Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги. - Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.

Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
В этом случае удастся избежать прожига металла и получить максимально качественное соединение. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.Сварка инвертором для начинающих. Инструкция по инверторной сварке.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Содержание статьи
- Что такое «инвертор»?
- Как сваривать детали? Основные приемы и секреты для начинающих.
- Что такое сварочный шов и как его сделать?
- С чего начать сварку металла инвертором?
- Как пользоваться сварочным инвертором?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Поэтому, лучше к ней подсоединить минус.
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инверторомС чего начать сварку металла инвертором?Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке.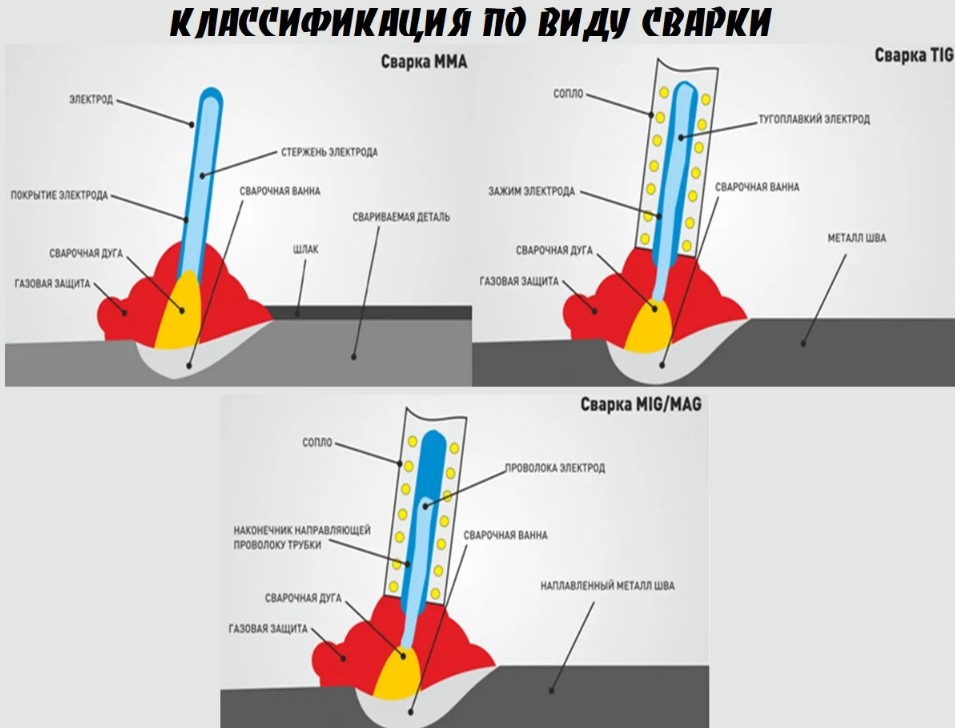 Приведены рекомендуемые значения.
Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Что можно сварить с помощью дуговой сварки на 70 А?
Пьер Янг
Со всеми различными типами сварки и изобилием доступного сварочного оборудования может возникнуть путаница, чтобы понять, что вы действительно хотите или в чем нуждаетесь. В данной статье рассматривается дуговая сварка. Дуговая сварка — это зонтик, под который подпадают TIG и MIG, одни из наиболее распространенных и популярных методов сварки.
Название говорит о том, что на самом деле представляет собой дуговая сварка. Как и любой другой вид сварки, дуговая сварка используется для соединения металла и других материалов с использованием чрезвычайно высоких температур. При дуговой сварке создается электрическая дуга, по которой электричество может проходить между металлической заготовкой и металлическим электродом.
Чтобы облегчить работу, в настоящее время на рынке доступны портативные дуговые сварочные аппараты, которые позволяют сварщику очень удобно носить аппарат с собой и выполнять мелкий ремонт.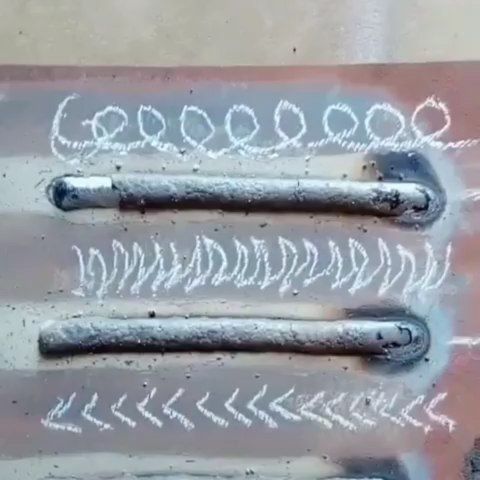 70-амперный сварочный аппарат для дуговой сварки особенно выгоден и высоко оценен экспертами и профессионалами. Несмотря на простоту использования 70-амперного дугового сварочного аппарата, ограниченная сила тока не позволяет использовать его на любой поверхности. Дуговой сварочный аппарат на 70 ампер лучше всего использовать для тонких листов металлов толщиной около 1/8 th 9.0014 дюйма и толщиной 18 калибров. Кованое железо, автомобильные листы и лодочный прицеп — это лишь некоторые из вещей, которые вы можете сварить с помощью дуговой сварки на 70 ампер.
70-амперный сварочный аппарат для дуговой сварки особенно выгоден и высоко оценен экспертами и профессионалами. Несмотря на простоту использования 70-амперного дугового сварочного аппарата, ограниченная сила тока не позволяет использовать его на любой поверхности. Дуговой сварочный аппарат на 70 ампер лучше всего использовать для тонких листов металлов толщиной около 1/8 th 9.0014 дюйма и толщиной 18 калибров. Кованое железо, автомобильные листы и лодочный прицеп — это лишь некоторые из вещей, которые вы можете сварить с помощью дуговой сварки на 70 ампер.
Прежде чем мы поговорим об аппарате для дуговой сварки на 70 ампер и о том, что можно сваривать с помощью этого конкретного типа сварочного оборудования, давайте узнаем больше об дуговой сварке.
Что такое дуговая сварка?
Дуговая сварка часто называется сваркой электродом и названа так потому, что она включает заряженную электрическую дугу, которая образуется между заготовкой и электродом. Дуга защищена либо инертными газами, либо флюсом, а затем тепло размягчает металлы, позволяя сваривать их при охлаждении.
Первая технология дуговой сварки была усовершенствована в 19 веке и широко использовалась для строительства кораблей и самолетов во время Второй мировой войны. Сегодня существует множество импровизированных и усовершенствованных типов дуговой сварки, которые используются, когда речь идет о строительстве стальных конструкций, а также в проектах промышленного строительства. Температура при дуговой сварке в среднем может достигать 6500 градусов по Фаренгейту!
Оборудование для дуговой сварки, как правило, недорогое и доступное для большинства людей. Он включает в себя машину переменного тока, набор электродов, электрододержатели, отбойный молоток, соединительные силовые кабели, заземляющие зажимы и проволочные щетки. Защитное оборудование также необходимо, поэтому добавьте к списку сварочные перчатки, защитные очки, сварочный шлем и рукава.
Типы дуговой сварки
Существует множество различных типов дуговой сварки. К ним относятся сварка MIG, дуговая сварка защитным металлом, сварка вольфрамовым электродом в среде инертного газа, дуговая сварка под флюсом и сварка с флюсовой сердцевиной.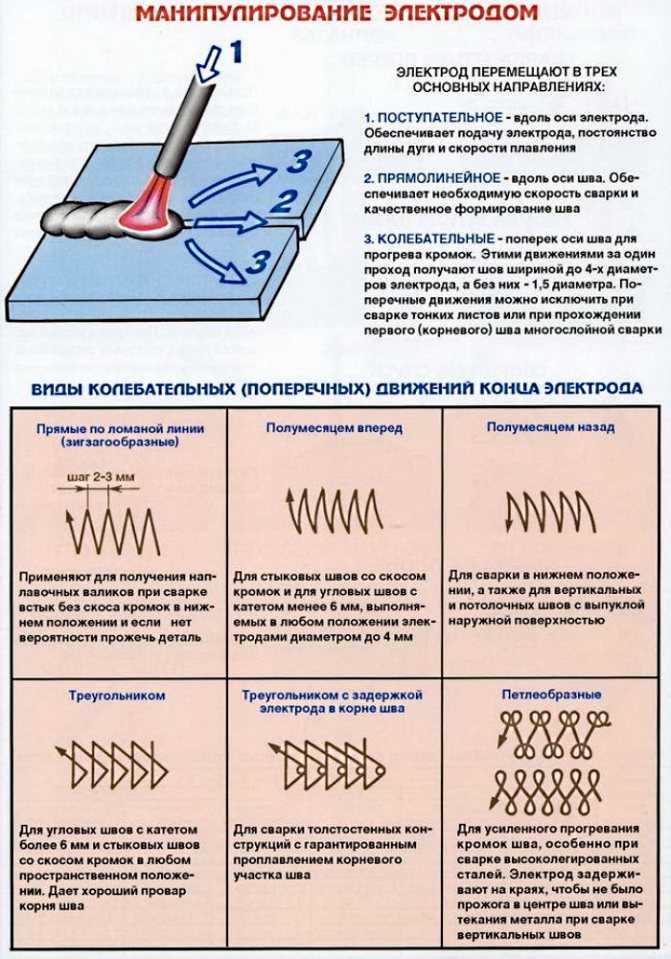 Все эти типы предполагают создание электрической дуги между заготовкой и электродом, расплавление металла и соединение деталей вместе.
Все эти типы предполагают создание электрической дуги между заготовкой и электродом, расплавление металла и соединение деталей вместе.
- Сварка МИГ: Сварка МИГ также известна под другим названием – дуговая сварка металлическим электродом в среде защитного газа (GMAW). Этот вид сварки включает в себя металлическую проволоку, которая нагревается и расплавляется для создания электрической дуги, которая плавит заготовки и соединяет их вместе.
- Сварка ВИГ: Эта форма сварки, также называемая дуговой сваркой вольфрамовым электродом (GTAW), использует электрод на основе вольфрама, который подает ток в сварочную дугу. Вольфрам и сварочная ванна защищены смесью инертных газов.
- Сварка под флюсом: Для процесса сварки под флюсом требуется полый электрод, заполненный флюсом. В остальном механизм такой же, как у сварочного аппарата MIG. В пистолет подается непрерывная присадочная проволока. Флюс образует шлак, который защищает сварочную ванну от воздействия окружающей среды.
- Дуговая сварка под флюсом: Дуговая сварка под флюсом — это еще один процесс дуговой сварки, названный так потому, что сварочная ванна, создаваемая электрической дугой, погружается в слой флюса. Поток проводит электричество, когда он расплавлен, обеспечивая путь для тока.

Преимущества и недостатки дуговой сварки
Причиной популярности и широкого использования дуговой сварки в ряде отраслей промышленности является ее эффективность и долговечность. Вот еще несколько причин, по которым дуговая сварка приобрела тот статус, который она имеет сегодня. Но там, где есть преимущества, есть и недостатки.
Преимущества
- Стоимость – Оборудование не очень дорогое, поэтому затраты низкие
- Портативность – Эти устройства и части сварочного оборудования очень легко транспортировать и переносить
- Чистота – Дуговая сварка одинаково эффективен на грязных рабочих поверхностях, но его очистка приведет к более прочным сварным швам
Недостатки
- Навыки – Дуговая сварка является одним из самых сложных видов сварки и требует квалифицированного или опытного рабочего. В результате затраты на оплату труда высоки.
- Эффективность – При некоторых типах дуговой сварки образуется много отходов, что увеличивает стоимость проекта
 В результате затраты на оплату труда высоки.
В результате затраты на оплату труда высоки.Что делает аппарат для дуговой сварки на 70 А?
Дуговой сварочный аппарат — это небольшое портативное устройство, которое вы можете перевозить в своем грузовике и использовать для сварки в труднодоступных местах. Аппарат требует, чтобы вы прикрепили электроды по вашему выбору, и поставляется с зажимами заземления и кабелями для подключения к источнику питания.
Дуговой сварочный аппарат на 70 ампер идеально подходит для небольшого ремонта в доме. Это также доступная и долговечная машина, которая может прослужить вам несколько лет, если вы инвестируете в хорошую машину. Машину легко транспортировать, а как только вы ее освоите, ею очень легко управлять.
Тем не менее, для новичка дуговая сварка и настройка температуры в зависимости от материала могут быть немного сложными. Опытные сварщики советуют любителям начинать со сварочных аппаратов MIG или дуговых сварочных аппаратов на 220 А, а затем переходить к аппаратам с меньшей силой тока. Кроме того, сварка с малой силой тока может занять больше времени, чем у обычного сварщика MIG, поэтому вы можете проявить больше терпения.
Опытные сварщики советуют любителям начинать со сварочных аппаратов MIG или дуговых сварочных аппаратов на 220 А, а затем переходить к аппаратам с меньшей силой тока. Кроме того, сварка с малой силой тока может занять больше времени, чем у обычного сварщика MIG, поэтому вы можете проявить больше терпения.
Какая связь между ампером и толщиной?
Одна вещь, которой на самом деле не учат в школе, это как устанавливать настройки на сварочном аппарате. Опытные сварщики могут сказать, какими должны быть идеальные параметры сварки, наблюдая за сварочной ванной, создаваемой каждым параметром; если брызг слишком много, у вас слишком высокая температура, и вам следует немного уменьшить ее. Для новичков и учащихся есть таблицы усилителей, которые помогут вам определить идеальные температуры для сварки различных материалов.
Используемая сила тока также сильно зависит от того, какой металл вы свариваете, и от его толщины. Чем толще металлический лист, тем выше потребуется сила тока. Как правило, 70 ампер идеально подходят для сварки листов из мягкой или нержавеющей стали толщиной 1/8 дюйма. Для более толстых листов лучше подойдет сварочный аппарат MIG.
Как правило, 70 ампер идеально подходят для сварки листов из мягкой или нержавеющей стали толщиной 1/8 дюйма. Для более толстых листов лучше подойдет сварочный аппарат MIG.
Что он может сваривать?
Дуговой сварочный аппарат на 70 ампер может сваривать нержавеющую сталь толщиной 1/8 дюйма или калибром 18. Идеально подходит для сварки
- Лодочные прицепы
- Кованое железо
- Автомобильный листовой металл
Дуговой сварочный аппарат может быть полезным инструментом в доме, поскольку он может сваривать практически все, что угодно, если вы позаботитесь о материале и толщине свариваемого металлического листа.
На рынке представлено множество различных марок дуговых сварочных аппаратов на 70 ампер по доступной цене. Многие из них имеют некоторые дополнительные функции, такие как защита от перегрева, и предназначены для того, чтобы сделать результирующую дугу более плавной. В целом, это отличная инвестиция для сварщиков-любителей и энтузиастов домашнего ремонта.
Часто задаваемые вопросы
Сколько стоит дуговой сварочный аппарат на 70 А?
Дуговой сварочный аппарат на 70 ампер от одного из лучших производителей на рынке может стоить от 100 до 200 долларов. Однако такой сварочный аппарат легко прослужит вам пару лет. Таким образом, инвестирование в такой дуговой сварочный аппарат является хорошей идеей.
Можете ли вы сами сделать дома дуговой сварщик на 70 ампер?
Да, вы действительно можете, если вы достаточно знаете о сварке и машинах. На YouTube есть видеоролики и учебные пособия, которые помогут вам сделать свой собственный дуговой сварщик в домашних условиях, но мы бы не рекомендовали это делать. Это сложно, и если вы допустите какие-либо ошибки, это тоже может быть опасно.
Сколько доступно сварочных аппаратов для дуговой сварки?
Имеются аппараты для дуговой сварки на 70, 110 и 220 ампер. Есть и более мощные. Для более толстых листов металла вам следует подумать о покупке дугового сварочного аппарата с более высокой силой тока.
Как узнать, слишком ли горячий или слишком холодный электрод при дуговой сварке?
Опытные сварщики могут определить температуру электрода, просто взглянув на сварочную ванну. Слишком сильное пятно означает, что температура слишком высока, а объемный валик сварного шва указывает на низкую температуру. Сначала потренируйтесь и наблюдайте за сварочной ванной, регулируя силу тока, чтобы получить нужную температуру.
От каких факторов зависит сила тока дуговой сварки?
Зависит от двух вещей:
• Тип металла
• Толщина металлического листа
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
В чем разница между сваркой электродом и MIG?
Существует множество различных методов сварки, включая сварку TIG, сварку MIG и сварку электродами. Каждый из этих видов сварки имеет свои плюсы и минусы, что делает их пригодными для различных применений.
В этой статье будет рассмотрена сварка MIG и электродуговая сварка, предлагается введение в каждый метод, подробное описание преимуществ и недостатков, а также сравнение двух типов сварки.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Сварка МИГ
- Ручная сварка
- MIG против сварки электродом
- Сварка электродом проще, чем MIG?
- Почему сварка электродом прочнее, чем MIG?
- Заключение
Для сварки MIG используются плавящиеся электроды, поставляемые с катушки. Нажатие курка на катушечном пистолете подает проволоку с заранее выбранной скоростью по мере прохождения тока, расплавляя как электрод, так и основной металл.
Сварка MIG обычно выполняется постоянным током или обратной полярностью, когда электрод остается заряженным положительно, а основной металл заряжен отрицательно. В любом случае основной металл и электрод плавятся вместе в сварочной ванне расплавленного металла, которая защищена от внешнего атмосферного загрязнения защитным газом.
Оборудование, используемое сварщиками MIG, относительно простое и понятное, при этом большинство аппаратов MIG используют только три настройки скорости подачи проволоки, полярности и напряжения. Пистолет катушки сварочного аппарата также прост в использовании, с триггером и выключателем.
Преимущества
Сварка MIG имеет ряд преимуществ, в том числе:
- Точность : Сварка MIG обеспечивает высокий уровень точности, позволяет сваривать металл толщиной до 24 калибра, а также создавать сложные сварочные конструкции
- Чистый : Сварка MIG — это чистый процесс с небольшим разбрызгиванием, обеспечивающий гладкие, высококачественные соединения без шлака, требующие минимальной очистки
- Эффективность : Поскольку это процесс сварки с проволокой в катушках, нет необходимости прерывать сварочные работы, чтобы заменить стержневой электрод
- Fast : Сварка MIG — один из самых быстрых методов сварки, обеспечивающий высокую производительность
- Easy-to-Learn : MIG-сварка проста в освоении, а аппараты просты в эксплуатации, а это означает, что даже совсем новичок сможет вскоре начать создавать сварные швы приемлемого качества
- Flux Core : сварка MIG также может использоваться в проектах сварки с флюсовой проволокой
Недостатки
Несмотря на множество преимуществ, сварка MIG имеет и некоторые недостатки:
- Окружающая среда : Сварку MIG трудно проводить на открытом воздухе, так как даже легкий ветерок может нарушить подачу защитного газа, что приведет к получению слабых и пористых сварных швов
- Загрязнение : Если металл загрязнен в месте сварки, это может привести к пористому сварному шву, а это означает, что сварка MIG не идеальна для металлов с ржавчиной или краской на них. В результате металлическая поверхность должна быть полностью очищена перед началом сварки
- Замена катушки : Хотя катушка с проволокой означает, что редко требуется менять электрод во время сварки, катушку необходимо менять при сварке различных металлов
 В результате металлическая поверхность должна быть полностью очищена перед началом сварки
В результате металлическая поверхность должна быть полностью очищена перед началом сваркиОбласти применения
Сварка МИГ — это гибкий метод, который можно использовать для различных металлов и который прост в освоении, что позволяет использовать его в самых разных областях.
Способная соединять как тонкие, так и толстые металлы, сварка MIG может использоваться в различных положениях сварки и с химически активными металлами, такими как алюминий, медь и магний, а также с нержавеющей сталью, углеродистой сталью и никелем.
Эта универсальность означает, что сварка MIG используется в нефтегазовой, энергетической, автомобильной, строительной, железнодорожной, морской и других отраслях промышленности.
Подробнее о сварке MIG можно узнать здесь, но далее мы рассмотрим сварку электродами.
Сварка стержнем представляет собой процесс электродуговой сварки, в котором в качестве присадочного материала используется металлический стержень или стержень. Эти палочки обычно покрыты флюсовым материалом и доступны в различных диаметрах и длинах. Для получения высокопрочных сварных швов важно выбрать правильный тип сварочной проволоки с флюсовой сердцевиной для вашего применения.
Часто используется для сварки стали и железа, при сварке электродом используется постоянный ток или ток обратной полярности, как и при сварке MIG. Это создает дугу между сварочным стержнем или стержнем и основным металлом. Тепло этой дуги плавит как основной металл, так и присадочный стержень, капли которого стекают в заготовку, образуя шарики, которые сплавляют две металлические детали вместе.
Тепло также заставляет часть флюса испаряться, создавая защитный газ, который помогает стабилизировать дугу. Остальная часть флюса образует шлак в ванне с расплавленным расплавом, чтобы защитить сварной шов от загрязнения или окисления. Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Преимущества
К преимуществам сварки электродом относятся:
- Окружающая среда : Сварка электродом создает большую дугу, на которую не влияет ветер, что означает, что ее можно эффективно использовать как в помещении, так и на открытом воздухе. Сварку электродом можно выполнять в ветреную погоду и даже под водой
- Стойкость к краске и коррозии : Сварку электродом можно использовать для ремонта деталей, имеющих краску или коррозию в месте сварки
- Easy-to-Learn : Сварка электродом проста в освоении, а это означает, что сварку хорошего качества может выполнить человек с относительно небольшим опытом
- Замена присадочного материала : Легко заменить присадочный материал, когда вам нужно сваривать различные металлы, такие как чугун или различные нержавеющие стали
- Уменьшение прожога : Используя опцию постоянного тока для дуги, можно изменить полярность электрода, чтобы уменьшить вероятность прожога при сварке более тонких металлов
- Экономичность : поскольку нет необходимости в подаче инертного газа, электродуговая сварка является недорогим вариантом, а также проста в использовании в полевых условиях
Недостатки
Несмотря на ряд преимуществ сварки электродами, у нее есть и недостатки:
- Шлак : Сварочный шлак откладывается на металле, который необходимо соскоблить или отколоть, прежде чем можно будет приступить к дальнейшей сварке или покраске
- Брызги : При сварке электродом образуются брызги, хотя при сварке постоянным током (DC) образуется меньше брызг, чем при сварке переменным током (AC)
- Прерывания сварки : Сварочные работы могут прерываться, когда необходимо заменить присадочную проволоку, что снижает производительность
- Сварка тонких металлов : Ручная сварка не очень подходит для сварки тонких металлов толщиной менее 1/8 дюйма
Области применения
Поскольку для сварки электродом не требуется газовое сопло, его можно использовать для сварки больших материалов, а также его можно использовать как внутри помещений, так и снаружи, поскольку электродный флюс предотвращает любое загрязнение.
Это означает, что электродуговая сварка подходит для широкого спектра применений, включая крупномасштабное строительство, нефте- и газопроводы и другие работы на открытом воздухе.
Поскольку поверхность сварного шва не обязательно должна быть полностью очищена от ржавчины или краски, сварка электродом также хорошо подходит для ремонта и технического обслуживания.
Вы можете узнать больше о сварке электродами здесь, но мы продолжим сравнение сварки электродами со сваркой МИГ…
Чтобы полностью определить различия между сваркой МИГ и сваркой электродами, мы сравним их по некоторым ключевым параметрам:
1. Качество сварки
Сварные швы MIG, как правило, имеют лучшее эстетическое качество, чем сварка электродами, поскольку при сварке электродами образуются брызги и шлак. Однако, напротив, при сварке более толстых металлов с помощью MIG сила тока должна быть высокой, а поверхность должна быть полностью очищена от краски и коррозии, чтобы не повлиять на проплавление сварного шва. При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
2. Внутреннее и наружное применение
Поскольку сварка MIG предполагает использование защитного газа, ее можно выполнять только в помещении, так как ветер или дождь могут повлиять на сварку. С другой стороны, сварка электродами устойчива к ветру и воде, поэтому ее можно выполнять на открытом воздухе или даже под водой. Однако дуга при сварке электродом может производить много дыма и дыма, а значит, для безопасности сварщика требуется хорошая вентиляция.
3. Типы и толщина металлов
Сварка MIG может выполняться с различными типами металлов при условии, что поверхности чистые. Сварку MIG можно использовать для тонких металлов, включая алюминий, латунь, углеродистую сталь, медь, магний, мягкую сталь и нержавеющую сталь. Однако сварка MIG не идеальна для более толстых металлов, в отличие от сварки электродом, которая может сплавлять более толстые металлы. Напротив, сварка электродом не так эффективна для более тонких металлов, так как может вызвать прожог.
4. Области применения
MIG — это чистый и быстрый процесс, что делает его подходящим для целого ряда приложений, от небольших проектов DIY до более крупных промышленных задач сварки. Однако MIG не подходит для сварки на открытом воздухе или в более экстремальных условиях, а также для сварки более толстых материалов. В этих случаях предпочтительным вариантом является сварка стержнем.
5. Простота использования
Несмотря на то, что сварка электродом не является особенно сложной для освоения, сварка MIG – это более простая техника для освоения. Сварка MIG позволяет вам управлять одним элементом за раз, нажимая курок, чтобы автоматически намотать проволоку и начать сварку. Сварка электродом немного сложнее, так как вам нужно точно зажечь дугу, не повреждая металл сварного шва.
6. Портативность
Сварочное оборудование для сварки стержнем более портативно, чем сварочные аппараты MIG, поскольку для него не требуется внешний источник защитного газа.
7. Стоимость
Сварочное оборудование для сварки МИГ дороже, чем аппараты для сварки электродом, хотя в промышленных масштабах сварка МИГ становится более рентабельной благодаря таким факторам, как повышение производительности.
Сварка МИГ намного легче для новичка в освоении, чем сварка электродом. Однако настройка оборудования для сварки MIG может быть довольно сложной, поскольку необходимо учитывать ряд переменных, включая размер и тип проволоки, газ, контактные наконечники и тип сопла. Сварка MIG также обеспечивает более чистые сварные швы, которые требуют меньше очистки после сварки.
Некоторые утверждают, что сварка электродами прочнее, чем сварка MIG, поскольку она обеспечивает лучшее проплавление более толстых материалов.
Однако сварка МИГ может обеспечить хорошие сварные швы, несмотря на то, что она не так эффективна для более толстых металлов, и лучше подходит для соединения более тонких металлов с хорошей отделкой и меньшим риском прожога.