Как правильно варить тонкий металл инвертором
Как варить тонкий металл электродом. Работа инвертором
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.

Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм.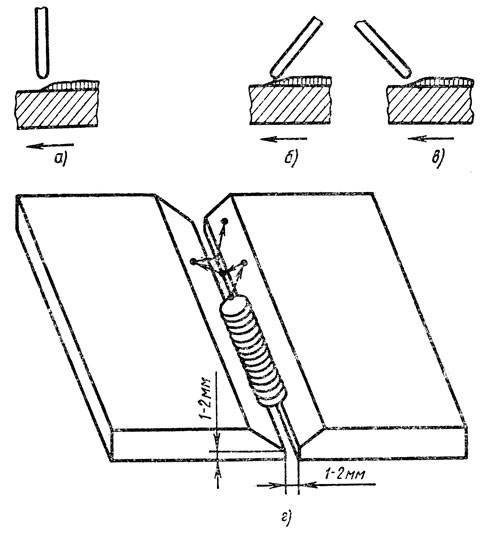
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения.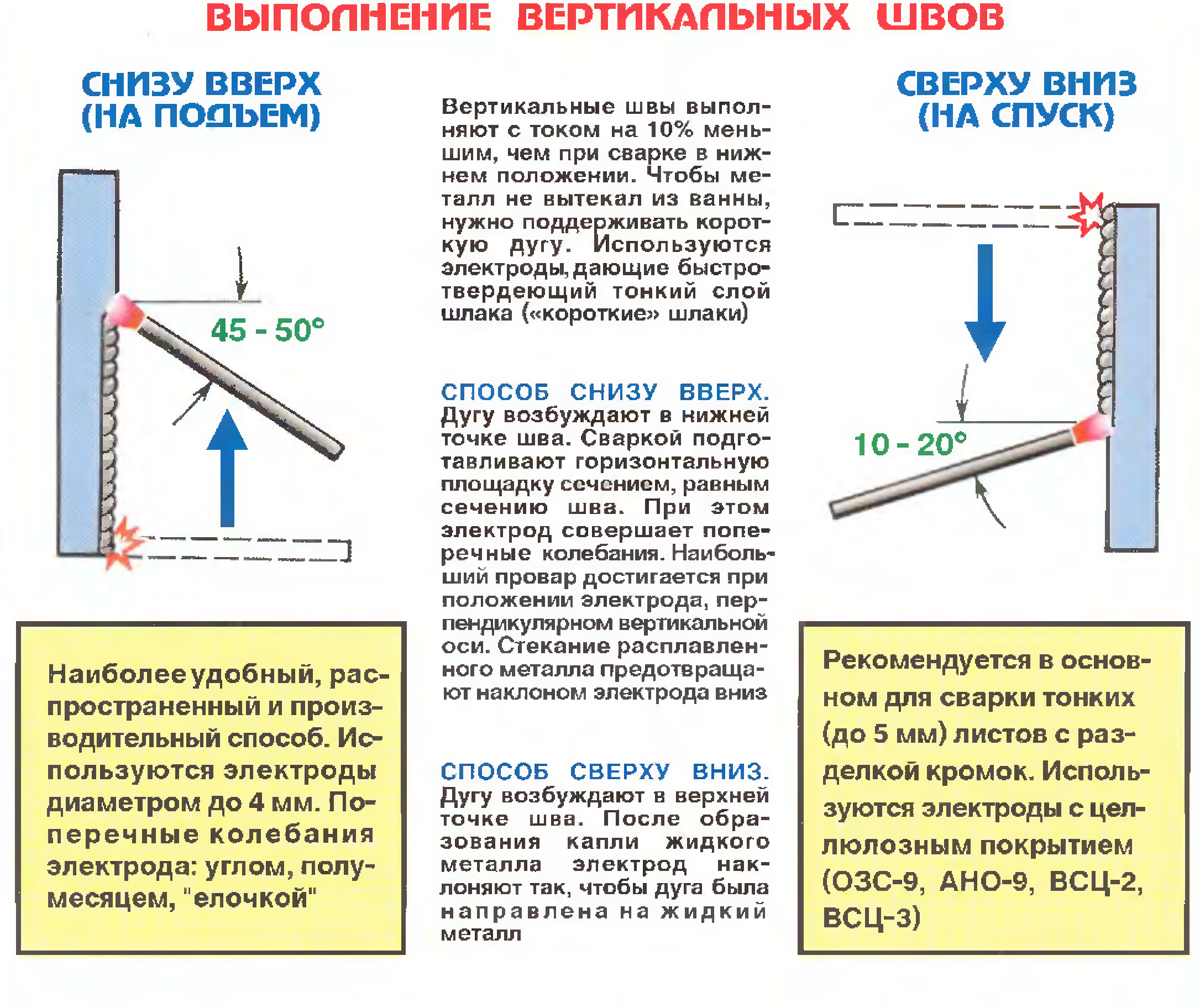 Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Как правильно сваривать тонкий металл инвертором
Изобретенные сварочные аппараты помогли упростить процесс соединения предметов из металла.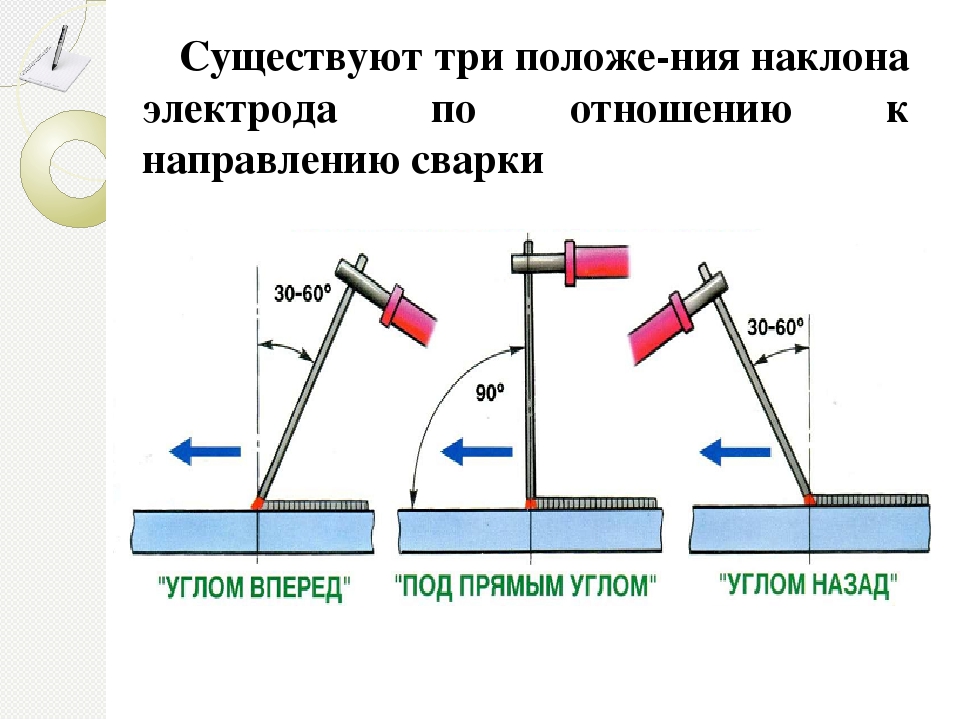 Работая с тонкой заготовкой, начинающие работники испытывают некоторые трудности. Сварку тонких металлов электродами правильно выполнять используя сварочный аппарат, который позволит выполнить эту процедуру без прогорания и деформирования листа.
Работая с тонкой заготовкой, начинающие работники испытывают некоторые трудности. Сварку тонких металлов электродами правильно выполнять используя сварочный аппарат, который позволит выполнить эту процедуру без прогорания и деформирования листа.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Соединяя два тонкие листа внахлест нужно помнить, что такой сварочный способ дает возможность использования большего тока, тогда уменьшается действие высокой температуры на поверхность изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.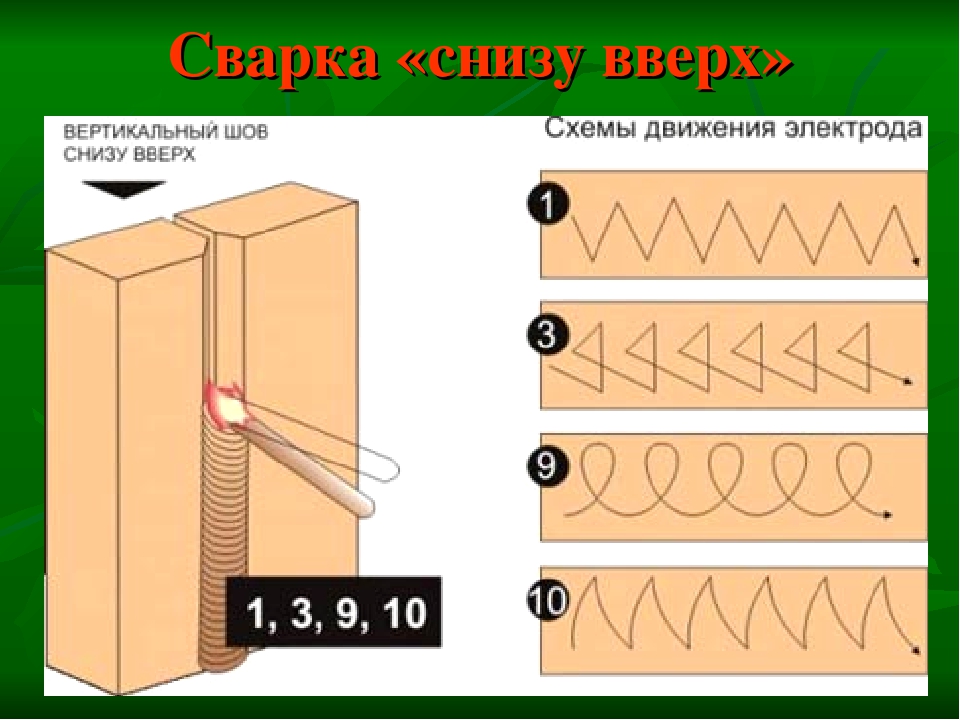
Видео «Сварка тонкого металлического листа электродом»
Сварка инвертором
Когда свариваем инвертором тонкий металл, то можем сделать эту работу, используя обратную полярность. В таком случае «—» подключаем к предмету сварки, а «+» присоединяем к держателям электрода.
Сваривание электродом помогает избежать деформацию изделия и не допустить прогорание листа. Когда полярность обратная, то нагревание электрода происходит намного сильнее, чем металла с которым его соединяют, это и позволяет закончить работу более эффективно.
Чтобы получить качественный шов, обязательно используем тонкие электроды у которых диаметр не больше 2 мм. Необходимо брать материал, имеющий свойства высокого коэффициента расплавления. Это свойство позволит сваривать конструкции при малом токе, что хорошо влияет на качество шва при сварке.
Сваривать тонкие листы инвертором надо плавными движениями электрода. Это поможет избежать прожег листа, а для ровного шва в работе размещаем электрод на поверхности под углом 45-90 градусов. Соединять листы лучше когда они размещены под углом вперед и соединены угловой струбциной.
Уровень соединения листов зависит от качества электродов. При сваривании тонких металлов инвертором надо брать электроды качественные и, отдавать предпочтение, импортному производителю.
Преимущества сварки инвертором тонких металлов
Благодаря этому методу можем сделать сварку металлов качественно. Когда соединение выполняет мастер своего дела, то температурная деформация отсутствует и внешний вид изделия аккуратный. Сваривание металлов можно сделать меньшим током вместо постоянного, в результате чего уменьшается риск прогорания поверхности.
Управление с помощью микропроцессора в устройстве поможет избежать «ям» и сбоев в напряжении, на входе это он генерирует идеальный ток, которым можно выполнить сваривание.
Единственный недостаток инвертора проявляется, когда на улице низкая температура. Даже используя качественный прибор избежать сбоя сварочного процесса при низкой температуре не удастся.
Видео «Ручная дуговая сварка тонкого металла»
Сварка тонкой оцинковки и ее особенность
Чтобы сварить сталь из оцинковки, сначала следует убрать слой цинка по кромке соединяемых металлов. Этот слой удаляется вручную или посредством использования машинки, которая выполняет шлифовку.
Кромку металла еще выжигают сваркой, но это делается очень осторожно. Цинк имеет свойство выделять очень ядовитые пары при сваривании, и если их вдыхать можно сильно навредить организму. Все работы рекомендуют выполнять при наличии вытяжки, или сваривать поверхности на свежем воздухе.
В статье мы рассмотрели основные моменты про то, как сваривать инвертором тонкий металл. Для этого по инструкции подготавливаем заготовки, выполняем отводы лишней температуры, готовим подбор инструментов, выставляем ток и начинаем работу. В момент сварки надо уделять особое внимание на качество шва, для этого необходимо время от времени убирать электрод на несколько секунд, чтобы не случился прожог, а также необходимо использовать теплоотводящие пластины с проволокой. В освоении этих процессов может помочь только практика.
Видео «Демонстрация простых приемов внахлест и стык»
Техника сварки тонкого металла инвертором
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.


- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.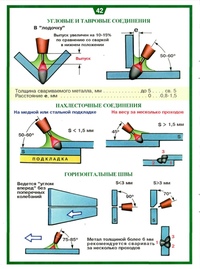
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Как варить инвертором тонкий металл – наши советы
Покупают инвертор в основном для работы на садовом участке, сварки забора или калитки, других несложных работ. Часто приходится сваривать металл от 2 мм и выше. Для таких работ вполне подходят электроды «двойка», ими можно варить практически весь сортовой прокат, который применяется при строительстве забора и гаража, водопроводные трубы. И лишь при сварке арматуры или приварке гаражных петель может потребоваться более толстый электрод – «тройка» и даже «четвёрка».
Тонкий металл
Однако, рано или поздно может встать вопрос о том, чтобы заварить днище картера у машины, подварить крыло, приварить глушитель. Толщина металла в этом случае невелика, и при сварке могут возникнуть проблемы – толстый электрод будет прожигать металл.
Лучший вариант сварки в данном случае — сварка-автомат или полуавтомат, классическая дуговая может прожечь дыры, поэтому, без подготовки и тренировки браться за инвертер не стоит!
Давайте подробно рассмотрим, как варить инвертором тонкий металл.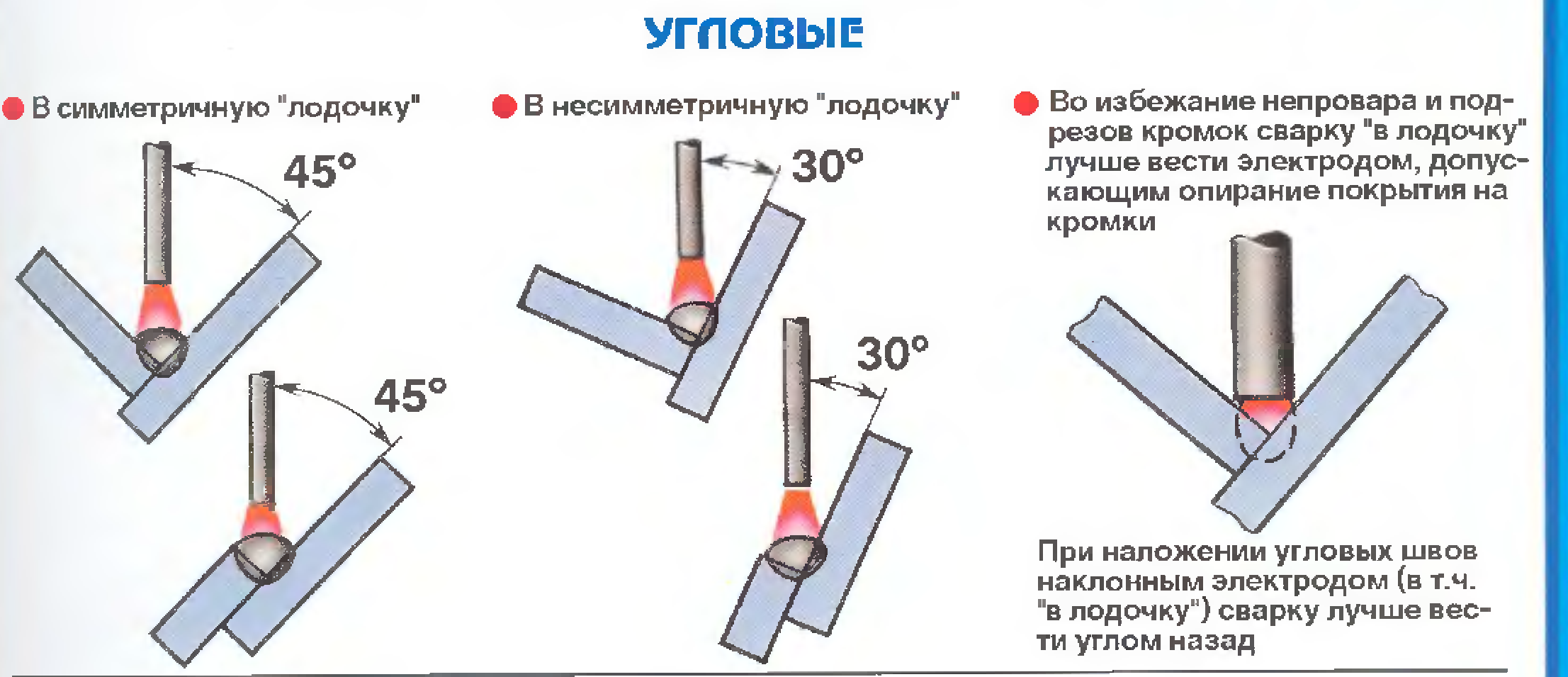
Подготовка к сварке тонких металлов
Самое главное в этом случае – не торопиться с выполнением работ, а тщательно выбрать режим сварки. Определите толщину свариваемых деталей, ориентировочно марку стали, тип шва, величину тока. Всё это лучше сделать по справочнику сварщика. Величину тока для инвертора следует брать такую же, как и для сварки постоянным током. В продаже сейчас имеются электроды диаметром даже 1 мм, не стесняйтесь применять тонкий электрод – проще сделать несколько проходов по сварному шву, чем латать прожженный глушитель.
Пробная сварка
Затем – попробуйте варить. Подберите примерно той же толщины две железки, и сделайте пробный шов в таком же положении, как будете варить «на чистовую». Если всё прошло нормально – можете приступать. Если нет – попробуйте поэкспериментировать. Поставьте другое значение тока, примените другой электрод и обратную полярность включения. Чаще всего помогает изменение техники сварки – варите «короткими перебежками», давая металлу остывать.
Теплоотведение при сварке тонких металлов
В значительной мере уменьшить вероятность прожогов может применение подкладок из толстого металла. Если вы варите встык – подложите с другой стороны под сварной шов лист металла толщиной 10-15 мм, или делайте сварку на тяжёлой наковальне. Это обеспечит теплоотведение от свариваемых деталей, и предотвратит прожигание металла. Иногда потребуется включать фантазию, пространственное воображение, особенно при сложных швах. Главное помните – «железка» должна располагаться как можно ближе к сварочной ванне, лучше всего – на металле меньшей толщины.
Совет напоследок
При сварке тонкого металла часто помогает применение сварного шва с отгибаемыми кромками. Конечно, это потребует дополнительных слесарных работ, да и шов будет выглядеть некрасиво. Однако, если ничего не получается, это может стать единственным возможным решением.
Видео о сварке:
Сварка тонкого металла:
Инструменты и материалы
В случае с газовой сваркой наиболее оправданным решением будет выбор ацетиленовой технологии. Из дополнительных компонентов в таком случае понадобятся лишь проволока и флюс. Чтобы влиять на интенсивность огня, применяют специальный редуктор. Газосварщики используют:
Из дополнительных компонентов в таком случае понадобятся лишь проволока и флюс. Чтобы влиять на интенсивность огня, применяют специальный редуктор. Газосварщики используют:
- специальные сварочные столы;
- баллоны с полученным на заводе газом и/или газогенераторные установки;
- шланги для подачи газообразных компонентов;
- принадлежности для сборки свариваемых изделий;
- прочий инструментарий, который сочтут необходимым для себя.
При ручной дуговой сварке требуются:
- аппарат;
- электроды;
- питающие провода;
- специальные трансформаторы;
- защитные маски, перчатки и щитки;
- шлакоотбойный молоток;
- магнитный угольник;
- тележки для аппаратов;
- стандартизированные образцы для ультразвуковой дефектоскопии;
- сварочные массы;
- цангодержатели.
Правила сварки стали с цинком
 youtube.com/embed/AVrfox8_hpA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/AVrfox8_hpA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Металл, который сварен с использованием цинка, покрывают тонким слоем цинкового сплава. Работая с ним, нужно предварительно подготовить детали к обработке.
Это первая и важная особенность металла. Если вы не очистите напыление, то соединение получится непрочным. У цинка другие показатели температуры, при которых он плавится.
Слой из цинка можно убрать при помощи наждачки. Некоторые мастера применяют круг для шлифовки. Если вы работаете с этим металлом, то запрещается находиться внутри помещения.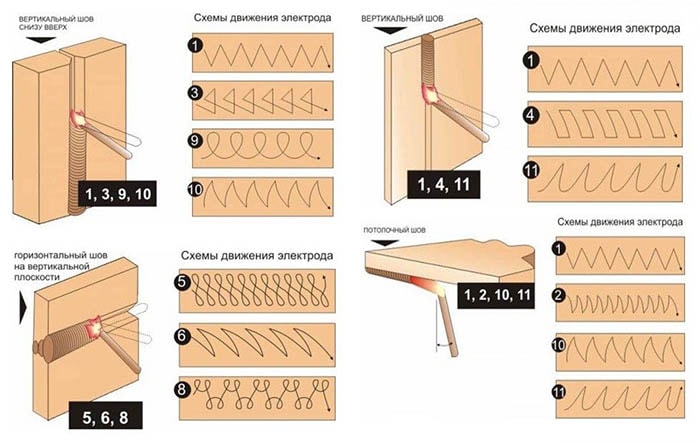
При получении чистого материала мастера начинают варить конструкцию. Цинк требует бережного отношения к себе. Так у вас получится надежный шов.
Нужно сделать пару проходов с применением разных видов электродов. Первое соединение получают, используя оксидное напыление. Для этого подходят модели MP 3, ОЗС 4, AHO 4.
Ваши действия должны быть медленными. Лицевое соединение делают широким. Его размеры соответствуют трем размерам посредника.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Формирование стандартного сварочного шва инвертором
Соединять детали во время сварки нужно так, чтобы не изменять скорость движения электрода, иначе не удастся сформировать ровный шов. Жидкое состояние сварочного шва находится намного ниже основной части металла.
Образовывавшаяся дуга способна захватывать весь основной металл, отодвигать всю ванну на прежнее место, формируя сварочный шов. Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно не выпускать из вида размеры расположения сварочного шва. Стоит постараться и расположить ванну строго по кругу. Благодаря равномерно раскачивающимся движениям создается шов, но необходимо следить за его формированием у одного края металлической пластины, а затем контролировать его образование вверху ванной.
Направляя электрод поближе к металлической заготовке, формируют приподнятый шов. Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Техника сварки
Для каждого отдельного случая техника сварки используется разная, выбираете ее вы сами, руководствуясь своим опытом. Вот несколько методов.
Отбортировка. При этом методе кромки листа отгибаются и металл скрепляют поперечными швами с интервалом в 5-10 см. Затем свариваем детали непрерывным движением сверху вниз.
Этот метод требует достаточного опыта, при наложении непрерывного шва возможен прожиг листа.
Чтобы избежать его, рекомендуется дугу ненадолго отрывать, давая детали остыть, затем опускать, продвигая на несколько миллиметров. Главное при этом – чтобы металл не успел слишком остыть.
Сварка стыковая. Это достаточно сложный метод, легче сваривать внахлест. Однако, если вы решили сваривать этим методом, облегчить задачу может проволока, проложенная между свариваемыми листами.
Сварочную дугу надо вести по проволоке, она будет принимать всю температурную нагрузку на себя, и листы не будут перегреваться. Заменой проволоке могут быть пластины из меди.
Их необходимо уложить под свариваемые поверхности. Медь обладает высокой теплопроводностью, нагреваясь быстрее металла, она не даст ему перегреться.
Процесс работы с использованием сварочного аппарата
Перечень возможных неисправностей сварочного инвертора.
Много чего можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Для работы необходимо приготовить:
- электроды;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетку;
- маску для защиты лица;
- спецодежду из плотной ткани;
- тару с водой для ликвидации возможных очагов возгорания.
Важно перед началом сварки убедиться в соответствии напряжения в аппарате и рабочей сети. Необходимо осмотреть штепсель, розетку и кабель и проверить их исправность
Категорически запрещено работать на неисправном оборудовании.
Аппарат для сварки помещают на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбирают электроды. С помощью рукоятки на аппарате фиксируют необходимую величину тока.
Прежде чем соединять металл инвертором, необходимо заготовки очистить от грязи и ржавчины. Затем металлические листы зажимают в тисках. Электрод помещают в отверстие держателя. Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Подготовительные работы
При выполнении сварочных работ вам могут понадобиться такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- ножницы по металлу;
- крепежные элементы;
- наждачная бумага;
- обезжиривающее средство.
Перед тем как сваривать металл, нужно правильно его подготовить к данным работам
При этом очень важно тщательно очистить место будущего соединения от различных загрязнений: ржавчины, краски, жира, антикоррозийного покрытия и т.п. Наличие указанных загрязнений приведет к получению сварного шва низкого качества
Это обусловлено тем, что:
- загрязнения плохо проводят электрический ток;
- некоторые вещества при термическом воздействии выделяют газы, что приводит к разбрызгиванию жидкого металла во все стороны;
- выделяемые газы делают шов пористым;
- при проведении работ возможно сильное задымление.
После того как металл очищен, можно переходить к закреплению свариваемых поверхностей друг возле друга. Для этого применяются различные зажимы, струбцины, фиксаторы, рычаги, стяжные уголки, временные крепления на саморезах, болтах и т.п.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Технология сварки тонкого металла
Сварка листового металла может производиться внахлест или встык. Вертикальные швы рекомендуется выполнять стыковым способом, а горизонтальные – внахлест.
https://youtube.com/watch?v=PvSNwZVfrEE
Сварка внахлест. Сначала подготовленные листы налаживаются друг на друга таким образом, чтобы на всем протяжении шва ширина перекрытия была не менее 4-6 мм. С помощью крепежных элементов нужно добиться плотного прилегания верхней заготовки к нижней. Зазора между листами быть не должно, так как в противном случае при проведении сварочных работ произойдет прожиг верхнего листа.
Затем подберите электрод с наиболее оптимальным сечением и установите требуемое значение рабочего тока.
Это поможет правильно выбрать рабочий ток без повреждения изделия. После этого прихватите листы в нескольких местах. Прихват осуществляется небольшими шовными перемычками с шагом 5-10 см. Для этого электросварка ведется с периодическим гашением дуги. Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
После прихвата можно производить сварку непрерывным швом, периодически перемещая электрод в новую зону стыка. Это позволит избежать сильного коробления материала. Особенно это актуально в том случае, если длина соединения достаточно большая (более 25 см). Начните варить с одного края, после этого перейдите на другой край, а затем переместитесь в центр.
https://youtube.com/watch?v=7Zl6lPVKNkM
Общие принципы сваривания тонких листов металла инвертором
Способ сварки внахлест.
Сварка тонкого листового металла будет успешной, если заранее выставить точные настройки на сварном аппарате:
- при толщине металла 0,5 мм сила тока должна равняться 10А, а диаметр электрода ‒ 1 мм;
- при толщине металла 1 мм сила тока должна равняться 25-35, а диаметр электрода ‒ 1,6 мм;
- при толщине металла 1,5 мм сила тока должна равняться 45-55, а диаметр электрода ‒ 2 мм;
- при толщине металла 2 мм сила тока должна равняться 65, а диаметр электрода ‒ 2 мм;
- при толщине металла 2,5 мм сила тока должна равняться 75, а диаметр электрода ‒ 3 мм.
Сварка металла
Прекрасно зарекомендовали себя в данной сфере инверторные агрегаты, позволяющие сваривать металл переменным напряжением и с высокой частотой.
Если настройки сварочного аппарата позволяют, нужно выставить уровень стартового напряжения меньшего значения, нежели рабочий ток приблизительно на 20%. Это позволит устранить пропаленные участки при розжиге электродуги и поможет начинать сварку непосредственно в месте соединения.
Если нет возможности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а потом перенести его на стык.
Когда минимальное значение регулируемой величины превышает эти параметры, понизить силу тока можно с помощью дополнительного сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Также в такой ситуации может помочь установка балластника для понижения тока до актуального уровня.
Если в настройках агрегата присутствует импульсный режим, можно воспользоваться этой функции. Чрезмерно тонкие листы стали нужно сваривать прерывистой дугой. Точечная сварка выполняется следующим образом: импульсный ток автоматически разрывает дугу, предоставляя металлической поверхности время, чтобы остыть.
https://www.youtube.com/watch?v=P2CzIuF_VhQ
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод. Если этого не сделано, можно пропалить металл или оставить на нем непровары
Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности.
Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
https://www.youtube.com/watch?v=Z8s_-2IDn0s
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Как правильно выбрать инвертор
При выборе аппарата нужно руководствоваться правилами:
- инвертор должен выдавать стабильный сварочный ток, не бояться перепадов в сети, которые часто случаются за городом;
- не рекомендуется использовать старые аппараты («переменники»): они потребляют больше энергии, а работать с ними сложнее. Современное сварочное оборудование на выходе дает постоянный ток;
- регулировка должна производиться плавно, точный подбор параметров облегчит процесс.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Инверторы часто имеют опцию «Форсирование дуги»
При включении соответствующего тумблера сварка облегчается за счет автоматического повышения и понижения значения силы тока, что важно при работе на минимальных его значениях. В результате электрод будет меньше «залипать»
«Горячий старт» облегчает поджиг дуги: кратковременно повышается сила тока в момент касания электрода заготовки. После этого параметр автоматически возвращается к исходному значению.
Заключение
Не торопитесь, желая закончить сварку побыстрее
Важно тщательно проваривать детали. В этом помогут катоды моделей УОНИ 13 45, УОНИ 13 55, ДСК 50
Тонкая листовая сталь требует кропотливой обработки. Вы должны обладать определенными навыками, чтобы процесс прошел гладко.
Возможно работать как в ручном режиме, так и полуавтоматической конструкцией. Во втором случае у вас не возникнет трудностей. Ручная сварка требует усилий и напора. Соединение при этом становится прочным.
Выбор вида сварки – важный момент в работе. Стыковой вариант используется тогда, если мастер имеет десятилетний опыт. Вы обязаны корректно рассчитывать силу тока.
Соединение деталей требует профессионализма. Если вы у вас нет опыта, тогда варите потоком. При этом конструкция не будет провариваться с дырами. Если происходит инверторная сварка, тогда швы получаются ровными.
Узнаем как варить тонкий металл электродом правильно? Советы сварщикам и процесс
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры. Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
О дуговой сварке
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал. Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание. Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке. Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
Пошаговая сварка тонкого металла инвертором: техника
Чтобы соединить металлические детали между собой, применяются разные приборы и методы сварки. Однако если детали совсем маленькие и тонкие (меньше 2 мм), далеко не все способы подойдут для их скрепления. Данный тип металла называется «тонколистовой», и применяется он во многих сферах деятельности:
- машиностроение;
- различные корпусные конструкции;
- обшивка зданий.
Читайте также: Точилка для ножей своими руками
Со сваркой тонколистового металла (ТМ) сталкиваются также домашние умельцы. Сварочные инверторы на сегодняшний день довольно востребованы в домашнем быту, поэтому здесь возникает вполне логичный вопрос: можно ли дома сварить тонкий металл данным прибором?
Для начинающих сварщиков-любителей в Интернете есть множество обучающих видео, в которых рассказываются все нюансы и особенности данной работы, а также показывается, как правильно производить сварку деталей из тонкого железа. Также не будет лишним заранее попрактиковаться на бракованных заготовках, прежде чем браться за работу. Так, вы сможете увидеть поведение плавящегося металла электрода и то, как держится дуга. При сварке инвертором допускается использовать лишь малый ток, так как рабочий промежуток между электродом и деталью прерывать нельзя. Любая работа со сваркой должна проводиться в спецодежде, а также использоваться специальная маска, защищающая глаза и лицо сварщика.
Нюансы при работе с ТМ
Не каждый сварщик возьмется работать с тонким металлом, толщина которого не превышает 1,5 мм. Такая работа требует особых навыков и большого опыта. Однако при регулярной практике, можно достичь высоких результатов и в этой работе.
При выполнении сварки ТМ возникают следующие сложности:
- Прожоги. Из-за того, что свариваемый металл очень тонкий, в нем часто могут образовываться сквозные дыры. Это самая распространенная проблема среди неопытных сварщиков. Происходить это может по причине неправильно выбранного тока и медленного ведения шва.
- Непровары. Из-за страха прожечь насквозь деталь, неопытный сварщик может слишком быстро проводить шов и оставлять непроваренные места. Такая ошибка приводит к тому, что деталь является не герметичной и не может эксплуатироваться при работе с жидкостью. Чтобы решить проблему, нужно правильно выставить настройки инвертора и правильно выбрать электрод.
- Наплывы. При сварке тонкого железа возникает еще одна распространенная проблема – образование валиков с обратной стороны детали. На свариваемой поверхности шов может быть ровным и аккуратным, но расплавленное железо сварочной ванны, из-за силы тяжести, продавливает шов во внутреннюю часть. Решить проблему можно при помощи специальной подложки или снижения силы тока.
- Деформирование. Увы, листовая сталь имеет свойство быстро перегреваться. Деталь может менять форму в месте наложения шва. Из-за того, что края детали холодные, поверхность способна пойти волной. Во избежание проблемы нанесение точек чередуют по всей длине шва.
Читайте также: Каким должен быть угол заточки цепи бензопилы
Технологический процесс сварки инвертором
Как правильно сварить ТМ инвертором знает далеко не каждый. Поэтому следует четко разобрать инструкцию касательно данных работ, чтобы знать правильную последовательность действий.
- Изначально нужно подобрать электрод и величину сварочного тока. Часто на сварочных аппаратах указывается сила тока для металла разной толщины. Наиболее подходящим считается показатель 35-40 А.
- Далее в держатель необходимо вставить электрод и зажать его клемму массы на подготовленной детали.
- Проверяем, чтобы детали были плотно прижаты друг к другу.
Сам процесс сварки начинается с точечной прихватки железа по краю, а дальше делается точка в центре планируемого шва. Так железо не успеет нагреться, а внутреннее напряжение распределится равномерно. Точки следует делать быстрыми движениями.
Места, где выполнялась сварка, необходимо зачищать от шлака после каждого нанесения. Точки следует наносить до тех пор, пока они все не соединятся между собой и шов не станет сплошным. Очень важно давать металлу остывать после каждого нанесения точек, это предотвратить деталь от деформации и формы ее останутся правильными.
Читайте также: Какая самая маленькая бензопила
Когда точечный шов будет объединен, для большей прочности по нему можно будет пройти еще одним сплошным швом на очень короткой дуге.
Квалифицированные сварщики советуют поверхность, на которой проходит сварка, наклонить горизонтально, а шов вести снизу вверх.
Самым главным недостатком сваривания тонкослойной детали является риск прогорания, деформации и нарушения целостности металла. Такой исход возможет из-за неопытности сварщика.
Делая вывод из всего вышеизложенного, можно отметить, что качественная сварка ТМ возможна при правильно подобранном оборудовании и соблюдении технологических особенностей. Выполнить данную работу под силу опытному сварщику, который умеет выставлять нужную величину тока.
Чем варить тонкий металл — Яхт клуб Ост-Вест
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
- Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.
- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры. Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
О дуговой сварке
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал. Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание. Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке. Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Сварка тонкого металла — способы и технологии. Формирование стандартного сварочного шва инвертором
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Инструкция
Прихватите листы друг к другу.
Прихват осуществляется короткими перемычками шва (около 5-10 мм) с расстоянием между ними 50-100 мм на всем протяжении стыка. Ведите с периодическим прерыванием – гася дугу (отдергиванием электрода) и зажигая ее снова, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной 1 мм и тоньше оно должно составлять 1-3 секунд.
Сварите листы полностью
Варите стык прерывистым швом, время от времени перемещая электрод в новую (холодную) зону стыка. Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т.д.
Сварка тонкого металла встык
Добейтесь минимального зазора между кромками стали по всей длине стыка. Идеальным случаем является полное отсутствие зазора. Для сварки тонкого металла встык воспользуйтесь вспомогательной подкладкой, которая укладывается под стык. Варить тонкую (1 мм и тоньше) сталь встык без подкладки довольно сложно, хотя при наличие сварочного и хороших (импортных) электродов вполне возможно. Технология самой сварки (подбор сварочного тока, использование прихватов, прерывистость и пошаговость сварки) остается точно такой же, как и при сварке внахлест.
Сварка со стальной неубирающейся подкладкой
Если конструкция детали допускает наличие неубирающейся подкладки, подложите под стык полоску стали такой же толщины, как и основной лист шириной 13-15 мм. Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от . Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл . Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл — далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая . Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
В промышленности при изготовлении самых разных деталей очень часто нужна сварка тонкого металла электродом. Этот вопрос остается сегодня одним из самых проблематичных как для начинающих выполнять сварочные работы, так и для опытных сварщиков. Приходится сваривать самые разные изделия. Например, корпус легкового автомобиля большей частью состоит из тонких стальных листов. В основном применение тонколистового металла, касается вопросов рентабельности производства.
Сварка используется для соединения разных металлов.
Основные предъявляемые требования
Естественно, что данный вид сварки требует особого подхода, к нему применяется несколько особых технологических требований.
Когда варится такой металл, очень важно использование соответствующего электрода. Размер электрода, его величина находится в прямой зависимости от толщины листового металла. Для стального листа, имеющего толщину 3 мм, сварочные работы должны выполняться 3-мм электродом. При более тонком листовом металле специально подбираются очень тонкие электроды. К примеру, когда у листа толщина достигает 2,5 мм, требуется наличие электрода аналогичного диаметра.
Когда проводится сварка тонкого металла, необходимо иметь подачу сварочного тока определенной величины. Этот параметр зависит от двух значений:
- тока;
- размера электрода.
Когда сваривается 3-мм стальной лист, величина сварочного тока обычно делается более 140 А. Когда применяется особо тонкий электрод, требуется понизить значение сварочного тока. Обычно устанавливается 50 А.
Еще одним важным параметром, когда проводятся работы с тонким металлом, является тип применяемых электродов. Маленькая толщина металла требует небольшого тока, ему необходимы электроды, имеющие покрытие, которое позволяет легко получить искру и ее равномерное горение. Плавление подобных электродов должно происходить очень медленно. В процессе сварки металл должен становиться жидкотекучим.
Вернуться к оглавлению
Сварка полуавтоматом: нюансы
Чаще всего сегодня можно встретить сварочный полуавтомат. Этот прибор был специально разработан для сварки тонкого металлического листа. Самым признанным является инвертор.
Для сварки разных металлов используются разные электроды.
Полуавтомат справляется с такой задачей очень легко. Так как у него имеется специальная регулировка, он способен обеспечить подачу очень маленького тока. Такая операция зависит от:
- скорости подачи присадочного материала;
- силы тока.
Однако как и везде на первом месте стоит практика и опыт. Полуавтомат позволяет проводить непрерывную сварку, когда шов плавно ведется по всей поверхности детали. У него имеется возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно просто нажать на тумблер в нужный момент.
Вернуться к оглавлению
Основное о применяемых электродах
Разновидностей, размеров и покрытий электродов сегодня можно увидеть очень много. Чтобы проводить сварку на небольшом токе, применяются электроды, имеющие особое покрытие. Оно помогает быстрому появлению искры, поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкотекучий металл. В результате шов имеет красивый внешний вид.
Этим требованиям полностью отвечает электрод марки «ОМА-2». Его покрытие состоит из:
- титанового концентрата;
- ферромарганцевой руды;
- муки.
Кроме указанных выше веществ, покрытие имеет и другие добавки, которые обеспечивают стабильное горение дуги. Именно это необходимо, когда проводится сварка тонкого металла.
Аналогичными свойствами обладают также электроды марки «МТ-2». Ими также легко варить особо тонкий металл. Но, в отличие от «ОМА-2», сварочные работы должны проводиться только постоянным током, причем имеющим обратную полярность. Когда толщина свариваемых листов металла превышает 1 мм, допускается проводить сварку переменным током.
Тонкие стальные листы хорошо варятся газосваркой.
Получается очень качественный шов, который намного превосходит шов, полученный электросваркой. Но, нужно заметить, при наличии инвертора, совсем не нужно специально приобретать газосварочное оборудование, чтобы сделать один шов. Неэкономно и неэффективно. При определенном опыте и навыке получится хороший шов и при использовании электросварки.
Вернуться к оглавлению
Для выполнения сварочных работ потребуется:
Сварка внахлест делается наложением листов металла. Размер перекрытия зависит от состояния кромок. Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Листы между собой должны иметь плотное соприкосновение. Для этого используют струбцины, зажимные кронштейны или тяжелые давящие грузы. Листы не должны иметь никакого просвета между собой, так как он может стать причиной прожига верхнего листа.
Для сварочной операции нужно выставить определенное значение сварочного тока. Эта величина зависит от:
- размера электрода;
- толщины листа.
Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока обязан достигать 40 А. Гораздо меньший ток применяется для электродов диметром 2 мм. Когда диаметр равен 3 мм, сила тока увеличивается.
Прежде чем приступать к серьезной работе, необходимо немного потренироваться на листе металла аналогичной толщины. Благодаря этому можно будет определить оптимальное значение сварочного тока. Оно находится в прямой зависимости с сетевым напряжением и значениями, установленными на аппарате. При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла. Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
Свариваемые листы сначала нужно прихватить между собой. Для этого делаются небольшие шовные перемычки. Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Отработав определенные навыки, можно приступать к выполнению основного технологического сварочного процесса. Листы нужно сварить полностью. Для этого сварка делается прерывистым швом. Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
Можно проводить сварку очень тонких металлических листов методом встык. Для такой операции необходимо, чтобы кромки листа имели минимальный зазор относительно общей длины стыка. Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Как приготовить тонкий металл электродом. Работа инвертором. Особенности сварки тонкого оцинкованного металла. Виды листовой сварки
Тонколистовым считается металл, толщина которого не превышает 3-5 мм. Такой материал сегодня используется довольно часто и поэтому для специалистов вопрос сварочных работ остается максимально актуальным. Но в то же время при выполнении подобных операций возникают определенные трудности.
Основная проблема — большая вероятность того, что при неосторожном движении сварка тонкого металла электродом закончится прожогом металла с образованием сквозного отверстия на детали.В то же время при обратном подходе к выполнению таких работ проблемой может стать некачественный сварной шов — «непровар».
Еще одна технологическая проблема сварки тонких листов металла — использование при работе предельно малых токов. В этом случае даже при небольшом увеличении расстояния от электрода до поверхности детали дуга гаснет. Именно поэтому из всего вышесказанного можно сделать вывод, что сварка тонколистовых деталей требует довольно большого практического опыта и знания тонкостей процесса.
Сварка листового металла: основные требования
При сварке электродом тонкого металла важно правильно выбрать его толщину в зависимости от толщины металлической детали, которая будет подвергаться обработке. Как правило, берутся равные размеры (на лист толщиной 3 мм берется электрод 3-4 мм).
Существует строгая зависимость между силой тока и толщиной металла. Деталь толщиной 3 мм требует использования сварочного тока 140-180 А с электродом диаметром 3-4 мм.Если берется более тонкий электрод, необходимо снизить значение тока до 10-90 А.
Для сварки тонких листов металла необходимо использовать электроды с покрытием, обеспечивающим стабильное горение и легкое возбуждение электрической дуги. Также важно, чтобы электрод плавился достаточно медленно, чтобы получить желаемый текучий металл для сварки.
Виды листовой сварки
Дуговая сварка
Во время процесса используется электрическая дуга для соединения отдельных металлических частей.Этот вид сварки, в свою очередь, обычно делится на плазменную, электронно-лучевую, электрошлаковую и термитную.
Независимо от способа сварки, суть процесса заключается в том, что под воздействием высокой температуры образуется жидкий металл, который плавит края элементов конструкции, заполняя расстояние между ними. В результате получился сварной шов.
Во время этого процесса активно используется давление на металл. Сварка по данной технологии может производиться стыковым или точечным методом.Обе заготовки зажимаются с помощью электродов, которые плавятся под действием высокой температуры, соединяя детали под давлением.
Ультразвуковая сварка
Сварка тонколистового металла происходит путем помещения изделия между специальной опорой и рабочим концом сварочной установки. На детали возникают вертикальная сжимающая сила и колебания ультразвуковых волн, в результате чего возникают силы трения, за счет которых создается сварное соединение.
Инверторная (полуавтоматическая) сварка тонкого металла
Один из эффективных инструментов для сварки листового металла полуавтоматом. Он обеспечивает качественное соединение таких материалов, так как способен отлично работать при малых токах. При этом следует учитывать качество свариваемого металла, марку электродов и стабильность рабочих характеристик самого аппарата при малых токах.
Лазерная сварка
Операция выполняется с использованием светового луча, получаемого от газового или твердотельного излучателя. В этом случае нет необходимости использовать вакуум, сварка ведется на воздухе (в этом случае расстояние от детали до излучателя может быть значительным).
Способы выполнения сварки тонких листов металла
Шов выполняется непрерывно . Ключевыми факторами, влияющими на успех операции, являются правильно подобранный ток (около 40-60 А) и скорость электрода по соединительной линии.
Прерывистая сварка листового металла (точечная сварка) . Этот метод наиболее популярен среди сварщиков при работе с изделиями из аналогичного материала. Каждая операция — это короткое точечное касание электрода к металлу (как вариант можно провести короткие линии по будущему шву). В этом случае стоит учесть, что значение сварочного тока будет несколько выше по сравнению с непрерывной сваркой.
Стоит отметить, что именно этот способ сварки металла небольшой толщины считается наиболее экономичным: это обеспечивает качественный шов и минимум деформации металла.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстановить автомобили и отремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, сделать качественно без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, каковы проблемы и способы их избежать.
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку с плохим соединением.
- Обжиг заготовки.
- Прилипание электрода.
- Деформация материала.
Выгорание — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и непосредственной близости кончика расходного материала к поверхности металла.Эти два негативных фактора способствуют образованию неровностей стыков и, как следствие, ухудшению качества сварки.
Непрерывный шов — частая ошибка новичков в сварке. Боясь обжечь металл, кончик электрода удаляется на большое расстояние, и расплав просто растекается по поверхности. В результате при зачистке оказывается, что шов неровный и нет соединенных участков.
Деформация также является довольно частым явлением при сварке листового металла.Это следствие воздействия высоких температур.
Как проводится сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. В отличие от трансформаторных аналогов такие устройства имеют более тонкую настройку.
Сила тока, используемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров.Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную регулировку прибора можно определить опытным путем, попробовав варить металл.
При использовании тонких электродов необходимо учитывать, что скорость их плавления выше, а это значит, что шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций.Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно приготовить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель.
Оцинкованный листовой металл на месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно готовить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отслоить на длину около 5 мм, это будет способствовать быстрому возгоранию поджога.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого сделайте кратковременный поджог и приварите края металла в виде острия или длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами. Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Как правило, расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируют ванну из расплавленного металла и начинают вести шов.При этом сварочная ванна должна иметь удлиненно-овальную форму. Это говорит о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
В этом плане начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями защиты от прилипания и дуги. Если электрод расположен слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор дает дополнительное напряжение и процесс сварки не прерывается.
- Поводок для шва, позиционирующий держатель с электродом под углом 60 градусов. Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно делать боковые движения зигзагами (елочкой).
- Еще нужно контролировать скорость передвижения. Он должен быть прогрессивным и таким же.
После отделочных работ нужно сбить шлак и осмотреть состав на предмет отсутствия пробок и прожогов на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой.В этом случае главное не обжечь поверхность, расположенную внизу.
Точечное подключение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга поджигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву.В процессе сварки нужно эти места хорошо прокипятить. Таким же способом можно заварить прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля выставлен на плюс, а масса на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если нужно сварить массивную деталь тонким металлом, то на толстостенной заготовке зажигается дуга и в процессе сварки сварочный шов переносится на стык.
Чтобы отвести лишнее тепло, под самые тонкие детали можно подложить медную полоску. Медь — очень жаропрочный материал, который предотвращает возгорание и утечку расплавленного металла.
Что вы думаете о такой работе, как сварка листового металла? Если у вас есть большой опыт сварки сварных соединений тонких материалов, поделитесь им в комментариях к статье.
Сварка даже инверторным аппаратом тонкого металла часто вызывает определенные трудности даже у опытных сварщиков.Дело в том, что здесь нужно руководствоваться совершенно другими правилами, чем при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что категорически запрещается перегревать тонкий металл, так как он прогорит, а в его структуре появятся дыры. В связи с этим при сварке довольно тонких листов металла электрод максимально быстро приводится в движение, не отклоняя его в сторону.
Еще одна сложность, связанная со сваркой относительно тонкого металла, заключается в необходимости использования малых токов, соответственно придется сваривать на короткой дуге.Если произойдет даже небольшое разделение, дуга погаснет. В некоторых случаях трудности возникают даже с зажиганием, поэтому необходимо будет использовать устройства с хорошими вольт-амперными характеристиками, также устройство должно позволять плавную регулировку тока, особенно.
Полуавтоматический инверторный аппарат позволяет получить максимально качественное соединение, которое будет достаточно прочным и долговечным. Если у человека нет достаточного опыта использования полуавтоматической сварки, то ему лучше всего набраться опыта в области сварки толстых элементов, только после этого перейти на соединение тонкого металла.Дело в том, что чем тоньше сталь, тем сложнее будет получить надежный шов.
Основной положительной характеристикой сварочного полуавтомата является его способность безупречно работать при малых токах и низком напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют вам позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая защитит глаза от повреждений слишком ярким излучением.
Толщина электродов для аргонной сварки не должна быть слишком большой — их максимальный диаметр будет около 2,5 мм. Инвертор позволяет быстро регулировать силу тока. Делается это одной ручкой, а сила тока будет в пределах от 10 до 200 А. Чем мельче берется электрод и чем мельче свариваемые детали, тем меньшая сила тока будет оптимальной.
Технология работы
Чтобы досконально понять, как варить тонкий металл с помощью инвертора, сначала нужно узнать, каковы методы работы.Многие профессионалы рекомендуют держать электрод под небольшим углом к заготовкам. Здесь пригодится метод отбортовки, когда края деталей немного загибаются и начинают стыковаться самыми короткими швами через каждые 10-15 см. После того, как элементы будут закреплены, необходимо пройтись по всей длине шва сверху вниз.
Сварка тонкого металла инвертором часто приводит к образованию ожогов (особенно, если работа ведется без перебоев). Чтобы предотвратить появление такого дефекта, дугу можно оторвать на одну секунду.После этого его возвращают на то же место и проводят еще на несколько миллиметров. Этот способ более трудоемок, однако сварка металлических деталей получается лучше. Расплавленный металл при отсутствии дуги несколько остынет. Это будет хорошо видно по изменению цвета шва. Главное в этой технологии — не допускать слишком длительного разрыва дуги, иначе сталь будет слишком сильно остывать.
Если есть возможность использовать точечный шов, то при сварке тонких деталей лучше использовать его.Суть его в создании на небольшом расстоянии друг от друга небольших прихваток, которые будут удерживать детали на одном месте.
Аргонодуговая сварка будет намного проще, если под сварной шов подложить медную пластину. Дело в том, что медь имеет совершенно иные технологические характеристики, чем сталь, в частности, ее уровень теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующий шов, то она заберет большую часть тепла, при этом сталь не перегреется.
Как сваривать оцинкованные листы?
Оцинкованная сталь или оцинкованная сталь — это тонкий лист металла, который в процессе производства был погружен в воду с использованием такого элемента, как цинк. Если возникнет необходимость в соединении таких элементов, то цинковое покрытие на свариваемых кромках потребуется полностью очистить. Сделайте это одним из следующих способов:
- Удалите слой механически — с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Гореть сваркой — цинк испаряется при температуре около 900 градусов, поэтому нужно дважды пропустить электрод по образовавшемуся шву.Однако при этом необходимо помнить, что пары цинка чрезвычайно токсичны, поэтому такие работы разрешается проводить как на открытом воздухе, так и в помещении с хорошей вентиляцией.
После каждого прохода необходимо удалять флюс с поверхности заготовки. Когда цинк полностью удален, металл сам начинает свариваться. Чтобы получить соединение наилучшего качества, следует использовать электроды двух типов.
Основа шва изготавливается на основе материала с рутиловым покрытием, формировать шов нужно максимально аккуратно, не допуская слишком сильных колебаний.Облицовочный шов следует сделать намного шире. Для этого подходят стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо правильно выбрать такой параметр, как полярность, и она может быть прямой или обратной:
- Прямая полярность не обеспечивает слишком высокой температуры, а в толщине металла тепло будет переходить в узкую, но глубокую область;
- Обратная полярность обеспечивает более высокую температуру, и область плавления будет не слишком глубокой, а очень широкой.
Чтобы научиться сваривать тонкий металл, необходимо внимательно выбирать этот параметр. Если положить на свариваемые детали положительный заряд, то они будут сильнее всего нагреваться. Когда к проводнику подключается положительный элемент, электрод будет слишком сильно нагреваться, что в конечном итоге может привести к прогоранию заготовки.
При соединении тонких металлических элементов желательно использовать именно противоположную полярность — в этом случае удастся получить оптимальную силу тока, что позволит наблюдать за формированием шва и держать этот процесс под непосредственным контролем.Если этот процесс наладить максимально правильно, то в итоге удастся получить прочное соединение без прогорания заготовки и других дефектов. Во время сварки электрод следует проводить как можно медленнее. Тогда конечный результат будет удовлетворительным.
Несмотря на то, что сварочный инвертор — это оборудование, с которым может работать даже непрофессионал, сварка тонкого металла с помощью инвертора может оказаться непростой задачей. Сложность заключается в том, чтобы правильно подобрать силу тока и воздействие на металл, чтобы он не оказался прожженным.
В отличие от сварки толстого металла, металлический лист толщиной 1 мм не может подвергаться сильному нагреву. Если происходит перегрев, листы деформируются и прожигаются. Электроды проводят строго по шву в одну сторону, не отклоняясь в стороны.
Вторая особенность сварки листового металла инвертором заключается в том, что необходимо использовать короткую дугу, потому что работа ведется при малых токах. Сложность в этом случае состоит в том, что при отделении от металла он может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, их необходимо тщательно очистить и обработать, так как грязь сделает процесс сварки еще более проблематичным.
С учетом этих характеристик, а также при использовании подробных инструкций, инверторная сварка металла толщиной 1 мм для начинающих не будет трудным процессом с высококачественным результатом.
Электроды для сварки тонких металлов инверторные
Решающее значение в процессе сварки имеет электрический проводник.Для сварки металла толщиной 1 мм необходимо использовать электроды небольшого диаметра. Сварка толстого металла инвертором осуществляется электродами толщиной 3-4 мм, а для приготовления металла толщиной 1 мм нужно использовать диаметр 0,5-2 мм при силе тока до 60 ампер. . Если толщина листа 1,5-2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертор
Помимо небольшого диаметра, электроды для листового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкий металл, поскольку электрод плавится очень медленно.В результате получается аккуратный неглубокий шов. Примером подходящего электрода является ОМА-2, в состав которого входят титановый концентрат, ферромарганцевая руда, мука и добавки. Благодаря такому составу обеспечивается стабильность горения дуги. Помимо ОМА-2 часто используются электроды типа МТ-2.
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродные электроды. Тот же принцип работает для легированной стали.
В зависимости от типа соединения листов положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных стыков электрод устанавливают под углом 30-60 градусов вперед.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом выставляют назад под углом 110-120 градусов.
Наконечник электрода перемещается строго в одну сторону без отклонений.
Сварка металла инвертором 1 мм: существующие методы
Существует несколько способов сварки металла инвертором листов толщиной 1 мм:
- Метод отбортовки.
Этот метод применяется, когда необходимо сварить листы тонкого металла толщиной 1 мм под углом. При этом края листов загибают под необходимым углом, скрепляют поперечными короткими швами с интервалом 5-10 см.Затем шов кипятят непрерывным движением сверху вниз.
- Прерывистый способ.
При использовании этого метода металлическому изделию удается немного остыть, что позволяет избежать перегрева. Прерывистый метод заключается в отрыве электрической дуги от поверхности листа на несколько секунд, после чего электрод снова опускается на то же место и продвигается на несколько миллиметров. Главное, чтобы металлический лист не слишком остывал.
- С радиаторами.
Этот метод применяется с использованием теплоотводящей проволоки или медных пластин. Обычно этот метод применяется для стыковой сварки деталей из листового металла. В первом случае между листами прокладывается проволока небольшого диаметра (2,5-3,0 мм) так, чтобы с лицевой стороны она была на одном уровне с поверхностью листа, и немного выступала за края листа. Сварочная дуга проходит в том месте, где находится проволока, которая принимает на себя основную тепловую нагрузку. Края свариваемых деталей нагреваются периферийным током.В результате шов получается ровным, металл не перегревается и не деформируется. После сварки проволока удаляется без видимых признаков присутствия.
При использовании медной пластины на стыке в качестве радиатора она забирает большую часть тепла, предотвращая перегрев металла.
Следующие типы сварных швов:
- Чаще всего сварка производится внахлест листов, т.к. это более простой способ, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда сварка деталей непрерывным швом не требуется. В этом случае прерывистая точечная сварка проводится на определенном расстоянии швов друг от друга.
- Стыковой шов. Более сложный тип, при котором два листа привариваются друг к другу встык без нахлеста. Как правило, его получают методом сварки с теплоотводящими прокладками.
Технологический процесс
Инверторная сварка тонкого металла
Пошаговая инструкция процесса сварки позволит вам без труда справиться с работой.Для начала необходимо обеспечить меры безопасности при работе, которые включают использование защитной одежды — сварочной маски, рукавиц, одежды из плотной грубой ткани. Не используйте резиновые перчатки.
- Сначала регулируется ток и выбирается электрический проводник для работы с инвертором. Текущий показатель берется исходя из характеристик металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подключается массовый вывод; электрический провод не следует вводить слишком резко, чтобы избежать прилипания.
- Зажигание электрической дуги запускает работу инверторного аппарата. Для активации дуги следует точечно коснуться электрода под небольшим уклоном сварочной линии. Держите электрод до тех пор, пока на поверхности не появится небольшое красное пятно — это означает, что под ним находится капля раскаленного металла, что облегчит дальнейшую сварку по всей длине шва.
Электрод находится вдали от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав конкретный метод сварки, есть отличный шанс получить качественный и ровный шов. Накипь и окалина, образовавшиеся на месте сварки, удаляются небольшим молотком.
Во время работы необходимо поддерживать постоянное расстояние между электродом и металлической поверхностью. Дуговый зазор должен соответствовать диаметру электрода. Если расстояние слишком мало, шовный шов будет с выпуклыми образованиями. Если он слишком большой, есть риск непробиваемости.
При получении шва внахлест необходимо прижать один лист поверх груза, чтобы между ними не было пустого места.
Следует помнить, что чем короче шаг точечной сварки, тем менее деформируется тонкий металл.
Если переместить электрод слишком быстро, шов может стать неровным. Чтобы избежать появления дефектного шва, необходимо представить себе, что такое сварочная ванна: это образующийся в процессе варки жидкий металл, в который попадает присадочный материал.Если образовалась сварочная ванна, значит, процесс варки прошел успешно. Ванна находится ниже поверхности металлического изделия. Если электрическая дуга проникает в изделие равномерно и на большую глубину, в сварочной ванне образуется ровный шов. В этом случае необходимо следить за тем, чтобы шов находился на уровне поверхности металла. Качественный компаунд образуется при круговых движениях электрода. Баня в этом случае распределяется по кругу.
Наиболее оптимальный угол наклона электрода — это диапазон от 45 до 90 градусов.
Электроды должны быть подключены к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубоким плавлением.
Процесс сварки предназначен для создания тонкого металлического соединения с помощью сварного шва. Во многих изделиях тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла качественная с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная при таких параметрах как:
- силы;
- антикоррозионная стойкость;
- пластик;
- вязкость.
Как варить тонкий металл инвертором и какие условия используются при его сварке?
Виды сварки листового металла и их особенности
Для соединения листов тонкого металла часто бывает достаточно. Многие детали и механизмы изготовлены из таких материалов:
- лодки;
- моторных лодок;
- автомобилей.
Качественная сварка возможна только после изучения тонкостей этого процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием негодного изделия.Неправильное обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей. Только опытные мастера, умеющие выбирать значение тока для сварки, могут создать правильную сварочную дугу.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед тем, как начать, нужно выбрать размер электрода с диаметром, равным толщине листа.Величина тока выбирается в зависимости от диаметра электрода. Большое внимание уделяется покрытию электродов; выбираются элементы, имеющие длительный период плавления.
Для соединения изделий используется сварочный инвертор, обеспечивающий хорошую работу. Сварка тонкого металла без особых трудозатрат выполняется на современном сварочном аппарате, который имеет небольшой вес и высокую производительность. Инвертор работает от источника постоянного тока. Электроды всех марок используются для соединения тонкого металла.При работе с устройством рекомендуется регулировать силу тока в пределах 10-15 А. При использовании электродов диаметром 1,6 мм они получаются качественными.
Инвертор имеет идеальные характеристики по системе «вольт-ампер», которые можно настроить под конкретный вид сварки. Мощность, потребляемая устройством, меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонкого металла
Прежде всего, необходимо изучить механизм устройства для сварки, что очень сложно из-за использования высокого напряжения, тока, максимальных частот.В процессе эксплуатации происходит двукратное преобразование напряжения из переменного, в 220 В, в постоянное и высокочастотное. В состав инвертора входят импульсные батареи, состоящие из модулей. Цифровые процессоры с программирующими микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- исключить напряжение на сварочной дуге при коротком замыкании;
- создать дополнительный импульс тока;
- для обеспечения разрушения преград из жидкого металла при сварке короткой дугой.
Сварочный процесс
Многие вещи можно создать своими руками в квартире или в загородном доме с помощью сварки. Отремонтировать автомат, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электроды
- сварочный аппарат;
- перчатки
- тиски; Молоток
- ;
- кисть;
- маска для лица;
- толстая одежда;
- емкостей с водой для ликвидации возможных пожаров.
Перед началом сварки важно убедиться в правильности напряжения в аппарате и в рабочей сети. Необходимо осмотреть вилку, розетку и кабель и проверить их исправность. Категорически запрещается работать на неисправном оборудовании.
Сварочный аппарат кладут на твердую поверхность после проверки заземления. Изучив толщину изделий, выбираем электроды. С помощью ручки на приборе записывается необходимое текущее значение.
Перед подключением металлоискателя к инвертору необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварной шов остынет, частицы шлака удаляются молотком, а поверхность полируется до появления стойкого блеска.
Процесс управления дугой
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Одинаковые размеры образовавшейся щели являются стабильной гарантией грамотно проведенного технологического процесса. При уменьшении размера заданного интервала получается шов, арочный с участками его расплавленной боковой части. С увеличением расстояния процесс сварки становится невозможным: размер самой дуги искажается, и металл сваривается с некоторым уклоном в сторону.Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Формирование стандартного сварного шва инвертора
Соединять детали при сварке необходимо, чтобы не менять скорость электрода, иначе не получится образовать ровный шов. Жидкое состояние сварного шва значительно ниже основной массы металла.
Образовавшаяся дуга способна захватить весь основной металл, переместить всю ванну на исходное место, образуя сварной шов.Задача сварщика — расположить шов на прямой линии с металлом. Создавая руками зигзаги и описывая дуги, вы легко сможете уложить ровный шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо постоянно не упускать из виду место сварного шва. Стоит попробовать и расположить ванну строго по кругу. Из-за равномерно раскачивающихся движений образуется шов, но необходимо следить за его образованием на одном краю металлической пластины, а затем контролировать его образование в верхней части ванны.
Направляя электрод ближе к металлической заготовке, формируется приподнятый шов. Большинство сварщиков добиваются плоского шва и перемещают ванну из-за значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45-90 ° для формирования идеального шва и контроля над ванной.
Особенности подключения металла небольшой толщины с инвертором
Сварщик за работой обращает внимание на полярность электродов. От их значения зависит долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов. На работе определяют, какую зарядку использовать и как ее подключить. Положительный заряд нагревается сильнее. Сформируется качественный шов, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод подводят к металлу на близкое расстояние и образуется красное пятно, пока не появится капля расплавленного металла. Сварочный шов образуется после соединения всех капель на рабочих листах.
Преимущества сварочных инверторных выпрямителей
Сварка тонкого металла выполняется аппаратами во многих отраслях промышленности из-за их низкой материалоемкости.Сваривать металл несложно за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонодуговой сварки, при которой главной ценностью является качество сварного шва.
Если выполняется полуавтоматическая сварка, инвертор может контролировать движение металла, чтобы уменьшить его разбрызгивание.
Самая передовая технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложным оборудованием, иначе возникнут неисправности. Неисправность оборудования при неправильной настройке, нарушении правил эксплуатации изделия. Если невозможно выполнить сварку при включенном устройстве, это может привести к неисправности кабеля.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается прилипание электрода. Процесс связан с низким напряжением.Недостаточные контакты, образующиеся при окислении составов, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем больше вероятность неисправности инвертора. В особых случаях возникает неисправность модуля, которую решает сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указывать в документации срок службы аппарата.
Изучив весь объем предлагаемых работ, можно приступать к приобретению сварочного аппарата.В первую очередь учитываются параметры свариваемых деталей. Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размера.
Режимов работы устройства:
- крайний;
- средний;
- долговечный.
Низкое сетевое напряжение в пределах 190 В приводит к заниженному току для сварки. Кабели не должны использоваться для работы длиннее 15 м.Они дают низкий сварочный ток.
Еще одна важная деталь — это учет особенностей электросети. При его низком значении необходимо использовать устройства, работающие при колебаниях напряжения 220 +/- 5%.
Тепловая защита устройства зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — учет особенностей сварки.Устройства с пониженной частотой вращения холостого хода используются во влажных помещениях, колодцах и резервуарах.
Инвертор не работает при температурах ниже 0 ° C, и резкие изменения способствуют образованию конденсата внутри печатных плат.
Приобретая инвертор, следует помнить, что он используется в повседневной жизни для любых сварочных работ, имеет хорошие характеристики и во многих отношениях превосходит другое сварочное оборудование.
Как приготовить тонкий металл инвертором? Техника сварки тонкостенных конструкций.Сварка листового металла: основные требования
Сваривать тонкий металл сплошным швом очень сложно, поэтому сварку проводят под углом вперед с отрывом дуги. Не забывайте, что в момент, когда вы отрываете электрод, его необходимо вернуть на то же место до начала процесса кристаллизации сварочной ванны. Если металл затвердеет, и вы добавите присадочный материал из электрода, сварка уйдет в шлак. В этом случае нужно остановить процесс сварки, отбить шлак и только потом продолжить.Контролировать сварочную ванну. Если вы чувствуете, что металл не плавает и вы его не обожжете, можно готовить с опозданием, не обязательно каждую секунду отрывать электрод. Нет такого однозначного правила, что нужно готовить весь шов с запасом.
Сварка тонкого металла в гараже чаще всего встречается при проведении кузовного ремонта автомобилей. Конечно, корпус толщиной 0,8 мм, в лучшем случае 1 мм приготовить полуавтоматом намного проще, но если у вас нет денег на приобретение сварочного полуавтомата, или если он вам не нужен покупка из-за одного небольшого участка, вы можете полностью справиться с ручной дугой с помощью сварки.Перекрываются сплошным швом (но при таком способе поводки будут большие), либо точками с определенным шагом. Для стыковых соединений немного снижается сварочный ток. Стыковая сварка выполняется ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае у вас будет где-то валик побольше, где-то поменьше, все равно в будущем швы нужно зачистить механически шлифовальной машиной, либо другим доступным способом, а проникновение будет обеспечено в любом случае, так как тонкий лист.
Не бойтесь пробовать, все начинали с плохих, некачественных швов, допустив огромное количество ошибок.
При сварке вертикальных швов, поскольку электрод длинный, очень трудно поддерживать короткую дугу. Не бойтесь держать электрод рукой, только обязательно прикрыв гетрами, иначе получите ожог. Так вам будет легче контролировать процесс.
После зачистки металла могут появиться зазоры. Если речь идет о корпусе из металла, то их можно заварить, либо зашпаклевать.Если мы говорим, например, о сосуде высокого давления, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла» при ремонте корпуса в месте удара.
Как приварить тонкий лист к толстому
Режимы должны быть такие же, как при сварке тонкого металла, на толстой пластине силу тока выставлять не нужно (новички часто допускают такую досадную ошибку и сжигают металл).Нагревают металл на толстой пластине, а потом переносят на тонкую. Это легко сделать, если сверху толстый лист, и достаточно сложно, если он находится снизу.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстановить автомобили и отремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, сделать качественно без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, каковы проблемы и способы их избежать.
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку с плохим соединением.
- Обжиг заготовки.
- Прилипание электрода.
- Деформация материала.
Выгорание — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и непосредственной близости кончика расходного материала к поверхности металла. Эти два негативных фактора способствуют образованию неровностей стыков и, как следствие, ухудшению качества сварки.
Непрерывный шов — частая ошибка новичков в сварке. Боясь обжечь металл, кончик электрода удаляется на большое расстояние, и расплав просто растекается по поверхности. В результате при зачистке оказывается, что шов неровный и нет соединенных участков.
Деформация также является довольно частым явлением при сварке листового металла. Это следствие воздействия высоких температур.
Как проводится сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. В отличие от трансформаторных аналогов такие устройства имеют более тонкую настройку.
Сила тока, используемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную регулировку прибора можно определить опытным путем, попробовав варить металл.
При использовании тонких электродов необходимо учитывать, что скорость их плавления выше, а это значит, что шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций. Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно приготовить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель.
Оцинкованный листовой металл на месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно готовить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отслоить на длину около 5 мм, это будет способствовать быстрому возгоранию поджога.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого сделайте кратковременный поджог и приварите края металла в виде острия или длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами.Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Как правило, расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируют ванну из расплавленного металла и начинают вести шов. При этом сварочная ванна должна иметь удлиненно-овальную форму. Это говорит о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
В этом плане начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями защиты от прилипания и дуги. Если электрод расположен слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор дает дополнительное напряжение и процесс сварки не прерывается.
- Поводок для шва, позиционирующий держатель с электродом под углом 60 градусов.Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно делать боковые движения зигзагами (елочкой).
- Еще нужно контролировать скорость передвижения.Он должен быть прогрессивным и таким же.
После отделочных работ нужно сбить шлак и осмотреть состав на предмет отсутствия пробок и прожогов на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой. В этом случае главное не обжечь поверхность, расположенную внизу.
Точечное подключение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга поджигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву. В процессе сварки нужно эти места хорошо прокипятить.Таким же способом можно заварить прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля выставлен на плюс, а масса на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если нужно сварить массивную деталь тонким металлом, то на толстостенной заготовке зажигается дуга и в процессе сварки сварочный шов переносится на стык.
Чтобы отвести лишнее тепло, под самые тонкие детали можно подложить медную полоску.Медь — очень жаропрочный материал, который предотвращает возгорание и утечку расплавленного металла.
Что вы думаете о такой работе, как сварка листового металла? Если у вас есть большой опыт сварки сварных соединений тонких материалов, поделитесь им в комментариях к статье.
Процесс сварки предназначен для создания тонкого металлического соединения с помощью сварного шва. Во многих изделиях тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла качественная с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная при таких параметрах как:
- силы;
- антикоррозионная стойкость;
- пластик;
- вязкость.
Как варить тонкий металл инвертором и какие условия используются при его сварке?
Виды сварки листового металла и их особенности
Для соединения листов тонкого металла часто бывает достаточно. Многие детали и механизмы изготовлены из таких материалов:
- лодки;
- моторных лодок;
- автомобилей.
Качественная сварка возможна только после изучения тонкостей этого процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием негодного изделия. Неправильное обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей. Только опытные мастера, умеющие выбирать значение тока для сварки, могут создать правильную сварочную дугу.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед тем, как начать, нужно выбрать размер электрода с диаметром, равным толщине листа. Величина тока выбирается в зависимости от диаметра электрода. Большое внимание уделяется покрытию электродов; выбираются элементы, имеющие длительный период плавления.
Для соединения изделий используется сварочный инвертор, обеспечивающий хорошую работу. Сварка тонкого металла без особых трудозатрат выполняется на современном сварочном аппарате, который имеет небольшой вес и высокую производительность. Инвертор работает от источника постоянного тока. Электроды всех марок используются для соединения тонкого металла. При работе с устройством рекомендуется регулировать силу тока в пределах 10-15 А. При использовании электродов диаметром 1,6 мм они получаются качественными.
Инвертор имеет идеальные характеристики по системе «вольт-ампер», которые можно настроить под конкретный вид сварки. Мощность, потребляемая устройством, меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонкого металла
Прежде всего, необходимо изучить механизм устройства для сварки, что очень сложно из-за использования высокого напряжения, тока, максимальных частот. В процессе эксплуатации происходит двукратное преобразование напряжения из переменного, в 220 В, в постоянное и высокочастотное.В состав инвертора входят импульсные батареи, состоящие из модулей. Цифровые процессоры с программирующими микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- исключить напряжение на сварочной дуге при коротком замыкании;
- создать дополнительный импульс тока;
- для обеспечения разрушения преград из жидкого металла при сварке короткой дугой.
Сварочный процесс
Многие вещи можно создать своими руками в квартире или в загородном доме с помощью сварки.Отремонтировать автомат, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электроды
- сварочный аппарат;
- перчатки
- тиски; Молоток
- ;
- кисть;
- маска для лица;
- толстая одежда;
- емкостей с водой для ликвидации возможных пожаров.
Перед началом сварки важно убедиться в правильности напряжения в аппарате и в рабочей сети.Необходимо осмотреть вилку, розетку и кабель и проверить их исправность. Категорически запрещается работать на неисправном оборудовании.
Сварочный аппарат кладут на твердую поверхность после проверки заземления. Изучив толщину изделий, выбираем электроды. С помощью ручки на приборе записывается необходимое текущее значение.
Перед подключением металлоискателя к инвертору необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках.Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварной шов остынет, частицы шлака удаляются молотком, а поверхность полируется до появления стойкого блеска.
Процесс управления дугой
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Одинаковые размеры образовавшейся щели являются стабильной гарантией грамотно проведенного технологического процесса. При уменьшении размера заданного интервала получается шов, арочный с участками его расплавленной боковой части. С увеличением расстояния процесс сварки становится невозможным: размер самой дуги искажается, и металл сваривается с некоторым уклоном в сторону. Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Формирование стандартного сварного шва инвертора
Соединять детали при сварке необходимо, чтобы не менять скорость электрода, иначе не получится образовать ровный шов. Жидкое состояние сварного шва значительно ниже основной массы металла.
Образовавшаяся дуга способна захватить весь основной металл, переместить всю ванну на исходное место, образуя сварной шов. Задача сварщика — расположить шов на прямой линии с металлом. Создавая руками зигзаги и описывая дуги, вы легко сможете уложить ровный шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо постоянно не упускать из виду место сварного шва. Стоит попробовать и расположить ванну строго по кругу. Из-за равномерно раскачивающихся движений образуется шов, но необходимо следить за его образованием на одном краю металлической пластины, а затем контролировать его образование в верхней части ванны.
Направляя электрод ближе к металлической заготовке, формируется приподнятый шов.Большинство сварщиков добиваются плоского шва и перемещают ванну из-за значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45-90 ° для формирования идеального шва и контроля над ванной.
Особенности подключения металла небольшой толщины с инвертором
Сварщик за работой обращает внимание на полярность электродов. От их значения зависит долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов.На работе определяют, какую зарядку использовать и как ее подключить. Положительный заряд нагревается сильнее. Сформируется качественный шов, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод приближают к металлу, и образуется красное пятно, пока не появится капля расплавленного металла. Сварочный шов образуется после соединения всех капель на рабочих листах.
Преимущества сварочных инверторных выпрямителей
Сварка тонкого металла выполняется аппаратами во многих отраслях промышленности из-за их низкой материалоемкости.Сваривать металл несложно за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонодуговой сварки, при которой главной ценностью является качество сварного шва.
Если выполняется полуавтоматическая сварка, инвертор может контролировать движение металла, чтобы уменьшить его разбрызгивание.
Самая передовая технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложным оборудованием, иначе возникнут неисправности. Неисправность оборудования при неправильной настройке, нарушении правил эксплуатации изделия. Если невозможно выполнить сварку при включенном устройстве, это может привести к неисправности кабеля.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается прилипание электрода. Процесс связан с низким напряжением.Недостаточные контакты, образующиеся при окислении составов, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем больше вероятность неисправности инвертора. В особых случаях возникает неисправность модуля, которую решает сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указывать в документации срок службы аппарата.
Изучив весь объем предлагаемых работ, можно приступать к приобретению сварочного аппарата.В первую очередь учитываются параметры свариваемых деталей. Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размера.
Режимов работы устройства:
- крайний;
- средний;
- долговечный.
Низкое сетевое напряжение в пределах 190 В приводит к заниженному току для сварки. Кабели не должны использоваться для работы длиннее 15 м.Они дают низкий сварочный ток.
Еще одна важная деталь — это учет особенностей электросети. При его низком значении необходимо использовать устройства, работающие при колебаниях напряжения 220 +/- 5%.
Тепловая защита устройства зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — учет особенностей сварки.Устройства с пониженной частотой вращения холостого хода используются во влажных помещениях, колодцах и резервуарах.
Инвертор не работает при температурах ниже 0 ° C, и резкие изменения способствуют образованию конденсата внутри печатных плат.
Приобретая инвертор, следует помнить, что он используется в повседневной жизни для любых сварочных работ, имеет хорошие характеристики и во многом превосходит другое сварочное оборудование.
Для соединения металлических деталей используется большое количество приспособлений и способов сварки.Но, если речь идет о соединении тонких (менее 2 мм) заготовок, то не все методы и приспособления подходят для этой цели. Такой металл еще называют «тонколистовым». Он используется во многих областях, например:
- автомобильная, судостроительная, авиационная и железнодорожная;
- корпусных конструкций всех видов;
- Облицовочные части зданий
Сварка листового металла не прошла мимо домашних мастеров и мастеров. В связи с тем, что сварочные инверторы получили достаточно широкое распространение в быту, возникает резонный вопрос: а можно ли сваривать тонкий металл в домашних условиях с помощью инверторного сварочного аппарата? В этой статье мы постараемся разобраться, как правильно сварить металл электродом, выясним тонкости и нюансы этого процесса.
Если у вас нет опыта в сварке тонкого металла, лучше сначала ознакомиться с технологией и особенностями. Перед сваркой необходимых деталей потренируйтесь на ненужных остатках или на дефектной заготовке. Тогда будет видно, как ведет себя плавящийся металл электрода и как держится дуга. При инверторной сварке используется только небольшой ток, потому что невозможно прервать рабочий зазор между электродом и заготовкой. Для любого вида сварки необходимы средства защиты и одежда: кожаные термостойкие перчатки, грубая негорючая одежда, сварочный шлем или очки, желательно ботинки на толстой резиновой подошве.
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Далеко не все умеют варить тонкий металл инвертором. Поэтому ниже представлена пошаговая инструкция для новичков. В нем описана последовательность работ при сварке тонкого металла электродуговой сваркой:
- Подбираем электрод и величину сварочного тока. Часто сила тока для разной толщины металла написана на корпусе сварочного аппарата.Оптимальное значение 35-40 А. Выбирайте электроды для сварки тонкого металла по таблице .
- Теперь вставляем выбранный электрод в держатель, зажимаем клемму массы на заготовке.
- Важно отменить, что свариваемые детали должны плотно прилегать друг к другу
Рабочий процесс
- Сварка начинается точечной прихваткой электродом для приваривания тонкого металла по краям, затем делается точка в центре будущего шва.Так металл не успевает нагреться и внутреннее напряжение распределяется равномерно. Очки выполняются короткими движениями.
- После каждого нанесения поверхность сварного шва необходимо очищать металлической щеткой для удаления следов шлака.
- Процесс нанесения точек продолжается до тех пор, пока они не начнут накладываться друг на друга, пока шов не станет твердым. Важно не торопиться и дать металлу остыть точками после каждого прохода, тогда металл не коробится и не нарушается геометрия изделия.
- После того, как точечный шов стал сплошным, для герметичности его можно пройти сплошным швом на очень короткой дуге, упираясь электродом в гипс, и нужно вести достаточно быстро.
Опытные сварщики советуют наклонять свариваемую поверхность относительно горизонта и вести шов снизу вверх. Шов необходимо «потянуть», в этом случае шлак будет стекать и выдуваться давлением сварочной дуги.
Основным недостатком при сварке тонкослойных металлических изделий является высокая вероятность прогорания, деформации и повреждения металла.Основная причина — неаккуратная работа сварщика, в результате испорченный продукт.
Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка электродом тонких листов металла возможна только при тщательном изучении особенностей процесса и правильно подобранном оборудовании. Сделать необходимую дугу для сварки под силу только опытному сварщику, который уже набил руку и нашел необходимое значение тока.
Несмотря на то, что сварочный инвертор — это оборудование, с которым может работать даже непрофессионал, сварка тонкого металла с помощью инвертора может оказаться непростой задачей.Сложность заключается в том, чтобы правильно подобрать силу тока и воздействие на металл, чтобы он не оказался прожженным.
В отличие от сварки толстого металла, металлический лист толщиной 1 мм не может подвергаться сильному нагреву. Если происходит перегрев, листы деформируются и прожигаются. Электроды проводят строго по шву в одну сторону, не отклоняясь в стороны.
Вторая особенность сварки листового металла инвертором заключается в том, что необходимо использовать короткую дугу, потому что работа ведется при малых токах.Сложность в этом случае состоит в том, что при отделении от металла он может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, их необходимо тщательно очистить и обработать, так как грязь сделает процесс сварки еще более проблематичным.
С учетом этих характеристик, а также при использовании подробных инструкций, инверторная сварка металла толщиной 1 мм для начинающих не будет трудным процессом с высококачественным результатом.
Электроды для сварки тонких металлов инверторные
Решающее значение в процессе сварки имеет электрический проводник. Для сварки металла толщиной 1 мм необходимо использовать электроды небольшого диаметра. Сварка толстого металла инвертором осуществляется электродами толщиной 3-4 мм, а для приготовления металла толщиной 1 мм нужно использовать диаметр 0,5-2 мм при силе тока до 60 ампер. . Если толщина листа 1,5-2 мм, электрод диаметром 2-2 мм.Используется 5 мм.
Электроды для сварки тонкого металла инвертор
Помимо небольшого диаметра, электроды для листового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкий металл, поскольку электрод плавится очень медленно. В результате получается аккуратный неглубокий шов. Примером подходящего электрода является ОМА-2, в состав которого входят титановый концентрат, ферромарганцевая руда, мука и добавки. Благодаря такому составу обеспечивается стабильность горения дуги.Помимо ОМА-2 часто используются электроды типа МТ-2.
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродные электроды. Тот же принцип работает для легированной стали.
В зависимости от типа соединения листов положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных стыков электрод устанавливают под углом 30-60 градусов вперед.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом выставляют назад под углом 110-120 градусов.
Наконечник электрода перемещается строго в одну сторону без отклонений.
Сварка металла инвертором 1 мм: существующие методы
Существует несколько способов сварки металла инвертором листов толщиной 1 мм:
- Метод отбортовки.
Этот метод применяется, когда необходимо сварить листы тонкого металла толщиной 1 мм под углом. При этом края листов загибают под необходимым углом, скрепляют поперечными короткими швами с интервалом 5-10 см. Затем шов кипятят непрерывным движением сверху вниз.
- Прерывистый способ.
При использовании этого метода металлическому изделию удается немного остыть, что позволяет избежать перегрева. Прерывистый метод заключается в отрыве электрической дуги от поверхности листа на несколько секунд, после чего электрод снова опускается на то же место и продвигается на несколько миллиметров.Главное, чтобы металлический лист не слишком остывал.
- С радиаторами.
Этот метод применяется с использованием теплоотводящей проволоки или медных пластин. Обычно этот метод применяется для стыковой сварки деталей из листового металла. В первом случае между листами прокладывается проволока небольшого диаметра (2,5-3,0 мм) так, чтобы с лицевой стороны она была на одном уровне с поверхностью листа, и немного выступала за края листа. Сварочная дуга проходит в том месте, где находится проволока, которая принимает на себя основную тепловую нагрузку.Края свариваемых деталей нагреваются периферийным током. В результате шов получается ровным, металл не перегревается и не деформируется. После сварки проволока удаляется без видимых признаков присутствия.
При использовании медной пластины на стыке в качестве радиатора она забирает большую часть тепла, предотвращая перегрев металла.
Следующие типы сварных швов:
- Чаще всего сварка производится внахлест листов, т.к. это более простой способ, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда сварка деталей непрерывным швом не требуется. В этом случае прерывистая точечная сварка проводится на определенном расстоянии швов друг от друга.
- Стыковой шов. Более сложный тип, при котором два листа привариваются друг к другу встык без нахлеста. Как правило, его получают методом сварки с теплоотводящими прокладками.
Технологический процесс
Инверторная сварка тонкого металла
Пошаговая инструкция процесса сварки позволит вам без труда справиться с работой.Для начала необходимо обеспечить меры безопасности при работе, заключающиеся в использовании защитной одежды — сварочной маски, рукавиц, одежды из плотной грубой ткани. Не используйте резиновые перчатки.
- Сначала регулируется ток и выбирается электрический проводник для работы с инвертором. Текущий показатель берется исходя из характеристик металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подключается массовый вывод; электрический провод не следует вводить слишком резко, чтобы избежать прилипания.
- Зажигание электрической дуги запускает работу инверторного аппарата. Для активации дуги следует точечно коснуться электрода под небольшим уклоном сварочной линии. Держите электрод до тех пор, пока на поверхности не появится небольшое красное пятно — это означает, что под ним находится капля раскаленного металла, что облегчит дальнейшую сварку по всей длине шва.
Электрод находится вдали от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав конкретный метод сварки, есть отличный шанс получить качественный и ровный шов. Накипь и окалина, образовавшиеся на месте сварки, удаляются небольшим молотком.
Во время работы необходимо поддерживать постоянное расстояние между электродом и металлической поверхностью. Дуговый зазор должен соответствовать диаметру электрода. Если расстояние слишком мало, шовный шов будет с выпуклыми образованиями. Если он слишком большой, есть риск непробиваемости.
При получении шва внахлест необходимо прижать один лист поверх груза, чтобы между ними не было пустого места.
Следует помнить, что чем короче шаг точечной сварки, тем менее деформируется тонкий металл.
Если переместить электрод слишком быстро, шов может стать неровным. Чтобы избежать появления дефектного шва, необходимо представить себе, что такое сварочная ванна: это образующийся в процессе варки жидкий металл, в который попадает присадочный материал.Если образовалась сварочная ванна, значит, процесс варки прошел успешно. Ванна находится ниже поверхности металлического изделия. Если электрическая дуга проникает в изделие равномерно и на большую глубину, в сварочной ванне образуется ровный шов. В этом случае необходимо следить за тем, чтобы шов находился на уровне поверхности металла. Качественный компаунд образуется при круговых движениях электрода. Баня в этом случае распределяется по кругу.
Наиболее оптимальный угол наклона электрода — это диапазон от 45 до 90 градусов.
Электроды должны быть подключены к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубоким плавлением.
Что это значит и как это исправить
Нет ничего более тревожного, чем попытка разогреть остатки еды в микроволновой печи и вместо этого увидеть искры. Существует масса проблем, из-за которых в микроволновой печи может начаться искрение.
К счастью, вы можете быстро решить некоторые проблемы, связанные с искрообразованием в микроволновой печи.
Если вы столкнулись с искрящейся микроволновой печью, вот почему это может произойти и что с этим делать. Я выделил:
- Причины, по которым ваша микроволновая печь может искрить,
- Опасна ли искрящаяся микроволновая печь,
- Как остановить искрение в микроволновой печи, и
- Какие материалы вызывают искрение.
Готовы? Давайте идти.
Причины, по которым ваша микроволновая печь может искриться
Давайте посмотрим, что находится под колпаком
В отличие от традиционных духовок, которые работают за счет конвекции, микроволновые печи нагревают пищу с помощью электромагнитных волн, известных как микроволны.В большинстве случаев это совершенно безопасно. Однако в определенных ситуациях эти электромагнитные волны могут превращаться в электричество. Вот когда вы начинаете видеть искры в микроволновой печи.
К счастью, это произошло по нескольким причинам. Большинство из них тоже относительно легко исправить.
Металл в микроволновой печи
Никогда не кладите металл в микроволновую печь ! Вы, наверное, слышали это раньше, но можете не знать почему. Что ж, металлические и электромагнитные волны плохо уживаются. Когда металл попадает в микроволновую печь, он создает искры — их много. Электромагнитные волны снова превращаются в электричество, вызывая серьезное световое шоу.
Если ваша микроволновая печь искрит во время работы, наиболее вероятная причина в том, что внутри есть металл. Возможно, вы оставили ложку в кофе или оловянную фольгу на остатках еды. Даже небольшой кусочек стальной ваты, оставшийся после очистки, может привести к искрообразованию.
Сломанная крышка волновода
Это немного технически.Когда устройство излучает микроволны, необходимые для приготовления пищи, оно проецирует их через небольшую панель, известную как волновод. Когда крышка волновода сломана, ваша микроволновая печь неисправна.
Крышка волновода установлена для защиты электроники в микроволновой печи. При сломанной крышке волновода в электронике могут накапливаться пар и даже частицы пищи. Если вы заметили искру, исходящую от панели в вашей микроволновой печи, вероятно, причина в сломанной крышке волновода.
Неисправный диод
Неисправные диоды — наименее вероятная причина того, что ваша микроволновая печь излучает искру, но они также являются худшей .
В вашей микроволновой печи используются диоды для создания волн и приготовления пищи. Если у вас неисправен один или несколько диодов, вы начнете видеть искры. Ваша микроволновая печь, вероятно, вскоре перестанет работать.
Виноград
Да, виноград может вызвать искрение в микроволновой печи! Однако, если причина в этом, вы, вероятно, сделали это специально.Если разрезать виноград почти пополам, а затем обработать его в микроволновой печи, в микроволновой печи может образоваться плазма и световые шары. Конечно, это может повредить вашу микроволновую печь, поэтому не пытайтесь использовать это с устройством, которое вы хотите использовать в будущем.
Опасна ли искрящаяся микроволновая печь?
В большинстве случаев вы в полной безопасности, если ваша микроволновая печь начнет искрить. . Однако, если вы видите искры в микроволновой печи, вам все равно следует немедленно выключить ее. Искры навсегда повредят внутреннюю часть вашей микроволновой печи.Таким образом, хотя микроволновые печи не опасны для вас, они опасны для самих себя.
Есть одна ситуация, когда искрящаяся микроволновая печь опасна. Если искра возникла из-за неисправной электроники, микроволновая печь может представлять опасность поражения электрическим током.
Если вы не уверены, безопасна ли микроволновая печь, просто отключите ее от сети . Это поможет вам избежать опасностей и более тщательно изучить проблему.
Как остановить микроволновое искрение
Чтобы устранить искрение в микроволновой печи, вам нужно сначала выяснить причину. Вот четыре шага, чтобы каждый раз останавливать искрящуюся микроволновую печь.
- Немедленно выключите микроволновую печь. Если искры были очень яркими или казалось, что они исходили от стен микроволновой печи, отключите ее от сети, чтобы выключить. Вы не хотите рисковать поражением электрическим током!
- Проверьте, не кладете ли вы металл в микроволновую печь. Если вы оставили столовые приборы внутри или использовали металлическую посуду, вероятно, причина в этом. Удалите его, и все будет готово.
- Если в микроволновке нет металла, проверьте крышку волновода. Это будет небольшая панель внутри более толстой стороны микроволновой печи. Если он выглядит треснутым или поврежденным, вероятно, это причина искр. Вам нужно будет заказать запасной волновод, затем отключить микроволновую печь и заменить ее. С некоторыми дешевыми микроволновыми печами проще просто купить новое устройство. Хотя, возможно, стоит сэкономить на более дорогих моделях.
- Наконец, , если нет металла и волновод выглядит нормально, вероятно, это неисправный диод .В этом случае оставьте микроволновую печь отключенной и вызовите специалиста по ремонту. В противном случае просто возьмите новую микроволновую печь и утилизируйте старую.
Какие материалы вызывают искрение
Самый простой способ уберечь микроволновую печь от искрения — это использовать только материалы, безопасные для использования в микроволновой печи. Определенные вещества гарантированно вызывают искры, поэтому их лучше избегать.
- Металлические вилки: Тонкие металлические зубья гарантированно вызовут электрическую дугу и искры.Ложки не намного лучше. Не допускайте попадания столовых приборов в микроволновую печь.
- Оловянная фольга: Фольга, в которую вы заворачиваете пищу, — отличный способ случайно вызвать искры в микроволновой печи. Металл практически идеально отражает электромагнитные волны. Разверните пищу перед тем, как поставить ее в микроволновую печь.
- Стальная мочалка: Искры от стальной мочалки возникают по той же причине, по которой их вызывают вилки и оловянная фольга. Хуже того, стальная вата легко воспламеняется, поэтому у вас будут большие проблемы. Очистите микроволновую печь чем-нибудь еще.
- Обертки Poptart: Фольга для быстрого приготовления завтрака может действовать подобно оловянной фольге в микроволновой печи. Снимите обертку перед тем, как разогреть завтрак.
- Виноград: Небольшой размер и высокое содержание воды в винограде вызывают особую реакцию горячих точек. Если разрезать виноград почти пополам, но оставить его соединенным, две половинки начнут создавать плазму между ними. Если вам больше не нужна микроволновая печь, это будет забавный эксперимент.
Заключение
Искрящаяся микроволновая печь может напугать. К счастью, обычно это не опасно.
Отключение микроволновой печи от сети и удаление металла изнутри поможет предотвратить появление большинства искр. Если похоже, что есть неисправный электрический компонент, лучше всего вызвать экспертов. Это защитит вас и убережет микроволновую печь от искрения в будущем.
Если вы нашли это руководство полезным, почему бы не ознакомиться с некоторыми другими нашими статьями и подписаться на нашу рассылку?
Спасибо за чтение, и хорошего дня!
Можно ли использовать алюминиевую фольгу в приставной конвекционной печи?
Трудно найти более популярный прибор, чем конвекционная печь, среди энтузиастов выпечки.Благодаря быстрому предварительному нагреву и энергосберегающим функциям он позволяет приготовить все, что душе угодно, за относительно короткое время.
Хотя конвекционная печь обычно не славится своей универсальностью, на самом деле существует целый ряд кастрюль и сковородок, которые вы можете использовать с ней. Сюда входят сковороды из алюминиевой фольги.
Поддоны из алюминиевой фольги для конвекции
Да, вы можете использовать алюминиевые противни в конвекционной печи. Они даже более идеальны для этих типов духовок из-за их конструкции с низким бортиком, которая позволяет горячему воздуху циркулировать быстрее и более равномерно.
Есть все виды продуктов, которые можно приготовить на одноразовой алюминиевой посуде в конвекционной печи. Среди них пицца, которая идеально подходит для большинства традиционных конвекционных печей, если помещена в противни из алюминиевой фольги, предназначенные для пиццы.
Размеры кекса не должны быть однородными, чтобы они хорошо запекались на противне из алюминиевой фольги. Кроме того, вы можете одновременно готовить в конвекционной печи лепешки разного размера. Это связано с тем, что прибор равномерно распределяет тепло вокруг продуктов, поэтому приготовление коржей почти невозможно.
Тем не менее, при использовании кастрюль из анодированного алюминия следует проявлять особую осторожность. Эти сковороды изготовлены из темного металла, что может ускорить подрумянивание блюд в конвекционной печи. Внимательно следите за едой, если готовите ее на этой сковороде.
Алюминиевые поддоны для конвекции
В конвекционной печи горячий воздух циркулирует вокруг пищи, благодаря чему пища готовится быстрее и равномернее. Все это благодаря вентилятору, встроенному в заднюю часть устройства.
Конвекционные печи обычно не требуют специальных противней.По большей части сковороды, используемые в обычной духовке, также подойдут для них.
Итак, давайте взглянем на сковороды, которые можно использовать для приготовления пищи с конвекцией.
1. Формы для выпечки
Металлические противни для выпечки светлого цвета или алюминиевые хорошо подходят для конвекционных печей. Конечно, анодированные сковороды тоже полезны, но если вы не будете внимательно следить за своей едой, вы можете получить готовый продукт излишне подрумяненный.
Плоские тонкие алюминиевые противни идеально подходят для выпечки пиццы и печенья с помощью конвекции.Вы даже можете испечь несколько партий за один раз, поскольку в конвекционной печи решетки можно поставить близко друг к другу.
В принципе, если ваши кулинарные творения имеют одинаковые температурные характеристики, вы можете приготовить их сразу несколько листов в конвекционной печи. Просто убедитесь, что алюминиевые противни находятся в центре каждой стойки.
Алюминиевая форма для хлеба идеально подходит, если вы хотите испечь буханку хлеба. Если вам нравятся кексы, вы можете испечь восхитительные партии, используя обычные алюминиевые формы для кексов.
Специальные противни для маффинов также доступны для конвекционных печей. Они более мелкие, а емкости для приготовления пищи расположены дальше друг от друга.
2. Сковороды для жарки
При запекании рыбы, мяса и овощей получаются восхитительные соки, которые вы захотите сохранить на V-образной алюминиевой решетке. Эту решетку следует поставить на алюминиевый противень, чтобы сок не пролился.
Продукты также следует размещать в центре решетки, чтобы горячий воздух мог циркулировать со всех сторон.Это позволяет готовить быстрее и равномернее.
Кроме того, поскольку конвекционное приготовление прижигает пищу снаружи, нет необходимости поджаривать ее перед приготовлением в духовке. В некоторых моделях для этого можно использовать настройку конвекции « истинная ».
3. Противни для жарки
Двухъярусный противень идеально подходит для жарки в конвекционной печи. Эта сковорода направляет жир из самой верхней части сковороды вниз, чтобы исключить любую возможность возгорания жира.
Если в пище, которую вы готовите, мало жира, используйте более тяжелые противни, так как тонкие сковороды склонны к разрушению под сильным жаром. Они также могут вызвать подгорание пищи, а это последнее, чего вы хотите.
Теперь, когда установлено, что кастрюли из алюминиевой фольги можно использовать с конвекцией, давайте выясним, можно ли просто накрыть фольгой обычные сковороды. InductionPros рекомендует использовать конвекционные тостеры и микроволновые печи с лучшими характеристиками на рынке, чтобы обеспечить наилучшие результаты в этой области.
Алюминиевая фольга для конвекции
Конвекционные печи бывают разных исполнений. На рынке доступны даже гибридные варианты конвекционно-микроволнового излучения. Хотя вы должны уметь использовать алюминиевую фольгу для приготовления в конвекционном режиме, не следует наматывать фольгу вокруг продуктов для приготовления в микроволновой печи. Это связано с тем, что алюминий блокирует попадание волн на блюдо, в результате чего оно остается недоваренным.
Алюминиевая фольга также представляет опасность пожара при приготовлении в микроволновой печи. Это может привести к перегреву микроволновой конвекционной печи, что может вызвать деформацию электрической дуги в вашем приборе.
Конечно, если вы настаиваете на использовании алюминиевой фольги при приготовлении в конвекционном режиме, помните о следующих рекомендациях:
- Алюминиевую фольгу следует использовать только для покрытия тех порций продуктов, которые не следует переваривать.
- Помимо использования небольшого количества фольги, убедитесь, что она плотно прижата к продукту перед приготовлением.
- Никакая часть фольги не должна выступать за пищу, поскольку это может привести к ее работе в качестве антенны и вызвать искрение в вашем приборе.
- Никогда не используйте алюминиевую фольгу для выравнивания посуды при приготовлении в конвекционном режиме. Это только отводит тепло от блюда, из-за чего оно готовится быстро и неравномерно.
Важность размера посуды
Какую бы совместимую с конвекцией сковороду вы ни использовали, убедитесь, что она легко помещается в духовку. Для достижения оптимальных результатов с каждой стороны должно быть не менее дюйма свободного пространства.
Готовьте с конвекцией из алюминия
Алюминиевая фольга может безопасно использоваться при приготовлении пищи в конвекционном режиме.Конечно, вы должны проявлять особую осторожность, чтобы правильно использовать их при использовании микроволновой конвекционной печи. Алюминиевая фольга представляет собой большую проблему для безопасности для духовок этого типа, чем для других. Фактически, чтобы быть в полной безопасности, вы можете вообще отказаться от использования алюминиевой фольги для гибридного микроволнового и конвекционного режимов.
Тем не менее, ничто не может сравниться с приготовлением в конвекционном режиме с использованием кастрюль из алюминиевой фольги. Они бывают разных сортов, подходящих для запекания, запекания и жарки в конвекционной печи.
Похожие сообщения — Еще рецепты, которые могут вам понравиться:
Инвертор поддонов с загрузкой на рампе для прочной конструкции
Отдельно стоящий инвертор на 180 ° с двумя подвижными столами, загружаемый, разгружаемый и перемещаемый вилочным погрузчиком. Столы с цепной балансировкой подходят для более широкого диапазона высот груза от 23 до 91 дюйма. Сделано в США.
Инверторы поддонов с загрузкой по рампе
Если вы переворачиваете такие материалы, как тонкий металл, глянцевый печатный материал, пластиковые листы и газетные вставки, подумайте об инверторе поддонов RL (с загрузкой по рампе).Прочная конструкция, увеличенное усилие зажима и загрузочный пандус делают его отличным выбором для промышленных принтеров и заводов по производству гофрированного картона.
О преобразователе поддонов с загрузкой на рампе RL-91
Эти преобразователи поддонов RL оснащены уравновешенными цепью усиленными двойными зажимными пластинами рядом с уровнем пола, которые облегчают погрузку и разгрузку — вам нужно только установить рампу от 6 до 8 футов для обеспечения доступа к машине. Инвертор включает уравновешивающие клапаны, которые поддерживают равномерное давление во время опрокидывания для максимальной безопасности нагрузки.Вы также можете выбирать между стандартными ограждениями для вилочных погрузчиков и дополнительными ограждениями по периметру безопасности. Вы также можете выбрать элементы управления, которые лучше всего подходят для ваших процессов погрузочно-разгрузочных работ: от стандартного кнопочного пульта до полной автоматизации. Электрическая панель, сертифицированная UL, обеспечивает безопасность.
Другие технические характеристики инвертора, нагружаемого по рампе, включают просторный загрузочный стол размером 51 x 60 дюймов, который может выдерживать нагрузки весом до 4 400 фунтов. с легкостью. Также имеется удобно расположенный ножной переключатель, который защищает ноги оператора от защемления при опускании груза на пол.Устройство обеспечивает регулируемое давление зажима до 2000 фунтов на квадратный дюйм и давление в системе до 2000 фунтов на квадратный дюйм. Двигатель мощностью 5 л.с. служит эффективным и надежным источником энергии. Эпоксидное покрытие улучшает видимость и помогает создать более безопасную рабочую среду.
Вы также получаете трехлетнюю гарантию на детали и работу для вашей защиты и душевного спокойствия, а также возможность добавления расширенной гарантии.
Преимущества инверторов поддонов с рампной загрузкой
Инверторы паллет с рампой предлагают широкий спектр преимуществ при погрузочно-разгрузочных операциях всех типов и размеров.Они обеспечивают большую гибкость, чем домкрат для поддонов или погрузчик, что позволяет сэкономить время и повысить производительность. Их компактность также позволяет более эффективно использовать пространство на складе или в распределительном центре. А инверторы поддонов RL могут уменьшить вашу зависимость от человеческого труда, что может освободить сотрудников для других неотложных действий на полу. У вас также будет меньше опасений по поводу травм, из-за которых сотрудники могут пропускать работу и, возможно, подавать иски о компенсации дорогостоящим работникам.
Инверторы поддонов с пандусной загрузкой
Инверторы с пандусной загрузкой могут удовлетворить потребности компаний в таких отраслях, как пищевая, фармацевтическая, химическая, потребительская и полиграфическая. Они могут значительно повысить ценность любой складской операции, которая требует быстрого и безопасного переворачивания тяжелых грузов.
Почему стоит выбрать Cherry’s в качестве поставщика инверторов поддонов RL?
Cherry’s Industrial Equipment уже более 30 лет помогает компаниям, подобным вашей, решать их самые сложные задачи по транспортировке материалов.Мы будем работать с вами, чтобы найти продукт, предназначенный для ваших уникальных приложений. Мы даже можем настроить многие стандартные продукты в нашем инвентаре в соответствии с вашими требованиями к производительности. С помощью наших продуктовых решений вы можете быть уверены, что получите большую отдачу от своих инвестиций в течение короткого периода времени.
Чтобы узнать больше о вариантах инвертора поддонов с рампой, позвоните нам по телефону 800-350-0011 или свяжитесь с нами по электронной почте в удобное для вас время. Вы также можете запросить ценовое предложение, заполнив и отправив найденную форму, нажав на кнопку нашего запроса ценового предложения или консультации на этой странице.
% PDF-1.4 % 124 0 объект > эндобдж xref 124 105 0000000016 00000 н. 0000002452 00000 н. 0000002638 00000 н. 0000003922 00000 н. 0000004157 00000 н. 0000004241 00000 п. 0000004338 00000 п. 0000004474 00000 н. 0000004569 00000 н. 0000004656 00000 н. 0000004811 00000 н. 0000004867 00000 н. 0000004953 00000 н. 0000005064 00000 н. 0000005119 00000 п. 0000005276 00000 н. 0000005331 00000 п. 0000005428 00000 н. 0000005520 00000 н. 0000005576 00000 н. 0000005631 00000 н. 0000005740 00000 н. 0000005795 00000 н. 0000005901 00000 н. 0000005956 00000 н. 0000006063 00000 н. 0000006118 00000 п. 0000006226 00000 н. 0000006281 00000 п. 0000006390 00000 н. 0000006445 00000 н. 0000006500 00000 н. 0000006555 00000 н. 0000006610 00000 н. 0000006724 00000 н. 0000006779 00000 п. 0000006834 00000 н. 0000006888 00000 н. 0000007024 00000 н. 0000007168 00000 н. 0000007312 00000 н. 0000007456 00000 н. 0000007599 00000 н. 0000007743 00000 н. 0000007887 00000 н. 0000008031 00000 н. 0000008175 00000 н. 0000008319 00000 н. 0000008463 00000 н. 0000008607 00000 н. 0000008751 00000 н. 0000008895 00000 н. 0000009039 00000 н. 0000009221 00000 н. 0000010023 00000 п. 0000010644 00000 п. 0000011517 00000 п. 0000011789 00000 п. 0000012360 00000 п. 0000013234 00000 п. 0000013256 00000 п. 0000014126 00000 п. 0000014148 00000 п. 0000014487 00000 п. 0000015292 00000 п. 0000016112 00000 п. 0000016134 00000 п. 0000016931 00000 п. 0000016953 00000 п. 0000017703 00000 п. 0000017725 00000 п. 0000018668 00000 п. 0000018690 00000 п. 0000019585 00000 п. 0000020104 00000 п. 0000021013 00000 п. 0000021035 00000 п. 0000021922 00000 п. 0000021944 00000 п. 0000026363 00000 п. 0000030730 00000 п. 0000039162 00000 п. 0000042675 00000 п. 0000042754 00000 п. 0000042832 00000 п. 0000043401 00000 п. 0000044534 00000 п. 0000044930 00000 п. 0000045145 00000 п. 0000046023 00000 п. 0000046077 00000 п. 0000046132 00000 п. 0000046187 00000 п. 0000046242 00000 п. 0000046297 00000 п. 0000046352 00000 п. 0000046407 00000 п. 0000046462 00000 н. 0000046517 00000 п. 0000046572 00000 п. 0000046627 00000 н. 0000046682 00000 п. 0000046737 00000 п. 0000002694 00000 н. 0000003899 00000 н. трейлер ] >> startxref 0 %% EOF 125 0 объект > эндобдж 126 0 объект > эндобдж 227 0 объект > поток HToHg Զ ڍ «} pz] C5AI; 8a 墭 4 $% & Բ dVn: oFRaWIF2˞> {
Senior Flexonics
Чем мы можем помочь? Пожалуйста, выберите правильный значок ниже, чтобы направить ваш запрос нужному человеку.Пожалуйста, дайте нам знать, если вы предпочитаете поговорить с инженером или представителем отдела продаж.
Горение
Гибрид
Электрический
Энергия
Промышленное
Водород
Необходимость — мать изобретений
Инновации — потомки.
Сто лет — это долгий срок, и за прошедшее столетие Senior Flexonics сделала много новинок.Компания Flexonics была основана в то время, когда улицы освещались газовыми фонарями. С появлением автомобилей новые водители и их неизбежные аварии не только породили отрасль автострахования, но и потребовали более безопасной инфраструктуры. Уличные фонари, необходимые для безопасного ночного путешествия, имели непредвиденные последствия — катастрофический взрыв, сбитый новым водителем. Голь на выдумки хитра. Чтобы устранить эту опасность, компания Senior Flexonics создала гибкий шланг из нержавеющей стали, который проходил через газовые фонари и перекрывал газовую линию, если столб был сбит автомобилем.Взрывы прекратились. Это нововведение спасло жизни и спасло имущество.
Перенесемся на несколько десятилетий вперед, и началась космическая гонка. Вернер фон Браун, знаменитый ученый-ракетчик, нуждался в прочных металлических сильфонах для ракеты Сатурн V, которая использовалась в космической программе Аполлон. Эти гигантские компенсаторы в ракетном ускорителе диаметром восемь, десять или двенадцать футов помогли доставить нас на Луну и были спроектированы, прототипированы, проверены и произведены на предприятии Senior Flexonics Bartlett. Эта приверженность поиску решений сохраняется и сегодня, когда возникают новые проблемы.
Нам всем нужен чистый воздух.
Блокировка COVID-19, произошедшая во всем мире в начале 2020 года, выявила резкое сокращение загрязнения воздуха в нескольких крупных городах по всему миру.
PRE COVID / ВО ВРЕМЯ ВЫКЛЮЧЕНИЯ COVID
Необходимость в более чистой окружающей среде — автомобили, работающие на бензине и дизельном топливе, становятся чище и эффективнее
КомпанияSenior Flexonics разработала уникальный металлический сильфон для создания герметичных гибких систем выпуска вместо системы шаровых шарниров, что было стандартной практикой в то время.Это нововведение коснулось различных движений двигателя и выхлопной системы, в то же время помогая нашим клиентам обеспечивать герметичность выхлопных газов в соответствии с законодательством по выбросам.
РЕШЕНИЯ ДЛЯ ВСЕХ ТИПОВ ДВИГАТЕЛЕЙ СГОРАНИЯ
Будь то дизельный, бензиновый или газовый двигатель, наш обширный ассортимент продукции может быть адаптирован к вашим конкретным требованиям.
- Циркуляция выхлопных газов (E.G.R.) и утилизация отходящего тепла для всех типов двигателей внутреннего сгорания (дизельные, природный газ и бензин).
- Гибкие металлические сильфоны для управления температурой и движением во всех типах транспортных средств, начиная от личного транспорта и заканчивая коммерческими автомобилями на шоссе и бездорожье.
- Системы подачи дизельного и газового топлива, включая Common Rail и транспортировку жидкости, для всех типов требований к охлаждению.
- Трубки подачи и слива масла Turbo.
Коммерческие автомобили представляют собой другую проблему с чистым воздухом. На их долю приходится всего 4% транспортных средств на дорогах, но на них приходится 25% выбросов.Улавливание тепла от отработанных выбросов и повторное введение его в поток двигателя — один из способов уменьшить это воздействие. Несмотря на благие намерения, более ранние конструкции охладителей EGR были подвержены различным проблемам, поскольку металлы подвергались воздействию экстремальных температурных диапазонов и внутреннего расширения и сжатия. Чтобы решить эту проблему, старшие инженеры Flexonics прислушались к потребностям наших клиентов и применили свой опыт управления температурным режимом и теплообменником для разработки долговечного охладителя с рециркуляцией выхлопных газов (EGR), протяженностью миллиона миль, который не только снизит выбросы, но и значительно снизит бремя претензий наших клиентов по гарантии.
На основе этих практических уроков по управлению температурным режимом и рекуперации тепла мы теперь готовы решить проблемы водителей по поводу надежности, эффективности и дальности действия электромобилей — как далеко я могу проехать, прежде чем я должен буду заряжать, и будет ли место для этого ?
Необходимость усовершенствования электромобилей — дальше и быстрее
Управление температурой в электромобилях имеет решающее значение с точки зрения производительности, долговечности и безопасности. Аккумуляторы электромобилей восприимчивы к колебаниям температуры, вызванным как внутренними, так и внешними факторами, и могут выйти из строя или разрушиться при воздействии температур, выходящих за пределы их оптимального диапазона.Это особенно актуально при работе при экстремальных температурах или во время быстрой зарядки. Системы управления температурным режимом для аккумуляторов Senior Flexonics предназначены для поддержания температуры, обеспечивая оптимальную безопасность, производительность и время автономной работы.
ДОСТИЖЕНИЯ ГИБРИДНОГО АВТОМОБИЛЯ
Наш обширный опыт управления температурным режимом как с электротехнической, так и с электротехнической продукцией позволяет компании SeniorFlexonics обслуживать такие типы транспортных средств.
- Аккумуляторные охлаждающие пластины для электромобилей и гибридных автомобилей для поддержания критических пороговых значений температуры.
- Высокоэффективные технологии охлаждения инвертора для защиты IGBT.
- Решения по утилизации отработанного тепла для расширения модельного ряда автомобилей.
- Гибкие металлические сильфоны для управления температурой и движением во всех типах транспортных средств, начиная от личного транспорта и заканчивая тяжелыми транспортными средствами на шоссе и бездорожье.
- Трубы / трубки для всех типов систем двигателя, от перекачки газов до перекачки жидкости, для всех типов требований к охлаждению.
- Электродвигатель и буферные охлаждающие трубки.
Senior Flexonics всегда ищет способы сохранить электронику в прохладном состоянии. Инвертор мощности — один из важнейших компонентов электромобиля. Инвертор преобразует постоянный ток в переменный, когда требуется мощность для привода электродвигателей, и преобразует в обратном направлении во время рекуперативного торможения. Основным компонентом инвертора является IGBT (биполярный транзистор с изолированным затвором), который выделяет тепло. Эффективный метод охлаждения IGBT — это радиатор с жидкостным охлаждением.Наш радиатор имеет фирменную конструкцию ребер «Омега». Он доступен как из алюминия, так и из меди, в зависимости от требований нашего клиента. Эти новые охлаждающие пластины EV улучшают тепловые характеристики без закупорки, поскольку уникальная форма создает большую площадь поверхности, чем типичное прямое ребро, при этом позволяя частицам того же размера проходить без закупорки.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ ДЛЯ ЭЛЕКТРОМОБИЛЯ
Терморегуляторы для электромобилей.
- Пластины охлаждения батареи для поддержания критических пороговых значений температуры.
- Высокоэффективные радиаторы для охлаждения инверторов для защиты IGBT.
- Решения по утилизации отработанного тепла для расширения модельного ряда автомобилей.
- Трубки для всех типов охлаждения.
Необходимость доставки энергии — инновации, которые помогут обеспечить эту мощность
Операции с использованием турбин, топливных элементов, солнечных батарей и вакуумных / полупроводниковых приборов требуют сложных сборок. Наши инженерные ресурсы обладают знаниями о специализированных жаропрочных сплавах и производственных процессах, которые требуют формовки, сварки, пайки, пайки, гибки и механической обработки этих материалов.Для наших потребителей электроэнергии мы производим индивидуальные теплообменники, гибкие металлические трубки и шланги, сильфоны для топливных форсунок и рекуператоры.
Наши стационарные топливные элементы (SOFC и PEM) и компоненты аккумуляторной фермы нашли применение в облачных центрах обработки данных. Поскольку они обычно расположены в отдаленных районах, многие полагаются на выработку собственной электроэнергии с помощью технологий топливных элементов или аккумуляторных ферм. Топливные элементы и аккумуляторные фермы требуют постоянной температуры для предотвращения тепловой нагрузки.Использование теплообменников для поддержания надлежащего температурного диапазона.
ЭНЕРГЕТИЧЕСКИЕ РЕШЕНИЯ
Мы поддерживаем множество различных энергетических технологий, для которых требуются компоненты, адаптированные к точным спецификациям.
- Ядерная.
- Электрический.
- Solar.
- Топливный элемент — узлы и теплообменники из нержавеющей стали.
- Вакуум / полупроводники.
- Утилиты — вакуумные прерыватели, вакуумные выключатели для обнаружения неисправностей.
Необходимость опережать — инновации для решения отраслевых задач
Нефть и газ I Химическая обработка I Нефтехимия и нефтепереработка I Теплообменники I Производство электроэнергии I Медицина / фармацевтика I Электроника
Промышленные рынки предъявляют требования к решению стоящих перед ними задач. На протяжении десятилетий мы постоянно изобретаем новые продукты, чтобы удовлетворить все их специфические и уникальные ограничения. Чтобы поддержать развитие этих инноваций, мы предлагаем обширные возможности аналитического тестирования, а также быстрое прототипирование.Затем эти нововведения проверяются физическим тестированием и компьютерным моделированием для прогнозирования жизненного цикла продукта. После того, как мы были приняты и получили зеленый свет для производства, наши производственные мощности в больших и малых объемах позволяют производить широкий спектр продукции, такой как сложные сильфонные узлы, требующие формовки и высокоточной обработки. Наш опыт управления температурным режимом с теплообменниками — еще один пример наших возможностей, которые охватывают множество промышленных рынков, как подробно описано ниже.
КОМПЛЕКСНЫЕ СИГНАЛЫ В СБОРЕ
ОБОРОНА / ВОЕННАЯ, ПИЩЕВАЯ И НАПИТКИ, ТОПЛИВНЫЕ ЭЛЕМЕНТЫ, HVAC / R, ПРОМЫШЛЕННАЯ, МЕДИЦИНСКАЯ, НЕФТЬ И ГАЗ, КОММУНАЛЬНЫЕ СРЕДСТВА
Наши изделия с металлическими сильфонами, тонкостенными компенсаторами и трубками могут быть адаптированы к спецификациям вашего рынка. Мы поставляем прецизионные сборки для спасательных медицинских систем, прочные детали, позволяющие нашим военным выполнять свою миссию, чрезвычайно термостойкие компоненты для исследовательских ресурсов глубоко под землей, а также надежные продукты для уменьшения времени простоя инфраструктуры.
- Defense / Military — Вторичная защитная оболочка ядерного клапана. Задвижки, запорные клапаны и клапаны сброса давления. Сильфоны военной техники.
- Продукты питания и напитки — Технологические теплообменники, компенсаторы и узлы.
- HVAC / R — Подузлы, теплообменники, гибкие трубки, газопроводы и соединения компрессора.
- Industrial — Гибкие соединения компрессоров и насосов, компенсаторы, анероидные сборки.
- Медицина — Теплообменники крови, сильфоны оксигенатора для взрослых и детей, теплообменники коронарной перфузии и перфузии всего тела, датчики криохирургической абляции.
- Нефть и газ — Компенсаторы УЭЦН и сильфоны клапана лифта искусственного газа.
Нефть и газ
Senior Flexonics поддерживает как добычу, так и переработку нефти и газа в нефтегазовой отрасли, от глубоководного бурения до переработки. Для поддержки нефтегазовых производств мы производим прецизионные компоненты для клапанов, сепараторов и сильфонов газлифта.Последующие операции, поддерживающие очистку / переработку, включают специализированные компенсаторы и услуги на месте для поддержания производства в чрезвычайных ситуациях, таких как ремонт элементов сильфона Clam Shell. Часто это можно сделать в режиме онлайн, помогая предприятию избежать дорогостоящего закрытия.
Химическая промышленность
Являясь мировым лидером в разработке компенсаторов Catofin, Senior Flexonics продолжает развивать процессы, тесно сотрудничая с лицензиарами и клиентами для выявления потребностей.Эти компенсаторы должны работать в условиях невероятной жары, движения и скорости, а также иметь возможность заблаговременного предупреждения в целях безопасности.
Обнаружение утечек имеет первостепенное значение в трубопроводах завода, и иногда измерительные приборы недоступны или не видны. Senior Flexonics «Red Tops» обнаруживает утечки в секциях трубопровода, не видя панели управления. Благодаря этому предприятие остается в сети и в безопасности благодаря многочисленным доступным контрольно-пропускным пунктам.
Нефтехимия и нефтепереработка
Оборудование может обслуживаться старшей командой Flexonics посредством услуг на месте, таких как обследования или аварийный ремонт.Сотрудничая с этими компаниями и обмениваясь записями и отчетами, сторонний взгляд может быть неоценимым в поиске пробелов и повышении эффективности для внедрения. Будь то осмотр компенсаторов, нефтехимический монтаж или ремонт существующего оборудования.
Медицина / Фармацевтика / Продукты питания и напитки
Медицинские устройства требуют строгих производственных протоколов для обеспечения чистоты. Эти сложные сборки сильно различаются, и для их изготовления могут потребоваться специальные процессы, такие как соединение разнородных материалов (инконель с керамикой).Senior Flexonics имеет давнюю репутацию производителя этих передовых компонентов для спасательного оборудования, в том числе: теплообменников крови, сильфонов оксигенаторов для взрослых и детей, коронарных теплообменников / перфузионных теплообменников всего тела и зондов для криохирургической абляции. В фармацевтической промышленности мы поставляем технологические теплообменники, компенсаторы и узлы для многих известных компаний, которые производят различные каплеты, таблетки и жидкие составы.
Электроника
Инновации в электронике, такие как вакуумные конденсаторы, используются в высоковольтных устройствах.Этот переменный конденсатор используется для многих целей, требующих настройки, таких как согласование сети при производстве полупроводниковых микросхем и плоских дисплеев. Эта уникальная конструкция использует высокий вакуум в качестве диэлектрика вместо воздуха или непроводящих материалов. Некоторые из наиболее распространенных применений — это антенные муфты, изготовление полупроводниковых пластин, схемы согласования RF, схемы формирования импульсов, схемы резервуаров усилителя мощности и немагнитные схемы для МРТ. Преимущества их использования включают долгий срок службы и высокую надежность, заключающиеся в меньшем размере упаковки и меньшем весе.
Необходимость изменений — видеть возможности, вводить новшества и создавать изобретения для наших клиентов.
Никто не знает, что нас ждет в будущем. Однако необходимость по-прежнему будет матерью изобретения. Чтобы подготовиться к тому, что будет дальше, Senior Flexonics собирает целеустремленных талантов, использует передовые проактивные разработки и сотрудничает с нашими клиентами для создания ценности для всех заинтересованных сторон. Более 100 лет Senior Flexonics разрабатывает инновационные узлы с металлическими сильфонами, трубы и решения для управления температурным режимом, чтобы удовлетворить и / или превзойти потребности и требования наших клиентов.Применяя эти знания для решения задач наших клиентов, Senior Flexonics превратилась в многопрофильную корпорацию, охватывающую весь земной шар. Мы приглашаем вас узнать больше об инновациях нашей компании и об уникальных рынках, которые мы обслуживаем.
Мир флексоники для пожилых людей.
Старшие офисы Flexonics
UPECA Senior Flexonics Tianjan
UPECA Engineering (Tianjin) Co.