|
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее? Какие существуют способы нанести цинк на металл?
Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Что важно помнить и знать? Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений.
Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Помните, что цинковый слой, конечно, в зависимости от вида изделия, должен составлять 3-150 микрон. Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка. Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить. Но, тут тоже не все так просто — нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка. Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру.
Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше.
|

 Как правило, этого оказывается достаточно для того, чтобы изделие было надежно защищено.
Как правило, этого оказывается достаточно для того, чтобы изделие было надежно защищено.
 Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва.
Следуйте всем рекомендациям и у вас все получится! Успешной работы!
Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва.
Следуйте всем рекомендациям и у вас все получится! Успешной работы!
Как провести сварку оцинковки?
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Сложность работ обусловлена свойствами цинка: его температура плавления всего 420 °C. Небрежное отношение к технологии сварочных работ может привести к выгоранию защитного слоя цинка, что влечет за собой дефекты соединения: трещины или поры шва.
Блок: 1/5 | Кол-во символов: 381
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Особенности сварки оцинковки
Легкоплавкость защитного слоя делает сварку оцинкованной стали непростой задачей. Подбор оптимального режима сварки не сможет ее решить. Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Важно! Пары цинка – опасное вещество. Категорически не рекомендуем производить сварку оцинковки в непроветриваемых помещениях. Не следует забывать про средства индивидуальной защиты – использование респиратора обязательно!
Присадочный материал имеет медно-кремниевую или алюминиево-бронзовую рабочую составляющую, которая положительно влияет на качество сварки. Особенности данного процесса следующие:
- Обработка шва. Полученное соединение легко поддается механической обработке.
- Качество соединения. Шов имеет катодную защиту и не подвержен воздействию коррозии.
- Стабильность процесса. Он характеризуется практически полным отсутствием брызг и малой степенью выгорания.
Сварка отверстий в оцинковке имеет свои особенности. Заделка отверстий предполагает их предварительную очистку от загрязнений, следов коррозии или нефтепродуктов. При значительном диаметре окна используют специальные конусные вставки, которые точечным методом фиксируются по периметру. При толщине металла более 2 мм применяются перегородки или пробки из низкоуглеродистого металла. Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Заделка отверстий предполагает их предварительную очистку от загрязнений, следов коррозии или нефтепродуктов. При значительном диаметре окна используют специальные конусные вставки, которые точечным методом фиксируются по периметру. При толщине металла более 2 мм применяются перегородки или пробки из низкоуглеродистого металла. Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Блок: 2/5 | Кол-во символов: 1594
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться;
- пары проникают в металл детали и нарушают её структуру;
- испарения влияют на качество шва.


Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих, поэтому нужна мощная вентиляция не только около места проведения работ, но и всего помещения.
Блок: 2/7 | Кол-во символов: 618
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Удаление покрытия
Существует несколько способов сварки оцинковки. Выбор зависит от качества металла, толщины покрытия на нем, перспективы применения конструкции.
Проще всего снять поверхностный слой оцинковки механически. Для этого подойдут любые жесткие абразивы. Оцинковка при очистке требует больших усилий.
Можно удалять слой термическим способом, но при нагревании, опять же, возможны вредные испарения. Существуют химические способы убрать покрытие в месте будущих швов.
Опасения вызывают остатки незащищенных металлических участков рядом со швом. Оцинковка с такими оголенными участками в будущем может подвергаться коррозии, что вызовет порчу всей конструкции.
Блок: 3/7 | Кол-во символов: 669
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Область применения
Эксплуатация оцинкованных изделий и конструкций редко происходит в идеальных условиях. Поэтому сварка их необходима во всех сферах, где такая технология применяется:
- нефтедобывающая и газодобывающая промышленность;
- нефтеперерабатывающая и газоперерабатывающая промышленность;
- автомобилестроение;
- строительство;
- энергетика;
- конструкции для автодорожной инфраструктуры;
- сельское хозяйство;
- металлические конструкции для зданий;
- опоры ЛЭП, рекламных баннеров и других модулей;
- судостроение;
- вагоностроение;
- крепежные и мелкие металлические детали любого назначения;
- машиностроение и другие сферы.
Если в технологических процессах предприятия предусмотрена сварка оцинкованных изделий, необходимо обеспечить эффективную вентиляцию на рабочем участке и хорошую вентиляционную систему на всей производственной площадке, где проводятся работы.
В противном случае сотрудникам грозит удушье и серьезные формы отравления. Помимо вентиляции, рабочие должны быть одеты в специальную форму, а лицо защищено маской.

Блок: 3/5 | Кол-во символов: 1005
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
 Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Блок: 3/7 | Кол-во символов: 897
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Способы сварки оцинкованного металла
Для сварки оцинкованной стали используют сварку следующими способами:
- полуавтоматическим;
- инверторным;
- газовой горелкой.
Сварка полуавтоматом
Полуавтоматическая сварка выполняется в защитной аргоновой среде или в углекислом газе. Диаметр проволоки выбирается в зависимости от толщины свариваемых оцинкованных конструкций.
Сварка оцинковки с применением полуавтомата имеет следующие особенности:
- тонколистовой металл следует варить точечно, в таком случае вероятность сквозного прожога будет минимальной;
- получить качественный сварной шов при напряжении менее 220В можно только с применением проволоки, диаметр которой составляет меньше требуемого на 0,2 мм;
- для соединения деталей в среде без защитной газовой атмосферы нужно использовать присадки;
- к заготовке цепляется положительный контакт, а к присадке — отрицательный.

Преимущества варки полуавтоматом:
- выполнение работ в присутствии или отсутствии защитной газовой атмосферы;
- высокое качество сварного шва: ровный, равномерный, однородный;
- выдержка широкого диапазона токовых параметров.
Недостатки:
- при наличии воздушных потоков от ветра или вентиляционной системы запрещено пользоваться данным методом;
- нужно использование габаритных баллонов с газом;
- требуются жёсткие шланги для подачи газа к месту проведения работ от баллонов.
Сварка оцинкованной заготовки
Сварка инвертором
Инверторная сварка применяется при соединении деталей толщиной менее 2 мм. Подключение выполняется следующим образом:
- к минусу подсоединяется свариваемая конструкция;
- к плюсу — электрод.
Оцинкованный металл сваривается на токе обратной полярности. При правильном подключении разогрев электрода происходит за несколько секунд, дуга зажигается быстро, горит стабильно.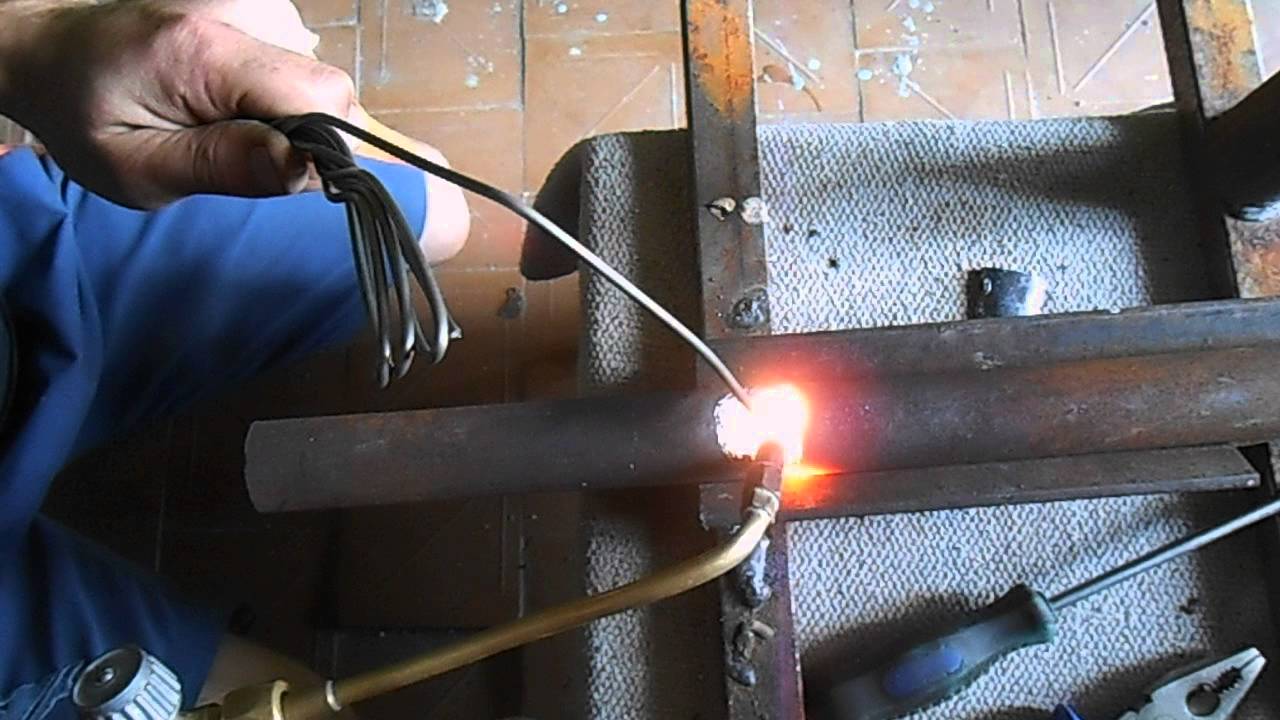
Особенности данного метода следующие:
- при варке электродами малого диаметра сварка стыков проводится точно, равномерно;
- перемещение сварочной проволоки вдоль поверхности должно быть плавным с постоянной скоростью, резких рывков быть не должно, так как важно не повредить цинковое покрытие;
- наклон электрода над поверхностью заготовки не должен превышать 450, чтобы минимизировать вероятность прожига металла.
Блок: 4/5 | Кол-во символов: 2120
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Методы сварки оцинковки
Существует более 150 способов и видов сварки. Но в отношении оцинкованных изделий преимущественное большинство методов не применимо, поскольку они характеризуются чрезвычайно высокими для цинка температурами:
- при высоких температурах цинк испаряется, а его пары вызывают у человека тяжелые формы отравления;
- защитное покрытие возле сварного шва разрушается, что делат металл доступным для коррозии;
- частицы цинка попадают в основной металл, что обуславливает низкое качество соединения.

Наиболее распространенным методом соединения оцинкованных деталей, а иногда – единственным, является ручная дуговая сварка. Она выполняется при сравнительно низких температурах. В нем используется расплавленная проволока, что делает процесс похожим на пайку. Сварка выполняется в среде газа, чаще всего используется аргон. Так обеспечивается небольшое содержание паров цинка, сохранение защитного слоя и минимальные повреждения. Сварку оцинковки можно выполнять полуавтоматом.
Особенности сварки оцинковки обусловлены техническими параметрами цинка. Это металл ухудшает свойства соединения, выполненного посредством сварки. Температура должна быть достаточной, чтобы полностью проплавить металл, а шов получился прочным и надежным. В отдельных случаях перед тем, как варить оцинковку полуавтоматом, целесообразно освободить место шва от цинка с помощью щеток по металлу или абразивного инструмента. Это будет гарантией отсутствия в сварном шве цинка, и повышения качества соединения. Если цинковое покрытие имеет значительную толщину, то будет рациональным постепенное его выжигание газовым резаком. Только после этого можно переходить непосредственно к сварочным работам основного металла. Удалить цинк с поверхности можно химическим способом – кислотой. В этом случае, после удаления цинка, рабочую зону нужно нейтрализовать щелочь, тщательно промыть водой и полностью высушить.
Если цинковое покрытие имеет значительную толщину, то будет рациональным постепенное его выжигание газовым резаком. Только после этого можно переходить непосредственно к сварочным работам основного металла. Удалить цинк с поверхности можно химическим способом – кислотой. В этом случае, после удаления цинка, рабочую зону нужно нейтрализовать щелочь, тщательно промыть водой и полностью высушить.
Блок: 2/5 | Кол-во символов: 1885
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Применение полуавтомата
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.
Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Провод, как присадка, должен подаваться в рабочую зону плавно и точно в наконечник, обеспечивающий контакт. Для подачи лучше применять привод с 4 роликами, а наконечник тщательно выбирать по размеру.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
Блок: 5/7 | Кол-во символов: 1828
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.

Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Листы сваривают аналогичным образом, но только используют инверторы или полуавтоматы. Техника работ простая, но важно не допустить перегрева металла.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.

Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Сварка труб электродом, оцинковка, водопровод
Блок: 5/5 | Кол-во символов: 2327
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
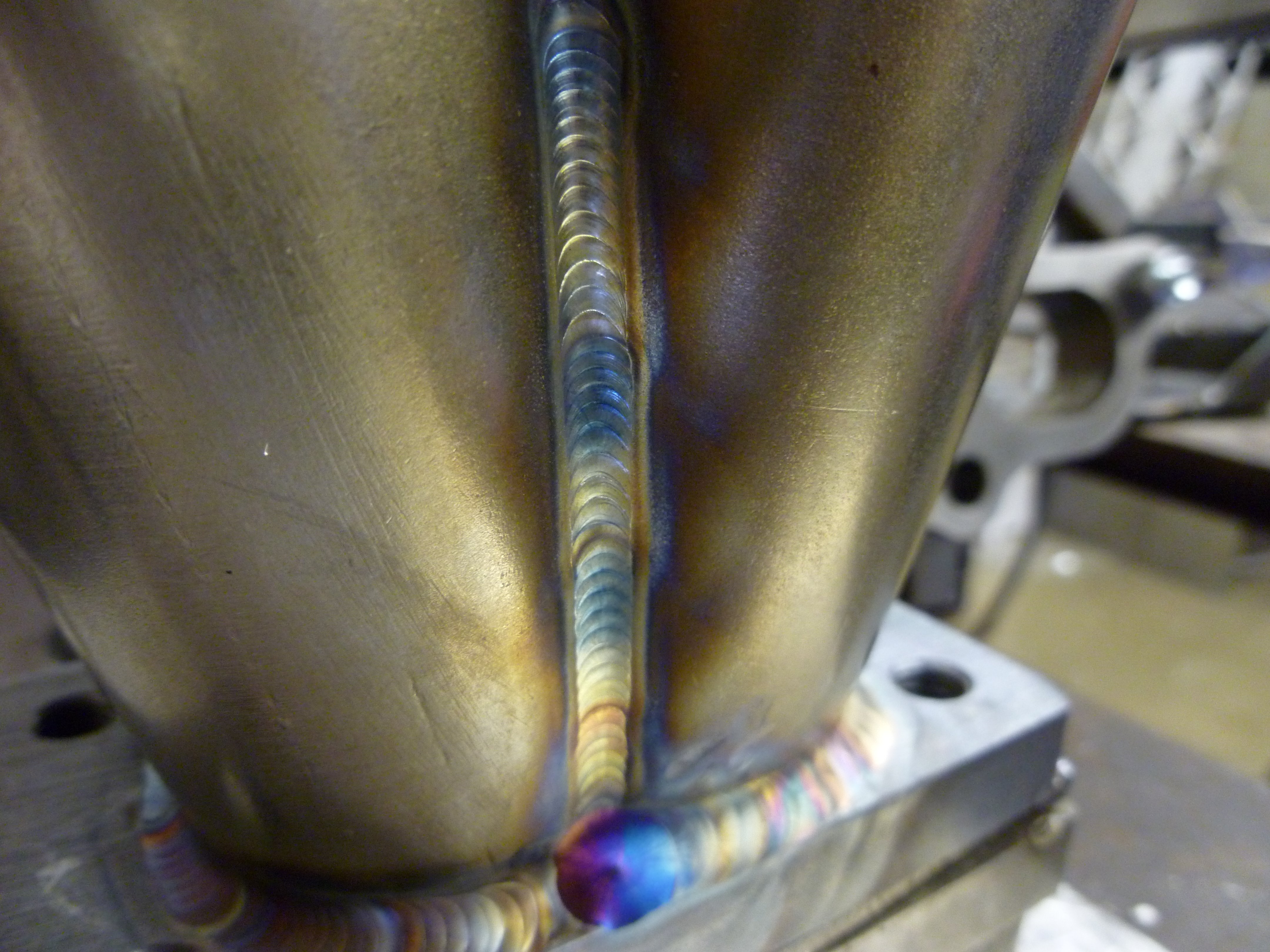
Формат сварного шва для оцинкованных изделий
Оптимальным вариантом сварного соединения для оцинковки будет контактно-точечный метод. Такое воздействие на изделия характеризует минимальную тепловую нагрузку, защитное цинковое покрытие сохраняется, а в зоне сварки формируется защитное кольцо из цинка.
Блок: 5/5 | Кол-во символов: 299
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Правила проведения работ
Следует неукоснительно выполнять такие требования:
- Нельзя допускать испарения цинка.
- Провести предварительные работы по очистке места сварки — это касается только труб с толстыми стенками.
- Для ликвидации улетучивания цинка от перегрева, флюс наносится толстым слоем.
- Небольшой избыток поступления кислорода делают во время газосварки.
- Обязательный предварительный разогрев участка сварки.
- Проволока с припоем располагается таким образом, чтобы пламя горелки воздействовало на пруток, а не на свариваемый металл.

Излишки флюса удаляются сразу после окончания сварочного процесса.
Блок: 6/7 | Кол-во символов: 604
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Полезные советы
Специалисты рекомендуется обращать особое внимание на некоторые моменты:
- После зачистки соединения стальной щеткой требуется восстановление цинкового покрытия специальными защитными составами. Они бывают в аэрозольных упаковках, в небольших емкостях. Ими обрабатывают шов и место присоединения клеммы (крокодильчика).
- На стыках увеличивают силу тока до 15 ампер, а скорость движения электрода снижают; должен образоваться плотный валик, способный выдержать динамическую нагрузку на изгиб.
- Короткая дуга позволяет контролировать качество шва, меньше разбрызгивается металл ванны. Снижается вероятность прожигания цинкового покрытия искрами.
- Настройка оборудования производится на низкотоковые режимы. На полуавтомате выставляется режим «Synergic», на инверторах – на 5-10 ампер ниже табличных значений.
- Начинающие не должны забывать проверять качество шва. После снятия шлака он визуально осматривается, аккуратно простукивается, так проще выявить дефект.

Блок: 7/7 | Кол-во символов: 971
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Выводы
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Блок: 7/7 | Кол-во символов: 277
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html: использовано 3 блоков из 5, кол-во символов 3723 (20%)
- https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku: использовано 2 блоков из 7, кол-во символов 1868 (10%)
- https://metalloy.ru/obrabotka/svarka/otsinkovki: использовано 2 блоков из 5, кол-во символов 4447 (24%)
- https://svaring.com/welding/soedinenie/svarka-ocinkovki: использовано 3 блоков из 7, кол-во символов 3711 (20%)
- http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html: использовано 3 блоков из 5, кол-во символов 3189 (17%)
- https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html: использовано 4 блоков из 7, кол-во символов 1967 (10%)
Сварка оцинковки полуавтоматом, ручным способом с подбором электродов и точечным методом
Особенности сварки цинковых труб
Решая, какими электродами варить оцинковку, выбирают нужную марку исходя из условий эксплуатации сварного изделия при дальнейшем использовании. Сварка ничем не отличается от обычной, за исключением некоторых нюансов:
- Температурное воздействие на цинковый слой приводит к его выгоранию с образованием ядовитых газов, поэтому в процессе выполнения сварочных работ нужно соблюдать технику безопасности – использовать проточную вентиляцию и защищать органы дыхания от попадания газов.
- Перед проведением работ следует произвести пробное сваривание на коротких отрезках труб для подбора электродов и оптимального режима питающего прибора.
- Для прогорания цинкового своя необходимо дополнительная энергия, поэтому ток на сварочном аппарате выставляют на 10% больше, чем при сваривании стали без покрытия.
- Более качественный шов получают при использовании рутиловых электродов (это общеизвестно), при сваривании электродами с основным покрытием цинк дополнительно ухудшает качество шва, делая края его кромок рваными и неровными. Поэтому рекомендуется перед сваркой электродами с основной обмазкой готовить место будущего стыка – снимать цинковое покрытие кислотой или абразивными материалами.
Рис. 13 Обработка поверхности цинковой краской для защиты от коррозии
Особенности проведения сварочных работ
Непосредственная технологическая карта сварка оцинкованных труб предусматривает определённые параметры проведения работ и рабочего процесса, который должен соответствовать регламентным положениям. Процесс варки должен предусматривать определённые характеристики, целью которых является предупреждение повреждения поверхности оцинкованного покрытия в процессе технологической сварки. Таким образом, электросварка оцинкованных труб предусматривает нанесение специального флюса на поверхность оцинкованного покрытия. Это позволит предупредить выгоранию цинка в момент проведения сварочных работ.
Сварка оцинкованных трубСогласно методике сварки оцинкованных труб СП предусмотрены следующие этапы:
- В месте проведения сварочных работ, наносится флюсовое соединение, которое имеет жидко-вязкое технологическое состояние.
- В процессе варки, флюсовое соединение переходит в иную структуру, при этом происходит плавление, а флюс при этом не выделяет продукты горения, а также не испаряется, но сварка оцинкованных труб наносит вред здоровью, без использования специальных защитных приспособлений для оператора сварочного оборудования.
- По окончании технологической сварки, получается идеально ровный и крепкий шов в месте соединения. Поверхность полностью защищена от появления коррозионных процессов в дальнейшем.
https://youtube.com/watch?v=QFoiF2vXzVE
Как варить трубы электросваркой правильно пошаговое руководство
Подбор электродовРазновидности сварных швов и соединений трубПредварительные работы с деталямиПроцесс сваркиТонкости электросваркиСобираем соединенияРабота с поворотными и неповоротными стыкамиПроверка надежности соединенийПравила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B)
Разновидности сварных швов и соединений
Сварку стальных труб производят сварочным аппаратом методом плавления. Сварочный аппарат из переменного тока образует постоянный и посредством электрической дуги нагревает локальный участок изделия до нужной температуры. Формирование электрической дуги происходит на металлическом стержне (электроде). Там где работает дуга, образуется специальная атмосфера, которая при плавлении металла не позволяет ему окисляться. Благодаря качественному сварному шву протечки полностью исключены, т. к. соединение получается герметичным.
Есть много способов наложения швов. Какой способ выбрать, это зависит от толщины труб и материала, из которого они изготовлены. Основные типы швов:
- в тавр;
- встык;
- внахлест;
- угловые.
Также важно учитывать расположение труб по отношению друг к другу:
- Нижний шов. Во время сварочных работ электрод располагают над соединяемыми элементами. При таком способе сварщику хорошо видны все свариваемые участки, поэтому данный метод является самым удобным.
- Потолочный шов. Электрод располагают под свариваемым элементом. При этом оператор поднимает руку вверх и держит над головой, поэтому этот способ применяют только во время ремонта или при замене деформированного участка трубы. При обустройстве новой системы его не используют.
- Вертикальный шов. Такой способ соединения применяют, если 2 трубы располагаются горизонтально. Сварщик проводит электродом движения вверх и вниз и снизу вверх (в вертикальном направлении).
- Горизонтальный шов. Часто горизонтальными соединениями делают монтаж отопительных и водопроводных систем. При этом две трубы находятся в вертикальном положении.
Можно ли сваривать оцинкованные трубы
Правила сборки трубопроводов определяются ГОСТами. Однако стандартные требования не подходят для работы с оцинкованными трубами. Защитный слой из цинка закипает при температуре 906 градусов по Цельсию. Однако основа должна быть прогрета до 1200 градусов. Из-за этого были внесены нововведения, по которым обозначено два возможных способа решения проблемы:
- Сваривание с использованием флюса. Состав не должен содержать компонентов, которые растворяются водой.
- Уменьшение времени сваривания. Так цинк не успеет испариться. Чтобы выполнить работы быстрее, нужно увеличить температуру, с помощью регулятора тока.
Сварщик выбирает метод зависимо от ситуации, технических требований.
Как варить тонкий металл — swoofe.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Как варить тонкий металл электродом
Ремонт тонкостенных деталей и конструкций сложен даже для квалифицированных сварщиков, которые знают, как сваривать листовой металл большой толщины. Этот опыт бесполезен при работе с тонкостенными заготовками, которая выполняется по иным правилам. Без знания специфики сваривания тонкого металла электродом невозможно создать качественное соединение.
Особенности сварки тонколистового металла электродом
Проблемы, возникающие в ходе сваривания тонкого металла, похожи на брак при работе с толстостенными заготовками. Соединение листов толщиной меньше 2 мм затруднено несколькими факторами:
- Из-за малой толщины часто прожигается металл при неверной установке тока или медленном ведении электрода.
- Если, опасаясь прожога, сварку тонколистового металла проводить слишком быстро, останутся несоединенные места. Не проваренные участки также остаются при увеличении длины дуги, из-за чего кромки прогреваются слабо, а расплав растекается по поверхности. После очистки шов не будет герметичным, уменьшится его стойкость к излому и разрыву.
- При сварке по тонкому металлу с обратной стороны стыка образуется выпуклый валик. Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.
- Из-за сильного нагрева возможна деформация заготовок в виде волн и изгибов. Их после остывания выправляют резиновым молоточком, если нет особых требований по внешнему виду. В противном случае перед свариванием тонкого металла принимают меры для предотвращения перегрева.
- Из-за неумения держать короткую дугу или при установке малого тока, у новичков нередко залипают электроды при сокращении промежутка между ними и стыком. Шов становится не равномерным и не качественным.
Выбор электродов и настройка режимов сварки
Для сварки тонкого 3 мм металла нужны марки с рутиловой обмазкой, замедляющие плавление сердечника, иначе они будут быстро сгорать. На концах электродов с тугоплавким покрытием образуется козырек, препятствующий повторному розжигу дуги. Сердечник должен быть сделан из того же материала, что и заготовки или близкого по составу. Работа выполняется аппаратом переменного или постоянного тока, поэтому предпочтительны универсальные электроды. Перед сваркой тонкого металла их необходимо прогреть при температуре 170⁰C. После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
В зависимости от толщины заготовок, диаметр электрода и сила тока определяются по таблице:
Толщина заготовки, мм
Ток
Диаметр электрода, мм
Если у аппарата есть настройка начального напряжения, необходимо установить начальный ток на 20% ниже рабочего. Это избавит от прожога при зажигании дуги. Если такая опция отсутствует, сварку по тонкому металлу начинают с разжигания дуги на графитовой пластине с последующим переносом на стык.
Поскольку для сварки на тонком металле нужен малый ток, диапазон регулировки должен начинаться с 10 А. Если у аппарата минимальное значение выше, массу подключают через стальную пружину или балластное устройство, которые снижают ток до требуемого значения. При наличии импульсного режима можно сваривать сталь толщиной менее 0,5 мм. В промежутках между импульсами заготовки будут остывать.
Технология сварки
Перед свариванием тонкого металла заготовки возле стыка и в месте подключения массы очищают от грязи. Работу выполняют в следующем порядке:
- Для лучшего зажигания дуги с кончика электрода удаляют 5 мм покрытия.
- Чтобы при сварке на тонком металле уменьшить вероятность деформирования, заготовки прихватывают между собой точками или отрезками длиной 1 см по всей длине соединения.
- Электрод держат на расстоянии 2 — 3 мм от поверхности стыка. Для качественной сварки тонкого металла длина дуги не должна быть больше диаметра сердечника электрода.
- Наложение шва начинают после образования сварочной ванны. При движении дуги она должна сохранять овальную форму, перемещающуюся вдоль стыка.
- Чтобы расходник не залипал, нельзя им тыкать по стыку во время наложения шва. Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
- При сваривании листового металла держатель держат под углом 45 — 60⁰. При большем наклоне шов будет всплывать, образуя выпуклый валик, не проваривая кромки заготовок.
- Шов накладывается слева направо или к себе, вертикальное соединение выполняется снизу вверх.
- Сварку на тонком металле проводят без рывков и остановок с равномерной скоростью без поперечных движений.
- При работе постоянным током соблюдается обратная полярность, когда держатель подключен к плюсу. Это снижает вероятность прожога, так как уменьшается нагрев его кончика.
- После остывания соединения сбивают шлак, проводят проверку на отсутствие не проваренных участков и прожогов.
Способы сварки тонких листов металла
Когда листы необходимо соединить под углом, сварку тонкого металла выполняют методом отбортовки. Для этого края заготовок загибают под нужным углом и прихватывают между собой с шагом 5 — 10 см. Затем стык проваривают сплошным швом, не прерывая дуги.
Для соединения внахлест листы накладывают один на другой с перекрытием 1 — 3 см. Таким образом создается основание для наложения шва. Чтобы не было зазора, сверху кладут что-нибудь тяжелое. Дугу ведут в основном по нижнему листу, чтобы не допустить подрезов верхнего.
Для соединения встык листы кладут вплотную один к другому без зазора и разделки кромок, прихватывают в нескольких местах. В зависимости от требований и условий соединение выполняется:
- Точечным швом, если нет требований по герметичности. По всей длине стыка делают прихватки с промежутками, равными трем диаметрам электрода.
- Сваркой тонкого металла в шахматном порядке отрезками по 10 см. При таком способе тепло равномерно распределяется по стыку без его деформации.
- Прерывистым способом. Начав сварку по тонкому металлу, электрод кратковременно отводят от шва, а затем продолжают накладывать с той же точки. В моменты прерывания дуги температура заготовок понижается. Чтобы не допустить чрезмерного остывания, работу выполняют инвертором, настроенным на ток немного больше требуемого.
- Теплоотводящей проволокой диаметром 2 — 3 мм уложенной заподлицо вдоль стыка. Для сварки на тонком металле лучше использовать расходник, очищенный от покрытия. Дугу ведут по проволоке, на которую приходится большая часть тепловой нагрузки. Кромки нагреваются периферийными токами. После удаления проволоки не остается заметных следов. Этим же способом заваривают места прожогов.
- На металлических пластинах из меди, отводящих излишки тепла, которые подкладывают снизу.
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Как правильно сваривать тонкий металл инвертором
Изобретенные сварочные аппараты помогли упростить процесс соединения предметов из металла. Работая с тонкой заготовкой, начинающие работники испытывают некоторые трудности. Сварку тонких металлов электродами правильно выполнять используя сварочный аппарат, который позволит выполнить эту процедуру без прогорания и деформирования листа.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Соединяя два тонкие листа внахлест нужно помнить, что такой сварочный способ дает возможность использования большего тока, тогда уменьшается действие высокой температуры на поверхность изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Видео «Сварка тонкого металлического листа электродом»
Сварка инвертором
Когда свариваем инвертором тонкий металл, то можем сделать эту работу, используя обратную полярность. В таком случае «—» подключаем к предмету сварки, а «+» присоединяем к держателям электрода.
Сваривание электродом помогает избежать деформацию изделия и не допустить прогорание листа. Когда полярность обратная, то нагревание электрода происходит намного сильнее, чем металла с которым его соединяют, это и позволяет закончить работу более эффективно.
Чтобы получить качественный шов, обязательно используем тонкие электроды у которых диаметр не больше 2 мм. Необходимо брать материал, имеющий свойства высокого коэффициента расплавления. Это свойство позволит сваривать конструкции при малом токе, что хорошо влияет на качество шва при сварке.
Сваривать тонкие листы инвертором надо плавными движениями электрода. Это поможет избежать прожег листа, а для ровного шва в работе размещаем электрод на поверхности под углом 45-90 градусов. Соединять листы лучше когда они размещены под углом вперед и соединены угловой струбциной.
Уровень соединения листов зависит от качества электродов. При сваривании тонких металлов инвертором надо брать электроды качественные и, отдавать предпочтение, импортному производителю.
Преимущества сварки инвертором тонких металлов
Благодаря этому методу можем сделать сварку металлов качественно. Когда соединение выполняет мастер своего дела, то температурная деформация отсутствует и внешний вид изделия аккуратный. Сваривание металлов можно сделать меньшим током вместо постоянного, в результате чего уменьшается риск прогорания поверхности.
Управление с помощью микропроцессора в устройстве поможет избежать «ям» и сбоев в напряжении, на входе это он генерирует идеальный ток, которым можно выполнить сваривание.
Единственный недостаток инвертора проявляется, когда на улице низкая температура. Даже используя качественный прибор избежать сбоя сварочного процесса при низкой температуре не удастся.
Видео «Ручная дуговая сварка тонкого металла»
Сварка тонкой оцинковки и ее особенность
Чтобы сварить сталь из оцинковки, сначала следует убрать слой цинка по кромке соединяемых металлов. Этот слой удаляется вручную или посредством использования машинки, которая выполняет шлифовку.
Кромку металла еще выжигают сваркой, но это делается очень осторожно. Цинк имеет свойство выделять очень ядовитые пары при сваривании, и если их вдыхать можно сильно навредить организму. Все работы рекомендуют выполнять при наличии вытяжки, или сваривать поверхности на свежем воздухе.
В статье мы рассмотрели основные моменты про то, как сваривать инвертором тонкий металл. Для этого по инструкции подготавливаем заготовки, выполняем отводы лишней температуры, готовим подбор инструментов, выставляем ток и начинаем работу. В момент сварки надо уделять особое внимание на качество шва, для этого необходимо время от времени убирать электрод на несколько секунд, чтобы не случился прожог, а также необходимо использовать теплоотводящие пластины с проволокой. В освоении этих процессов может помочь только практика.
Видео «Демонстрация простых приемов внахлест и стык»
Сварка тонкого металла электродом: как правильно варить инвертором, советы для начинающих
В статье для начинающих сварщиков расскажем о сварочных электродов для сварки тонкого листового металла и о том, как правильно варить железо проволокой от инвертора. Работа с тонколистовым материалом – высший пилотаж, поэтому нужно узнать все нюансы и особенности сваривания.
Как проводить процедуру с тонкостенными изделиями
Конструкции с небольшими стенками встречаются очень часто. Это корпус автомобиля, разные емкости, кастрюли и прочее. В заводских условиях операция проводится специальным станком с пультом ЧПУ. Но что делать дома, если у вас на руках плоскость шириной от 1 мм до 1,5 мм? Электрод размером 1,5 встречается в магазинах очень редко, на прилавке намного чаще много встретить проводник 2 или 3 мм в диаметре. Но по негласному правилу сварщиков – насадка должна быть тоньше в сечении, чем заготовка. Но изделий 0,8 мм просто не существует, да и с полуторными работать настолько трудно, что использование их встречается редко. Оптимальный вариант –
Технология: как сваривать тонкий металл инвертором
Инверторная аппаратура считается более предпочтительной, потому что генератор выдает постоянный ток высокого напряжения, который легко регулировать. С ними можно работать с тонколистовыми сплавами без прогораний и деформаций. Чтобы их не было, нужно проводить процедуру как можно быстрее, не задерживаться на одном месте, проводить проводник один раз.
Второе технологическое правило – снижение токовой силы до минимального. Для этого важно иметь аппарат, которым можно плавно изменять показатели. При этом его напряжение на холостом ходу не должно быть ниже 70 В.
Чтобы не нарушилась геометрия заготовки, следите за стыками. Их необходимо тщательно очистить от коррозии. Затем требуется крепкими зажимами зафиксировать образцы и сделать несколько соединений через каждые 5-7 см. После можно приступать к основному действию.
Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
Если выбирать между трансформаторным и инверторным станком, отдаем предпочтение инвертору, потому что на нем легче выставлять параметры. Тонкостенным материалом считается любой лист, не превышающий 5 мм, но проблемы могут возникнуть только с заготовками до 3 мм. Предлагаем таблицу, рекомендуем ориентироваться по ней:
Толщина листа, мм
Это рекомендации, но каждый специалист опытным путем может выбрать нужные режимы. С такими проволоками или проводниками нужно помнить, что они очень быстро плавятся, поэтому их ведут очень быстро.
Правильная технология: как сваривать тонкий металл электросваркой
Ширина заготовки не влияет на три основных этапа:
- подготовка;
- сваривание;
- шлифовка, зачистка швов.
Подробнее о первых двух.
Подготовительные работы
Необходимо убрать все загрязнения, особенно следует уделить внимание месту, к которому крепится масса сварочного аппарата. Ржавчину можно снять наждачкой. Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Сваривание
- Чтобы дуга быстрее зажглась, перед началом зачистите электрод от обмазки на крайние 5 мм.
- Зажигать электродугу можно двумя классическими способами – чирканьем или постукиванием.
- Сварная ванна должна иметь форму овала.
- Держите дистанцию, чтобы проводник не налипал.
- Если на аппарате есть специальный режим антиприлипания, воспользуйтесь им. Он работает так: при приближении насадки к заготовке автоматически снижается напряжение оборудования. Если же дуга слишком сильно растянута, происходит обратный процесс и ток прибавляется. В результате получается стабильный шов даже при неравномерном проведении.
- Идеальный градус угла – 60 градусов. Его нужно сделать перед тем, как сварить тонкий металл электродом. Если делать показатель меньше, то сварное соединение получится выпуклым.
- Оптимальное движение – зигзаг. При этом не имеет значения направление от себя или к себе.
- Скорость перемещения рукояти должна быть достаточно высокой, но при этом отличаться постоянством.
Посмотрим видео самого процесса:
Работа инвертором
Особенность – применение обратной полярности, то есть к заготовке присоединяется к минусу, а к проводнику отходит плюс. Это способствует обеспечению защиты от пригораний и деформирования. Это объясняется тем, что электрод нагревается быстрее и сильнее, чем место сваривания. Рекомендуется брать расходный материал высокого качества, предпочтительно – иностранного производства. При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
Посмотрим видеозапись о том, как варить инверторной сваркой тонкий металл:
Достоинства сварки тонкостенных заготовок инвертором
При профессиональных действиях преимуществами и использования такого типа аппаратуры являются:
- эстетичный внешний вид, отсутствие проколов;
- без деформаций и изменение размеров – они в основном происходят из-за температурного изменения;
- нет прогораний, соответственно отсутствуют некрасивые пятна;
- напряжение постоянное, без ям и сбоев.
Одним-единственным недостатком можно считать неравномерную работу при отрицательной температуре воздуха. Но сбоить начинают практически все сварочные аппараты.
Как правильно сварить тонкий оцинкованный металл дуговой электросваркой
Такая сталь имеет свои достоинства в эксплуатации. Она достаточно крепкая и мало подвергается внешним воздействиям, фактически не покрывается ржавчиной. Но и у нее есть минусы, самый основной – сварщикам трудно работать с материалом. Его поверхность покрыта слоем цинка, который предварительно рекомендовано убрать с помощью шлифовального станка или простой болгарки со специальным диском.
Сам аппарат подает такую температуру, что напыленное вещество само плавится быстрее, чем происходит образование шва. Но во время работы без предварительной зачистки кромок следует помнить о наличии ядовитых цинковых паров, которые нельзя вдыхать человеку. Используйте респиратор и прочие средства защиты.
Варить рекомендуется в цеху с хорошей принудительной вентиляцией, вытяжкой, или в уличных условиях.
Проблемы того, как электросваркой варить тонкий металл
Фактически любые полученные на выходе недостатки не отличаются от классического брака у сварщиков. Выделим 4 основных дефекта и расположим их по степени популярности:
- Прожигание заготовки. Это чрезмерное расплавление металлической пластинки до образования сквозного отверстия. Это происходит в связи с неправильно выбранной, слишком высокой, силой тока.
- Прилипание электрода. Это происходит из-за обратной причины – было подано слишком низкое напряжение. Второй вариант – конец проводника находился слишком близко к свариваемой поверхности. В результате получается некрасивая бляшка, которую придется спиливать.
- Непроваренный шов. Это случается часто у начинающих сварщиков. В страхе допустить прожигание, они отводят присадочную проволоку слишком далеко. В результате температура получается недостаточной для расплавления кромок соединительных материалов. Шв образуется только за счет присадки. А при зачистке можно увидеть непроваренные пятна.
- Деформация. Лист может помяться, согнуться, пойти волной. Это происходит из-за высокого температурного режима.
Условия, которые необходимо соблюдать при работе
Требуется внимательно подойти к выбору электрода. Он должен быть:
- диаметром не превышающий толщину листа;
- идеальный размер – 1,6 мм;
- внутри находиться тот же сплав, что у заготовки;
- обмазка из элементов, которые считаются тугоплавкими;
- любая марка.
Также следует использовать подходящий инвертор:
- полуавтомат выгоднее, чем ручная дуговая электросварка;
- сила тока варьируется в зависимости от сечения проводника, регулировка производиться в границах 10 – 15 А.
Достоинство инверторного оборудования – КПД намного выше (до 90%), чем у трансформатора, да и задействует оно намного меньше электричества.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.
На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.
Приемы сварки тонкостенных конструкций
Мы предлагаем следующие технологии, которые помогут избежать самого распространенного брака и упростят задачу сварщика:
- Внахлест. Для этого располагают заготовку не двумя кромками друг к другу, а одной частью прикрыть вторую на 1-2 мм. Теперь задача становится проще, ведь прожигание займет в два раза больше времени, тока и температуры, а значит можно не беспокоиться оставить сквозное отверстие.
- Точечное соединение. Такие прихватки делаются через каждые 5-7 см. Для этого понадобится каждый раз зажигать и гасить электродугу. Зато потом не будет деформаций и можно быть уверенным в ровном шве.
- По электроду. Это более грубый и не самый красивый вариант, зато надежный. Проводник нужно полностью очистить от обмазки, затем положить вдоль соединения и использовать материал как присадку.
Подведем итоги
В статье мы рассказали, как приварить тонкий металл электросваркой, а также раскрыли несколько секретов работы. В качестве завершения посмотрим еще 2 видеоролика от профессиональных сварщиков.
Выполняем сварку тонкого металла инвертором
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее? Какие существуют способы нанести цинк на металл? Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Вариантов для того, чтобы зацинковать металл на данный момент существует три. Все очень просто: нанести цинк можно методом напыления, при помощи электрохимических приспособлений, а также, если опустить металл в ванну, которая будет полностью заполнена цинком – таким образом, обмокнуть металл полностью в цинк. Что важно помнить и знать? Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений. Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Помните, что цинковый слой, конечно, в зависимости от вида изделия, должен составлять 3-150 микрон. Как правило, этого оказывается достаточно для того, чтобы изделие было надежно защищено. Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка. Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить. Но, тут тоже не все так просто — нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка. Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру. Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше. Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва. |
Как правильно варить вертикальный шов инвертором без отрыва?
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод. Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Немного о технике безопасности
Будем кратки и не станем разглагольствовать. Самое важное, даже при сварке инвертором, была и остаётся техника безопасности. Наличие маски сварщика, это обязательное условие. Также, варить нужно в одежде из негорючих материалов, которая будет надежно защищать руки и ноги от искр расплавленного металла.
Само собой разумеется, что вблизи места проведения сварочных работ не должно находиться легковоспламеняющихся предметов. Кроме того, не стоит забывать и о том, что домашняя электропроводка должна быть способна выдержать нагрузку от подключения сварочного инвертора.
Примерно это около 4 кВт, если говорить о сварочном токе не более чем в 200 А. И, хотя сварочные инверторы не так сильно нагружают электросеть, как старые трансформаторные аппараты, при пониженном напряжении они могут отказаться работать. Всё это важно учитывать при подготовке к проведению сварочных работ.
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
- трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
- выпрямители. Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
- инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:
- аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты. Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
- защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды. Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата.
Режимы сварки инвертором
Вот мы и подошли к самому интересному процессу, а именно, к сварке инвертором. Сначала нужно узнать о существующих режимах работы инверторного аппарата, а именно, об обратной и прямой полярности.
Да, да, поскольку инвертор выдаёт постоянный ток, а не переменный, то, соответственно, у него есть плюс и минус. Например, подключив держатель с электродом к плюсу, а массу инвертора к минусу, мы установим обратную полярность, а наоборот, прямую.
Зачем это нужно? Таким образом, получится установить требуемый режим сварки инвертором, проваривать толстый металл, или наоборот, не прожигать тонкий. В общем, подключив инвертор на прямую полярность, можно будет варить металлы толщиной более 3 мм, а на обратной полярности, наоборот, уверенно варить тонкий металл, и не прожигать его.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя — элементы, толщина которых не превышает 6 мм;
- тремя — детали с диапазоном толщины от 6 до 12 мм;
- четырьмя — изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная. Ширина движений должна отвечать заданной ширине шва;
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Сварка инвертором тонкого металла — какие нужны электроды для сварки тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все специалисты способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно назвать самым распространенным дефектом, который можно встретить при работе с тонким металлом. Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
- Расплав валика, неравномерное его распределение по поверхности может привести к снижению прочности и герметичности. Процесс варки тонкого металла приводит к образованию сварочной ванной появляется расплавленный сплав, который под силой тяжести проваливается на другую сторону. За счет этого качество соединения существенно снижается.
- Непровары получаются в случае, когда сварщик спешить для того, чтобы избежать появления других дефектов. За счет подобного недочета прочность соединения существенно снижается, падает герметичность. Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за небольшой толщины листов они начинают быстро перегреваться, за счет чего происходит изменение кристаллической решетки. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
Пример сварки тонкого металла
Все приведенные выше проблемы могут привести к серьезным последствиям. Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
Специалисты рекомендуют использовать зигзагообразное направление движения присадочного материала для получения наилучших результатов.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Техники и методы сварки тонких листов металлов
Сварка тонкого металла электродом может проводиться при применении различных технологий. В большинстве случаев они исключат вероятность появления прожога, то есть длительного воздействия высокой температуры в одной точке. Сварка листового металла может проводиться следующим образом:
- При слишком небольшой толщине материала следует проводить варку небольшими участками. Кроме этого, могут проводить сварку и шахматным порядком. Применение подобной технологии позволяет равномерно распределить тепло.
- Для того чтобы избежать проваливания сварочного шва применяется специальная подложка. Стоит учитывать, что в ее качестве не может использовать металл, так как он приваривается.
- Приподнять силу тока можно только при использовании прерывистой дуги. За счет импульсного воздействия можно избежать вероятность перегрева тонкого материала.
- Показатель силы тока должен составлять 30 А и не более.
Процесс сварки
Сварка тонких листов металла должна проводиться только после того, как технология была проверена и отточена на различных заготовках. Только после этого можно приступать к выполнению работы.
Работа инвертором
Существует несколько методов проведения сварки тонкого металла.
Отбортовка – кромки металлических листов загибают под нужным углом и скрепляют прихватками с интервалом 50–100 мм. Дальше движутся в направлении снизу вверх, образовывая сплошной шов.
Отбортовка тонкого металла
Прерывистый – метод, при котором рабочий процесс происходит с отрывом дуги от поверхности листа на несколько секунд. Далее возвращают электрод в исходное положение и продолжают процесс, не допуская остывания металла.
Примеры условных обозначений прерывистых швов по ГОСТ
Использование теплоотводящих прокладок – в качестве прокладок применяют медные пластины, которые располагают под стыком. На них переходит часть тепла при наплавлении шва. Таким методом основной свариваемый металл не перегревается и не происходит прожиг. А также можно использовать медную проволоку, которая помещается между кромками деталей. В процессе сварки тонкого металла, аналогично пластине, проволока забирает часть тепла, предотвращая перегрев. Проволока или пластина удаляется после проведения работ без явных признаков присутствия.
Использование теплоотводящих прокладок во время сварки
Виды соединения свариваемых листов:
- Встык – сложный способ соединения, без опыта может привести к прожогам. Два листа располагаются рядом с минимальным зазором. Разделка кромок не требуется. Торцы деталей плотно приближают друг к другу и делают прихватки.
- Внахлест – более легкий способ, при котором одна металлическая пластина перекрывается другой на 10–30 мм. Создается своеобразная основа под наплавляемый металл, которая не допускает появление прожига.
Типы сварных швов и соединений
Видео по теме: Ручная дуговая сварка тонкого металла
Публикации по теме
Особенности выполнения полуавтоматической сварки в среде углекислого газа
Изготовление аргоновой сварки в домашних условиях
Особенности сварки проводов инвертором
Сварка оцинковки
Больше всего трудностей возникает в случае, когда сварка тонколистового металла должна проводиться в случае, когда материал оцинкован. Легирующие вещества существенно изменяют основные характеристики сплава. Среди особенностей работы с тонким материалом можно отметить нижеприведенные моменты:
- При сварке следует изначально снять на кромках слой цинка. Это можно сделать при применении абразива.
- В некоторых случаях оцинкованный слой снимается путем прожига сварочным аппаратом.
- Проводить рассматриваемую работу следует исключительно на улице или в помещении с эффективной вытяжкой. Эту рекомендацию можно связать с тем, что из-за воздействия высокой температуры могут образовываться различные токсины.
Сварка тонкого металла инвертором в случае, когда поверхность покрыта цинком, должна проводиться также при выборе низкого показателя силы тока. Кроме этого, уделяется внимание выбору более подходящего инвертора.
Сварка тонкого металла инвертором
Осуществлять сварку тонких можно при применении самых различных технологий, все они исключат вероятность длительного воздействия высокой температуры на одном участке. Если необходимо сварить оцинкованный тонкий металл, то придется провести его предварительную очистку.
Используемые электроды
Электроды для сварки тонкого металла нужно выбирать с особой осторожностью. Это связано с тем, что даже мельчайшее отклонение от установленных норм приводит к появлению серьезных дефектов. При рассмотрении того, каким электродом варить металл 2 мм отметим следующие моменты:
- При выборе низких показателей тока наиболее подходящими электродами можно назвать варианты исполнения с диаметром от 2 до 3 мм. Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
- Оптимальным показателем температуры в зоне сварки можно назвать 170 градусов Цельсия. Этого вполне достаточно для прокалывания стали, но при этом ее структура не преобразуется. За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
- В большинстве случаев используется электрод, который имеет качественное покрытие. Зачастую применяемая технология предусматривает использование разрывестой дуги, за счет чего сварочная ванная имеет небольшие размеры.
Электроды для сварки 2 мм
Сварка тонкого металла инвертором может проходить только при использовании специальных электродов, которые смогут стабилизировать дугу.
Выбор режимов и электродов
Опытные сварщики не только умеют правильно работать с тонким металлом, но правильно выбирать режимы и электроды. Особенностями этого момента назовем следующее:
- Высокий показатель силы тока приводит к повышению температуры в зоне контакта дуги с обрабатываемой поверхностью, в результате чего образуется прожиг.
- Слишком низкий показатель приводит к тому, что дуга плохо формируется. Поэтому работа протекает сложно.
- Плохие электроды также могут привести к появлению большого количества дефектов различного типа.
Только при правильном выборе режимов работы и подходящих электродов можно исключить вероятность деформации тонкого металла под воздействием высокой температуры.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Режимы аппарата и параметры сварки
Опытные сварщики знают, какие настройки аппарата позволяют достигнуть требующего результата. Путем проб и ошибок были выведены наиболее оптимальные параметры. Все они указываются в определенной таблице. К другим особенностям данного вопроса назовем следующие моменты:
- Сила тока должна быть меньше, чем при работе с толстым металлом.
- Отлично себя проявляют инверторы, которые могут работать при переменном напряжении. Кроме этого, выбирается высокая частота тока.
- Если используемое оборудование позволяет устанавливать пусковой значение, то оно должно быть на 20% меньше. Это связано с тем, что при пуске устройства часто происходит прожиг тонкого металла. Если подобный режим отсутствует, то разжигать электрод можно на толстом материале, после чего перейти на требуемый.
- Малые токи позволяют избежать довольно большого количества проблем. Примером можно назвать выбор значение от 10 до 30 А.
Сварка в импульсном режиме
Кроме этого, может применяться импульсный режим. Он формирует прерывистую дугу, так как аппарат сам регулирует ее подачу. За счет прерывания сварки можно снизить температуру нагрева.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Техника сварки
Уделяется внимание также и применяемой технике сварки. Современное оборудование для сварки позволяет устанавливать требующиеся параметры для работы с тонким металлом различного типа. Среди особенностей проводимой работы отметим следующие моменты:
- Нужно правильно подводить края соединяемых элементов.
- Часто соединение в стык проводится путем прожога. Подобная технология подходит для опытных пользователей.
- Если можно, то пластины размещаются внахлест. В этом случае исключается вероятность прожога. Электрод рекомендуется контактировать с нижним изделие, за счет чего повышается качество соединения.
Выделяют несколько распространенных методов сварки. Примером можно назвать:
- При малом силе тока стержень двигают строго по шву.
- При повышении показателя обработка проводится прерывистой дугой.
- Для снижения вероятности деформации шва сварка проводится в шахматном порядке.
В некоторых случаях можно использовать подложку, которая также снижает вероятность прожога тонкого металла. Уменьшение длины дуги снижает вероятность перегрева обрабатываемого участка. Электрод следует держать под углом 45 градусов.
КАК ПРАВИЛЬНО ВАРИТЬ МАШИНУ ЭЛЕКТРОДАМИ
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
В большинстве случаев автомашина начинает гнить с нижней части кузова. Но машины эксплуатируются при разных условиях, а проблемы возникают практически одинаковые. Наиболее часто поражения происходят в тех местах, которые больше всего соприкасаются с влажной средой:
- крылья и пороги;
- передние части автомобиля;
- багажник.
Пороги и внутренняя поверхность крыльев портятся в первую очередь, так как при езде в дождливую погоду и снег именно в этих местах откладывается грязь и влага. Что касается передней части, то она начинает загнивать именно под полами. А вот в багажнике влага копится в месте для запасного колеса, так как немногие стараются вытирать его после замены запаски.
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.
Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как лучше сваривать металл
Чтобы ответить на вопрос – какой сварочный метод лучше какой аппарат использовать, нужно ознакомиться с принципом работы каждого. Существует два основных способа сварки металлических деталей авто в собственном гараже – полуавтоматом с углекислотным баллоном или инвертором. Оба метода отличаются от аналогичных работ в заводских условиях.
Кузов автомобиля, сошедшего с заводского конвейера, не цельнолитой, он сваривается из отдельно отштампованных деталей. Сварка кузова автомобиля в заводских условиях точечная – прочно зафиксированные детали сжимаются нерасходными электродами, через которые проходит электроток. При сильном зажатии отсутствует линейное температурное расширение, образуется прочный и неразличимый на глаз шов, а сама деталь не меняет форму при нагреве.
Сварка кузова автомобиля электродом по заводскому типу в гараже затруднительна, так как для прочного закрепления детали требуется дополнительное оборудование. Поэтому в автосервисах и собственных гаражах мастера предпочитают пользоваться углекислотным полуавтоматом или инвертором.
Безопасно ли находиться в…
Дом » Безопасно ли контактирование пищевых продуктов с оцинкованной сталью?
Автор Кристин Клин
Для большинства пищевых продуктов контакт с оцинкованной сталью совершенно безопасен.Согласно Управлению по санитарному надзору за качеством пищевых продуктов и медикаментов США, только кислые продукты не должны контактировать с оцинкованной сталью. Кислота в некоторых пищевых продуктах вступает в реакцию с цинковым покрытием с образованием солей, которые легко усваиваются организмом и в избытке могут вызвать очень легкое недомогание. Итак, где оцинкованная сталь используется в производстве продуктов питания? Есть две основные и отдельные зоны: для несущих конструкций здания, таких как пекарня или бойня, и для подносов, стеллажей, конвейера, морозильных камер, холодильников и столешниц, непосредственно контактирующих с продуктами питания.Квалификацией всего этого обсуждения является тот факт, что цинк является необходимой частью нашей суточной нормы потребления, примерно 15 мг должно быть частью вашего ежедневного потребления.
Для получения более подробной информации, пожалуйста, просмотрите эту статью доктора Галва о HDG в контакте с пищевыми продуктами.
© Американская ассоциация гальванизаторов, 2021 г. Приведенный здесь материал был разработан для предоставления точной и достоверной информации о стали, оцинкованной горячим способом после изготовления.Этот материал предоставляет только общую информацию и не предназначен для замены компетентной профессиональной экспертизы и проверки на пригодность и применимость. Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, принимает на себя всю ответственность, связанную с таким использованием.
Был ли этот ответ полезным? ДА | НЕТ
Can You Microwave Metal — Безопасная обработка металла в микроволновой печи
Филип Фридман
Но прежде чем вы это сделаете, вот несколько вещей, которые нужно знать:
1.См. Руководство пользователя
Большинство руководств по микроволновой печи сообщают вам, можно ли безопасно использовать такие материалы, как алюминиевая фольга, металлические подносы и пищевые упаковки, такие как пакеты для попкорна. Всегда следуйте советам, относящимся к вашей духовке.
2. Используйте разрешенные материалы и тару
Министерство сельского хозяйства США имеет список безопасных и небезопасных контейнеров для разогрева в микроволновой печи, а также инструкции по безопасному приготовлению пищи. Вы можете безопасно использовать такие материалы, как алюминиевая фольга, в небольших количествах, если это разрешено в руководстве пользователя.Убедитесь, что фольга новая и гладкая, не помятая. Не пытайтесь нагревать посуду с металлической отделкой, если она не предназначена специально для использования в микроволновой печи (например, у Lenox есть ряды фарфора, пригодного для использования в микроволновой печи, в том числе с золотой отделкой). Кроме того, не закрывайте контейнеры с едой на вынос металлическими ручками или завязками. Следует избегать возникновения дуги, когда электрический ток переходит от одного куска металла к другому, например, от точки к точке на золотом ободе тарелки или от пика к пику на мятой фольге.Искра может не только испортить тарелку, но и повредить духовку или вызвать возгорание.
СВЯЗАННЫЙ: В спешке? Эти рецепты — всего лишь одно предложение
3. Используйте металл с умом
Важно понимать роль металла в микроволновой печи. Он действует как щит, блокируя волны, излучаемые духовкой. По этой причине производители продуктов питания часто используют в ней упаковку, чтобы продукты готовились более равномерно, защищая одну часть блюда. Вы можете использовать небольшие кусочки металла, чтобы углы пирожных или концы лазаньи не переварились.
4. Следуйте инструкциям на упаковке продуктов питания
Вы не поверите, но многие упакованные продукты, предназначенные для приготовления в микроволновой печи, используют металл для различных функций. В пакетах для попкорна металлические приспособления способствуют равномерному и тщательному лопанию. Сусцепторы также используются в упаковке для пиццы, которую можно разогреть в микроволновой печи, чтобы создать хрустящую корочку. Эти металлы совершенно безопасны в микроволновой печи, просто убедитесь, что готовите в соответствии с инструкциями.
5. Ошибка на стороне безопасности
Если вы когда-либо неуверенно разогреваете блюдо в микроволновой печи или чувствуете себя в опасности, не делайте этого.Выбирайте стекло или другие материалы, которые, как вы знаете, можно безопасно уничтожить.
СКАЖИТЕ НАМ: Были ли у вас проблемы с приготовлением пищи в микроволновой печи?
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Давайте поговорим о законе Ома, инверторах и мультиварках
БИНКИ, ВЫ ВЫБИРАЙТЕСЬ ИЗ МОЙ КРОКПОТ!Хорошо, отвечу на ваш вопрос:
Когда мы в последний раз ездили в отпуск на дальние расстояния, то есть около 7 часов в пути, мы буксировали 4Runner. Я поставил обед в маленькую мультиварку, подключил ее к инвертору и вставил в розетку прикуривателя на 12 В. Ужин был не только готов, когда мы добрались до кемпинга, было жарко.
Я подключил мультиварку к розетке на 110 В на постаменте кемпинга, пока мы устанавливали.
Мы также отключили Power Chill от задней розетки 12 В во время движения.
В той поездке у нас не было проблем с электросистемой.
Так вот, это была наша маленькая мультиварка — 100 Вт. Используя калькулятор закона Ома, он выдал 8,33 ампера.
На шнуре Power Chill есть бирка, и я думаю, что она дает некоторую информацию. Мне нужно взглянуть на это еще раз.
Я смотрю на эту мультиварку на Road Trucker, потому что, Бинки, прибываешь в лагерь после долгого дня в пути, чтобы поесть горячей домашней еды? Безумно хорошо.
Теперь мы могли бы просто разогреть заранее приготовленную еду в микроволновой печи, если мы находимся в кемпинге с приборами.
И мультиварка Road Trucker 12 В — это именно 12 В. Может быть, я мог бы получить адаптер, чтобы подключить его к 110V в ЩЕНКЕ, но сейчас я покупаю аксессуары для аксессуаров. А у меня уже есть небольшая мультиварка и небольшой инвертор.
Я пытаюсь определить, сколько это слишком много? Насколько мала ничья достаточно мала?
Теперь у нас другой сценарий: Durango имеет группу обслуживания для тяжелых условий эксплуатации, в которую входит генератор переменного тока на 160 ампер.
Может, позвоню в Додж и поговорю с инженерами.
Исходя из всеобщей помощи, я вижу одну проблему в том, что инвертор на 175 ватт допускает выброс до 175 ватт при пуске, который может пропускать через генератор переменного тока 14,6 ампер. Плюс ко всему, что тянет Power Chill.
Ага, может я позвоню Доджу. Уверен, что раньше у инженеров не было вопросов о мультиварке!
Насчет разогрева ужина на огне — я быстро разочаровываюсь в этом.
У нас было несколько ярких встреч с костровыми ямами в кемпинге.Не хочу вдаваться в подробности здесь, но не все уважают свою костровую яму, и не всем приходит в голову идея «готовить» в этой яме. Столько разноцветных вещей попадает в кострище. Например, некоторые люди, кажется, очень увлечены этой штукой с «сжиганием мусора». Во время одной из таких поездок мы купили небольшой настольный гриль за 5 долларов, который мы держим при себе из-за проблем с костровой ямой.
Добавьте к этому, Вирджиния требует от нас покупать дрова в кемпинге. Мы не можем принести древесину.
Мокрая сосна придает еде характерный вкус сосновой смолы.Поверьте мне в этом.
Мы всегда можем готовить на углях, и мы часто это делаем, но тогда нужно начинать уголь и т. Д.
После долгой поездки я уже ищу простое и готовое.
Him / Her Late Boomer Vintage
2008 Fleetwood Westlake
Dodge Durango 2006 года
Гибридная резонансная инверторная система для одной варочной зоны.
Контекст 1
… индукционная плита использует индукционный нагрев для приготовления пищи. В отличие от других форм приготовления пищи, тепло генерируется непосредственно в кастрюле или сковороде (посуде для приготовления пищи), а не в плите от электрических катушек или горящего газа. Чтобы использовать на индукционной плите, кухонный сосуд должен быть сделан из ферромагнитного металла. В индукционной плите (зоне приготовления) катушка с медной проволокой помещается под сковороду. Нагревательный змеевик изготовлен из тонкой проволоки.Через катушку протекает высокочастотный переменный электрический ток, который создает высокочастотное колеблющееся магнитное поле. Это поле индуцирует в кастрюле электрический ток особого типа, известный как вихревой ток, который вызывает резистивный нагрев, пропорциональный квадрату тока и электрическому сопротивлению сосуда. Некоторое дополнительное тепло создается за счет гистерезисных потерь в посуде из-за ее ферромагнитной природы, но это создает менее десяти процентов от общего количества тепла.Современные устройства, такие как MCT [1], упрощают применение техники индукционного нагрева [2, 3] в кухонных плитах для домашнего использования. Техника индукционного нагрева в диапазонах нагрева становится сильной альтернативой газу, обычным электрическим конфоркам и микроволновой печи [4, 5]. По сравнению с диэлектрическим нагревом, как в микроволновой печи, предлагаемая технология индукционного нагрева более удобна и экономична. Например, в микроволновой печи пища готовится в специальной неметаллической кишке внутри закрытой камеры, в то время как предлагаемый метод позволяет нагревать с помощью обычной домашней металлической посуды, такой как стальная сковорода, скороварка GI (оцинкованное железо), утюг. чаша и т. д.что приводит к значительной экономии стоимости посуды. Предложенная топология также обладает уникальным преимуществом для индийского субконтинентального стиля приготовления пищи [3, 8]. Кроме того, предлагаемая система индукционного нагрева абсолютно безопасна от поражения электрическим током при приготовлении пищи [4 — 6]. Система индукционного нагрева также чрезвычайно прочна из-за отсутствия высокой температуры в индукционной катушке, что не приводит к износу или старению катушки [6 — 10]. Внутреннее сопротивление сковороды вызывает рассеивание тепла вслед за эффектом Джоуля.Таким образом, сковорода играет важную роль в повышении эффективности индукционной плиты. Обычно сковорода состоит из ферромагнитных материалов с учетом потерь на гистерезис. Обычная домашняя посуда изготавливается из нержавеющей стали, GI, алюминия, латуни и т. Д. Ее можно использовать для приготовления пищи и сэкономить на стоимости посуды. Но всякая металлическая посуда не подходит для индукционной плиты. Индуцированные токи могут нагревать любой тип металла, но повышенная проницаемость чугунной или стальной сковороды делает систему практичной за счет уменьшения глубины скин-слоя тока в сковороде, что увеличивает сопротивление переменному току.Практичные индукционные плиты созданы для ферромагнитных кастрюль. Пользователям обычно рекомендуется использовать только сковороды, на которые будет наклеиваться магнит. Поскольку тепло генерируется индуцированным электрическим током, устройство может определить, присутствует ли посуда (или ее содержимое выкипело досуха), отслеживая, сколько энергии потребляется. Это позволяет выполнять такие функции, как поддержание минимального кипения сковороды или автоматическое отключение элемента, когда из нее вынимается посуда. В этой статье кратко обсуждается выбор материалов для сковороды.Обычно для подачи высокочастотного тока к нагревательной катушке используется инвертор. Резонансные инверторные топологии обычно используются в индукционных плитах. Наиболее часто используемые топологии инверторов — это полный мост [18, 19] и полумост [20-24]. Для уменьшения потерь при переключении инвертор работает при переключении при нулевом напряжении или нулевом токе. Две топологии с одним переключателем ZVS и ZCS описаны в [25-27]. Llorent и др. Сравнивают инверторы с учетом полного моста, полумоста, ZVS и ZCS [28]. Садху и др.использовали гибридный инвертор для индукционного нагрева с использованием ZVS и ZCS условия [1]. Также рассматривается более одной зоны нагрева с одинаковой или разной выходной мощностью. Юнг описал двухмостовой последовательный резонансный инвертор для 2 нагрузок [29]. Модель последовательного резонансного инвертора ZVS построена Форестом и др. Для питания нескольких резонансных нагрузок [30]. Бурдио и др. Разработали индукционную плиту на основе последовательного резонансного инвертора с двумя зонами нагрева [31]. Мультиинвертор на основе последовательного резонанса, используемый для нескольких индукционных нагревателей, описан Лючией и др. [32].В данной статье разработана модель четырех зон нагрева с использованием четырех отдельных гибридных резонансных инверторов. Такой тип многозонной индукционной плиты необходим для обеспечения максимальной энергоэффективности при использовании посуды разного диаметра. Если диаметр посуды равен диаметру индукционной катушки плиты, то возможно максимальное отключение высокочастотного переменного магнитного потока, при этом энергоэффективность будет максимальной. Один гибридный резонансный инвертор состоит из четырех полупроводниковых переключателей (MCT) для каждого диапазона нагрева.Частота переключения данной схемы находится в диапазоне от 25 до 35 кГц. Инвертор представляет собой комбинацию как последовательных, так и параллельных резонансных цепей, где переключение осуществляется при переходе через нулевой ток (ZCS). Инвертор для двух конфорок показан на Рисунке 1 [1]. Он состоит из двух параллельных резонансных контуров, которые представляют собой две конфорки. Две зоны имеют диаметр и уровни выходной мощности 14 см для 1100 Вт и 18 см для 1800 Вт соответственно. На рисунке 2 представлена гибридная резонансная инверторная система для четырех конфорок.Четыре зоны имеют диаметр и уровни выходной мощности 10 см для 800 Вт, 14 см для 1100 Вт, 18 см для 1800 Вт и 22 см для 2200 Вт соответственно. Для различных диаметров плоской посуды были выбраны индукционные катушки разного диаметра. Для максимальной эффективности системы диаметр змеевика и диаметр посуды должны быть одинаковыми. Были обсуждены различные стратегии управления [9-17], чтобы показать, что оптимальная эффективность достигается при переключении через нулевой переход параллельного резонансного контура.Благодаря инвертору, реализованному в системе индукционного нагрева, был достигнут общий КПД системы (т.е. от сети до нагрузки) около 88,2%. H-образный мост с его сопротивлением нагрузки показан на рисунке 3. Нагрузка может быть последовательной, то есть Z S, или параллельной, например, Z P. Преимущество последовательной схемы состоит в том, что возможно переключение как при нулевом токе, так и при нулевом напряжении. Однако полный резонансный ток должен проходить через переключатели, что приводит к потерям во включенном состоянии. Другой недостаток заключается в том, что необходимо снизить напряжение питания, что означает необходимость использования преобразователя постоянного / постоянного тока.В зависимости от преобразователя будет потребляемая реактивная мощность или сложность. При параллельной нагрузке, Z P, потери при включении в переключателях будут меньше, но потери при включении / выключении будут больше, поскольку переключение происходит при высоком напряжении и токе. Следовательно, используя как последовательную, так и параллельную комбинированную схему, можно использовать гибридный инвертор для уменьшения потерь в переключателях. На рисунке 4 показана резонансная инверторная система для одной варочной зоны. Режим работы в основном состоит из взаимодействия между двумя резонансными контурами, где энергия передается от последовательного резонансного контура (состоящего из C R и L 1) в параллельный резонансный контур (состоящий из C R, R L и L R).При включении одной из пар транзисторов S1, S4 или S2, S3 резонансный ток начинает течь через L 1 в C R, и когда ток в этой цепи равен нулю, транзисторы выключаются. После этого последовательный резонансный контур отключается, и энергия, передаваемая на C R, теперь рассеивается в виде тепла в R L током, протекающим в параллельном резонансном контуре. R L — это в основном эквивалентное сопротивление для механизма магнитных потерь в системе индукционного нагрева и, во-вторых, оно представляет собой омическое сопротивление параллельного резонансного контура…
(PDF) Выбор материала поддона
НАСТОЯЩАЯ СХЕМА 15
7. Садху, П.К., Мукерджи, С.К., Чакрабарти, Р.Н., Чоудхури, С.П. и 422 Каран, Б.М., 2001. Серия 423 на базе микропроцессоров нового поколения Резонансный инвертор для индукционных нагревательных приборов, J. Industrial 424 Engineering, XXX, 10-15. 425 8. Садху, П.К., Мукерджи, С.К., Чакрабарти, Р.Н., Чоудхури, С.П. и 426 Каран, Б.М., 2002. Производство высокоэффективного чистого тепла, не содержащего загрязнений, 427, Индийский журнал инженерии и материаловедения, Национальный институт научных коммуникаций 428, Нью-Дели, 9, 172-176.429 9. Ландис, Дж. П., 1970. Статический источник питания для индукционного нагрева, IEEE-430 Trans, IECI, 17, 313-320. 431 10. Готтлиб И., 1989. Твердотельная высокочастотная энергия, Прентис-Холл. 432 11. Nakaoka, M., 1987. PWM High-433 Frequency Resonant Inverters PWM High-433 Frequency Resonant Inverters, использующие статические индукционные транзисторы и тиристоры 434, Proc. IEEE-PESC 87, 674-681. 435 12. Садху П.К., Пал Н., Чакрабарти Р. и Миттра Д. К., 2006. Динамическая модель 436 для моделирования индукционной варочной панели, Дж.Промышленная инженерия, 437 XXXV, 37-41. 438 13. Пал Н., Садху П. К. и Чакрабарти Р. Н., 2006. Сравнительное исследование зеркального инвертора 439 для индукционной плиты с помощью моделирования в реальном времени и PSPICE 440, J. Institution of Engineers, 86, 268-274. 441 14. Пал, Н., Садху, П. К. и Чакрабарти, Р. Н., 2005. Подавитель электромагнитных и радиочастотных помех для промышленного индукционного нагрева 443 Оборудование, J. Industrial Engineering, XXXIV, 12-14. 444 15. Джана, Н., Садху, П.К. и Чакрабарти, Р., 2004. Новый высокочастотный зеркальный инвертор 445 для промышленного индукционного нагрева, J. Industrial Engineering, 446 XXXIII, 25-29. 447 16. Садху, П.К., Чакрабарти, Р.Н., Нат, Н.Л., Батчу, Н.К., Кумари, С. и 448 Кумари, Р., 2004. Анализ последовательного резонансного инвертора с наложением 449 применительно к индукционному нагреву, J. Institution of Engineers , 84, 214-217. 450 17. Садху П. К., Чакрабарти Р. Н., Чоудхури С. П. и Каран Б. М., 2003. Энергоэффективная стерилизационная установка нового поколения для хирургических инструментов 451, 452 Индийский журнал больничной аптеки, Нью-Дели, XI, 60-64.453 18. Хобсон, Л., Тебб, Д. У., 1985. Транзисторный источник питания для индукционного нагрева. 454, Int. Журнал электроники, 59, 533-542. 455 19. Доусон, Ф. П. и Джайн П., 1991. Сравнение инверторной системы с коммутацией нагрузки 456 для приложений индукционного нагрева и плавления, IEEE Trans. Силовая 457 Электроника, 6, 430-441. 458 20. Хобсон, Л., Тебб, Д. В., Тернбулл, Ф. Г., 1985. Двухэлементный индукционный блок 459 для приготовления пищи с использованием силовых полевых МОП-транзисторов, Int. Журнал Электроника, 59, 747-757. 460 21.Koertzen, H.W., Van Wyk, J.D., и Ferreira, JA, 1995. Проектирование резонансного преобразователя серии Half 461 Bridge для индукционной варки, IEEE Power 462 Electronics Specialists Conf. (PESC) Рек., 729-735. 463
Кто не мог использовать клетку Фарадея? (Плюс как сделать один) — Будьте готовы
На прошлой неделе мы говорили об электромагнитных импульсах (ЭМИ) — потенциально одной из самых опасных сил для нашего современного образа жизни. При правильных условиях солнечный ЭМИ мог бы уничтожить электроэнергию на больших территориях США в результате отключения электроэнергии, продолжавшегося в течение нескольких месяцев.
Не требуется большого воображения, чтобы представить, насколько это будет разрушительно.
Хорошая новость в том, что еще не поздно подготовиться! Выполнив несколько относительно простых шагов, вы можете защитить свои важные устройства от повреждения EMP. Самая дешевая и эффективная из них — клетка Фарадея.
Что такое клетка Фарадея?
Также известен как экран Фарадея, радиочастотная клетка или клетка для ЭДС (электродвижущей силы).
Проще говоря, клетка Фарадея — это корпус, предназначенный для защиты электронных устройств от электромагнитных импульсов (ЭМИ), которые могут их перегрузить и поджарить.
Клетка Фарадея может быть чем угодно, от маленькой коробки до большой комнаты, покрытой проводящим металлом или проволочной сеткой, которая предотвращает повреждение оборудования внутри от скачков напряжения.
Устройства, которые защитит клетка Фарадея
Существует множество персональных электронных устройств, которые могут быть защищены клеткой Фарадея.
Типичные предметы, которые можно хранить в клетке Фарадея, включают:
История клетки Фарадея
Клетка Фарадея действительно устарела на несколько лет.
Устройство названо в честь Майкла Фарадея, который в 1836 году заметил, что избыточный заряд от проводника остается на внешней стороне контейнера и не влияет на его содержимое.
Он экспериментировал, построив комнату, покрытую металлической фольгой, а затем позволил высоковольтным разрядам от генератора поразить ее снаружи. Он использовал электроскоп, чтобы показать, что на внутренних стенах комнаты нет электрического заряда.
Хотя устройство носит имя Фарадея, считается, что Бенджамин Франклин первым открыл этот принцип.
Клетки Фарадея в неожиданных местах
Клетки Фарадея можно найти во многих местах, от защитной рабочей одежды до автомобилей (особенно старые металлические транспортные средства могут быть клетками Фарадея с колесами).
Клетки или щиты Фарадея используются по всему миру и обнаруживаются во многих местах, о которых вы даже не подозревали.
МРТ — экраны Фарадея используются в сканирующих кабинетах аппаратов МРТ, в которых эффект «клетки» предотвращает добавление радиочастотных сигналов к данным изображения пациента.
Защитная рабочая одежда — Некоторые электромонтажники носят «костюмы Фарадея» при работе на высоковольтных линиях электропередачи под напряжением, чтобы предотвратить случайное поражение электрическим током.
Конус молчания — Военные планировщики и политики, у которых есть причины сохранять конфиденциальность своих сообщений, часто встречаются в помещениях, защищенных Фарадеем, которые недоступны для электронного подслушивания.
Личная конфиденциальность — Многие люди покупают сумки Фарадея, чтобы защитить свои сотовые телефоны и ноутбуки как от скачков напряжения, так и от нежелательного наблюдения или отслеживания.
Автомобили — По данным Национальной метеорологической службы, автомобиль — это, по сути, клетка Фарадея, и от молнии вас защищает окружающий вас металл, а не резиновые шины (до тех пор, пока вы не касаетесь металла внутри автомобиля. ).
Меньший пример — микроволновая печь, которая представляет собой клетку Фарадея в обратном направлении, улавливая волны внутри устройства, а не удерживая их снаружи. Фактически, старая микроволновая печь может быть хорошей клеткой Фарадея для небольшой электроники !
Зачем нужна клетка Фарадея, когда все остальные устройства не работают
Почему, спросите вы, для вас будет какая-нибудь работающая электроника, когда все остальные будут сломаны или уничтожены?
Во-первых, , вы все еще можете общаться с людьми за пределами пораженной области (и поначалу может быть очень сложно определить, насколько велика эта пораженная область).
Второй , вы не единственный «технарь», который задумал защитить ценную электронику в клетке Фарадея. Некоторые выживальщики делают это само собой разумеющимся, и в конечном итоге вы, вероятно, сможете с ними общаться. (Однако вышки сотовой связи, скорее всего, будут «сожжены» и их необходимо будет перестроить.)
Устройства резервного копирования в мире без электроники
Многие радиолюбители могут пережить событие EMP.
Общение в такое время было бы чрезвычайно ценно.
Если бы не было широко разрекламированных предупреждений о надвигающихся CME за несколько дней до этого события, многие люди не знали бы, что случилось с нашим миром.
Радиолюбители, которые смогут общаться с другими радиолюбителями по всему миру, могут стать новыми героями дня.
Многие AM / FM и коротковолновые радиостанции полагают, что они все еще смогут вести вещание после событий EMP или CME. И без всего обычного «шума» нашего подключенного к сети общества их волны могут распространяться дальше, чем они это делают сейчас.Надеюсь, там будут радиоприемники, защищенные Фарадеем, чтобы принимать их сигналы!
Однако существует вероятность того, что электромагнитное поле Земли будет серьезно нарушено таким событием, и может потребоваться некоторое время, чтобы все успокоилось и не вызвало статического электричества в радиоволнах.
Как сделать клетку Фарадея
Клетку Фарадея можно сделать из множества различных сосудов. Важнее, чем форма или размер, то, чем они выложены.
Чтобы клетка Фарадея была эффективной, она должна:
Покрывать проводящим металлом или сеткой .Медь — самый проводящий металл, за ней идет алюминий. (Что ж, золото и серебро лучше, но мы предполагаем, что вы не будете накрывать ими свою клетку!)
Должно быть заземлено (по мнению некоторых экспертов, для предотвращения ударов при прикосновении)
Надлежащим образом окружите то, что он защищает.
Быть должным образом изолированным от самой клетки, например, на дереве, в картонной коробке или на резиновом коврике, чтобы он не касался металла.Ящик Фарадея №1 — оцинкованный мусорный бак
Урна с плотно закрывающейся крышкой — эффективная клетка Фарадея.
КОМПОНЕНТЫ
- Урна для мусора из оцинкованного металла с плотно закрывающейся крышкой
- Несколько коробок из сверхпрочной алюминиевой фольги
- Достаточно металлического экрана или сетки, чтобы обернуть его вокруг верхней части банки и надеть на выступ
- Картонные коробки разных размеров, которые помещаются внутри банки
- Пластиковые пакеты для мусора или полиэтиленовая пленка
- Кусочки ткани для упаковки предметов
ИНСТРУКЦИЯ
Оберните предметы, которые вы хотите защитить, сначала тканью, затем пластиком, а затем 3-4 слоями прочной фольги, убедившись, что фольга соответствует форме предмета и что каждый слой полностью покрывает предыдущий. без разрывов и дырок.
Поместите упакованные предметы в картонные коробки. Заклейте скотчем, затем оберните всю коробку 2 слоями фольги. Выстелите мусорное ведро картоном, включая дно, убедитесь, что нет зазоров. Упакованные в фольгу коробки не должны касаться металла банки.
Установить банку на дерево или картон, не касаясь других металлов. Некоторые эксперты говорят, что просто закрывать банку крышкой, даже если она плотно прилегает, недостаточно. Они предлагают сложить лист металлической сетки вокруг верхней части банки и поверх верхней крышки, а затем надавить на нее крышкой, чтобы поддерживать постоянное, плотно прилегающее металлическое соединение.
ВНИМАНИЕ …
Не для повседневного использования — Помните, что это для длительного хранения бытовых приборов внутри, а не для того, что вы можете вывести из использования, а затем вернуть в контейнер без особых проблем.
Ищите дубликаты — Хорошая идея — поискать выгодные предложения на дубликаты вещей, которые вы используете каждый день.
Не забудьте зарядные устройства! — Еще одна важная вещь, о которой следует помнить, — это то, что вам понадобится какое-то зарядное устройство — с ручным приводом или на солнечной энергии — для питания ваших устройств после того, как кризис пройдет.Если вы можете упаковать и хранить один из них в защищенном контейнере Фарадея, вы будете рады получить его.
Клетка Фарадея № 2 — металлическая коробка
Ящики для боеприпасов и ящики для инструментов с достаточно плотным уплотнением могут стать отличными клетками Фарадея.
Любая коробка, сделанная из непроводящего материала, например фанеры, а затем полностью покрытая металлом, металлической сеткой или металлическим экраном, может служить клеткой Фарадея.
Закройте все отверстия — Металл должен касаться всех углов и всех отверстий, чтобы защита была полной, поскольку электрический заряд заменит свой путь через любые щели или щели в конструкции.
Металлическая сетка — Чем меньше отверстия в сетке или экране, тем лучше защита, но считается, что сетка или сетка работают лучше, чем цельный металл. Металл можно прикрепить к дереву скобами или шурупами, в зависимости от того, что вам больше подходит.
Вы можете применить металлическую сетку так, чтобы она загибалась по углам. Затем позвольте следующей части перекрывать край первой, надежно скрепив их вместе и с деревом, чтобы не было разрыва проводящего экрана.
Или просто купите клетку Фарадея
Эта водонепроницаемая 5-литровая сумка Фарадея, изготовленная из нейлонового рипстопа 210D, является очень удобным средством защиты.
Проблема с партиями этих бесплатных опций в том, что они могут быть громоздкими и трудными для переноски.
Для изучения сверхпортативной клетки Фарадея, которую можно носить с собой в дороге, вы можете посмотреть на некоторые изготовленные варианты, например, на 5-литровую сумку клетки Фарадея.
Они сделаны из водонепроницаемого нейлонового рипстопа 210D.Конечно, они защищены от ЭМИ и фактически блокируют сотовые сигналы для защиты от взлома и отслеживания.
Итак, вот оно, наше подробное руководство по клеткам Фарадея.
Являются ли клетки Фарадея частью вашего запаса на случай чрезвычайных ситуаций? Вам довелось увидеть их в действии? Дайте нам знать в комментариях ниже!
Чтобы узнать больше о проектах своими руками, ознакомьтесь со статьями ниже:
Жизнь вне сети
DIY Палатка Лампа Гостевая стойка: Сделайте браслет из паракорда Шаги для младенцев: Валяные шары для сушки шерсти своими руками
Стиральный порошок для рукоделия Emergency Essentials
Источники
Как построить клетку Фарадея за несколько простых шагов
Клетка Фарадея
Как работают клетки Фарадея
Как сделать клетку Фарадея
Шины защищают автомобиль от удара молнии?
Самый продаваемый солнечный инвертор 5 кВт Модифицированный волновой инвертор
Стальная конструкция Бройлерная курица Птицеферма Сарай ОПИСАНИЕ: Использование: Курица Материал: стальная конструкция Сэндвич панель, Q345 Q235 H-образная сталь, C / Z профиль из стали Размер: зависит от требований заказчика Проектирование чертежей: AutoCAD, 3D3S и др.. Сертификация: сертификация ISO9001 и CE Технология: сварная сталь, горячекатаная сталь Срок службы: 50 лет Применение: Птицефабрика Описание Структура индивидуальной птицефабрики гибкая, потому что разным клиентам нужен разный стиль. Мы помогаем заказчику спроектировать конструкцию в соответствии с индивидуальными требованиями. Мы предоставляем вам бесплатный дизайн. Конечно, мы можем организовать размещение по вашим чертежам. Наши несгораемые сборные стенные аккумуляторные сборные птичники из легкой стали обладают множеством функций.Низкие цены и низкие цены, стандартизация, модульный комбинированный дизайн, заводское производство, съемный мобильный, многоразовый, простая реструктуризация складских запасов, безопасность, защита окружающей среды, трафаретная печать простым цветом Лучшая цена для PP Coroplast Correx Corflute PP Sheet / PP Board. 1 кадр Высокая влажность и повышенное содержание аммиака могут легко привести к коррозии некоторых помещений. Поэтому для колонн и балок мы используем оцинкованную двутавровую балку. Мы также используем оцинкованную C-балку для прогонов. Оцинкованный каркас защищает от коррозии и продлевает срок службы конструкции.Птичники в прибрежном городском жилом доме обладают хорошей ветроустойчивостью. Мы можем проектировать с помощью современного программного обеспечения. 2 панели В зависимости от климата в разных регионах можно выбрать шпонированную или утеплительную композитную панель. Таблички имеют множество вариантов расцветки. Доска кафельная может иметь широкий выбор. Сэндвич-панели из пенополистирола, стекловолокна, минеральной ваты. Панель может быть теплоизоляционной и предотвращать ржавчину и коррозию. Если вы не хотите использовать панель, вы можете использовать проволочную сетку для стены.В жарких или холодных регионах мы рекомендуем использовать композитные панели, теплоизоляцию и теплоизоляцию. Конечно, цена на фанеру будет ниже. 3 Высота Как правило, если птицефабрика находится на свободном выгуле, высота составляет 2–3,5 метра. Если это садковое выращивание, высоту следует определять по количеству садковых несушек.