поэтому стоит задуматься о покупке не только стабилизатора напряжения для сварочного инвертора, но и большого стабилизатора для установки на всю бытовую сеть. Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
Реальные характеристики сварочных инверторов Ресанта
Сварочные инверторы Ресанта пользуются сегодня большой популярностью у сварщиков и именно поэтому невозможно не уделить внимание этой торговой марке более подробно. Аппараты реализуются по достаточно лояльной и доступной цене, качество же остается приемлемым, если сложить в сумме все плюсы и минусы. Это не реклама Ресанты, тем более что у пользователей интернета, тем более у сварщиков, сформировался уже «негативный условный рефлекс» на навязчивые и необъективные материалы рекламного характера, ориентированные на продажи, а не на поиск истины. Чтобы к последней приблизиться, протестируем линейку аппаратов Ресанта серии К, отчет о проделанной работе предлагаем вашему вниманию. Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
К серии относится 4 аппарата САИ 160К; САИ 190К; САИ 220К; САИ 250К. Буква «К» в данном случае означает «компактный». С актуальной стоимостью этих устройств вы всегда можете ознакомиться на официальном сайте, поэтому не будем приводить здесь какие-то цифры.
Начнем с исследования комплектации
Все аппараты поставляются в картонных коробках с одинаковой комплектацией: инструкция по эксплуатации, ремень для переноски, сварочные кабели. Длина кабелей держака у всех аппаратов 190 см; кабеля массы – 120 см. Пакеты кабелей не промаркированы, но заметно отличаются по сечению:
- У инвертора 160К в комплекте очень тонкие кабели сечением 10-12 кв. мм;
- Инвертор 190К и 220К укомплектован кабелем 14 кв. мм;
- У 250К самое большое сечение – около 16 кв. мм.
Нужно отметить, что омедненные алюминиевые сварочные кабели имеют недостаточные сечения и во время работы будут греться. Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Особенности устройства аппаратов
Среди плюсов линейки «К» следует отметить аккуратную машинную сборку, достаточный уровень ремонтопригодности, применение нового поколения IGBT-транзисторов GT50JR22 фирмы «Тошиба». Новые элементы отличаются повышенным быстродействием и невысоким напряжением насыщения по сравнению с традиционными FGh50N60.
Новые транзисторы позволяют повысить тактовую частоту инвертора и уменьшить габариты реактивных элементов: входных конденсаторов, импульсного трансформатора и т.д. Однако в погоне за малыми габаритами разработчики ухудшили условия охлаждения. Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Чтобы выяснить, что представляют собой источники, подключим их к регистратору сварочных процессов AWR-224MD, нагрузим током с помощью балластных реостатов и снимем вольт-амперные характеристики.
Начнем с напряжения холостого хода
| Модель Ресанта | Заявлено Uхх, В | Фактически Uхх, В |
| САИ 160К | 85 | 82 |
| САИ 190К | 80 | 65 |
| САИ 220К | 80 | 82 |
| САИ 250К | 80 | 82 |
Можно сказать, что напряжение ХХ трех аппаратов соответствует заявленному производителем. Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Сварочные токи и форма ВАХ
Рассмотрим вольт-амперные характеристики аппаратов и сделаем выводы о их рабочих свойствах.
| Характеристики | САИ 160К | САИ 190К | САИ 220К | САИ 250К |
| Максимальный сварочный ток, А | 120 (заявл. 160) | 138 (заявл. 190) | 162 (заявл.220)
| 183 (заявл.250)
|
| Ток короткого замыкания на макс. токе, А | 160 | 164 | 235 | 233 |
Подводя итог можно сказать, что ни один из участников теста не выдержал проверки. Можете сами подсчитать, сколько ампер по номинальному току не добирает каждый из инверторов. То есть в цену сварочных источников питания заложен чистый китайский воздух, который составляет от 25 до 35% цены аппаратов. Что касается формы ВАХ, можно предположить, что процесс поджига и стабильность горения дуги должны быть на приемлемом уровне.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы. Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
| Инвертор | Iмакс, А (максимальный ток инвертора в термокамере)
| Время нахождения в камере до включения индикатора перегрева | Реальное значение ПН, % на макс.
| Заявленное значение ПН, % на макс. токе | Реальный ПН 100% (ток длительной нагрузки), А | Заявленное ПН100%, (Ток длительной нагрузки), А |
| САИ160К | 120 | 2 мин 36 сек | 26
| 70
| 61
| 100 |
| САИ 190К | 140 | 2 мин 14 сек | 22 | 70 | 65
| 120 |
| САИ 220К | 160 | 1 мин 56 сек | 19 | 70
| 70 | 140 |
| САИ 250К | 183 | 3 мин 13 сек | 32 | 70 | 101 | 160 |
Работа при низком напряжении в электросети
Все аппараты серии «К» выдерживают просадку до 160В, кроме модели САИ160К ( при сварке рутиловыми электродами ок46.00). Поджиг у САИ 160К становится неудовлетворительным, а сварочная дуга часто рвется.
Доп. Функционал
В инструкции сказано, что все СварАппы оснащены функциями «анти-стик, «хот-старт» и «форсаж дуги».
Фактическое наличие
| Модель | анти-залипание | Хот-старт | Форсаж-дуги | VRD |
| Инверторы серии «К» | Да | Нет | Нет | Нет |
Практическая сварка
Все аппараты хорошо справляются со сваркой стальных пластин (встык) толщиной 4 мм электродами ОК46.00, УОНИИ 13/55 диаметром 2,5 мм. Поджиг уверенный, дуга стабильная и эластичная. Что касается электродов диаметром 4 мм, на моделях 160К и 190К ощутима нехватка тока, регуляторы приходится выставлять на максимальные значения, два других инвертора со сваркой четырехмиллиметровым электродом справляются нормально (процесс достаточно комфортен).
Заключение
Большинство характеристик аппаратов Ресанта серии «К» не соответствует заявленным. Расхождение обещанного и реального функционала касается как максимальных сварочных токов и ПН инвертора, так и отсутствия дополнительных функций форсажа дуги и горячего старта.
Источник: Aurora Online Channel
неисправности аппаратов и как проверить полуавтомат
На чтение 9 мин. Просмотров 15.6k. Опубликовано Обновлено
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Большинство моделей комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.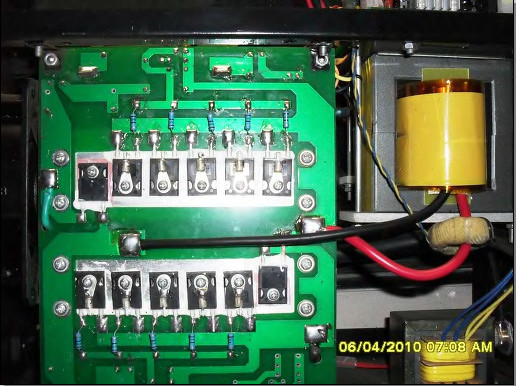
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.

Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Как работает инвертор, как ремонтировать инверторы — общие советы
В этом посте мы попытаемся узнать, как диагностировать и ремонтировать инвертор, всесторонне изучив различные этапы инвертора и как работает базовый инвертор.
Прежде чем мы обсудим, как отремонтировать инвертор, было бы важно, чтобы вы сначала получили полную информацию об основных функциях инвертора и его этапах. Следующее содержание объясняет важные аспекты инвертора.
Этапы инвертора
Как следует из названия, преобразователь постоянного тока в переменный — это электронное устройство, которое способно «инвертировать» постоянный потенциал, обычно получаемый от свинцово-кислотной батареи, в повышенный потенциал переменного тока. Выходной сигнал инвертора обычно вполне сопоставим с напряжением, которое есть в наших домашних розетках переменного тока.
Ремонт сложных инверторов — непростая задача из-за множества сложных этапов, требующих наличия специальных знаний в данной области. Инверторы, которые обеспечивают выходы синусоидальной волны или инверторы, использующие технологию ШИМ для генерации модифицированной синусоидальной волны, могут быть трудными для диагностики и устранения неисправностей для людей, которые относительно плохо знакомы с электроникой.
Тем не менее, более простые конструкции инверторов, основанные на основных принципах работы, могут быть отремонтированы даже человеком, который не является специалистом в области электроники.
Прежде чем мы перейдем к деталям поиска неисправностей, было бы важно обсудить, как работает инвертор, и различные ступени, которые обычно может включать инвертор:
Инвертор в его самой основной форме можно разделить на три основных этапа, а именно. генератор, драйвер и выходной каскад трансформатора.
Осциллятор:
Этот каскад в основном отвечает за генерацию колебательных импульсов либо через схему IC, либо через транзисторную схему.
Эти колебания в основном являются производством чередующихся положительных и отрицательных (заземляющих) пиков напряжения аккумуляторной батареи с определенной заданной частотой (числом положительных пиков в секунду). Такие колебания обычно имеют форму квадратных столбов и называются прямоугольными волнами. и инверторы, работающие с такими генераторами, называются преобразователями прямоугольной формы.
Вышеупомянутые генерируемые прямоугольные импульсы слишком слабы и никогда не могут использоваться для управления силовыми выходными трансформаторами. Поэтому эти импульсы подаются на следующий каскад усилителя для выполнения требуемой задачи.
Для получения информации об генераторах инвертора вы также можете обратиться к полному руководству, в котором объясняется, как спроектировать инвертор с нуля.
Бустер или усилитель (драйвер):
Здесь принятая частота колебаний соответствующим образом усиливается до высоких уровней тока, используя либо силовые транзисторы или МОП-транзисторы.
Хотя усиленный отклик является переменным током, он все еще находится на уровне напряжения питания батареи и поэтому не может использоваться для управления электрическими приборами, которые работают с более высокими потенциалами переменного тока.
Таким образом, усиленное напряжение подается на вторичную обмотку выходного трансформатора.
Выходной силовой трансформатор:
Все мы знаем, как работает трансформатор; в источниках питания переменного / постоянного тока он обычно используется для понижения подаваемого входного переменного тока сети до более низких заданных уровней переменного тока за счет магнитной индукции двух его обмоток.
В инверторах трансформатор используется для той же цели, но с прямо противоположной ориентацией, то есть здесь переменный ток низкого уровня от вышеупомянутых электронных каскадов подается на вторичные обмотки, что приводит к индуцированному повышенному напряжению на первичной обмотке трансформатора.
Это напряжение, наконец, используется для питания различных бытовых электрических устройств, таких как фонари, вентиляторы, миксеры, паяльники и т. Д.
Основной принцип работы инвертора
На приведенной выше диаграмме показана наиболее фундаментальная конструкция инвертора, работающая Принцип становится основой всех традиционных конструкций инверторов, от самых простых до самых сложных.
Функционирование показанной конструкции можно понять из следующих пунктов:
1) Плюс батареи питает микросхему генератора (вывод Vcc), а также центральный отвод трансформатора.
2) Микросхема генератора при включении начинает производить попеременно переключающиеся импульсы Hi / Lo на своих выходных контактах PinA и PinB с некоторой заданной частотой, в основном 50 Гц или 60 Гц в зависимости от спецификаций страны.
3) Видно, что эти распиновки связаны с соответствующими силовыми устройствами №1 и №2, которые могут быть МОП-транзисторами или силовыми BJT.
3) В любой момент, когда на PinA высокий уровень, а на PinB низкий, устройство питания №1 находится в проводящем режиме, а устройство питания №2 остается выключенным.
4) В этой ситуации верхний отвод трансформатора соединяется с землей через силовое устройство № 1, которое, в свою очередь, заставляет положительный полюс батареи проходить через верхнюю половину трансформатора, запитывая эту часть трансформатора.
5) Аналогично, в следующий момент, когда на контакте B высокий уровень, а на контакте A низкий, активируется нижняя первичная обмотка трансформатора.
6) Этот цикл непрерывно повторяется, вызывая двухтактную проводимость высокого тока через две половины обмотки трансформатора.
7) Вышеупомянутое действие во вторичной обмотке трансформатора вызывает переключение эквивалентной величины напряжения и тока через вторичную обмотку посредством магнитной индукции, что приводит к выработке необходимых 220 В или 120 В переменного тока на вторичной обмотке трансформатора, как показано на схеме.
Преобразователь постоянного тока в переменный, советы по ремонту
В приведенном выше объяснении несколько моментов становятся очень важными для получения правильных результатов от преобразователя.
1) Во-первых, генерация колебаний, из-за которых силовые полевые МОП-транзисторы включаются / выключаются, инициируя процесс индукции электромагнитного напряжения на первичной / вторичной обмотке трансформатора. Поскольку полевые МОП-транзисторы переключают первичную обмотку трансформатора двухтактным образом, это вызывает переменное напряжение 220 В или 120 В переменного тока на вторичной обмотке трансформатора.
2) Вторым важным фактором является частота колебаний, которая фиксируется в соответствии со спецификациями страны, например, страны, которые поставляют 230 В, обычно имеют рабочую частоту 50 Гц, в других странах, где обычно указывается 120 В. работают на частоте 60 Гц.
3) Сложные электронные устройства, такие как телевизоры, DVD-плееры, компьютеры и т. Д., Никогда не рекомендуется использовать с преобразователями прямоугольной формы. Резкие подъемы и спады прямоугольных волн просто не подходят для таких приложений.
4) Однако есть способы через
Инверторные источники питания
Мир меняется. Это не удивительно для тех, кто хоть отдаленно осознает свое окружение. Тем не менее, есть соблазн взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время технологические разработки практически отсутствуют.Однако человек, придерживавшийся этой точки зрения, ошибался. Фактически, конструкция и возможности источников питания для сварки изменились и продолжают быстро меняться. Одна из технологий, способствующих этому изменению, — это разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов. Что нового?
В прошлом источники питания для сварки основывались на трансформаторах.Блок питания потреблял 60 Гц 230, 460 или 575 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход постоянного тока (DC). Управление этим выходом обычно осуществлялось относительно медленными магнитными усилителями.
Сварочные аппараты TIG на трансформаторе обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц.В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких источников питания для сварки весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется частота 60 Гц, управляющие сигналы ограничиваются выдачей не более 120 в секунду, поэтому невозможно подавать импульс сварочного тока быстрее этого значения.
В источниках питания с инверторным управлением используется такая же входящая мощность 60 Гц.Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 20 000 Гц. Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества предлагает эта новая конструкция с инверторным управлением? Во-первых, главный силовой трансформатор, который работает на 20 000 Гц, намного более эффективен, чем трансформаторы 60 Гц, а это значит, что он может быть намного меньше. Помните, что машины на основе трансформаторов обычно весят более 400 фунтов и имеют размер 32 дюйма. На прилагаемой фотографии показана линейка источников питания Lincoln для инверторных источников питания для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта, имеет ширину 9 дюймов, глубину 19 дюймов и высоту 15 дюймов.Две другие машины представляют собой инверторы только постоянного тока, они еще легче и меньше. Таким образом, машины на базе инвертора имеют огромное преимущество в весе и портативности.
Еще одно преимущество инверторных блоков питания — стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребляемый ток при 205 ампер для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазной сети 230 В при сварке на аналогичных токах.Хотя экономия затрат при переходе на инверторы часто переоценивается, при нормальных обстоятельствах можно с уверенностью сказать, что годовая экономия электроэнергии составляет примерно 10% от закупочной цены источника питания.
Другим важным преимуществом инверторных источников питания является то, что за счет столь точного «измельчения» входящего переменного тока мы получаем очень стабильный постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только преобразователи постоянного тока.В течение нескольких лет это было все, что было доступно. Инверторов, которые питали выход переменного тока, просто не существовало. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус. Путем их работы с разной полярностью и попеременного включения и выключения генерировался псевдо-переменный ток. Некоторые инверторы все еще генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе создание переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — вот что действительно делает инвертор блестящим для сварки алюминия с использованием GTAW. Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности. Фактически, Lincoln V205 не имеет возможности использовать постоянную высокую частоту. Он автоматически погаснет, как только возникнет дуга. Устранение непрерывных высоких частот резко снижает количество радиочастотных помех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем отправлять управляющие сигналы на частоте 20 килогерц, означает, что мы можем изменять частоту выходного сигнала при сварке переменным током. Старые машины имели выход переменного тока только 60 Гц. V205 может выдавать переменный ток с частотой 20 и 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов сужаются, что приводит к более глубокому проплавлению.
Много лет назад было понято, что при GTAW проплавление шва происходит за счет отрицательной части цикла переменного тока электрода.Во время части цикла, когда электрод положительный, проплавление уменьшается, и в вольфрамовый электрод поступает больше тепла. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе. Источники питания очень ранних GTAW давали простую синусоидальную волну на выходе, в которой генерировалось равное количество положительного и отрицательного электрода.Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода.Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление сварного шва и снижает количество тепла, попадающего в вольфрамовый электрод, что означает, что можно использовать заостренные электроды меньшего диаметра. Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные источники питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln — Invertec® V350 Pro.Этот источник питания в первую очередь разработан как инверторный аппарат для газовой дуговой сварки (GMAW). Он содержит большое количество различных программ для установившегося режима, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW. Большое количество импульсных программ GMAW, в которых параметры импульса оптимизированы для конкретных присадочных материалов и размеров проволоки. Однако благодаря программному обеспечению он также готов к использованию в качестве источника питания для дуговой сварки в защитном металлическом корпусе или дуговой сварки вольфрамовым электродом в среде защитного газа.Его также можно перепрограммировать в полевых условиях за короткое время. Вместе со всем этим, блок питания весит 79 фунтов и может выдавать до 425 ампер.
Будущее здесь.
Источник питания инвертора
У инверторных сварочных аппаратов много преимуществ перед традиционными трансформаторно-выпрямительными устройствами. Инверторы более портативны и имеют меньший вес, что облегчает их маневрирование на рабочей площадке. Кроме того, инверторы предлагают высококачественные возможности многопроцессорной сварки, так что один аппарат может обрабатывать Stick, MIG, TIG, FCAW, строжку дугой и даже импульсную сварку.И что еще более важно, инверторы используют технологию Lincoln Waveform Control Technology ™, чтобы обеспечить больший контроль переменных дуги и автоматически настраивать дугу для создания наилучшего сварного шва, контролируя такие проблемы, как прожог.Но знаете ли вы, что использование инвертора может также сэкономить деньги на расходах на электроэнергию по сравнению с источником питания традиционного типа? Ежегодно в США потребляется электроэнергии на сумму около 15 миллионов долларов, а во всем мире на сварку. Чтобы повысить эффективность и сократить расходы, которые ваша компания тратит на электроэнергию, связанную со сваркой, инвертор является привлекательным вариантом.Фактически, благодаря своей эффективности эти машины могут обеспечить существенную экономию коммунальных расходов.
Но как переход на инвертор может снизить потребление энергии? В конструкции инверторных сварочных аппаратов, таких как Lincoln Invertec® V350 Pro, сердечники трансформатора, обмотки трансформатора и компоненты силовой электронной коммутации тщательно выбираются для минимизации рабочих потерь. Вот еще несколько причин, по которым инверторы экономят электроэнергию:
Повышенный КПД трансформатора достигается за счет использования ферритовых сердечников в силовом трансформаторе инвертора.Это снижает потери тока, что приводит к более низким токам холостого хода в питающих проводниках
Катушки инверторного трансформатора физически меньше обычных трансформаторов. Меньшая катушка означает меньшее наматывание проволоки вокруг сердечника — меньшее количество проволоки
означает меньшие потери и большую эффективностьСиловые электронные компоненты инвертора были тщательно спроектированы для снижения потерь и увеличения срока службы
Во многих инверторах, таких как Lincoln Invertec V350 Pro, используется медный провод.Медь имеет более высокую теплопроводность и электрическую проводимость по сравнению с алюминием
, что минимизирует потери и максимизирует эффективность.Инверторы, работающие на более высоких частотах, чем обычные сварочные аппараты, требуют меньшей выходной индуктивности для плавной работы. Энергия, необходимая для сварки штангой или сварки шаровидным переносом, накапливается в конденсаторах, что позволяет использовать дроссели меньшей мощности
Компактная конструкция и относительно небольшой физический размер инверторного сварочного аппарата означает более короткие провода и кабели (или даже прямые соединения) между компонентами power
.Более короткие пути тока приводят к более низкому сопротивлению и повышению эффективностиПоскольку инвертор изначально спроектирован с низкими потерями, требуются меньшие охлаждающие вентиляторы. Это означает, что для движения охлаждающего воздуха требуется меньше энергии и, опять же, большая эффективность
Меньший размер компонентов внутри инверторной машины приводит к меньшему рассеиванию тепла и, опять же, к большей эффективности
Как вы можете рассчитать, насколько инвертор может сэкономить вам деньги по сравнению с традиционным трансформатором-выпрямителем и какой инвертор лучше всего обеспечивает энергоэффективность? Используйте таблицу ниже, чтобы сделать эту оценку.
Шаг № 1 — Расчет выходной мощности
Сначала посмотрите на свою машину, чтобы определить выходное напряжение (Vout), которое выражается в вольтах на вашей машине. В нашем примере это 32 В. Затем умножьте это на выходной ток (Iout), измеренный на вашей машине, в амперах. В этом случае амперы указаны как 300.
Vout x Iout = Выходная мощность (Wout) в ваттах
32 В x 300 ампер = 9600 Вт ИЛИ 9,6 кВт (1000 Вт = 1 кВт)
Шаг 2 — Расчет входной мощности
Теперь возьмите выходную мощность сверху (KWout) и разделите на эффективность (Eff).Эффективность указывается производителем машины. Вычислив это, вы получите входную мощность в киловаттах.
KWout ÷ Eff = Входная мощность в киловаттах (KWin)
9,6 KW ÷ 88,2% (или 0,882) = 10,88 кВт
Шаг 3 — Расчет эксплуатационных расходов во время сварки
A) Затем вы рассчитаете количество киловатт-часов, использованных за один день (кВт · ч2 / день), умножив входную мощность, рассчитанную на шаге 2 (кВт · ч), на количество часов в день, когда машина работает (в нашем примере мы предположим, что сварка выполняется четыре часа в день.)
кВт x # часов / день = киловатт-часы, использованные за один день (кВт · ч2 / день)
10,88 кВт x 4 часа. = 43,52 кВтч / сутки
B) Теперь умножьте полученную входную мощность (кВт · ч) на количество часов в день, в течение которых машина работает, умноженное на цену за кВт · ч электроэнергии. Примечание: цена на мощность рассчитана на уровне 0,12578 доллара США, что является средним по отрасли.
кВт · ч x количество часов / день x цена за кВт · ч ($ / кВт · ч) = ежедневные эксплуатационные расходы на сварку
10,88 x 4 x 0 долл. США.12578 = 5,47 доллара США
Шаг № 4 — Расчет эксплуатационных затрат во время простоя
A) Теперь вы рассчитаете потребление в режиме простоя в день (кВт · ч3). Для этого умножьте входную мощность (KWIdle) на количество часов простоя в день. (Мы предполагаем, что в восьмичасовой рабочий день, если сварка выполняется четыре часа, время простоя также будет четыре.)
KWIdle x Idle Hrs. = Потребление в режиме простоя в день (кВтч3)
0,4 кВт x 4 часа. = 1,6 кВт · ч
B) Теперь возьмите входную мощность на холостом ходу (KWIdle), которая указана на силовом трансформаторе в ваттах — в данном случае 400 Вт (или 0.4 кВт) — умноженное на количество часов простоя x стоимость киловатт-часа электроэнергии.
кВт / ч в простое x цена за кВт-ч = дневные эксплуатационные расходы в режиме ожидания
0,4 кВт x 4 часа. x 0,12578 доллара США = 0,20 доллара США
Шаг № 5 — Рассчитайте общие эксплуатационные расходы
Теперь возьмите ежедневные эксплуатационные расходы на сварку, рассчитанные на Шаге № 3, и добавьте ежедневные эксплуатационные расходы на холостом ходу из Шага № 4 выше, чтобы получить ежедневные эксплуатационные расходы в долларах.
Ежедневные эксплуатационные расходы + Ежедневные эксплуатационные расходы в режиме ожидания = Ежедневные эксплуатационные расходы (всего $ / день)
$ 5.47 + 0,20 доллара = 5,67 доллара
Сравнивая это число с традиционным трансформатором-выпрямителем или другим конкурирующим инвертором, вы можете легко определить, какая машина обеспечит экономию затрат.
Инвертор с прейскурантной ценой 3200 долларов и КПД 87 процентов по сравнению с традиционным трансформаторным выпрямителем, который имеет прейскурантную цену 2800 долларов и КПД 67 процентов, сэкономит примерно 300 долларов на коммунальных расходах в год. Тогда окупаемость разницы в цене составит от одного до полутора лет.
Что такое инверторы источника тока и инверторы источника напряжения?
Как мы обсуждали ранее, основными компонентами частотно-регулируемого привода (VFD) являются выпрямитель (также называемый преобразователем), который преобразует переменное напряжение в постоянное напряжение, шина постоянного тока (также называемая постоянным током). link), который фильтрует и сохраняет мощность постоянного тока, и инвертор, который преобразует мощность постоянного тока обратно в мощность переменного тока с требуемой частотой и напряжением.
Хотя базовое оборудование одинаково для всех частотно-регулируемых приводов, секция инвертора привода может быть одной из нескольких конструкций, в зависимости от требований приложения.Два наиболее распространенных типа инверторов — это инвертор источника тока (CSI) и инвертор источника напряжения (VSI). Как следует из их названия, инверторы источника тока питаются постоянным током, а инверторы источника напряжения питаются постоянным напряжением. Следовательно, выходной сигнал привода CSI является регулируемым, трехфазным переменным током , током , в то время как привод VSI выдает трехфазное переменное напряжение с регулируемой величиной и частотой.
Различия топологии
Ключевое различие между дисками CSI и дисками VSI заключается в их способе хранения энергии.В приводах CSI используется индуктивный накопитель энергии, то есть они используют индукторы в звене постоянного тока для хранения энергии постоянного тока и регулирования пульсаций тока между преобразователем и инвертором. И наоборот, в приводах VSI используется емкостная память с конденсаторами в звене постоянного тока, которые одновременно накапливают и сглаживают напряжение постоянного тока для инвертора. Эта разница в способах хранения данных заметно влияет на производительность накопителя, о чем мы поговорим позже.
Схема инвертора источника тока (вверху) и инвертора источника напряжения (внизу).Изображение предоставлено: Ontario Hydro
Типы используемых устройств переключения мощности — еще одно различие между двумя типами приводов. Современные приводы CSI обычно используют тиристоры отключения затвора (GTO) или симметричные тиристоры с коммутацией затвора (SGCT), которые представляют собой полупроводниковые переключатели, которые включаются и выключаются, создавая выходной сигнал с широтно-импульсной модуляцией (ШИМ) с регулируемой частотой. В приводах VSI обычно используются биполярные транзисторы с изолированным затвором (IGBT), которые создают выходное напряжение ШИМ с регулируемой частотой и напряжением.
Различия в производительности
Выходной ток преобразователя частоты CSI содержит высокие гармоники, что требует наличия в преобразователях CSI фильтров на входной и выходной сторонах. Из-за наличия дополнительных компонентов приводы CSI обычно не интегрированы, что означает, что трансформатор (требуемый в приложениях с высокой мощностью) и фильтры гармоник отделены от привода. Накопители VSI с меньшим количеством компонентов часто поставляются в виде интегрированных конструкций с меньшими размерами, чем неинтегрированные конструкции CSI.Использование меньшего количества компонентов также во многих случаях дает дискам VSI лучшее среднее время наработки на отказ (MTBF).
НакопителиVSI обычно более эффективны, чем конструкции CSI. Это связано с тем, что устройства переключения IGBT, используемые в приводах VSI, по своей сути более эффективны, чем устройства GTO или SGCT, используемые в версиях CSI. Оба типа приводов, CSI и VSI, способны возвращать рекуперативную энергию от нагрузки в линию, но приводы CSI также способны возвращать энергию в источник.Чтобы диски VSI могли это сделать, им требуется дополнительный преобразователь.
В приводах CSI параметры нагрузки (двигателя) являются неотъемлемой частью системы управления, поэтому двигатель должен быть согласован с приводом, что исключает использование одного привода для управления несколькими двигателями.
Основные области применения приводов CSI — это те, которые требуют управления крутящим моментом (что достигается за счет регулирования тока). Они также обычно имеют более высокую мощность в лошадиных силах, чем конструкции VSI. С другой стороны, приводы VSI хорошо подходят для высокодинамичных приложений с быстрым изменением скорости или крутящего момента двигателя благодаря малому времени переключения устройств IGBT.
Новая многоуровневая топология инвертора для фотоэлектрических систем, подключенных к сети
Спрос на чистую и устойчивую энергию стимулировал исследования всех форм возобновляемых источников энергии, включая солнечную энергию от фотоэлектрических систем. Фотоэлектрические системы, подключенные к сети (GCPS), обеспечивают эффективное решение для интеграции солнечной энергии в существующую сеть. Ключевым компонентом GCPS является инвертор. Инвертор может оказывать значительное влияние на общую производительность GCPS, включая отслеживание точки максимальной мощности (MPP), полное гармоническое искажение (THD) и эффективность.Многоуровневые инверторы — один из самых многообещающих классов преобразователей с низким коэффициентом нелинейных искажений. В этой статье мы предлагаем новую многоуровневую топологию инвертора с целью улучшить все три вышеупомянутых аспекта производительности. Предлагаемая топология управляется с помощью прямого управления с прогнозированием модели (DMPC), который является современным в технике управления. Мы сравниваем производительность предложенной топологии с топологиями, описанными в литературе. Предлагаемая топология предлагает один из лучших КПД, отслеживание MPP и THD напряжения.
1. Введение
В настоящее время одним из ключевых направлений исследований в области возобновляемых источников энергии являются фотоэлектрические системы, подключенные к сети (GCPS). Снижение стоимости фотоэлектрических (PV) панелей, экологические преимущества, повышенный спрос на энергию, интеграция с существующей сетью и достижения в области силовой электроники — вот некоторые из причин, по которым основное внимание уделяется GCPS [1]. В GCPS ключевыми критериями производительности являются эффективность преобразования, отслеживание точки максимальной мощности (MPP) и полное гармоническое искажение (THD) мощности, вводимой в сеть.Все эти критерии производительности в значительной степени зависят от выбора топологии инвертора и техники управления, используемой для инвертора.
В литературе описано несколько топологий инверторов, которые можно использовать в GCPS [2]. Многоуровневые инверторы (MLI) — один из самых перспективных классов преобразователей. Как следует из названия, MLI имеют большее количество уровней выходного напряжения по сравнению с двумя / тремя уровнями в традиционных инверторах. Из-за более высоких уровней выходного напряжения основным преимуществом MLI является ступенчатая форма выходного сигнала, которая больше напоминает синусоиду, чем традиционные инверторы.Следовательно, MLI предлагают значительно более низкий THD [3]. Еще одно преимущество MLI, относящихся к GCPS, состоит в том, что они могут включать в себя несколько фотоэлектрических панелей в качестве входа. Существует три основных подкласса многоуровневых инверторов: (1) каскадный H-мост (CHB), (2) диодный фиксатор и (3) летающий конденсатор [4]. Наиболее распространенным подклассом является CHB из-за его модульной структуры, отсутствия элементов накопления энергии и способности изолировать разломы [5–8]. Практические многоуровневые инверторы обычно имеют пять или более уровней выходного напряжения.Семиуровневые преобразователи наиболее широко используются, поскольку они предлагают разумный компромисс между производительностью и сложностью. Поэтому в этой статье мы сосредоточились на семиуровневых инверторах.
Существуют различные варианты топологии CHB, которые используются в GCPS. Базовая топология CHB [7, 8] обеспечивает отличное отслеживание THD и MPP по той причине, что каждая фотоэлектрическая панель может быть подключена независимо. Однако он имеет большое количество полупроводниковых переключателей, которые увеличивают общую стоимость преобразователя.Топология, представленная в [9] для GCPS, уменьшила количество переключателей в качестве компромисса для более низкой производительности с точки зрения отслеживания THD и MPPT [10]. Другая топология, названная новым H-мостом, была представлена в [3, 11]. Новый H-мост еще больше сократил количество переключателей. Однако GCPS на основе топологии из [9] и нового H-моста имеет крайне низкую производительность при отслеживании MPP по сравнению с GCPS на основе базовой топологии CHB. В этой статье мы предлагаем новую топологию, вдохновленную новым H-мостом [3, 11] и существующей структурой MLI в литературе [12].В новой топологии меньше переключателей, чем в базовой CHB. Более того, как и базовый CHB, предлагаемая топология также позволяет независимое отслеживание MPP каждого модуля PV, тем самым обеспечивая производительность, сопоставимую с базовым CHB с точки зрения отслеживания MPP.
Как упоминалось ранее, используемый метод управления является вторым ключевым компонентом проекта, который влияет на производительность GCPS. Классические схемы управления, такие как PID, с различными методами модуляции и компенсаций, использовались в GCPS на основе CHB MLI [8].Основным недостатком классических схем управления является большое время переходного процесса и медленная реакция [13]. Управление с прогнозированием прямой модели (DMPC) — это новая схема управления, которая используется в силовых электронных преобразователях. Отличительной особенностью DMPC является то, что переключатели управляются напрямую, без демодулятора, как в управлении ШИМ. Преимущества DMPC включают обработку нелинейностей объекта, множественные цели управления, явное включение ограничений на входы / состояния и оптимальное управляющее действие.Для большинства преобразователей было показано, что DMPC демонстрирует быстрый переходный отклик, повышенную эффективность и лучшие общие характеристики управления по сравнению с классическими схемами управления [14, 15].
В этой статье мы использовали DMPC для управления предложенной топологией и GCPS. Ключевая идея состоит в том, чтобы воспользоваться преимуществами предлагаемого MLI и DMPC, чтобы в целом повысить производительность GCPS. Чтобы сравнить подобное с подобным, мы сравниваем нашу работу с DMPC of GCPS на основе трех существующих топологий, упомянутых ранее.
В разделе 2 мы предлагаем новую многоуровневую топологию инвертора, описываем ее применение в GCPS и выводим ее математическую модель. В разделе 3 статьи подробно объясняется предлагаемая схема управления. Результаты моделирования и сравнение с существующими работами приведены в разделе 4, чтобы показать, что предлагаемый MLI демонстрирует лучшую производительность, чем три других последних преобразователя. Наконец, в разделе 5.
2. Предлагаемая многоуровневая топология инвертора
Схема предлагаемой топологии MLI показана на рисунке 1.Преобразователь имеет десять токовых двунаправленных полупроводниковых переключателей, обозначенных,,,,,,,, и. Конвертер может иметь три источника входного сигнала. Источниками для GCPS являются фотоэлектрические панели. Поэтому входные напряжения обозначаются, и. Часть преобразователя, состоящая из переключателей,,, и мотивирована структурой, представленной в [12]. Остальная часть преобразователя вдохновлена новым H-образным мостом [3, 11].
Пара переключателей является комплементарной, то есть если один из переключателей в паре выключен, а затем другой должен быть включен.Точно так же пары переключателей,, и дополняют друг друга. Четыре переключателя,, и составляют H-мост, который позволяет инверсию. Переключатели и позволяют выбирать напряжения на правой ножке H-моста, что позволяет использовать несколько уровней напряжения на выходе. Переключатели и позволяют включать / исключать источники и соответственно.
В предлагаемой топологии всего 32 возможных комбинации переключения. Однако без учета избыточных комбинаций в работе используется всего 15 комбинаций.В таблице 1 показаны 15 комбинаций переключения и соответствующие выходные напряжения. В таблице 0 и 1 представляют положение выключателя и включения соответственно. Если величина всех источников напряжения остается одинаковой, предложенная топология способна генерировать семь уровней напряжения. В таблице указано выходное напряжение инвертора в зависимости от напряжения каждого модуля фотоэлектрической панели. Напряжение обозначает выходное напряжение инвертора для случая, когда напряжение всех модулей фотоэлектрической панели одинаково, то есть.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
POWER TECH WELDING Однофазный сварочный аппарат ARC 200, MMA 200 MOS,
О компании
Год основания 2007
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
IndiaMART Участник с февраля 2013 г.
GST27AACPQ4774B1ZQ
POWER TECH производит все типы сварочных аппаратов. Сварочный трансформатор для дуговой сварки, выпрямитель для дуговой сварки, газо-металлическая дуга, комплекты для плазменной резки, сварочные аппараты MIG / MAG, аппараты для сварки CO 2, аппараты для дуговой сварки под флюсом и инверторные сварочные аппараты. Наши машины разработаны с использованием новейших технологий, они известны своей высокой производительностью и низкими эксплуатационными расходами. Эти машины предлагаются клиенту в различных спецификациях и приложениях, чтобы удовлетворить их промышленные требования.POWER TECH ENTERPRISES продолжает свои усилия по послепродажному обслуживанию и поддержке запасными частями и услугами как внутри страны, так и за ее пределами, в области производства сварочных материалов. Мы всегда предоставляем нашим клиентам качественных продуктов, полную цену, своевременную доставку и отличный сервис.
POWER TECH ENTERPRISES имеет возможность производить специальный продукт, используя альтернативные решения по запросу клиента, и доставлять эти продукты в желаемое время.
POWER TECH ENTERPRISES постоянно стремится улучшать свою продукцию, чтобы гарантировать ее надежность и экономичность. Мы — ваш надежный партнер в области сварки в Индии, и мы готовы расти и развиваться вместе с нашими клиентами и партнерами.