инструкция, подготовка и советы – Всё для сварки
Содержание
- Предварительная подготовка
- Полярность. Как подключать кабели массы и электрода
- Процесс образования шва
- Экипировка и рабочее место
- Как работать сварочным инвертором
- Как правильно варить инвертором для получения ровного шва
- Советы начинающим
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
- Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
- Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.

- Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
- Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного металла;
Предварительная подготовка
Обзор оборудования
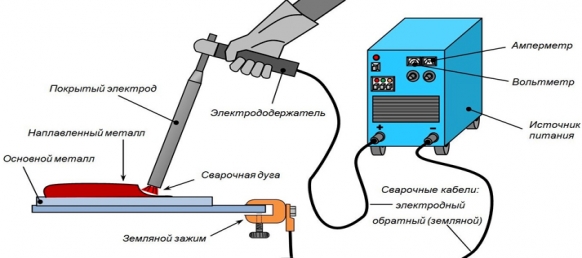
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».
В комплекте имеются кабели:
- Кабель массы. На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
- Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
 Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.Полярность. Как подключать кабели массы и электрода
Электрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй — к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
- Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
- Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве. Такой костюм не загорится при попадании на него искр.
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
| Диаметр электрода, мм | Толщина металла, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Помимо всего прочего надо подготовить ещё и свариваемые заготовки.
- зачищаем металл;
- обезжириваем;
- если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
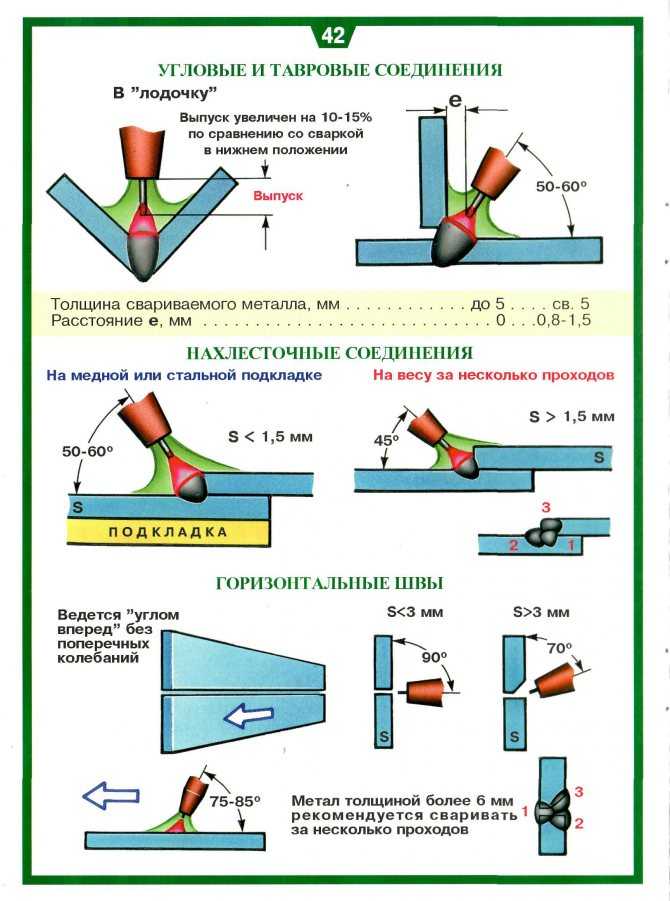
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Выбираем электрод по той же таблице.
- Подключаем кабели массы и электрода в зависимости от толщины деталей.
- Разжигаем дугу.
Для этого есть два способа:
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- постукивать по поверхности металла.
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- Отводим электрод на некоторое расстояние и начинаем варить.
- Убираем шлак со шва.
Как правильно варить инвертором для получения ровного шва
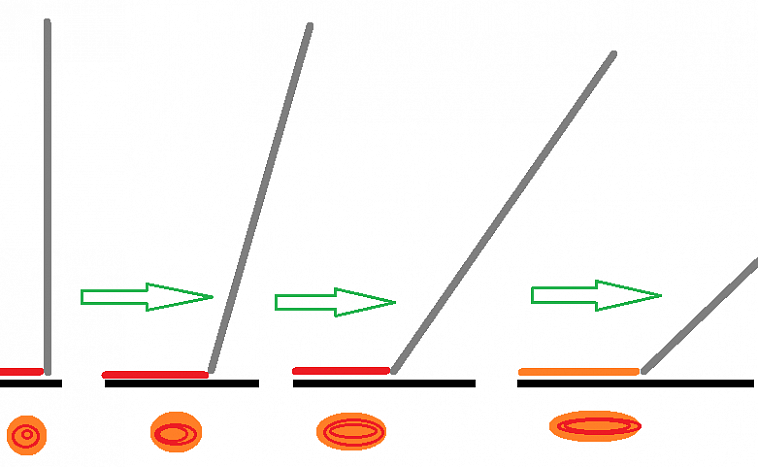
- угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
- контроль дугового промежутка. Дуговой промежуток — обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
- Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
- Старайтесь всегда видеть шов во время сварки.
- Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
- Не оставляйте шлак на сварном шве.
- Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
- Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
- В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
- Периодически чистить инвертор от металлической пыли.

Уроки сварки: Сварка инвертором для начинающих
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Минимальный набор защиты позволит избежать травм, которые легко получить без опыта. Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода.
!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.
Не менее важным станет
:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
 Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:
- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Во время сварки нужно удерживать электрод на расстоянии 2-3 мм от заготовки. Угол, под которым он должен находиться, варьируется в пределах от 30 до 60 градусов. Обратите внимание на то, что от угла зависит область применения:
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем.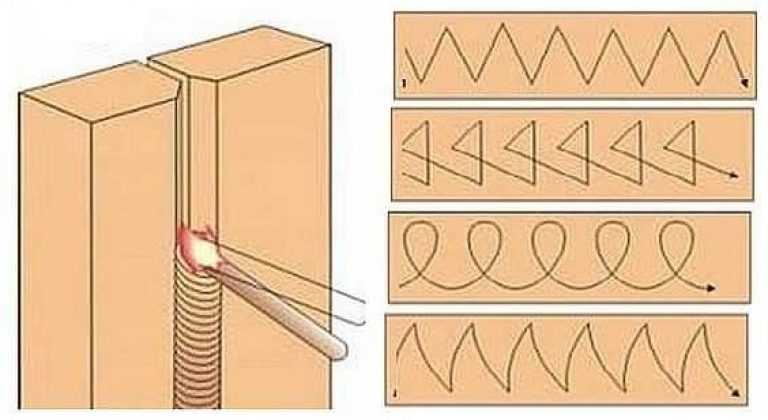 При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
 Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Что потребовалось для разработки первого инверторного источника питания?
Что потребовалось для разработки первого инверторного источника питания?
Инновационные люди Инверторный источник питания, Ручная сварка, Разработка продукции, НИОКР, Технология сварки
Этот пост также доступен в: Suomi
В 2017 году исполнилось 40 лет с момента разработки инверторного источника питания. Мы встретились с Tapani Mäkimaa , первым членом группы разработчиков, и обсудили, что год за годом делает Kemppi пионером в своей области. «Все начинается с жгучего желания знать. Добавьте к этому энтузиазм к обучению и открытию новых вещей и навыков, а также хорошее рабочее сообщество, и вы получите все, что вам нужно», — говорит Мякимаа, подводя итоги своей 45-летней работы в Kemppi.
Присоединение к бурно развивающейся сварочной отрасли
Мякимаа начал свою деятельность в качестве стажера и летнего сотрудника в Kemppi в 1970 году. В то время Kemppi уже была хорошо зарекомендовавшим себя поставщиком сварочного оборудования в Финляндии. Компания быстро вышла на международный уровень, и для инженера по физике полупроводников из Отаниеми (сегодня Технологический университет Аалто, ) это означало прочную основу для разработки продукта. Закончив службу в финской армии в качестве призывника, Мякимаа объединил силы с Martti Kanervisto когда производительности традиционной технологии было недостаточно для потребностей стремительно развивающейся сварочной отрасли.
«Начали рассматривать решения, где бы вы переключались на более высокую частоту уже на уровне сетевого напряжения. Мысль была проста, но реализовать ее с помощью технологий того времени казалось невозможным. Поэтому мы задумались, какой компонент будет достаточно надежным и эффективным для нужд промышленного производства», — говорит Мякимаа.
Инверторный источник питания или преобразователь?
«Переключатель принципиально влияет на управление дугой. Даже сегодня мускулы машины выполняют работу, например, в компьютерах, телевизорах, бытовой технике и зарядных устройствах. Сначала новые переключатели тестировались небольшими сериями из нескольких десятков машин, которые при работе издавали скулящий звук. Это, естественно, не было проблемой в условиях мастерской, но для нас это не было достаточно хорошим результатом. Новый переключатель был впервые представлен на демонстрационной машине HILARC400 на выставке 9.0011 Essen Welding Fair , Германия, 1977 год», — вспоминает Мякимаа.
«Многие производители компонентов сдались, но Kemppi была полна решимости продолжать».
«Название инвертор было выбрано потому, что оно короткое и легко запоминающееся. Мы нашли технику, которая работает при всех методах сварки», — продолжает Мякимаа. «Год спустя в Стокгольме был запущен первый многофункциональный инверторный источник питания HILARC250 . Разработка продукта продолжалась с оптимизацией затрат, что привело к всестороннему изучению и разработке деталей.
Разработка продукта продолжалась с оптимизацией затрат, что привело к всестороннему изучению и разработке деталей.
Сегодня инверторный источник питания используется во всем мире, и это доминирующая технология источника питания при сварке».
Рецепт от первопроходцаНа старте было проведено огромное количество опытов. Разработка продукта — это не вопрос веры. Он должен быть основан на знании и дедукции. До сих пор разработка продукта была сосредоточена на устранении препятствий на пути к работе.
Мякимаа резюмирует эту тенденцию: «В дальнейшем будет предприниматься все больше и больше усилий для того, чтобы сделать эти хитроумные устройства более простыми как с точки зрения пользователя, так и с точки зрения технологии. Человек никуда не денется. Роботы делают то, что им говорят. Человек интерпретирует на основе сварочного опыта и полученной информации. А новые вещи всегда рождаются из радости!»
40-летие первого инверторного источника питания будет отмечаться на Schweissen und Schneiden , одной из крупнейших выставок сварочной отрасли, в Дюссельдорфе в сентябре 2017 года. Компания Kemppi снова в Германии готовится бросить вызов традиционные и нынешние новые и инновационные сварочные решения для нужд сварки будущего.
Компания Kemppi снова в Германии готовится бросить вызов традиционные и нынешние новые и инновационные сварочные решения для нужд сварки будущего.
Генератор какого размера для сварки? (Как рассчитать)
Генератор какого размера мне нужен для работы сварочного аппарата?
Меня часто об этом спрашивают.
Есть веские причины, почему это имеет смысл.
- Вам нужно отремонтировать ворота, которые не находятся достаточно близко к бытовой электросети
- Грузовик друга сломался на дороге
- Вы хотите построить теплицу в своем саду
Но если он слишком мал, вы можете повредить или убить свой дорогой сварочный аппарат.
Слишком большой и может стоить слишком дорого, его трудно передвигать, и он может занимать слишком много места.
Как определить размер генератора для вашего сварочного аппарата
Этот вопрос обычно принимает одну из следующих форм, например:
- Какой размер генератора мне нужен для сварочного аппарата на 180 ампер?
- Будет ли работать сварочный аппарат от генератора на 7000 ватт?
- Насколько большой сварочный аппарат можно запустить с генератором размера X?
На самом деле это одни и те же вопросы. Вы просто с разных точек зрения спрашиваете.
Вы просто с разных точек зрения спрашиваете.
Вот как это делается
Генераторы, как и сварочные аппараты, бывают разных размеров. Доступно множество функций и опций. И вам нужно будет решить, хотите ли вы выходное напряжение 120 вольт, 240 вольт или и то, и другое.
Самое сложное, на что следует обратить внимание, это то, что генераторы рассчитаны на суммарную выходную мощность в ВАТТАХ, а сварочные аппараты рассчитаны на выходную АМПЕРУ.
Это означает, что вам нужно выяснить, сколько ватт требуется сварочному аппарату для получения номинального тока.
Сколько ватт потребляет ваш сварочный аппарат?
Существует очень простое математическое уравнение для перехода между вольтами, амперами и ваттами:
Вольты x Амперы = Ватты два очка».
Думайте о вольтах так же, как о давлении воды. Это доступный «толчок», который запускает электричество.
Ампер : Амперы — это способ измерения электрического тока.
Продолжая нашу аналогию с водоснабжением, думайте об амперах как о скорости потока в трубах, быстром или медленном.
Ватт : Ватт измеряет тепловую энергию. Когда электроны проходят через цепь, трение создает тепло, измеряемое в ваттах.
Итак, вам нужно напряжение, которое использует сварочный аппарат, умноженное на входной ток сварочного аппарата.
Найдите входную мощность вашего сварочного аппарата
Шаг 1: Найдите уровни мощности и тока
Во-первых, вам нужно знать, какие уровни мощности и тока необходимы вашему сварочному аппарату. Обычно эту информацию можно найти в руководстве.
Вот пример из руководства для PrimeWeld Stick 160.
Пример того, как найти мощность и уровни тока вашего сварочного аппаратаПосмотрите на «Напряжение питания (В)». Это ваше входное напряжение.
Важно использовать «плюс 15 процентов» для расчетов, чтобы убедиться, что ваш портативный генератор достаточно велик для ваших нужд.
110 вольт + 15% = 126,5 вольт
220 вольт + 15% = 253 вольта
Шаг 2: Рассчитайте входной ток
Во-вторых, вам нужен «Входной ток (А)».
Максимальный входной ток на стороне 110 вольт составляет 46,3 ампера.
Теперь вы можете посчитать:
126,5 вольт x 46,3 ампер = 5 856,95 ватт , число «рабочих ватт». Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется использовать дополнительные 30 процентов.
Давайте проверим цифры на 220 вольт.
Входной ток на стороне 220 составляет 32,9 ампер.
253 вольта x 32,9 ампера = 8323,7 ватт для вашей рабочей нагрузки на стороне 220. Как всегда, добавьте 30-процентный запас прочности, чтобы обеспечить достаточную пусковую мощность для вашей машины. Я расскажу об этих 30 процентах через минуту.
Если вы хотите, чтобы этот сварочный аппарат работал только в режиме 110 вольт, вам понадобится генератор мощностью 6000 Вт (6 кВт), ПЛЮС 30 процентов для запуска и скачков нагрузки (еще 2 кВт), что означает, что вам нужен сварочный генератор мощностью 6000 Вт в рабочем режиме и 8000 Вт в пиковой нагрузке.
Для беспрепятственной работы сварочного аппарата с полной мощностью на стороне 220 вольт вам потребуется 8 500 рабочих ватт и 11 000 пиковых ватт.
Возможно, у вас нет доступа к руководству. Что тогда?
Каждый электроинструмент и электроприбор имеет информационную этикетку, на которой указана электрическая информация. Обычно он находится на задней панели сварочного аппарата или внутри корпуса.
Потребляемая мощность вашего сварочного аппарата будет указана на этой этикетке. Вот пример из Titanium MIG 140, машины, которая потребляет 120 вольт. Обратите внимание, что на этикетке также есть информация о MIG 170 из той же серии, машине, которая питается от 120 или 240 вольт.
Еще раз проверяя спецификации, здесь есть числа для «Токового входа». С этой маркировкой легче работать, чем с некоторыми другими, потому что она дает как входное напряжение, так и входной ток, необходимые сварщику.
Легко вычислить, какая мощность в ваттах вам нужна от генератора для вашего сварочного аппарата.
120 вольт на входе x 23 ампера = 2760 ватт
Однако это только базовый номер. Электроинструментам свойственно потреблять гораздо больше энергии для запуска, чем требуется для поддержания их работы.
Изготовители генераторов советуют добавлять до 30 процентов к рабочим ваттам для учета пусковых устройств.
2 760 Вт x .30 = 828 Вт
Добавить эту 30 -процентную маржу безопасности к базовой цифре 2760 Вт:
2 760 + 828 = 3 588
. Это намыслоты до 3 600 Вт. Этому сварочному аппарату потребуется генератор мощностью 2800 Вт с пиковой мощностью 3600 Вт.
Записки на вынос:
- НЕ ЗАБЫВАЙТЕ , чтобы добавить указанный допуск, например, в нашем примере было плюс-минус 15 процентов. ВСЕГДА ДОБАВЛЯЙТЕ ДОПУСК.
- НЕ ЗАБУДЬТЕ ДОБАВИТЬ 30 процентов от общей мощности, чтобы покрыть начальный скачок напряжения.
Входные значения могут иметь и другие имена
Иногда существует несколько различных типов электрических параметров. У вас может не быть номинала на этикетке, который конкретно называется «входное напряжение» или «входной ток», но для них есть другие названия.
Однако не стоит путать. Вместо этого проверьте значения с этими именами:
Входное напряжение
- Макс. мощность
- Максимальное напряжение
- В макс или Вмакс
- Uмакс или Uмакс
- U1макс
Входной ток
- Максимальный ток
- Максимальный ток
- А макс.
- I макс
- I1max
Обратите внимание, что вариант 5 в обоих случаях имеет обозначение 1max. Это имя конкретно указывает на основную входную мощность.
I2 или I2max означает выходную мощность.
Номинал I1max уже настроен на импульсную или пусковую мощность. Если вы рассчитываете с помощью I1max, у вас уже есть максимальная стартовая мощность БЕЗ необходимости добавлять 30 процентов.
Еще один блок, который иногда можно увидеть на генераторе для сварщиков, — это киловольт-ампер или кВА.
Для данного устройства 1000 вольт x 1 ампер = 1 кВА , то же, что 1 киловатт (кВт).
Помните: Вольты x Амперы = Ватты
Поскольку 1 кВА = 1 кВт , генератор, производящий 6 кВА пиковой мощности, также имеет номинальную мощность 6 кВт.
Различия в источниках питания между инверторами и трансформаторами
Одним из важных вариантов выбора является то, питается ли ваш сварочный аппарат от трансформатора или является инверторным сварочным аппаратом. Это важно, потому что у генераторов для сварщиков есть качество, называемое «грязной мощностью».
«Грязная мощность» означает небольшие и повторяющиеся колебания уровня мощности при работе двигателя.
Эти колебания мощности называются «гармоническими искажениями» и измеряются в единицах полного гармонического искажения или THD. Он представлен в процентах, например, «5 процентов THD».
Сварщики с питанием от трансформатора вполне прощают грязную энергию от генератора. Почти любой современный генератор может привести в действие сварочный аппарат с трансформаторным питанием.
Проблема с машинами с инверторным питанием. Обычно называемые сварочными аппаратами IGBT и MOSFET, они имеют проблемы с грязным питанием, поскольку их схемы управления легко повреждаются гармоническими искажениями в источнике питания.
Не вдаваясь в технические подробности, в этих конструкциях используются конденсаторы для фильтрации искажений и сглаживания напряжения питания. Еще одним преимуществом инверторной мощности является то, что сам сварочный аппарат может быть легче.
Многие современные генераторы снабжены инверторными фильтрами, что делает их безопасными для сварщиков с инверторным питанием.
Если у вас есть сварочный аппарат с трансформаторным питанием, THD не является проблемой, но если вы хотите запустить компьютер, что-нибудь цифровое, сварочный аппарат с IGBT или MOSFET, вам нужно, чтобы THD был ниже 6 процентов.
Подробнее о инверторных и трансформаторных сварочных аппаратах читайте здесь.
Другие факторы, влияющие на ваш выбор
Проблемы высокогорья
На больших высотах меньше кислорода. Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.
В зависимости от высоты, он может быть едва заметен, или может быть намного меньше мощности. Производители генераторов предлагают в помощь высотные комплекты.
Дополнительные инструменты и оборудование
Если вам нужно использовать дополнительные инструменты, такие как пилы, шлифовальные машины, дрели и т.
Также обратите внимание на вентиляторы, обогреватели и освещение. На самом деле может быть дешевле купить меньший генератор для этих принадлежностей, чем один большой, чтобы работать как со сварочным аппаратом, так и с дополнительными инструментами.
Вот неполный список распространенных устройств и их потребляемая мощность:
Прибор Рабочие Вт Пусковая мощность Кофеварка 1750 0 Микроволновая печь 625 Вт 625 800 Одиночная лампа CFL мощностью 60 Вт, эквивалентная 15 0 Радио 50-200 0 Комнатный кондиционер: 10 000 БТЕ 1500 2200 Мелкая бытовая техника 200 1700 8 дюймов. 1400 2500 Мойка высокого давления: 1 л.с. 1200 3600 7-1/4 дюйма. Циркулярная пила 1400 2300 Электрическая цепная пила: 14 дюймов. Бар, 2 л.с. 1100 0 10 дюймов. Настольная пила 1800 4500 Сверло: 3/8 дюйма, 4 А 440 600 Сверло: 1/2 дюйма, 5,4 А 600 900 Переносной обогреватель (керосин, дизельное топливо): 90 000 БТЕ 500 725 Зарядное устройство: 60 А с усилителем 250 А 1500/5750 0 Ноутбук 65 0 Компьютерный ЖК-монитор 25 0 Струйный принтер 15 0 Планшет 12 0 Зарядное устройство для сотового телефона 10 0 Сколько времени работы?
Это время, в течение которого генератор может работать на полную мощность с полным баком топлива.
Шум
Генераторы громкие, хотя обычно не такие громкие, как некоторые инструменты и транспортные средства. Также следует учитывать выхлопные газы, поскольку существует опасность угарного газа. Вы не можете безопасно поместить генератор внутрь, и на всех них есть этикетки, предупреждающие вас не делать этого.
Убедитесь, что он хорошо проветривается, защищен от столкновений или падающих предметов, шнуры могут безопасно добраться до рабочей зоны, а шум не будет проблемой там, где он находится.
Проверьте его уровень громкости в дБ, чтобы узнать, насколько он громкий. Все, что больше 90 дБ вреден для слуха. 120 децибел и выше эквивалентны буквально оглушающим звукам, таким как дрэг-рейсеры, артиллерия, реактивный самолет и охотничьи ружья.
Размещение
В этой таблице приведены некоторые рекомендации национальных производителей электрооборудования (NEMA) по длине удлинительного шнура.
Ваша кофеварка может варить, пока вы не сделаете перерыв, затем вы сможете налить чашку, как только подойдете и выключите генератор.
Общая мощность Шнур 10 калибра Шнур 12 калибра Шнур 14 калибра Шнур 16 калибра 2400 250 футов 150 футов 100 футов 75 футов 4 800 125 футов 75 футов 50 футов 25 футов 7 200 60 футов 35 футов 25 футов 10 футов 9 600 30 футов 15 футов 10 футов 0 12 000 15 футов 0 0 0 Генераторы с рабочей мощностью 4 кВт и более могут легко весить более двухсот фунтов.
Родственные : Провода какого размера для удлинителей сварочного аппарата?
Таблица размеров генератора для сварщиковВот краткая справочная таблица, которую я составил, чтобы дать вам представление о том, какой размер генератора вам нужен, в зависимости от текущего уровня вашего сварщика.
Текущий уровень сварщика Минимальный размер генератора Рекомендуемый размер генератора До 160 А 7ква 0р 7000 ватт 8000+ Вт 180–200 А 8 кВА или 8000 Вт 10 000+ Вт 210-250А 13 кВА или 13 000 Вт 15 000+ ватт Лучшие генераторы для сварщиков
Я собираюсь взять с собой мощные портативные генераторы.
Вы не хотите, чтобы ваш генератор работал слишком усердно, работая на полную мощность. На вашей новой силовой установке легче, если она не тяжело дышит, чтобы выполнить работу.
Более чистая и стабильная мощность, меньший износ и более длительный срок службы — это награда за небольшие дополнительные инвестиции.
По этой причине я бы не опускался ниже 7000 ватт.
Модель Чемпион 9375 ДуроМакс XP12000EH Силовая лошадь 9000ES Рабочие Вт 7 500 9 500 7 250 Пусковая мощность 9 375 12 000 9000 Вес 224 фунта 224 фунта 209 фунтов Двигатель Чемпион 420cc DuroMax 18 л.с. Дх520 12,2 л.с. IGBT-безопасный Нет (8-16% THD) Нет (12 % THD) Да Розетки – 120/240В 30А с замком (L14-30R)
– (2) УЗО 120 В (5-20R),
– 120/240 В 50 А (14-50R)– (2) бытовых розетки 120 В GFCI
– (1) розетка 120 В 30 А с поворотным замком
– (1) розетка 240 В 30 А
– (1) розетка 240 В 50 А– (4) 5-20R 120В-20А,
– (1) L5-30R 120В-30А с замком,
– (1) L14-30R 120/240В-30А с замком
– (1) 12В пост.Время работы 8 часов при 1/2 нагрузки 9 часов при 1/2 нагрузки
5 часов. при полной нагрузке9,6 часов при 1/2 нагрузке
5,7 ч при полной нагрузкеУровень шума 74 дБ 74 дБ 98 дБ Дополнительно Электростартер, комплект колес, счетчик моточасов Электрический стартер, двухтопливный, комплект колес, зарядное устройство 12 В Электростартер, двухтопливный, комплект колес, отсечка при низком уровне масла Где купить Северный инструмент Амазонка Северный инструмент Лучшие инверторные генераторы для сварщиков
Инверторный генератор специально разработан для питания чувствительного оборудования, такого как цифровые устройства, компьютеры и сварочные аппараты IGBT/MOSFET.
Если в вашем магазине есть что-то, вы никогда не должны быть дешевыми; это ваш инверторный генератор. Наберитесь терпения и накопите на следующий больший размер.
«Я действительно хотел бы иметь меньше силы. Это было бы прекрасно!»
Никто никогда не говорил.
Модель PowerHorse 7500i Цифровой гибрид Champion 8750 Briggs & Stratton ELITE8000 Рабочие Вт 6 500 7000 8 000 Пиковая мощность 7 500 8 750 10 000 Вес 333 фунта 155,4 фунта 224 фунта Двигатель PowerHorse 420cc Чемпион 420cc Бриггс энд Страттон 420cc IGBT-безопасный Да (КНИ 1,5 %) Да (≤ 3% THD) Да (3-6% THD) Розетки – (4) 20А 120В GFCI,
– (1) 50А 120/240В 14-50R,
– (1) 30А 120/240В L14-30R,
– (1) 30А 120В L5-30R,
– (2 ) USB– (1) Блокируемая розетка 120/240 В 30 А (L14-30R)
– (4) 120 В 20 А бытовых розеток с защитой GFCI (5-20R)
– 12 В постоянного тока автомобильный– (4) бытовых розетки GFCI 120 В,
– (1) розетка 120/240 В 30 А с замкомВремя работы 16 часов. 10,5 часов 9 часов. при 1/2 нагрузки Уровень шума 55 дБ 72 дБ Нет рейтинга Дополнительно Электростартер, комплект колес, отсечка при низком уровне масла, цифровая система мониторинга, зарядка через USB, подключение к другому генератору Электростартер, комплект колес, легкий и компактный Электростартер, комплект колес, счетчик моточасов, Bluetooth InfoHub, монитор CO/отключение Где купить Северный инструмент
(бесплатная доставка)Амазонка Амазонка Часто задаваемые вопросы о генераторах для сварщиков
Будет ли работать сварочный аппарат от генератора на 3000 Вт?
В примере с Titanium мы обнаружили, что он может потреблять 140 ампер при мощности 2800 Вт.
Будет ли работать сварочный аппарат от генератора на 5000 ватт?
Вы можете работать до 180-200 ампер на 240-вольтовом генераторе, рассчитанном на 5000 рабочих ватт и 6000 начальных ватт, но он будет проводить много времени на высоких оборотах. Генератор с пиковой мощностью 5000 ватт будет ограничен сварочным аппаратом на 120 вольт на 140 ампер при работе на полную мощность.
Какой размер генератора для сварочного аппарата на 220 В?
Недостаточно информации для ответа на этот вопрос. Вам нужно знать входную мощность сварочного аппарата на 220 В, чтобы определить необходимый вам размер генератора.
Входное напряжение x Входной ток = Входная мощность в ваттах
Помимо того, что он подключается к сети 220 вольт, вам также необходимо знать входной ТОК для этого сварочного аппарата.

 Для версии на 140 ампер умножьте:
Для версии на 140 ампер умножьте: Исключением из этого правила является использование значения, известного как «I1max». Дополнительную информацию см. в следующем разделе.
Исключением из этого правила является использование значения, известного как «I1max». Дополнительную информацию см. в следующем разделе.


 п., вам необходимо добавить к мощности как минимум еще 2000 Вт, поскольку многие шлифовальные машины и сабельные пилы потребляют до 1800 Вт для работать.
п., вам необходимо добавить к мощности как минимум еще 2000 Вт, поскольку многие шлифовальные машины и сабельные пилы потребляют до 1800 Вт для работать. Настольный шлифовальный станок
Настольный шлифовальный станок Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают. По возможности подключайте устройства непосредственно к генератору.
По возможности подключайте устройства непосредственно к генератору. Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
 тока
тока
 при нагрузке 1/4
при нагрузке 1/4 Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.