2. Сверлильные станки. Расточные станки
2.1. Вертикальные и настольные сверлильные станки2. |
 .М8, Витебск
.М8, Витебск 4. Координатно-расточные станки
4. Координатно-расточные станки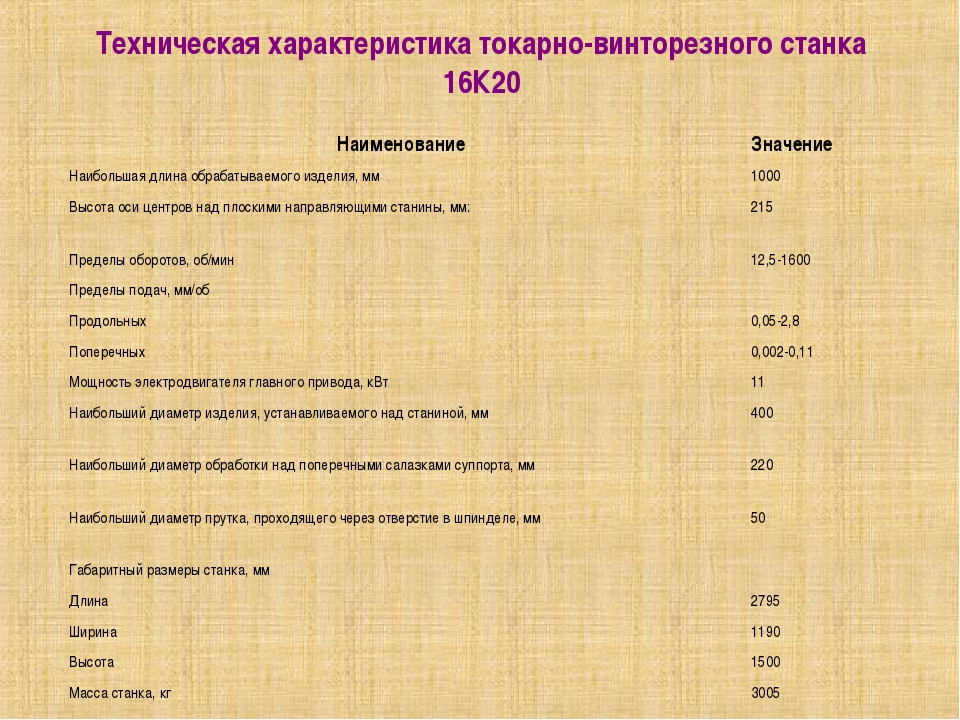 5. Радиально-сверлильные станки
5. Радиально-сверлильные станки 6. Горизонтально-расточные станки
6. Горизонтально-расточные станки 7. Отделочно-расточные станки и специальные
7. Отделочно-расточные станки и специальные 2. Внутришлифовальные станки
2. Внутришлифовальные станки 7. Плоскошлифовальные станки
7. Плоскошлифовальные станки 8. Хонинговальные станки. Специальные станки
8. Хонинговальные станки. Специальные станки 2. Cтанки зуборезные и зубострогальные для конических колес
2. Cтанки зуборезные и зубострогальные для конических колес 6. Cтанки резьбофрезерные, резьбофрезерные
6. Cтанки резьбофрезерные, резьбофрезерныеТокарный станок с ЧПУ: технические характеристики, описание, плюсы
Токарный Токарный станок с ЧПУ, технические характеристики которого использует электроника, может работать с высокой точностью. Применяю в мелкосерийном производстве.
Применяю в мелкосерийном производстве.
В настоящей статье рассмотрим токарный станок с ЧПУ, технические характеристики которого задействованы специальными программами числового управления, а также целой системой приводов, двигателей. Рассматривая описание таких станков, нужно отметить, что они оборудованы специальными револьверными головками, которые обеспечивают автоматическую замену инструментов.
Токарные станки обычно применяют для обрабатывания всевозможных вращательных поверхностей сферического, цилиндрического или конического вида, нарезания внутренней резьбы. Такой агрегат может работать с достаточно высокой точностью. Применяются подобные устройства чаще при мелкосерийном производстве.
Функциональное оснащение токарных приспособлений дает возможность практично применять их в виде не дорогостоящих многозадачных систем, которые способны взять на себя выполнение различных производственных заданий при небольшой их себестоимости за минимально короткие сроки.
Об оснащении и некоторых особенностях
Основные узлы станка и жесткие закаленные направляющие, для гарантии выполнения точных работ, требуют к себе применения специальной импульсной смазки. Охлаждение их смазочно-охлаждающими жидкостями (СОЖ), подведенными непосредственно к каждому инструменту, дает доступность обработки детали, используя высокие режимы резки, что существенно увеличивает сроки их изнашиваемости.
К тому же для улучшения работы оператора:
- пиноль задней бабки управляется гидрофицированным прибором;
- производится автоматическое транспортирование стружки;
- патрон можно разжимать или зажимать механизированным способом;
- станок оснащен специальной борштангой для расточки глубоких отверстий и одной револьверной головкой.
Подобное оснащение оборудования под программным управлениеми и техническими характеристиками такого вида, существенно расширяет область их технологических возможностей, повышается класс точности.
О технических свойствах устройств типа РТ305М
Токарный станок РТ305М с ЧПУ, технические характеристики коего дают возможность выполнять ротационную вытяжку изделий цилиндрического, а также сферического или конического типа, может производить все необходимые действия токарно-производственного режима.
Технические свойства этого устройства, его жесткость дают возможность использования его в качестве твердосплавного или быстрорежущего инструмента для обрабатывания цветных или черных металлов. Основными техническими характеристиками таких установок являются:
- максимальный допуск диаметра детали, установленной над станиной, может быть до 500мм;
- детали, для обработки могут быть диаметром до 350мм;
- отверстия шпинделя допускаются диаметром до 110мм;
- максимальная толщина стального листа имеет предел прочности не более 120кг/мм2;
- максимальный вес деталей, устанавливаемых на оборудовании, может достигать до 3000кг;
- станина имеет ширину 560мм;
- мощность двигателя в киловаттах – 22.


При всех этих характеристиках, такая установка имеет цельную, литую из чугуна, станину, а жесткость ей придают ребра и коробчатые формы конструкции. Также к техническим характеристикам токарного станка относят наличие двух закаленных призматического вида направляющих, которые способны многократно уменьшать диапазон движения и направления каретки станка, что способствует повышению качества обрабатывания деталей.
О назначении
Такие специализированные токарно-давильные устройства программного управления обычно предназначаются для выполнения операций связанных токарной обработкой изделий. Станки с ЧПУ на основе устройств РТ305М, устанавливают для раскатывания деталей, у которых впоследствии завальцовывают и подрезают торцы.
О преимуществах устройств с ЧПУ
Главным преимуществом специального токарно-давильного станка с ЧПУ РТ305М, является высокий показатель степени автоматизации производства, так как вмешательство оператора устройства в его технологический процесс сведено минимально. Главной задачей обслуживающего персонала при числовом управлении установкой, является токарная обработка изделий, практически выполняя только лишь подготовительные и заключительные производственные операции, например:
Главной задачей обслуживающего персонала при числовом управлении установкой, является токарная обработка изделий, практически выполняя только лишь подготовительные и заключительные производственные операции, например:
- установка и закрепление детали;
- снятие уже обработанного изделия;
- техническая наладка инструментов.
Важно. Оператор наладчик, при подобном программном управлении, способен проводить техническое обслуживание одновременно нескольких таких токарных устройств с ЧПУ.
К преимуществам использования токарных приспособлений с числовым управлением также относят:
- производственная гибкость, при которой для обрабатывания разных изделий достаточно только заменить или скорректировать управляющую программу;
- бесконечное число повторяющих циклов при достаточно высоком уровне параметра обработки деталей;
- возможность такой обработки изделий, которая порой недоступна на обычных простых токарных устройствах;
- долгий срок эксплуатации токарных станков с ЧПУ, технические характеристики, которых на порядок выше, по сравнению с обычными станками, особенно при использовании автоматической подачи СОЖ (смазочно-охлаждающих жидкостей) в области резки.
О функциональности токарных устройств
На таких токарных станках ЧПУ благодаря наличию специальных программ, можно выполнять токарные операции в патронах, к примеру:
- расточку;
- обточку;
- нарезку резцами внутренней резьбы;
- обработку таких изделий как крышки, втулки.
Для этого в станке используют специальные центровые инструменты. Применяя закаленные шлифовальные направляющие скольжения можно делать обработку деталей, имеющих большую толщину снимания припуска. При этом все направляющие плоскости шлифуются, имеют специальное антифрикционное покрытие, позволяющее достигать наиболее точного расположения необходимых узлов, перемещений.
Металлорежущее оборудование — классификация и виды
Металлорежущие агрегаты — это оборудование, предназначенное для обработки полуфабрикатов и заготовок, полученных литьем, прокаткой, ковкой, штамповкой. Все станки, разработанные для осуществления металлорежущих операций, подразделяются на несколько категорий, принадлежность к которым отражается в маркировке оборудования.
Все станки, разработанные для осуществления металлорежущих операций, подразделяются на несколько категорий, принадлежность к которым отражается в маркировке оборудования.
Маркировка металлорежущих станков
В обозначении каждого металлорежущего агрегата присутствуют цифры и буквы:
- первый цифровой код обозначает группу, к которой относится данное устройство;
- второй характеризует разновидность, тип;
- третий (иногда и четвертый) указывает на его основной типоразмер;
- буква (обычно это литера «М»), расположенная сразу после первой цифры (если она присутствует), означает, что типовая конструкция была модернизирована;
- после цифр могут следовать буквенные обозначения, характеризующие степень точности, обеспечиваемую данным устройством, а также определяющие завод-изготовитель.
Таблицы групп и типов металлорежущих агрегатов
| Станки по характеру выполняемых операций | Группа | Типы станков | |||
| 1 | 2 | 3 | 4 | ||
| Токарные | 1 | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | |
| Одношпиндельные | Многошпиндельные | ||||
| Сверлильные и расточные | 2 | Вертикально-сверлильные | Одношпиндельные полуавтоматы | Многошпиндельные полуавтоматы | Координатно-раст. одностоечные одностоечные |
| Шлифовальные, полировальные, доводочные | 3 | Круглошлифовальные | Внутришлифовальные | Обдирочношлифовальные | Специализированныешлифовальные |
| Комбинированные | 4 | Универсальные | Полуавтоматы | Автоматы | Электрохимические |
| Резьбо- и зубообрабатывающие | 5 | Зубострогальные для цилиндрических колес | Зуборезные для конических колес | Зубофрезерные для для цилиндрич. колес и шлицевых валов | Зубофрезерные для червячных колес |
| Фрезерные | 6 | Вертикально-фрезерные | Фрезерные непрерывного действия | — | Копировальные и гравировальные |
| Строгальные, долбежные, протяжные | 7 | Продольные | Поперечно-строгальные | Долбежные | |
| Одностоечные | Двухстоечные | ||||
| Разрезные | 8 | Отрезные, работающие | Правильно-отрезные | ||
Ток. резцом резцом | Абразивным кругом | Фрикционным блоком | |||
| Разные | 9 | Муфто- и трубообрабатывающие | пилонасекательные | Правильно- и бесцентрово-обдирочные | — |
| Станки по характеру выполняемых операций | Группа | Типы станков | ||||
| 5 | 6 | 7 | 8 | 9 | ||
| Токарные | 1 | Карусельные | Винторезные | Многорезцовые | Спец. для фасон. заготовок | Раз. токарные |
| Сверлильные и расточные | 2 | Радиально-сверлильные | Горизонтально-расточн. | Алмазно-расточн. | Гориз-сверлильные | Разн. сверлильные |
| Шлифовальные, полировальные, доводочные | 3 | — | Заточные | Плоскошлиф. с прямоугольным или круглым столом | Притирочные или полировальные | Разные станки с абразивным инструментом |
| Комбинированные | 4 | Электроискровые | — | Электроэрозионные, ультразвуковые | Анодно-механические | — |
| Резьбо- и зубообрабатывающие | 5 | Для обработки торцов зубьев | Резьбофрезерные | Зубоотделочные | Резьбо- и зубошлифовальные | Разнаые агрегаты по обработке резьб и зубьев |
| Фрезерные | 6 | Вертикальные консольные | Продольные | Широкоуниверсальные | Горизонтальные консольные. | Разные фрезерные |
| Строгальные, долбежные, протяжные | 7 | Протяжные горизонтальные | — | Протяжные вертикальные | — | Разные строгальные |
| Разрезные | 8 | Пилы | ||||
| ленточные | Дисковые | Ножовочные | — | — | ||
| Разные | 9 | Для испытательного инструмента | Делительные машины | Балансировочные | — | — |
Категории металлорежущих станков
Токарные
В маркировке обозначаются цифрой 1.
Это оборудование чаще всего применяется для обработки цилиндрических, конических, фасонных поверхностей. Разделяется по степени точности, которую оно может обеспечить на: особую (C), высокую (В), особо высокую (А), нормальную (Н), повышенную (П). Станки этой группы, как правило, имеют основные составные части: станину, фартук, шпиндельную бабку, суппорт, коробку передач, электрооборудование.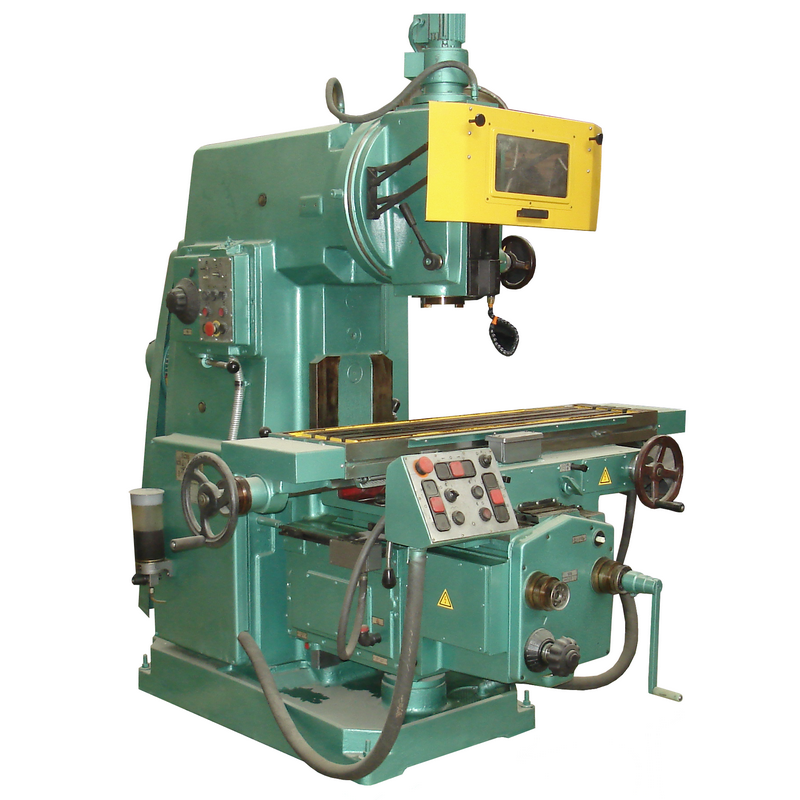 По ассортименту выполняемых операций различают станки:
По ассортименту выполняемых операций различают станки:
- Револьверные. Служат для изготовления единичных заготовок, располагаемых на станке сразу несколькими поверхностями. Настройка таких установок — мероприятие сложное. Его упрощает наличие револьверной головки, на которой имеется несколько гнезд, служащих для размещения режущих элементов.
- Карусельные. Востребованы для работы с заготовками малой длины, но значительного диаметра — маховиками, зубчатыми колесами. Служат для точения, растачивания, обработки торцов. Могут оснащаться дополнительными приспособлениями, значительно расширяющими функциональность агрегатов.
- Винторезные. Самая распространенная группа станков. Модели 16К20, 16К50, 16Б16А встречаются практически на каждом машиностроительном предприятии. Такие агрегаты выполняют практически полный перечень основных токарных операций.
- Токарные многошпиндельные автоматы. Сложное, многофункциональное, высокопроизводительное оборудование, обеспечивающее высокую точность при работе с полуфабрикатами из трубного, квадратного, шестигранного холоднокатаного проката. Применяется для нарезания и накатывания резьбы, растачивания, чернового и фасонного обтачивания.
- Токарные автоматы для продольного точения. Востребованы в крупном производстве для работы с прутами различного поперечного сечения.
 Применяется для нарезания и накатывания резьбы, растачивания, чернового и фасонного обтачивания.
Применяется для нарезания и накатывания резьбы, растачивания, чернового и фасонного обтачивания.Сверлильные и расточные
В маркировке обозначаются цифрой 2.
Это широкая группа, включающая оборудование для изготовления сквозных и глухих отверстий, их чистовой обработки (зенкерования, развертывания), нарезания внутренних резьб. Сверлильные станки:
- Вертикально-сверлильные — наиболее распространенные модели. Разделяют на настольные и расположенные на колонне.
- Радиально-сверлильные. На предприятиях тяжелого машиностроения используют агрегаты, транспортируемые по рельсам вдоль заготовок или устанавливаемые непосредственно на крупногабаритные изделия или конструкции.
- Многошпиндельные. Представляют собой комплекс нескольких одношпиндельных станков, находящихся на одном столе и станине. Такое оборудование обеспечивает высокую производительность процесса, включающего несколько операций, повторяемых в определенной последовательности. Например, сверление, зенкерование, развертывание.
 Такое оборудование обеспечивает высокую производительность процесса, включающего несколько операций, повторяемых в определенной последовательности. Например, сверление, зенкерование, развертывание.
Такое оборудование обеспечивает высокую производительность процесса, включающего несколько операций, повторяемых в определенной последовательности. Например, сверление, зенкерование, развертывание.Другие разновидности сверлильных станков:
- Сверлильно-фрезерные. Востребованы для наклонного торцевого и горизонтального фрезерования, шлифования сверлами, развертками, метчиками.
- Расточные — горизонтально-расточные (наиболее распространенные), координатно-расточные, алмазно-расточные.
- Спецагрегаты для изготовления крупносерийных и массовых партий. Их основа — универсальные сверлильные станки, оснащенные многошпиндельными головками и средствами автоматизации.
Шлифовальные, полировальные, доводочные
В маркировке обозначаются цифрой 3.
Это агрегаты, способные выполнять узкоспециализированные функции или комплекс операций по получению заданной степени чистоты цилиндрических, конических, профильных, плоских поверхностей, в том числе внутренних (цилиндрических и конических). Производители предлагают как компактные устройства, используемые в домашних или небольших ремонтных мастерских, так и для крупных предприятий при массовом изготовлении деталей, изделий, конструкций. Для подготовки образцов для металлографических исследований предназначены настольные шлифовально-полировальные системы, позволяющие получать поверхность очень высокого качества.
Производители предлагают как компактные устройства, используемые в домашних или небольших ремонтных мастерских, так и для крупных предприятий при массовом изготовлении деталей, изделий, конструкций. Для подготовки образцов для металлографических исследований предназначены настольные шлифовально-полировальные системы, позволяющие получать поверхность очень высокого качества.
Комбинированные (специального назначения)
В маркировке обозначаются цифрой 4.
К этой группе относятся станки электроэрозионные, электрохимические, электроискровые, электромеханические, ультразвуковые и другие.
Для изготовления резьб и зубчатых элементов
В маркировке обозначаются цифрой 5.
Для нарезания резьб существует много способов и разновидностей оборудования. Провести эту операцию можно на токарно-винторезном станке с помощью резца, на сверлильном агрегате с использованием метчика, на фрезерном станке. Однако для высокопроизводительных процессов применяют специализированные устройства, с помощью которых можно изготавливать резьбы всех стандартов — метрическую и дюймовую на трубах, цилиндрическую, коническую, трапециевидную.
- Резьбонакатные. По конструкции напоминают вертикально-сверлильные агрегаты. Накатку резьб (внутренних и наружных) производят на заготовках конусообразной и цилиндрической форм, трубах. При накатывании резьбу получают не способом снятия стружки, а методом пластического деформирования. Такая технология применяется в крупносерийном и массовом производстве.
- Резьбофрезерные. Это наиболее высокопроизводительные станки. Дисковой фрезой изготавливают резьбы значительных длины и шага, гребенчатой — короткие, мелкие резьбы.
- Резьбошлифовальные. На них устанавливают одно- или многониточные круги с абразивом.
Станки для изготовления зубчатого профиля:
- Зубострогальные — для цилиндрических и конических колес.
- Зубофрезерные горизонтальные, вертикальные и другие — позволяют изготовить зубчатый эвольвентный профиль. Сложные поверхности получают по технологии обкатки. Агрегаты с ЧПУ обеспечивают высокую точность операций и производительность.
- Зубошлифовальные. Служат для получения точных геометрических размеров и высоких классов чистоты поверхности зубчатых колес, валов, реек. В зависимости от поставленной задачи и модели, оборудование оснащают шлифовальными кругами различных типов: червячными, профильными, плоскими, коническими, тарельчатыми.
 Агрегаты с ЧПУ обеспечивают высокую точность операций и производительность.
Агрегаты с ЧПУ обеспечивают высокую точность операций и производительность.Фрезерные
В маркировке обозначаются цифрой 6.
Агрегаты этого типа выполняют обработку заготовок, закрепленных на столе. При этом для режущего инструмента характерно вращательное движение, а для заготовки — возвратно-поступательное. Группа консольно-фрезерных станков включает модели:
- Горизонтально-фрезерные с неповоротным столом. Эти агрегаты были наиболее популярны на заводах, построенных и оборудованных в годы Советского Союза. Имеют простую конструкцию, позволяющую фрезеровать одну поверхность без смены резца или переустановки детали.
- Горизонтально-фрезерные с поворотным столом. На таком агрегате можно обрабатывать одновременно несколько поверхностей.
- Вертикально-фрезерные. Конструктивно схожи с вертикально-сверлильными. Могут применяться для сверления, растачивания, зенкерования.
- Широкоуниверсальные. От вертикально-фрезерных отличаются дополнительной шпиндельной головкой. Выполняют операции: фрезерные, сверловочные, расточные.

Группа бесконсольных агрегатов включает модели, у которых консоль отсутствует, а базой является пол цеха или железобетонная плита. Такая конструкция позволяет обрабатывать громоздкие детали, изделия, конструкции.
Долбежные, протяжные, строгальные
В маркировке обозначаются цифрой 7.
- Долбежные. Используются для выполнения шпоночных пазов, шлицев, канавок на цилиндрических и конических заготовках. Обычно применяются для изготовления единичных и мелкосерийных партий на предприятиях по изготовлению окон, мебели, в судостроении.
- Протяжные — стандартные и специальные. Востребованы для фигурной, многогранной, цилиндрической калибровки отверстий, доводки внешних профилей сложной конфигурации, нарезки шлицев и шпоночных канавок.
- Строгальные. Эти агрегаты обычно применяют для осуществления операций, следующих за фуговальными. Различают продольно- и поперечно-строгальные модели.
Для выполнения разрезных операций
В маркировке обозначаются цифрой 8.
Отрезные — это станки, позволяющие разделять детали любого размера и сечения из любого металла на отрезки требуемой длины. В стандартных вариантах отрезка производится под углами в 90° или 45°. К группе 9 относятся станки самого разного назначения, например, пилонасекательные, бесцентрово-обдирочные.
Технические характеристики горизонтально фрезерных станков
Горизонтально фрезерные станки применяются для фрезерной обработки заготовок из металлов и разнообразных сплавов. Эксплуатация горизонтально фрезерных станков в индивидуальном мелком, среднем бизнесе достаточно популярна.
Эксплуатация горизонтально фрезерных станков в индивидуальном мелком, среднем бизнесе достаточно популярна.
Большая универсальность является отличительной особенностью, которой характеризуются горизонтально фрезерные станки. Такие станки используют в разнообразных целях внутри разных видов производства и бизнеса. Кроме того, горизонтально фрезерный станок успешно используют в рамках крупных производственных предприятий для серийного выпуска деталей.
Возможность применения широкого выбора разновидностей режущего инструмента наделяет такие фрезерные станки универсальностью, а также эти станки могут настраиваться на работу с автоматическими программами ЧПУ.
Горизонтально вертикально фрезерный станок
Вертикально фрезерный станок предназначен для обработки различных деталей и поверхностей в условиях среднего производства и ремонтных мастерских. Такой агрегат может успешно работать вертикально, а также проводить горизонтальное фрезерование за счет быстрого разворота консоли.
Горизонтально фрезерный станок: технические характеристики
Жесткость и мощность горизонтально фрезерных станков позволяет эффективно работать с вертикально и горизонтально расположенными плоскостями. Благодаря возможности применять разные виды фрезерных инструментов, горизонтально фрезерные станки могут обрабатывать углы, зубчатые колеса, пазы, рамки.
Использование дополнительного оборудования: накладной универсальной головки, делительной головки и поворотного стола значительно расширяет возможности горизонтально фрезерного станка. Использование ЧПУ позволяет легко обслуживать многостаночное объединение горизонтальных фрезерных станков в условиях крупного производства.
Принципы работы горизонтального фрезерного станка
Горизонтально фрезерные агрегаты производят фрезерные работы с помощью подвижного горизонтального стола, который перемещается в продольном и поперечном направлении, а также шпинделя, работающего также в горизонтальной плоскости.
Таким образом, горизонтально фрезерный станок с помощью разнообразных фрезерных инструментов эффективно обрабатывает вертикально расположенные, фасонные плоскости, а также горизонтальные поверхности. Специальные делительные головки и приспособления делает возможным применение таких фрезерных станков для высокоточной обработки заготовок с разделением.
Специальные делительные головки и приспособления делает возможным применение таких фрезерных станков для высокоточной обработки заготовок с разделением.
Горизонтальный фрезерный станок имеет станину, внутри которой расположена коробка передач и шпиндельный узел. Горизонтальный стол большой площади, поворотное устройство во фрезерном инструменте гарантируют высокую точность зенкерования, сверления и растачивания. Некоторые горизонтальные фрезерные станки на обеих сторонах станины имеют удобные панели управления, поэтому проводить любые фрезерные работы на таких станках очень удобно и комфортно для операторов станков.
Преимущества горизонтально фрезерного станка
Фрезерный станок, работающий в горизонтальной плоскости, а также вертикально фрезерный станок на сегодняшний день представляют собой популярное оборудование, которое успешно работает не только в небольших мастерских, но и в условиях крупного производства.
Горизонтальный фрезерный станок, как и вертикально фрезерные агрегаты, имеют следующие преимущества:
- Конструкция таких фрезерных станков позволяет обрабатывать на станках заготовки из металла весом до 1000 кг.
- В станках конструктивно предусмотрены предохранительные системы, которые обеспечивают безопасность работы фрезерного станка. Их работу можно регулировать с помощью специальных кнопок на станке.
- Защита от перегрузок также предусмотрена на фрезерных станках.
- Фрезерные инструменты станка жестко фиксируются в шпинделе, что обеспечивает высокую точность обработки заготовки за счет правильной установки фрезы.
- На станке предусмотрена функция замедления подачи при необходимости с помощью специального механизма.
- Особенностью станков является высокая мощность, поэтому такими станками можно обрабатывать самые твердые материалы.
- Станок отличается надежностью, устойчивостью, жесткостью, а также массивностью и долговечностью станины.
- Подача рабочего стола станка осуществляется несколькими способами.
- Станок обрабатывает материалы в разных автоматизированных циклах в вертикально и горизонтально расположенных плоскостях.

ООО «Лазеркат» предлагает широкий выбор сертифицированного высококачественного фрезерного оборудования. На сайте нашей компании менеджеры предоставят подробную информацию о многочисленных моделях современных фрезерных станков, которые можно приобрести с гарантией, сервисным обслуживанием по выгодным ценам.
На сайте нашей компании менеджеры предоставят подробную информацию о многочисленных моделях современных фрезерных станков, которые можно приобрести с гарантией, сервисным обслуживанием по выгодным ценам.
Определение технических характеристик станка
Стр 1 из 3Следующая ⇒
Содержание
1. Определение технических характеристик станка
2. Разработка кинематики станка, описание компоновки
3. Проектирование и описание кинематической схемы станка
4. Динамические, прочностные и др. расчеты узлов проектируемых узлов и деталей станка
5. Описание конструкции и системы смазки спроектированных узлов
6. Описание систем управления станком
Заключение
Список литературы
Введение
Современные металлорежущие станки — это высокоразвитые машины, включающие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движением и управления циклом.
По конструкции и назначению трудно найти более разнообразные машины, чем металлорежущие станки. На них обрабатывают всевозможные детали – от мельчайших элементов часов и приборов до деталей, размеры которых достигают многих метров (турбины), прокатных станов. На станках обрабатывают и простые цилиндрические, и поверхности, описываемые сложными математическими уравнениями или заданные графически. При этом достигаются высокая точность обработки, измеряемая нередко долями микрометра. На станках обрабатывают детали из сталей и чугунов, из цветных, специальных жаропрочных, мягких твердых и других материалов. Современное станкостроение развивается быстрыми темпами. В решениях правительства по развитию станкостроения особое внимание обращено на опережающее развитие выпуска станков с числовым программным управлением, развитием производства тяжелых и уникальных станков.
Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы. Сверлильные станки подразделяются на вертикально-сверлильные настольные и наклонные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные.
Сверлильные станки подразделяются на вертикально-сверлильные настольные и наклонные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные.
Определение технических характеристик станка
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рис. 1. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
Рис.1 — Вертикально-сверлильный станок.
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвиатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещён механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
Синтез методов и кинематики формообразования поверхностей резанием
Кп+Сл Кп+Cл
ФV(В1) ФV(В1)
ФS(П2) ФS(П2)
Уст(П3) Уст(П3)
Кп+Кс
ФV(В1)
ФS(П2)
Уст(П3)
Основные технические характеристики вертикально-сверлильных станков, близких по типоразмеру:
| Параметры | 2А150 | 2Г175 | 2Н175М |
| Наибольший условный диаметр сверления в стали | |||
| Рабочая поверхность стола | 500х560 | 560х630 | 710х1250 |
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола | |||
| Вылет шпинделя | 200-760 | ||
| Наибольший ход шпинделя | - | - | |
| Наибольшее вертикальное перемещение | |||
| сверлильной (револьверной) головки | |||
| стола | - | - | |
| Конус Морзе отверстия шпинделя | 1,2 или 3 | ||
| Число скоростей шпинделя | |||
| Частота вращения шпинделя об/мин | 22-1000 | 18-800 | 22-1000 |
| Число подач шпинделя (револьверной головки) | |||
| Подача шпинделя (револьверной головки), мм/об | 0,05-2,25 | 0,018-4,5 | 0,05-2,24 |
| Мощность электродвигателя в кВт | 7,0 | ||
| Габаритные размеры: | |||
| длина | |||
| ширина | |||
| высота | |||
Масса, кг.
|
В качестве станка-прототипа выбираю вертикально-сверлильный станок 2А150 исходя из анализа его кинематики и технических характеристик.
Разработка кинематики станка, описание компоновки
Выбор и описание компоновки станка
Компоновка станка в значительной степени влияет на технико-экономические показатели. От компоновки зависит: жёсткость конструкции; тепловой баланс и температурная деформация; универсальность станка и его переналаживаемость; металлоёмкость; трудоёмкость изготовления, сборки; ремонтопригодность.
Рассмотрим три варианта компоновки вертикально-сверлильного станка и выберем один:
Структурная формула данной компоновки: 0ZCv
Недостаток: ограниченные габариты обрабатываемой детали, трудность в сборки, при износе стола, куда устанавливается деталь, нету возможности замены его, при малых габаритах обрабатываемой детали уменьшается жесткость шпинделя, т. к. увеличивается величина вылета.
к. увеличивается величина вылета.
Структурная формула данной компоновки: Z0ZCv
Рисунок 2 — Структурная схема вертикально-сверлильного станка.
Основным формообразующими движениями при сверлильных операциях являются: главное – вращательное движение В1 и движение подачи П2 шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
Вращение шпинделя осуществляется по цепи: от электродвигателя М по коробки скоростей iv, которая обеспечивает 12 частот вращения, передаётся на шпиндель 2. (М- iv-2)
Подача осуществляется по цепи: от электродвигателя М через коробку скоростей iv, через коробку подач is, которая обеспечивает 9 подач, вращение сообщается реечному колесу К, которое передаёт вращение на пиноль шпинделя с рейкой t. (М- iv-1- is-К-t)
(М- iv-1- is-К-t)
Рисунок 5 — Кинематическая схема привода.
Заключение
Вертикально-сверлильные станки классифицируются по основным размерам: наибольшему диаметру обрабатываемого отверстия D.
По точности различают станки нормальной точности – Н, повышенной точности – П, высокой точности – В, особо высокой точности – А, особо точные – С.
Станком-прототипом данного спроектированного станка является вертикально-сверлильный станок модели 2А150.
На спроектированном станке могут выполняться следующие операции:
• сверление глухих, сквозных и ступенчатых отверстий;
• зенкерование отверстий;
• развёртывание отверстий;
• нарезание внутренней резьбы метчиком;
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Металлорежущие станки / Под. ред. Тепинкиевича. М:. Машиностроение, 1973.-472 с.
2. Металлорежущие станки/ Под. ред. Пуша. М. Машиностроение, 1985.-256 с.
Металлорежущие станки/ Под. ред. Пуша. М. Машиностроение, 1985.-256 с.
3. Станки с числовым программным управлением / Под. ред. Лещенко. М:. Машиностроение, 1988
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. В 2-х частях –М.: Машиностроение,1974 ч.1 — 406 с., ч.2 – 200 с.
5. Свирщевский Ю.Н., Макейчик Н.П. Расчет и конструирование коробок скоростей и подач. – Минск: Вышэйшая шк.,1976 – 590 с.
6. Анурьев В.И. Справочник конструктора-машиностроителя М:. Машиностроение, т.11980 – 728 с., т.2 1981 – 559 с., т.3 1982 – 557 с.
7. Ничипорчик. Детали машин в примерах и задачах М:. Машиностроение, 1981.
8. Кузьмин. Расчеты деталей машин. М:. Машиностроение, 1985
Содержание
1. Определение технических характеристик станка
2. Разработка кинематики станка, описание компоновки
3. Проектирование и описание кинематической схемы станка
4. Динамические, прочностные и др. расчеты узлов проектируемых узлов и деталей станка
Динамические, прочностные и др. расчеты узлов проектируемых узлов и деталей станка
5. Описание конструкции и системы смазки спроектированных узлов
6. Описание систем управления станком
Заключение
Список литературы
Введение
Современные металлорежущие станки — это высокоразвитые машины, включающие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движением и управления циклом.
По конструкции и назначению трудно найти более разнообразные машины, чем металлорежущие станки. На них обрабатывают всевозможные детали – от мельчайших элементов часов и приборов до деталей, размеры которых достигают многих метров (турбины), прокатных станов. На станках обрабатывают и простые цилиндрические, и поверхности, описываемые сложными математическими уравнениями или заданные графически. При этом достигаются высокая точность обработки, измеряемая нередко долями микрометра. На станках обрабатывают детали из сталей и чугунов, из цветных, специальных жаропрочных, мягких твердых и других материалов. Современное станкостроение развивается быстрыми темпами. В решениях правительства по развитию станкостроения особое внимание обращено на опережающее развитие выпуска станков с числовым программным управлением, развитием производства тяжелых и уникальных станков.
Современное станкостроение развивается быстрыми темпами. В решениях правительства по развитию станкостроения особое внимание обращено на опережающее развитие выпуска станков с числовым программным управлением, развитием производства тяжелых и уникальных станков.
Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы. Сверлильные станки подразделяются на вертикально-сверлильные настольные и наклонные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные.
Определение технических характеристик станка
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рис. 1. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
Рис.1 — Вертикально-сверлильный станок.
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвиатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещён механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
Синтез методов и кинематики формообразования поверхностей резанием
Кп+Сл Кп+Cл
ФV(В1) ФV(В1)
ФS(П2) ФS(П2)
Уст(П3) Уст(П3)
Кп+Кс
ФV(В1)
ФS(П2)
Уст(П3)
Основные технические характеристики вертикально-сверлильных станков, близких по типоразмеру:
| Параметры | 2А150 | 2Г175 | 2Н175М |
| Наибольший условный диаметр сверления в стали | |||
| Рабочая поверхность стола | 500х560 | 560х630 | 710х1250 |
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола | |||
| Вылет шпинделя | 200-760 | ||
| Наибольший ход шпинделя | - | - | |
| Наибольшее вертикальное перемещение | |||
| сверлильной (револьверной) головки | |||
| стола | - | - | |
| Конус Морзе отверстия шпинделя | 1,2 или 3 | ||
| Число скоростей шпинделя | |||
| Частота вращения шпинделя об/мин | 22-1000 | 18-800 | 22-1000 |
| Число подач шпинделя (револьверной головки) | |||
| Подача шпинделя (револьверной головки), мм/об | 0,05-2,25 | 0,018-4,5 | 0,05-2,24 |
| Мощность электродвигателя в кВт | 7,0 | ||
| Габаритные размеры: | |||
| длина | |||
| ширина | |||
| высота | |||
| Масса, кг. |
В качестве станка-прототипа выбираю вертикально-сверлильный станок 2А150 исходя из анализа его кинематики и технических характеристик.
Рекомендуемые страницы:
машинных характеристик — это … Что такое машинные характеристики?
станок — станочный, прил. механический станок, такой как токарный станок, используемый для общей резки и формовки металла и других материалов. [1860 65] * * * Стационарная машина с механическим приводом, используемая для резки, придания формы или формовки таких материалов, как металл и дерево. Машина…… Универсалиум
Оптические фильтры машинного зрения — это оптические фильтры, используемые в приложениях машинного зрения.Выбор правильного оптического фильтра для машинного зрения Многие из разработчиков приложений машинного зрения знают, что большое внимание уделяется выбору правильного освещения для… Wikipedia
Пулемет — [thumb | 200px | Иллюстрация более поздней модели пистолета Гатлинга 19 века. Это был многоствольный роторный пулемет, стреляющий с помощью ручного рычага, который механически заряжал и заряжал патроны из бункера над ружьем]: Для других целей…… Wikipedia
Машинный перевод — Часть серии статей о типах перевода Устный перевод… Википедия
Ручной пулемет М249 — Пулемет, 5.56 мм, M249 M249 Para Type Squad автоматическое оружие / Ручной пулемет Место… Википедия
Игровой автомат — перенаправляет сюда. О группе см. Игровой автомат (группа). Сюда перенаправляется один вооруженный бандит. Об альбоме см. One Armed Bandit (альбом). Игровые автоматы в Trump Taj Mahal Игровой автомат (американский английский), неофициально фруктовый автомат (британский…… Wikipedia
Межъязычный машинный перевод — один из классических подходов к машинному переводу.При таком подходе исходный язык, то есть переводимый текст, преобразуется в интерлингва, то есть в независимое от абстрактного языка представление. Тогда целевой язык…… Wikipedia
Управление жизненным циклом виртуальной машины — это класс управления, который смотрит на жизненный цикл виртуальной машины с точки зрения приложения, а не с точки зрения ролей внутри организации. Ряд крупных поставщиков программного обеспечения, включая Microsoft и Novell, начали…… Wikipedia
Пулемет средний — У.Морские пехотинцы, стреляющие из M240G в Кэмп-Хансене, Окинава. Средний пулемет или MMG, в современных терминах, обычно относится к автоматическому огнестрельному оружию с ленточным питанием, стреляющему винтовочным патроном полной мощности. Содержание… Википедия
AMC Machine — Infobox Automobile boxcolor = darkgreen name = The Machine aka = The Rebel Machine производитель = American Motors Corporation производство = 1970 сборка = Kenosha, Wisconsin flagicon | USA class = Mid size style = 2 door hardtop … Википедия
Пулемет Дарне — Ливийский город см. Дерна, Ливия.Mitrailleuse Darne mle 1933… Википедия
машинных характеристик — это … Что такое машинные характеристики?
станок — станочный, прил. механический станок, такой как токарный станок, используемый для общей резки и формовки металла и других материалов. [1860 65] * * * Стационарная машина с механическим приводом, используемая для резки, придания формы или формовки таких материалов, как металл и дерево. Машина…… Универсалиум
Оптические фильтры машинного зрения — это оптические фильтры, используемые в приложениях машинного зрения.Выбор правильного оптического фильтра для машинного зрения Многие из разработчиков приложений машинного зрения знают, что большое внимание уделяется выбору правильного освещения для… Wikipedia
Пулемет — [thumb | 200px | Иллюстрация более поздней модели пистолета Гатлинга 19 века. Это был многоствольный роторный пулемет, стреляющий с помощью ручного рычага, который механически заряжал и заряжал патроны из бункера над ружьем]: Для других целей…… Wikipedia
Машинный перевод — Часть серии статей о типах перевода Устный перевод… Википедия
Ручной пулемет М249 — Пулемет, 5.56 мм, M249 M249 Para Type Squad автоматическое оружие / Ручной пулемет Место… Википедия
Игровой автомат — перенаправляет сюда. О группе см. Игровой автомат (группа). Сюда перенаправляется один вооруженный бандит. Об альбоме см. One Armed Bandit (альбом). Игровые автоматы в Trump Taj Mahal Игровой автомат (американский английский), неофициально фруктовый автомат (британский…… Wikipedia
Межъязычный машинный перевод — один из классических подходов к машинному переводу.При таком подходе исходный язык, то есть переводимый текст, преобразуется в интерлингва, то есть в независимое от абстрактного языка представление. Тогда целевой язык…… Wikipedia
Управление жизненным циклом виртуальной машины — это класс управления, который смотрит на жизненный цикл виртуальной машины с точки зрения приложения, а не с точки зрения ролей внутри организации. Ряд крупных поставщиков программного обеспечения, включая Microsoft и Novell, начали…… Wikipedia
Пулемет средний — У.Морские пехотинцы, стреляющие из M240G в Кэмп-Хансене, Окинава. Средний пулемет или MMG, в современных терминах, обычно относится к автоматическому огнестрельному оружию с ленточным питанием, стреляющему винтовочным патроном полной мощности. Содержание… Википедия
AMC Machine — Infobox Automobile boxcolor = darkgreen name = The Machine aka = The Rebel Machine производитель = American Motors Corporation производство = 1970 сборка = Kenosha, Wisconsin flagicon | USA class = Mid size style = 2 door hardtop … Википедия
Пулемет Дарне — Ливийский город см. Дерна, Ливия.Mitrailleuse Darne mle 1933… Википедия
Промышленные швейные машины | Основные характеристики типовой швейной машины
Если вы не знаете, для чего нужна промышленная швейная машина, вам необходимо прочитать этот пост. Здесь вы найдете список основных характеристик швейной машины ‘Typical’, которая выполняет только прямые стежки.
Это стандартная модель промышленных швейных машин, которая используется не только в швейном ателье, но и в домашних условиях.
Старая модель промышленной швейной машины
Смотри! На этой фотографии показана еще одна старая модель промышленной швейной машины, которая очень похожа на современные модели, такие как Typical, Yamata и т. Д.
Смотрите также: Промышленная швейная машина Textima 8332.
Автономная система смазки
Каждая модель промышленных швейных машин имеет автономную систему смазки, стол, стол освещения и отдельный серводвигатель.
Если вы перевернете опорную плиту швейной машины, как показано, вы увидите около 1 литра масла и механический масляный насос.
Эти внутренние метки на металлическом корпусе указывают допустимые уровни масла (высокий и низкий).Главная особенность любой промышленной швейной машины — это возможность работать на высокой скорости в течение 24 часов. Поэтому необходима постоянная смазка механизмов станка.
В верхней части корпуса машины находится специальное окошко для контроля давления масла. Когда швейная машина работает на высокой скорости, в этом окне должна быть видна струя масла.
Эта швейная машина имеет вертикальный поворотный челнок
Промышленная швейная машина имеет вертикальную поворотную челночную систему.
Промышленные швейные машины имеют вращающуюся систему челнока, которая вращается по полной окружности. Чтобы образовать стежок, он должен сделать два полных круга.
Здесь вы видите два узла челнока промышленных швейных машин. Легко снимается с вала. Эта функция позволяет настраивать взаимодействие иглы и кончика челнока и устанавливать зазор между ними.
Шпульный колпачок промышленной швейной машины
Шпульный колпачок похож на шпульный колпачок домашних швейных машин.
Игольная пластина и транспортер
Игольные пластины и транспортер нужно выбирать в зависимости от толщины ткани. Каждая промышленная швейная машина может иметь три типа игольной пластины и транспортера.
Регулятор натяжения нити
Регулятор натяжения нити промышленной швейной машины выглядит как натяжитель старой швейной машины типа Singer и других моделей.
Если вы удалите лицевую панель, вы обнаружите много стыков, которые необходимо постоянно смазывать.
Это рычаг прижимной лапки.
Устройство для намотки нити на шпульку
На этом фото вы видите приспособление для намотки нити на шпульку, прикрепленную к столу.
Серводвигатель промышленной швейной машины
Каждая промышленная швейная машина имеет отдельный серводвигатель.
Этот коленный рычаг работает как рычаг прижимной лапки. Этот коленоподъемник приводится в действие коленом, что освобождает обе руки швеи во время шитья.
Этот мощный ремень соединяет двигатель сцепления промышленной швейной машины с маховиком.
Здесь вы видите две кнопки включения питания.
Примечание: Чаще всего для промышленного оборудования используется повышенное напряжение (380 вольт).
Прижимные лапки и принадлежности для шитья
Для промышленных швейных машин можно использовать множество прижимных лапок и принадлежностей.
Шпульки для промышленных швейных машин отличаются от шпуль, предназначенных для домашних моделей швейных машин.Смотри! Они имеют разную ширину, поэтому не взаимозаменяемы.
Вдоль края стола нанесена измерительная шкала. Это делает использование промышленной швейной машины более комфортным.
Стол промышленной швейной машины имеет удобный ящик для хранения швейных принадлежностей.
Если вам нужно сшить натуральную кожу или искусственную кожу, в этом видео вы увидите, как сшить эти материалы на промышленной швейной машине.
Английский — не мой родной язык, поэтому, пожалуйста, извините за любые ошибки и помогите их исправить.
Электронная почта для отправки находится на странице контактов.
Советы по выбору швейной машины
Здесь вы узнаете, как выбрать первую швейную машину. Несколько ключевых особенностей швейных машин, которые нужно знать обязательно.
Как установить невидимую молнию
Узнайте, как сшить невидимую молнию. Вот шаги по установке молнии с 30 фотографиями и комментариями портного.
Как заправить нить в швейную машину
Это универсальный учебник для заправки нити в любые швейные машины и намотки шпульки.
Как исправить застежку-молнию и заменить бегунок
Основная причина ремонта молнии — сломанный бегунок. Изучите советы, как закрепить молнию и заменить бегунок молнии.
Как сделать круглую юбку
Вот шаги, как сделать юбку полного круга для дочери 4-5 лет. Юбка имеет эластичную талию, без подкладки.
Женская футболка с коротким рукавом с косой тесьмой
У этой женской футболки есть несколько особенностей. В этом уроке 20 фотографий.
Учебник по летней шапке для девочек
Эта летняя детская шапка прекрасно смотрится и хорошо защищает головку малыша от солнца. Попробуйте сшить его, используя эти фото и комментарии.
суперкомпьютер | Определение, характеристики, примеры и факты
Отличительные особенности
Суперкомпьютерыимеют определенные отличительные особенности. В отличие от обычных компьютеров, они обычно имеют более одного ЦП (центрального процессора), который содержит схемы для интерпретации программных инструкций и выполнения арифметических и логических операций в надлежащей последовательности.Использование нескольких процессоров для достижения высоких скоростей вычислений обусловлено физическими ограничениями схемотехники. Электронные сигналы не могут двигаться быстрее скорости света, что, таким образом, составляет основной предел скорости для передачи сигналов и переключения цепей. Этот предел почти достигнут благодаря миниатюризации компонентов схемы, резкому сокращению длины проводов, соединяющих печатные платы, и нововведениям в методах охлаждения (например, в различных суперкомпьютерных системах схемы процессора и памяти погружаются в криогенную жидкость для достижения низкие температуры, при которых они работают быстрее всего).Быстрое извлечение сохраненных данных и инструкций требуется для поддержки чрезвычайно высокой вычислительной скорости процессоров. Поэтому большинство суперкомпьютеров имеют очень большую емкость памяти, а также возможность очень быстрого ввода / вывода.
Еще одной отличительной особенностью суперкомпьютеров является использование ими векторной арифметики, то есть они могут работать с парами списков чисел, а не с простыми парами чисел. Например, типичный суперкомпьютер может умножить список почасовых ставок заработной платы для группы заводских рабочих на список часов, отработанных членами этой группы, чтобы получить список долларов, заработанных каждым рабочим примерно за то же время, что и обычный компьютер для расчета суммы, заработанной одним работником.
Суперкомпьютеры изначально использовались в приложениях, связанных с национальной безопасностью, включая разработку ядерного оружия и криптографию. Сегодня они также обычно используются в аэрокосмической, нефтяной и автомобильной промышленности. Кроме того, суперкомпьютеры нашли широкое применение в областях, связанных с инженерными или научными исследованиями, как, например, при изучении структуры субатомных частиц, происхождения и природы Вселенной. Суперкомпьютеры стали незаменимым инструментом в прогнозировании погоды: прогнозы теперь основаны на численных моделях.Поскольку стоимость суперкомпьютеров снизилась, их использование распространилось на мир онлайн-игр. В частности, в 2007 году китайские суперкомпьютеры, занимавшие с 5-го по 10-е место по скорости, принадлежали компании с онлайн-правами в Китае на электронную игру World of Warcraft , в которую иногда более миллиона человек играли вместе в одном игровом мире.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 с вашей подпиской. Подпишитесь сегодняИсторическая застройка
Хотя первые суперкомпьютеры производились разными компаниями, один человек, Сеймур Крей, действительно определил продукт почти с самого начала.Крей присоединился к компьютерной компании Engineering Research Associates (ERA) в 1951 году. Когда ERA была поглощена Remington Rand, Inc. (которая позже объединилась с другими компаниями и стала Unisys Corporation), Крей ушел с основателем ERA Уильямом Норрисом, чтобы начать. Control Data Corporation (CDC) в 1957 году. К тому времени линейка компьютеров UNIVAC от Remington Rand и IBM поделили большую часть рынка компьютеров для бизнеса, и вместо того, чтобы бросить вызов их обширным структурам продаж и поддержки, CDC стремилась захватить небольшие, но прибыльный рынок быстрых научных компьютеров.Разработанный Cray CDC 1604 был одним из первых компьютеров, заменивших электронные лампы на транзисторы, и был довольно популярен в научных лабораториях. В ответ на это IBM в 1961 году создала собственный научный компьютер IBM 7030, широко известный как Stretch. Однако IBM, которая не торопилась с переходом на транзистор, нашла мало покупателей для своего гибрида трубка-транзистор, независимо от его скорости, и временно ушел из области суперкомпьютеров после ошеломляющей для того времени потери в 20 миллионов долларов. В 1964 году CDC 6600 Cray заменил Stretch как самый быстрый компьютер на Земле; он мог выполнять три миллиона операций с плавающей запятой в секунду (FLOPS), и вскоре для его описания был придуман термин суперкомпьютер .
Крей покинул CDC, чтобы основать Cray Research, Inc. в 1972 году, а в 1989 году снова перешел в компанию Cray Computer Corporation. Каждый раз, когда он уходил, его бывшая компания продолжала производить суперкомпьютеры на основе его разработок.
Крей принимал активное участие во всех аспектах создания компьютеров, производимых его компаниями. В частности, он был гением в плотной упаковке электронных компонентов, из которых состоит компьютер. Благодаря продуманному дизайну он сократил расстояния, на которые должны были пройти сигналы, тем самым увеличив скорость машин.Он всегда стремился создать максимально быстрый компьютер для научного рынка, всегда программировал на выбранном языке научного программирования (FORTRAN) и всегда оптимизировал машины для требовательных научных приложений — например, дифференциальные уравнения, матричные манипуляции, гидродинамика, сейсмический анализ. , и линейное программирование.
Среди новаторских достижений Cray был Cray-1, представленный в 1976 году, который был первой успешной реализацией векторной обработки (что означает, как обсуждалось выше, он мог работать с парами списков чисел, а не с простыми парами чисел).Cray также был одним из пионеров разделения сложных вычислений между несколькими процессорами, такой конструкции, известной как «многопроцессорность». Одной из первых машин, использующих многопроцессорность, была Cray X-MP, представленная в 1982 году, которая соединяла два компьютера Cray-1 параллельно, чтобы утроить их индивидуальную производительность. В 1985 году четырехпроцессорный компьютер Cray-2 стал первой машиной, которая превысила один миллиард FLOPS.
В то время как Крей использовал дорогие современные процессоры и системы жидкостного иммерсионного охлаждения для достижения своих рекордов скорости, вот-вот должен был появиться революционный новый подход.У. Дэниел Хиллис, аспирант Массачусетского технологического института, придумал новую замечательную идею о том, как преодолеть узкое место, вызванное тем, что ЦП направляет вычисления между всеми процессорами. Хиллис увидел, что он может устранить узкое место, отказавшись от полностью контролирующего ЦП в пользу децентрализованного или распределенного управления. В 1983 году Хиллис стал соучредителем Thinking Machines Corporation, занимающейся проектированием, производством и продажей таких многопроцессорных компьютеров. В 1985 году была представлена первая из его соединительных машин CM-1 (быстро замененная более коммерческим преемником CM-2).CM-1 использовал поразительные 65 536 недорогих однобитовых процессоров, сгруппированных по 16 на чип (всего 4096 чипов), чтобы достичь нескольких миллиардов FLOPS для некоторых вычислений, что примерно сопоставимо с самым быстрым суперкомпьютером Cray.
Суперкомпьютер CM-2 компании Thinking Machines Corporation, 1987 год. Черный кубический корпус компьютера был полупрозрачным, что позволяло наблюдать предполагаемые нейронные схемы вычислений (активный процессор активировал красный диод).
© Корпорация Thinking Machines, 1987, фото Стива ГроэХиллис изначально был вдохновлен тем, как мозг использует сложную сеть простых нейронов (нейронную сеть) для выполнения высокоуровневых вычислений.Фактически, ранняя цель этих машин заключалась в решении проблемы искусственного интеллекта — распознавания образов лиц. Назначая каждый пиксель изображения отдельному процессору, Хиллис распределял вычислительную нагрузку, но это создавало проблему связи между процессорами. Сетевая топология, которую он разработал для облегчения взаимодействия с процессором, представляла собой 12-мерный «гиперкуб», то есть каждый чип был напрямую связан с 12 другими чипами. Эти машины быстро стали известны как компьютеры с массовым параллелизмом.Машины Хиллиса не только открыли путь для новых многопроцессорных архитектур, но и показали, как можно использовать обычные или массовые процессоры для достижения результатов в суперкомпьютерах.
Еще одним распространенным приложением искусственного интеллекта для многопроцессорной обработки были шахматы. Например, в 1988 году HiTech, построенный в Университете Карнеги-Меллона, Питтсбург, штат Пенсильвания, использовал 64 пользовательских процессора (по одному на каждую клетку на шахматной доске), чтобы стать первым компьютером, который победил гроссмейстера в матче. В феврале 1996 года IBM Deep Blue, использующий 192 модифицированных процессора RS / 6000, стал первым компьютером, победившим чемпиона мира Гарри Каспарова в «медленной» игре.Затем ему было поручено предсказывать погоду в Атланте, штат Джорджия, во время летних Олимпийских игр 1996 года. Его преемник (теперь с 256 пользовательскими шахматными процессорами) победил Каспарова в ответном матче из шести партий в мае 1997 года.
Гарри Каспаров и Deep BlueГарри Каспаров играет против Deep Blue, шахматного компьютера, созданного IBM.
Adam Nadel / AP ИзображенийОднако, как всегда, главным применением суперкомпьютеров было военное дело. После подписания Соединенными Штатами в 1996 году Договора о всеобъемлющем запрещении ядерных испытаний потребность в альтернативной программе сертификации стареющих ядерных арсеналов страны вынудила министерство энергетики финансировать Инициативу ускоренных стратегических вычислений (ASCI).Целью проекта было создание к 2004 году компьютера, способного моделировать ядерные испытания — подвиг, требующий машины, способной выполнять 100 триллионов FLOPS (100 TFLOPS; самым быстрым из существующих компьютеров в то время был Cray T3E, способный выполнять 150 миллиардов FLOPS). ). ASCI Red, созданный в Sandia National Laboratories в Альбукерке, штат Нью-Мексико, совместно с Intel Corporation, был первым, кто достиг скорости 1 TFLOPS. Используя 9072 стандартных процессора Pentium Pro, в декабре 1996 года он достиг 1,8 терафлопс и был полностью готов к июню 1997 года.
В то время как в Соединенных Штатах преобладала массовая многопроцессорная обработка, в Японии корпорация NEC вернулась к старому подходу индивидуального проектирования компьютерного чипа — для своего Earth Simulator, который удивил многих компьютерных ученых, заняв первое место по скорости суперкомпьютера TOP500 в отрасли. list в 2002 году. Он продержался на этой позиции недолго, однако в 2004 году прототип IBM Blue Gene / L с 8192 узлами обработки достиг скорости около 36 терафлопс, что чуть выше скорости Earth Simulator.После двукратного увеличения количества процессоров ASCI Blue Gene / L, установленный в 2005 году в Sandia National Laboratories в Ливерморе, Калифорния, стал первым компьютером, который преодолел желанную отметку 100 TFLOPS со скоростью около 135 TFLOPS. Другие машины Blue Gene / L с аналогичной архитектурой занимали многие из первых мест в следующих списках TOP500. Благодаря регулярным улучшениям, ASCI Blue Gene / L в 2007 году достиг скорости, превышающей 500 терафлопс. Эти суперкомпьютеры IBM также заслуживают внимания благодаря выбору операционной системы, Linux и поддержке IBM для разработки приложений с открытым исходным кодом.
Первый компьютер с производительностью более 1000 терафлопс, или 1 петафлопс, был построен IBM в 2008 году. Машина, известная как Roadrunner, в честь птицы штата Нью-Мексико, была впервые испытана на предприятиях IBM в Нью-Йорке, где она достигла рубежа, до разбирается для отправки в Лос-Аламосскую национальную лабораторию в Нью-Мексико. В тестовой версии использовалось 6 948 двухъядерных микрочипов Opteron от Advanced Micro Devices (AMD) и 12 960 чипов IBM Cell Broadband Engines (впервые разработанных для использования в видеосистеме Sony Computer Entertainment PlayStation 3).Процессор Cell был разработан специально для обработки интенсивных математических вычислений, необходимых для обработки движков моделирования виртуальной реальности в электронных играх — процесса, весьма аналогичного вычислениям, необходимым научным исследователям, использующим свои математические модели.
Посмотрите, как исследователи моделируют трехмерное движение человеческого риновируса с помощью суперкомпьютера IBM Blue Gene Q, чтобы понять, как работает этот вирус.Посмотрите трехмерное моделирование движения человеческого риновируса, вируса, вызывающего простуду.Моделирование производилось с помощью суперкомпьютера IBM Blue Gene / Q.
© Мельбурнский университет, Виктория, Австралия (издательский партнер Britannica) См. Все видео для этой статьиТакой прогресс в области вычислений поставил исследователей на грань возможности впервые провести компьютерное моделирование на основе физика из первых принципов, а не просто упрощенные модели. Это, в свою очередь, открыло перспективы для достижений в таких областях, как метеорология и анализ глобального климата, фармацевтический и медицинский дизайн, новые материалы и аэрокосмическая техника.Самым большим препятствием для реализации полного потенциала суперкомпьютеров остаются огромные усилия, необходимые для написания программ таким образом, чтобы различные аспекты проблемы могли обрабатываться одновременно с помощью максимально возможного количества различных процессоров. Даже управление этим в случае менее чем дюжины процессоров, которые обычно используются в современных персональных компьютерах, сопротивлялось любому простому решению, хотя инициатива IBM с открытым исходным кодом при поддержке различных академических и корпоративных партнеров добилась прогресса в 1990-х и 2000-х годах. .
Уильям Л. ХошSimple English Wikipedia, бесплатная энциклопедия
Компьютер — это машина, которая принимает данные в качестве входных данных, обрабатывает эти данные с помощью программ и выводит обработанные данные в качестве информации. Многие компьютеры могут хранить и извлекать информацию с помощью жестких дисков. Компьютеры могут быть соединены вместе в сети, что позволяет подключенным компьютерам обмениваться данными друг с другом.
Двумя основными характеристиками компьютера являются: он реагирует на конкретный набор инструкций четко определенным образом и может выполнять предварительно записанный список инструкций, вызывающих программу.В компьютере четыре основных этапа обработки: ввод, хранение, вывод и обработка.
Современные компьютеры могут выполнять миллиарды вычислений в секунду. Возможность выполнять вычисления много раз в секунду позволяет современным компьютерам выполнять несколько задач одновременно, что означает, что они могут выполнять множество различных задач одновременно. Компьютеры выполняют множество различных задач, где автоматизация полезна. Некоторые примеры — управление светофорами, транспортными средствами, системами безопасности, стиральными машинами и цифровыми телевизорами.
Компьютеры могут быть сконструированы так, чтобы делать с информацией практически все, что угодно. Компьютеры используются для управления большими и маленькими машинами, которые в прошлом управлялись людьми. Большинство людей использовали персональный компьютер дома или на работе. Они используются для таких вещей, как расчет, прослушивание музыки, чтение статьи, письмо и т. Д.
Современные компьютеры — это электронное компьютерное оборудование. Они очень быстро выполняют математическую арифметику, но компьютеры на самом деле не «думают». Они следуют только инструкциям своего программного обеспечения.Программное обеспечение использует оборудование, когда пользователь дает ему инструкции, и дает полезный результат.
Люди управляют компьютерами с помощью пользовательских интерфейсов. К устройствам ввода относятся клавиатуры, компьютерные мыши, кнопки и сенсорные экраны. Некоторыми компьютерами также можно управлять с помощью голосовых команд, жестов рук или даже сигналов мозга через электроды, имплантированные в мозг или вдоль нервов.
Компьютерные программы разрабатываются или пишутся компьютерными программистами. Некоторые программисты пишут программы на собственном языке компьютера, называемом машинным кодом.Большинство программ написано с использованием таких языков программирования, как C, C ++, Java. Эти языки программирования больше похожи на язык, на котором говорят и пишут каждый день. Компилятор переводит инструкции пользователя в двоичный код (машинный код), который компьютер поймет и сделает то, что необходимо.
Автоматизация [изменить | изменить источник]
У большинства людей проблемы с математикой. Чтобы показать это, попробуйте набрать в голове 584 × 3220. Все шаги запомнить сложно! Люди создали инструменты, которые помогали им вспомнить, где они находились в математической задаче.Другая проблема, с которой сталкиваются люди, заключается в том, что им приходится решать одну и ту же проблему снова и снова. Кассирша должна была каждый день вносить сдачу в уме или с помощью бумажки. Это заняло много времени и допустило ошибки. Итак, люди сделали калькуляторы, которые делали одно и то же снова и снова. Эта часть компьютерной истории называется «историей автоматических вычислений», что является причудливым выражением для «истории машин, которые позволяют мне легко решать одну и ту же математическую задачу снова и снова, не делая ошибок.»
Счеты, логарифмическая линейка, астролябия и антикиферский механизм (датируемый примерно 150–100 гг. До н.э.) являются примерами автоматических вычислительных машин.
Программирование [изменить | изменить источник]
Людям не нужна машина, которая будет делать одно и то же снова и снова. Например, музыкальная шкатулка — это устройство, которое воспроизводит одну и ту же музыку снова и снова. Некоторые люди хотели научить свою машину делать разные вещи. Например, они хотели сказать музыкальной шкатулке, чтобы она каждый раз играла разную музыку.Они хотели иметь возможность программировать музыкальную шкатулку, чтобы музыкальная шкатулка воспроизводила разную музыку. Эта часть компьютерной истории называется «историей программируемых машин», что является причудливым выражением для «истории машин, которым я могу приказать делать разные вещи, если я знаю, как говорить на их языке».
Один из первых таких примеров был построен героем Александрии (ок. 10–70 нашей эры). Он построил механический театр, который разыгрывал пьесу продолжительностью 10 минут и управлялся сложной системой веревок и барабанов.Эти веревки и барабаны были языком машины — они рассказывали, что машина делает и когда. Некоторые утверждают, что это первая программируемая машина. [1]
Историки расходятся во мнении относительно того, какие ранние машины были «компьютерами». Многие говорят, что «замковые часы», астрономические часы, изобретенные Аль-Джазари в 1206 году, являются первым известным программируемым аналоговым компьютером. [2] [3] Продолжительность дня и ночи можно регулировать каждый день, чтобы учесть изменение продолжительности дня и ночи в течение года. [4] Некоторые считают эту ежедневную корректировку компьютерным программированием.
Другие говорят, что первый компьютер создал Чарльз Бэббидж. [4] Ада Лавлейс считается первым программистом. [5] [6] [7]
Эра вычислительной техники [изменить | изменить источник]
В конце средневековья люди начали думать, что математика и инженерия были важнее. В 1623 году Вильгельм Шикард создал механический калькулятор. Другие европейцы сделали больше калькуляторов после него.Это не были современные компьютеры, потому что они могли только складывать, вычитать и умножать — вы не могли изменить то, что они делали, чтобы заставить их делать что-то вроде игры в тетрис. Из-за этого мы говорим, что они не были программируемыми. Теперь инженеры используют компьютеры для проектирования и планирования.
В 1801 году Жозеф Мари Жаккар использовал перфокарты, чтобы указать своему текстильному ткацкому станку, какой узор ткать. Он мог использовать перфокарты, чтобы указывать ткацкому станку, что ему делать, и он мог менять перфокарты, что означало, что он мог запрограммировать ткацкий станок на плетение нужного ему рисунка.Это означает, что ткацкий станок можно было программировать.
Чарльз Бэббидж хотел создать аналогичную машину, которая могла бы производить вычисления. Он назвал это «Аналитическая машина». [8] Поскольку у Бэббиджа не было достаточно денег, и он всегда менял свой дизайн, когда у него появлялась идея получше, он так и не построил свою аналитическую машину.
Со временем компьютеры стали использоваться все больше. Людям быстро становится скучно повторять одно и то же снова и снова. Представьте, что вы тратите свою жизнь на то, чтобы записывать вещи на учетных карточках, хранить их, а затем снова искать их.В Бюро переписи населения США в 1890 году этим занимались сотни людей. Это было дорого, и отчеты требовали много времени. Затем инженер придумал, как заставить машины выполнять большую часть работы. Герман Холлерит изобрел машину для подсчета результатов, которая автоматически суммирует информацию, собранную бюро переписи населения. Его машины производила компания Computing Tabulating Recording Corporation (которая позже стала IBM). Они арендовали машины вместо того, чтобы продавать их. Производители машин уже давно помогают своим пользователям разбираться в них и ремонтировать их, и техническая поддержка CTR была особенно хороша.
Из-за машин, подобных этой, были изобретены новые способы общения с этими машинами, и были изобретены новые типы машин, и в конечном итоге родился компьютер, каким мы его знаем.
Аналоговые и цифровые вычислительные машины [изменить | изменить источник]
В первой половине 20-го века ученые начали использовать компьютеры, в основном потому, что ученым приходилось разбираться в математике, и они хотели тратить больше времени на размышления о научных вопросах вместо того, чтобы часами складывать числа.Например, если им нужно было запустить ракету, им нужно было проделать много математических расчетов, чтобы убедиться, что ракета работает правильно. Итак, они собрали компьютеры. В этих аналоговых компьютерах использовались аналоговые схемы, что затрудняло их программирование. В 1930-х они изобрели цифровые компьютеры и вскоре упростили их программирование. Однако это не тот случай, поскольку было предпринято много последовательных попыток довести арифметическую логику до 13. Аналоговые компьютеры — это механические или электронные устройства, которые решают проблемы.Некоторые также используются для управления машинами.
Крупногабаритные компьютеры [изменить | изменить источник]
Ученые придумали, как создавать и использовать цифровые компьютеры в 1930-1940-х годах. Ученые создали множество цифровых компьютеров, и в процессе они придумали, как задавать им правильные вопросы, чтобы получить от них максимальную пользу. Вот несколько компьютеров, которые они построили:
EDSAC был одним из первых компьютеров, который запомнил то, что вы ему сказали, даже после выключения питания.Это называется архитектурой фон Неймана.- Электромеханические «станки Z» Конрада Цузе. Z3 (1941) была первой рабочей машиной, которая использовала двоичную арифметику. Двоичная арифметика означает использование «Да» и «Нет». складывать числа. Вы также можете запрограммировать это. В 1998 году было доказано, что Z3 завершен по Тьюрингу. Завершение по Тьюрингу означает, что этому конкретному компьютеру можно сообщить все, что можно сказать компьютеру математически. Это первый в мире современный компьютер.
- Непрограммируемый компьютер Атанасова-Берри (1941), который использовал электронные лампы для хранения ответов «да» и «нет», а также регенеративную конденсаторную память.
- The Harvard Mark I (1944), большой компьютер, на котором можно было программировать.
- Лаборатория баллистических исследований армии США ENIAC (1946 г.), которая могла складывать числа, как это делают люди (с использованием чисел от 0 до 9), и иногда ее называют первым электронным компьютером общего назначения (так как Z3 Конрада Цузе 1941 года использовал электромагниты вместо электроники. ).Однако сначала единственным способом перепрограммировать ENIAC было его перепрограммирование.
Несколько разработчиков ENIAC видели его проблемы. Они изобрели способ, позволяющий компьютеру запоминать то, что он ему сказал, и способ изменить то, что он запомнил. Это известно как «архитектура хранимых программ» или архитектура фон Неймана. Джон фон Нейман рассказал об этой конструкции в статье «Первый проект отчета по EDVAC », распространенной в 1945 году. Примерно в это же время стартовал ряд проектов по разработке компьютеров на основе архитектуры хранимых программ.Первый из них был завершен в Великобритании. Первой, где была продемонстрирована работа, была Manchester Small-Scale Experimental Machine (SSEM или «Baby»), в то время как EDSAC, завершенный через год после SSEM, был первым действительно полезным компьютером, который использовал сохраненный проект программы. Вскоре после этого машина, первоначально описанная в статье фон Неймана — EDVAC — была завершена, но не была готова в течение двух лет.
Почти все современные компьютеры используют архитектуру хранимых программ. Это стало основным понятием, определяющим современный компьютер.Технологии, используемые для создания компьютеров, изменились с 1940-х годов, но многие современные компьютеры по-прежнему используют архитектуру фон Неймана.
В 1950-х годах компьютеры строились в основном из электронных ламп. Транзисторы заменили электронные лампы в 1960-х годах, потому что они были меньше и дешевле. Им также требуется меньше энергии, и они не ломаются так сильно, как электронные лампы. В 1970-х годах технологии были основаны на интегральных схемах. Микропроцессоры, такие как Intel 4004, сделали компьютеры меньше, дешевле, быстрее и надежнее.К 1980-м годам микроконтроллеры стали достаточно маленькими и дешевыми, чтобы заменить механические элементы управления в таких вещах, как стиральные машины. В 80-е годы также были домашние компьютеры и персональные компьютеры. С развитием Интернета персональные компьютеры становятся таким же обычным явлением в домашнем хозяйстве, как телевизор и телефон.
В 2005 году Nokia начала называть некоторые из своих мобильных телефонов (серии N) «мультимедийными компьютерами», а после выпуска Apple iPhone в 2007 году многие теперь начали добавлять категорию смартфонов к «настоящим» компьютерам.В 2008 году, если смартфоны включены в число компьютеров в мире, крупнейшим производителем компьютеров по количеству проданных единиц уже была не Hewlett-Packard, а Nokia. [9]
Есть много типов компьютеров. Некоторые включают:
- персональный компьютер
- рабочая станция
- мейнфрейм
- сервер
- миникомпьютер
- суперкомпьютер
- встроенная система
- планшетный компьютер
«Настольный компьютер» — это небольшой компьютер с экраном (который не является частью компьютера).Большинство людей хранят их на столе, поэтому их называют «настольными компьютерами». «Портативные компьютеры» — это компьютеры, достаточно маленькие, чтобы поместиться у вас на коленях. Это позволяет легко носить их с собой. И ноутбуки, и настольные компьютеры называются персональными компьютерами, потому что один человек одновременно использует их для таких вещей, как воспроизведение музыки, просмотр веб-страниц или видеоигры.
Есть компьютеры большего размера, которыми могут пользоваться одновременно многие люди. Они называются «мэйнфреймы», и эти компьютеры делают все, что заставляет работать такие вещи, как Интернет.Вы можете думать о персональном компьютере так: персональный компьютер подобен вашей коже: вы можете видеть его, другие люди могут видеть его, а через вашу кожу вы чувствуете ветер, воду, воздух и остальной мир. Мэйнфрейм больше похож на ваши внутренние органы: вы их никогда не видите и даже не думаете о них, но если они внезапно пропадут, у вас возникнут очень большие проблемы.
Встроенный компьютер, также называемый встроенной системой, — это компьютер, который делает одно и только одно, и обычно делает это очень хорошо.Например, будильник — это встроенный компьютер: он показывает время. В отличие от вашего персонального компьютера, вы не можете использовать свои часы для игры в тетрис. Из-за этого мы говорим, что встроенные компьютеры нельзя программировать, потому что вы не можете установить больше программ на свои часы. Некоторые мобильные телефоны, банкоматы, микроволновые печи, проигрыватели компакт-дисков и автомобили работают со встроенными компьютерами.
ПК «все в одном» [изменить | изменить источник]
Универсальные компьютеры — это настольные компьютеры, в которых все внутренние механизмы компьютера находятся в том же корпусе, что и монитор.Apple создала несколько популярных примеров компьютеров «все в одном», таких как оригинальный Macintosh середины 1980-х годов и iMac конца 1990-х и 2000-х годов.
- Обработка текста
- Таблицы
- Презентации
- Редактирование фотографий
- Электронная почта
- Монтаж / рендеринг / кодирование видео
- Аудиозапись
- Управление системой
- Разработка веб-сайтов
- Разработка программного обеспечения
Компьютеры хранят данные и инструкции в виде чисел, потому что компьютеры могут работать с числами очень быстро.Эти данные хранятся в виде двоичных символов (1 и 0). Символ 1 или 0, хранящийся в компьютере, называется битом, который происходит от двоичной цифры слова. Компьютеры могут использовать вместе множество битов для представления инструкций и данных, которые используются этими инструкциями. Список инструкций называется программой и хранится на жестком диске компьютера. Компьютеры работают с программой, используя центральный процессор, и они используют быструю память, называемую ОЗУ, также известную как (Память с произвольным доступом), как пространство для хранения инструкций и данных, пока они это делают.Когда компьютер хочет сохранить результаты программы на потом, он использует жесткий диск, потому что вещи, хранящиеся на жестком диске, все еще могут быть запомнены после выключения компьютера.
Операционная система сообщает компьютеру, как понимать, какие задания он должен выполнять, как выполнять эти задания и как сообщать людям результаты. Миллионы компьютеров могут использовать одну и ту же операционную систему, в то время как каждый компьютер может иметь свои собственные прикладные программы, которые делают то, что нужно его пользователю. Использование одних и тех же операционных систем позволяет легко научиться использовать компьютеры для новых целей.Пользователь, которому нужно использовать компьютер для чего-то другого, может узнать, как использовать новую прикладную программу. Некоторые операционные системы могут иметь простые командные строки или полностью удобный графический интерфейс.
Одна из самых важных задач, которую компьютеры выполняют для людей, — это помощь в общении. Коммуникация — это то, как люди делятся информацией. Компьютеры помогли людям продвинуться вперед в науке, медицине, бизнесе и обучении, потому что они позволяют экспертам из любой точки мира работать друг с другом и обмениваться информацией.Они также позволяют другим людям общаться друг с другом, выполнять свою работу практически где угодно, узнавать практически обо всем или делиться друг с другом своим мнением. Интернет — это то, что позволяет людям общаться между своими компьютерами.
Компьютер теперь почти всегда является электронным устройством. Обычно он содержит материалы, которые при утилизации превращаются в электронные отходы. Когда в некоторых местах покупается новый компьютер, законы требуют, чтобы стоимость утилизации его отходов также оплачивалась.Это называется управлением продуктом.
Компьютеры могут быстро устареть, в зависимости от того, какие программы использует пользователь. Очень часто их выбрасывают в течение двух-трех лет, потому что для некоторых новых программ требуется более мощный компьютер. Это усугубляет проблему, поэтому утилизация компьютеров происходит часто. Многие проекты пытаются отправить работающие компьютеры в развивающиеся страны, чтобы их можно было использовать повторно и не тратить так быстро, поскольку большинству людей не нужно запускать новые программы. Некоторые компоненты компьютера, например жесткие диски, могут легко сломаться.Когда эти части попадают на свалку, они могут попадать в грунтовые воды ядовитые химические вещества, такие как свинец. Жесткие диски также могут содержать секретную информацию, например, номера кредитных карт. Если жесткий диск не стереть перед тем, как выбросить, злоумышленник может получить информацию с жесткого диска, даже если диск не работает, и использовать его для кражи денег с банковского счета предыдущего владельца.
Компьютеры бывают разных форм, но большинство из них имеют общий дизайн.
- Все компьютеры имеют центральный процессор.
- Все компьютеры имеют своего рода шину данных, которая позволяет им получать или выводить данные в среду.
- Все компьютеры имеют какую-либо форму памяти. Обычно это микросхемы (интегральные схемы), которые могут хранить информацию.
- Многие компьютеры имеют какие-то датчики, которые позволяют им получать данные из окружающей среды.
- Многие компьютеры имеют какое-либо устройство отображения, которое позволяет им отображать выходные данные. К ним также могут быть подключены другие периферийные устройства.
Компьютер состоит из нескольких основных частей.Если сравнить компьютер с человеческим телом, центральный процессор похож на мозг. Он делает большую часть мышления и сообщает остальному компьютеру, как работать. Процессор находится на материнской плате, которая похожа на скелет. Он обеспечивает основу для других частей и несет нервы, соединяющие их друг с другом и с ЦП. Материнская плата подключена к источнику питания, который обеспечивает электричеством весь компьютер. Различные приводы (привод компакт-дисков, дисковод для гибких дисков и на многих новых компьютерах USB-накопитель) действуют как глаза, уши и пальцы и позволяют компьютеру читать различные типы хранилищ точно так же, как человек может читать разные виды книг.Жесткий диск похож на человеческую память и отслеживает все данные, хранящиеся на компьютере. У большинства компьютеров есть звуковая карта или другой метод воспроизведения звука, который похож на голосовые связки или голосовой ящик. К звуковой карте подключены динамики, похожие на рот, из которых выходит звук. Компьютеры также могут иметь графическую карту, которая помогает компьютеру создавать визуальные эффекты, такие как трехмерное окружение или более реалистичные цвета, а более мощные графические карты могут создавать более реалистичные или более сложные изображения так же, как это может сделать хорошо обученный художник. Ховард Р. Тернер (1997), Наука в средневековом исламе: иллюстрированное введение , стр. 184, Техасский университет Press, ISBN 0-292-78149-0
Заметки [изменение | изменить источник]
- a Кемпф, Кар (1961). « Историческая монография: Электронные компьютеры в артиллерийском корпусе «. Абердинский полигон (армия США).
- a Филлипс, Тони (2000). «Антикиферский механизм I».Американское математическое общество. Проверено 5 апреля 2006.
- a Шеннон, Клод Элвуд (1940). « Символьный анализ цепей реле и коммутации ». Массачусетский Технологический Институт.
- a Digital Equipment Corporation (1972). Руководство по процессору PDP-11/40 (PDF). Мейнард, Массачусетс: Корпорация цифрового оборудования.
- a Verma, G .; Мильке, Н.(1988). « Показатели надежности флэш-памяти на основе ETOX ». Международный симпозиум IEEE по физике надежности.
- a Меуэр, Ханс (13 ноября 2006 г.). «Архитектуры делятся во времени». Штромайер, Эрих; Саймон, Хорст; Донгарра, Джек. ТОП500. Проверено 27 ноября 2006.
- Стоукс, Джон (2007). Внутри машины: иллюстрированное введение в микропроцессоры и компьютерную архитектуру . Сан-Франциско: Пресса без крахмала.ISBN 978-1-59327-104-6 .
КАК И ЧТО ВЫБРАТЬ ЭКСЦЕНТРИЧЕСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК. ХАРАКТЕРИСТИКИ, ЗНАКИ И ПОЛЕЗНЫЕ ВОЗМОЖНОСТИ. | | Своими руками
С помощью эксцентриковых шлифовальных машин можно шлифовать и полировать дерево, металл, оргстекло и различные лакированные поверхности, а также удалять краску с любого материала.
Этот инструмент подходит для многих задач, решаемых в мастерской. Ведь чистая гладкая поверхность — это не только дизайнерский ход, но и строгое требование некоторых ремонтных работ, например, подготовки поверхности под покраску.
Характеристики виброшлифовальных машин
По принципу работы эксцентриковая шлифовальная машина не сильно отличается от шлифовальной машины или шлифовальной машины круга. Это означает, что вместе с известными движениями вибрационного шлифовального станка он выполняет вращательные движения окружности земли. Результатом этого метода шлифования является высокая производительность и особенно гладкая рабочая поверхность.
Секрет отличного качества обрабатываемой поверхности заключается в сочетании движений, состоящих из вращений и вибраций: вращательное движение обеспечивает удаление материала, а вибрация создает гладкую поверхность.В этом случае круглошлифовальный круг жестко закреплен на приводном валу и вращается вокруг своей оси параллельно рабочей поверхности свободно или под давлением. Пребывание под давлением увеличивает эффективность удаления стружки, так что можно выполнять даже грубые грунтовые работы.
Технические характеристики эксцентриковых шлифовальных машин
Важным параметром, влияющим на производительность, является диаметр круга вибрации, который также называется рабочим, наземным или эксцентрическим движением.Чем выше ход, тем выше производительность. Усилие, с которым пользователь нажимает на инструмент во время работы, также влияет на результат шлифования.
Следует отметить, что удаление стружки не всегда необходимо. Например, при работе с окрашенными или лакированными поверхностями важнее точность. Данные о диаметре круга вибрации говорят о точности, с которой можно работать.
При чистом шлифовании сильное давление препятствует вращению шлифовальной тарелки, что обеспечивает особенно хороший конечный результат.Основное правило: чем меньше круг, тем чище шлифовка, и наоборот. Таким образом, малый вибрационный круг больше подходит для чистого шлифования, а больший (в сочетании с мощным двигателем) — для обработки больших поверхностей с высокой производительностью удаления стружки.
Внимание! Чем выше скорость шлифовального станка , тем быстрее, но и грубее обработка поверхности. Мощные инструменты отличаются высокой производительностью.
Тормозная система болгарок.
Эксцентриковые станки Некоторые производители сначала предотвращают обработку поверхности, а затем включают.Тормоз шлифовальной пластины, иными словами, система автоматического торможения предотвращает образование канавок при размещении пластины на материале, даже если станок уже включен.
Наиболее практичными являются диаметры шлифовальных дисков для эксцентриковых шлифовальных машин , составляющие 115, 125 и 150 мм. Часто уже в названии инструмента есть указание на размер тарелки. Шлифовальные пластины диаметром 115 и 125 мм особенно хороши для обработки вогнуто-выпуклых поверхностей, а также всех видов закругления.Плиты диаметром 150 мм наоборот больше подходят для черновых работ и предназначены для больших плоских поверхностей. Как правило, при большом диаметре шлифовальной пластины, в зависимости от размера зерна шлифовальных кругов и вибрационного круга, производительность шлифования выше. Если требуется точная работа в ограниченном пространстве, предпочтительнее использовать станок с пластиной меньшего диаметра.
Большинство эксцентриковых шлифовальных станков имеют функцию удаления пыли. Его можно произвести несколькими способами: через подошву, с помощью пылесоса или с помощью шланга и мешка для пыли.Есть модели, в которых можно отсоединить мешок для пыли или изменить его положение.
важные детали
Расходный материал.
Производители предлагают широкий ассортимент шлифовальных принадлежностей. Они могут входить в стандартную комплектацию станка или приобретаться отдельно. Аксессуары включают всевозможные абразивные, самоклеящиеся или зажимные, на бумажной или тряпичной основе, а также различной зернистости. Чем меньше гранулярность, тем грубее обработка.
Для полировки в эксцентриковых шлифовальных станках разработаны специальные полировальные круги. Также есть специальные круги для обработки дерева и лакокрасочных покрытий, вата для удаления ржавчины и крупных загрязнений, полировальная ткань для полировки, полировальная губка для втирания воска, специальная войлочная ткань для полировки «до блеска» и т. Д.
Способ крепления расходников.
К подошве эксцентриковых шлифовальных машин прикрепляют сменные листы. Крепление их к рабочей плоскости инструмента осуществляется с помощью зажима или «липучки».Модели с зажимными приспособлениями дешевле и универсальнее, так как к ним проще подобрать расходные материалы. Однако застегиваться на липучку намного быстрее и удобнее.
Дополнительные возможности эксцентриковых шлифовальных машин.
Некоторые модели допускают замену подошвы. Например, установка подошвы диаметром 115 и 125 мм, рассчитанная на разный объем и вид работ.
эргономика. Некоторые производители оснащают свои инструменты специальными виброопорами на рукоятках, снижающими вибрацию.У мощных моделей на корпусе может быть дополнительная ручка для более удобной работы. Легкие шлифовальные машины обычно имеют только круглую ручку сверху и круглый корпус, за который можно ухватиться одной рукой. У них нет дополнительной ручки. и возможность его присоединения не предусмотрена. Ручки могут иметь форму кокетки, дуги или планки.
Дополнительные ручки можно частично наклонять (например, при шлифовании по краю поверхности), приводить в разные положения и даже вращать вокруг корпуса.
плавный пуск или поддержание постоянного числа оборотов значительно облегчают работу). » Количество оборотов и вибраций можно выбрать с учетом материала. Особенно удобна двухполупериодная электроника, обеспечивающая плавную регулировку скорости. А функция установки небольшого количества оборотов позволяет обрабатывать термочувствительные материалы.
Эксплуатация
Перед включением эксцентриковой шлифовальной машины следует внимательно прочитать инструкции производителя.
Для полировки поверхностей желательно использовать модель, оснащенную управляющей электроникой, позволяющей регулировать частоту колебаний. Дело в том, что при таких работах частота колебаний должна быть меньше, чем при шлифовании. А если пользователь полирует поверхность на «высоких оборотах», двигатель перегреется или обрабатываемый материал будет поврежден.
Лакированные поверхности рекомендуется шлифовать на минимальной скорости. Они очень чувствительны к высоким температурам, поэтому для достижения оптимального результата необходимо следить за тем, чтобы температура не повышалась.Специалисты советуют в таких случаях использовать чистые абразивные материалы и не давить на шлифовальный станок слишком сильно, чтобы создать дополнительное трение.
Для шлифования пластмасс использовать абразивные круги зернистостью 240 и выше. При обработке металлических поверхностей зернистость абразивного круга должна быть не менее 600.
Выбор
МоделиProfessional предназначены для непрерывной непрерывной работы. Качество материалов, используемых для их изготовления, надежность комплектующих и электроники намного выше,
, чем в бытовых болгарках.Инструменты профессионального уровня предназначены для многосменной работы в интенсивном режиме, поэтому к ним предъявляются повышенные эксплуатационные требования. Как правило, они больше по размеру, а двигатель у них мощнее.
Шлифовальные машиныдля среднего потребителя созданы для работы от случая к случаю. Они предназначены для использования в течение 20 часов в месяц, обычно имеют меньшую мощность и вес, меньшую производительность и меньше дополнительных функций. Достоинства бытовых систем приемлемы для мастера и удобство в эксплуатации.
Обратите внимание на гарантию производителя и наличие сервисных центров, в которых можно отремонтировать инструмент или произвести профилактическое техническое обслуживание. Обязательно определитесь с объемом и спецификой выполняемых работ. Если предполагается, что инструмент будет работать каждый день, лучше приобрести модель профессионального уровня.
Бытовой инструмент не справится с невыполнимой задачей и преждевременно выйдет из строя. И гарантия на такой аппарат не действует (если в сервисном центре выяснится, что прибор использовался с превышением рекомендованного производителем режима).Объем выполненных работ влияет на функциональные характеристики инструмента.
Популярные марки и производители виброшлифовальных машин
- DeWALT
- Black & Decker
- Bosch
- Hitachi
- Макита
- Skil
- Метабо
- AEG
Выводы:
- С помощью некоторых моделей можно шлифовать бетон
- Большинство систем справятся с металлическими поверхностями
- Самая востребованная работа — чистка и полировка дерева
- Марка расходных материалов — залог долговечности и производительности
- Если диаметр выпускной трубы позволяет, он может быть подключен с помощью пылесоса
- Пыль отводится в приемник, который легко разбирать и чистить