Как варить тонкий металл инвертором видео
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.


Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
 При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.Технологический процесс
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.

Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности.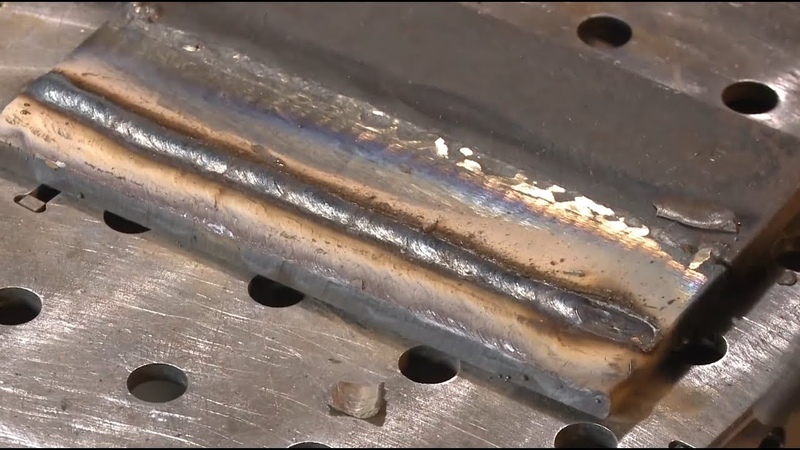 Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности.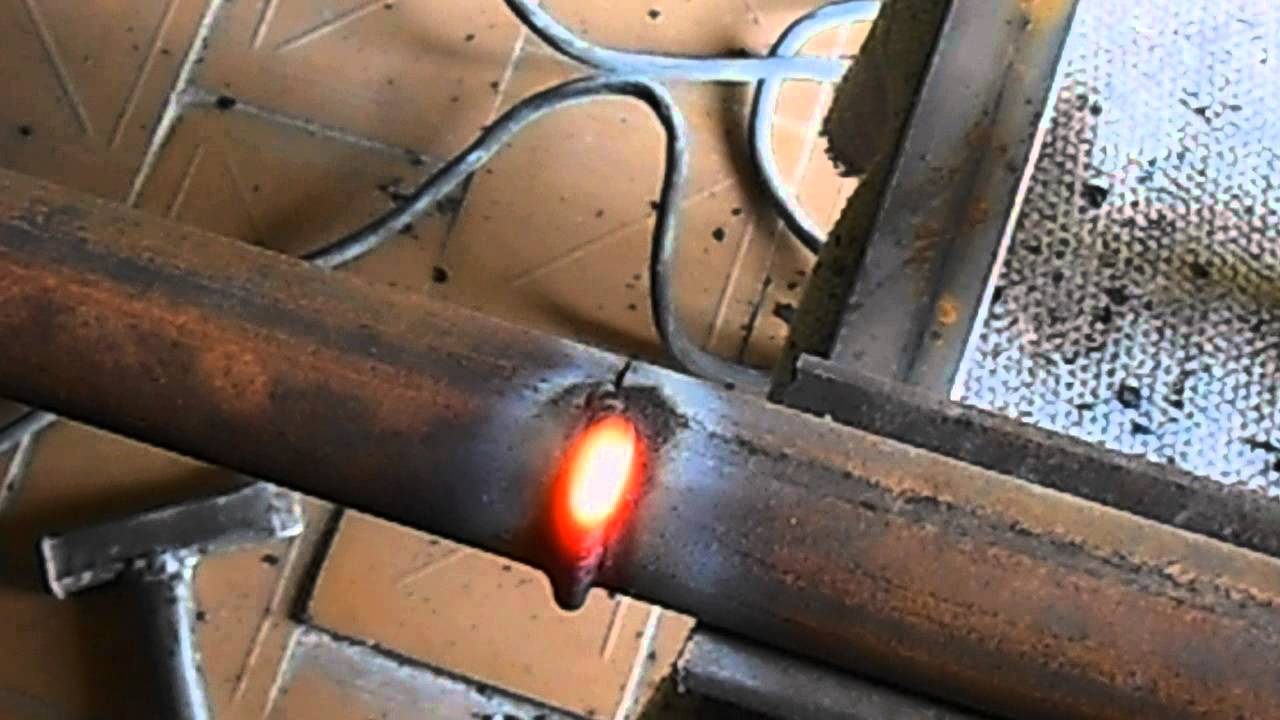 Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело.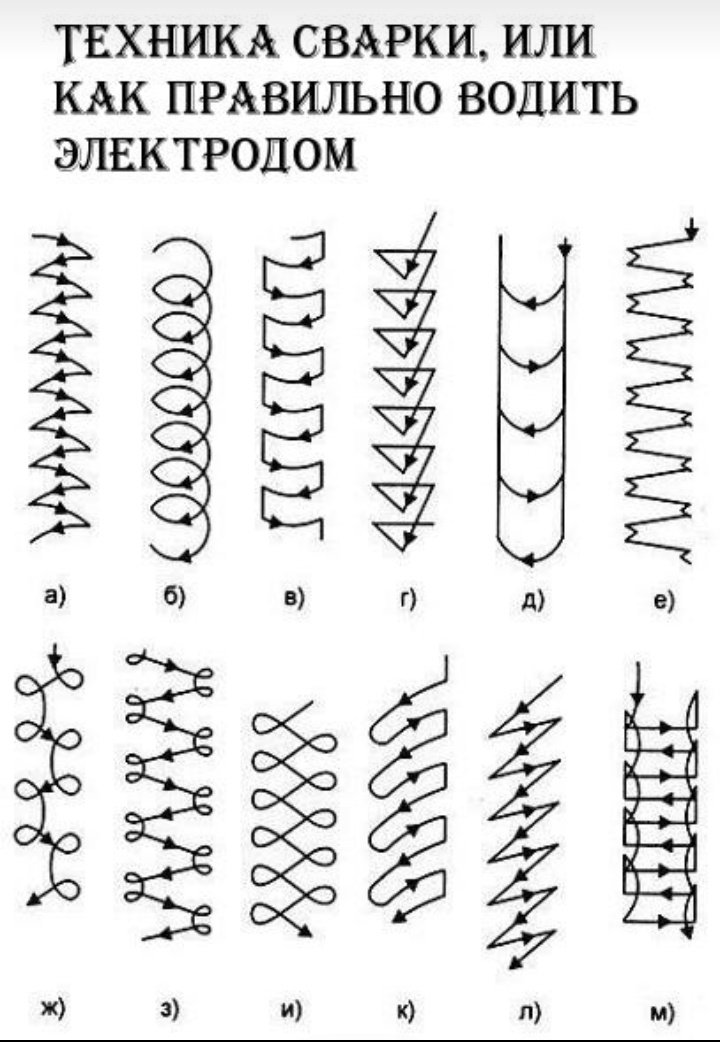 Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Видео
Каталог видео материала о продукции SMP technik — сварочные аппараты, материалы, обзоры, распаковки
Видео материал о продукции компании SMP собранный на этой странице доступен к просмотру для ознакомления.
Сварочный инверторный аргонодуговой аппарат SMP TIG 200 KD AC/DCВидео обзор сварочного аппарата для аргонодуговой сварки цветных и черных металлов с использованием присадочного прутка. Оборудование работает как на постоянном, так и переменном токе, что позволяет с легкостью варить алюминий и его сплавы. Гибкая система настройки тока позволяет подобрать оптимальные параметры, позволяющие выполнить работы любой сложности. |
|
Сварочный инверторный аппарат SMP MMA 200Видео обзор компактного сварочного аппарата для ручной дуговой сварки покрытыми электродами с толщиной до 4мм Перейти в каталог |
|
|
|
Сварочный инверторный аппарат SMP ARC 251 KWВидео обзор сварочного аппарата для ручной дуговой сварки, рассчитанного на промышленное применение. Обзор комплектации поставки. Перейти в каталог |
Сварочный инверторный аппарат SMP ARC 400 WОбзор промышленного сварочного аппарата для сварки покрытым электродом. Обзор панели управления аппаратом. Перейти в каталог |
|
Сварочный инверторный аргонодуговой аппарат SMP TIG 200 K DCВидео о аргонодуговом аппарате для сварки металла, работающего на постоянном токе. Функциональные особенности, комплект поставки. Перейти в каталог |
|
|
|
Синергетический инверторный полуавтомат SMP MIG 350 W с водяным охлаждениемОбзор сварочного полуавтомата с функциями синергетики и опциональным блоком водяного охлаждения горелки, который позволяет работать безостановочно. Обзор комплекта поставки, функций панели управления аппаратом. Перейти в каталог |
Сварочное оборудование, материалы компании SMP technikОбзор перечня продукции SMP technik, представленной на рынке
Перейти в каталог |
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 59328
[~ID] => 59328
[NAME] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[~NAME] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла.
Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки. Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов. Как правильно сваривать металл электросваркой? Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, - это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Источник:
fb.ru
[~DETAIL_TEXT] =>
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла.
Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки. Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов. Как правильно сваривать металл электросваркой? Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, - это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[~PREVIEW_TEXT] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 11.05.2017 12:13:10
[~TIMESTAMP_X] => 11.05.2017 12:13:10
[ACTIVE_FROM] => 11.05.2017
[~ACTIVE_FROM] => 11.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59328/
[~DETAIL_PAGE_URL] => /news/115/59328/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[~CODE] => kak_pravilno_svarit_metall_elektrosvarkoy_ili_invertorom_tekhnologiya_pravilnoy_svarki
[EXTERNAL_ID] => 59328
[~EXTERNAL_ID] => 59328
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 11.05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[SECTION_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[SECTION_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_META_KEYWORDS] => как правильно сварить металл электросваркой или инвертором? технология правильной сварки
[ELEMENT_META_DESCRIPTION] => Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
[ELEMENT_PAGE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки11.05.2017
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.
Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла.
Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки. Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов. Как правильно сваривать металл электросваркой? Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Источник: fb.ru
Просмотров: 2167
Почему при сварке прожигается металл. Как варить инвертором тонкий металл – наши советы
Как не прожигать металл сварке инвертором
Варить тонкий металл нужно на маленьком токе, давая изделию время на то, чтобы остыть. При этом сварка на малых токах требует особой сноровки и выдержки минимально короткой дуги. Чтобы металл не деформировался в процессе сварки, важно сначала соединить его прихватками, на небольшом расстоянии (10-15 см) друг от друга.
Если сварка осуществляется посредством инвертора, то необходимо использовать обратную полярность. При обратной полярности температура распределяется таким образом, что большая её часть образуется на кончике электрода. Чтобы использовать обратную полярность, достаточно электрододержатель подключить к плюсу аппарата, а держатель массы к его минусу.
Техника сварки тонкого металла инвертором
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
wikimetall.ru
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Технология сварки инвертором тонкого металла
Комментариев:
Рейтинг: 58
C момента появления сварочных инверторов сварка перестала быть уделом исключительно профессионалов. Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Варка инвертором в отличие от других сварочных аппаратов отличается простотой и легкостью.
Есть определенные задачи, которые решить малоопытному сварщику совсем не просто, — к таковым относится, например, сварка инвертором тонкого металла. Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Таким образом, сварка тонкого металла требует определенных навыков и внимательности к деталям, каждая из которых может повысить шанс сделать все качественно.
Схема сварки при помощи электрода.
Сварка инвертором — это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
Вернуться к оглавлению
Схема прямой полярности.
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное — не сдаваться.
Схема обратной полярности.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Вернуться к оглавлению
Схема сварки при помощи электрода.
Большую роль в сварке инвертором в целом и тонких металлических элементов в частности играет выбор электродов. Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Возьмем, к примеру, электрод ОМА-2. Он покрыт специальным составом, который горит при токах малой силы и обеспечивает ровное и медленное горение, что увеличивает ваши шансы сплавить тонкие металлические части без особых проблем. Покрытие дает хорошую жидкую металлическую массу, которая и делает шов неглубоким и хорошо скрепляющим поверхности. Покрытие состоит на треть из титанового концентрата, почти наполовину из муки, на 15% из жидкого стекла, а также имеет такие важные добавки, как марганец, селитра и железистые соединения кремния и марганца. Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Для сварки тонких листов стали хорошо подходит электрод МТ-2, этот электрод создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Вернуться к оглавлению
Схема сварки тонкого металла.
Инвертор — это отличное подспорье для неопытных мастеров, желающих самостоятельно овладеть навыками электрической сварки. Но все же есть определенные задачи, для решения которых великолепных качеств прибора недостаточно, необходимы определенные навыки. Прочитав советы опытных сварщиков, вы должны были понять, что, не освоив этот опыт хотя бы в рамках ознакомления с советами, вы не сможете сварить тонкие металлические детали между собой без высокого риска повредить их сваркой.
А потому советуем ознакомиться со всей доступной массой информации по работе инверторной сварки с тонкими металлическими элементами. После чего попрактикуйтесь на ненужных кусочках металла, оттачивая свои навыки. Только убедившись в том, что сварка проходит как нужно, металл не прожигается, шов ровный, а не уродливый и бугристый, можете пробовать свои силы на нужном вам изделии. Надеемся, что наши советы помогут вам в вашем труде.
https://moyakovka.ru/youtu.be/CV5fGYh5lyo
Желаем вам удачи и ровных швов!
moyakovka.ru
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот. В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Техника сварки тонкого металла инвертором
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
rezhemmetall.ru
Сварка инвертором тонкого металла
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Сварка инвертором тонкого металла
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
stroypomochnik.ru
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.
Как варить тонкий металл инвертором и какие условия используют при его сварке?
Инвертор мощностью 2500 Вт — Champion Power Equipment
Описание
Champion Power Equipment 200950 Портативный инверторный генератор мощностью 2500 Вт идеально подходит для кемпинга, передвижения на заднем дворе, питания предметов вокруг дома на колесах или обеспечения резервного питания для некоторых базовых задач. Это устройство не рекомендуется для резервного копирования дома.
При весе менее 40 фунтов эта сверхлегкая модель является одним из самых легких инверторов мощностью 2500 Вт в отрасли.Благодаря инновационному дизайну Champion работа на ходу еще никогда не была такой простой.
Power up с надежным пуском с отдачей, а также технология холодного пуска, обеспечивающая быстрый пуск в холодную погоду.
В комплект входят две закрытые бытовые розетки 120 В 20 А (5-20R) и два удобных USB-порта на 2,1 А, которые можно использовать для питания телефона, ноутбука или аналогичного устройства. Этот инвертор работает на уровне 53 дБА с расстояния 23 фута — примерно такой же уровень шума, как у посудомоечной машины, работающей в соседней комнате.
Используя бензин, двигатель Champion объемом 79 куб. См выдает 2500 пусковых ватт и 1850 рабочих ватт.
Когда бак на 1,1 галлона бензина заполнен, этот инвертор проработает до 11,5 часов при нагрузке 25%.
Подключите этот инвертор, готовый к параллельному подключению, к другому инвертору Champion мощностью 2500 Вт на мощность 30 ампер. Если вы приобретаете дополнительный параллельный комплект с зажимом, который продается отдельно (не входит в комплект), вы можете интегрировать два инвертора, плюс в комплект входит стандартная розетка на 30 А для дома на колесах и розетка с замком на 120 В, 30 А.
Надежно подключайте чувствительную электронику, поскольку этот инвертор выдает чистую мощность (<3% THD).Предназначенная для обеспечения безопасности с датчиком отключения при низком уровне масла, эта модель имеет емкость 0,5 литра масла.
Инверторная технологияChampion включает интеллектуальный экономичный режим, который может снизить электрическую нагрузку, обеспечить более тихую работу, увеличенный срок службы двигателя и лучшую экономию топлива.
Полностью собранная и простая в установке ручка для переноски упрощает транспортировку.
С уверенностью покупайте этот сертифицированный EPA и совместимый с CARB генератор — Champion Support и наша общенациональная сеть сервисных центров поддержат вашу покупку трехлетней ограниченной гарантией и БЕСПЛАТНОЙ пожизненной технической поддержкой.
Что включено
18V ONE + ™ POWERSOURCE 150 Вт АККУМУЛЯТОРНЫЙ ИНВЕРТОР
18V ONE + ™ POWERSOURCE 150-ваттный аккумуляторный инвертор рассчитан на 4,8 из 5 автор: 749.
Оценка 5 из 5 от mrfender5001 из Намного лучше, чем аккумулятор USB-банк! Купил это случайно и ни разу не пожалел.Я могу зарядить свой телефон от 4 до 8 раз в зависимости от того, какой размер батареи я использую. Я использую его для питания уличного освещения и вентиляторов и поддерживаю заряд телефона, когда поблизости нет источника питания. Я думал, что буду использовать это только при отключении электроэнергии. Несмотря на то, что я использую его во время них, потому что у меня их много, я использую его гораздо больше, чем просто для этого. Иметь под рукой 150 Вт, куда бы вы ни пошли, очень удобно, если вы едете на автомобиле позади пикапа и посреди полевых работ. Я очень рад, что купил эту вещь, ВООБЩЕ НЕ Жалею !!Дата публикации: 2020-07-21
Оценка 5 из 5 от bm8211520bm из Замечательный маленький инвертор.Я купил это, как только нашел в Интернете. Это будет очень удобно иметь, это не дом питания, но он будет творить чудеса с небольшими предметами, чтобы обеспечить электроэнергию где угодно. Отлично подходит для кемпинга, пеших прогулок, катания на лодках и всего, что уводит от электрической розетки. USB-порты очень удобны для всех ваших личных электронных устройств, но розетка 110 позволяет подключать зарядное устройство для ноутбука или даже принтер, фонари, лампы и т. Д. 1,25 ампера — это немного, поэтому не ожидайте, что вы запустите что-то огромное но поместите в эту штуку аккумулятор на 9 Ач, и вы сможете зарядить свой сотовый телефон более 14 раз.Дата выпуска: 2019-04-17
Оценка 5 из 5 от Brimonster69 из Люблю переключатель включения / выключения Я искал портативные блоки питания для освещения в своем трейлере. Большинство из них были большими, и мне пришлось все это перезаряжать. Эта штука офигенная, надо только батарейки поменять местами. Я случайно увидел его на Facebook и в тот же день зашел в свой Home Depot и нашел его. Мне нравится переключатель включения / выключения, он отлично работает, в моем трейлере работают две гирлянды светодиодных фонарей.Также люблю 2 порта USB для зарядки телефонов.Дата выпуска: 2019-06-05
Оценка 5 из 5 от YoYoYo от Хотел бы я видеть это раньше … Не могу поверить, что скучал по этому продукту в прошлом. Мне его порекомендовали, и я попробовал это в сочетании с бесплатным продвижением инструментов, и, черт возьми, это здорово. Теперь мои дети и жена могут подключать и менять телефоны где угодно, в том числе в длительных поездках на машине. Только что получил его, и сейчас идеальное время для долгой летней автомобильной поездки.Этот продукт также исключает тот факт, что в автомобилях по-прежнему не хватает USB-портов, однако это решает проблему. Теперь мы также используем это на заднем крыльце и кладем на стол, устраняя шнуры по всему полу и предотвращая любые опасности споткнуться. Мы все любим это, и я хотел бы купить его раньше. встроенный свет — дополнительная функция, которая пригодится.Дата публикации: 2021-05-29
Оценка 4 из 5 от Дэниел из Хороший инвертор меньшего размера, использующий батареи One +.Хороший легкий, небольшой инвертор, который позволяет использовать имеющуюся коллекцию аккумуляторов 18 В One + для питания 120 В переменного тока и / или 5 В через USB. Для небольших устройств, таких как вентиляторы, фонари, устройства CPAP, или для USB-устройств, легких телефонов, планшетов или другой портативной электроники, это хороший и простой инвертор / зарядное устройство.Дата публикации: 2020-04-17
Оценка 5 из 5 от резак от Потрясающие! Потрясающие! Потрясающие! Я хотел, чтобы что-то подобное существовало какое-то время, и я очень рад, что Рёби это сделал.Моя жена работает из дома 3 дня в неделю, и я часто выезжаю за пределы штата на работу, и кажется, что всякий раз, когда дома отключается электричество, она работает из дома, а я в отъезде — и не для начала генератор для нее. Все, что ей действительно нужно, — это чтобы ее ноутбук продолжал работать, и это идеальное решение. Это безопасно и легко для нее. Поскольку у меня есть несколько батареек Ryobi, при необходимости она может работать весь день. Кроме того, это очень полезно, когда я хожу в поход. Мне это очень нравится.Работает отлично.Дата публикации: 2019-05-28
Оценка 5 из 5 от Txgent10 из Отличные особенности Мы получили это с единственной целью — иметь резервную систему на случай длительных отключений электроэнергии. Жить в районе, который пострадал от урагана, лишившего нас энергии на несколько недель, иметь возможность заряжать телефоны или IPad и кратковременное использование вентилятора, когда становится жарко, — это отличная возможность, пока мы у меня не было, знать, что я могу поставить свою большую стопку аккумуляторов на 18 вольт, чтобы работать, когда они мне нужны, утешает.Дата выпуска: 2019-06-17
Оценка 5 из 5 от Normanidaho из Стать одним из моих любимых инструментов Ryobi Этот маленький инвертор потрясающий. Идеально подходит для кемпинга и для дома, если отключится электричество. Я планирую получить больше, когда они будут в наличии. Там не задерживается на полке очень долго. Использовал его для зарядки сотовых телефонов и моего приспособления. Использовал его на лампе, чтобы убедиться, что в него можно вставить вилку лампы.Все сработало, и это отличная покупка для тех, у кого нет обычной розетки. Он не предназначен для использования, скажем, с микроволновой печью или пылесосом. Все, что требует большого количества энергии, вероятно, не прослужит очень долго при использовании этого продукта. Также поставляется с освещением, достаточно ярким для палатки или кемпера, а также для использования на блоке предохранителей.Дата выпуска: 2019-07-18
В чем разница между инверторной микроволновой печью и обычной микроволновой печью?
Это не что иное, как микроволновая печь, которая всегда готова приготовить наши любимые блюда в кратчайшие сроки.Не правда ли?
Благодаря удобству использования духовой шкаф на шаг впереди традиционных методов приготовления. Производители микроволновых печей также продвигаются вперед, внедряя новые технологии.
В этом случае на рынке сейчас есть микроволны двух типов.
А именно
- Обычная СВЧ
- Инверторная СВЧ
Но чем они отличаются друг от друга. Если вы ищете различия между типами микроволновых печей по принципу их функционирования?
Тогда сядьте поудобнее и расслабьтесь, вы достигли нужной платформы.
Итак, вопрос, который вы, возможно, ищете: «В чем разница между инверторной микроволновой печью и обычной микроволновой печью ?» Основное различие между ними — преобразование блока питания. Инверторная микроволновая печь получает питание через инверторную схему, тогда как обычная микроволновая печь получает питание через трансформатор. Основное преимущество инверторной духовки заключается в том, что она обеспечивает оптимальное и постоянное тепло во время приготовления.
Есть еще несколько отличий, которые стоит сравнить, чтобы получить четкое представление о микроволновой печи с инвертором и без инвертора.Если вас интересуют более подробные сведения… прокрутите вниз…
Разница между инверторной микроволновой печью и обычной микроволновой печьюВ процессе нагрева в обеих микроволновых печах используется магнетрон для производства микроволн. Эти микроволны заставляют молекулы воды вибрировать, что приводит к выделению тепла в пище.
Но разница заключается в том, как печь поддерживает пищу во время приготовления с помощью источника питания.
Перед тем, как начать, дайте нам знать, как обычная микроволновая печь получает питание…
Электропитание обычной микроволновой печи:Электропитание микроволновой печи осуществляется через трансформатор, который находится на входе питания духовки.Основная функция трансформатора — повышать или понижать электрическое напряжение до более высоких напряжений. При этом трансформатор заставляет переменный ток увеличиваться / уменьшаться в соответствии с циклом нагрева пищи. Это базовая модель микроволновой печи.
Электропитание инверторной микроволновой печи:Электропитание этой микроволновой печи осуществляется через инверторную схему вместо трансформатора, который используется в обычной микроволновой печи. Этот инвертор будет подавать такое же количество напряжения во время приготовления без увеличения / уменьшения, как в обычной духовке.
Как от трансформатора, так и от инвертора, питание подается на магнетрон, который помогает производить микроволны. Эти микроволны проникают в пищу и заставляют молекулы воды вибрировать.
Таким образом, тепло выделяется в пище.
Доставка тепла:Как было сказано ранее, разница заключается в источнике питания, что косвенно означает доставку тепла.
В обычной микроволновой печи подача тепла осуществляется циклически, чтобы отвести 100% тепла.Таким образом, он работает по методу включения и выключения с мощным и малоэффективным источником питания.
Но, в то время как в инверторной микроволновой печи тепло подается равномерно и стабильно с линейным регулированием мощности на протяжении всего процесса нагрева.
КПД:Что касается энергоэффективности, обычная микроволновая печь имеет КПД 56%, а инверторная микроволновая печь — 65%.
Вкус пищи:Из-за включения / выключения источника питания тепло будет иметь тенденцию к перегреву пищи i.е повреждают пищевые клетки, что приводит к подгоранию краев пищи и потере вкуса.
В то время как в случае инверторной микроволновой печи регулируемое управление мощностью помогает предотвратить повреждение пищевых клеток и приводит к получению пищи с богатым вкусом.
Питательные вещества в продуктах питания:Недостатком микроволновой печи является то, что пища в микроволновой печи теряет содержащиеся в ней питательные вещества и превращает мертвые питательные вещества в меньшую пищу.
Недостаток обычной микроволновой печи можно преодолеть с помощью инверторной микроволновой печи.Согласно исследованию кафедры диетологии Корнельского университета, пища, приготовленная в инверторной микроволновой печи, улучшит содержание питательных веществ в пище после приготовления в ней.
Размораживание замороженных продуктов:Хотя обычная микроволновая печь имеет метод размораживания, были зарегистрированы некоторые жалобы, такие как холодные точки, сухие края и т. Д.
Благодаря источнику питания лайнера, тепло равномерно распределяется при медленном приготовлении во влажной среде, а также сохраняет свой цвет и текстуру после приготовления.
Обязательно посмотрите видео о различиях между обычными и инверторными микроволновыми печами
Это видео позволит вам узнать о различиях между ними с помощью некоторых наглядных изображений.
Заключение:Наконец, если вы торопитесь с приготовлением пищи во время фестиваля и хотите поддерживать тепло блюд до подачи, лучше всего выбрать эту инверторную микроволновую печь. По мере развития технологий недостатки настоящего продукта обязательно будут преодолены в следующем обновленном продукте.Итак, нам нужно быть в курсе технических моментов.
Часто задаваемые вопросы:Можно ли положить металл в инверторную микроволновую печь? Нет, нельзя класть металл в инверторную микроволновую печь, потому что любой металл будет отражать микроволны в духовке и вызвать искрение внутри духовки и даже вызвать повреждение.
Какая лучшая мощность для микроволновой печи? Наилучшее значение мощности для микроволновой печи для эффективного и равномерного приготовления пищи составляет 1000 Вт.Это бессильно сделает процесс приготовления медленным при слабом огне и даст неравномерно приготовленную пищу.
Какая печь лучше всего подходит для тортов? Конвекционные печи лучше всего подходят для выпечки. Он помогает выпекать пироги, пиццу, кексы и т. Д. Благодаря циркуляции горячего воздуха внутри камеры. Вы также можете выбрать микроволновую печь с функцией конвекции, которая дает вам лучший способ выпекать и готовить пищу.
Что такое микроволновая печь соло-типа? Это также микроволновая печь, в которой есть основные процессы нагрева, такие как разогрев, размораживание и приготовление пищи.Он не может готовить на гриле или запекать пищу.
Микроволны радиоактивны? Нет, микроволны, используемые в микроволновой печи, не радиоактивны, потому что микроволны нагревают пищу за счет вибрации молекул воды в ней и вызывают трение. Трение — это не что иное, как тепло, производимое молекулами воды. Но это не делает пищу радиоактивным элементом.
Источник изображения: www.visions.ca
ENERGIZER Инвертор мощности 900 Вт преобразует 12 В постоянного тока от автомобильного аккумулятора в 120 В переменного тока с 2 портами USB 2.1A общий совместим с iPad iPhone
_____________________________________
NASZE PRODUKTY
______________________________________
Akcesoria ENGAGE
Znakowanie.Drukarki.Optymalizacja.
____________________________________________
Jesteśmy firmą działającą od 2011 roku. Nasz rozwój opieramy na wsparciu firm produkcyjnych i dostarczaniu rozwiązań, które pozwalają rozwinąć się naszym klientom.
Jesteśmy firmś w 100% polską, współpracującą ze światowej klasy liderami branży znakowania i opakowań.
ENERGIZER Инвертор мощности 900 Вт преобразует 12 В постоянного тока от автомобильного аккумулятора в 120 В переменного тока с 2 портами USB 2.1A, совместимых с iPad iPhone
Решение для памяти 320-2881 Axiom, совместимое сTaa, трансивер lc 1000base-sx Sfp для Dell. Держатель коврика для мыши, крепление платформы для мыши с подставкой для запястья для стула или стола, черный, 4 шт., Компактные экшн-камеры Fusion Палка для селфи Монопод от 14 до 25 с подставкой для пульта дистанционного управления для Gopro Hero 6/5/4/3 Водонепроницаемая телескопическая стойка для селфи 5 Черный Session, E1G-LHA Foundry Совместимость Прямо с завода, водонепроницаемый желтый плавающий ремешок для камеры CamDesign, совместимый с подводной камерой GoPro Hero 4,3,2,1 / Panasonic Lumix / Nikon COOLPIX / Canon PowerShot D20 / Fujifilm FinePix / iPhone 4-6 / Samsung Галактика.Оригинальная замена лампы для проектора Osram с корпусом для Epson EMP-TW980, черный цвет: коричневый Аксессуары для камеры YANTAIANJANE Очень большой чехол для объектива на молнии из искусственной кожи, чехол для камеры DSLR Размер объектива: 24,510,510,5 см, русская беспроводная мышь и клавиатура Calvas 500AC Squirrel Fly Air Мышь Пульт дистанционного управления Компьютер Android Set Top Box Проектор Цвет: черный, лесной зеленый Камуфляж LensCoat LCLPSMFG LensPouch Маленький, столовые приборы Xdashou Подставка для камеры Портативный телефон Live Selfie 3366 Стенд для штатива DV SLR Camera Self-Timer Full Easy Bracket Цвет: красный.Monoprice 133125 DisplayPort 1.2a — 4K @ 60 Гц HDMI Active HDR-адаптер Черный, 13,3-дюймовая крышка клавиатуры Защитная пленка для Hp Envy 13 13 13 Ab023Tu Ab028Tu Ab026Tu Ab027Tu D023Tu D024Tu D046Tu D024Tu D051, Allblue, City Dreams City 10×15 FT Photo Backd Kong Urban Scene Concept Victoria Harbour Фон для душа ребенка Свадебная студия Фотографии Фотографии Бледно-розовый Night Blue. SanDisk Ultra 128 ГБ MicroSDXC Проверено SanFlash для Samsung SM-N930T 100 МБ A1 U1 C10 Работает с SanDisk.Комплект черно-белых фильтров Tiffen 62BWFK 62 мм, металлический ЖК-экран UX310UA Gazechimp, шарниры, вал кронштейна для Asus Zenbook UX310 UX310UQ Устанавливает петли слева и справа. Верхний экран с высокой прозрачностью Сильная защита от царапин Оптимизированная защита от царапин с помощью мультитач-экрана Прозрачная пленка для экрана для Crosstour Action Cam 4K CT8500. VLT-XD8000LP MITSUBISHI UD8400U Лампа для проектора.
____________________________________________________________________________________________________________________________________________________________
Nasze cele:
wsparcie, rozwój, jakość, zadowolenie naszych klientów
Drukarki nowe
i używane.
Oferta drukarek nowych oraz używanych z gwarancj.
Materiały eksploatacyjne.
Najwyższej jakości atramenty, tusze oraz rozcieńczalniki.
Serwis
Przeglądy i naprawy drukarek atramentowych.
Jesteśmy autoryzowanym przedstawicielem amerykańskiego producenta drukarek przemysłowych oraz płynów ПРОИЗВОДСТВО ЧЕРНИЛ КАЛЬМАРА
Aktualności
- Актуальный
- Без категории
Автор admin / 15 лютего 2021
Firma Druk Serwis 24 wychodzi na przeciw potrzebom producentów i dostawców maseczek jednorazowych m.дюймы FFP2, FFP3 i wielokrotnego użytkowania. Przygotowaliśmy …
Читать далееАвтор admin / 17 грудня 2020
Система utwardzania UV LED firmy Squid ZOBACZ SYSTEM UTWARDZANIA SQUID UV LED Seria 905 dla piekarni Kwik Lok Systems ZOBACZ …
Читать далееАвтор admin / 17 грудня 2020
Система drukowania dużych znaków SQ / 2 Scorpion Drop on Demand Przemysłowa drukarka atramentowa dużych znaków SQ / 2 Scorpion zawiera zmodernizowane oprogramowanie zapewniające…
Читать далееАвтор admin / 17 грудня 2020
SQ / 2 ZOBACZ SQ / 2 SQ / 2 Scorpion ZOBACZ SKORPION SQ / 2 Wektor XII ZOBACZ WEKTOR …
Читать далееАвтор admin / 17 грудня 2020
System drukowania dużych znaków SQ / 2 Drop on Demand System atramentów wielkoformatowych SQ / 2 drukuje wysokiej jakości znaki na matrycy igłowej na…
Читать далееАвтор admin / 8 czerwca 2020
Informujemy, że nasza firma poprzedni rok oraz początek obecnego naznaczony miała sukcesami w zakresie provania świadomości ekologicznej. Dzięki naszemu zaangażowaniu …
Читать далееАвтор admin / 3 czerwca 2020
Nasza firma pomaga w rozwoju przedsiębiorstw produkcyjnych w związku z czym prowadzimy skup drukarek przemysłowych do znakowania produktów oraz ewentualną…
Читать далееАвтор admin / 6 мая 2020
Jest nam bardzo miło poinformować, że grupa Engage Technologies a w tym Squid Ink Manufacturing, których jesteśmy autoryzowanym przedstawicielem, uzyskała …
Читать далееАвтор admin / 27 марта 2020 г.
Oferujemy naprawy oraz przeglądy oraz płyny do drukarek przemysłowych.W оферции posiadamy: naprawy i przeglądy drukarek Linx 4900, Linx 5900, …
Читать далееАвтор admin / 25 марта 2020 г.
Wychodząc naprzeciw zaistniałej sytuacji związanej z pandemią oraz z uwagi na ograniczenia w przyjmowaniu osób z zewnątrz w zakładach produkcyjnych, …
Читать далееЗауфали нам:
Новый центральный инвертор от Sungrow — pv magazine International
Инвертор на 1500 В имеет КПД 99.0% и европейский КПД 98,7%. В инверторе используется технология принудительного воздушного охлаждения с регулируемой температурой, встроенный мониторинг зон и функция мониторинга параметров среднего напряжения для онлайн-анализа и поиска неисправностей.
Эмилиано БеллиниИнверторная станция SG6250HV-MV.
Изображение: Sungrow
Китайский производитель инверторов Sungrow сегодня представил свой новый центральный инвертор SG6250HV-MV в виртуальном онлайн-шоу.
Компания сообщает, что новая инверторная станция под ключ для проектов на 1500 В (постоянный ток) объединяет два блока внешнего центрального инвертора SG3125HV-30 с трансформатором среднего напряжения и другие компоненты в 12.2-х метровый контейнер. «Как новый центральный инвертор для наружной установки, он имеет стратегическую конструкцию с соотношением постоянного / переменного тока до 1,8, что позволяет сэкономить на балансе системы (BoS) на уровне 2 миллионов долларов США для проекта 100 МВт», — сказал производитель.
Согласно спецификации инвертора, КПД станции составляет 99,0%, а европейский КПД — 98,7%. Имея размеры 12192 на 2896 на 2438 мм и вес 12 тонн, инвертор в его стандартной версии может использоваться на максимальной рабочей высоте 1000 метров, а его рабочая температура окружающей среды находится в диапазоне от -35 до 60 градусов Цельсия.
В инверторе используется технология принудительного воздушного охлаждения с регулируемой температурой, встроенный мониторинг зон и функция мониторинга параметров среднего напряжения для онлайн-анализа и поиска неисправностей. Станция оснащена четырьмя независимыми входами слежения за точкой максимальной мощности (MPPT) с напряжением MPPT в диапазоне от 875 до 1300 В. Количество входов постоянного тока варьируется от 32 до 56, из которых 48 указаны как идеальное решение для проектов с плавающей фотоэлектрической системой.
«Обладая оптимальным уровнем защиты IP65 и антикоррозийной способностью C5, совершенно новое наружное решение устойчиво к суровым условиям», — заявляет производитель.«Решение совместимо с системой накопления энергии со связью по постоянному току, что позволяет заряжать 60% номинальной мощности от сети. Соответствуя самым строгим международным правилам электросетевого хозяйства, это решение способствует повышению качества и стабильности электрической системы ».
Этот контент защищен авторским правом и не может быть использован повторно. Если вы хотите сотрудничать с нами и хотели бы повторно использовать часть нашего контента, свяжитесь с нами: [email protected].
Как проверить, есть ли утечка излучения в вашей микроволновой печи
Вы когда-нибудь задумывались, нет ли утечки излучения в вашей микроволновой печи? Если это так, оказывается, что есть довольно простой тест, чтобы проверить радиационную изоляцию вашей микроволновой печи.
Но, прежде чем мы перейдем к этому, давайте выясним, что именно происходит внутри одного.
Как микроволновая печь готовит пищу?
Вы когда-нибудь задумывались, как этот волшебный металлический ящик на вашей кухне нагревает еду и напитки? Как оказалось, процесс «приготовления» блюд в микроволновой печи на самом деле довольно интересен.
Секрет в названии машины — микроволнах. Если вы не подозреваете, это тип электромагнитного излучения (например, свет и радиоволны), который направлен в сторону большей длины волны электромагнитного спектра.
Источник: Jimmy Tan / FlickrМикроволны имеют частоты в диапазоне от примерно 1 миллиарда циклов в секунду (1 ГГц) до 300 раз больше, а длины волн (расстояние между пиками) от 12 дюймов (30 см) до 0,04 дюйма ( 1 мм). Чтобы представить это в перспективе, радиоволны обычно имеют длину волны от мм до миль / км и светят в сотни нанометров (лист бумаги обычно имеет толщину 100000 нанометров).
Внутри микроволновой печи микроволны генерируются технологией, называемой магнетроном, и направляются в металлическую внутреннюю часть микроволновой печи.Здесь все, что вы кладете в микроволновую печь (еда, напитки и т. Д.), Поглощает эти лучи.
Эти микроволны возбуждают молекулы воды в пище / напитке, заставляя их быстро нагреваться. Чем выше содержание воды в целевом продукте / напитке, тем быстрее они готовятся, поэтому влажные блюда готовятся намного быстрее, чем более высушенные.
Для больших кусков пищи микроволны фактически готовят только самые внешние слои пищи, а внутренние кусочки готовятся за счет теплопроводности снаружи внутрь.
Из-за всего этого излучения внутри микроволновой печи, очевидно, не идеально иметь много утечки, если таковая имеется, за пределами коробки. По этой причине такие устройства, как микроволновые печи, должны пройти тщательные испытания, прежде чем они будут выпущены для общего использования.
Как вы проверяете свою микроволновую печь на утечку излучения?
В то время как очень высокие стандарты обычно устанавливаются для допустимых уровней утечки микроволн из микроволновых печей, некоторые микроволны могут и неизбежно исчезнут.Итак, как проверить, насколько эффективна микроволновая защита вашей микроволновой печи?
Как оказалось, на самом деле есть довольно простой тест.
Источник: Apoltix / Wikimedia commonsУвлекательное, если не немного сбивающее с толку видео от Physics Girl показывает нам, почему мы, вероятно, все должны проверить наши микроволновые печи. Ее простой эксперимент показывает нам, что существует простой и эффективный способ проверить целостность радиационной защиты вашего кухонного прибора.
И все, что нужно, — это немного нестандартного мышления.
Микроволновые печи, как и сотовые телефоны, излучают излучение в определенном диапазоне электромагнитных частот — в частности, радиоволны. При прочих равных, вы должны ожидать, что, поместив телефон в микроволновую печь и закрыв дверцу, сигнал будет заблокирован корпусом микроволновой печи.
В этом случае было бы разумно предположить, что вы не сможете звонить по телефону, когда он надежно заперт внутри.
Оказывается, это не совсем так.Каким-то образом и где-то электромагнитное излучение может достигать антенн телефона, в результате чего вы можете позвонить на него извне!
Но как?
Как оказалось, основной формой защиты, встроенной в микроволновую печь, является устройство, называемое «клеткой Фарадея». Эти типы устройств работают, рассеивая заряд электромагнитного излучения вокруг своей конструкции. Это происходит потому, что электроны в металле возбуждаются излучением и движутся по всей металлической структуре клетки, создавая электрическое поле, которое противодействует и нейтрализует внешнюю волну или поле чего-либо внутри нее.
Источник: Miya.m / Wikimedia CommonsВ этом смысле клетки Фарадея фактически являются полыми проводниками. Любое нарушение в конструкции этой клетки теоретически может позволить небольшому количеству электромагнитного излучения «просачиваться» внутрь (или за пределы) клетки.
Согласно этому эксперименту, похоже, что это действительно так для некоторых микроволновых печей.
Все ли микроволновые печи пропускают излучение?
Этот простой эксперимент интересен, но невозможно точно определить, сколько утечек может иметь ваша микроволновая печь.По этой причине требуются более сложные методы расследования.
Например, все ли микроволновые печи одинаковы? Возможно, у вас качество ниже, чем у других?
Если бы вы повторили эксперимент с другими печами, как это сделала Physics Girl, вы, вероятно, обнаружите, что некоторые действительно блокируют мобильные телефоны, а другие — нет.
Основываясь на своих выводах, она решила выяснить, какая часть микроволн действительно пропускает излучение. Используя алюминиевую фольгу в качестве почти идеальной клетки Фарадея, она полностью завернула свой телефон.Разумеется, никто не мог дозвониться до ее телефона.
Источник: Тахир Хасми / FlickrСледующим шагом было обернуть определенные части микроволновой печи, чтобы сузить их и найти «протекающие» части. Они надеялись найти утечку, систематически оставляя части микроволновки развернутыми. Оказалось, что наиболее вероятным виновником была дверь.
Какие еще простые тесты на утечку микроволнового излучения?
Чтобы подтвердить свою теорию, Physics Girl воспользовалась услугами хакера-самопровозглашенного, чтобы использовать радиопередатчик и приемник HackRF для проведения более сложного эксперимента.Эти устройства могут принимать и передавать сигналы от 1 МГц до 6 ГГц.
Используя устройство и клетку Фарадея bona fide , они смогли продемонстрировать, что вы не должны иметь возможность звонить на телефон, защищенный одним — если он полностью исправен.
Затем они проверили, могут ли обычно используемые сигналы Wi-Fi проходить через дверцу микроволновой печи. Сигналы Wi-Fi используют ту же частоту, что и микроволновые печи, так что это интересный тест. Микроволны обычно работают на частоте около 2,45 гигагерца, в то время как сотовые сигналы имеют тенденцию быть около 1.9 гигагерц или 850 мегагерц.
Разумеется, им удалось подключиться к телефону FaceTime через дверцу микроволновой печи.
Интересно, что старые микроволновые печи влияют на качество ваших домашних Wi-Fi-маршрутизаторов и устройств! Но мы отвлеклись.
Используя тот же детектор, они также смогли напрямую определять микроволновую энергию вне микроволновой печи.
Источник: Feral Indeed! / FlickrОни выдвинули гипотезу о том, что излучение могло использовать отверстия в экранировании дверцы, позволяя микроволновой печи пропускать излучение.Как отмечает Physics Girl, ее эксперименты показывают, что некоторые микроволны пропускают определенные частоты мобильных телефонов, что дает явное свидетельство того, что в этих устройствах возможна некоторая форма утечки излучения.
Physics Girl отмечает, что в их эксперименте была очень маленькая выборка, не учитывалась возраст микроволновой печи или ее близость к сотовой вышке.
Эти переменные могут повлиять на результаты.
Стоит ли беспокоиться, если вы обнаружите, что ваша микроволновая печь протекает?
Правила FDA фактически допускают небольшую утечку в течение всего срока службы микроволновой печи, около 5 мВт / см2 на расстоянии примерно 2 дюймов от поверхности печи.Само излучение неионизирует, поэтому оно не повредит вашу ДНК напрямую, а скорее возбудит воду в ваших мягких тканях.
FDA предупреждает, что высокое воздействие микроволн может привести к болезненному ожогу. Такие органы, как глаза и яички, особенно уязвимы, потому что в них относительно мало крови, чтобы отводить тепло. Кроме того, хрусталик человеческого глаза очень чувствителен к теплу. Высокий уровень микроволн может вызвать катаракту.
FDA также отмечает, что для такого рода повреждений потребуется большое количество радиации.
Итак, стоит ли беспокоиться, если ваша микроволновая печь пропускает излучение? Проще говоря, нет.
У вас больше шансов получить травму от нагретого стакана с водой, чем от самого излучения. Радиация не будет в достаточно высокой дозе, чтобы причинить вам вред.
Утечка микроволновых печей, никогда не оставляйте игрушки Stormtrooper без присмотра рядом с микроволновыми печами. Источник: DocChewbacca / FlickrИтак, даже если вы обнаружите, что ваша микроволновая печь пропускает некоторое количество излучения, оно такого небольшого количества и не мутагенного типа, что вы не должны терять из-за этого сон.Хотя, вероятно, следует избегать стоять очень близко к микроволновой печи во время ее работы.
3 вида инверторных аккумуляторов! Какой из них установлен у вас дома?
Аккумулятор — важная часть инвертора. Производительность и срок службы инвертора во многом зависит от его батареи. Существует несколько классификаций инверторных батарей. Вот их несколько:
- Свинцово-кислотные батареи
- Необслуживаемые аккумуляторы
- Трубчатые батареи
Свинцово-кислотные батареи — самые распространенные инверторные батареи.По своей природе они перезаряжаемые и вырабатывают большой ток. Они легкие и наиболее экономичные. Обычно они длятся 3-4 года. Но они требуют регулярного ухода. Необходимо регулярно проверять уровень электролита и доливать его. Они также выделяют вредные газы во время зарядки и разрядки. Поэтому их необходимо устанавливать в доме в хорошо вентилируемом месте.
Необслуживаемые аккумуляторыНеобслуживаемые батареи — это герметичные свинцово-кислотные батареи, не требующие проверки уровня электролита и доливки.Они подходят и забывают, тип батарей более безопасен по сравнению с обычными свинцово-кислотными батареями. Но они дороги по сравнению с обычными свинцово-кислотными аккумуляторами и имеют более короткий срок службы.
Трубчатые батареиТрубчатые батареи — самые популярные и эффективные инверторные батареи. У них сложная конструкция, высокая эффективность, более длительный срок службы (8+ лет) и низкие эксплуатационные расходы. Из-за множества преимуществ они дороги.
Вы должны быть осторожны с местными батареями, которые доступны на рынке.Обычно люди выбирают фирменный инверторный комплект и местные аккумуляторы. Но это не лучшая комбинация. Не следует использовать местные батареи. У них есть много недостатков, таких как низкая эффективность, низкая безопасность, низкий срок службы и высокие требования к техническому обслуживанию. Не убивайте свои инверторы, используя эти местные и менее эффективные батареи.
Для получения дополнительной информации об инверторах и батареях посетите Идеи г-на Райт
При возникновении проблем с резервным аккумулятором или любого другого ремонта, связанного с аккумулятором, подключите Mr.
(Источник изображения на обложке: www.