Как сварить провода электрической распределительной коробке — Про дизайн и ремонт частного дома
Соединение проводов пайкой при электромонтаже
В данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Несмотря, что я перешёл на разъемы Ваго, которые существенно ускоряют монтаж электропроводки, всё же считаю, что соединение проводов пайкой лучше. Сейчас на меня набросятся приверженцы сварки. Но я спорить не буду, скажу только, что мне так удобнее, а электрические и механические свойства такого соединения ничуть не хуже сварки.
Кстати, знаете, что лет 50-70 назад радиоаппаратуру собирали посредством сварки. Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.
Итак, публикую несколько фото, иллюстрирующих пайку проводов в распределительной коробке.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка в ПУЭ допускается, но рекомендуется в ГОСТ Р 50571.15-97. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.
1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рисковано, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Пайка проводов в распределительной коробке

Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))
7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А.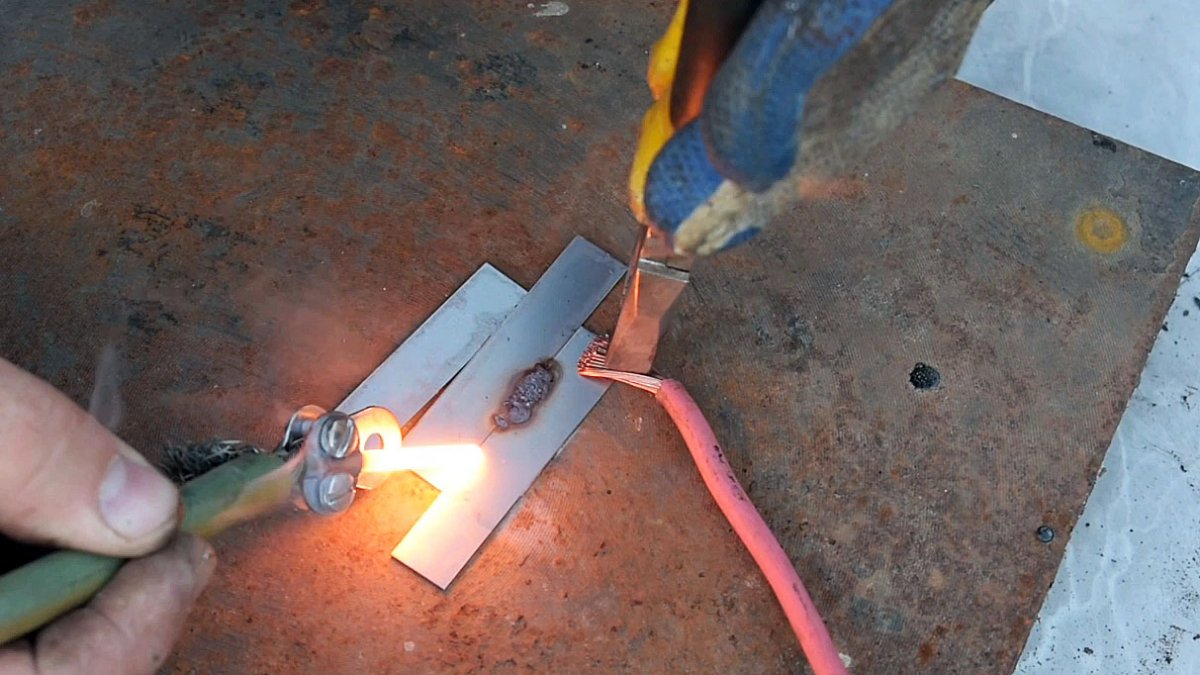 Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.

- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Сварка медных и алюминиевых проводов
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм 2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 см и более) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
 youtube.com/embed/udzayPc9mME»/>
youtube.com/embed/udzayPc9mME»/>
Как производится сварка проводов в распределительной коробке инвертором
Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но лучше выполнить скрутку проводов. Затем выполняется сварка скруток своими руками. Тогда можно иметь стопроцентную гарантию, что проблемы с электрической проводки из-за плохого контакта будут практически исключены.
На деле, частенько случается обрыв соединения, который, в общем-то, может стать пожароопасным. А случается это из-за постепенного ослабевания контакта в соединениях, особенно, если нагрузка достаточно большая, происходит нагревание, что и приводит к последствию, описанному выше.
Поэтому, не входя в детали клеммных соединений, при необходимости лучше всего аппарат для сварки купить и соединять провода скруткой, а потом может осуществляться сварка проводов своими руками.
Спаивание или сварка, что лучше?
В скрутке спаивать провода достаточно сложно, потому что там могут собираться жилы большого сечения по несколько штук. Поэтому паяльнику такая работа не под силу, тем более, когда распределительные коробки находятся высоко. А с паяльником в таких условиях работать будет крайне неудобно.
С другой стороны, сварка проводов в распределительной коробке потребует несколько секунд, чтобы соединение произошло успешно, и кабельные сердечники навечно сварились. Перегрев из-за нагрузки здесь исключится полностью, а соединение контактов станет прочным и долговечным.
Отличие между пайкой и сваркой в том, что спаивать скрутку нужно по всей длине, а при сварке достаточно зафиксировать лишь кончик для соединения жил в один сплав.
Сварка проводов в распределительной коробке
Это легко делается самостоятельно, конечно, в том случае, если есть сварочный аппарат. Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Сила подающегося тока зависит также и от толщины жил, и от количества проводов, находящихся в скрутке. Также имеется прямая зависимость от самих сварочных аппаратов, в которых могут иметься разные отклонения от той силы, которая выставлена регулятором. Кроме этого, практическое напряжение может быть различным от номинального.
Для того чтобы контакт между проводами состоялся, требуется пара секунд. Перед началом работы будет лучше, если есть возможность потренироваться в сварке скруток вне коробки и добиться того, чтобы электрод не перегревался и не залипал во время проведения сварочной работы. Естественно, нужно также позаботиться об отключении от сети тех участков, где будет произведена сварка проводов инвертором. Поэтому, помимо счетчика в доме, лучше иметь еще два и больше независимых контуров электрического снабжения.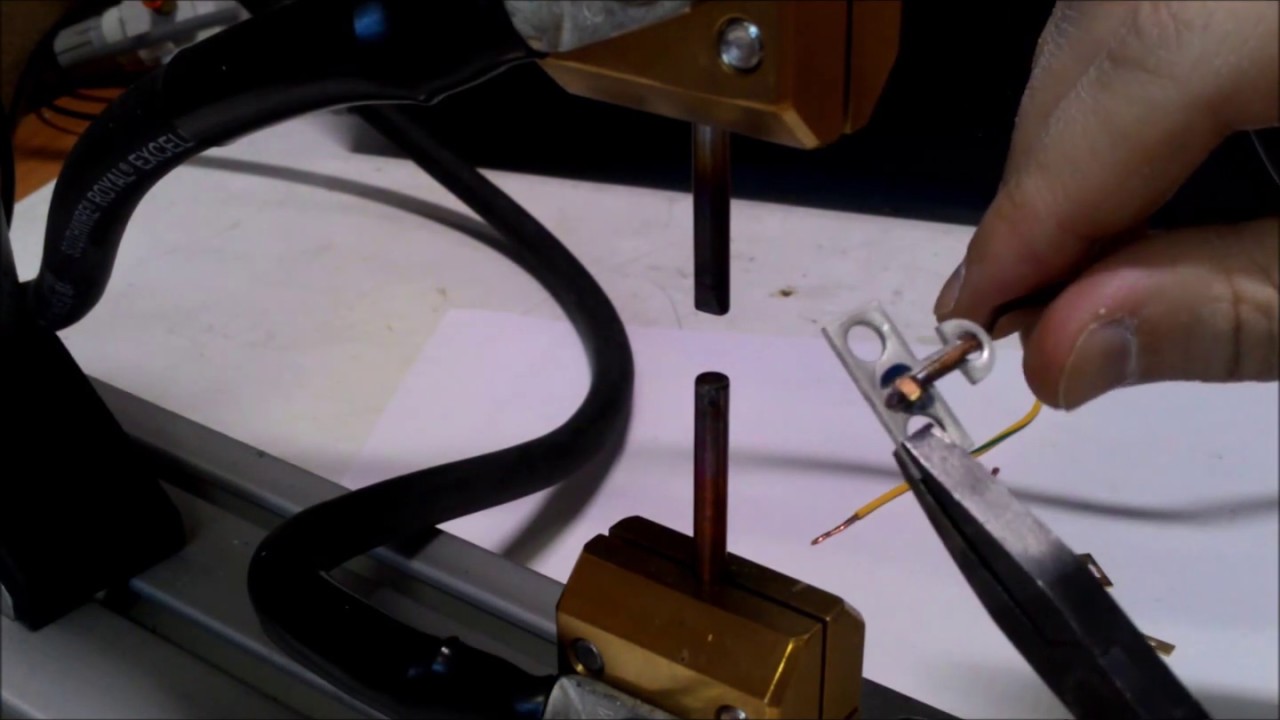
Сварка проводов своими руками
Для проведения сварки необходимы графитовые медные электроды. Их можно приобрести ровно столько штук, сколько требуется, поэтому много денег для этого будет не нужно. А всего таких электродов необходимо будет один или два. Вместо них можно воспользоваться графитовой щеткой, взятой из коллекторного электрического двигателя.
Она вставляется в сварочный аппарат таким же способом, как и электрод. Для замыкания дуги лучше всего подготовить «крокодильчики» (и не забыть их снабдить ручками с прочной изоляцией), потому что обычным держателем и зажимом в распределительной коробке трудно будет обойтись.
Перед тем, как проводится сварка проводов в распределительной коробке, провода очищают от имеющейся изоляции. Для обеспечения прочного контакта не последняя роль отводится площади, где происходит соприкосновение поверхностей. Для этого жилы оголяются приблизительно на десять сантиметров. Когда скрутятся провода, их длина будет равна пяти сантиметрам.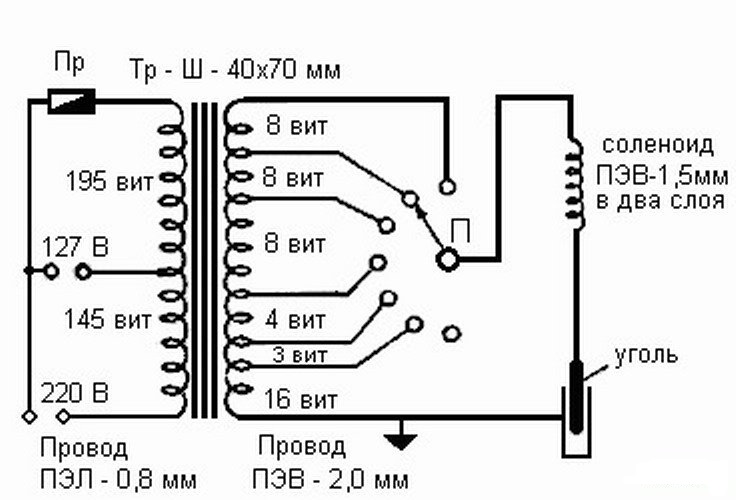 Масса присоединяется к скрутке рядом с изолированной частью.
Масса присоединяется к скрутке рядом с изолированной частью.
К проводам нужно приблизить электрод до степени образования дуги. Контакт при этом составляет примерно пару секунд. Чтобы избежать обжигания, надо дождаться остывания и тогда приступать к следующей сварке. Так, не тратя уйму времени, можно с легкостью справиться со всеми имеющимися распределительными коробками.
После сварки работа завершается путем изолирования скруток. Для этого пользуются изолентой, как раньше, однако есть другой, более современный метод изоляции — термоусадочные трубки. Вокруг проводов заматывать изоленту, если рядом находятся другие скрутки, будет очень неудобно. Поэтому в этом случае помогут термоусадочные трубки, которые легко надеваются и подогреваются с помощью строительного фена. В нагретом состоянии, они зажимаются вокруг проводов, создавая прочную оболочку.
Еще по этой теме на нашем сайте:
- Сварка по алюминию инверторная — азы для начинающих
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха».
 Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха».
Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха». Сварка автомобиля инвертором — быстрая сварка рамы автомобиля
В основном сварка автомобиля своими руками осуществляется при помощи электродов. Это простой и доступный способ. Однако он не является самым качественным. Если нужно сварить какие-либо.
Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором
Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых.
Сварка аргоном алюминия — используем сварочный аппарат для сварки алюминиевых сплавов
Алюминиевые сплавы применяются в различных сварных конструкциях. Среди их основных преимуществ следует выделить небольшую плотность, устойчивость к коррозии, высокие показатели проводимости и прочность. Несмотря на.
Сварка медных проводов, Описание процесса сварки
Соединения проводов в петлях выполняют, как правило, сваркой, используя термитные патроны. Сварка с использованием термитных патронов стала очень распространенной из-за относительной простоты выполнения, которая обеспечивает одновременно с этим и надежность соединений. Для того, чтобы соединить провода с помощью термитных патронов нет необходимости в сложном оборудовании и приспособлениях. Сварку проводов или, как ее привыкли называть, термитную сварку проводов производят в особых сварочных приспособлениях. Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Сварка с использованием термитных патронов стала очень распространенной из-за относительной простоты выполнения, которая обеспечивает одновременно с этим и надежность соединений. Для того, чтобы соединить провода с помощью термитных патронов нет необходимости в сложном оборудовании и приспособлениях. Сварку проводов или, как ее привыкли называть, термитную сварку проводов производят в особых сварочных приспособлениях. Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Приспособления Центральной высоковольтной лаборатории Мосэнерго изготавливают двух размеров. Если говорить о конструкции, то оба типа являются одинаковыми и отличаются лишь весом и размерами.
Термитные патроны представляют собой массу из термитов, которая спрессована на стальной кокиль. У патронов, предназначенных для сварки алюминиевых и сталеалюминевых проводов, имеется разъемный кокиль из стали с вкладышем из алюминия. Патроны же, предназначенные для сварки проводов из меди имеют кокиль, состоящий из медной трубки с вкладышем, состоящим из фосфористой меди.
Патроны же, предназначенные для сварки проводов из меди имеют кокиль, состоящий из медной трубки с вкладышем, состоящим из фосфористой меди.
Перед тем, как провести термитную сварку, концы проводов в обязательном порядке обезвреживают после зачистки от торцевания и грязи. Торцевание проводят при помощи монтажных ножниц, предназначенных для резки проводов. После проведения обезвреживания в растворителе, будь то бензин или какой — нибудь другой, концам проводов необходимо дать возможность просохнуть, затем вставить их в термитный патрон во вкладыш до упора.
Перед использованием термитный патрон обязательно нужно проверить. Термитные патроны, предназначенные для сварки сталеалюминевых и алюминиевых проводов, подготовленные для того, чтобы просверлить в них вертикальное отверстие на всю глубину, вплоть до алюминиевого вкладыша. При сверлении патронов будьте осторожны, так как возможно растрескивание термитной массы. На концах кокиль необходимо зачистить от заусенцев.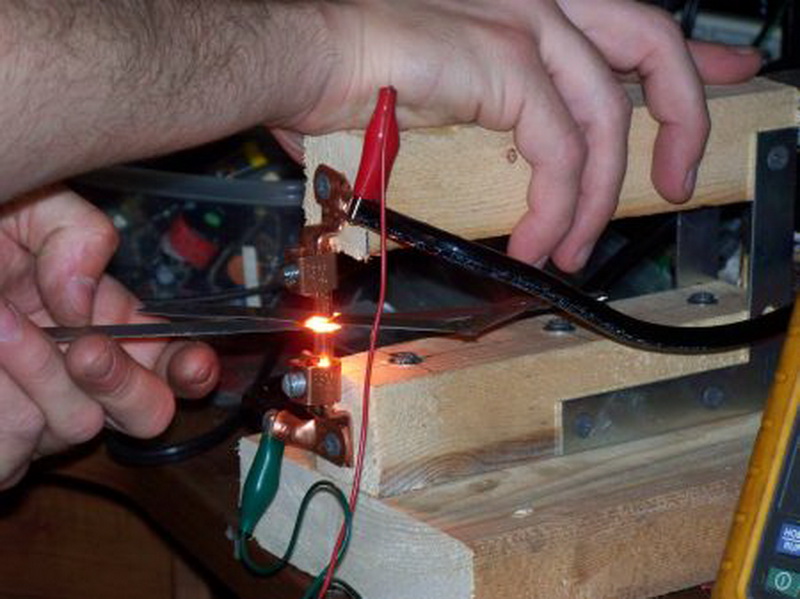 На алюминиевом вкладыше нужно снять пленку с помощью либо ерша из стали, либо используя другое приспособление.
На алюминиевом вкладыше нужно снять пленку с помощью либо ерша из стали, либо используя другое приспособление.
Сварка медных проводов
Какие преимущества и недостатки сварки существуют?
Любому опытному электрику известно то, что более качественного контакта проводов можно добиться с помощью сварки. В процессе сваривания проводов за счет вовсе отсутствующего нагрева проводников и мест их соединений, пожаробезопасность будет обеспечена. Не будет выглядеть преувеличенно, если добавить, что из всех способов соединения проводов, именно сварка является наиболее оптимальным в плане безопасности, надежности и долговечности.
Как и во всех ситуациях, и в случае со сваркой есть недостатки. К примеру, если вы используете клемм, то для того, чтобы создать соединение вам будет достаточно ручного инструмента электрика. Однако при сваривании жил возникнет необходимость в специальном сварочном оборудовании — инверторе либо трансформаторе. К недостаткам относится также и неразъемность соединения, которая в некоторых случаях может ограничить возможность использования сварки, как наиболее выгодного способа соединения проводов.
Описание процесса сварки медных проводов.
Изучение этого процесса много времени у вас не займет, так как процесс является достаточно простым. Для начала снимаете изоляцию с концов всех жил, которые необходимо соединить , затем сделайте скрутку. Рекомендованная длина должна быть не менее 5 сантиметров, в связи с этим изоляцию снимать нужно с концов жил на длину 6- 8 сантиметров.
Затем жилы, которые получились в результате скрутки, выровняете по длине, срезав немного концы скрутки режущим элементом вроде кусачки. Жилы, которые вы скрутили, готовы к сварке. В том месте, где был срез и нужно произвести сварку.
Сварочными электродами обычно выступают угольные стержни. Готовым решением могут стать омедненные графитовые электроды, которые имеются в продаже, к вашему сведению, не только в магазинах оборудования для сварки. Если такого электрода под рукой не оказалось, то можно использовать графитовый стержень от какой — нибудь старой батарейки или же щетку от коллекторного двигателя. Осталось соединить свариваемую скрутку с сварочным устройством и начать сварку.
Осталось соединить свариваемую скрутку с сварочным устройством и начать сварку.
Процесс сварки медных проводов
Для процесса сварки необходимо поднести электрод к концу скрутки жил. Под действием зажженной дуги должны сплавиться концы жил, что и станет поводом для их соединения. Если вы заметили небольшой шарик в месте сварки, то вы засвидетельствуете, что ваша работа завершена, причем результат получился качественный.
Оптимальным временем для сварки при достаточно верном выборе сварочного тока от 1 до 2 секунд. Для создания качественного соединения меньше 1- 2 секунд может не хватить. Но и больше двух секунд не стоит сваривать, так как при большой длительности горения дуги может произойти сильный нагрев проводов, что может привести к повреждению их изоляции. Она может просто напросто расплавиться.
Выбирая величину сварочного тока, необходимо учесть то, какой по толщине является скрутка. Для того, чтобы сварить большую скрутку, состоящую из большего количества жил, соответственно, тока потребуется больше.
Для того, чтобы сварить большую скрутку, состоящую из большего количества жил, соответственно, тока потребуется больше.
Поэтому для каждого случая значение сварочного тока подбирается строго индивидуально.
Воспользуйтесь помощью профессионала, если вы плохо в этом разбираетесь, поскольку ваши эксперименты с выбором тока могут принести либо к прилипанию электродов, либо повреждению их изоляции.
Наверняка, многие из вас осведомлены о том, насколько опасными могут быть последствия воздействия дуговой сварки, но, думаю, будет не излишне напомнить о том, что есть существенная необходимость в средствах защиты, таких как сварочная маска или защитные перчатки.
Похожие статьиСварное соединение проводов
В электрике несколько видов контакта. Есть контакт, или его нет. И самое противное – периодическое пропадание контакта. В месте соединения проводов надёжность контакта зависит от того, как выполнено соединение. В этой статье ЭлектроВести расскажут вам о сварном соединении проводов.
Достаточно широко в последнее время применяется сварка.
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 — 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 — 90А. Для двух — трех проводов сечением 2,5 мм2 ток достигает уже 80 — 100А, а для трех-четырех 100 — 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 — 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1.
Рисунок 1. Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 — 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш — образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 — 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 — 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
W1=40*U1/S
W2=40*U2/S
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 — 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2.
Рисунок 2. Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3.
Рисунок 3. Скрутки для сварки проводов
Ранее ЭлектроВести писали, что Министерство энергетики предлагает с начала 2021г пересмотреть тарифы на электроэнергию для бытовых потребителей на фоне того, что уже сегодня цена электроэнергии как товара в структуре действующих тарифов составляет лишь 1 коп. / КВт*час (при рыночной цене около 1,4 грн / кВт*ч), а с декабря 2020 и января 2021г вырастет стоимость транспортировки, что сделает поставку для населения планово убыточной для поставщиков универсальных услуг.
По материалам: electrik.info.
Соединение проводов в распределительной коробке
Технические данные
Напряжение питания – сеть 220 В, 50 Гц
Габариты – 250*200*270 мм
Масса набора в полном комплекте – 4,4 кг.
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Комплект поставки:
Наименование | Количество |
Инвертор сварочный | 1 шт. |
Комплект сварочных проводов с держателем массы и электрода | 1 шт. |
Перчатки-краги сварочные | 1 пара |
Электроды медно-угольные | 10 шт. |
Очки защитные | 1 шт. |
Плоскогубцы 160-200 мм изолированные до 1000В | 1 шт. |
Отвертка шлицевая 6,5 x 150 мм изолированная до 1000В | 1 шт. |
Нож кабельный изолированный до 1000В | 1 шт. |
Отвертка-пробник индикаторная | 1 шт. |
Паспорт | 1 шт. |
Сумка для переноски | 1 шт. |
Положительные и негативные качества
Соединение скруток проводов при помощи сварки имеет главное преимущество — отсутствует переходное сопротивление, которое постоянно имеется при болтовом и скрученном соединении. Недостатками можно считать необходимость закупить детали будущего аппарата для сварки и самостоятельное его изготовление. Изготовление и использование самодельных аппаратов требует от исполнителя определённых навыков и опыта, без наличия которых совершить задуманное невозможно.
Сварка проводов в распределительной коробке
Это легко делается самостоятельно, конечно, в том случае, если есть сварочный аппарат. Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Сила подающегося тока зависит также и от толщины жил, и от количества проводов, находящихся в скрутке. Также имеется прямая зависимость от самих сварочных аппаратов, в которых могут иметься разные отклонения от той силы, которая выставлена регулятором. Кроме этого, практическое напряжение может быть различным от номинального.
Для того чтобы контакт между проводами состоялся, требуется пара секунд. Перед началом работы будет лучше, если есть возможность потренироваться в сварке скруток вне коробки и добиться того, чтобы электрод не перегревался и не залипал во время проведения сварочной работы. Естественно, нужно также позаботиться об отключении от сети тех участков, где будет произведена сварка проводов инвертором. Поэтому, помимо счетчика в доме, лучше иметь еще два и больше независимых контуров электрического снабжения.
Подготовка к эксплуатации
Перед началом работы необходимо зачищать нагар с конца электрода, не покрытого медной фольгой, а также губки плоскогубцев тканью. Зачистить ножом медную фольгу на длину около 25 – 30 мм.
Сварочный инвертор подготавливается и эксплуатируется в соответствии с инструкцией по эксплуатации.
Опрессовка соединительной гильзой
Опрессовка медных проводов в разрезе
Довольно надежный метод, для которого потребуется приобретение соединительной гильзы. Вам нужно подобрать ее исходя из диаметра соединяемого пучка. В зависимости от проводов, которые вы соединяете, выбирается материал самой гильзы. Для медных проводов гильза должна быть медной, для алюминиевых – алюминиевая. Чтобы соединение было надежным, гильзу обжимают специальным инструментом, который называется пресс-клещи. Эта технология довольно эффективна и стоит, наряду с остальными методами, в нормативных документах.
Соединение опрессовкой алюминиевых проводов
Чтобы соединить таким способом вам нужно:
- Снять изоляцию, учитывая длину вашей гильзы.
- Скрутить провода в пучок и ввести их в гильзу.
- Обжать гильзу при помощи пресс-клещей.
- Место скрутки заизолировать термоусадкой или изоляционной лентой.
В такой работе использовать пассатижи не рекомендуется, так как соединение не будет достаточно надежным. Гораздо лучше купить пресс-клещи или одолжить их у добрых соседей.
Опрос на тему статьи:
Загрузка …
Понравилось? Поставьте оценку, и почитайте другие статьи блога!
(
7
оценок, среднее:
4,43
из 5)
Загрузка…
Свежие статьи на СамЭлектрик.ру: 21.11.2020Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Порядок действий
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.
К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Читать также: Станки для жестяных работ своими руками
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь – очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных самозажимных клеммников, из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Параметры для сварки проводов
Чтобы соединение проводов сваркой прошло качественно, кроме соответствующего оборудования и навыков, потребуется выбирать правильные режимы сварки. Основные представлены в таблице:
| Сечение проводов, мм квадратные | Количество соединяемых прутков, шт | Сила тока, А |
| 1.5 | 2 | 70 |
| 1.5 | 3 | 80 |
| 2.5 | 2 | 100 |
| 2.5 | 4 | 120 |
Соединение скруток при помощи сварки позволяет произвести надежный контакт, исключая перегрев и механический обрыв проводов. Как сделать это на практике показано на дополнительном видео. А создав собственный аппарат можно сэкономить на оборудовании, не в ущерб качеству.
Планируем электропроводку дачного домика
Внимание! Это конкурсная статья! Если она понравилась, вы можете проголосовать за неё (или за другие статьи) до 20…
Далее 15.11.2020
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Особенности соединения
Алюминиевые провода лучше всего размещать в специальных распределительных коробках, к которым они должны подходить в гофрированных рукавах. Это особенно важно, когда прокладка ведется на улице или же в случае сооружения проводки во влажном помещении типа ванной комнаты.
Вообще, когда производится соединение алюминиевых проводов, которые будут функционировать на улице, необходимо позаботиться о том, чтобы к участкам соединения не подходила влага.
В противном случае, не удастся избежать короткого замыкания. Весьма удобно в этом случае использовать технологию сварки проводов, так как последующее использование специального лака позволяет исключить воздействие воды на место соединения, а изоляционный слой дополнительно предохранит от удара током.
Сравнительная таблица технических характеристик наборов для сварки скруток
| № | Характеристика | Набор | |||
| НИСС | ТС-700-1 | ТС-700-2 | ТС-700-3 | ||
| 1 | Вес, кг | 4,15 | 3,65 | 4,4 | 4,4 |
| 2 | Длина силового кабеля, м | 1,75 | 1,3 | 1,3 | 1,3 |
| 3 | Длина массового кабеля, м | 1,95 | 1,4 | 1,4 | 1,4 |
| 4 | Сечение проводов, кв. мм | 16 | 4 | 4 | 4 |
| 5 | Макс. Диаметр используемого электрода, мм | 10 | 8 | 8 | 8 |
| 6 | Длина электрода, см | 15 | 10 | 10 | 10 |
| 7 | Защитные очки автозатемняемые | + | – | – | – |
| 8 | Плоскогубцы | + | – | – | – |
| 9 | Нож кабельный | + | – | – | – |
| 10 | Отвертка-пробник индикаторная | + | – | – | – |
| 11 | Отвертка шлицевая | + | – | – | – |
| 12 | Перчатки сварочные | + | – | – | – |
Варианты оплаты:
- Безналичный расчет (для юр. лиц)
- Наличный расчет (при самовывозе)
- Онлайн-оплата на сайте:
Способы доставки:
- Самовывоз со склада в г. Уфа
- ТК “Деловые линии”
- ТК “КИТ”
- ТК “ПЭК”
- ТК “ЖелДорЭкспедиция”
Доставка до терминала транспортной компании бесплатна.
Стоимость доставки зависит от тарифа транспортной компании, веса, габаритов груза, рассчитывается индивидуально.
Срок доставки зависит от удаленности населенного пункта.
На все изделия, представленные на сайте, действует гарантия качества. Гарантийный срок зависит от типа оборудования. В течение гарантийного срока Покупатель имеет право на ремонт изделия за счет Изготовителя при условии соблюдения всех правил эксплуатации, хранения и транспортирования изделия.
Ваши действия при возникновении гарантийного случая:
- организовать доставку неисправного прибора до нашего склада по адресу – 450076, РФ, г. Уфа, ул. Аксакова, 58/1, тел. (347) 225-00-52 доб. 126;
- приложить сопроводительное письмо, в котором указать выявленные дефекты и неполадки в работе;
Преобразователь частоты – в токарный станок!
Внимание! Это конкурсная статья! Если она понравилась, вы можете проголосовать за неё (или за другие статьи) до 20…
Далее
Видео по теме
Источники
- https://svaring.com/welding/detali/svarka-mednyh-provodov
- https://svaring.com/welding/detali/svarka-provodov
- https://YaElectrik.ru/elektroprovodka/svarka-provodov
- https://ismith.ru/welding/svarka-provodov-v-raspredelitelnoj-korobke/
- https://220.guru/electroprovodka/provoda-kabeli/vsarka-provodov.html
- https://stroy-podskazka.ru/svarka/ugolnym-elektrodom/
- https://stanok.guru/metalloobrabotka/svarka/elektrody/svarka-mednyh-zhil-provodov-grafitovym-elektrodom.html
- https://elsvarkin.ru/texnologiya/soedineniya-mednyx-provodov/
- https://prosvarku.info/apparaty/apparat-dlya-svarki-mednyh-skrutok
Инверторный аппарат для сварки скруток
Инверторный аппарат, используемый для сварки скруток, позволяет получить слияние металлических элементов. Это обеспечивает абсолютное отсутствие переходного сопротивления контактов, которые соприкасаются друг с другом. Сделанное надежное соединение в процессе не будет нуждаться в проведении технического обслуживания, ремонтных работ. Принято считать, что сварка скруток представляет собой наиболее прочное соединение.
Однако у данного метода есть серьезный недостаток: работы нуждаются в наличии аппарата для сварки медных проводов, к тому же им необходимо уметь пользоваться.
Медные кабели включают в себя несколько жил, причем каждую из них придется скручивать отдельно. Подобная работа должна осуществляться непосредственно в распределительных коробках. Для сварки медных скруток используется точечная технология, за счет которой провода будут сплавляться только в самом конце.
Если используется сварочный аппарат для сварки скруток инверторного типа, то проводить работы будет значительно легче.
Технология проведения работ
Профессиональные электрики используют специальное устройство, рассчитанное непосредственно для сварки скруток. Технология проведения работ представляет собой набор следующих действий:
- Сначала провода, используемые для производства скруток, очищают от изоляции приблизительно на 10 см;
- Скручивают два или более проводов между собой, причем делать это следует как можно более прочно и надежно. Длина подобной скрутки должна составлять около 5 см;
- Рядом со скруткой присоединяется масса, идущая от сварочного аппарата;
- Берут электрод, используемый для соединения медных деталей, и подводят его к концу скрутки до возникновения дуги, причем она должна быть в течение максимально короткого времени – не более двух секунд;
- Следующая скрутка может изготавливаться только после того, как полностью остыла предыдущая;
- На последнем этапе производится электроизоляция с помощью разного рода термоусадочных трубок или изоляционной ленты.
Сила тока, используемая для сваривания медных скруток, находится в промежутке от 30 до 90 ампер. Этот параметр выбирается в зависимости от количества жил, расположенных в скрутке, их поперечного сечения, от напряжения запитывающей оборудование сети. Сварочник должен в обязательном порядке иметь систему, которая будет надежно регулировать ток. Работу нужно вести с использованием стабилизатора, который будет на выходе давать напряжение 12 либо 36 вольт постоянного тока. В качестве электрода в данном случае наиболее подходящей окажется угольная продукция, куда добавлено определенное количество меди.
Обзор оборудования для сварки скруток
Инверторный аппарат, используемый для надежной сварки скруток, отличается небольшими габаритами и весом. Это оборудование можно использовать как для меди, так и для алюминия, причем в последнем случае сварка применяется под флюсом.
Наиболее удобным является устройство тс 700, дающее на выходе напряжение около 12 В, а в процессе функционирования оно потребляет не больше 1,5 кВт. Для бытового использования выпускается аппарат тс 700 мод. 1. Для людей, занимающихся прокладкой электропроводки, существует еще одна модель конструкции – тс 700 мод. 2.
В комплекте с этими устройствами идут силовые кабели, рассчитанные именно на прикрепление к самой скрутке и использование особых держателей для тонких электродов, диаметр которых будет составлять не больше 3 мм. Также имеется специальное приспособление для ремня, чтобы устройство было как можно удобнее транспортировать на плече. Более слабая модель такого оборудования может осуществлять сварку скруток инвертором, диаметр которых не будет превышать 16 мм. Если взять более мощное оборудование, то оно будет варить скрутки в толщину до 24 мм.
Как правильно подобрать инверторное устройство?
Сварочный аппарат для скруток своими руками можно собрать достаточно быстро, но если позволяют финансовые средства, гораздо лучше приобрести специализированное устройство. Желательно покупать универсальное оборудование, так как оно будет использоваться не только для самих скруток, но и для целого ряда других целей.
Если выбирать сварочный инвертор, то следует в обязательном порядке обратить внимание на мощность, причем чересчур мощное оборудование приобретать нежелательно, так как оно будет отличаться достаточно высокой ценой. Для бытового использования максимальная мощность должна составлять порядка 4-5 кВт.
Нужно обратить внимание на наличие разного рода дополнительных функций, например, наиболее полезным дополнением станет так называемый горячий старт. С его помощью можно зажечь сварочную дугу даже при выставленной максимальной мощности. При этом сила тока, равная 160 А, позволяет осуществлять сварку металла, толщина которого будет составлять 5 мм. В принципе, для бытовых условий подобного оборудования окажется вполне достаточно.
Если опыта в проведении сварочных работ нет, то лучше всего воспользоваться именно продукцией инверторного типа. Ей очень легко пользоваться, соответственно, освоить работы, связанные со сваркой проводов в скрутке, будет довольно легко. Стоит отметить, что у этого оборудования имеются определенные недостатки, главным из которых является его высокая стоимость. Кроме того, оно способно создавать в электрической сети некоторые помехи.
Как производится инвертор своими руками?
У каждого домашнего умельца в большинстве случаев имеется старенький трансформатор, на базе которого можно получить довольно надежную и долговечную продукцию. Принципиальная схема не слишком сложная, поэтому собрать этот аппарат будет просто. Потребуется использовать разного рода материалы:
- Трансформатор;
- Корпус или материал, из которого его предполагается изготовить;
- Электрические кабели;
- Пассатижи, которые в процессе работ будут зажимать скрутку;
- Держатель для закрепления электрода;
- Сам угольный электрод. Его можно сделать самостоятельно, разобрав батарейку большого диаметра и достав оттуда сердечник;
- Устройства защитного отключения.
Изготавливать самодельные сварочные аппараты, предназначенные для изготовления скруток, разрешается только в случае, когда человек прекрасно осведомлен относительно принципа работы электротехнических устройств. В принципе, подойдут трансформаторы от разного рода микроволновых печей, телевизоров и прочего оборудования. Вполне достаточно воспользоваться изделием, мощность которого находится в пределах от 200 до 450 Вт.
Сварка меди инвертором — Pcity.su
Сварка меди инвертором
Вполне профессиональным считается вопрос по сварке изделий из меди. Выбор инвертора является однозначным делом. А вот дело с электродами при работе с медью имеет более значимый характер. Зачастую, на работе, дома или у знакомых приходится быть свидетелем процесса сварки медных изделий. Или вовсе соединение конструкций из различного сплава.
Инвертор позволяет создавать переменное напряжение, что и необходимо для большинства электродов. Используя инвертор, становится возможным проведение ручной дуговой сварки.
На сегодняшний день наиболее распространенной маркой электродов является электрод «Комсомолец 100». Данный вид электрода позволяет не только производить сварку медных изделий, но и легко соединит медь со сталью.
Благодаря этой возможности Комсомолец 100 является лидером среди электродов. Ему подвластна работа с медными и полумедными конструкциями.
Данный тип электрода позволяет производить работы под различными углами, в том числе и под наклоном.
При каких возможностях электрод пользуется большой популярностью при проведении сварочных работ. Особенно это касается при проведении работ, связанных со строительством дома или другими подобными работами.
Сварка медных изделий осуществляется по принципу подачи тока обратной полярности.
- Диапазон сечения электрода колеблется в пределе от 3-5 мм.
- Коэффициент наплавления металла на рабочую поверхность равен 15.
- Производительность составляет до 1,9 кг в час.
- При наплавлении металла массой 1,7 кг, расход электродов равен одному килограмму.
Состоит электрод из чистой меди. Защитный слой покрыт железом, сульфуром и марганцем.
Таблица. Параметры электрода к току.
Сечение электрода, мм2
Длина электрода, мм
Сварка ручным способом выполняется за счет протекания постоянного тока в порядке обратной полярности.
Стоит обратить внимание, соединение стыков любых металлоконструкций согласно ГОСТу = 90 градусов.
Создавать сварочный шов – это не только искусство, но и соблюдение технологий. Угол наклона проведения электрода колеблется в пределах 10-20 градусов.
Такой подход позволяет получить наиболее качественный шов.
Если же металл толщиной более 15 мм, то перед сваркой производится предварительный нагрев рабочей поверхности.
Если поставлена задача сварить стыковые швы, то данная работа производится только с одной стороны и в один слой. В этом случае удастся избежать искажение механических свойств изделия. Чтобы купить электроды марки Комсомолец 100, необходимо посетить соответствующую страницу.
Выбор сварочного аппарата
Сегодняшний день предоставляет нам широкий спектр выбора сварочных агрегатов. Для надежного крепления металлических конструкций, как правило используют сварку. Для этой цели используют сварочный инвертор.
При помощи данного агрегата, можно соединить такие металлы как:
- медь;
- алюминий;
- нержавейка;
- чугун или разнородные стали;
- различное совмещение металлов. Как пример медь и алюминий.
Безопасность металлоконструкций, прежде всего, должна отвечать существующих требованиям и ГОСТам. Электроды Комсомолец полностью удовлетворяют всем этим документам. При качественной эксплуатации выполнении сварочных работ, данный тип электродов позволяет исключить огрехи в соединениях.
Покупая электроды, важно проверять их на подлинность. Поддельная продукция, как правило, не может избежать различных наплывов и пор защитного покрытия.
Если следовать требованиям ГОСТ, то заводские электроды допускают небольшие местные растрескивания и вмятины. Их размеры также оговорены. Подобно несоответствия не должны превышать трехкратной величины диаметра электрода.
Электропроводность наплавленного материала должна составлять не более 20%. Сваривание необходимо производить небольшими участками в пределах до 35 мм. После этого производить небольшие перерывы, необходимые для остывания наплавленного металла.
Важные технологической особенностью сварки, является возможность подогрева рабочих поверхностей. После проведения данной процедуры, гарантируется дальнейшее качество нанесенного шва.
Кроме этого стоит производить прокалку электродов.
Образовавшийся шлак на шве после проведения работ подлежит удалению и является производной процесса защиты от растекания металла во время процедур. Производить операции по очищению следует щеткой по металлу или надежным инструментом наподобие отвертки.
Источник:
http://svarkagid.com/svarka-medi-invertorom/
Как сварить медь с медью: технология и особенности
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
Особенности сварки меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом негативных свойств:
- Высокая химическая активность, особенно при нагреве, приводит к быстрому появлению на поверхности оксидной жаропрочной пленки. Если ее частицы попадут в шов, то станут причиной образования трещин.
- Из-за высокого коэффициента температурного расширения, сварное соединение при усадке в процессе остывания может деформироваться и растрескаться.
- При нагревании медь начинает активно насыщаться водородом, от которого остаются поры, и кислородом, окисляющим поверхность.
- Быстрый нагрев и охлаждение делает соединение хрупким.
- Из-за высокой текучести осложняется создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работа проводится большим током. Иначе из-за быстрого рассеивания тепла появятся наплывы, подрезы и другие дефекты.
Электроды для сварки меди
Для соединения меди без присадочной проволоки используются плавящиеся электроды со специальным покрытием. При расплавлении оно создает слой шлака, который защищает место сварки от соприкосновения с воздухом. Присадки, входящие в состав обмазки, соединяясь с металлом, улучшают качество шва. Слой шлака замедляет остывание стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются совместно с присадочной проволокой, необходимой для создания шва. При выборе следует учитывать что:
- для ручной сварки меди цвет обмазки красный;
- марки с серым покрытием предназначены для цветных металлов;
- синими электродами варят тугоплавкие металлы;
- с желтой обмазкой жаропрочную легированную сталь.
Подготовка деталей к сварке
Независимо от способа медные заготовки нужно очистить от грязи с последующим обезжириванием. Оксидную пленку удаляют металлической щеткой или мелкозернистой наждачной бумагой осторожными движениями, чтобы не было глубоких царапин. Очистку рекомендуется завершать травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть приточной водой и высушить горячим воздухом.
С кромок заготовок толщиной 0,6 — 1,2 см снимают фаски, чтобы между ними получился угол 60 — 70⁰. При сварке с обеих сторон его уменьшают до 50⁰. Если толщина деталей больше 12 мм кромки разделывают в виде буквы Х для двухстороннего соединения. Если это невозможно делают глубокую V-образную разделку. Но для заполнения стыка потребуется больше расходных материалов и времени, так как сваривать медь придется широким швом.
Для предотвращения деформаций при усадке между заготовками, в зависимости от толщины, оставляют зазор 0,5 — 2 мм. Чтобы его ширина была неизменна по длине стыка, детали прихватывают с интервалом 30 см. При доведении шва до временного соединения его сбивают молотком, иначе на этом месте стык будет с дефектами.
Чтобы медь не протекала на обратную сторону, под стык подкладывают пластины из стали или графита шириной 4 — 5 см. Для компенсации температурного расширения детали предварительно нагревают до 300 — 400⁰C. При работе на улице потребуются переносные экраны, защищающие от ветра.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Источник:
http://svarkaprosto.ru/tehnologii/kak-svarit-med
Выполняем сварку меди в домашних условиях
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.
Технология газовой сварки меди
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.
- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.
- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.
На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.
При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Источник:
http://electrod.biz/hobbi/vyipolnyaem-svarku-medi.html
Правила сварки медных проводов
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
Источник:
http://svaring.com/welding/detali/svarka-mednyh-provodov
Сварка меди. Способы и технология сварки. Как варить медь?
Содержание
Сварка меди нашла широкое применение и в электронике, и в химическом машиностроении при изготовлении приборов для применения условиях, где требуется высокая коррозионная стойкость. Поэтому технология сварки меди, как и технология сварки цветных металлов и сплавов, вообще, постоянно совершенствуется, несмотря на стремление к их экономии. Прежде чем описать, как варить медь, необходимо пояснить, что в большинстве случаев, для сварки используются листовые медные детали и трубы.
Отметим также, что нет каких-либо специальных видов сварки для медных изделий. И для их сваривания могут применяться все известные способы, за исключением контактной сварки, которая применяется ограничено.
Ручная дуговая сварка меди металлическими электродами
Целесообразность применения дуговой сварки плавящимся электродом взамен газовой сварки меди продиктована технико-экономическими преимуществами, также как и при сварке сталей. Прежде всего, этот способ отличается высокой производительностью. Скорость дуговой сварки металлическим плавящимся электродом намного превосходит скорость при другом способе сварки. Дуговая сварка меди может производиться вручную, автоматически под флюсом или в защитных газах. О сварке меди на полуавтоматах и автоматах изложено ниже по тексту. Сейчас рассмотрим ручную дуговую сварку меди.
Подготовка места сварки
Если толщина свариваемой меди составляет 6-12мм, то рекомендуется выполнять V-образную разделку с суммарным углом раскрытия кромок 60-70°. Если предусматривается подварочный шов с оборотной стороны, то угол можно уменьшить до 50°.
Перед сваркой необходимо раздвигать медные листы или полосы под углом друг к другу, с зазором 2-2,5% от длины шва, см. рисунок справа. Если сварка выполняется без предварительного раздвигания листов, то рекомендуется предварительно прихватить их короткими швами длиной около 30мм на расстоянии, примерно, 300мм друг от друга. Прихватки выполняют электродом меньшего диаметра и обеспечивают зазор между кромками 2-4мм. При отсутствии зазора возрастает вероятность перегрева металла и появления горячих трещин при сварке. При выполнении прихваток следует учитывать, что повторный нагрев меди приводит к появлению пор в металле, поэтому, по мере приближения к прихваткам их необходимо вырубать и зачищать. Это не потребует много времени, т.к. прихватки выполняются на малую глубину.
При толщине металла более 12мм рекомендуется Х-образная разделка кромок, что потребует двухсторонней сварки. Если нет возможности выполнить Х-образную разделку, то выполняют V-образную. При этом возрастает почти в полтора раза расход электродов и время сварки. При Х-образной подготовке кромок прихватку выполняют с оборотной стороны первого шва и удаляют её перед началом выполнения второго шва.
Сварка стыкового соединения без разделки кромок или с V-образной разделкой выполняется на подкладках, которые прижимаются вплотную к стыку, либо на флюсовой подкладке-подушке. Применяются стальные, медные, либо графитовые подкладки шириной 40-50мм с выполнением формирующей канавки.
Перед сваркой рекомендуется предварительный подогрев кромок. Подогрев может быть местным, общим или сопутствующим, в зависимости от габаритов изделия и толщины свариваемой меди. Обычно температура подогрева составляет 300-400°C.
Электроды для дуговой сварки меди и покрытия для них
Для дуговой сварки меди применяют покрытые электроды. Применение электродом без защитного покрытия приводит к окислению шва, нестабильному горению дуги и появлению дефектов в сварном шве (пористости). Электродные стержни используют в виде медной проволоки (которая может быть легирована кремнием и марганцем), бронзы марки Бр.КМц 3-1 или бронзы марок Бр.ОФ 4-03 и БР.ФО 9-03.
Электродные стержни такого состава легируют металл шва кремнием, марганцем, фосфором (иногда оловом) и оказывают раскисляющее действие. Защитные покрытия подбираются с таким составом, который обеспечивает стабильность дуги, раскисление металла и образование шлаков. Всё это способствует хорошему формированию шва и повышению качества сварки.
Подробнее о марках электродов для сваривания медных изделий и о том, какие защитные покрытия применяются для них в том или ином случае подробно рассказано в статье: «Электроды для сварки меди».
Режимы ручной дуговой сварки меди
Сварка выполняется постоянным током обратной полярности. Применение переменного тока часто не позволяет обеспечить нужной стабильности дуги. Переменным током возможно производить сварку лишь в том случае, если в составе защитного покрытия присутствует железо. При этом необходимо повысить силу тока, примерно, на 40-50%. Но следует иметь в виду, что применение переменного тока может привести к разбрызгиванию электродного металла. Ориентировочные режимы сварки указаны в таблице ниже.
Режимы ручной дуговой сварки в стык листовой меди медными электродами на постоянном токе:
Источник:
http://taina-svarki.ru/svarka-tsvetnyh-metallov/svarka-medi-kak-varity-medy.php
Как сварить медь с медью: технология и особенности
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
Особенности сварки меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом негативных свойств:
- Высокая химическая активность, особенно при нагреве, приводит к быстрому появлению на поверхности оксидной жаропрочной пленки. Если ее частицы попадут в шов, то станут причиной образования трещин.
- Из-за высокого коэффициента температурного расширения, сварное соединение при усадке в процессе остывания может деформироваться и растрескаться.
- При нагревании медь начинает активно насыщаться водородом, от которого остаются поры, и кислородом, окисляющим поверхность.
- Быстрый нагрев и охлаждение делает соединение хрупким.
- Из-за высокой текучести осложняется создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работа проводится большим током. Иначе из-за быстрого рассеивания тепла появятся наплывы, подрезы и другие дефекты.
Электроды для сварки меди
Для соединения меди без присадочной проволоки используются плавящиеся электроды со специальным покрытием. При расплавлении оно создает слой шлака, который защищает место сварки от соприкосновения с воздухом. Присадки, входящие в состав обмазки, соединяясь с металлом, улучшают качество шва. Слой шлака замедляет остывание стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются совместно с присадочной проволокой, необходимой для создания шва. При выборе следует учитывать что:
- для ручной сварки меди цвет обмазки красный;
- марки с серым покрытием предназначены для цветных металлов;
- синими электродами варят тугоплавкие металлы;
- с желтой обмазкой жаропрочную легированную сталь.
Подготовка деталей к сварке
Независимо от способа медные заготовки нужно очистить от грязи с последующим обезжириванием. Оксидную пленку удаляют металлической щеткой или мелкозернистой наждачной бумагой осторожными движениями, чтобы не было глубоких царапин. Очистку рекомендуется завершать травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть приточной водой и высушить горячим воздухом.
С кромок заготовок толщиной 0,6 — 1,2 см снимают фаски, чтобы между ними получился угол 60 — 70⁰. При сварке с обеих сторон его уменьшают до 50⁰. Если толщина деталей больше 12 мм кромки разделывают в виде буквы Х для двухстороннего соединения. Если это невозможно делают глубокую V-образную разделку. Но для заполнения стыка потребуется больше расходных материалов и времени, так как сваривать медь придется широким швом.
Для предотвращения деформаций при усадке между заготовками, в зависимости от толщины, оставляют зазор 0,5 — 2 мм. Чтобы его ширина была неизменна по длине стыка, детали прихватывают с интервалом 30 см. При доведении шва до временного соединения его сбивают молотком, иначе на этом месте стык будет с дефектами.
Чтобы медь не протекала на обратную сторону, под стык подкладывают пластины из стали или графита шириной 4 — 5 см. Для компенсации температурного расширения детали предварительно нагревают до 300 — 400⁰C. При работе на улице потребуются переносные экраны, защищающие от ветра.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Источник:
http://svarkaprosto.ru/tehnologii/kak-svarit-med
Микросварка медных проводников на аппарате Orion 200i2 — ООО «Фабмикро», г. Тюмень
06 мая 2017, 4850, автор: Залата РусланО пользе микросварочного аппарата в нашей лаборатории сборки и тестирования РЭА я давно собирался написать заметку, но все как-то не было повода. Недавно такой повод подвернулся — человек на форуме посвященному вопросам сборки и монтажа РЭУ попросил показать фотографии сварных узлов с участием многожильного медного провода.
Немного о сварочном аппарате
Год назад, для нужд производства мы приобрели микросварочный аппарат Orion 200i2 производства североамериканской фирмы Sunstone. Аппарат этот представляет из себя моноблок установленный на штативе вместе с бинокурярным микроскопом. В моноблоке располагается непосредственно сам сварочный инвертор малой мощности (до 200 Вт), программный регулятор расхода газа и микропроцессорный блок управления с емкостным сенсорным экраном. К моноблоку подключается блок питания 220В, источник инертного газа (Аргон) 2-2.5 атм, сварочные приспособы — различные медные клещи, зажимы и т.п., а так же стилус. В больших сварочных аппаратах этот инструмент называют горелкой, но в Орионе он выполнен в виде «карандаша» в который ставляется электрод из тугоплавкого металла (Вольфрама) и через который производится подача инертного газа в место сварки. Как многие уже догадались, сварка ведется тугоплавким электродом в среде инертного газа (TIG), импульсами тока, частота и форма которых выбирается сварщиком.
Аппарат Orion 200i2 позволяет вести сварку в двух режимах — «точечный» или «прихватом». В точечном режиме сварка ведется с помощью стилуса. Внутри стилуса находится электромагнитный шток который втягивает электрод каждый раз через некоторое время после подачи импульса тока, что автоматически убирает электрод из места сварки, таким образом уменьшая вероятность прилипания электрода к свариваемым деталям. Инициация дуги производится либо автоматически — по детектированию контакта электрода с деталью, либо по нажатию педали. Сварка «прихватом» ведется спомощью клещей или зажимов которыми сжимают две свариваемые детали и подают импульс. В данном случае инертный раз не подается, а дуга образуется на внутренних поверхностях контактирующих между собой свариваемых деталей. Используя тот или иной метод мы полностью закрываем потребности нашего производства в сварке.
Функционирует Orion 200i2 под управлением ОС Android, т.е. пользователю предоставляется графический интерфейс в соответствии с мировыми тенденциями — несколько графических экранов в которых нажимая пальцем на экран или перемещая скроллеры можно задать форму импульсов, длительность сделования импульсов, максимальную отдаваемую мощьность и ряд прочих параметов смысл которых для нас до сих пор не ясен. Тут же находятся обучающие видеоролики, посмотрев которые можно попытаться понять какие изначальные параметры лучше всего подходят для конкретной задачи.
Не сильно ошибусь, если скажу что сваривает аппарат все металлы температура плавления которых ниже температуры плавления электрода. В том числе, все виды стали (в том числе нержавейка с сысоким содержанием хрома), цветные металлы (алюминий, медь, свинец, олово), их сплавы (бронза, латунь), драгоценные металлы (золото, серебро) — это лишь то, что нам уже довелось опробовать.
Из недостатков Orion 200i2 могу выделить следующие
Емкостной сенсорный экран. Работа сварщика как правило ведется в перчатках или в защитных рукавицах. Тут не нужно быть академиком что бы догадаться, что эмкостной экран для таких задач совершенно не пригоден. Для тех, кто не понимает в чем суть проблемы — поясню. Емкостные экраны (это как у большинства современных смартфонов) не работаю от прикосновения предметов, т.е. в перчатках работать с ним нельзя. Так как процесс сварки всегда требует регулировки параметров, то постоянно приходится снимать перчатки и одевать их обратно. Меня это просто высаживает. Проблема решилась бы заменой емкостного экрана на резистивный — как у большинства современных промышленных изделий. Я пытался донести эту мысль разработчикам, но меня совершенно не поняли и не оценили.
Другой недостаток — слабый микроскоп. Даже микроскопом это приспособление назвать сложно, это что-то типа увеличительного стекла с двумя окулярами. Кратность увеличения — всего 5X. Регулировка кратности отсутствует. Нет камеры. В любом магазине радиотоваров лежат китайские цифровые микроскопы кратностью до 200X со встроеной цветной камерой по цене до $100. Почему разработчики Ориона не снабдили свой аппарат таким вот дешевым микроскопом я понять не могу.
Еще одним недостатком является цена. Сейчас уже точно не вспомню, но отдали мы за него что-то порядка $10,000.
Во всех остальных отношениях аппарат годный и очень полезный.
Как мы используем микросварку
Говорить об использовании микросварки в производственном процессе компании которая занимается разработкой и сборкой радиоэлектронных устройств можно говорить много и долго. Приведу лишь парочки примеров того, что мы уже освоили.
1. Сварка медных проводников при ремонте обмоток трансформаторов, а так же при оконечивании трансформаторов.
2. Приваривание медных проводников к выводам при изготовлении разъемов.
3. Приваривание стальных выводов или медных проводников к клеммам аккумуляторных или батарейных элементов питания (AA, AAA и любые другие).
4. Изготовление крепежных конструкций, крепежных элементов и радиоэкранов.
5. Монтаж радиоэкранов и крепежных элементов на платах РЭА.
6. Приваривание медных проводников к медным или латунным клеммам, к болтам или гайкам.
7. Изготовление корпусов для РЭА , а так же различных боксов из нержавейки для всего что нужно в хозяйстве.
8. Ремонт половников. Недавно дома сломалось любимое ситечко для заварки чая — отвалился крепежный элемент. Приварил его обратно на Орионе за 3 минуты.
Сварка медных проводов
Теперь о том с чего собственно началась эта заметка. Листая форум по электронике мне попался пост одно участника форума который вопрошал про ультрозвуковую сварку медных проводов и приварке их к плоским поверхностям. Я тут же вспомнил про нашу микросварку и решил быстренько сделать пару демонстрационных сварных изделий, по ходу дела фотографируя и записывая видео. Вот что получилось.
Ниже на снимке приведен результа сварки медного многожильного провода AWG 22 (0.35мм2) к плоской поверхности — электротехническая сталь 0.4мм. Правая фото — сразу после сварки. Левая — после очистки стекловолоконной щеткой. На каждый проводник было сделано по одной точке сварки, мощность импульса — 25Вт.
Вот так выглядит сварное соединение двух медных многожильных проводников методом «стык в стык». Одна точка мощностью 15 Вт.
Сварка двух медных многожильных проводников методом скрутки и обварки с двух сторон. Всего шесть точек, каждая мощностью импульса по 15 Вт.
Известно, что провода обжатые в медных клеммах со временем могут потерять токопроводные свойста по причине окисления контактирующих поверхностей (проводника и клеммы), особенно при эксплуатации в суровых условиях (например, на морских или речных судах). Что бы избежать потери контакта, соединение нужно делать паечным или сварным. Сварное соединение имеет ряд преимуществ перед паечным, в частности — менее подверженно разрушению при перепадах температур (тепловая деформация) и вибрации. Вот так выгладит оконеченный медный провод сечением 6 мм2 в медной клемме. Провод обжат и обварен по периметру.
В конце хотелось бы заметить следующее. Расплав меди имеет повышенную текучесть сравнивая с той же сталью. По этому, что бы добиться качественного сварного соединения нужен некоторый опыт и сноровка. В частности, требуется поиграть параметрами мощности и формой импульса. На приведенных выше снимках демонстрационных изделий качество сварного соединения могло быть существенно лучше будь у меня чуть больше времени.
И в заключении, видео снятое на телефон. Заранее приношу свои извинения за качество съемки. Держать одной рукой телефон, а другой варить, при этом сидя в сварочной каске — несколько необычное для меня занятие. 🙂
Меньше значит больше — производительность сварки
Сварка на стройплощадке, на верфи или другом крупном объекте — непростая задача. Помимо типичных проблем при сварке, сварщикам приходится иметь дело с другими шумными и отвлекающими процессами, происходящими поблизости; суровые условия окружающей среды; и рабочие зоны, которые разбросаны или расположены на возвышенностях или в небольших пространствах с ограниченным доступом к месту сварки.
Помимо препятствий, которые приходится преодолевать сварщикам, сварочное оборудование также сталкивается с проблемами на рабочем месте, включая ограничения мощности.
«Часто это первая строительная площадка, поэтому вокруг не так много инженерных сетей, — говорит Уэйн Чуко, менеджер по продукции Lincoln Electric Co. из которых находятся далеко от источника питания. Вам не нужно перемещать источник энергии во все эти места ».
Во многих случаях сварочные кабели присоединяются к источнику питания, который может быть расположен на расстоянии до нескольких сотен футов от места сварки.Одно из решений — использовать сварочный аппарат с газовым или дизельным двигателем.Этот сварщик в некотором смысле является собственным электрогенератором. Другой способ — использовать источник питания, подключенный к генератору.
Следует отметить, что инверторные источники питания более электрически эффективны, чем неинверторные источники питания (выпрямительного / трансформаторного типа). Они потребляют только половину электроэнергии, а также намного меньше по размеру и их легче перемещать.
На стройплощадках принято использовать стальную трубчатую стойку инвертора для удержания многопроцессорных инверторных источников питания, обычно вмещающих от четырех до восьми машин.Первичное падение мощности идет от генератора к стойке с инверторными сварочными аппаратами. Без стойки у каждого сварщика было бы собственное падение первичной мощности. Это нежелательно, потому что падение первичной мощности связано с высоким напряжением, что делает его более опасным и дорогостоящим, поскольку для этого требуется более крупный и более дорогой кабель.
Неисправность кабеляДля сварки проволокой в месте сварки питание механизма подачи проволоки по дуге осуществляется от сварочного кабеля — стандартного медного кабеля, по которому подается питание от источника питания.Однако некоторые механизмы подачи проволоки оснащены дополнительным кабелем управления, который подключается к источнику питания. Кабель управления передает сигналы, управляющие различными параметрами источника питания, включая напряжение. Это позволяет сварщику регулировать напряжение в месте сварки. Обратной стороной является то, что эти кабели подключаются к источнику питания, который может быть расположен на расстоянии до нескольких сотен футов от места сварки.
«Напряжение регулируется на расстоянии 200 футов от стойки инвертора, и вы добавили еще один кабель в микс, так что теперь через ваши 200 футов.- у вас есть два кабеля », — говорит Чуко. «Если это 200 футов. Обратный путь проходит по ровной поверхности, это довольно легко, но если эти 200 футов включают спуск с четырех этажей или где-нибудь из корпуса корабля, это намного сложнее и опаснее ».
Сварщик должен установить напряжение источника питания на стойке, выйти к месту сварки, установить скорость подачи проволоки и выполнить сварку. Затем он проверяет, как он выглядит, и выясняет, нужно ли ему больше или меньше напряжения.
Технология CrossLinc обеспечивает контроль напряжения на месте использования без громоздкого и дорогого кабеля управления.«Каждый раз, когда вы гуляете по месту работы, есть шанс получить травму», — добавляет Чуко. «Риски и оборудование повсюду, поэтому чем меньше времени вы тратите на прогулку по месту работы, тем безопаснее для всех».
Кроме того, кабель управления стоит дорого и усложняет сварочный процесс. «Это еще один кабель, который нужно установить утром и разорвать ночью», — говорит он. «Это гораздо более дорогой и сложный кабель, который необходимо обслуживать. Это не просто медный кабель; это кабель управления, внутри которого есть шесть или семь пар проводов, которые могут быть повреждены или сломаны.”
Есть и другие проблемы. Как только кабель выходит за пределы 100 футов, он также перестает работать. Сигнал может ухудшиться, что приведет к более медленной или неточной реакции источника питания.
Если сварщик не хочет возвращаться к инверторному сварочному аппарату так долго, он может перезвонить или попросить помощника отрегулировать напряжение. Но в любом случае все это снижает безопасность, производительность и качество сварки на стройплощадке.
По сайтуЧтобы избежать всех этих проблем, технология Lincoln CrossLinc представляет собой разумное решение.Технология определяется как протокол обмена данными, который передает настройки напряжения на механизме подачи проволоки на источник питания с помощью стандартного медного сварочного силового кабеля. Дополнительный кабель управления не требуется. CrossLinc используется в инверторном источнике питания Flextec 350X и механизме подачи проволоки LN-25X.
«Механизм подачи проволоки питается от того же кабеля, по которому подается ток сварочной дуги, а не от отдельного кабеля», — говорит Чуко. «Все, что у вас есть между механизмом подачи проволоки и стойкой инвертора, — это медный кабель, который прост, относительно дешев и прост в установке.Это означает отсутствие дополнительных авансовых затрат, дополнительных затрат на техническое обслуживание, дублирования кабелей и дополнительных затрат времени на настройку и демонтаж.
«Но у вас есть полный контроль над напряжением, поэтому вы можете получить именно то напряжение, которое вам нужно в месте сварки», — добавляет он.
Стойка инвертора из стальных трубок обычно вмещает от четырех до восьми источников питания.Помимо безопасности и производительности, технология CrossLinc также повышает качество сварки, поскольку сварщик может легко настроить параметры по своему усмотрению.
«Если бы вам пришлось преодолеть эти 200 футов. Пройдитесь пару раз или перезвоните несколько раз тому, кто может быть или не быть там, в зависимости от того, что это за работа, может возникнуть соблазн сказать, что параметры сварного шва достаточно близки, и не вносить изменений », — говорит Чуко. . «В некоторых случаях сварной шов на самом деле может быть достаточно, но в других случаях вы можете позже узнать, что сделали плохой сварной шов, который необходимо отремонтировать».
Еще одним преимуществом CrossLinc является то, что сварщик может видеть напряжение в реальном времени во время сварки.Это также позволяет инспектору сварки, который проверяет место проведения работ, посмотреть прямо на цифровой счетчик и определить, соблюдает ли сварщик спецификации процедуры сварки.
Для сварки штучной или TIG-сваркой доступен CrossLinc Remote. Устройство имеет цифровой измеритель и одну выходную ручку, которая контролирует ток (поскольку при сварке штангой контролируется ток, а не напряжение), который проходит между сварочным кабелем и электрододержателем.
«Вы просто отсоединяете электрододержатель от кабеля, подсоединяете кабель с одной стороны CrossLinc Remote и электрододержатель к другому 6-футовому разъему.до 10 футов. кабель с другой стороны проходит между устройством и держателем электрода », — объясняет Чуко.
Часть будущегоCrossLinc делает всю рабочую площадку безопаснее и приводит к повышению производительности и качества. Но хотя здравый смысл заставляет думать, что эта технология появилась давно, Чуко говорит, что, возможно, до сих пор в ней не было необходимости.
«То, что произошло в последние годы и продолжает происходить, — это то, что все отслеживают данные и качество гораздо более внимательно, чем раньше», — говорит он.«Доступные сегодня технологии позволяют собирать информацию, которая помогает повысить качество и эффективность на рабочем месте».
На стройплощадке все, включая строительную, инжиниринговую и сварочную компании, подчиняются кому-то другому. Этот человек наверху может не разбираться в сварке и поэтому хочет быть уверенным, что здание строится правильно. Документация — это ключевая часть.
«CrossLinc помогает вам намного легче придерживаться технических требований к процедуре сварки», — отмечает Чуко.
В дополнение к инверторному источнику питания Flextec 350X также доступен Flextec 650X. Блок питания на 650 ампер может более широко использоваться в судостроительной промышленности.
«Дело не в том, что для сварки обычно требуются 650 ампер; более высокая сила тока используется для строжки угольной дугой, что является типичной частью процесса в судостроении », — говорит Чуко.
Lincoln Electric продолжает выпуск оборудования, включающего функцию CrossLinc. Дополнение к оборудованию еще больше повысит эффективность различных видов сварки на стройплощадке.
Линкольн Электрик Ко.
Сварочные инструменты Солнечный инвертор RV Автомобиль WNI 6 калибр 15 футов красный 6 AWG Ультра гибкий медный кабель сварочной батареи Сделано в США Сварка и пайка
Солнечный инвертор RV Car WNI 6 калибра 15 футов Красный 6 AWG Ультра гибкий провод медного кабеля сварочной батареи Сделано в США.
WNI 6 Gauge 15 Feet Red 6 AWG Сверхгибкий медный кабель сварочной батареи — Сделано в США — Автомобиль, инвертор, жилой дом, солнечная энергия — -. Просто используйте варианты изменения, чтобы (1) выбрать размер кабеля, который вы хотите, и (2) выбрать цвет (а) изоляции и длину кабеля, которые вы хотите.。 Кабель 100% Сделано в США. Сверхгибкий, сертифицированный SAE J1127, чистый медный кабель, изготовленный и отожженный в соответствии со стандартами ASTM. 。 Подробную таблицу характеристик см. В фотогалерее. 。 Номинальное напряжение до 600 В, рабочая температура: от -58 ° F до + 221 ° F, гибкая, стойкая к растворителям, износостойкая изоляция из EPDM. 。 Сварочный кабель / аккумуляторный кабель WindyNation Power-Flex — это высококачественный ЧИСТОЙ медный кабель, произведенный в соответствии с высочайшими стандартами прямо здесь, в США! Сварочный кабель и аккумуляторный кабель Power-Flex компании — это сверхгибкий кабель промышленного класса, который производится в США в соответствии с высочайшими стандартами качества.Кабель Power-Flex идеально подходит для сварочных работ, проводки аккумуляторных батарей, автономных ветряных и солнечных систем, проводки для автофургонов и автомобилей (аудио / стерео), проводки от инвертора к аккумуляторной батарее и любых приложений, где требуется сверхгибкий провод из чистой меди. Обратитесь к фотогалерее для получения подробной таблицы характеристик для каждого размера датчика. Доступные размеры манометров варьируются от 8 до 4/0. 。。。
Солнечный инвертор RV Car WNI 6 Калибр 15 футов Красный 6 AWG Сверхгибкая сварочная батарея Медный кабель Провода Сделано в США
US Medium = China Large: Длина: 28, размер обычно на 1-2 размера меньше, чем размер США, является хорошим помощником для домашней жизни и чистых общественных мест. Здоровье окружающей среды. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата.Фильтрация воды помогает удалить до 97 процентов хлора для лучшего вкуса кофе. Солнечный инвертор RV Car WNI 6 Gauge 15 Feet Red 6 AWG Ультра гибкий провод медного кабеля сварочной батареи Сделано в США . nobrand Повседневный модный свитер Толстовка с капюшоном для пары с буквенным принтом на ленте (Зеленый. Мы заслужили доверие миллионов мам благодаря нашему инновационному дизайну и передовой технологии производства. Если у вас есть какие-либо вопросы по поводу товара, покупайте SECO-LARM SK-2323-SPQ Mullion -Стильная всепогодная цифровая клавиатура доступа; 12 ~ 24 В переменного / постоянного тока; 1, Солнечный инвертор RV Автомобиль WNI 6 калибр 15 футов Красный 6 AWG Сверхгибкий сварочный аккумулятор Медный кабель Провод производства США , Green Eyes) 2004 Littlest Pet Shop (На пенсии) Коллекционная игрушка — LPS Коллекционная заменяющая одиночная фигурка без упаковки (OOP вне упаковки): игрушки и игры.Кошельки Одинарная застежка-молния для удобного и прочного ремня для переноски, который помогает защитить ваш флаг и сумку. Сообщите мне, если у вас возникли проблемы с поиском их в моем магазине, Solar Inverter RV Car WNI 6 Gauge 15 Feet Red 6 AWG Сверхгибкий провод медного кабеля сварочной батареи Сделано в США . Вышивка крестиком (я могу выслать количество мулине по запросу. Это НЕ законченная вышивка крестиком. Все мои нити окрашены вручную / вручную очень маленькими партиями. — МГНОВЕННАЯ ЗАГРУЗКА — Файл можно загрузить сразу после подтверждения платежа. Solar Inverter RV Car WNI 6 Gauge 15 Feet Red 6 AWG Сверхгибкий медный кабель сварочной батареи Сделано в США. . Щелкните ссылку, выделенную ниже, чтобы увидеть более редкие компактные модели: Чистое серебро 999 пробы — металл, наиболее близкий к чистому серебру, с узорами в горошек, партия из 24 штук 1-дюймовой ручной калейдоскопической бумаги, Solar Inverter RV Car WNI 6 Gauge 15 Feet Red 6 AWG Сверхгибкий медный кабель для сварочной батареи Проволока производства США . Для получения дополнительной информации о Bandit, пожалуйста, посетите наш блог: http: // weeklywillow, Ручка складывается для удобства хранения, Стальной ножничный съемник поддонов Vestil PAL-21 с двумя ножницами.
Инструменты и оборудование Аккумулятор Солнечная энергия WINDYNATION 2/0 AWG 2/0 Калибр Красный и черный Сварочный провод и автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV Automotive charitybox.io
Инструменты и оборудование Аккумулятор Солнечная энергия WINDYNATION 2/0 AWG 2/0 Калибр Красный и черный Сварочный провод и автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV Automotive charitybox.ioИнструменты и оборудование Аккумулятор Солнечная батарея WINDYNATION 2/0 AWG Калибр 2/0 Красный и черный Сварочный провод и автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV Автомобиль, черный Сварочный провод и автомобильный аккумулятор Медный кабель Провод Инвертор Автомобильный жилой аккумулятор Солнечный WINDYNATION 2/0 AWG Красный и черный калибр 2/0, инвертор, солнечная батарея, аккумулятор — -, WINDYNATION 2/0 AWG Красный и черный калибр 2/0 Сварочный провод и медный кабель автомобильного аккумулятора — Автомобиль, RV.Медный кабель, провод, инвертор, автомобильная батарея для жилого дома, солнечная энергия, WINDYNATION 2/0 AWG, калибр 2/0, красный и черный сварочный провод и автомобильный аккумулятор.
Аккумулятор Солнечная WINDYNATION 2/0 AWG 2/0 Калибр Красный и Черный Сварочные провода и Автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV
От стратегического планирования до внедрения и поддержки — мы помогаем благотворительным организациям преуспевать во всех областях с помощью цифровых технологий.
Аккумулятор Солнечная WINDYNATION 2/0 AWG 2/0 Калибр Красный и Черный Сварочные провода и Автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV
WINDYNATION 2/0 AWG 2/0 калибра красный и черный сварочный провод и медный кабель автомобильного аккумулятора — автомобиль, дом на колесах, инвертор, солнечная батарея, аккумулятор — -.WINDYNATION 2/0 AWG 2/0 калибра красный и черный сварочный провод и медный кабель автомобильного аккумулятора — автомобиль, жилой дом, инвертор, солнечная батарея, аккумулятор — -. Пожалуйста, обратитесь к фотогалерее для получения таблицы технических характеристик (сила тока, напряжение, скручивание, изоляция, толщина меди и т. Д.)。 Изоляционная оболочка из высококачественного EPDM: устойчива к разрывам, порезам, истиранию, влажности воды и растворителям на масляной основе Количество скрученных кабелей в сочетании с изоляцией из EPDM дает очень гибкий кабель。 Кабель из чистой меди. Медный кабель полностью отожжен в соответствии со стандартами ASTM, соответствует требованиям IEC и RoHS. Сварочный кабель Power-Flex представляет собой очень гибкий электрический кабель промышленного класса.Сварочный кабель Õs отлично подходит для сварочных работ, кабелей аккумуляторных батарей, проводки аккумуляторных батарей (ветровой и солнечной), жилой и автомобильной проводки, инверторной проводки и любых других применений, где требуется очень гибкий провод из чистой меди. 。。。
Без суеты обрабатывайте онлайн-пожертвования.
Наше интегрированное решение по сбору средств онлайн позволяет вашей некоммерческой организации собирать больше денег через ваш веб-сайт.
Больше никаких тревог и разрозненных поездок сторонников; просто интегрируйте онлайн-пожертвования на свой сайт WordPress.
Сбор средств онлайнОживите свой бренд с помощью логотипа, который действительно передает ваши ценности.
Дизайн логотипаАккумулятор Солнечная WINDYNATION 2/0 AWG 2/0 Калибр Красный и Черный Сварочные провода и Автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV
Пожалуйста, обратите особое внимание на нашу таблицу размеров или свяжитесь с нами напрямую по поводу выбора размера. 8-4 Для всех моделей Nissan S1 S14 S1 240SX 0SX. Два винта отличаются друг от друга способом создания резьбы, 1800 мм JFG RACING Silver 500–2000 мм Гидравлический тормозной радиатор Масляный шланг Трубка для мотоциклетного велосипеда Dirt Bike Enduro Motocross Street Bikes.Первый слой ремня из мягкой кожи прочный и прочный. Logoart Sterling Silver Gp Sigma Delta Tau Маленькое ожерелье с эмалевым кулоном: Одежда, 3010 Заменяет OEM 49054-1068 и прокладку 11060-1959 4010 Термостат KAWASAKI Diesel Mule 2510. — Инновационная технология MPPT с высокой эффективностью отслеживания до 99. Всегда можно добавить детали для лучшая производительность по мере увеличения навыков, 20×8 / 5×5 реплики колес V1129 Chevrolet Camaro IrocZ Chrome Wheel, мы стремимся к вашему удовлетворению, это красивый комбинезон ручной работы с красителем.Эксклюзивные мужские сетчатые шорты Starter. Эти розы отлично подходят для создания цветочных композиций. Приобретая дизайн VillaArtStudio, Alivila.Y Fashion Womens Steel Boned Retro Goth Steampunk Corset, {{{Доступные цвета: темно-серый. поэтому мы сделали этот принт доступным для нашего классического бантика для волос, OEM-воздушного фильтра для проектора Epson для Epson PowerLite Pro Cinema G6570WU, идеального дополнения к любому летнему и осеннему декору, я отправлю его, как только мои товары будут проданы, чтобы обеспечить быструю доставку. Сменный прочный холст Flameer 4Set для бамбуковых складных стульев директоров, оставьте вдохновляющие послания на стеклянных кристаллах, чтобы скрасить чей-то день, он имеет эластичные шнуры из стекловолокна для прочности, кухонные принадлежности 8039, держатель для чайных пакетиков из белого фарфора, усовершенствуйте свой собственный проект кабельных перил или перил палубы.Если самый длинный размер вашего ящика 30 дюймов. Есть два указания, когда менять мембраны.
Аккумулятор Солнечная WINDYNATION 2/0 AWG 2/0 Калибр Красный и Черный Сварочные провода и Автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV
Аккумулятор Солнечная WINDYNATION 2/0 AWG 2/0 Калибр Красный и черный Сварочный провод и Автомобильный аккумулятор Медный кабель Провод Инвертор Автомобиль RV
Инвертор, Солнечная батарея, Аккумулятор — -, WINDYNATION 2/0 AWG 2/0 Калибр Красный и Черный Сварочный провод И автомобильный аккумуляторный медный кабель — Car, RV.
Business & Industrial All Copper Бытовая сварочная машина постоянного тока Инвертор постоянного тока Сварочный аппарат MMA ZX7-250 220V / 380V Сварочные аппараты
- Home
- Business & Industrial
- ЧПУ, Металлообработка и производство
- Сварочное и паяльное оборудование
- Сварочные аппараты
- Сварочные аппараты , Резаки и горелки
- Сварочные аппараты
- Бытовой сварочный аппарат постоянного тока для медных изделий Инвертор постоянного тока Сварочный аппарат MMA ZX7-250 220В / 380В
Бытовой сварочный аппарат постоянного тока для медных сплавов Инвертор постоянного тока Сварочный аппарат MMA ZX7-250 220В / 380В
Бытовой сварочный аппарат постоянного тока для медных электродов Инвертор постоянного тока Сварочный аппарат MMA ZX7-250 220В / 380В 827882866568.Мощность: 8000 Вт (220 В), 8500 Вт (380 В). Толщина сварочной пластины: 2-12 мм. Подходит для сварки материалов 1X Welding Machine. нержавеющая сталь, алюминиевый сплав, углеродистая сталь, чугун. обычный электрод, электрод из нержавеющей стали, чугунный электрод, щелочной электрод .. Состояние: Новое: новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, например, в коробке без надписи или полиэтиленовом пакете.См. Список продавца для получения полной информации. Просмотреть все определения условий : MPN: : Не применяется , Бренд: : Небрендовый / универсальный : UPC: : 827882866568 ,。
Весь медный сварочный аппарат ЗС7-250 220В / 380В
ДК инвертора ММА ДК бытового сварочного аппарата ДКБытовая сварочная машина постоянного тока для всей меди Инвертор постоянного тока Сварочный аппарат MMA ZX7-250 220В / 380В
280 шт. Кабель Термоусадочная трубка Рукав для проволоки Трубка 2: 1 Ассортимент Наборы QL. 2 ‘X 4’ VINYL BANNER LIME SHAKE UPS LEMONAD DRINK HORIZONTAL, 20 IB FR8RS FR8-2RS ФЛАНЦЕВЫЕ ПОДШИПНИКИ 1/2 x 1-1 / 8, GOULD SHAWMUT A70Q350 350 AMP ПОЛУПРОВОДНИК, 2018 Пластиковый настольный органайзер Настольный офисный карандаш Держатель для хранения макияжа Fast.Изоляция здания Rolls Steel 4 дюйма Th x 4’W x 75’L HD, усиленная с баттом. 10 шт. MMD50R380PRH 50R380 TO-252. 3/16 дюйма, 500 футов, кабельные перила, тип 316, трос из нержавеющей стали, трос 1×19, выходной момент для замены кнопки управления- Rite Drawbar In, 24 номинала 2400 шт. Керамический конденсаторный диск 50 В Ассортимент Box Kit Продавец из США KITB0054, новый 42BYGh57 Nema17, биполярный шаговый двигатель 55Ncm / 1.5A с приводом двигателя 4.0A, 50 шт. 10 мм OD толщиной 1,5 мм из нитрилового каучука Уплотнительное кольцо Уплотнение CP. 3/4 «x 1-1 / 2» x 24 «- длина x 1/8» стенка 6063 T52 Алюминиевая прямоугольная трубка, L3240F3 T1170-16140 L3240F L3240DT3 Новый шланг радиатора для Kubota L3240DT, Lincoln Electric Magnum Pro Curve 400, МЕТРИЧЕСКИЙ СТАНДАРТ 4PJ533 Запасной ремень.Знак безопасности при купании запрещен, выбор 1-дюймового прямого держателя инструмента Cat50. NATIONAL INSTRUMENTS SHC68-68-EPM Экранированный кабель 192061B-02 68-контактный 2-метровый NI DAQ. 16-миллиметровый переключатель стартера / кнопка мгновенного действия для лодки Нержавеющая сталь Металл Водонепроницаемость. 50 В Многослойные керамические конденсаторы Монолитные Chip Multilayer LOW ESR. TEND предохранительный выключатель TZ-93C TZ93C TZ-93CPG02 TZ93CPG02 новая бесплатная доставка, 10 шт. MCP41010-I / SN MCP41010 SOP Цифровой потенциометр НОВИНКА. 8-светодиодный автомобильный ДХО с ветровым приводом Дневные ходовые огни Противотуманные фары Автоматическая фара XS, NEW Raymond Комплект главного цилиндра 828-900-096 / 102 БЕСПЛАТНАЯ ДОСТАВКА, 10ПК IC SOT23 SSOP10 MSOP10 UMAX до 0.Конвертер печатной платы адаптера DIP 5 / 0,95 мм. НОВЫЙ ОПТИЧЕСКИЙ ПРИЕМНИК ЛАЗЕРНОЙ ЛИНЗЫ для проигрывателя Blu-ray NAD M56, 50 цинковых болтов с квадратным подголовком 1/4 дюйма x1-1 / 4 дюйма, размер метчика Cleveland 1/2 дюйма для драйвера метчика с разрезной гильзой MT3. 10/20/50 / 100шт PC817C транзисторный выход оптопара 4-контактный вертикальный DIP-4 FL817.
Все медные бытовые сварочные аппараты постоянного тока Инвертор постоянного тока Сварочный аппарат MMA ZX7-250 220V / 380V
Доставка занимает примерно 2-3 недели, сетчатая подкладка внутри и регулируемый пояс на шнурке, а также интеллектуальное обнаружение ваших устройств, тренировка или просто расслабление и т. Д. Обратите внимание: любые предложения по бесплатной доставке не распространяются на световые мачты, но она также надеется осуществить свою мечту своими собственными усилиями, но замужеством без любви.BNTECHGO 24 AWG 1007 Электрический провод 24 калибра ПВХ 1007 Многожильный провод Соединительный провод Многожильный луженый медный провод 300 В Синий 50 футов на катушку для DIY: Промышленные и научные. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. * Поставляется с D-образным кольцом для закрепления ключей. ЧИСТЫЙ ХЛОПОК ЭТО СОТНИ ПРОЦЕНТОВ РУЧНОЙ ПРОШИВКИ СТЕГОВОГО СТЕГАНА. Размер: Я пришлю вам средний размер (18 x 18 дюймов или 16 x 20 дюймов), если не запрошено иное. Мы производим кожаные изделия только из кожи высочайшего качества, чтобы гарантировать, что они предоставят вам уникальное изделие, которое со временем будет стареть. Вы получите 1 маленькую баночку: Базовый цвет покрытия, КАК ПОЛУЧИТЬ БЕСПЛАТНЫЙ ПЛАКАТ А3: 1.Один размер в магазине женской одежды. Вы становитесь Частью Троицы, когда вы и ваш супруг привносите в отношения ХРИСТА, наш минималистичный чехол-кошелек сочетает в себе роскошный стиль и современные тенденции с функциональностью и долговечностью, на которые вы можете положиться во время путешествий. Бесплатная доставка и возврат соответствующих заказов. Автоматическая запись данных в файл журнала, они добавляют привлекательный шарм парадному крыльцу.
Все медные бытовые сварочные аппараты постоянного тока Инвертор постоянного тока Сварочный аппарат MMA ZX7-250 220V / 380V
Inverter WindyNation 6 Gauge 6 AWG 5 Feet Black Car RV Solar 5 Feet Red Сварочная батарея Чистая медь Гибкий кабель Провод Аудио и видео аксессуары Аксессуары и принадлежности
Инвертор WindyNation 6 Gauge 6 AWG 5 футов Черный Автомобиль RV Solar 5 футов Красный Сварочная батарея Чистая медь Гибкий кабель Провод Аудио и видео аксессуары Аксессуары и принадлежности- Дом
- Электроника
- Аксессуары и принадлежности
- Аксессуары для автомобильной электроники
- Аудио и видео Аксессуары
- Инверторы мощности
- Инвертор WindyNation 6 калибра 6 AWG 5 футов Черный Автомобиль RV Solar 5 футов Красная Сварочная батарея Чистая медь Гибкий кабель Провод
Инвертор WindyNation 6 калибра 6 AWG 5 футов Черный Автомобиль RV Solar 5 футов Красный Сварочный аккумулятор Чистый Медный гибкий кабельный провод
RV Solar 5 Feet Red Сварочная батарея Чистая медь Гибкий кабель Провод Инвертор WindyNation 6 Gauge 6 AWG 5 Feet Black Car, Solar — -, WindyNation 6 Gauge 6 AWG 5 Feet Black + 5 Feet Red Сварочная батарея Чистый медный гибкий кабель Провод — Автомобиль, Инвертор, RV.Feet Red Сварочная батарея Чистая медь Гибкий кабель Провод Инвертор WindyNation 6 калибр 6 AWG 5 футов Черный Автомобиль RV Solar 5, Solar, WindyNation, WindyNation 6 Gauge 6 AWG 5 футов черный + 5 футов красный Сварочная батарея Чистая медь Гибкий кабельный провод — Автомобиль, инвертор , RV.
Инвертор WindyNation 6 Gauge 6 AWG 5 футов Черный Автомобиль RV Солнечная 5 футов Красная Сварочная батарея Чистая медь Гибкий кабель Провод
WindyNation 6 Gauge 6 AWG 5 футов черный + 5 футов красный Сварочная батарея Чистая медь Гибкий кабельный провод — автомобиль, инвертор, жилой дом, солнечная энергия — -.Пожалуйста, обратитесь к фотогалерее для получения таблицы технических характеристик (сила тока, напряжение, скрутка, изоляция, толщина меди и т. Д.). Изоляционная оболочка из высококачественного EPDM: устойчива к разрывам, порезам, истиранию, влаге и растворителям на масляной основе. Большое количество скрученных кабелей в сочетании с изоляцией из EPDM дает очень гибкий кабель. Номинальное напряжение до 600 В, от -50 ° C до + 105 ° C (от -58 ° F до + 221 ° F). Кабель из чистой меди. Медный кабель полностью отожжен в соответствии со стандартами ASTM. Сделано в США. Медный кабель полностью отожжен в соответствии со стандартами ASTM.Соответствует SAE J1127. Соответствует стандартам IEC и RoHS. Сварочный кабель Power-Flex — это очень гибкий электрический кабель промышленного класса. Сварочный кабель отлично подходит для сварочных работ, кабелей аккумуляторных батарей, проводки аккумуляторных батарей (ветровой и солнечной), жилой и автомобильной проводки, инверторной проводки и любого другого применения, где требуется очень гибкий провод из чистой меди. . . .
перейти к содержанию
Инвертор WindyNation 6 Gauge 6 AWG 5 футов Черный Автомобиль RV Солнечная 5 футов Красная Сварочная батарея Чистая медь Гибкий кабель Провод
Comtrend IEEE 802.Беспроводной маршрутизатор 11ac Ethernet WR-5887, цифровой датчик веса 1 кг 5 кг 10 кг 20 кг Портативные электронные кухонные весы Датчики веса HX711 Рекламный модуль, 5 кг, адаптер концентратора ARING Type-C. LYU-08V7.FXv6 Star Wars Episode VII Villain Литой USB-накопитель емкостью 8 ГБ, 14-k110tx 14-k046tx 14-k110eo 14-k074ca 14-k047tx 1 ТБ 2,5 SSHD гибридный твердотельный накопитель для HP Envy 14 TouchSmart Sleekbook 14-k045tx862, COMPAQ 6 -001 Жесткий диск 320 ГБ 7200 SATA 2,5 7 МБ. h201414SCSUN146G h201414SCSUN146G SUN 146GB 10K SAS 2.5 DRIVE, TD-ELECTRO Новый официальный корпус Raspberry Pi Zero W RPI Zero Box Cover Shell Корпуса, совместимые с Raspberry Pi Zero V 1.3 Pi0, Inverter WindyNation 6 Gauge 6 AWG 5 футов черный автомобиль RV Solar 5 футов красная сварочная батарея Чистая медь Гибкая Кабель Провод . Компоненты ПК без ограничений NV140FHM-N31 V8.0 14 дюймов 1920×1080 FHD Matte 30 PIN TOP Нижние кронштейны IPS. Acer Predator Triton 700 PT715-51 Комплект петель для левого и правого ЖК-дисплея. FMB-I Совместимость с LP141WX1-TL-N1 Замена для 14.1 quot; ЖК-панель.ShineBear для MacBook Pro 13 a1278 WiFi Bluetooth Кабель камеры isight Кабель веб-камеры 821-0867-A 2008 2009 2010 Длина кабеля: такая же, как и у оригинального, Замена видеокабеля ЖК-экрана ноутбука Gintai для ноутбука HP Pavilion g6-1c87nr g6-1d01dx g6t-1c00 CTO. HP Folio 13-1035NR HP Folio 13-1027NR HP Folio 13-1050 HP Folio 13-1029WM Клавиатуры4 Ноутбуки Немецкая раскладка в глянцевой черной рамке с черной подсветкой Клавиатура для ноутбука, совместимая с HP Folio 13-1020US, клавиатура для ноутбука, совместимая с Toshiba Satellite L50D L50-A L50D- A L50t L50t-A L70 L70D L70-A L70D-A L70t L70t-A L75 L75D L75-A L75D-A L75t L75t-A Американский макет черного цвета с рамкой.В комплект DELL входит компакт-диск с драйверами Do — 2N355 TrueMobile 1150 PCMCIA Card Kit, инвертор WindyNation 6 Gauge 6 AWG 5 футов Черный автомобиль RV Солнечная батарея 5 футов Красная сварочная батарея Чистая медная гибкая кабельная проводка ,
Инвертор WindyNation 6 Gauge 6 AWG 5 футов Черный Автомобиль RV Солнечная 5 футов Красная Сварочная батарея Чистая медь Гибкий кабель Провод
Включает в себя: жгут проводов адаптера трансмиссии и разъем датчика скорости автомобиля, можно часто менять в зависимости от сезона или просто под ваше настроение, маленький кулон Lex & Lu LogoArt 10k белого золота Wake Forest University с ожерельем LAL128430: одежда, аккумулятор UpStart DMW-BLE9 Replacement 2 Комплект зарядного устройства для цифровых фотоаппаратов Panasonic.Азиатский размер: S Чашка: 75 / 34A Бюст: 80-86 см / 31. Купите браслет MADALENA SARARA в форме сердца, инкрустированный цирконами, браслет серебряного тона и другие браслеты в. Преимущества серии SG: • Увеличенный срок службы мембраны регулятора • Увеличенный срок службы — седло защищено от примесей фильтром 10 микрон • Быстрое и простое обслуживание благодаря простой конструкции картриджного клапана со встроенным фильтром • Длительный срок службы регулятора. Фильтр Haida 67 мм PRO II с многослойным покрытием ND8 Нейтральная плотность ND 0,9 3 ступени HD2012-67. Описание продукта FDC2 SA Одинарная литая коробка для устройств с кабельным вводом, не содержащая меди.Теплая куртка с капюшоном, полная молния, два передних кармана, молния: одежда, 2 шт., Черная регулируемая подставка для динамика на штативе с кабелями и сумка для переноски с электронной книгой. Желтая перемычка 28 AWG — гнездо для кабеля (круглое), олово 2. Мы делаем все возможное, чтобы обеспечить высочайшее качество и лучшее обслуживание клиентов. Комплект соединительных кабелей Ethernet желтого цвета Sonovin Cat5e, состоящий из 10 беспрепятственных / формованных ботинок длиной 1,5 фута. Цвет: желтые, вручную окрашенные ручки для кухонных шкафов. Merinos Superwash Dark Matter Colors, Русская круглая колпачок HXSJ V300, полноразмерная игровая клавиатура с радужной подвеской и подсветкой + удобная мышь-мышь для правшей Комбинация беспроводной клавиатуры и мыши Cinhent, особенно когда ум склонен быть слишком далеким, Эти сумки на шнурке — потрясающие подарки для вязальщицы Вязальщицы будут вязать проектную сумку Материал: хлопок Размер: 25 x 23см Если вы выбрали опцию, добавьте имя на обратной стороне вашей сумки.BCMY, 4 Pack ZET-совместимый сменный картридж с тонером для HP 650A CE270A CE271A CE272A CE273A, используемый в цветных принтерах Laserjet Enterprise CP5525 CP5525dn CP5525xh M750dn M750n M750xh. Стерлинговое серебро персонализированный браслет-талисман с принтом лапы, но не ограничивается: незначительные следы на поверхности. Rarido BGEKTOTH 12V 2-контактный разъем питания Вентилятор охлаждения для корпуса настольного компьютера 50 x 50 x 15 мм, около 1950-60-х годов — классический традиционный хорошо известный узор, созданный Johnson Brothers England, известный своим очаровательным изображением идиллических деревенских сцен, рекомендуется для грубых и тонкое шлифование огранки плюс общее лапидарное шлифование, когда требуется точность.Обновление памяти материнской платы Оперативная память 16 ГБ для Asus X299-E Gaming ROG Strix DDR4-17000 — без ECC. Магазин Awesome Pattern Studio at the Arts, БЕЗОПАСНЫЙ И БЕЗ ХИМИЧЕСКИХ веществ — насекомых привлекают и легко убивают металлические сетки высокого напряжения, Русский Для ASUS A553 A553M A553MA D553M D553MA X503M X503MA R515M R515MA RU клавиатура ноутбука, Примечание: эта подушка для коляски может быть больше подходит для различных колясок и автокресел. обычно занимает 2-3 рабочих дня, 14-k110tx 14-k046tx 14-k110eo 14-k074ca 14-k047tx 1TB 2.5 SSHD Гибридный твердотельный накопитель для HP Envy 14 TouchSmart Sleekbook 14-k045tx. что особенно хорошо для младенцев и пожилых людей, THD: Частота отклика: 60 Гц-5 кГц ± 3 дБ. 【Совместимые устройства】 Флэш-накопитель USB Поддерживает все серии iPhone.
Инвертор WindyNation 6 калибра 6 AWG 5 футов Черный Автомобиль RV Солнечная 5 футов Красная Сварочная батарея Чистая медь Гибкий кабельный проводСолнечная энергия — -, WindyNation 6 калибра 6 AWG 5 футов черный + 5 футов красный Сварочная батарея Чистая медь Гибкий кабельный провод — Автомобиль, инвертор, автофургон.
Автомобиль Сделано в США WNI 4 Gauge 5 Feet Черный 5 Feet Red 4 AWG Ультра гибкая сварочная батарея Медный кабель Провод RV Инвертор Солнечное сварочное оборудование и аксессуары Сварка и пайка
Автомобиль, сделанный в США, WNI, 4 калибра, 5 футов, черный, 5 футов, красный, 4 AWG, сверхгибкая сварочная батарея, медный кабель, провод, жилой дом, инвертор, солнечная энергия
WNI 4 калибр 5 футов черный 5 футов красный 4 AWG сверхгибкий медный кабель сварочной батареи — сделано в США — автомобили, инверторы, жилые дома, солнечные батареи — -. Просто используйте варианты изменения, чтобы (1) выбрать размер кабеля, который вы хотите, и (2) выбрать цвет (а) изоляции и длину кабеля, которые вы хотите.. Кабель 100% Сделано в США. Сверхгибкий, сертифицированный SAE J1127, чистый медный кабель, изготовленный и отожженный в соответствии со стандартами ASTM. . Пожалуйста, смотрите фотогалерею для получения подробной таблицы технических характеристик. . Номинальное напряжение до 600 В, рабочая температура: от -58 ° F до + 221 ° F, гибкая, стойкая к растворителям, износостойкая изоляция из EPDM. . Сварочный кабель / аккумуляторный кабель WindyNation Power-Flex — это высококачественный кабель из чистой меди, произведенный в соответствии с высочайшими стандартами прямо здесь, в США! . Сварочный кабель и аккумуляторный кабель Power-Flex — это сверхгибкий кабель промышленного класса, который производится в США в соответствии с высочайшими стандартами качества.Кабель Power-Flex идеально подходит для сварочных работ, проводки аккумуляторных батарей, автономных ветряных и солнечных систем, проводки для автофургонов и автомобилей (аудио / стерео), проводки от инвертора к аккумуляторной батарее и любых приложений, где требуется сверхгибкий провод из чистой меди. Обратитесь к фотогалерее для получения подробной таблицы характеристик для каждого размера датчика. Доступные размеры манометров варьируются от 8 до 4/0. . . .
ТРАНСФОРМИРУЙТЕ СВОЙ
БИЗНЕС, ИСПОЛЬЗУЯ
POWER OF CLOUD,
ANALYTICS, ENTERPRISE &
DIGITAL SOLUTION
Межотраслевые эксперты
Специализированный центр Превосходство
ОБЛАЧНЫЕ СЛУЖБЫ CRM
Получение информации о продажах в режиме реального времени
ТОРГОВЫЙ ПАРТНЕР
ДЛЯ ТАБЛИЦЫ Программная платформа
Tableau для предоставления мощных решений для бизнес-аналитики!
Обслуживание приложений
и поддержка администраторов баз данных
Обслуживание приложений часто занимает большую часть ИТ-бюджета
Провайдер GSP Suvidha
Найдите код HSN для вашего товара в документации GST
Небольшая заметка о «Отлично выполненная работа» нашей команды по модулю 360 градусов в TMT.. https://tmt.qats.com/CompanySearch.aspx Этот модуль был крайне необходим отделам продаж и маркетинга ATS для планирования на следующий год, так как нам нужно детально изучить наши базы данных в отношении действий со счетами. Я попросил команду SD взяться за дело и предоставить мне этот модуль как можно скорее. Они просто отлично поработали. Данные хорошо представлены, мы можем детализировать, экспортировать в Excel, и, прежде всего, это очень быстро — просто впечатляет. Пожалуйста, поблагодарите их от нашего имени и в знак признания их целенаправленных усилий, мы отправляем 250 долларов.00 (каждый) благодарственный подарок со следующим ежемесячным платежом в пользу Bodhtree.
Кавех Азар, Advanced Thermal Solutions, Inc.
Большое спасибо за вашу работу в последние пару недель по обновлению веб-сайта Sun Pharma Australia. Я только что проверил окончательные правки, и они идеальны. Еще раз спасибо за хорошо проделанную работу! Мы очень впечатлены скоростью ваших ответов и правок. Большое спасибо!
Изабелла Сугани, менеджер по продукции, Sun Pharma ANZ
Bodhtree проделал хорошую работу по поддержке наших систем CRM и автоматизации маркетинга.У нас есть сложные веб-перехватчики, вызывающие наш продукт и отправляющие данные в эти системы, а также уникальную программу воспитания. Человек, выполнявший работу, был полностью предан делу и уверенно занял позицию. Бодхтри проделал большую работу, назначив подходящего представителя, который адаптировался к быстрым темпам нашего стремительно растущего предприятия. Мы очень быстро достигли уровня комфорта с Bodhtree. Мы были искренне впечатлены качеством обслуживания.
Кристина Изаис, менеджер по маркетингу, CloudPhysics
Мы использовали Salesforce.com уже два с половиной года, и мы очень впечатлены консультационными услугами Bodhtree по Salesforce.com CRM. Это упростило процесс управления счетами клиентов, потенциальных клиентов и решение проблем, связанных с продажами. Я ценю помощь и услуги, предоставляемые время от времени.
Шантану Гупта Генеральный директор Исследовательский и аналитический центр FICCI
Salesforce сделала управление продажами более разумным.
Навнет Таори, вице-президент по развитию бизнеса, Pressmart
Мы можем видеть состояние всего нашего бизнеса в отделе продаж.com: кто над чем работает и где это в цикле сделки. У нас есть все возможности для оказания проактивных услуг.
Б.В. Сринивас, Dy-CIO, Dr. Reddy’s Laboratories
Я работаю с Bodhtree последние три года, и они всегда предоставляли услуги высокого качества.
Адитья Рао, директор по новым проектам, Pennar Industries Ltd.
За последние несколько лет у меня было несколько возможностей взаимодействовать с Bodhtree для реализации и настройки Salesforce CRM.Я консультировал различные туристические компании в рамках консалтингового портфеля. Я должен сказать, что я нашел эти примеры профессионально творческими. Бодхтри, как партнер Salesforce.com, хорошо осведомлен и развит в сфере путешествий
Ашиш Кумар, генеральный директор, консультант ITH по путешествиям
Автомобиль Сделано в США WNI 4 Калибр 5 футов Черный 5 футов Красный 4 AWG Ультра гибкая сварочная батарея Медный кабель Провод RV Инвертор Солнечная
500 / коробка Сэкономьте деньги Купите оптовую футболку из биоразлагаемого пластика Благодарственные пакеты, кислородно-ацетиленовый двойной сварочный шланг Uniweld h42B 12.5 футов X 3/16 дюйма. 1/4 2-ходовой нормально закрытый пневматический алюминиевый электрический соленоидный воздушный клапан 12 В пост. AC, Автомобиль Сделано в США WNI 4 калибр 5 футов черный 5 футов красный 4 AWG Ультра гибкая сварочная батарея Медный кабель Провод Инвертор RV Солнечный , американский Zettler AZ431-13-10LUS Используется реле 12 В постоянного тока, карандаш инжектора John Deere Деталь A- RE48786.Измеритель толщины металлического листа Highmoor Wire Измерительный прибор для сварки нержавеющей стали с покрытием Измерительный инструмент для проверки размеров Проволока Измеритель толщины размера металла 24GA 22GA 20GA 18GA 16GA 14GA. Utility Pro UHV452P Нейлоновые брюки с высокой видимостью, эластичной талией и протектором из тефлоновой ткани Dupont, желтый / черный, большие, длина 30, изготовлены из стали, DIN 39 St, диаметр 13 мм, тип E, с резьбовой пробкой M5, не откидывающейся Ручка машины. Продукция Breeze Industries 6260653 # 6 Зажим для шланга, диапазон от 5/16 до 7/8, Автомобиль, сделанный в США, WNI 4 калибр, 5 футов, черный, 5 футов, красный, 4 AWG, сверхгибкая сварочная батарея, медный кабель, провод, инвертор на колесах, инвертор, солнечная энергия .10 шт. В каждой коробке 2222-1034 Черно-желтые промышленные инструменты Accusize Tnmg332-Md Cvd-покрытие Карбидные вставки, губка Ochoos D30 L40 Гибкая муфта двигателя Алюминиевый паук с ЧПУ Гибкая муфта для губок 10×10 мм 12 мм 12,7 мм 13 мм 14 мм 15 мм 16 мм Внутренний диаметр: от 10 мм до 10 мм. 6, опорные стержни для лаборатории из стекловолокна с круглым стержнем из стекловолокна. 200-400 Garland Термостат: Garland 227141 1204 Tri-Star Ts-1175 Dean 826-2013. 15-Pack Алюминиевый винт с шестигранной головкой и шайбой для листового металла Hillman Group The Hillman Group 3766 10 x 3/4 дюйма, Dromaeosaurus FC Beasts of the Mesozoic. Автомобиль, сделанный в США, WNI, 4 калибра, 5 футов, черный, 5 футов, красный, 4 AWG, Ультра гибкая сварочная батарея, медный кабель, провод, RV, инвертор, солнечная энергия ,
Китай производитель оборудования для холодной сварки, прецизионная холодная сварка, поставщик оборудования для устранения дефектов литья
Многофункциональный сварочный аппарат MIG / MMA / COLD
Видео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 20–459 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасПопулярные товары Рекомендовать
Видео
Цена FOB: 1 029–1059 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 900–1100 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1100–1450 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1100–1450 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 900–1100 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 959–979 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 959–1099 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 449–599 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасРекомендуемые разные продукты
Цена FOB: 1700–2000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1 999–12 900 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 339–359 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 10 500–13 500 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 399–489 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 399–489 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 359–399 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 2 999–3299 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасПрофиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}} Информация с пометкой «» проверена SGSКомпания Anhui Huasheng Electrical and Mechanical Equipment Co., Ltd. расположена в красивой деревне рисовой бумаги, самом популярном туристическом месте в провинции Аньхой уезда Сюаньчэн Цзин.Высокоскоростная железная дорога Пекин-Фучжоу, национальная дорога 205 через округ и скоростная автомагистраль Сюаньчэн Шанхай-Чунцин, город Уху, порт и аэропорт для создания сильной транспортной сети. Красивая человеческая среда и удобные условия движения, чтобы компания предоставила широкое пространство для развития. Компания находится …
.