Как выбрать сварочный кабель? Советы по подбору кабеля для сварки
Содержание
- Требования к силовым кабелям
- Основные виды силовых кабелей, используемых при сварке
- Как правильно выбрать сечение и длину кабеля
- Сетевой кабель для сварочника
- Рекомендации по эксплуатации
Сварочные аппараты не всегда укомплектованы всем, что нужно для работы. Заводских кабелей в сборе с электрододержателем и зажимом может не быть вообще или их стандартной длины не достаточно, поэтому её нужно увеличить.
Поговорим о том, какой кабель выбрать для сварочного аппарата, чтобы работать было не только удобно, но и безопасно.
Требования к силовым кабелям
Требования к сварочному кабелю диктуют правила электробезопасности и особенности эксплуатации. Работать часто приходится в мастерских и гаражах, где возможны контакты с маслами и риск повреждения изоляции, в труднодоступных местах. Для удобства переносят и хранят кабель в смотанном состоянии.
Это значит, что при выборе сварочного кабеля учитывают:
- Материал оболочки и изоляции. Кабель должен не бояться агрессивных сред и случайных повреждений — автомобильных масел, растворителей, бензина, влаги, порезов, ударов и абразивного износа.
- Температуру эксплуатации. Покупать кабель в холодостойком исполнении нет смысла в регионах, где температура зимой не доходит даже до -300С, или если работы на морозе не планируются.
- Гибкость. Кабель должен легко изгибаться, чтобы не затруднять сварку в любом положении, и, несмотря на многократную смотку, сохранять целостность жил и изоляции. Сечение кабеля определяют, исходя из характеристик сварочного аппарата и токовой нагрузки. И именно этому параметру отдают приоритет при выборе.
Основные виды силовых кабелей, используемых при сварке
Как правило, для сварочных аппаратов используют проверенный временем одножильный гибкий медный кабель КГ в оболочке из вулканизированной резины. Его можно безболезненно изгибать, разматывать и сматывать, таскать по земле, не боясь задиров.
Его можно безболезненно изгибать, разматывать и сматывать, таскать по земле, не боясь задиров.
Маркировка указывает на число жил, номинальное сечение и может нести дополнительную информацию об исполнении:
- КОГ и КПГ — отличаются особой или повышенной гибкостью, удобны при сварке в сложных положениях и труднодоступных местах;
- КГН — имеет оболочку из резины, устойчивой к воздействию масел и не распространяющей горение, и особенно подходит для работы в гараже и автомастерской;
- КГ-ХЛ — сохраняет гибкость на морозе, благодаря холодостойкому исполнению и может использоваться при температуре ниже -400С, поэтому рекомендован для сварки на улице в жестких условиях.
Обратите внимание, что аппараты зарубежного производства могут комплектоваться кабелями с другими обозначениями, например H01N2-D или H01N2-E. Их российский аналог — та же марка КГ.
Как правильно выбрать сечение и длину кабеля
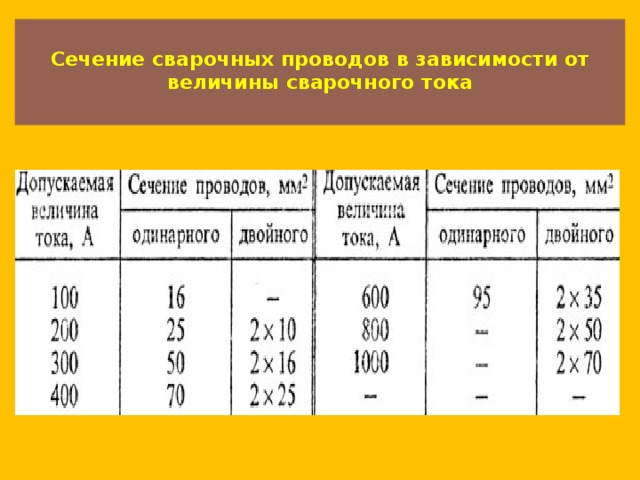
Выбор сечения сварочного кабеля зависит от тока — не потребляемого инвертором, а сварочного.
Длительно-допустимые токовые нагрузки для медного силового кабеля в резиновой изоляции:
Сечение жилы, мм2 (одножильный кабель) | Допустимый длительный ток, А |
16 | 100 |
25 | 140 |
35 | 170 |
50 | 215 |
70 | 270 |
95 | 325 |
120 | 385 |
150 | 440 |
185 | 510 |
В таблице указаны параметры, установленные в ПУЭ. При покупке кабеля лучше выбирайте тот, который произведен по ГОСТ, а не ТУ. В последнем случае цена может быть ниже, а вот реальное сечение не соответствует заявленному. А, значит, и нагрузку кабель выдерживает меньшую.
При покупке кабеля лучше выбирайте тот, который произведен по ГОСТ, а не ТУ. В последнем случае цена может быть ниже, а вот реальное сечение не соответствует заявленному. А, значит, и нагрузку кабель выдерживает меньшую.
Длина — предмет частных споров сварщиков. Оптимальным считают использование кабелей на 3-5 м. Зажим массы устанавливают как можно ближе к месту сварки. Поэтому длина этого кабеля, как правило, меньше длины рабочего на электродержатель.
При необходимости длину можно увеличить до 30-70 м. При этом нужно помнить о том, что и увеличивать нужно и сечение кабеля, чтобы уменьшить падение напряжения и риск перегрева.
На практике это выглядит так:
Сила тока, А | Длина кабеля КГ, м | |||
15 | 20 | 30 | 40 | |
100 | 1*16 | 1*25 | 1*25 | 1*35 |
150 | 1*25 | 1*25 | 1*35 | 1*50 |
200 | 1*35 | 1*35 | 1*50 | 1*75 |
250 | 1*35 | 1*50 | 1*75 | 1*95 |
300 | 1*50 | 1*75 | 1*95 | |
Чем больше сечение и длина, тем выше вес кабеля. Например, КГ 1*16 длиной 40 м весит около 7 кг, а КГ 1*95 аналогичной длины уже 38 кг. Переносить бухту такого кабеля тяжело и неудобно.
Например, КГ 1*16 длиной 40 м весит около 7 кг, а КГ 1*95 аналогичной длины уже 38 кг. Переносить бухту такого кабеля тяжело и неудобно.
Соединять два конца кабеля на массу можно с помощью припоя или медной гильзы для опрессовки. На держак лучше использовать целый отрезок.
Сетевой кабель для сварочника
Потребляемый ток инверторов гораздо ниже, чем сварочный — порядка 15-40 А, в зависимости от модели.
Требования к сетевому кабелю аналогичны. Это надежная изоляция и гибкость, позволяющая сворачивать его в бухту или наматывать на катушку, подходящее под нагрузку сечение и климатическое исполнение.
Для использования в помещении или на улице, но исключительно в теплое время года, подойдет ПВС в ПВХ изоляции. Если сварка будет проходить на морозе, лучше выбрать КГ в резиновой оболочке. Он дороже, но сохраняет гибкость при низких температурах, в отличие от «дубеющего» ПВС.
Токовые нагрузки для КГ в соответствии с ПУЭ:
Сечение жилы, мм2 | Допустимый длительный ток, А | |
трехжильный | четырехжильный | |
2,5 | 25 | 25 |
4 | 35 | 30 |
6 | 42 | 42 |
Исходя из этого, для сварочников с потребляемым током 25 А, рассчитанных на питание от 3-фазной сети, нужен четырехжильный сетевой кабель сечением не менее 4 мм2, а от 1-фазной — трехжильный с сечением 4 мм2, если в розетке есть заземление.
При сварке на удлинителе не забывайте про потери напряжения. Здесь работает то же правило, что и при выборе сварочного кабеля — при большой длине на 50 м и более покупайте кабель с большим сечением.
Рекомендации по эксплуатации
Кабель можно использовать долго и без проблем, если не допускать грубых нарушений:
- не подвергайте его интенсивным механическим нагрузкам и перегрузкам, чтобы не допустить деструкцию изоляции и оболочки:
- выбирайте сварочные и сетевые кабели с запасом по токовой нагрузке и соответствующие условиям эксплуатации;
- не используйте длинный кабель в смотке на высоких токах, это приводит к его перегреву.
Решая, какой кабель выбрать для сварки, отдайте предпочтение ГОСТовским вариантам, а не более дешевой продукции с неподтвержденными характеристиками. Если планируете использовать не новый кабель, сначала оцените его состояние. Потемневшие жилы говорят о том, что он подвергался высоким нагрузкам или перегрузке.
Кабель для сварочного аппарата: марка, сечение, длина
- Статья
- Видео
Сварка – отличный способ соединения деталей, происходит посредством оплавления металлов с помощью сварочной дуги. Такой тип соединений носит название – дуговая сварка. Но для проведения работ нужно знать целый ряд тонкостей – полярность, выбор тока, электродов и, наконец, самого кабеля. Последний нужен для подключения сварочного инвертора к источнику питания, а также подключения зажима массы и электрододержателя непосредственно к самому сварочнику. В этой статье мы рассмотрим, как выбрать кабель для сварочного аппарата, каким должно быть сечение и марка проводника.
- Требования к кабелю для сварочника
- Подходящие марки и виды кабеля
- Выбор сечения и длины
- Кабель для подключения сварочника к сети
- Правила эксплуатации
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А.
 При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А. - Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.
 При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
 Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.Подходящие марки и виды кабеля
Наиболее популярным вариантом для сварочного аппарата является кабель КГ, это гибкий одножильный кабель с многопроволочной жилой в резиновой изоляции. Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
В названии может присутствовать и пометка об исполнении:
- Т – тропическое исполнение, может работать при температуре окружающей среды до +50 (по некоторым источникам 85) градусов Цельсия.
- КХ или ХЛ – морозоустойчивый, работает и при -60 градусов Цельсия.
А также приставка П – дополнительная оболочка жилы из полимерных материалов.
Цифры в маркировке говорят о количестве жил и их сечении, например: КГ 1х16 говорит, о том, что он состоит из 1 жилы с площадью поперечного сечения в 16 кв. мм.
мм.
Выбор сечения и длины
Сечение кабеля для сварочного аппарата подбирается исходя из тока. Для примерной оценки необходимого сечения мы подготовили таблицу:
| Сечение, кв. мм | Ток, А |
| 1х6 | 80-100 |
| 1х10 | 120 |
| 1х16 | 189 |
| 1х25 | 240 |
| 1х35 | 289 |
| 1х50 | 362 |
| 1х70 | 437 |
| 1х95 | 522 |
Длина кабеля – предмет споров многих мастеров. При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
С другой стороны, если вы не варите на производстве большие объемы, то оптимальной будет длина сварочного кабеля в 5-10 метров, а аппарат подключить к сети через удлинитель.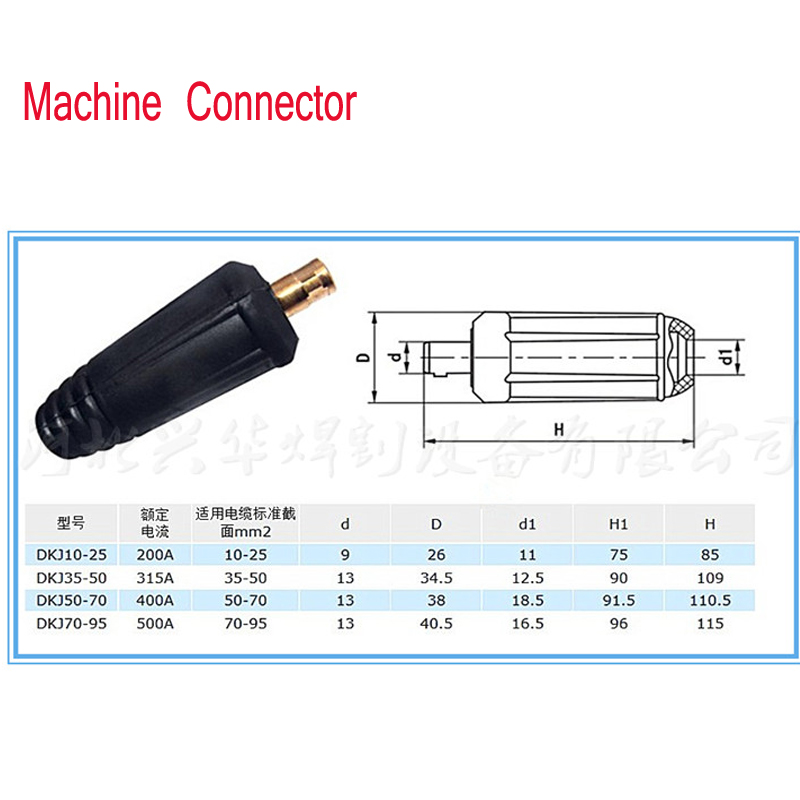 Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Если всё же вам нужно удлинить имеющийся провод – лучше всего подойдут гильзы.
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.
Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Правила эксплуатации
Вместо заключения расскажем о том, как правильно выбрать и эксплуатировать сварочный кабель:
- Подключать провода к сварочному аппарату нужно кабельными наконечниками, их опрессовывают или паяют.
- Для удлинения и стыковки нескольких отрезков используют гильзы или другой метод соединения, кроме скрутки.
- В сварочных инверторах обычно провода подключаются с помощью байонетных разъёмов. Это нужно учесть и заблаговременно купить, иначе вы не сможете использовать кабель с таким сварочным аппаратом. С их помощью можно быстро сменить полярность тока.
- Не покупайте провода слишком большой длины и сечения, если вы не собираетесь использовать весь его потенциал. Это приведет к излишней массе проводников и затруднениям в работе.
- Не подтягивайте поближе к себе сварочник за кабеля, чтобы их не повредить.
- Не превышайте допустимый ток через провода.
- Удлинитель с катушкой станет незаменимым при частом перемещении сварщика по объекту.

Теперь вы знаете, как выбрать кабель для сварочного аппарата по сечению, марке и длине. Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Полезное по теме:
- Сварка проводов в распределительной коробке
- Характеристики кабеля КГН
- Как сделать сварочный аппарат своими руками
 youtube.com/embed/gDwcW6LWh3w» allowfullscreen=»allowfullscreen»>
youtube.com/embed/gDwcW6LWh3w» allowfullscreen=»allowfullscreen»> Выбор сварочных кабелей подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен нужный размер. Я видел несколько справочных диаграмм, но хотел бы объяснить, как их использовать.
Сварочный кабель — это проводник сварочного тока. Он состоит из ряда тонких медных нитей, обернутых в непроводящую прочную оболочку (обычно из синтетического или натурального каучука разных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
«Точность» сварочного кабеля, также известная как допустимая токовая нагрузка или номинальная сила тока, относится к максимальной величине электрического тока, которую кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится.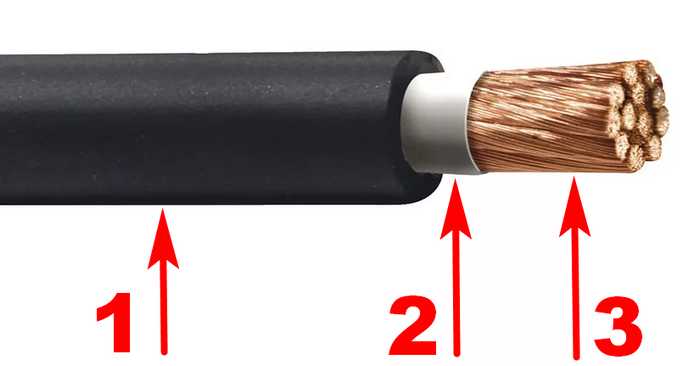 Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же обладает определенным сопротивлением потоку электронов через нее. Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. Рисунок 1. перечислены размеры AWG. Размер манометра (или манометра), превышающий единицу, равен нулю, также выражается как 1/0 (произносится как «один ауток»), два нуля, выражается как 2/0 (произносится как «два аута»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Рис. 1: Примеры калибров проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 2. Сравнение размеров кабелей по стандарту AWG и метрических единиц
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 3: Пример сварочного контура
Теперь при выборе надлежащего сечения кабеля для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочный контур представляет собой общий путь, по которому проходит электричество. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рис. 4: Однофазные и трехфазные источники питания
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный положительный ток (DC+), постоянный отрицательный ток (DC-) или переменный ток (AC). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить более высокие токи, чем их номинальная мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Рабочий цикл — номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. е. обмотки станут слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 5: Выбор правильного размера сварочного кабеля
На рисунке 5 приведен пример таблицы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 ампер с рабочим циклом 60%, и вам требуется общая общая длина электрода и рабочих кабелей 100 футов. Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Рис. 6: Примеры изношенного и поврежденного сварочного кабеля
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии. Любые трещины, порезы, места износа и т. д. в сварочном кабеле могут снизить его токонесущую способность и привести к возникновению точек перегрева. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или разъемами с поворотным замком также могут снижать способность проводить ток и создавать точки перегрева (см. примеры на рис. 6). Все изношенные, изношенные и поврежденные секции должны быть немедленно отремонтированы для правильной работы и минимизации любых потенциальных угроз безопасности.
Направляющая сварочного кабеля
| Что такое сварочный кабель? Кабель сварочный предназначен для использования в аппаратах электродуговой сварки для питания электрода — металлического стержня специальной конструкции, проводящего заряд. Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла, между электродом и свариваемыми металлами. Сварочный кабель чрезвычайно прочный и гибкий . Дуговая сварка требует, чтобы человек перемещал электрод по цеху и вдоль свариваемых стыков, поэтому очень важно иметь гибкий сварочный кабель, обеспечивающий легкость перемещения. Большое количество жил и резиновая изоляция повышают гибкость кабеля. Прочный кабель важен в промышленных условиях, где истирание, порезы, ожоги от искр, а также воздействие масла и воды могут быстро привести к износу более слабого кабеля. Сварочный кабель TEMCo представляет собой очень гибкий многожильный провод № 30 из неизолированной меди с изоляцией из высококачественного черного EPDM. | Индекс Размеры и области применения |
 Бумажный сепаратор используется для улучшения стираемости. Максимальная рабочая температура проводника составляет 105°С в цепях напряжением не более 600 вольт. Минимальная рабочая температура -50°C. Посмотрите наше руководство ниже, чтобы узнать больше о размерах сварочных кабелей и их применении. Наша полная линейка продуктов также доступна ниже.
Бумажный сепаратор используется для улучшения стираемости. Максимальная рабочая температура проводника составляет 105°С в цепях напряжением не более 600 вольт. Минимальная рабочая температура -50°C. Посмотрите наше руководство ниже, чтобы узнать больше о размерах сварочных кабелей и их применении. Наша полная линейка продуктов также доступна ниже.Размеры и области применения
Это руководство предназначено для информирования и поддержки при правильном выборе и использовании сварочного кабеля. Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с размерами и выбором деталей для вашего конкретного применения.
Размер
Для сварочных работ следует учитывать следующие характеристики:
Допустимая нагрузка: Допустимая нагрузка относится к максимальной величине тока, которую может безопасно выдержать кабель. Для получения дополнительной информации см. раздел о допустимой нагрузке сварочного кабеля.
Для получения дополнительной информации см. раздел о допустимой нагрузке сварочного кабеля.
Длина: Кабель должен быть достаточно длинным, чтобы достать до каждого угла пространства, в котором вы будете выполнять сварку. Вам необходимо помнить, что (1) один кабель подключается от сварочного аппарата к электроду и (2) другой кабель будет подключаться от сварочного аппарата к свариваемой детали (также известному как рабочий зажим или заземляющий провод).
Калибр: Чем длиннее и тоньше сварочный кабель, тем меньше допустимая нагрузка, поэтому, если вам нужен длинный кабель, вы можете выбрать более толстый кабель, чтобы компенсировать длину и предотвратить повреждение вашего аппарата.
Изоляция: Изоляция сварочного кабеля обычно изготавливается из неопрена, EPDM или ПВХ. И неопреновые, и EPDM-куртки гибкие, устойчивые к неблагоприятным погодным условиям, истиранию, влаге и воде. Однако они плохо подходят для воздействия газа или другой жидкости на нефтяной основе. ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
Гибкость: Чем больше количество прядей, тем гибче кабель.
Цвет: Вам могут понадобиться дополнительные цвета изоляции, чтобы различать разные кабели.
| Манометр | Максимальный ток | Номинальный внешний диаметр (дюймы) | Диаметр проводника (дюймы) | Скрутка проводника |
| 6 AWG | 115 | 0,303 | 0,2 | 260/30 |
| 4 AWG | 150 | 0,331 | 0,228 | 364/30 |
| 2 AWG | 205 | 0,413 | 0,3 | 624/30 |
| 1 AWG | 240 | 0,481 | 0,343 | 767/30 |
| 1/0 | 285 | 0,526 | 0,373 | 975/30 |
| 2/0 | 325 | 0,564 | 0,426 | 1196/30 |
| 3/0 | 380 | 0,621 | 0,465 | 1547/30 |
| 4/0 | 440 | 0,686 | 0,56 | 1950/30 |
Применения
Дуговая сварка: Для сварки требуются два кабеля: один соединяет машину с электродом, а другой соединяет машину со свариваемой деталью, и эти два кабеля образуют полная схема.
Другое применение: Сварочные кабели прочны и гибки и являются популярным выбором для кабелей развлекательного или сценического освещения, систем освещения и звука, а также фургонов связи. Они также могут использоваться в качестве аккумуляторных кабелей для автомобилей, инверторных кабелей и в качестве более экономичной альтернативы подвесным (или наматываемым) кабелям на подъемниках и кранах.
Это учебное пособие по портативному сварочному аппарату является прекрасным примером того, как вы можете использовать сварочный кабель TEMCo для своих личных проектов. В этом конкретном проекте используется сварочный кабель 1/0 длиной 50 футов для создания соединительного кабеля от аккумуляторов/автомобиля к сварочному аппарату.
Сила тока
Сила тока или сила тока — это максимальное количество электрического тока, которое может безопасно проводить сварочный кабель. Различные сварочные кабели, работающие при одном и том же напряжении, будут иметь разные номинальные значения силы тока в зависимости от нескольких факторов, в том числе: длины кабеля, размера провода (калибра), номинальной температуры изоляции и типа машины, к которой подключены кабели.
Что влияет на допустимую нагрузку сварочного кабеля?
Электрическое сопротивление (в омах) и номинальная температура изоляции: Чем больше ампер проходит через кабель, тем горячее он становится. Чем выше номинальное сопротивление сварочного кабеля, тем меньше ампер вы можете безопасно использовать, не перегревая его. Перегрузка сварочного кабеля приведет к его перегреву, что приведет к повреждению изоляции.
Размер и длина кабеля: Номинальные токи уменьшаются по мере того, как кабель становится длиннее и тоньше.
Температура окружающей среды: Электрическое сопротивление увеличивается при более высоких температурах. Температура окружающей среды влияет на способность кабеля рассеивать тепло. Несколько кабелей, расположенных слишком близко друг к другу или поверх друг друга, рассеивают меньше тепла.
Таблица размеров AWG
Размер сварочного кабеля измеряется по стандарту American Wire Gauge (AWG). Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
См. приведенную ниже справочную таблицу AWG, где указаны размеры и размеры сварочного кабеля.
| AWG | Диаметр (дюймы) | Диаметр (мм) | Круговой Мил |
| 4/0 | 0,4600 | 11.6840 | 211593,92 |
| 3/0 | 0,4096 | 10.4038 | 167767.34 |
| 2/0 | 0,3648 | 9.2659 | 133075.22 |
| 1/0 | 0,3249 | 8.2525 | 105556,98 |
| 1 | 0,2893 | 7,3482 | 83692.09 |
| 2 | 0,2580 | 6,5532 | 66562. 09 09 |
| 3 | 0,2290 | 5,8166 | 52439,49 |
| 4 | 0,2040 | 5.1816 | 41614.80 |
| 5 | 0,1820 | 4,6228 | 33123.05 |
| 6 | 0,1620 | 4.1154 | 26250.70 |
| 7 | 0,1443 | 3,6648 | 20817,56 |
| 8 | 0,1285 | 3,2639 | 16511,78 |
| 9 | 0,1144 | 2,9058 | 13086,98 |
| 10 | 0,1019 | 2,5883 | 10383.31 |
| 11 | 0,0907 | 2,3038 | 8226.25 |
| 12 | 0,0808 | 2,0523 | 6528.45 |
| 13 | 0,0720 | 1,8288 | 5183,85 |
| 14 | 0,0641 | 1,6281 | 4108. 69 69 |
| 15 | 0,0571 | 1.4503 | 3260.32 |
| 16 | 0,0508 | 1.2903 | 2580,57 |
| 17 | 0,0453 | 1.1506 | 2052.03 |
| 18 | 0,0403 | 1.0236 | 1624.04 |
| 19 | 0,0359 | 0,9119 | 1288,77 |
| 20 | 0,0320 | 0,8128 | 1023,97 |
| 21 | 0,0285 | 0,7239 | 812,23 |
| 22 | 0,0253 | 0,6426 | 640.07 |
| 23 | 0,0226 | 0,5740 | 510,75 |
| 24 | 0,0201 | 0,5105 | 404.00 |
| 25 | 0,0179 | 0,4547 | 320,40 |
| 26 | 0,0159 | 0,4039 | 252,80 |
| 27 | 0,0142 | 0,3607 | 201,63 |
| 28 | 0,0126 | 0,3200 | 158,76 |
| 29 | 0,0113 | 0,2870 | 127,69 |
| 30 | 0,0100 | 0,2540 | 100,00 |
| 31 | 0,0089 | 0,2261 | 79,21 |
| 32 | 0,0080 | 0,2032 | 64,00 |
| 33 | 0,0071 | 0,1803 | 50,41 |
| 34 | 0,0063 | 0,1600 | 39,69 |
| 35 | 0,0056 | 0,1422 | 31,36 |
| 36 | 0,0050 | 0,1270 | 25.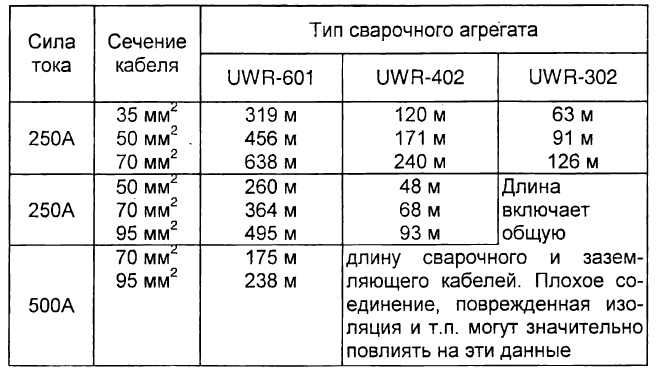 00 00 |
| 37 | 0,0045 | 0,1143 | 20,25 |
| 38 | 0,0040 | 0,1016 | 16.00 |
| 39 | 0,0035 | 0,0889 | 12,25 |
| 40 | 0,0031 | 0,0787 | 9,61 |
Ассортимент продукции
Токопроводящая жила: Полностью отожженная медная жила в соответствии с ASTM B-172
:04 Высококачественный EPDM
Высокая гибкость
Устойчивость к порезам, разрывам, истиранию и влаге.
Для проводов контактной сварки вторичным напряжением и источников питания, не превышающих 600 вольт переменного тока.
6 AWG
Conductor Stranding: 259/0.01 in.
Nominal Outside Diameter (in.): 0.32
Max Amps: 115
4 AWG
Conductor Stranding: 364/0.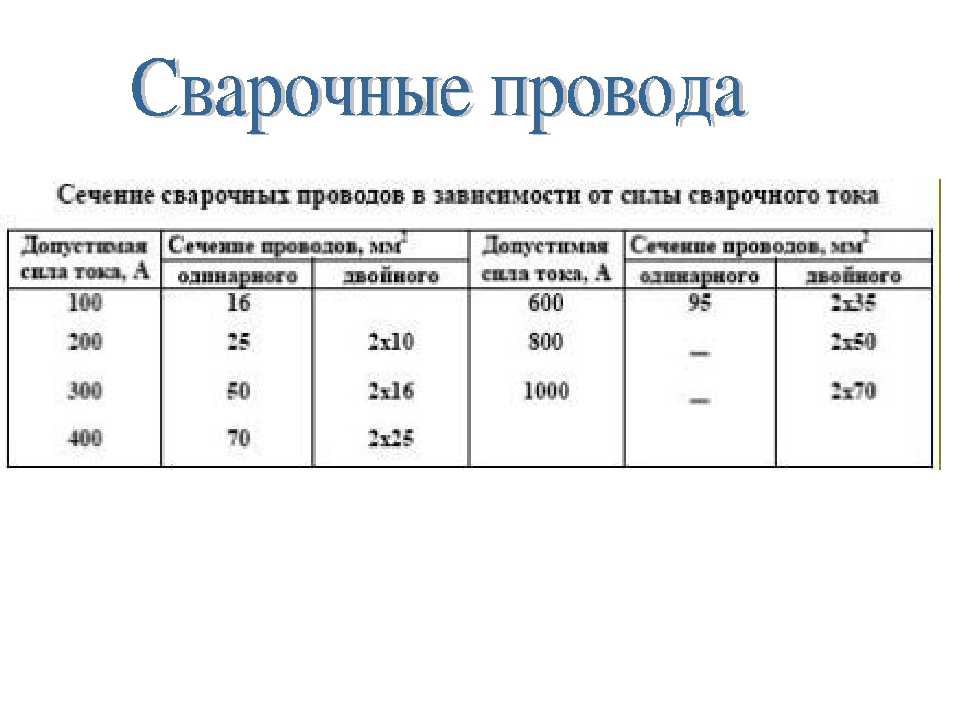 01 in
01 in
Номинальный наружный диаметр (дюймы): 0,348
MAX AMPS: 150
2 AWG
Проводник Струндинг: 624/0,01 дюйма
Номинальный наружный диаметр (дн.): 0,42
Max AMPS:
999999999999999991009 9002 9002 9002
9002 9002 9002 9005 9005 90059999100 2
Max AMPS: 9000 2059599 9005 9005
9006 9002
. Проводник Stranding: 780/0,01 дюймаНоминальный наружный диаметр (дюйм): 0,503
Макс. Диаметр (дюйм): 0,533
Max Amps: 285
2/0
Проводник Струндинг: 1235/0,01 дюйма Проводник Stranding: 1539/0,01 дюйма Проводник: 364/0,01 в.
Номинальный внешний диаметр (дн.) AWG
Номинальный наружный диаметр (дюйм): 0,675
MAX AMPS: 380 4 AWG