Литейные сплавы и их классификация
Литейными называются сплавы черных и цветных металлов, обладающие комплексом специфических технологических свойств, обеспечивающих получение различными способами литья бездефектных отливок заданной конфигурации с регламентируемыми физико-механическими и эксплуатационными свойствами.
Выполнение указанных требований определяется полным циклом технологического процесса, но наиважнейшим фактором, при этом, выступает состав и технология приготовления сплава. Учитывая технологические и экономические аспекты, литейные сплавы должны обеспечивать:
- Низкую температуру плавления (чем ниже температура плавления, тем ниже энергопотребление и затраты на плавку и перегрев сплава, естественно, ниже себестоимость производства)
- Небольшую усадку при затвердевании и охлаждении (чем ниже усадка, тем ниже объем прибылей на ее компенсацию, что повышает выход годного и снижает затраты на выплавку 1 тонны годного литья)
- Незначительную способность к поглащению газов в жидком состоянии (что уменьшает вероятность образования дефектов в виде газовых раковин и пористости; исключает затраты на закупку оборудования и материалов для рафинирования расплава)
- Низкую ликвацию (что исключает различие в химическом составе различных частей отливки)
- Благоприятное кристаллическое строение (микроструктуру), обеспечивающее высокие физико-механические свойства отливок
- В состав литейных сплавов не должны входить дефицитные элементы
Классификация литейных сплавов
Промышленные литейные сплавы принято классифицировать на три крупных класса: чугуны, стали и цветные сплавы.
Чугуны
В зависимости от микроструктуры, механических и эксплуатационных свойств, химического состава, чугун для производства отливок подразделяют на следующие виды:
- Серый чугун с пластинчатым графитом (в котором углерод выделяется в виде прямолинейных или немного искривленных пластинок графита)
- Высокопрочный чугун с шаровидным графитом (включения графита в нем имеют шаровидную форму, которая в значительно меньшей степени, чем «пластины» ослабляет металлическую матрицу и тем самым повышает механические свойства)
- Чугун с вермикулярным графитом (характеризуется компактной формой графита, прочностные характеристики занимают середину между серым и высокопрочным чугунами, но замечательные тепло-физические свойства дали ему широкое применение для производства блоков цилиндров двигателей внутреннего сгорания и дизелей в автомобилестроении, судостроении и тепловозостроении)
- Ковкий чугун (отливается как «белый чугун», который подвергают длительному отжигу, в результате выделяется графит имеющий хлопьевидную форму)
- Легированный чугун:
- В зависимости от содержания легирующих элементов подразделяется на: низколегированный чугун (до 2,5% легирующих элементов),
- В зависимости от эксплуатационных свойств легированные чугуны классифицируют на: жаропрочные, жаростойкие, износостойкие, коррозионностойкие, немагнитные, антифрикционные
- В зависимости от химического состава легированные чугуны классифицируют как: хромовые, никелевые, кремнистые, алюминиевые, марганцовистые, ванадиевые
- В зависимости от содержания легирующих элементов подразделяется на: низколегированный чугун (до 2,5% легирующих элементов),
Стали
Стали, используемые для для производства отливок, классифицируют на:
- Конструкционные нелегированные (углеродистые) стали
- Конструкционные легированные стали
- низколегированные стали
- среднелегированные стали
- высоколегированные стали со специальными свойствами
Цветные сплавы
Цветные литейные сплавы обычно классифицируют по металлу-основе:
- Медные сплавы
- Никелевые сплавы
- Свинцовые сплавы
- Сурьмяные сплавы
- Цинковые сплавы
- Алюминиевые сплавы
- Магниевые сплавы
- Титановые сплавы
- Литиевые сплавы
Литейные сплавы цветных металлов — Энциклопедия по машиностроению XXL
ЛИТЕЙНЫЕ СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ [c. 116]
116]Литейные сплавы цветных металлов [c.123]
В опытах были использованы различные литейные сплавы цветных металлов, которые заливались в пресс-форму под давлением и без давления. Весьма хорошие результаты дало применение для этой цели баббита марки Без, который обладает хорошими литейными свойствами и относительно высокой твердостью (НВ 30). Пресс-форма при этом нагревалась до 250—280° С, т. е. несколько выше температуры окончания затвердевания -сплава (240° С).
Назовите основные литейные сплавы цветных металлов, их свойства и применение. [c.222]
К металлическим материалам относятся черные металлы (чу-гукы и стали), сплавы цветных металлов (бронзы, латуни, баббиты), легкие сплавы (алюминиевые и магниевые), биметаллы. Черные металлы являются основными машиностроительными материалами. Они сравнительно дешевы, обладают высокой прочностью.
Литьем под давлением целесообразно изготовлять детали из сплавов цветных металлов с толщиной стенок менее 4—5 мм. Максимальные размеры отливок устанавливаются в зависимости от усилия запирания формы, площади поверхности отливки и некоторых других факторов. Масса отливок определяется размерами камеры прессования и мощностью литейной машины. Перевод деталей, отливаемых в кокиль, на литье под давлением дает экономию, получаемую в результате снижения трудоемкости отливок в 3,5 раза и расхода основных материалов на 20—30%. Кроме того, значительно уменьшается при этом виде литья трудоемкость механической обработки.
Название каждой группы определяется главным компонентом. В табл. 191 приведена литейная характеристика наиболее употребительных сплавов цветных металлов для литья под давлением. [c.214]
[c.214]
Литейные качества сплавов цветных металлов дают возможность получать заготовки сложной конфигурации и различного веса всеми способами литья. [c.116]
Литейное производство — отрасль машиностроения, технологическими процессами которой получают литые заготовки (отливки) для деталей машин станины прокатных станов, станины металлорежущих станков, корпуса гидротурбин и другие отливки массой в десятки и сотни тонн и маленькие детали массой в несколько граммов для радиоэлектронной промышленности, часовой промышленности и других отраслей. Характерной особенностью литейного производства является универсальность — возможность получения самых разнообразных по массе, конфигурации, механическим и эксплуатационным свойствам фасонных заготовок (отливок) из чугуна, стали и сплавов цветных металлов.
Эти печи существуют двух видов с железным сердечником и без сердечника (высокочастотные печи). Печи с железным сердечником применяют в литейных цехах для получения сплавов цветных металлов.
Как и все сплавы цветных металлов, латуни принято разделять на литейные и обрабатываемые давлением.
В современном литейном производстве из сплавов цветных металлов получают фасонные отливки различной конфигурации и массой от десятых долей грамма до десятков тонн. Для изготовления фасонных отливок из цветных сплавов применяют почти все способы, которые используются при получении отливок из стали и чугуна. [c.270]
Для изготовления отливок применяются металлические сплавы серый и белый чугун, сталь, а также сплавы цветных металлов медные, алюминиевые, магниевые и др. Преимущественно используются серый чугун и сталь. Отливки из серого чугуна получают переплавкой (главным образом в вагранках) шихты, состоящей из 30—50% доменных, чушковых, литейных чугунов, 40—50% машинного лома и отходов литейного производства, 5—20% стали и ферросплавов по расчету.
Преимущественно используются серый чугун и сталь. Отливки из серого чугуна получают переплавкой (главным образом в вагранках) шихты, состоящей из 30—50% доменных, чушковых, литейных чугунов, 40—50% машинного лома и отходов литейного производства, 5—20% стали и ферросплавов по расчету.
Электрические печи. В литейных цехах электрические печи применяются для плавки углеродистых и легированных сталей, сплавов цветных металлов, ковкого чугуна и специальных марок серого чугуна. Их преимущества перед другими печами возможность получения высококачественного металла достижение максимальной температуры и легкость ее регулирования возможность очистки металла от вредных примесей минималь-ньш угар металла незначительность изменений химического состава металла и удобство обслуживания. [c.231]
В зависимости от способа производства заготовок для деталей и по методу обработки сплавы цветных металлов делятся на литейные и деформируемые.
[c. 138]
138]
Для изготовления отливок применяются разнообразные сплавы металлов. Литейные сплавы разделяются на а) сплавы железа, или черные сплавы, к которым принадлежат чугуны и стали, и б) сплавы цветных металлов. [c.193]
Больщинство корпусных деталей изготовляют из серого чугуна и стали применяют также ковкий чугун, легированные стали и сплавы цветных металлов. Основным конструкционным материалом для корпусных деталей является серый чугун. Он обладает хорошими литейными свойствами, что позволяет изготовлять отливки корпусов сложной конфигурации. При относительно невысокой стоимости и хорошей обрабатьшаемости серый чугун имеет неплохие физикомеханические свойства, которые зависят от структуры металлической основы, формы, размеров, количества и распределения графитовых включений. Поэтому механические свойства серого чугуна можно изменять в достаточно широких пределах путем изменения химического состава, скорости кристаллизации и охлаждения отливки модифицированием и термической обработкой.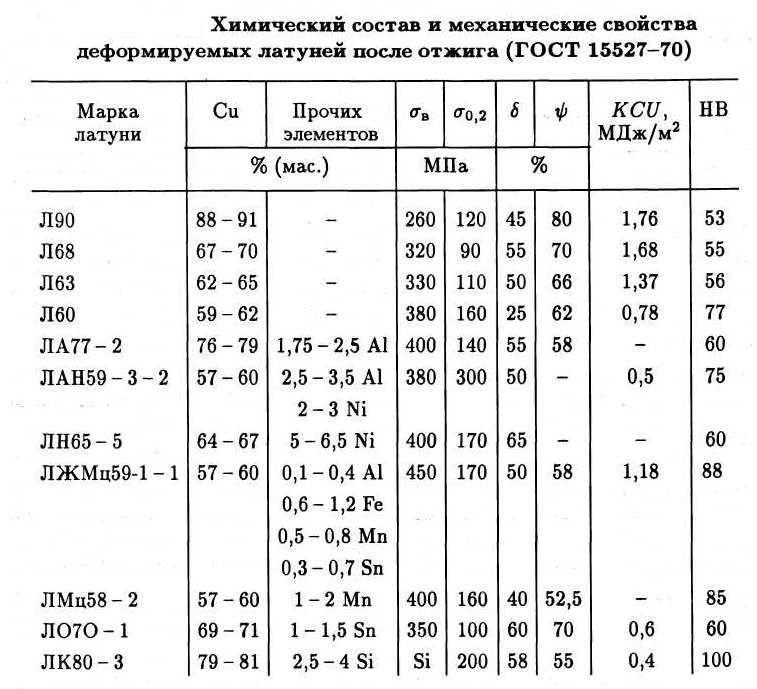 Кроме того, серый чугун обладает высокой циклической вязкостью, что способствует демпфированию колебаний. Наличие графитовых включений делает чугун практически нечувствительным к надрезам, и это позволяет конкурировать ему с более прочной сталью по сопротивлению усталости и пределу выносливости. Включения графита обеспечивают также высокую износостойкость чугуна в условиях трения скольжения со смазкой. Все это значительно расширяет область использования серого чугуна для корпусных деталей.
[c.772]
Кроме того, серый чугун обладает высокой циклической вязкостью, что способствует демпфированию колебаний. Наличие графитовых включений делает чугун практически нечувствительным к надрезам, и это позволяет конкурировать ему с более прочной сталью по сопротивлению усталости и пределу выносливости. Включения графита обеспечивают также высокую износостойкость чугуна в условиях трения скольжения со смазкой. Все это значительно расширяет область использования серого чугуна для корпусных деталей.
[c.772]
Латуни, как и все сплавы цветных металлов, делят на литейные (для фасонного литья) и деформируемые (обрабатываемые прокаткой, прессованием, волочением). Наклепанные (нагарто-ванные) латуни в присутствии влаги (а также кислорода. [c.132]
Литье из сплавов цветных металлов. Сплавы цветных металлов для литья выплавляют в электрических однофазных дуговых печах барабанного типа, индукционных печах, печах сопротивления и в пламенных газовых печах. Сведения о литейных сплавах на основе меди, алюминия и магния были приведены в пр. 35 и 36.
[c.236]
Сведения о литейных сплавах на основе меди, алюминия и магния были приведены в пр. 35 и 36.
[c.236]
Линейная усадка отливки из серого чугуна составляет 0,5—1,25 %, белого чугуна — 1,5-1,75, стали — 1,6-2,2, сплавов цветных металлов — 1,4 -2,2%. Различные значения линейной усадки для одного сплава объясняются тем, что она зависит от размеров и массы отливки, технологии литейного производства, а также от тормозящего воздействия формы и стержней на процесс усадки и других причин. [c.9]
По технологическому признаку латуни, как и все сплавы цветных металлов, подразделяют на литейные и деформируемые. Литейные латуни предназначены для изготовления фасонных отливок, их поставляют в виде чушек (таб. И). [c.101]
В результате почти всеобщей разрухи после первой мировой войны и интервенции выпуск промышленности упал почти в 8 раз, но уже к 1927 г. в результате восстановления и реконструкции литейных цехов дореволюционный выпуск литья не только был достигнут, но и превзойден.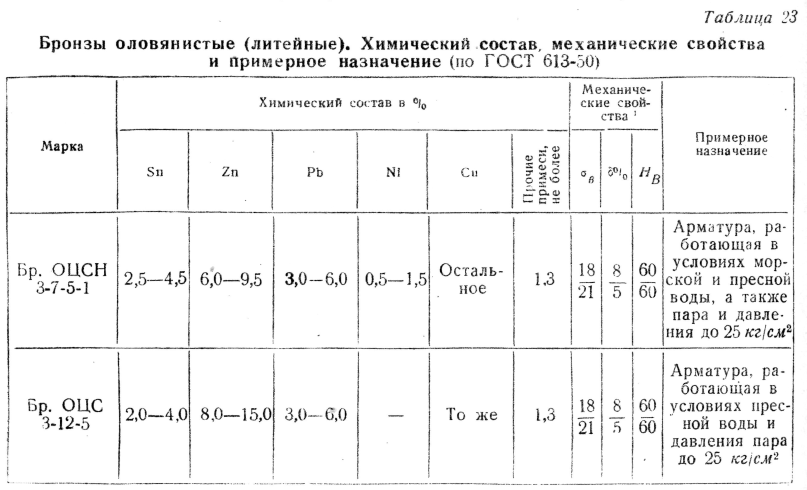 В последующий период довоенных пятилеток общий выпуск отливок из черных и цветных металлов и сплавов несоизмеримо возрос. Так, состояние литейного производства к началу Великой Отечественной войны характеризовалось общим выпуском в б млн. т, в том числе 0,85 млн. т стального литья. Таким образом, выпуск литейных цехов за рассматриваемый период возрос примерно в 12 раз [139].
[c.91]
В последующий период довоенных пятилеток общий выпуск отливок из черных и цветных металлов и сплавов несоизмеримо возрос. Так, состояние литейного производства к началу Великой Отечественной войны характеризовалось общим выпуском в б млн. т, в том числе 0,85 млн. т стального литья. Таким образом, выпуск литейных цехов за рассматриваемый период возрос примерно в 12 раз [139].
[c.91]
О конструировании литых деталей. Отливать детали можно из чугуна, стали, цветных металлов и разнообразных сплавов. Наиболее распространенным литейным материалом является чугун. [c.180]
Крупным производителем и потребителем отливок из черных металлов и цветных сплавов является автомобильная промышленность. Доля литейных работ в общей трудоемкости изготовления автомобиля составляет в среднем 13%. Основным литейным сплавом (почти 90% общего объема производства отливок) является серый и ковкий чугун. Широкому применению чугуна как конструкционного материала для изготовления автомобильных деталей способствует его высокая износостойкость, достаточная прочность, хорошая обрабатываемость, возможность изготовления отливок практически любой сложности с весьма тонкими стенками.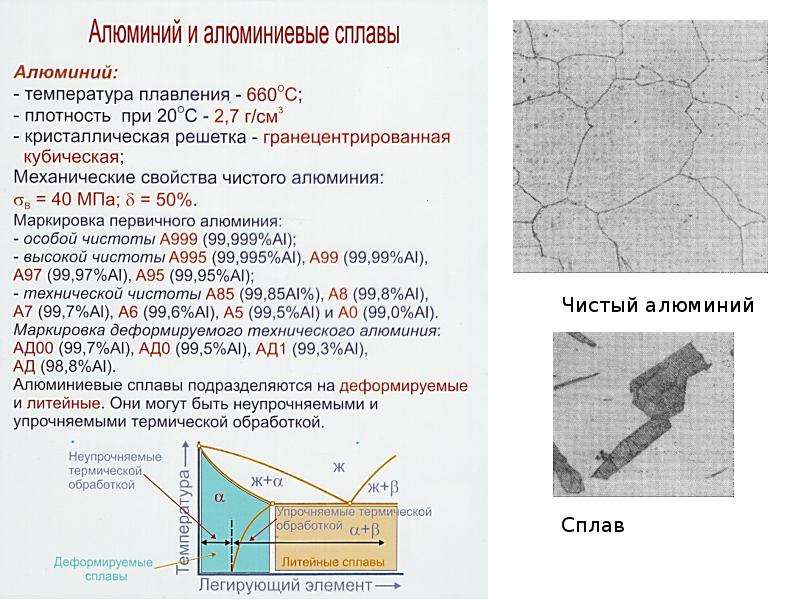 [c.190]
[c.190]
Все цветные металлы обладают высокой коррозионной устойчивостью, высокой тепло- и электропроводностью, немагнитны, имеют хорошие механические свойства, технологичны (хорошо обрабатываются резанием и давлением, с хорошими литейными свойствами). Среди многообразных цветных металлов и сплавов на их основе имеются такие, которые обладают ценными специфическими свойствами, делающими эти материалы незаменимыми для определенных частных случаев изготовления деталей и узлов приборов и автоматических устройств. [c.375]
Наиболее эффективно лом и отходы цветных металлов и сплавов, образующиеся на машиностроительном предприятии, могут использоваться в собственных литейных цехах. При этом наилучшим образом обеспечивается чистота вторичных цветных металлов и сплавов и достигается натуральная экономия расхода первичных металлов и денежная экономия — за счет разницы цен на них и отходы. [c.132]
Ведутся большие работы по изучению диффузии, проницаемости и растворимости водорода в цветных литейных сплавах и по электромагнитному воздействию на металл, разрабатываются и совершенствуются методы рафинирования литейных сплавов с целью повышения герметичности и прочности, а также по созданию сплавов, стойких в агрессивных средах. [c.73]
[c.73]
Травление прочих цветных металлов и сплавов. Для удаления литейных шлаков и верхней кромки отливок из магниевых сплавов, обогащенных алюминием, травление производится в течение 10—30 сек в одном из следующих растворов [c.937]
В состав шихты для HsroTOBJjeHMfl литейного сплава цветных металлов могут входить чушковые первичные и вторичные цветные металлы, первичные и вторичные сплавы, лигатура и флюсы. [c.7]
Приведены классификация чугу1юв, литейных сплавов, цветных металлов, ферросплавов и технология их изготовления. Изложены све-дишя по огнеупфным материалам, топливу, шихтовым материалам, лигатурам, шлакам и флюсам. Даны примеры расчета шихты с использованием ЭВМ. Рассмотрены устройство и принцип работы агрегатов и контрольно-измерительной аппаратуры, эксплуатируемых в литейных цехах машиностроительных заводов. Приведены описание устройств и технология для внепечной обработки металлов.
[c. 61]
61]
В состав шихты для плавки сплавов цветных металлов применяют чистые металлы, вторичные (паспортные) сплавы, возвр гг литейного производства в виде литников, прибылей, брака, скрапа, стружки различные лигатуры — сплавы двух или нескольких элементов, у которых температура плавления ниже температуры плавления тугоплавких элементов, входящих в данный сплав. [c.116]
Сплавы цветных металлов. В машиностроении широко применяются сплавы меди (бронзы и латуни) и алюминия. Механические характеристики литейных оловянистык и безоловяннстых бронз приведены в табл. 1.15 и 1,16, алюминиевых сплавов—3 табл. 1.17. [c.26]
Линейная усадка. Линейная усадка отливок из серого чугуна равна в среднем 1 о, из стали — 2″о, из большинства сплавов цветных металлов — 1,5 о. С усадкой сплава связаны многие затруднения в производстве отливок. Размеры модели и полости литейной формы приходится увеличивать по сравнению с чертежными размерами отливки иа величину линейной усадки данного сплава. Величину усадки не всегда удается устагювить достаточно точно, поэтому часто происходит отклонение размеров отливки от чертежных. Мз-за усадки в отливке возникают напряжения, что нередко приводит к ее короблению, а иногда и к образованию трещин.
[c.136]
Величину усадки не всегда удается устагювить достаточно точно, поэтому часто происходит отклонение размеров отливки от чертежных. Мз-за усадки в отливке возникают напряжения, что нередко приводит к ее короблению, а иногда и к образованию трещин.
[c.136]
Наибольшей демпфирующей способностью обладает литейный чугун. Сплавы железа имеют демпфирующую способность на порядок меньшую, а сплавы цветных металлов — на два порядка меньшую, чем литейный чугун. Здесь под литейным чугуном подразумевается серый чугун третьего класса. Легированные чугуны такой демпфирующей сосбенностью не обладают. [c.19]
Основными металлами для литья являются чугун, сталь и сплавы цветных металлов (бронза, латунь). К литейным металлам предъявляют определенные требования они должны иметь невысокую температуру плавления, хорошую жидкотекучесть, малую усадку, незначительную газопоглощаемость и др. Легкоплавкость облегчает получение отливок. Чем ниже температура плавления металла, тем меньше затраты тепла и времени на его плавление. Чем выше жидкотекучесть, тем лучше расплавленный металл заполняет тонкие места литейной формы, тем более сложные отливки могут быть получены. Чем меньше усадка, тем меньше внутренние напряжения в отливках и меньше возможность образования трещин. При малой газопоглощаемости в расплавленном металле растворяется незначительное количество газов и отливка получается более плотной.
[c.108]
Легкоплавкость облегчает получение отливок. Чем ниже температура плавления металла, тем меньше затраты тепла и времени на его плавление. Чем выше жидкотекучесть, тем лучше расплавленный металл заполняет тонкие места литейной формы, тем более сложные отливки могут быть получены. Чем меньше усадка, тем меньше внутренние напряжения в отливках и меньше возможность образования трещин. При малой газопоглощаемости в расплавленном металле растворяется незначительное количество газов и отливка получается более плотной.
[c.108]
Латуни, как и все сплавы цветных металлов, разделяются на литейные (применяемые для фасонного лптья) я латуни, подвергаемые обработке давлением. [c.35]
Основными литейными материалами являются чугун, сталь и сплавы цветных металлов (бронза, латунь, силумин и др.). К литейным материалам предъявляются определенные требования они должны иметь невысокую температуру плавления, хорошую жидкотекучесть, малую усадку, незначительную газопо-глощаемость и др. Легкоплавкость облегчает получение отли-86
[c.86]
Легкоплавкость облегчает получение отли-86
[c.86]
Акад. А. А. Бочвар работает в области металловедения цветных металлов и сплавов. Ему принадлежит большое число разнообразных и глубоких по содержанию работ, к числу которых относятся исследования механизма и кинетики кристаллизации сплавов эвтектического типа, кристаллизации сплавов под давлением, литейных свойств сплавов, зависимости жаропрочности алюминиевых сплавов от их состава и строения и др. Особого вни-Д1ания заслуживают учебники А. А. Бочвара Металловедение и Основы термической обработки сплавов , выдержавшие несколько изданий и пользующиеся широкой известностью во всех высших технических учебных заведениях Советского Союза. [c.189]
Особенно возросло потребление пластмасс в автомобильной промышленности. Так, на автозаводе им. Лихачева в новом автомобиле ЗИЛ-130 число деталей из пластмасс увеличено по сравнению с автомобилем ЗИЛ-164А с 64 до 86 в новом легковом автомобиле Москвич-408 — с 26 до 82 по сравнению с предыдущей моделью. В 1963—1964 гг. на Московском и Горьковском автозаводах разработано более 150 новых деталей из пластмасс. Ыа ряде автомобильных заводов значительное распространение получила технологическая оснастка (штампы, литейные модели и др.) из полимерных композиций. Первый авторемонтный завод в Киеве накопил большой опыт изготовления широкой номенклатуры деталей из отходов капрона (втулки, шестерни, штуцеры, крыльчатки, корпуса, краники и др.) взамен цветных металлов и сплавов. На Гомельском авторемонтном заводе выпускается более 20 деталей из капрона для легковых автомобилей.
[c.217]
В 1963—1964 гг. на Московском и Горьковском автозаводах разработано более 150 новых деталей из пластмасс. Ыа ряде автомобильных заводов значительное распространение получила технологическая оснастка (штампы, литейные модели и др.) из полимерных композиций. Первый авторемонтный завод в Киеве накопил большой опыт изготовления широкой номенклатуры деталей из отходов капрона (втулки, шестерни, штуцеры, крыльчатки, корпуса, краники и др.) взамен цветных металлов и сплавов. На Гомельском авторемонтном заводе выпускается более 20 деталей из капрона для легковых автомобилей.
[c.217]
Бронза художественБая БХ (ГОСТ 4116—75) с широким диапазоном компонентов (Zn 5—7%, Pb 1—4%, примеси до 1,5%) из лома и отходов цветных металлов и сплавов. Обладает хороши.ип литейными свойствами, обеспечивая точное воспроизведение литейной формы в отливке — хороший декоративный бронзовый вид. [c.164]
Производство отливок из сплавов цветных металлов
ВВЕДЕНИЕЛитейное производство — одно из древнейших ремёсел, освоенных человечеством. Первым литейным материалом была бронза. В древности бронзы представляли собой сложные сплавы на основе меди с добавками олова (5-7 %), цинка (3-5 %), сурьмы и свинца(1-3%) с примесями мышьяка, серы, серебра (десятые доли процента). Зарождение выплавки бронзы и получения из нее литых изделий (оружия, украшения, посуды и др.) в разных регионах относится к ,3—7 тысячелетию до и, э. По-видимому, почти одновременно была освоена плавка самородных серебра, золота и их сплавов. На территории, где жили восточные славяне, развитое литейное ремесло появилось в первых веках н. э.
Первым литейным материалом была бронза. В древности бронзы представляли собой сложные сплавы на основе меди с добавками олова (5-7 %), цинка (3-5 %), сурьмы и свинца(1-3%) с примесями мышьяка, серы, серебра (десятые доли процента). Зарождение выплавки бронзы и получения из нее литых изделий (оружия, украшения, посуды и др.) в разных регионах относится к ,3—7 тысячелетию до и, э. По-видимому, почти одновременно была освоена плавка самородных серебра, золота и их сплавов. На территории, где жили восточные славяне, развитое литейное ремесло появилось в первых веках н. э.
Основными способами получения отливок из бронзы и сплавов серебра и золота были литье ij каменные формы и литье по воску. Каменные формы делали из мягких пород известняка, в которых вырезали рабочую полость. Обычно каменные формы заливали в открытую, так что одна сторона изделия, образуемая открытой поверхностью расплава, оказывалась плоской. При литье по воску сначала изготовляли восковые модели как точные копии будущих изделий. Эти модели погружали в жидкий глиняный раствор, который затем высушивали н обжигали. Воск выгорал, в образовавшуюся полость заливали расплав.
Эти модели погружали в жидкий глиняный раствор, который затем высушивали н обжигали. Воск выгорал, в образовавшуюся полость заливали расплав.
Большой шаг вперед в развитии бронзового литья был сделан, когда началось литье колоколов и пушек (XV—XVI вв.). Широко известно мастерство и искусство русских умельцев, изготовивших уникальные бронзовые отливки — «Царь-пушку» массой 40 т (Андрей Чохов, 1586 г.), и «Царь-колокол» массой 200 т (Иван и Михаил Моторины, 1736 г.).
Бронзы и позже латуни на протяжении многих веков были главным материалом для изготовления художественных отливок, памятников и скульптур. До наших дней сохранилась бронзовая скульптура римского императора Марка Аврелия (II век н, э.). Всемирную известность получили отлитые из бронзы памятники Петру 1 в Ленинграде (1775 г.) и памятник «Тысячелетие России» в Новгороде (1862 г.). В наше время был изготовлен литой бронзовый памятник Юрию Долгорукому — основателю Москвы (1954 г.).
В XVIII в. на первое место по массовости и универсальности выходит новый литейный материал — чугун, послуживший основой развития машинной индустрии в первой половине XIX в, К началу XX в. литейное производство цветных металлов и сплавов заключалось в получении фасонных отливок из оловянных бронз и латуней и слитков из меди, бронзы и латуней. Фасонные отливки изготовляли только литьем в песчаные формы (тогда говорили и писали «земляные формы», «литье в землю»). Слитки получали массой не более 200 кг литьем в чугунные изложницы.
литейное производство цветных металлов и сплавов заключалось в получении фасонных отливок из оловянных бронз и латуней и слитков из меди, бронзы и латуней. Фасонные отливки изготовляли только литьем в песчаные формы (тогда говорили и писали «земляные формы», «литье в землю»). Слитки получали массой не более 200 кг литьем в чугунные изложницы.
Следующий этап развития литейного производства цветных металлов и сплавов начался примерно с 1910—1920 гг., когда были разработаны новые сплавы, прежде всего на основе алюминия и несколько позже на основе магния. Одновременно началось освоение фасонного и заготовительного литья из специальных бронз и латуней — алюминиевых, кремниевых, марганцевых, никелевых, а также освоение производства слитков из никеля и его сплавов. В 1920—1930 гг. создаются цинковые сплавы для литья под давлением. В 1930—1940 гг. получает развитие фасонное литье из никелевых сплавов. Период 1950—1970 гг. был ознаменован разработкой технологии плавки и литья титана и его сплавов, урана и других радиоактивных металлов, циркония и сплавов на его основе, молибдена, вольфрама, хрома, ниобия, бериллия и редкоземельных металлов.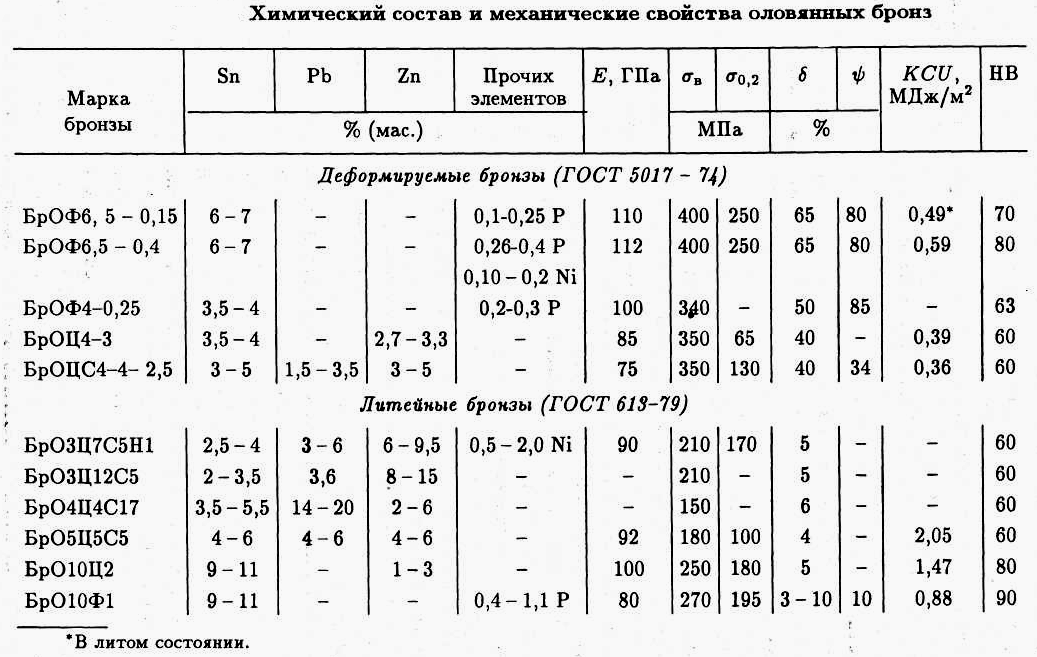
Освоение новых сплавов потребовало коренной перестройки технологии плавки и плавильного оборудования, применения новых формовочных материалов и новых способов изготовления форм. Массовый характер производства способствовал разработке новых принципов организации производства, основанных на широкой механизации и автоматизации процессов изготовления форм и стержней, плавки, заливки форм, обработки отливок.
Необходимость обеспечения высокого качества литых заготовок привела к глубоким научным исследованиям свойств жидких металлов, процессов взаимодействия расплавов с газами, огнеупорными материалами, шлаками и флюсами, процессов рафинирования от включений и газов, процессов кристаллизации металлических сплавов при очень малых и очень больших скоростях охлаждения, процессов заполнения
литейных форм расплавом, затвердевания отливок с сопутствующими явлениями — объемной и линейной усадкой, возникновением различной структуры, ликвацией, напряжениями. Начало этим исследованиям было положено в 1930—1940 гг. акад. А. А. Бочваром, заложившим основы теории литейных свойств сплавов.
акад. А. А. Бочваром, заложившим основы теории литейных свойств сплавов.
Начиная с 1920—1930 гг. для плавки цветных [металлов и сплавов широко применяют электрические печи — сопротивления, индукционные канальные и тигельные. Плавка тугоплавких металлов практически оказалась возможной только при использовании дугового разряда в вакууме и электронно-лучевого нагрева. В настоящее время идет освоение плазменной плавки, на очереди — плавка лазерным лучом.
В 1940—1950 гг. произошел массовый переход от литья в песчаные формы к литью в металлические формы — кокили (алюминиевые сплавы, магниевые и медные) к литью под давлением (цинковые, алюминиевые, магниевые сплавы, латуни). В эти же годы в связи с производством литых турбинных лопаток из жаропрочных никелевых сплавов возродился на новой основе древний способ литья по воску, названный точным литьем и называемый теперь литьем по выплавляемым моделям. Этот способ обеспечил получение отливок с очень небольшими припусками на механическую обработку вследствие очень точных размеров и высокой чистоты поверхности, что было необходимо в связи с крайне трудной обрабатываемостью всех жаропрочных сплавов на никелевой и кобальтовой основах.
В заготовительном литье (получение слитков для последующего деформирования с целью изготовления полуфабрикатов) в 1920—1930 гг. вместо чугунных начали широко использовать водоохлаждаемые изложницы, В 1940—1950 гг. происходит внедрение полунепрерывного и непрерывного литья слитков из алюминиевых, магниевых, медных и никелевых сплавов.
В 1930—1940 гг. произошли коренные изменения в принципах построения технологии заливки литейных форм и затвердевания отливок. Эти изменения были обусловлены как резким отличием свойств новых литейных сплавов от свойств традиционного серого чугуна и оловянной бронзы (образование прочных оксидных плен, большая объемная усадка, меняющийся от сплава к сплаву интервал кристаллизации), так и возросшим уровнем требований к отливкам по прочности, плотности и однородности.
Были разработаны конструкции новых расширяющихся литниковых систем в отличие от старых сужающихся. В расширяющихся системах площади поперечного сечения каналов увеличиваются от стояка к литникам-питателям, так что самым узким местом является сечение стояка на переходе к шлаковику-коллектору. В этом случае первые порции металла, вытекающие из стояка в шлаковик, не могущего заполнить, Истечение расплава из шлаковика в литники происходит под действием очень небольшого напора в незаполненном шлаковике. Этот небольшой напор создает соответственно небольшую линейную скорость поступления расплава в полость литейной формы. Струи расплава в форме не разбиваются на капли, не, захватывают воздух; но разрушается оксидная плена на поверхности расплава в форме, расплав не загрязняется пленами. Благодаря таким достоинствам расширяющихся литниковых систем их применяют в настоящее время для получения ответственных отливок из всех сплавов,
В этом случае первые порции металла, вытекающие из стояка в шлаковик, не могущего заполнить, Истечение расплава из шлаковика в литники происходит под действием очень небольшого напора в незаполненном шлаковике. Этот небольшой напор создает соответственно небольшую линейную скорость поступления расплава в полость литейной формы. Струи расплава в форме не разбиваются на капли, не, захватывают воздух; но разрушается оксидная плена на поверхности расплава в форме, расплав не загрязняется пленами. Благодаря таким достоинствам расширяющихся литниковых систем их применяют в настоящее время для получения ответственных отливок из всех сплавов,
Другим важным достижением в технологии получения качественных отливок развитым и реализованным в период освоения фасонного литья из новых сплавов цветных металлов, является принцип направленного затвердевания отливок. Опыт, накопленный при получении отливок из традиционных, «старых» литейных сплавов — серого чугуна и оловянной бронзы, свидетельствовал о том, что не обходимо рассредоточить подвод расплава в литейную форму, обеспечивая в первую очередь надежное заполнение полости формы и не допуская местного ее разогрева. Объем серого чугуна почти не меняется при кристаллизации, и поэтому отливкам из этого сплава практически не поражаются усадочной пористостью или раковина `i`e и не нуждаются в прибылях.
Объем серого чугуна почти не меняется при кристаллизации, и поэтому отливкам из этого сплава практически не поражаются усадочной пористостью или раковина `i`e и не нуждаются в прибылях.
«Старые» оловянные бронзы с 8—10 % олова имели очень большой интервал) кристаллизации, поэтому при литье в песчаные формы вся объемная усадка в отливках проявлялась в виде мелкой рассеянной пористости, неразличимой простым глазом. Создавалось впечатление, что металл в отливке плотный и что использовании опыта получения чугунных отливок, с подводом металла к тонким частям ее, оправдывает себя и в случае литья изделий из бронзы. Прибыли как технологические приливы на отливках просто не существовали. В форме предусматривался лишь выпор — вертикальный канал из полости формы, появление расплава в котором служило признаком заполнения литейной формы.
Для получения отливок высокого качества из новых сплавов оказалось необходимым осуществить направленное затвердевание от тонких частей, которые, естественно, затвердевают первыми, к более массивным и далее к прибылям. При этом убыль объема при кристаллизации каждого ранее затвердевающего участка восполняется расплавом из участка, еще не начавшего затвердевать, и, наконец, из прибылей, которые затвердевают последними. Такое направленное затвердевание требует очень грамотного выбора места подвода расплава в форму. Нельзя подводить расплав в самый тонкий по сечению участок, рациональнее осуществить подвод жидкого металла около прибыли с тем, чтобы в ходе заполнения эта часть формы разогрелась. Для создания направленного затвердевания необходимо намеренно замораживать те части формы, где затвердевание должно произойти быстрее. Это достигается с помощью холодильников в песчаных формах или специальным охлаждением в металлических формах. Там, где затвердевание должно совершаться в последнюю очередь, форму намеренно утепляют или разогревают.
При этом убыль объема при кристаллизации каждого ранее затвердевающего участка восполняется расплавом из участка, еще не начавшего затвердевать, и, наконец, из прибылей, которые затвердевают последними. Такое направленное затвердевание требует очень грамотного выбора места подвода расплава в форму. Нельзя подводить расплав в самый тонкий по сечению участок, рациональнее осуществить подвод жидкого металла около прибыли с тем, чтобы в ходе заполнения эта часть формы разогрелась. Для создания направленного затвердевания необходимо намеренно замораживать те части формы, где затвердевание должно произойти быстрее. Это достигается с помощью холодильников в песчаных формах или специальным охлаждением в металлических формах. Там, где затвердевание должно совершаться в последнюю очередь, форму намеренно утепляют или разогревают.
Принцип направленного затвердевания, осознанный и сформулированный при освоении производства отливок из алюминиевых и магниевых сплавов, сейчас совершенно обязателен для получения качественных отливок из любых сплавов.
Разработка научных основ плавки сплавов цветных металлов, их кристаллизации, освоение технологии получения фасонных отливок и слитков является заслугой большой группы ученых, многие из которых были тесно связаны с высшей школой. К ним в первую очередь следует отнести А. А. Бочвара, С. М. Воронова, И. Е. Горшкова, И. Ф. Колобнева, Н. В. Окромешко, А. Г. Спасского, М. В. Шарова.
Научные разработки и производственные процессы в области литейного производства цветных металлов в нашей стране соответствуют передовым достижениям научно-технического прогресса. Их результатом, в частности, явилось создание современных цехов кокильного литья и литья под давлением на Волжском автомобильном заводе и ряде других предприятий. На Заволжском моторном заводе успешно работают крупные машины литья под давлением и усилием запирания пресс-формы 35 МН, на которых получают блоки цилиндров из алюминиевых сплавов для автомашины «Волга». На Алтайском моторном заводе освоена автоматизированная линия по получению отливок литьем под давлением. В Советском Союзе впервые в мире разработан и освоен процесс непрерывного литья слитков из алюминиевых сплавов в электромагнитный кристаллизатор. Этот способ существенно повышает качество слитков и позволяет снизить количество отходов в виде стружки при их обточке.
В Советском Союзе впервые в мире разработан и освоен процесс непрерывного литья слитков из алюминиевых сплавов в электромагнитный кристаллизатор. Этот способ существенно повышает качество слитков и позволяет снизить количество отходов в виде стружки при их обточке.
Основная задача, стоящая перед литейным производством в нашей стране, заключается в существенном общем повышении качества отливок, которое должно найти выражение в уменьшении толщины стенок, снижении припусков на механическую обработку и на литниково-питающие системы при сохранении должных эксплуатационных свойств изделий. Конечным итогом этой работ))» должно быть обеспечение возросших потребностей машиностроения необходимым количеством литых заготовок без существенного роста общего выпуска отливок но массе.
Проблема повышения качества отливок тесно связана с проблемой экономного расходования металла. Применительно к цветным металлам обе эти проблемы приобретают особую остроту. В связи с истощением богатых месторождений цветных металлов стоимость их производства непрерывно и существенно возрастает. Сейчас цветные металлы в пять—десять и более раз дороже чугуна и углеродистой стали. Поэтому экономное расходование цветных металлов, сокращение потерь, разумное использование отходов является непременным условием развития литейного производства.
Сейчас цветные металлы в пять—десять и более раз дороже чугуна и углеродистой стали. Поэтому экономное расходование цветных металлов, сокращение потерь, разумное использование отходов является непременным условием развития литейного производства.
В промышленности постоянно увеличивается доля сплавов цветных металлов, получаемых путем переработки отходов — обрези, стружки, различного лома и шлаков. Эти сплавы содержат повышенное количество разнообразных примесей, способных снизить их технологические свойства и эксплуатационные характеристики изделий. Поэтому в настоящее время ведутся широких исследования для выработки способов рафинирования подобных расплавов и отработки технологии получения качественных литых заготовок.
ТРЕБОВАНИЯ К ОТЛИВКАМ
Отливки из сплавов цветных’ металлов должны иметь определенный химический со став, заданный уровень механических свойств, необходимые размерную точность и чистоту поверхности без внешних и внутренних дефектов. В отливках не допускаются трещины, неслитины, сквозные раковины и рыхлоты. Поверхности, являющиеся базами для механической обработки, не должны иметь наплывов и повреждений. Допустимые дефекты, их количество, способы обнаружения и методы исправления регламентируются отраслевыми стандартами (ОСТами) и техническими условиями.
В отливках не допускаются трещины, неслитины, сквозные раковины и рыхлоты. Поверхности, являющиеся базами для механической обработки, не должны иметь наплывов и повреждений. Допустимые дефекты, их количество, способы обнаружения и методы исправления регламентируются отраслевыми стандартами (ОСТами) и техническими условиями.
Отливки поставляют с обрубленными литниками и обрезанными прибылями. Места обрезки и обрубки на необрабатываемых поверхностях зачищают заподлицо. Допускается исправление дефектов заваркой и пропиткой. Необходимость термической обработки определяется техническими условиями.
Точность размеров отливок должна отвечать требованиям ОСТ 1.41154—72. Допуски, включающие в себя сумму всех отклонений от размеров чертежа, имеющих место на различных стадиях изготовления отливки, кроме отклонений, обусловленных наличием литейных уклонов, должны соответствовать одному из семи классов точности (табл. 20). В каждом классе точности все допуски на любой размер одного вида (Д,Т или М) являются для данной отливки равными и устанавливаются по наибольшему габаритному размеру.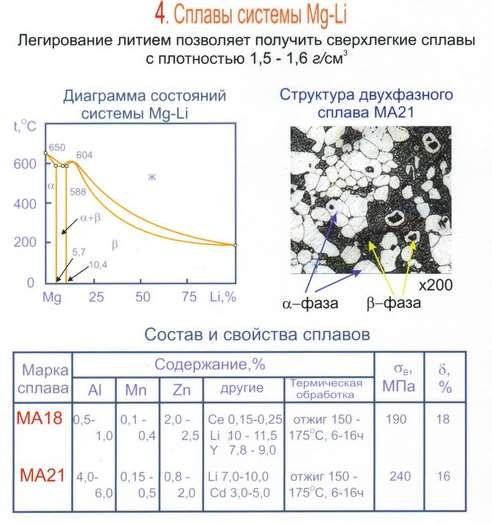
Обрабатываемые поверхности отливок должны иметь припуск на механическую обработку. Минимальный припуск должен быть больше допуска. Величина припуска определяется габаритными размерами и классом точности отливок.
Чистота поверхности отливок должна соответствовать заданному классу шероховатости. Она зависит от способа изготовления отливок, применяемых материалов для изготовления форм, качества подготовки поверхности моделей, кокилей и пресс-форм. Для получения отливок, отвечающих перечисленным выше требованиям, применяют различные способы литья в разовые формы и формы многократного использования.
КЛАССИФИКАЦИЯ ОТЛИВОК
По условиям службы независимо от способа изготовления отливки делят на три группы: общего, ответственного и особо ответственного назначения.
К группе общего назначения относят отливки для деталей, не рассчитываемых на прочность. Конфигурация и размеры их определяются только конструктивными и технологическими соображениями. Такие отливки не подвергают контролю рентгенопросвечиванием.
Такие отливки не подвергают контролю рентгенопросвечиванием.
Отливки ответственного назначения используют для изготовления деталей, рассчитываемых на прочность и работающих при статических нагрузках. Они проходят выборочный контроль рентгенопросвечиванием.
К группе особо ответственного назначения относят отливки для деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках. Их подвергают индивидуальному контролю рентгенопросвечиванием, флуоресцентному контролю и контролю вихревыми токами.
В зависимости от объема приемно-сдаточных испытаний отраслевыми стандартами ОСТ11.90021— 71, ОСТ 1.90016— 72, ОСТ1.90248— 77 предусмотрено деление отливок из сплавов цветных металлов на три группы.
К 1 группе относят отливки, контроль механических свойств которых осуществляют выборочно на образцах, вырезанных из тела контрольных отливок, с одновременным испытанием механических свойств на отдельно отлитых образцах от каждой плавки или поштучное испытание на образцах, вырезанных из прилитых к каждой отливке заготовок, а также поштучный контроль на плотность (рентгенопросвечивание).
Ко II группе относят отливки, механические свойства которых определяют на отдельно отлитых образцах или на образцах, вырезанных из прилитых к отливке заготовок, и по требованию завода-потребителя на образцах, вырезанных из отливок (выборочно), а также поштучный или выборочный контроль на плотность отливок методом рентгенопросвечивания. (Для отливок IIа группы контроль на плотность не производят).
III группу составляют отливки, у которых контролируют только твердость. По требованию завода-потребителя производят контроль механических свойств на отдельно отлитых образцах.
Отнесение отливок к соответствующей группе производится конструктором и оговаривается в чертеже.
В зависимости от способа изготовления, конфигурации поверхностей, масс максимального геометрического размера, толщины стенок, характеристики в ступов, ребер, утолщений, отверстий, количества стержней, характера механической обработки и шероховатости обработанных поверхностей, назначения и особых технических требований предусмотрено деление отливок на 5—6 групп сложное (литье в песчаные формы и под давлением — 6 групп; литье в кокиль, по выплавляемым моделям и в оболочковые формы — 5 групп). При этом число совпадающих признаков должно быть не мен пяти или четырех для шести или пяти групп сложности соответственно. При меньшем числе совпадающих признаков применяют способ группировки их путем последовательного отнесения начиная с более высоких групп сложности в сторону более низких и останавливаются на группе сложности, при которой достигается необходимое число условно совпадающих признаков. При равенстве числа признаков по двум группам сложно отливку относят к той группе, при определении которой использован признак «конфигурация поверхностей».
При этом число совпадающих признаков должно быть не мен пяти или четырех для шести или пяти групп сложности соответственно. При меньшем числе совпадающих признаков применяют способ группировки их путем последовательного отнесения начиная с более высоких групп сложности в сторону более низких и останавливаются на группе сложности, при которой достигается необходимое число условно совпадающих признаков. При равенстве числа признаков по двум группам сложно отливку относят к той группе, при определении которой использован признак «конфигурация поверхностей».
ОСНОВЫ ТЕХНОЛОГИИ ПЛАВКИ
Располагая сведениями о свойствах материалов и их взаимодействий с газами и огнеупорными материалами, можно создавать научно обоснованную технологию плавки. Разработка технологии плавки для конкретной обстановки включает в себя выбор плавильного агрегата, вида энергии, выбор материала футеровки печи, определение необходимого состава атмосферы в печи при плавке. Создавая технологию, решают вопрос о способах предотвращения возможного загрязнения расплава и способах его рафинирования. Рассматривают также необходимость раскисления и модифицирования сплава.
Рассматривают также необходимость раскисления и модифицирования сплава.
Очень важным вопросом является правильный выбор шихтовых материалов, т. е. тех материалов, которые подлежат сплавлению. При создании технологии предусматривают также уменьшение расхода металлов, вспомогательных материалов, энергии, труда. Эти вопросы могут быть решены лишь в совершенно конкретной обстановке.
Следует иметь в виду, что приведенные выше сведения о свойствах металлов и протекающих процессах относились к условиям «чистого» эксперимента, когда влияние прочих процессов намеренно сводилось к минимуму. В реальной обстановке это влияние может существенно изменить отдельные свойства. Кроме того, в реальной обстановке расплав как система никогда не находится в равновесии с окружающей средой, он оказывается либо пересыщенным, либо недосыщенным. В связи с этим приобретает большое значение кинетическая сторона процесса. Количественная оценка кинетику весьма затруднительна ввиду неопределенности уравнений, описывающих во времени процессы газонасыщения, дегазации, взаимодействия с футеровкой и т. п. Поэтому в итоге оказывается, что для правильного суждения о протекающих при плавке явлениях важны не только количественные расчеты отдельных процессов, но и возможны более полный учет и оценка наибольшего числа этих процессов.
п. Поэтому в итоге оказывается, что для правильного суждения о протекающих при плавке явлениях важны не только количественные расчеты отдельных процессов, но и возможны более полный учет и оценка наибольшего числа этих процессов.
РАЗРАБОТКА ТЕХНОЛОГИИ ПЛАВКИ
Отправными точками при создании технологии плавки металла или сплава являются его состав, который включает в себя основу, легирующие компоненты и примеси, и заданный уровень механических и других свойств сплава в отливке. Кроме того, учитывается количественная потребность в расплаве в единицу времени. Вид плавильной печи подбирают, исходя из температуры плавления основного компонента сплава и химической активности как его, так и всех легирующих компонентов и наиболее вредных примесей, 0дно-временно решается вопрос о материале футеровки печи.
В большинстве случаев плавку ведут на воздухе. Если взаимодействие с воздухом ограничивается образованием на поверхности нерастворимых в расплаве соединений и возникающая пленка этих соединений существенно замедляет дальнейшее взаимодействие, то обычно не принимают каких-либо мер для подавления такого взаимодействия. Плавку в этом случае ведут при прямом контакте расплава с атмосферой. Так поступают при приготовлении большинства алюминиевых, цинковых, оловянносвинцовых сплавов. Если же образующаяся пленка нерастворимых соединений непрочна и неспособна защитить расплав от дальнейшего взаимодействия (магний
и его сплавы), то принимают специальные меры, используя флюсы или защитную атмосферу.
Защита расплава от взаимодействия с газами совершенно необходима, если газ растворяется в жидком металле. Главным образом стремятся предотвратить взаимодействие расплава с кислородом. Это относится к плавке сплавов на основе никеля и медных сплавов, способных растворять кислород, где расплавы обязательно защищают от взаимодействия с .атмосферой печи. Защита расплава достигается прежде всего применением шлаков, флюсов и других защитных покровов. Если подобные меры оказываются недостаточными или невозможными, прибегают к плавке в атмосфере защитных или инертных газов. Наконец, используют плавку в вакууме, т. е. при пониженном до определенного уровня давлений газов. В некоторых случаях для уменьшения интенсивности взаимодействия расплава кислородом в него вводят добавки бериллия (сотые доли процента в аллюминиевомагниевые и магниевые сплавы), кремния и алюминия (десятые доли процента в латуни).
Несмотря на защиту, металлические расплавы все же загрязняются различными примесями выше допустимого предела. Нередко в шихтовых материалах имеется слишком много примесей. Поэтому часто при плавке проводят рафинирование расплавов — очистку от растворимых и нерастворимых примесей, а также раскисление — удаление растворенного кислорода. Многие сплавы находят применение, в модифицированною состоянии, когда они приобретают мелкокристаллическое строение и более высокие механические или технологические свойства. Операция модифицирования проводится как одна из последних ступеней процесса плавки непосредственно перед разливкой. При разработке технологии плавки учитывают, что масса полученного жидкого металла всегда будет несколько меньше массы металлической шихты из-за потерь металла в шлаке и потерь на угар. Эти потери составляют в сумме 2-5 %, при этом чем больше масса единичной плавки, тем меньше потери.
Шлак, всегда появляющийся на поверхности расплава, представляет собою сложную систему из сплавов-растворов и смесей оксидов основного компонента сплава, легирующих компонентов и примесей. Кроме того, в шлаке обязательно присутствуют оксиды футеровки плавильной печи. Такой естественно возникающий на расплаве первичный шлак может быть полностью жидким, частично жидким (творожистым) и твердым. Кроме оксидов, шлаки всегда содержат некоторое количество свободного металла. В жидких и творожистых шлаках свободный металл находится в виде отдельных капель — корольков. Если же оксиды, составляющие шлак, находятся ниже своей точки плавления, то они являются твердыми. При перемешивании расплава и попытках удаления с него шлака происходит замешивание этих оксидов, часто и имеющих вид плен, в расплав. Таким образом, несмотря на тугоплавкость оксидов, образующийся и удаляемый шлак имеет жидкую консистенцию, которая обусловлена большим количеством захваченного расплава. В таком шлаке количество свободного металла составляет около 50% от всей массы удаляемого шлака, тогда как в действительно жидких шлаках его содержание не превышает 10—30%.
Потери металлов при плавке на угар определяются их испарением и взаимодействием с футеровкой, выражающемся в ее металлизации.
Металл, находящийся в шлаке, может быть возвращен в производство. Наиболее просто это достигается по отношению к свободному металлу, не связанному в какие-либо соединения. Дробление и просев шлака позволяют возвратить 70—80 % свободного металла. Оставшийся шлак представляет собой доброкачественное металлургическое сырье, и его направляют на металлургические предприятия для выделения наиболее ценных компонентов.
При определении потерь металла при плавке на угар и со шлаком нельзя забывать о загрязненности шихтовых материалов инородными неметаллическими примесями и включениями в виде остатков масла, эмульсии, воды, шлака, формовочной и стержневой смесей. Масса этих примесей при невнимательной работе автоматически засчитывается как масса подвергаемого плавке металла, и в итоге получается необоснованно завышенная величина потерь при плавке.
Важной стороной технологии является температурный режим плавки, порядок загрузки шихтовых материалов и введения отдельных компонентов сплава, последовательность технологических операций металлургической обработки расплава. Плавку всегда проводят в предварительно разогретой печи, температура в которой должна быть на 100—200 °С выше температуры плавления основного компонента сплава. Желательно, чтобы все загружаемые в печь материалы были нагреты до 150—200°С с тем, чтобы в них не оставалась влага. Первым в плавильную печь загружают тот шихтовой материал, который составляет наибольшую долю в навеске. В случае приготовления сплава из чистых металлов первым всегда загружают основной компонент сплава. Если плавку ведут с применением шлаков и флюсов, то их обычно засыпают сверху загружаемой металлической шихты. Если условия производства позволяют, новую плавку начинают, оставляя в печи некоторое количество расплава от предыдущей плавки. Загрузка шихты в жидкую ванну существенно ускоряет процесс плавки и снижает потери металла. Сначала в жидкую ванну загружают более тугоплавкую шихту. Периодически добавляют свежий шлак или флюс и, если необходимо, удаляют старый. Если по технологии необходимо раскисление расплава (удаление растворенного кислорода), то его проводят таким образом, чтобы избежать образования в расплаве трудно удаляемых и вредных неметаллических включений и обеспечить надежное удаление продуктов раскисления (см. ниже). В последнюю очередь в расплав вводят летучие и химически активные компоненты сплава, чтобы уменьшить их потери. Затем проводят рафинирование расплава. Непосредственно перед разливкой расплав модифицируют.
Условия введения отдельных видов шихты или компонентов сплава в жидкую ванну целесообразно определять, сопоставляя температуру плавления загружаемого материала и его плотность с температурой плавления и плотностью сплава. Необходимо также знать хотя бы двойные диаграммы состояния основного компонента сплава с легирующими компонентами, примесями и модифицирурующими и добавками.
В подавляющем большинстве случаев все легирующие компоненты и примеси растворяются в жидкой основе сплава, так что расплав можно считать раствором. Однако получение и образование такого раствора осуществляют различными путями. Если очередная твердая добавка будет иметь температуру начала плавления более высокую, чем расплав, то возможно лишь обычное растворение твердого тела в жидком. Для этого необходимо активное принудительное перемешивание. Указанная тугоплавкая добавка может иметь плотность, меньшую плотности расплава, и в этом случае она будет плавать на поверхности, где возможно ее окисление, запутывание в шлак. Отсюда возникает опасность непопадания в заданный состав сплава. Если такая «легкая» добавка имеет меньшую температуру плавления, чем расплав, она переходит в жидкое состояние и поэтому ее даль-дальнейшее растворение в расплаве существенно облегчается. В некоторых случаях, чтобы избежать окисления и потерь, подобные добавки вводят в расплав с помощью так называемого колокольчика— дырчатого стакана, в который закладывают вводимую добавку, и затем погружают в расплав. Если добавка тяжелее расплава, она погружается на дно жидкой ванны, поэтому ее окисление маловероятно. Однако трудно проследить за растворением таких добавок, особенно если они более тугоплавки, чем расплав. Необходимо достаточно длительное и тщательное перемешивание всей массы расплава, чтобы обеспечить полное растворение.
Для приготовления сплавов нередко пользуются лигатурами. Так называют промежуточные сплавы, состоящие обычно из основного компонента рабочего сплава с одним или несколькими легирующими компонентами, но в значительно больших содержаниях, чем в рабочем сплаве. К использованию лигатур приходится прибегать в тех случаях, когда введение компонента-добавки в чистом виде затруднено по различным причинам. Такими причинами могут быть длительность процесса растворения, потери от окисления, испарения, шлакообразования.
Лигатуры используют также при введении химически активных добавок, которые на воздухе в свободном виде могут взаимодействовать с кислородом и азотом. Лигатуры широко используют и в тех случаях, когда чистый элемент-добавка слишком дорог или его вообще не получают, производство же сплавов-лигатур уже освоено, они доступны и достаточно дешевы.
Наконец, лигатуры целесообразно применять при необходимости введения в сплав очень малых добавок. Навеска чистой добавки может составлять всего несколько сот граммов на несколько сот килограммов расплава. Надежно ввести такое малое количество легирующего компонента практически невозможно из-за различного рода потерь и неравномерности распределения. Использование лигатуры, которую вводят в значительно большем количестве, устраняет эти трудности.
Следует отметить, что общим правилом технологии плавки сплавов является как можно меньшее время процесса. Это способствует уменьшению затрат энергии, потерь металла, загрязнения расплава газами и примесями. Вместе с тем необходимо иметь в виду, что для полного растворения всех компонентов и усреднения состава сплава обязательно следует «проварить» расплав — выдержать его при наибольшей допустимой температуре в течение 10—15 мин.
КЛАССИФИКАЦИЯ ПЛАВИЛЬНЫХ ПЕЧЕЙ
В зависимости от масштабов производства, требований, предъявляемых к качеству выплавляемого металла и целого ряда других факторов, в цехах заготовительного и фасонного литья цветных металлов применяют различные типы плавильных печей.
По виду используемой для плавки сплавов энергии все плавильные печи делят на топливные и электрические. Топливные печи подразделяют на тигельные, отражательные и шахтно-ванные. Электрические печи классифицируют в зависимости от способа преобразования электрической энергии в тепловую. В литейных цехах применяют печи сопротивления, индукционные, электродуговые, электронно-лучевые и плазменные.
В электрических печах сопротивления нагрев и расплавление шихты осуществляются за счет тепловой энергии, поступающей от электронагревательных элементов, установленных в своде или в стенках плавильной печи. Эти печи применяют для плавки алюминиевых, магниевых, цинковых, оловянных и свинцовых сплавов.6 пер/с] и промышленной частоты (50 пер/с).
Независимо от частоты питающего тока принцип работы всех индукционных тигельных печей основан на индуктировании электромагнитной энергии в нагреваемом металле (токи Фуко) и превращении ее в тепловую. При плавке в металлических или других тиглях, изготовленных из электропроводных материалов, тепловая энергия передается к нагреваемому металлу также стенками тигля. Индукционные тигельные печи применяют для плавки алюминиевых, магниевых, медных, никелевых сплавов, а также сталей и чугунов.
Индукционные канальные печи используют для плавки алюминиевых, медных, никелевых и цинковых сплавов. Помимо плавильных печей, применяют также индукционные канальные миксеры, служащие для рафинирования и поддержания температуры жидкого металла на заданном уровне. Плавильно-литейные комплексы, состоящие из плавильной печи — миксера — литейной машины, используют при литье слитков из алюминиевых, магниевых и медных сплавов непрерывным методом. Принцип тепловой работы канальных индукционных печей аналогичен принципу работы силового электрического трансформатора тока, состоящего, как известно, из первичной катушки, магнитопровода и вторичной катушки. Роль вторичной катушки в печи играет короткозамкнутый канал, заполненный жидким металлом. При пропускании тока через индуктор печи (первичная катушка) в заполненном жидким металлом канале индуцируется электрический ток большой величины, который разогревает находящийся в нем жидкий металл. Тепловая энергия, выделяемая в канале, нагревает и расплавляет металл, находящийся над каналом в ванне печи.
Электродуговые печи по принципу передачи тепла от электрической дуги к нагреваемому металлу подразделяются на печи прямого и косвенного нагрева.
В печах косвенного нагрева большая часть тепловой энергии от горячей дуги передается к нагреваемому металлу излучением, а в печах прямого действия — излучением и теплопроводностью. Печи косвенного действия применяют в настоящее время ограниченно. Печи прямого действия (электродуговые вакуумные с расходуемым электродом) используют для плавки тугоплавких, химически активных металлов и сплавов, а также легированных сталей, никелевых и других сплавов.-3 Па. Электронно-лучевую плавку используют для получения слитков, и фасонных отливок. При электроннолучевой плавке можно значительно перегревать жидкий металл и длительное время выдерживать его в жидком состоянии. Это преимущество позволяет эффективно рафинировать расплав и очищать его от ряда примесей. С помощью электронно-лучевой
Плавки из металла могут быть удалены все примеси, давление пара которых существенно превышает давление пара основного металла. Высокая температура и глубокий вакуум способствуют также очистке металла от примесей за счет термической диссоциации оксидов нитридов и других соединений, находящихся в металле. Печь электрошлакового переплава ЭШП по принципу работы Представляет собой печь сопротивления косвенного нагрева, в которой источником тепла является ванна расплавленного шлака заданного химического состава. Переплавляемый металл в виде расходуемого электрода погружают в слой (ванну) жидкого электропроводного шлака. Через расходуемый электрод и шлак пропускают электрический ток. Шлак разогревается, торец расходуемого электрода оплавляется и капли жидкого металла, проходя через слой химически активного шлака, очищаются в результате контакта с ним и формируются в изложнице в виде слитка. Шлак защищает жидкий металл- от взаимодействия с атмосферой воздуха. Печи ЭШП в основном применяют для получения слитков из высококачественных сталей, жаропрочных, нержавеющих и других сплавов. Метод ЭШП используют также для производства крупных фасонных отливок: коленчатых валов, корпусов, арматуры и других изделий.
В плазменных плавильных печах источником тепловой энергии является поток нагретого до высокой температуры ионизированного газа (плазменная дуга), который при соприкосновении с металлом нагревает и расплавляет его. Для получения потока плазмы плавильные печи оборудуют специальными устройствами — плазмотронами. Плазменный способ нагрева и плавления сплавов применяют в печах ванного типа, в плавильных установках для получения слитков в кристаллизаторе и для плавки металлов в гарнисажном тигле.
Плазменные печи ванного типа в основном применяют для плавки сталей, а также сплавов на основе никеля. Плазменные печи для плавки в кристаллизаторе могут использоваться для получения слитков из сталей, бериллия, молибдена, ниобия, титана и других металлов. Плазменные печи для плавки в гарнисажном тигле предназначены для фасонного литья сталей, тугоплавких и химически активных металлов.
ПРОИЗВОДСТВО ОТЛИВОК ИЗ АЛЛЮМИНИЕВЫХ СПЛАВОВ
Литье в песчаные формы
Из перечисленных выше способов литья в разовые формы наиболее широкое применение при изготовлении отливок из алюминиевых сплавов получило литье в сырые песчаные формы. Это обусловлено невысокой плотностью сплавов, небольшим силовым воздействием металла на форму и низкими температурами литья (680—800С).
Для изготовления песчаных форм используют формовочные и стержневые смеси, приготовленные из кварцевых и глинистых песков (ГОСТ 2138—74), формовочных глин (ГОСТ 3226—76), связующих и вспомогательных материалов. Выполнение полостей в отливках осуществляют с помощью стержней, изготавливаемых в основном по горячим (220—300 °С) стержневым ящикам. Для этой цели используют плакированный кварцевый песок или смесь песка с термореактивной смолой и катализатором. Для изготовления стержней широко используют однопозиционные пескострельные автоматы и установки, а также карусельные многопозиционные установки. Стержни, подвергающиеся сушке, изготавливают на встряхивающих, пескодувных и пескострельных машинах или вручную из смесей масляными (4ГУ, С) или водорастворимыми связующими. Продолжительность сушки (от 3 до 12 ч) зависит от массы и размеров стержня и определяется обычно опытным путем. Температуру сушки назначают в зависимости от природы связующего: для масляных связующих 250—280 °С, а для водорастворимых 160—200 °С. Для изготовления крупных массивных стержней все большее применение получают смеси холодного твердения (ХТС) или жидкодвижные самотвердеющие смеси (ЖСС). Смеси холодного твердения в качестве связующего содержат синтетические смолы, а катализатором холодного твердения обычно служит ортофосфорная кислота. Смеси ЖСС содержат поверхностно-активное вещество, способствующее образованию пены.
Соединение стержней в узлы производят склейкой или путем заливки алюминиевых расплавов в специальные отверстия в знаковых частях. Усадка сплава при охлаждении обеспечивает необходимую прочность соединения.
Плавное без ударов и завихрений заполнение литейных форм обеспечивается применением расширяющихся литниковых систем с соотношением площадей сечений основных элементов Fст : Fшп : Fпит 1:2:3; 1:2:4; 1:3:6 соответственно для нижнего, щелевого или многоярусного подвода металла к полости литейной формы. Скорость подъема металла в полости литейной формы не должна превышать 4,5/6, где 6 — преобладающая толщина стенок отливки, см. Минимальную скорость подъема металла в форме (см/с) определяют по формуле А. А. Лебедева Vmin = 3/§.
Тип литниковой системы выбирают с учетом габаритов отливки, сложности ее конфигурации и расположения в форме. Заливку форм для отливок сложной конфигурации небольшой высоты осуществляют, как правило, с помощью нижних литниковых систем. При большой высоте отливок и тонких стенках предпочтительно применение вертикально-щелевых или комбинированных литниковых систем. Формы для отливок малых размеров допустимо заливать через верхние литниковые системы. При этом высота падения струп металла в полость формы не должна превышать 80 мм.
Для уменьшения скорости движения расплава при входе в полость литейной формы и лучшего отделения взвешенных в нем оксидных плен и шлаковых включений в литниковые системы вводят дополнительные гидравлические сопротивления — устанавливают сетки (металлические или из стеклоткани) или ведут заливку через зернистые фильтры.
Литники (питатели), как правило, подводят к тонким сечениям (стенкам) отливок рассредоточенно по периметру с учетом удобств:» их последующего отделения при обработке. Подвод металла в массивные узлы недопустим, так как вызывает образование в них усадочных раковин, макрорыхлот и усадочных «провалов» на поверхности отливок. В сечении литниковые каналы чаще всего имеют прямоугольную форму с размером широкой стороны 15—20 мм, а узкой 5—7 мм.
Сплавы с узким интервалом кристаллизации (АЛ2, АЛ4, АЛ), АЛ34, АК9, АЛ25, АЛЗО) предрасположены к образованию концентрированных усадочных раковин в тепловых узлах отливок. Для выведения этих раковин за пределы отливок широко используют установку массивных прибылей. Для тонкостенных (4—5 мм) и мелких отливок масса прибыли в 2—3 раза превышает массу отливок, для толстостенных—до 1,5 раз. Высоту прибыли выбирают в зависимости от высоты отливки. При высоте менее 150 мм высоту прибыли Нприб принимают равной высоте отливки Нотл. Для более высоких отливок отношение Нприб/Нотл принимают равным 0,3 0,5. Соотношение между высотой прибыли и ее толщиной составляет в среднем 2—3. Наибольшее применение при литье алюминиевых сплавов находят верхние открытые прибыли круглого или овального сечения; боковые прибыли в большинстве случаев делают закрытыми. Для повышения эффективности работы прибылей их утепляют, заполняют горячим металлом, доливают. Утепление обычно осуществляют наклейкой на поверхность формы листового асбеста с последующей подсушкой газовым пламенем. Сплавы с широким интервалом кристаллизации (АЛ1, АЛ7, АЛ8, АЛ19, АЛЗЗ) склонны к образованию рассеянной усадочной пористости. Пропитка усадочных пор при помощи прибылей малоэффективна. Поэтому при изготовлении отливок из перечисленных сплавов не рекомендуется применять установку массивных прибылей. Для получения высококачественных отливок осуществляют направленную кристаллизацию, широко используя для этой цели установку холодильников из чугуна и алюминиевых сплавов. Оптимальные условия для направленной кристаллизации создает вертикально-щелевая литниковая система. Для предотвращения газовыделения при кристаллизации и предупреждения образования газо-усадочной пористости в толстостенных отливках широко используют кристаллизацию под давлением 0,4—0,5 МПа. Для этого литейные формы перед заливкой помещают в автоклавы, заливают их металлом и кристаллизуют отливки под давлением воздуха. Для изготовления крупногабаритных (высотой до 2—3 м) тонкостенных отливок используют метод литья с последовательно направленным затвердеванием. Сущность метода состоит в последовательной кристаллизации отливки снизу вверх. Для этого литейную форму устанавливают на стол гидравлического подъемника и внутрь ее опускают нагретые до 500—700 °С металлические трубки диаметром 12—20 мм, выполняющие функцию стояков. Трубки неподвижно закрепляют в литниковой чаше и закрывают отверстия в них стопорами. После заполнения литниковой чаши расплавом стопоры поднимают и сплав по трубкам поступает в литниковые колодцы, соединенные с полостью литейной формы щелевыми литниками (питателями). После того как уровень расплава в колодцах поднимается на 20—30 мм выше нижнего конца трубок, включают механизм опускания гидравлического стола. Скорость опускания принимают такой, чтобы заполнение формы осуществлялось под затопленный уровень и горячий металл непрерывно поступал в верхние части формы. Это обеспечивает направленное затвердевание и позволяет получать сложные отливки без усадочных дефектов.
Заливку песчаных форм металлом ведут из ковшей, футерованных огнеупорным материалом. Перед заполнением металлом ковши со свежей футеровкой сушат и прокаливают при 780—800 °С для удаления влаги. Температуру расплава перед заливкой поддерживаю на уровне 720—780 °С. Формы для тонкостенных отливок заполняют расплавами, нагретыми до 730—750 °С, а для толстостенных до 700—720 °С.
Литье в гипсовые формы
Литье в гипсовые формы применяют в тех случаях, когда к отливкам предъявляются повышенные требования по точности, чистоте поверхности и воспроизведению мельчайших деталей рельефа. сравнению с песчаными гипсовые формы обладают более высокой прочностью, точностью размеров, лучше противостоят воздействию высоких температур, позволяют получать отливки сложной конфигурации с толщиной стенок 1,5 мм по 5—6-му классу точности. Формы изготавливают по восковым или металлическим (латунь, сталь) хромированным моделям с конусностью по наружным размерам не более 30′ и по внутренним размерам от 30′ до 3°. Модельные плиты выполняют из алюминиевых сплавов. Для облегчения удаления моделей из форм поверхность их покрывают тонким слоем керосиново-стеариновой смазки.
Мелкие и средние формы для сложных тонкостенных отливок изготавливают из смеси, состоящей из 80′ % гипса, 20 % кварцевого песка или асбеста и 60—70 % воды (от массы сухой смеси). Состав смеси для средних и крупных форм: 30 % гипса, 60 % песка, 10% асбеста, 40—50 % воды. Смесь для изготовления стержней содержит 50 % гипса, 40 % песка, 10 % асбеста, 40—50 % воды. замедления схватывания в смесь вводят 1—2 % гашеной извести. Необходимая прочность форм достигается за счет гидратации безводного или полуводного гипса. Для снижения прочности и увеличения газопроницаемости сырые гипсовые формы подвергают гидротермической обработке — выдерживают в автоклаве в течение 6—10 ч под давлением водяного пара 0,13—0,14 МПа, а затем в течение суток на воздухе. После этого формы подвергают ступенчатой сушке при 350-500 °С.
Особенностью гипсовых форм является их низкая теплопроводность. Это обстоятельство затрудняет получение плотных отливок из алюминиевых сплавов с широким интервалом кристаллизации. Поэтому основной задачей при разработке литниково-прибыльной системы для гипсовых форм является предотвращение образования усадочных раковин, рыхлот, оксидных плен, горячих трещин и недоливов тонких стенок. Это достигается применением расширяющихся литниковых систем (Fст : Fшл : EFпит == 1 : 2 : 4), обеспечивающих низкую скорость движения расплавов в полости формы, направленным затвердеванием тепловых узлов в сторону прибылей с помощью холодильников, увеличением податливости форм за счет повышения содержания кварцевого песка в смеси. Заливку тонкостенных отливок ведут в нагретые до 100—-200 °С формы методом вакуумного всасывания, что позволяет заполнять полости толщиной до 0,2 мм. Толстостенные (более 10 мм) отливки получают заливкой форм в автоклавах. Кристаллизация металла в этом случае ведется под давлением 0,4—0,5 МПа.
Литье в оболочковые формы
Литье в оболочковые формы целесообразно применять при серийном и крупносерийном производстве отливок ограниченных размеров с повышенной чистотой поверхности, большей размерной точностью и меньшим объемом механической обработки, чем при литье в песчаные формы.
Оболочковые формы изготавливают по горячей (250—300 °С) металлической (сталь, чугун) оснастке бункерным способом. Модельную оснастку выполняют по 4—5-му классам точности с формовочными уклонами от 0,5 до 1,5 %. Оболочки делают двухслойными: первый слой из смеси с 6—10 % термореактивной смолы, второй из смеси с 2 % смолы. Для лучшего съема оболочки модельную плиту перед засыпкой формовочной смеси покрывают тонким слоем разделительной эмульсии (5 % силиконовой жидкости № 5; 3 % хозяйственного мыла; 92 % воды).
Для изготовления оболочковых форм применяют мелкозернистые кварцевые пески, содержащие не менее 96 % кремнезема. Соединение полуформ осуществляют склеиванием на специальных штыревых прессах. Состав клея: 40 % смолы МФ17; 60 % маршалита и 1,5 % хлористого алюминия (катализатор твердения). Заливку со бранных форм производят в контейнерах. При литье в оболочковые формы применяют такие же литниковые системы и температурные режимы, как и при литье в песчаные формы.
Малая скорость кристаллизации металла в оболочковых формах и меньшие возможности для создания направленной кристаллизации обусловливают получение отливок с более низкими свойствами, чем при литье в сырые песчаные формы.
Литье по выплавляемым моделям
Литье по выплавляемым моделям применяют для изготовления отливок повышенных/точности (3—5-ый класс) и чистоты поверхности (4—6-й класс шероховатости), для которых этот способ является единственно возможным или оптимальным.
Модели в большинстве случаев изготавливают из пастообразных парафино-стеариновых (1 : 1) составов запрессовкой в металлические пресс-формы (литые и сборные) на стационарных или карусельных установках. При изготовлении сложных отливок размерами более 200 мм во избежание деформации моделей в состав модельной массы вводят вещества, повышающие температуру их размягчения (оплавления).
В качестве огнеупорного покрытия при изготовлении керамических форм используют суспензию из гидролизованного этилсиликата (30—-40 %) и пылевидного кварца (70—60 %). Обсыпку модельных блоков ведут прокаленным песком 1КО16А или 1К025А. Каждый слой покрытия сушат на воздухе в течение 10—12 ч или в атмосфере, содержащей пары аммиака, 0,5 1 ч. Необходимая прочность керамической формы достигается при толщине оболочки 4—6 мм (4—6 слоев огнеупорного покрытия). Для обеспечения спокойного заполнения формы применяют расширяющиеся литниковые системы с подводом металла к толстым сечениям и массивным узлам. Питание отливок осуществляют обычно от массивного стояка через утолщенные литники (питатели). Для сложных отливок допускается применение массивных прибылей для питания верхних массивных узлов с обязательным заполнением их из стояка.
Выплавление моделей из форм Осуществляют в горячей (85-90 С) воде, подкисленной соляной кислотой (0,5—1 см3 на литр воды) для предотвращения омыления стеарина. После выплавления моделей керамические формы просушивают при 150—170 °С в течение 1—2 ч, устанавливают в контейнеры, засыпают сухим наполнителем и прокаливают при 600—700 °С в течение 5—8 ч. Заливку ведут в холодные и нагретые формы. Температура нагрева (50-300 °С) форм определяется толщиной стенок отливки. Заполнение форм металлом осуществляют обычным способом, а также с использованием вакуума или центробежной силы. Большинство алюминиевых сплавов перед заливкой нагревают до 720—750 °С.
Литье в кокиль
Литье в кокиль — основной способ серийного и массового производства отливок из алюминиевых сплавов, позволяющий получать отливки 4—6-го классов точности с шероховатостью поверхности Rz = 50-20 и минимальной толщиной стенок 3—4 мм. При литье в кокиль наряду с дефектами, обусловленными высокими скоростями движения расплава в полости литейной формы и несоблюдением требований направленного затвердевания (газовая пористость, оксидные плены, усадочная рыхлота), основными видами брака отливок являются недоливы и трещины. Появление трещин вызывается затрудненной усадкой. Особенно часто трещины возникают в отливках из сплавов с широким интервалом кристаллизации, имеющих большую линейную усадку (1,25—1,35 %). Предотвращение образования указанных дефектов достигается различными технологическими приемами.
Для того чтобы обеспечить плавное, спокойное поступление металла в полость литейной формы, надежное отделение шлака и оксидных плен, образовавшихся в металле в процессе плавки и движения по литниковым каналам, и предотвращение их образования в литей-ной форме, при литье в кокиль применяют расширяющиеся литниковые системы с нижним, щелевым и многоярусным подводом металла к тонким сечениям отливок. В случае подвода ме-талла к толстым сечениям должна быть предусмотрена подпитка места подвода установкой питающей бобышки (прибыли). Все элементы литниковых систем располагают по разъему кокиля. Рекомендуются следующие соотношения площадей сечения литниковых каналов: для мелких отливок EFст : EFшл : EFпит = 1 : 2 : 3; для крупных отливок EFст : EFшл : EFпит = 1 : 3 : 6.
Для снижения скорости поступления расплава в полость формы применяют изогнутые стояки, сетки из стеклоткани или металла, зернистые фильтры. Качество отливок из алюминиевых сплавов зависит от скорости подъема расплава в полости литейной формы. Эта скорость должна быть, достаточной для гарантированного заполнения тонких сечений отливок в условиях повышенного теплоотвода и в то же время не вызвать недоливов, обусловленных неполным выходом воздуха и газов через вентиляционные каналы и прибыли, завихрений и фонтанирования расплава при переходе из узких сечений в широкие. Скорость подъема металла в полости формы при литье в кокиль принимают несколько большей, чем при литье в песчаные формы. Минимально допустимую скорость подъема рассчитывают по формулам А. А. Лебедева и Н. М. Галдина (см. раздел «Литье в песчаные формы»).
Для получения плотных отливок создают, так же как и при литье в песчаные формы, направленное затвердевание путем надлежащего расположения отливки в форме и регулирования теплоотвода. Как правило, массивные (толстые) узлы отливок располагают в верхней части кокиля. Это дает возможность компенсировать сокращение их объема при затвердевании непосредственно из прибылей, установленных над ними. Регулирование интенсивности теплоотвода с целью создания направленного затвердевания осуществляют охлаждением или утеплением различных участков литейной формы. Для местного увеличения теплоотвода широко используют вставки из теплопроводной меди, предусматривают увеличение поверхности охлаждения кокиля за, счет оребрения, осуществляют локальное охлаждение кокилей сжатым воздухом или водой. Для снижения интенсивности теплоотвода на рабочую поверхность кокиля наносят слой краски толщиной 0,1—0,5 мм. На поверхность литниковых каналов и прибылей для этой цели наносят слой краски толщиной 1-1,5 мм. Замедление охлаждения металла в прибылях может быть достигнуто также за счет местного утолщения стенок кокиля, применения различных малотеплопроводных обмазок и утепления прибылей наклейкой асбеста. Окраска рабочей поверхности кокиля улучшает внешний вид отливок, способствует устранению газовых раковин и неслитин на их поверхности и повышает стойкость кокилей. Перед окраской кокили подогревают до 100—120 °С. Излишне высокая температура нагрева нежелательна, так как при этом снижаются скорость затвердевания отливок и длительность срока службы кокиля. Нагрев уменьшает перепад температур между отливкой и формой и расширение формы за счет прогрева ее металлом отливки. В результате этого в отливке уменьшаются растягивающие напряжения, вызывающие появление трещин. Однако одного только подогрева формы недостаточно, чтобы устранить возможность возникновения трещин. Необходимо своевременное извлечение отливки из формы. Удалять отливку из кокиля следует раньше того момента, когда температура ее сравняется с температурой кокиля, а усадочные напряжения достигнут наибольшей величины. Обычно отливку извлекают в тот момент, когда она окрепнет настолько, что ее можно перемещать без разрушения (450—500 °С). К этому моменту литниковая система еще не приобретает достаточной прочности и разрушается при легких ударах. Длительность выдержки отливки в форме определяется скоростью затвердевания и зависит от температуры ме-талла, температуры формы и скорости заливки. Алюминиевые сплавы в зависимости от состава и сложности конфигурации отливок заливают в кокили при 680—750 °С. Весовая скорость заливки составляет 0,15—3 кг/с. Отливки с, тонкими стенками заливают с большими скоростями, чем с толстыми.
Для устранения прилипания металла, повышения срока службы и облегчения извлечения металлические стержни в процессе работы смазывают. Наиболее распространенной смазкой является водно-графитовая суспензия (3—5 % графита).
Части кокилей, выполняющих наружные очертания отливок, изготавливают из серого чугуна. Толщину стенок кокилей назначают в зависимости от толщины стенок отливок в соответствии с рекомендациями ГОСТ 16237—70. Внутренние полости в отливках выполняют с помощью металлических (стальных) и песчаных стержней. Песчаные стержни используют для оформления сложных полостей, которые невозможно выполнить металлическими стержнями. Для облегчения извлечения отливок из кокилей наружные поверхности отливок должны иметь литейный уклон от 30′ до 3° в сторону разъема. Внутренние поверхности отливок, выполняемых металлическими стержнями, должны иметь уклон не менее 6°. В отливках не допускаются резкие переходы от толстых сечений к тонким. Радиусы закруглений должны быть не менее 3 мм. Отверстия диаметром более 8 мм для мелких отливок, 10 мм для средних и 12 мм для крупных выполняют стержнями. Оптимальное отношение глубины отверстия к его диаметру равно 0,7—1. Величина припуска на обработку при литье в кокиль назначается в два раза меньшей, чем при литье в песчаные формы.
Воздух и газы выводятся из полости кокиля с помощью вентиляционных каналов, размещаемых в плоскости разъема, и пробок, размещаемых в стенках вблизи глубоких полостей.
В современных литейных цехах кокили устанавливают на однопозиционные или многопозиционные полуавтоматические литейные машины, в которых автоматизированы закрытие и раскрытие кокиля, установка и извлечение стержней, выталкивание и удаление отливки из формы. Предусмотрено также автоматическое регулирование температуры нагрева кокиля. Заливку кокилей на машинах осуществляют с помощью дозаторов.
Для улучшения заполнения тонких полостей кокилей и удаления воздуха и газов, выделяющихся при деструкции связующих, осуществляют вакуумирование форм, заливку их под низким давлением или с использованием центробежной силы.
Литье выжиманием
Литье выжиманием является разновидностью литья в кокиль, Оно предназначено для изготовления крупногабаритных отливок (2500х1400 мм) панельного типа с толщиной стенок 2—3 мм (рис.Допустимая скорость подъема расплава на рабочем участке полости формы при литье панелей из алюминиевых сплавов должна быть в пределах 0,5—0,7 м/с. Меньшая скорость может привести к незаполнению тонких сечений отливок, излишне высокая — к дефектам гидродинамического характера: волнистости, неровностям поверхности отливок, захвату воздушных пузырьков, размыву песчаных стержней и образованию трещин из-за разрыва потока. Заливку металла производят в подогретые до 250—-350 °С металлоприемники. Регулирование скорости охлаждения расплава осуществляют нанесением на рабочую поверхность полости форм
теплоизоляционного покрытия различной толщины (0,05—1 мм). Перегрев сплавов перед заливкой не должен превышать 15—20° над температурой ликвидуса. Длительность сближения полуформ 5-3 с.
Литье под низким давлением
Литье под низким давлением является другой разновидностью литья в кокиль. Оно получило применение при изготовлении крупногабаритных тонкостенных отливок из алюминиевых сплавов с узким интервалом кристаллизации (АЛ2, АЛ4, АЛ9, АЛ34). Так же как и при литье в кокиль, наружные поверхности отливок выполняются металлической формой, а внутренние полости — металлическими или песчаными стержнями.
Для изготовления стержней используют смесь, состоящую из 55% кварцевого песка 1К016А; 13,5 % полужирного песка П01; 27% пылевидного кварца; 0,8 % пектинового клея; 3,2 % смолы М и 0,5 % керосина. Такая смесь не образует механического пригара. Заполнение форм металлом осуществляют давлением сжатого осушенного воздуха (18—80 кПа), подаваемого на поверхность расплава в тигле, нагретого до 720—750 °С. Под действием этого давления расплав вытесняется из тигля в металлопровод, а из него в коллектор литниковой системы и далее — в полость литейной формы. Преимуществом литья под низким давлением является возможность автоматического регулирования скорости подъема металла в полости формы, что позволяет получать тонкостенные отливки более качественными, чем при литье под действием силы тяжести.
Кристаллизацию сплавов в форме проводят под давлением 10— 30 кПа до образования твердой корки металла и 50—80 кПа после образования корки.
Более плотные отливки из алюминиевых сплавов получают литьем под низким давлением с противодавлением. Заполнение полости формы при литье с противодавлением осуществляют за счет разницы давлений в тигле и в форме (10—60 кПа). Кристаллизация металла в форме ведется под давлением 0,4—0,5 МПа. При этом предотвращается выделение растворенного в металле водорода и образование газовых пор. Повышенное давление способствует лучшему питанию массивных узлов отливок. В остальном технология литья с противодавлением не отличается от технологии литья под низким давлением.
При литье с противодавлением успешно совмещены достоинства литья под низким давлением и кристаллизации под давлением.
Литье под давлением
Литьем под давлением из алюминиевых сплавов АЛ2, АЛЗ, АЛ1, АЛО, АЛ11, АЛ13, АЛ22, АЛ28, АЛ32, АЛ34 изготавливают сложные по конфигурации отливки 1—3-го классов точности с толщиной стенок от 1 мм и выше, литыми отверстиями диаметром до 1,2 мм,
литой наружной и внутренней резьбой с минимальным шагом 1 мм и диаметром 6 мм. Чистота поверхности таких отливок соответствует 5— 8-му классам шероховатости. Изготовление таких отливок осуществляют на машинах с холодной горизонтальной или вертикальной камерами прессования, с удельным давлением прессования 30— 70 МПа. Предпочтение отдается машинам с горизонтальной камерой прессования.
Размеры и масса отливок ограничиваются возможностями Машин литья под давлением: объемом камеры прессования, удельным давлением прессования (р) и усилием запирания (0). Площадь проекции (F) отливки, литниковых каналов и камеры прессования на подвижную плиту пресс-формы не должна превышать значений, определяемых по формуле F = 0,85 0/р.
Во избежание незаполнения форм и неслитин толщину стенок оливок из алюминиевых сплавов назначают с учетом площади их поверхности:
Площадь поверхности
отливки, см2 До 25 25—150 150—250 250—500 Св. 500
Толщина стенки, мм. 1—2 1,5—3 2—4 2,5—6 3—8
Оптимальные значения уклонов для наружных поверхностей составляют 45′; для внутренних 1°. Минимальный радиус закруглений 0,5—1′ мм. Отверстия более 2,5 мм в диаметре выполняются литьем. Отливки из алюминиевых сплавов, как правило, подвергают механической обработке только по посадочным поверхностям. Припуск на обработку назначается с учетом габаритов отливки и составляет от 0,3 до 1 мм.
Для изготовления пресс-форм применяют различные материалы. Части пресс-форм, соприкасающиеся с жидким металлом, изготавливают из сталей ЗХ2В8, 4Х8В2, 4ХВ2С, плиты крепления и обоймы матриц — из сталей 35, 45, 50, штыри, втулки и направляющие колонки — из стали У8А.
Подвод металла к полости пресс-форм осуществляют с помощью внешних и внутренних литниковых систем. Питатели подводят к участка отливки, подвергающимся механической обработке. Толщину их назначают в зависимости от толщины стенки отливки в месте подвода и заданного характера заполнения пресс-формы. Эта зависимость определяется отношением толщины Питателя к толщине стенки отливки . Плавное, без завихрений и захвата воздуха, заполнение пресс-форм имеет место, если отношение близко к единице. Для отливок с толщиной стенок до 2 мм питатели имеют толщину 0,8 мм; при толщине стенок 3 мм толщина питателей равна 1,2мм; при толщине стенок 4—6 мм—2 мм.
Для приема первой порции расплава, обогащенного воздушными включениями, вблизи полости пресс-формы располагают специальные резервуары-промывники, объем которых может достигать 20 -40 % от объема отливки. Промывники соединяют с полостью литейной формы каналами, толщина которых равна толщине питателей. Удаление воздуха и газа из полости пресс-форм осуществляют через специальные вентиляционные каналы и зазоры между стержнями (выталкивателями) и матрицей пресс-формы. Вентиляционные каналы выполняют в плоскости разъема на неподвижной части пресс-формы, а также вдоль подвижных стержней и выталкивателей. Глубина вентиляционных каналов при литье «алюминиевых сплавов принимается равной 0,05—0,15 мм, а ширина 10—З0 мм в целях улучшения вентиляции пресс-форм полости промывников тонкими каналами (0,2—0,5 мм) соединяют с атмосферой.
Основными дефектами отливок, полученных литьем под давлением, являются воздушная (газовая) подкорковая пористость, обусловленная захватом воздуха при больших скоростях впуска металла в полость формы, и усадочная пористость (или раковины) в тепловых узлах. На образование этих дефектов большое влияние оказывают параметры технологии литья—скорость прессования, давление прессования, тепловой режим пресс-формы.
Скорость прессования определяет режим заполнения пресс-формы. Чем выше скорость прессования, тем с большей скоростью перемещается расплав по литниковым каналам, тем больше скорость впуска расплава в полость пресс-формы. Высокие скорости прессования способствуют лучшему заполнению тонких и удлиненных полостей. Вместе с тем они являются причиной захвата металлом воздуха и образования подкорковой пористости. При литье алюминиевых сплавов высокие скорости прессования применяют лишь при изготовлении сложных тонкостенных отливок. Большое влияние на качество отливок оказывает давление прессования. По мере повышения его увеличивается плотность отливок.
Величина давления прессования ограничивается обычно величиной усилия запирания машины, которое должно превышать давление, оказываемое металлом на подвижную матрицу (рF). Поэтому большой интерес приобретает локальная подпрессовка толстостенных отливок, известная под названием «Асигай-процесс». Малая скорость впуска металла в полость пресс-форм через питатели большого сечения и эффективная подпрессовка кристаллизующегося расплава с помощью двойного плунжера позволяют получать плотные отливки.
На качество отливок существенною влияние оказывают также температуры сплава и формы. При изготовлении толстостенных отливок несложной конфигурации заливку расплава ведут при температуре на 20—30 °С ниже температуры ликвидуса. Тонкостенные отливки требуют применения расплава, перегретого выше температуры ликвидуса на 10—15 °С. Для снижения величины усадочных напряжений и предотвращения образования трещин в отливках пресс-формы перед заливкой нагревают. Рекомендуются следующие температуры нагрева:
Толщина стенки отливки, мм 1—2 2—3 3—5 5—8
Температура нагрева
пресс-форм, °С 250—280 200—250 160—200 120—160
Стабильность теплового режима обеспечивают подогревом (электрическим) или охлаждением (водяным) пресс-форм.
Для предохранения рабочей поверхности пресс-форм от налипания и эрозионного воздействия расплава, уменьшения трения при извлечении стержней и облегчения извлечения отливок пресс-формы подвергают смазке. Для этой цели используют жирные (масло с графитом или алюминиевой пудрой) или водные (растворы солей, водные препараты на основе коллоидального графита) смазки.
Существенно повышается плотность отливок из алюминиевых сплавов при литье с вакуумированием пресс-форм. Для этого пресс формы помещают в герметичный кожух, в котором создают необходимое разрежение. Хорошие результаты могут быть получены при использовании «кислородного процесса». Для этого воздух в полости пресс-формы заменяют кислородом. При больших скоростях впуска металла в полость формы, вызывающих захват расплавом кислорода, подкорковая пористость в отливках не образуется, так как весь захваченный кислород расходуется на образование мелкодисперсных оксидов алюминия, не влияющих заметно на механические свойства отливок. Такие отливки можно подвергать термической обработке.
Контроль качества отливок и исправление их дефектов
В зависимости от требований технических условий отливки из алюминиевых сплавов могут подвергаться различным видам контроля: рентгеновскому, гаммадефектоскопии или ультразвуковому для обнаружения внутренних дефектов; разметке для определения размерных отклонений; люминесцентному для обнаружения поверхностных трещин; гидро- или пневмоконтролю для оценки герметичности. Периодичность перечисленных видов контроля оговаривается техническими условиями или определяется отделом главного металлурга завода. Выявленные дефекты, если это допускается техническими условиями, устраняют заваркой или пропиткой. Аргонно-дуговую сварку используют для заварки недоливов, раковин, рыхлости трещин. Перед заваркой дефектное место разделывают таким образом, чтобы стенки углублений имели наклон 30— 42. Отливки подвергают местному или общему нагреву до 300— 350С. Местный нагрев ведут ацетиленокислородным пламенем, общий нагрев — в камерных печах. Заварку ведут теми же сплавами, из которых изготовлены отливки, с помощью неплавящегося вольфрамового электрода диаметром 2—6 мм при расходе аргона 5— 12 л/мин.-Сила сварочного тока составляет обычно 25—40 А на 1 мм диаметра электрода.
Пористость в отливках устраняют пропиткой бакелитовым лаком, асфальтовым лаком, олифой или жидким стеклом. Пропитку ведут специальных котлах под давлением 490—590 кПа с предварительной выдержкой отливок в разреженной атмосфере (1,3— 6,5 кПа). Температуру пропитывающей жидкости поддерживают на уровне 100°С. После пропитки отливки подвергают сушке при 65-200°С, в процессе которой происходит твердение пропитывающей жидкости, и повторному контролю.
Список литературы
- Литейные сплавы и технологии их плавки в машиностроении. М.: Машиностроение. 1984.
- Теория литейных процессов. Л.: Машиностроение. 1976.
- Отливки из алюминиевых сплавов. М.: Машиностроение. 1970.
- Производство отливок из сплавов цветных металлов. М.: Металлургия. 1986.
- Производство литых алюминиевых деталей. М.: Металлургия. 1979.
- Алюминиевые сплавы. Справочник. М.: Металлургия. 1983.
|
Марка |
Назначение |
|---|---|
|
АЛ1 |
Детали средней нагруженности, работающие при повышенных температурах (поршни, головки двигателей и др.) |
|
АЛ2 |
Тонкостенные детали сложной конфигурации< работающие при ударных нагрузках (корпусные детали, рычаги, кронштейны, крышки и др.) |
|
АЛ3 |
Детали не несущие больших нагрузок и работающие при повышенных температурах (крышки, кронштейны и др.) |
|
АЛ4 |
Крупные детали сложной формы, несущие статические и ударные нагрузки (картеры и блоки цилиндров двигателей внутреннего сгорания и т. п.) |
|
АЛ5 |
Крупные детали, несущие повышенные статические нагрузки (корпуса, блоки, рубашки, головки двигателей внутреннего сгорания и др.) |
|
АЛ7 |
Небольшие детали простой конфигурации, несущие большие статические нагрузки (кронштейны, упоры, подвески и т. п.) |
|
АЛ8 |
Детали простой формы, работающие в агрессивных средах и несущие большие нагрузки (арматура, корпуса приборов на морских судах) |
|
АЛ9 |
Сложнопрофильные нагруженные детали, работающие в агрессивных средах и требующие сварки (корпуса насосов, редукторов, картеры двигателей и др.) |
|
АЛ25 |
Поршни двигателей внутреннего сгорания |
|
АЛ34 (ВАЛ5) |
Корпусные детали, работающие под высоким давлением |
|
АЛ27 |
Детали морских судов |
|
АЛ19 |
Силовые и клепаные детали, работающие при температурах до 300 оС |
|
АЛ33 (ВАЛ1) |
Детали, работающие при температуре 350 оC |
Литейные сплавы. Литейные свойства сплавов: жидкотекучесть, газопоглощение, усадка, ликвация. Основные литейные сплавы.
Основные литейные сплавы
1. Чугун (см. все записи с тегом чугуны) является наиболее распространенным материалом для получения фасонных отливок. Чугунные отливки составляют около 80 % всех отливок.
Широкое распространение чугун получил благодаря хорошим технологическим свойствам и относительной дешевизне. Из серого чугуна получают самые дешевые отливки (в 1,5 раза дешевле, чем стальные, в несколько раз – чем из цветных металлов). Область применения чугунов расширяется вследствие непрерывного повышения его прочностных и технологических характеристик. Используют серые, высокопрочные, ковкие и легированные чугуны.
2. Сталь (см. все записи с тегом стали и сплавы) как литейный материал применяют для получения отливок деталей, которые наряду с высокой прочностью должны обладать хорошими пластическими свойствами. Чем ответственнее машина, тем более значительна доля стальных отливок, идущих на ее изготовление. Стальное литье составляет: в тепловозах – 40…50% от массы машины; в энергетическом и тяжелом машиностроении (колеса гидравлических турбин с массой 85 тонн, иногда несколько сотен тонн) – до 60%. Стальные отливки после соответствующей термической обработки не уступают по механическим свойствам поковкам.
Используются: углеродистые стали 15Л…55Л; легированные стали 25ГСЛ, 30ХГСЛ, 110Г13Л; нержавеющие стали 10Х13Л, 12Х18Н9ТЛ и др.
Среди литейных материалов из сплавов цветных металлов широкое применение нашли медные и алюминиевые сплавы:
1. Медные сплавы – бронзы и латуни.
Латуни – наиболее распространенные медные сплавы. Для изготовления различной аппаратуры для морских судостроения, работающей при температуре 300о С, втулок и сепараторов подшипников, нажимных винтов и гаек прокатных станов, червячных винтов применяют сложнолегированные латуни. Обладают хорошей износостойкостью, антифрикционными свойствами, коррозионной стойкостью.
Из оловянных бронз (БрО3Ц7С5Н1) изготавливают арматуру, шестерни, подшипники, втулки.
Безоловянные бронзы по некоторым свойствам превосходят оловянные. Они обладают более высокими механическими свойствами, антифрикционными свойствами, коррозионной стойкостью. Однако литейные свойства их хуже. Применяют для изготовления гребных винтов крупных судов, тяжело нагруженных шестерен и зубчатых колес, корпусов насосов, деталей химической и пищевой промышленности.
2. Алюминиевые сплавы. Отливки из алюминиевых сплавов составляют около 70% цветного литья. Они обладают высокой удельной прочностью, высокими литейными свойствами, коррозионной стойкостью в атмосферных условиях.
Наиболее высокими литейными свойствами обладают сплавы системы алюминий – кремний (Al-Si) – силумины АЛ2, АЛ9. Они широко применяются в машиностроении, автомобильной и авиационной промышленности, электротехнической промышленности (см. Электротехника).
Также используются сплавы систем: алюминий – медь, алюминий – медь – кремний, алюминий – магний.
3. Магниевые сплавы обладают высокими механическими свойствами, но их литейные свойства невысоки. Сплавы системы магний–алюминий–цинк–марганец применяют в приборостроении, в авиационной промышленности, в текстильном машиностроении.
Литейные свойства сплавов
Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств сплавов, которые проявляются при заполнении формы, кристаллизации и охлаждении отливок в форме. К основным литейным свойствам сплавов относят: жидкотекучесть, усадку сплавов, склонность к образованию трещин, газопоглощение, ликвацию.
Жидкотекучесть – способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. При высокой жидкотекучести сплавы заполняют все элементы литейной формы. Жидкотекучесть зависит от многих факторов: от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств формы и т.д.
Чистые металлы и сплавы, затвердевающие при постоянной температуре, обладают лучшей жидкотекучестью, чем сплавы, затвердевающие в интервале температур (твердые растворы). Чем выше вязкость, тем меньше жидкотекучесть. С увеличением поверхностного натяжения жидкотекучесть понижается. С повышением температуры заливки расплавленного металла и формы жидкотекучесть улучшается. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так , песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет ее лучше, чем металлическую форму. Наличие неметаллических включений снижает жидкотекучесть. Так же влияет химический состав сплава (с увеличением содержания серы, кислорода, хрома жидкотекучесть снижается; с увеличением содержания фосфора, кремния, алюминия, углерода жидкотекучесть увеличивается).
Усадка – свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Изменение объема зависит от химического состава сплава, температуры заливки, конфигурации отливки. Различают объемную и линейную усадку.
В результате объемной усадки появляются усадочные раковины и усадочная пористость в массивных частях отливки. Для предупреждения образования усадочных раковин устанавливают прибыли – дополнительные резервуары с расплавленным металлом, а также наружные или внутренние холодильники.
Линейная усадка определяет размерную точность полученных отливок, поэтому она учитывается при разработке технологии литья и изготовления модельной оснастки. Линейная усадка составляет: для серого чугуна – 0,8…1,3 %; для углеродистых сталей – 2…2,4 %; для алюминиевых сплавов – 0,9…1,45 %; для медных сплавов – 1,4…2,3 %.
Газопоглощение – способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Степень растворимости газов зависит от состояния сплава: с повышением температуры твердого сплава увеличивается незначительно; возрастает при плавлении; резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается, в результате их выделения в отливке могут образоваться газовые раковины и поры.
Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы.
Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация образуется в процессе затвердевания отливки, из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. В сталях и чугунах заметно ликвируют сера, фосфор и углерод.
Различают ликвацию зональную, когда различные части отливки имеют различный химический состав, и дендритную, когда химическая неоднородность наблюдается в каждом зерне.
Литейщик цветных металлов и сплавов
Литейное производство является важнейшей частью технологии обработки цветных металлов и сплавов на их основе. Процесс литья используется и как финишный передел (этап) цветной металлургии (готовое литье, товарные слитки) и как промежуточный передел (производство слитков, полуфабрикатов для последующей обработки).
При выборе плавильного и литейного оборудования учитывают марку металлов и сплавов на их основе, вид изделия, его назначение, форму, размеры, а также необходимость применения вакуума или защитной атмосферы.
Для расплавления первичных цветных металлов и сплавов и изготовления сплавов применяются различные виды и конструкции печей, отличающихся способом загрузки, видом применяемых энергоносителей (в основном это электропечи), герметичностью (атмосферные, вакуумные, с защитной атмосферой) и позиционированием в технологическом процессе (плавильные, для подогрева, разливочные).
Литейщик цветных металлов и сплавов обеспечивает изготовление слитков, полуфабрикатов и изделий из цветных металлов и сплавов при соблюдении технологии производства работ, нормативных затрат и требований охраны труда.
Литейщик осуществляет расплавление слитков и приготовление сплавов из композиции базового цветного металла и необходимых добавок, термическое рафинирование расплавов металлургического передела с последующим приготовлением сплавов на его основе или без, расплавление шихты (сырья) в формах (кокиль) в вакууме и сам процесс литья на литейных машинных; производит выбор литейной машины в зависимости от специфических требований к технологии обработки и литейных свойств цветного металла или сплава, веса, формы и сложности изделия; обеспечивает техническое обслуживание и подготовку к работе оборудования плавильных печей и литейных машин; выявляет неисправности, устраняет их самостоятельно в пределах квалификации или привлекает ремонтные службы, контролирует состояние футеровки (специальной отделки) плавильных печей, ковшей и желобов.
Производство литья из черных и цветных металлов. Завод «Маяк» Калуга
Литейные заводы в России существует уже много веков. Причём отливками начали заниматься ещё раньше. Сначала существовали производственные центры для отливки церковных предметов, например, колоколов, подсвечников, крестов и т. д. Кроме того, в давние времена занимались отливкой предметов домашнего обихода. Это были небольшие ремесленные мастерские, которые занимались отливкой различных мелких предметов домашней утвари.
Именно заводы начали появляться во время правления Петра Первого. Со временем производство развивалось все больше и больше, открывались дополнительные фабрики. Теперь есть литейный завод в Калуге, Москве, Самаре и прочих крупных городах. Появление новых мест производства обуславливалось необходимостью изготовления различных металлических деталей путем отливки. В настоящее время металлические изделия, которые производится на таких заводах, используются во многих сферах человеческой деятельности: это может быть металлургическая сфера, энергетическая, деревообрабатывающая, нефтехимическая, машиностроительная и пр.
Основная масса всех изделий уходит на машиностроительное производство. И это неудивительно, ведь любое транспортное средство или оборудование содержит в себе огромное количество мелких и крупных металлических деталей. Для их изготовления используются множество различных металлов. Это могут быть металлы в чистом виде или их сплавы.
Сплавы из чёрных металлов
Как и металлы, сплавы делятся на черные и цветные. Наиболее популярны сплавы из черных металлов. К ним относится чугун и сталь. Литье чугуна составляет примерно 80 % всех отливок. Это обуславливается хорошими технологическими свойствами данного материала, а также относительной дешевизной. Для литейного производства могут быть использованы серые, ковкие, высокопрочные и легированные виды чугуна.
Не менее популярна сталь. Ее используют для получения отливок деталей, которые обладают не только высокой прочностью, но и хорошими пластическими свойствами. Многие детали, сделанные из стали, используются в производстве тепловозов, в энергетическом и тяжелом машиностроении и многих других областях. Для этого используют углеродистую сталь, легированную сталь, нержавеющую и прочие варианты.
Сплавы из цветных металлов
Цветные сплавы менее популярны у литейного завода в Калуге, Казани и прочих городах России, но также используются в различных сферах человеческой деятельности. Самыми распространенными являются медные и алюминиевые сплавы. Чаще всего к медным сплавам относят латунь и бронзу. Латунь используются для различной аппаратуры при морском судостроении, для втулок, винтов и гаек, сепараторов, подшипников и др. Латунь обладает очень хорошей устойчивостью к коррозии, износостойкостью и антифрикционными свойствами.
Что касается бронзы, из нее очень часто делают арматуру, втулки, шестерни, различные подшипники. Такие детали имеют высокие механические и антифрикционные свойства, а так же устойчивость к коррозии. При этом у них хуже литейные свойства. Такие детали литейный завод отправляет на производство гребных винтов и для различных крупных судов, зубчатых колес, деталей пищевой и химической промышленности.
Литье алюминия составляет примерно 70 % всего цветного литья. Это обуславливается низким весом, высокой удельной прочностью, устойчивостью к коррозии, и высокими литейными свойствами. Самыми прочными являются сплавы алюминий-кремний. Это силумины АЛ2 и АЛ9. Они находят применение в авиационной промышленности, в машиностроении, в электротехнической и автомобильной промышленности. Сплавы алюминия имеют высокие прочностные характеристики и низкий вес.
КАК СДЕЛАТЬ ЗАКАЗ?Если у вас возникли вопросы или вы хотите узнать цены, обращайтесь в отдел сбыта по телефону:
+7 (4842) 75-10-21 (многоканальный)
или на e-mail:
Профессиональные сотрудники предоставят Вам дополнительную информацию и помогут оформить заявку.
Отправляя заявку я даю свое согласие на обработку моих персональных данных
подать заявку на заказ
Подать заявку на заказ продукции
Возникли вопросы?
Свяжитесь с нами по телефону +7 (4842) 75-10-21
Удобнее связаться по электронной почте?
Напишите нам на [email protected]
Сравнение черных и цветных металлов для отливок
При определении идеальных материалов для вашего проекта литья лучше всего начать с определения ваших потребностей в черных и цветных металлах. На характеристики исходного материала металла влияет присутствие (или отсутствие) железа.
Сравнивая использование черных и цветных материалов, обратите внимание на роль, которую эти факторы будут играть в вашем законченном проекте:
- работоспособность
- использование продукта
- прочность
- вес
- цена
- проводимость
- устойчивость к коррозии
Черные металлы
Черные металлы — это те металлы, которые содержат железо.Эти металлы ценятся за их прочность на разрыв и используются как в промышленных, так и в архитектурных компонентах. Черные металлы, такие как сталь, нержавеющая сталь, углеродистая сталь и чугун, обеспечивают необходимую прочность и прочность для надежного строительства безопасных и прочных мостов, железных дорог, транспортных средств, небоскребов и аэрокосмических компонентов. Его магнитные свойства также делают черный металл идеальным для бытовой техники, двигателей и других автомобильных деталей. Из-за высокого содержания углерода некоторые разновидности черных металлов склонны к ржавчине и коррозии, поэтому это также необходимо учитывать при выборе правильного материала для вашего проекта.
Как правило, черные металлы придают конечному продукту отличные механические свойства, такие как исключительная прочность, пластичность и долговечность. Они также универсальны — хорошо подходят для множества приложений и характеристик производительности. В дополнение к этим преимуществам, черные металлы относительно недороги и широко доступны, что делает их бесценным вариантом для многих продуктов и отраслей.
Если черные металлы кажутся правильным выбором для вашего проекта, вы можете обратиться к этой статье Science Direct, чтобы сузить круг выбора материалов.Если вы находитесь на начальной стадии литейного проекта, но не знаете, выбрать ли литье из нержавеющей стали, литье из легированной стали или другие варианты, обратитесь к опытному литейному предприятию, чтобы он помог вам сделать окончательный выбор.
Цветные металлы
Цветные металлы не содержат железа. Это делает цветные металлы менее подверженными ржавчине и коррозии, чем черные металлы. Они также обычно легкие, немагнитные и очень пластичные с низким пределом прочности на разрыв, что делает их идеальными для самолетов, электрических компонентов, трубопроводов, кровли и водостоков.Эти металлы также ценятся за их исключительную теплопроводность и электрическую проводимость и низкую температуру плавления.
Примеры цветных металлов включают алюминиевые сплавы, медь, золото, никель, латунь, серебро, свинец и цинк. Многие из этих металлов использовались в течение тысяч лет в бесчисленных отраслях, таких как строительство, строительство, ювелирные изделия, электрика, боеприпасы и чеканка монет. Эти материалы универсальны и надежны для выполнения нескольких задач — подходящие варианты для любых применений, где необходимо учитывать трение, износ и коррозионную стойкость.
Если вес и стоимость вызывают беспокойство, медное литье является популярным выбором для тех, кто ищет сочетание лучшей цены и экологичности. Например, медные роторы потребляют меньше энергии, чем алюминиевые, и работают при более низкой температуре, что увеличивает срок службы самого двигателя.
Выбор между черными и цветными металлами
Очевидно, что существует множество факторов, которые могут повлиять на ваш выбор черных или цветных металлов. Вот некоторые из этих соображений:
Требования к использованию
Какие свойства важны для готовой детали или компонента? Сила? Если вы производите запчасти для автомобилей или железных дорог, то вам подойдут черные металлы.
Важен ли вес? Если вам требуются легкие металлы для аэрокосмического проекта, подумайте о цветных металлах. Если ваш проект — электрический, медь, вероятно, лучший выбор из-за ее проводимости.
Опять же, опытный литейный цех, специализирующийся на обслуживании клиентов, поможет вам определить правильный тип металла. Если вы хотите работать с переработанными материалами, свалка металлолома также может помочь вам выбрать правильный металл.
Требования к процессу
Должен ли материал быть податливым? Рассмотрим цветные металлы.Если ваш проект требует прочности и долговечности , подойдут черные металлы. Литейный завод сможет помочь вам определить лучший процесс для вашего проекта, указав правильное направление при выборе черного или цветного металла.
Экономические требования
Всегда следует учитывать относительную стоимость и доступность материалов. Если вы ищете лучшую цену для данного типа металла, подумайте о металлоломе.Лом цветных металлов обычно дороже, чем черные металлы из-за ограниченного объема.
Мы можем помочь
Мы здесь, чтобы помочь вам сориентироваться в множестве вариантов, задать правильные вопросы и определить, какие материалы гарантируют качество и успех вашего окончательного проекта. Сделайте запрос онлайн или позвоните нам, чтобы обсудить ваш проект.
Цветные сплавы — обзор
2.5.3 Усталость
Хорошо известно, что, в отличие от сталей, увеличение прочности на растяжение большинства цветных сплавов не сопровождалось пропорциональным повышением усталости характеристики.Эта особенность проиллюстрирована на рис. 2.47, на котором показана взаимосвязь между пределом усталостной выносливости (5 × 10 8 циклов) и пределом прочности при растяжении для различных сплавов. Следует также отметить, что так называемые коэффициенты усталости являются самыми низкими для алюминиевых сплавов, упрочненных старением, и, как правило, чем больше сплав зависит от дисперсионного твердения в отношении его прочности на растяжение, тем ниже становится его коэффициент.
Рисунок 2.47. Коэффициенты усталости (предел выносливости: предел прочности) для алюминиевых сплавов и других материалов.
От Варли, PC: Технология алюминия и его сплавов , Newnes-Butterworths, Лондон, 1970.Детальные исследования процессов усталости в металлах и сплавах показали, что зарождение трещин обычно происходит на поверхности. Именно здесь деформация становится локализованной из-за наличия ранее существовавших концентраций напряжений, таких как механические зазубрины или коррозионные ямы, грубые (устойчивые) полосы скольжения, в которых могут образовываться мельчайшие выдавливания и вторжения, или в относительно мягких зонах, таких как области без осадков. прилегает к границам зерен.
Неутешительные усталостные свойства упрочненных старением алюминиевых сплавов также объясняются дополнительным фактором, которым является метастабильная природа металлургической структуры в условиях циклического напряжения. Локализация деформации особенно вредна, потому что осадок может быть удален с определенных полос скольжения, что вызывает там разупрочнение и приводит к дальнейшей концентрации напряжения, так что весь процесс растрескивания ускоряется. Этот эффект преувеличенно показан в рекристаллизованном высокочистом сплаве на рис.2.48. Было высказано предположение, что удаление осадка происходит либо путем чрезмерного старения, либо путем повторного растворения, последнее в настоящее время считается применимым в большинстве случаев. Одно из предположений состоит в том, что частицы в полосах скольжения разрезаются движущимися дислокациями, и повторное растворение происходит, когда они становятся меньше критического размера для термодинамической стабильности.
Рисунок 2.48. Микрофотография, сделанная с помощью просвечивающего электронного микроскопа, демонстрирующая истощение выделений в стойкой полосе скольжения, образованной усталостным напряжением сплава Al-Zn-Mg высокой чистоты.
Предоставлено А. Стаббингтоном, авторское право HMSO.Усталостные свойства алюминиевых сплавов, упрочненных старением, должны быть улучшены, если усталостная деформация может распределяться более равномерно. В этом отношении должны помочь факторы, предотвращающие образование грубых полос скольжения. Таким образом, следует ожидать, что сплавы технической чистоты должны работать лучше, чем эквивалентные высокочистые композиции, поскольку присутствие включений и интерметаллических соединений будет иметь тенденцию к диспергированию скольжения. Этот эффект продемонстрирован для сплава 7075 Al – Zn – Mg – Cu на рис.2.49A, на котором показаны кривые усталости ( S / N ) для композиций промышленной чистоты и высокочистых композиций. Испытания проводились на гладких образцах, изготовленных из сплавов, которые были подвергнуты старению в аналогичных условиях для получения мелких, способных к сдвигу осадков. Следует отметить, что усталостные характеристики сплавов технической чистоты являются лучшими, поскольку зарождение трещин задерживается из-за того, что скольжение более равномерно распределяется дисперсионными частицами, такими как Al 12 Mg 2 Cr.Эти частицы отсутствуют в высокочистом сплаве. Однако характеристики усталостных характеристик меняются на противоположные, если испытания проводятся на предварительно растрескавшихся образцах (рис. 2.49B). В этих условиях скорость роста усталостной трещины в сплаве технической чистоты выше, поскольку пустоты зарождаются быстрее у дисперсных частиц, которые находятся в пластической зоне продвигающейся трещины (рис. 2.44).
Рисунок 2.49. (A) Кривые усталости ( S / N ) для сплавов Al – Zn – Mg – Cu 7075 и X7075.X7075 представляет собой высокочистую версию коммерческого сплава 7075. (B) Кривые скорости роста усталостной трещины для сплавов 7075 и X7075.
(A) Из Lütjering, G: Микромеханизмы в сплавах, закаленных частицами (, Martin, JW, Cambridge University Press, 142, 1980). (B) Из Albrecht, J et al .: Proc. 4-й Интер. Конф. по прочности металлов и сплавов , J. de Physique, Paris , 463, 1976.Термомеханическая обработка, при которой пластическая деформация до или во время обработки старением увеличивает плотность дислокаций, также улучшает усталостные характеристики некоторые сплавы, хотя этот эффект частично возникает из-за повышения прочности на растяжение, вызванного такой обработкой (рис.2.50). Следует, однако, отметить, что упомянутые ранее многообещающие результаты были получены на гладких образцах. Улучшение усталостных характеристик не было сохранено для условий с серьезными надрезами, и кажется, что результирующие концентрации напряжений перекрывают более тонкие микроструктурные эффекты, которые были описаны.
Рисунок 2.50. Влияние термомеханической обработки (ТМП) на усталостные свойства без надреза коммерческого сплава Al – Zn – Mg – Cu 7075. PS, предел текучести (МПа) и TS, предел прочности (МПа).
От Остерманна, FG: Металл. Trans ., 2A, 2897, 1971.Сплавы, которые подвергаются старению при более высоких температурах и, таким образом, образуют относительно более стабильные выделения, также могут показывать лучшие усталостные свойства, и эта тенденция наблюдается. Например, усталостные характеристики сплавов на основе системы Al – Cu – Mg обычно лучше, чем у сплавов Al – Zn – Mg – Cu, хотя этот эффект снова значительно снижается для условий с надрезом.
Тот факт, что микроструктура может иметь большее влияние на усталостные свойства алюминиевых сплавов, чем уровень свойств на растяжение, был продемонстрирован для сплава Al – Mg, содержащего небольшую добавку серебра.Хорошо известно, что бинарные сплавы Al – Mg, такие как Al – 5Mg, в которых магний присутствует в твердом растворе, демонстрируют относительно высокий уровень усталостной прочности. То же самое относится к сплаву Al – 5Mg – 0.5Ag в состоянии после закалки, и на рис. 2.51 показано, что предел выносливости после 10 8 циклов составляет ± 87 МПа, что приблизительно равно 0,2% условному пределу текучести. Этот результат объясняется взаимодействием атомов магния с дислокациями, которое снижает их подвижность и сводит к минимуму образование крупных полос скольжения при усталости.Сплав, содержащий серебро, реагирует на упрочнение при старении при повышенных температурах из-за образования мелкодисперсного осадка, и предел текучести 0,2% может быть повышен до 200 МПа после старения в течение 1 дня при 175 ° C. Однако предел выносливости для 10 8 циклов фактически снижен до ± 48 МПа из-за локализации деформации в ограниченном количестве полос грубого скольжения (рис. 2.52A).
Рисунок 2.51. Кривые усталости ( S / N ) сплава Al – 5Mg – 0.5Ag в различных условиях.
From Boyapati, K and Polmear, IJ: Fatigue Eng. Матер. Struct. , 2, 23, 1979.Рисунок 2.52. (A) Крупные полосы скольжения с высокой плотностью дислокаций. Сплав Al – 5Mg – 0.5Ag, выдержанный 1 сутки при 175 ° C и испытанный при напряжении ± 75 МПа в течение 1,4 × 10 6 циклов; (B) крупные частицы второго осадка, которые образовались в сплаве, выдержанном в течение 70 дней при 175 ° C, которые имеют диспергированные дислокации, образованные усталостным напряжением в течение 10 7 циклов при напряжении ± 75 МПа.
Продолжающееся старение сплава при 175 ° C вызывает лишь небольшое размягчение (0,2% условного предела текучести 175 МПа через 70 дней), хотя образуются крупные частицы второго осадка (рис. 2.52B), которые обладают эффектом диспергирования дислокаций, образованных циклическое нагружение. В результате улучшаются усталостные свойства, а предел выносливости для 10 8 циклов повышается до ± 72 МПа (рис. 2.51). Эти частицы выполняют ту же роль, что и субмикронные частицы в промышленном сплаве 7075 (рис.2.49), но они образовались в результате осаждения. Это еще раз демонстрирует желательность наличия дуплексной структуры осадка, мелких частиц для обеспечения высокого уровня свойств при растяжении и крупных частиц для повышения усталостной прочности.
Исследования прессованных изделий из более сложного сплава Al – 5.6Cu – 0.45Mg – 0.45Ag – 0.3Mn – 0.18Zr также показали, что сопротивление усталости после недостарения в течение 2 ч при 185 ° C выше, чем у сплава. состояние полного упрочнения при старении (10 ч при 185 ° C), несмотря на то, что износостойкий сплав имеет более низкие свойства при растяжении.Такое поведение становится очевидным, если сравнить соответствующие кривые циклическое напряжение / количество циклов до разрушения ( S / N ), полученные при комнатной температуре, которые показаны на рис. 2.53. Эти цифры показывают, что разброс отдельных результатов испытаний для полностью затвердевшего состояния больше, что нежелательно. Кроме того, кривые наилучшего соответствия имеют разные наклоны, поскольку износостойкий сплав демонстрирует все более длительный срок службы по мере снижения уровней циклических напряжений.Например, эти результаты показывают, что при циклическом напряжении 175 МПа недостарший сплав имеет срок службы до разрушения примерно в 10 раз больше, чем полностью закаленный сплав. В качестве альтернативы, при равном времени разрушения после 10 7 циклов износостойкий сплав может выдерживать напряжение, которое на 18% больше.
Рисунок 2.53. Данные «напряжение – число циклов» (S – N) для сплава Al – Cu – Mg – Ag – Mn – Zr, испытанного после (A) полного упрочнения старением (10 ч при 185 ° C) и (B) недостарения (2 ч при 185 ° С).
Из Ламли, RN и др. .: Матер. Sci. Forum , 29, 256, 2005.Для объяснения этого поведения были предложены два объяснения, оба из которых зависят от динамического осаждения остаточного растворенного вещества в матрице, происходящего во время усталостных испытаний недозаряженного сплава. Один предполагает, что осаждение удерживаемого растворенного вещества помогает иммобилизовать дислокации, образовавшиеся в процессе усталости, которые в противном случае могут способствовать возникновению трещин. Другое предположение состоит в том, что локализованное динамическое осаждение может фактически способствовать закрытию развивающихся трещин.
Цветные сплавы | Кастинг в Мичигане
Список цветных металлов
Примеры цветных металлов:
Медь
Медь довольно широко распространена на промышленном рынке. Добавьте сплавы латуни (медь и цинк) и бронзу (медь и олово), и вы, возможно, уже увидите множество применений меди. Тем не менее, свойства меди и медных сплавов позволяют использовать больше:
- Высокая теплопроводность
- Высокая электропроводность
- Хорошая коррозионная стойкость
- Высокая пластичность
Алюминий
В инженерном отношении очень особенный и важный металл.Может быть не так полезен в повседневном применении из-за цены, но его сочетание небольшого веса и отличной обрабатываемости делает его популярным металлом на яхтах, самолетах и многих автомобильных запчастях. Алюминий также является основным металлом во многих сплавах. Свойства алюминия включают:
- Коррозионностойкий
- Хороший проводник тепла и электричества (но меньше, чем у меди) — в сочетании с пластичностью и ковкостью заменяет в некоторых случаях медь
- Высокая пластичность и легкий вес
- Становится твердым после холодной обработки, поэтому требует термической обработки
цинк
Цинк сам по себе не имеет большого значения для обычного человека.С другой стороны, как легирующий элемент он имеет широкий спектр применения. Он в основном используется для цинкования стали во всех областях. Цинкование делает материал более устойчивым к коррозии. Он также используется в том, что при смешивании с алюминием он создает цинк-алюминиевые сплавы. Они были разработаны, чтобы конкурировать с бронзой, чугуном и алюминием с использованием методов литья в песчаные формы и в постоянные формы. Отличительные особенности сплавов ZA включают высокую прочность после литья, отличные несущие свойства, а также низкие энергозатраты (для плавления).
СплавыZA являются хорошими подшипниками, поскольку их окончательный состав включает твердые эвтектические частицы цинк-алюминий-медь, внедренные в более мягкую цинк-алюминиевую матрицу. Твердые частицы обеспечивают поверхность подшипника с низким коэффициентом трения, в то время как более мягкий материал изнашивается, чтобы обеспечить пространство для стекания смазки, как у баббита.
Характеристики металлических сплавов — черные и цветные сплавы
Характеристики цветных сплавов (алюминий и медь)
Когда более 35 лет назад в Мелкшаме было создано литейное производство NovaCast, единственное внимание компании было сосредоточено на производстве высококачественных отливок из цветных металлов, в основном из сплавов на основе алюминия и меди, с использованием в основном процессов литья в песчаные формы и литья под давлением.Эти сплавы по-прежнему составляют основную часть отливок, которые проходят через наш литейный завод в Великобритании, хотя сложность и характеристики сплавов отливок и технологии, используемые для обеспечения неизменно высокого качества, кардинально отличаются.
Хотя у нас есть возможность изготавливать отливки практически из любых сплавов на основе алюминия или меди, основная часть нашей работы приходится на наиболее распространенные марки сплавов. Для алюминиевых отливок эти спецификации сплавов — LM6M, LM25M и полностью термообработанная версия LM25TF.Для отливок на основе меди это, как правило, марки металлического сплава с содержанием свинца (LG2 и LG4), фосфорной бронзы (PB1 и PB2), высокопрочной латуни (HTB1) и алюминиевой бронзы (AB1 и AB2).
Характеристики черных сплавов (чугун и углеродистые / нержавеющие стали)
За прошедшие годы NovaCast установила доверительные отношения с другими британскими и международными литейными предприятиями, чтобы предложить широкий спектр вариантов литья черных металлов. Качество каждого из этих взаимоотношений с полным управлением рисками контролируется группами качества и управления проектами на нашем литейном заводе в Великобритании, чтобы гарантировать постоянное качество и абсолютное спокойствие для наших клиентов.
Как и в случае с цветными сплавами, диапазон вариантов огромен, но основная часть наших отливок из черных металлов, как правило, производится из наиболее распространенных сплавов углерода и нержавеющей стали с использованием процессов литья по выплавляемым моделям. Для углеродистой стали эти спецификации сплавов следующие: SA216 WCB, SA216 WCC, SA352 LCC, EN10293 и EN10213. Это литые эквиваленты 304 (наиболее распространенная марка) и 304L (версия с более низким содержанием углерода), 316 (с добавлением молибдена для повышения коррозионной стойкости) и 316L (версия с более низким содержанием углерода) и 332 C16 (сорт дуплексной нержавеющей стали). .Мы также поставляем несколько марок чугуна, включая серый чугун (.200 и .250), сфероидальный графит (420/12 и 600/3), твердый чугун (с содержанием никеля) и белый чугун.
Все отливки из черных и цветных металлов могут поставляться в полностью испытанном, подвергнутом механической обработке и готовой форме в соответствии с требованиями обслуживания и требованиями клиентов. NovaCast имеет аккредитацию ISO9001: 2008.
Чтобы обсудить ваши требования, позвоните члену команды NovaCast по телефону +44 (0) 1225 707466, отправьте нам сообщение здесь или напишите по адресу sales @ novacast.co.uk.
Литейное производство черных и цветных металлов
Литейные предприятия черных и цветных металлов специализируются на плавке и отливке металла в требуемые формы. Литейные изделия чаще всего используются в автомобилях, сантехнике, поездах. локомотивы, самолеты, а также металлические детали в другом оборудовании. Независимый литейные заводы классифицируются под кодом SIC 3300; однако многие специальности или меньше производственные литейные предприятия часто работают на более крупных заводах, классифицируемых под другими кодами SIC.
В 1990 г. на чугун и сталь приходилось 84% отлитых металлов (McKinley, 1994). В Остальные 15% литейных производств приходится на производство алюминия, меди, цинка и свинца. Литейная промышленность в настоящее время производит 11 миллионов тонн металлопродукции в год, при этом Стоимость отгрузки 19 миллиардов долларов. Почти 200000 человек работают на более чем 3000 литейных заводах. В Соединенных Штатах. Хотя крупные чугунолитейные и сталелитейные заводы производят миллиарды долларов на металл каждый год и предоставляют много рабочих мест, у большинства литейных предприятий бюджеты гораздо меньше и нанять менее 100 человек.
Изготовление литьяПервый этап литья металла (рис. 3) включает создание формы, в которую расплавленный металл будет разливаться и охлаждаться. Материалы, используемые для изготовления форм, зависят от тип отливаемого металла и желаемая форма конечного продукта. Песок самый обычный формовочный материал; однако металлы, паковочные материалы и другие соединения могут также можно использовать.
Рисунок 3. Процесс литья металла (USEPA, 1981)
Формы из зеленого песка используются на 85% литейных производств. Зеленый песок — это смесь песка, глины, углеродсодержащий материал и вода (рис. 4). Песок обеспечивает структуру формы, глина связывает песок вместе, а углеродистые материалы предотвращают ржавчину. Вода используется для активации глины. Зеленая песчаная смесь набивается металлическим узором. кусок и дали затвердеть.Форма аккуратно снимается с выкройки и подготавливается. для расплавленного металла.
Рисунок
4. Состав зеленого песка
Формы из песка используются только один раз. Расплавленный металл заливают в форму и оставляют для здорово. После охлаждения форма отделяется от металлической детали в процессе, называемом вытрясти. Большая часть песка из форм для зеленого песка используется повторно для изготовления будущих форм.
Смеси песка также часто используются для создания стержней.Ядра — это части, которые входят в пресс-форма для создания детализированных внутренних проходов в металлической детали. Ядра должны быть прочными и трудно выдерживать расплавленный металл и разборные, поэтому их можно удалить из металла кусок после того, как он остынет. Для получения этих свойств используются смолы или химические связующие. обычно добавляют в песочные смеси. В зависимости от используемого связующего, формы могут быть воздушными или воздушными. термически схватывается.
Другие формовочные материалы включают химически связанный песок, металл или огнеупоры.Эти материалы используются в оставшихся 15% литейных приложений. Использование пресс-форм для скорлупы химически связанный песок для изготовления форм. В литейных цехах можно использовать постоянные металлические формы. которые производят большое количество одного и того же изделия. Паковочные формы изготавливаются из керамики. вещества, называемые огнеупорами. Применяются в отливках из металла высокой точности.
Плавка металловЛитейные цеха плавят металлы в печах одного из нескольких типов в зависимости от типа используемый металл (таблица 1).Типы печей: вагранки, дуговые, индукционные, очаг или отражатель и тигель. Из-за разной природы металлов разные требуются вводы, и от каждого типа выделяется разное загрязнение.
Таблица 1. Общие типы Металлоплавильных печей
| Тип печи | Сырье | Выходы | Процесс |
| Купольная печь | Руда железная, лом, известь, кокс | Расплавленное железо | Альтернативные слои металла и кокса загружаются в верхнюю часть печи.Металл плавится горячими газами от сгорания кокса. Примеси реагируют с известь и отделяются. |
| Электродуговая печь | Металлолом, флюс | Расплавленный чугун и сталь | Электрическая дуга от угольных электродов плавит металлолом. Флюс реагирует с примесями. |
| Индукционная печь | Лом черных металлов или цветных металлов | Чугун или цветные металлы | Индукционные печи являются наиболее распространенным типом, используемым как для черных металлов, так и для производство цветных металлов.Медные катушки нагревают металл переменным током. Поток реагирует с примесями. |
| Отражательная, подовая или тигельная печь | Цветные металлы, флюс | Расплавленные цветные металлы | Отражательные печи для плавки металлов партиями с использованием тигля в форме горшка который удерживает металл над электронагревателем или бестопливной горелкой. Флюс реагирует с примеси. |
Купольные печи
Купольные печи — самый старый тип печей, используемых в литейных цехах. Они высокие и примерно цилиндрической формы и чаще всего используются для плавки чугуна и ферросплавов. . В печь подают чередующиеся слои металла и ферросплавов, кокса и известняка. сверху. Кокс составляет 8-16% от общей загрузки, обеспечивая тепло, которое плавит металл (USEPA, 1992). Известняк добавляется для реакции с примесями в металле и всплывает. к верхней части металла по мере его плавления.Как и при выплавке стали, этот известняк / примеси сочетание называется шлаком. Плавая поверх металла, пока он плавится, шлак защищает металл от окисления.
Купольные печи футерованы огнеупорами или твердыми жаропрочными материалами, такими как огнеупорная глина, кирпичи или блоки. Огнеупор защищает кожух печи от истирания, нагрева. и окисление. Со временем огнеупор разрушается и в конечном итоге становится частью шлак.
Купольные печи обычно присоединяются к системам контроля выбросов для улавливания воздуха. выбросы. Обычно в системах выброса в атмосферу используются высокоэнергетические мокрые скрубберы, использующие вода для удаления загрязнения воздуха из газового потока или системы с сухим рукавным фильтром, в которых используется ткань фильтры для улавливания выбросов.
Электродуговые печи
Электродуговые печи часто используются на крупных сталелитейных и сталелитейных заводах.В металл загружается в печь с добавками, облегчающими извлечение шлака, и тепло для плавления металла производится электрической дугой из трех угольных или гранитных материалов. электроды. Электродуговая печь футерована огнеупорами, которые медленно разлагаются и удаляются со шлаком. Электродуговые печи также обычно используют оборудование для выбросов в атмосферу. для улавливания большей части загрязнения воздуха.
Индукционные печи
Индукционные печи являются наиболее распространенным типом печей для плавки чугуна. становится все более популярным для плавки цветных металлов (USEPA, 1992).Они популярны потому что они обеспечивают превосходный металлургический контроль и относительно не загрязняют окружающую среду. Индукционные печи без сердечника используются для небольших (5-10 тонн) операций. Без сердечника индукционные печи, тигли с огнеупорной футеровкой окружены водоохлаждаемыми медными катушки.
Для больших объемов используются индукционные печи с каналом. В этих печах медные катушки окружены индукторами, чтобы способствовать плавлению металла. Канальные печи бывают обычно используется для удержания расплавленного металла перед разливкой.
В индукционных печах используются переменные токи для нагрева и плавления металла. В огнеупоры обычно изготавливаются из диоксида кремния, оксида алюминия или магнезии. Они ломаются со временем и стать частью шлака.
Отражательные или подовые печи
Подовые печи используются для периодической плавки цветных металлов. Очаг может быть обогревается либо электричеством, либо природным газом. Подовые печи используются для производства небольшое количество металла, обычно для искусства и аналогичных отраслей.
Металлическое литьеПосле того, как металл расплавлен, его выливают в форму и дают остыть. Удалять формы, отливки в песчаные формы входят в процесс, называемый вытряхиванием, когда песчаная форма встряхивается металлический кусок. Во время процесса пыль и дым улавливаются системой пылеподавления. оборудование. Постоянные формы извлекаются из металлических деталей без разрушения. Паковочные формы и оболочки разрушаются во время удаления, образуя твердые отходы.
Любые дополнительные части, используемые для удержания детали во время литья, удаляются. Металлический кусок очищается стальной дробью, крошкой или другими механическими очистителями для удаления остатков литейный песок, металлический мусор или оксид.
Поверхностное покрытие может быть нанесено на металлическую деталь в литейном производстве; однако такие покрытие обычно выполняется на металлообрабатывающих заводах. Дальнейшее обсуждение металлической отделки можно найти в «» «Предотвращение загрязнения для металлообрабатывающей промышленности».
Потоки литейных отходовОтходы, производимые литейными цехами, напрямую относятся к типу металла, печи тип и применяемая технология формования. Например, литейные производства, использующие песчаные формы, производят самый мусор из песка. Литейные цеха цветных металлов и сталелитейные заводы могут производить опасные отходы из-за присутствия в них свинца, цинка, кадмия и других металлов. Купол печи производят больше загрязнения воздуха, чем индукционные печи, из-за использования кокса и песка отливки производят больше твердых отходов, чем постоянные формы из-за мелкого песка, который не может быть использован повторно.
По объему газообразные отходы являются крупнейшим источником отходов литейных производств (Dieter, 1995). Воздуха выбросы происходят из связующих систем, используемых при изготовлении форм, пары при плавлении металлов и переносимый по воздуху песок, используемый на этапах заливки и выбивки. Выбросы в атмосферу были не очень хорошими количественно; однако они обычно содержат металлы, полулетучие и летучие органические вещества. соединения. В основном они происходят от процедур плавки. Этапы заливки и охлаждения вносят около 16% от общего количества органических и полулетучих отходов литейных производств (Shah, 1995).
Большая часть выбросов газообразных металлов улавливается системами контроля выбросов. прикреплены к печам, выбивке и очистке участков литейного цеха. Купольные печи вносили больше металлических выбросов в атмосферу, чем печи других типов. Выбросы металлов от индукционные печи очень маленькие. Процессы изготовления стержней и пресс-форм производят почти незначительные уровни выбросов металлов. Выбросы в процессе разливки зависят от температура металла.Чем горячее металлы, тем больше металлов выделяется (Shah, 1995).
Органические выбросы в атмосферу в основном связаны с непрореагировавшими компонентами смол, растворителей и катализаторы. Они поступают в основном на этапах изготовления стержней и пресс-форм и не очень хороши. количественно (Shah, 1995). Стандарты OSHA были основной причиной контроля за воздухом. выбросы в прошлом. Однако с Законом о чистом воздухе и поправками к нему, а также ужесточаются правила EPA, проводится больше исследований выбросов в атмосферу.
Выбросы жидкости
Загрязнение жидкостью составляет небольшую часть от общего потока отходов литейного производства. (Дитер, 1995). Жидкие отходы образуются из бесконтактной охлаждающей воды, используемой для охлаждения металла и другие детали или из систем выброса в атмосферу мокрого скруббера. Сток воды с пола при очистке и других процедурах технического обслуживания также могут образовываться жидкие отходы. Однако объемы жидких отходов относительно малы и не представляют большой проблемы загрязнения окружающей среды. литейные заводы.На некоторых заводах есть водоочистные сооружения для удаления загрязняющих веществ из воды. повторное использование.
Твердые отходыТвердые отходы составляют значительную часть загрязнения от литейных производств. Без четверти один ожидается тонна твердых отходов на одну тонну отливок (Shah, 1995). Отходы поступают из песок, шлак, контрольная пыль и отработанные огнеупоры. Отшлифовать отходы литейных производств песчаные формы были определены как самая серьезная проблема отходов на литейных предприятиях (Twarog, 1992).Формовочный и стержневой песок составляют 66-88% от общего количества отходов производства черных металлов. (USEPA, 1992).
Отходы песка
Зеленый формовочный песок обычно используется повторно. После удаления песка с металлической детали, его легко переделать. Однако при повторном использовании образуются мелкие частицы песка. Эти частицы тоже маленькие, чтобы быть эффективными в формах, и их необходимо удалять и часто захоронять.
Песок, который химически связан для изготовления стержней или корпусных форм, труднее использовать повторно эффективно и может быть захоронен после однократного использования.Методы извлечения песка, как обсуждалось позже были исследованы с неоднозначными результатами.
Отходы песка от литейных производств латуни и бронзы создают дополнительные проблемы с отходами, так как они часто опасно. Свинец, медь, никель и цинк могут быть найдены в песке в достаточном количестве. уровни, требующие дальнейшей обработки перед утилизацией. Если уровни металла достаточны, могут использоваться методы восстановления.
Отходы литья по выплавляемым моделям
Хотя отливки по выплавляемым моделям не так широко используются, как отливки в песчаные формы, они также производят твердые отходы, так как они обычно разрушаются при удалении с детали.Отработанные формы неопасны, если не присутствуют компоненты сплава тяжелых металлов. Отработанный воск, использованный как шаблоны для форм, также способствуют твердым отходам. Шаблоны удаляются плавления воска и, как правило, можно использовать повторно.
Очистка комнатных отходов
Готовые металлические детали часто очищают с помощью систем абразивной очистки. Абразивный чистящие средства и песок, который они удаляют с металлических деталей, образуют твердые отходы.Шлифовальные круги и подметальные машины также добавляют твердые отходы. Эти отходы собираются и обычно вывозится на свалку.
Системы контроля выбросов в атмосферу
Системы контроля выбросов в атмосферу из пылеуловителя — одна из наиболее часто используемых технологий для контроля выбросов в атмосферу на литейных предприятиях. Воздух закачивается в рукавный фильтр, где твердые частицы накапливаются на тканевом фильтре. Система эффективна для удаления частиц выше или ниже 0.1 — 0,3 микрометра (Shah, 1995). Другие виды контроля выбросов в атмосферу также могут использоваться системы, включая мокрые скрубберы, абсорбционные и адсорбционные системы, горение и электростатические осадки. Все системы производят твердые отходы из воздуха. выбросы и выпуск очищенного воздуха.
Пыль от контроля выбросов собирается практически на всех этапах литейного производства. Если не содержит опасных отходов, обычно вывозится на свалку. Однако сталелитейные заводы часто образует пыль для контроля выбросов, содержащую цинк, свинец, никель, кадмий и хром, в зависимости от содержания металла.Пыль от контроля выбросов цветных металлов также может быть классифицируется как опасное из-за содержания меди, алюминия, свинца, олова и цинка. В зависимости от содержание металлов в контрольной пыли может быть разрешено для свалки, или может перед утилизацией требуется дополнительная обработка. Пыль литейного производства цветных металлов часто содержит уровень металлов, достаточный для того, чтобы извлечение металлов было экономически выгодным.
Отходы шлака
Шлаковые отходы часто имеют очень сложный химический состав и содержат различные загрязнители от металлолом.Общие компоненты включают оксиды металлов, плавленые огнеупоры, песок и коксовая зола (если используется кокс). Также могут быть добавлены флюсы для удаления шлака из печь. Шлак может быть опасным, если он содержит свинец, кадмий или хром из стали или плавка цветных металлов. Чугунолитейный шлак может обладать высокой реакционной способностью, если карбид кальция используется для обессеривания железа. Особое обращение требуется с высокоактивными отходами.
Рекультивация пескаЗеленый песок можно многократно использовать без значительного улучшения.Песок фильтруется для удаления мелких частиц, образующихся в процессе. Дополнительный песок добавляется в учитывать потери песка. Затем песок превращается в другую металлическую деталь.
Химически связанный песок, используемый для изготовления стержней и других форм, не так просто повторно используется. Однако было разработано множество методов извлечения формовочного песка со смешанными успех. Целью рекультивации песка является удаление остаточных вяжущих и загрязнений. из песчинок, чтобы песок можно было использовать повторно, не влияя на качество формы.Процесс рекультивации песка определен Американским обществом литейщиков. Комитет по рекультивации и восстановлению как «физическая, химическая или термическая обработка огнеупорный заполнитель, позволяющий повторно использовать его без значительного снижения его первоначального полезные свойства, необходимые для данного приложения ».
Разработаны четыре метода извлечения песка. Метод, который будет полезен во многом зависит от типа металлического литья, используемых связующих и желаемого повторного использования.
Восстановление песков истощения
Технология рекуперации абразивного песка вращает два потока песка в противоположных направлениях при наличии тепла. Комбинация абразивного истирания песка и горения связующего освобождает частицы песка из некоторых вяжущих. Истирание не может удалить все остаточные связующие, но работает хорошо сочетается со связующими без выпечки. Результатом этого процесса является переработанный песок высокой прочности.
Поскольку все связующие вещества невозможно удалить истиранием, характеристики песка могут быть изменен.Для некоторых операций литья характеристики могут существенно измениться. Достаточно того, что песок может оказаться неэффективным для отливок.
При рекуперации песка истирающими методами может образовываться большое количество пыли. В пыль может улавливаться оборудованием для контроля выбросов в атмосферу, что способствует общему увеличению объем твердых отходов.
Рекультивация сухого песка
При очистке сухого песка используются механические и пневматические скрубберы для удаления комков и связующие из песка (рисунок 5).Механическая очистка перемещает каждую песчинку через граница раздела песок-металл или песок-песок для удаления примесей. Пневматические скрубберы используют воздух продвигать песок между перегородками. Эти скрубберы особенно хороши для удаления глины. из формовочных песков и связующих в системах, не подвергающихся обжигу.
Рисунок 5. Рекультивация сухого песка (Heine, 1983)
Сухая утилизация может привести к образованию большого количества пыли. Эти выбросы в атмосферу должны быть контролируется и фиксируется контрольным оборудованием.Мелиорация сухого песка также может оказаться невозможной. удаления связующих до степени, необходимой для повторного использования в некоторых литейных операциях.
Рекультивация воды (мокрая)
При влажной рекультивации для удаления песчаных связующих используется вода (рис. 6). Процесс использует на различная водорастворимость песка и связующих веществ для разделения этих двух веществ. Глиняные системы хорошо работают с процессами регенерации воды, потому что глины хорошо растворяются в воде. Вяжущие вещества из силиката натрия и песка также можно удалить с помощью влажной рекультивации.Натрий силикат растворяет часть кристаллов песка при связывании, но может быть удален путем обнажения его полить. После замачивания песка на водяной бане его сушат и используют повторно.
Рисунок 6. Рекультивация влажного песка (Heine, 1983)
Хотя мокрая рекультивация использовалась в 1950-х и 1960-х годах, она почти исключена. как метод добычи песка. Химические связующие также перестают быть достаточно гидрофильными. растворить в воде.Кроме того, растворимые органические смолы и другие водорастворимые примеси могут вызвать значительное загрязнение воды. Большой объем сточных вод и строгие экологические нормы могут сделать рекультивацию влажного песка слишком дорогой.
Рекультивация термального песка
Термическая рекультивация использует тепло во вращающейся печи, многоподовых печах или псевдоожиженный слой для сжигания связующих и загрязняющих веществ (Рисунок 7). При удалении связующих процесс может привести к изменению состава песка.Продукты сгорания от топлива, используемого для нагрейте песок, и может произойти термическое растрескивание кристаллов песка. Полученный песок может существенно отличаться от исходного песка. В зависимости от типа отливки, термически обработанный песок может использоваться или не использоваться.
Рисунок 7. Рекультивация термальных песков (Heine, 1983)
Инфракрасную энергию можно также использовать для термической обработки песка. Этот метод может поддерживать больше исходного состава песков, при этом разрушая связующие.Инфракрасные блоки, называемые электрические установки для рекуперации песка, имеющиеся в Великобритании и Канаде («Navistar Goes Infrared», 1993). Внешние воздуходувки проталкивают песок псевдоожиженные слои, позволяющие песку напрямую контактировать с инфракрасным излучением, которое разрушает вниз по переплетам. Электрические установки для улавливания песка не производят горение. продукты, связанные с традиционными процессами термической рекультивации.
Переработка пескаДругой вариант использования формовочного песка — переработка.Многие отрасли промышленности используют песок в качестве сырья. материал в их процессах. Поскольку формовочный песок обычно не опасен, он может служить этому цель. Рынки отработанного формовочного песка включают производство: цемента, бетона, асфальт, кирпич и черепица, текучая заливка (водопроницаемый, низкопрочный бетон), геотехническая засыпка и засыпка, ежедневное покрытие полигона, а также искусственный верхний слой почвы и компостирование. Перед тем, как продавать потраченные деньги, необходимо, конечно, учитывать ответственность и местное законодательство. формовочный песок.
Израсходовано Пыль для контроля шлаков и выбросовШлак и пыль контроля выбросов составляют остаток твердых отходов, образующихся литейные заводы. О модификации процесса для уменьшения этих твердых частиц написано не так много. отходы. Однако, если шлак или пыль содержат достаточное количество металла, их можно подавать. обратно в печи, чтобы утилизировать оставшуюся металлическую пыль. Металлы также могут быть восстанавливается из пыли с помощью электролитических или других методов восстановления металлов.В восстановленный металл может быть добавлен к расплавленному металлу или продан для других целей.
Хайне, Ханс Дж. «Экономия долларов за счет рекультивации песка — часть 1», Foundry Менеджмент и технологии. 111: 5 (май 1983 г.), стр. 22-25.
Лейдел, Дитер С. «Предотвращение загрязнения и литейные производства». Промышленное Справочник по предотвращению загрязнения , изд. Гарри М. Фридман. 1995.
McKinley, M.D. et al. «Исследование по обращению с отходами основных потоков отходов литейного производства: Фаза II.»HWRIC № TR-016. Апрель 1994 г.
Шах, Д. и А.В. Phadke. «Удаление свинца из литейных отходов с помощью растворителя. Экстракция ». Journal of Air and Waste Management .45 (март 1995 г.), стр. 150-155.
Тромбли Дж. «Переделка грязной промышленности». Науки об окружающей среде и Технология . 29: 1 (1995), стр. 76-78.
Twarog, D.L., et al. «Исследование основных потоков отходов литейных производств по управлению отходами: Фаза I.«Проект HWRIC RRT-16, Центр исследований и обращения с отходами, Шампейн, Иллинойс, ноябрь 1992 г.
USEPA. Отрасль литья и термообработки металлов ». EPA / 625 / R-92/009. Сентябрь 1992 г.
Комитет по качеству воздуха (10-E), «Литейные предприятия сталкиваются с более жесткими требованиями к качеству воздуха и загрязнению» Мониторинг, « Modern Casting . Май 1990 г. описание SARA Title III.
Корнетт, Майкл Дж., «Устранение потока отходов из вашего холодного бокса Процесс ». Foundry Management and Technology . 121: 12 (декабрь 1993 г.), стр. 38-40. Хорошая информация об изоциклическом процессе. Обсуждает литье в песчаные формы в холодных камерах. кратко.
Дуглас, Джон. «Электрификация литейного огня», EPRI Journal . Октябрь / ноябрь 1991 г., стр. 17-23. В этой статье обсуждаются электрические варианты замены угольные процессы.
Восток, Уильям, «Твердые отходы — некуда идти», Foundry Management и технологии .Май 1991 г. В статье обсуждаются источники твердых отходов от литейные заводы.
Фуллер, Роберт, «Токсичность: процедура выщелачивания характеристик заменяет экстракцию» Токсичность процедуры », Modern Casting , 80 (ноябрь 1990 г.), стр. 51-53. Обсуждаются изменения в методах EPA для определения характеристик токсичности промышленных трата.
Гшвандтнер, Герхард и Сьюзан Фэйрчайлд, Коэффициенты выбросов для чугунолитейных заводов — Критерии и токсичные загрязнители .EPA-600 / 2-90-044, Защита окружающей среды США Агентство, Вашингтон, округ Колумбия, август 1990 г. Обсуждение источников загрязнения воздуха от литейных заводов.
Ham, R.K. и W.C. Бойль. «Исследования показывают характеристики литейного производства черных металлов. Wastes, Modern Casting . Февраль 1990 г., стр. 37-41. Обсуждается токсичность. жидких отходов литейного производства.
Джейкобс Инжиниринг. Исследование аудита отходов, термическая металлообрабатывающая промышленность, Jacobs Инжиниринг, декабрь 1990 г.Обсуждение потоков отходов, связанных с литейными цехами.
Мошер, Гэри Э. «EPA публикует новые правила запрета на землю». Современное литье . 80: 1 (январь 1990 г.), стр. 40-41. Обсуждение поправок к Закону об опасных и твердых отходах 1984 применительно к литейным цехам.
Национальные лаборатории возобновляемой энергии. «Литейная промышленность» в технологии Партнерство .
Вашингтон, округ Колумбия: Министерство энергетики.Апрель 1995 г. Краткое описание отрасли и процессы. Также краткое обсуждение Закона об исследованиях конкурентоспособности литья металлов. 1990 г.
Смит, Вирджиния Д. «Закон о литейных цехах и чистом воздухе: несколько без ответа Вопросы ». Foundry Management and Technology . 119: 2 (февраль 1991 г.), 16-18. В этой статье дается общее описание того, как Закон о чистом воздухе 1990 г. потенциально повлиять на литейную промышленность.
Сводка факторов, влияющих на соблюдение нормативных требований на предприятиях по производству черных металлов, том 1 , EPA-340 / 1-80-020, Агентство по охране окружающей среды США, Вашингтон, округ Колумбия, январь 1981 г.Этот В статье рассматриваются источники отходов, связанные с литейными цехами.
Тромбли, Жанна. «Переосмысление грязной промышленности», Наука об окружающей среде и Технология . 29: 2 (1995), стр. 76-78. Обсуждение выбросов в атмосферу от литейного производства и Закон о воздухе 1994 г.
Снижение выбросов в атмосферуЗамена органических чистящих средств растворителями на основе цитрусовых
Пример предотвращения загрязнения, Enviro $ en $ e, 31 октября 1995 г.
Northern Precision Castings, Женева, Висконсин, представляет собой литье по выплавляемым моделям со 150 сотрудниками и отливкой более 200 000 фунтов металла в месяц.В В операции используются керамические формы и восковые модели. Восковые модели необходимо тщательно очистить. для правильной адгезии керамики. В качестве очистителя использовался растворитель 1,1,1-трихлорэтан (TCA). которые испарились, оставив поверхность чистой. Испарение произвело 18 000 фунтов (1988 г.). выбросов.
Экологические нормы, касающиеся TCA, привели к тому, что Northern PercisionCasting рассмотреть альтернативы. Они запросили альтернативы у своего поставщика растворителей.В Первой рекомендацией поставщика был переход на фреон до тех пор, пока не появится лучшая альтернатива. идентифицированы. Фреон производил меньше выбросов, чем TCP, и использовался от шести до девять месяцев. По истечении этого срока фреон был заменен на неопасный на основе цитрусовых. растворитель. Новый растворитель эффективно очищает восковые сборки с минимальными затратами. выбросы.
Качество продукции было проблемой до перехода на химический очиститель.Тем не менее изменение не привело к изменению качества пресс-формы. Первоначально растворитель на основе цитрусовых давал запах рабочие посчитали неприятным, но проблема была решена.
Переход от очистителей с органическими растворителями к очистителям на основе цитрусовых не потребовал капитальные затраты и отсутствие значительных изменений в затратах на эксплуатацию и техническое обслуживание. Беглец Выбросы в атмосферу до смены составляли 18 000 фунтов (1988 г.). После переезда в очиститель на основе цитрусовых, выбросы представляют собой водорастворимые жидкие отходы, которые могут быть выписан на государственные очистные сооружения (POTW).
Рекультивация литейного пескаМинистерство торговли штата Мичиган и Naturla Resources, ноябрь 1993 г., № 9303
Wolverine Bronze или Roseville, штат Мичиган, установили систему рециркуляции термального песка в попытка сократить расходы на закупку песка. Система обеспечивала качество песка, соответствующее требованиям формовочные нужды; однако эта система не была экономически выгодной. По мере необходимости песка на предприятии сильно различались, варьировалось использование машины.Однако тепловой аппарат требуется постоянный нагрев для обеспечения быстрого запуска без повреждения системы. С потребности в тепле, операция по переработке термического песка не позволила значительно сэкономить деньги за покупку нового песка.
В 1989 г. была проведена оценка низкоэнергетических систем рециркуляции песка для замены тепловой системы. Установлена система сбора пескопроявлений. В системе приставки песчинки трутся вместе на высоких скоростях для удаления остаточных связующих и неорганических загрязнений.Система обеспечила значительную экономию затрат по сравнению с использованием нового песка. Основная экономия связана с от снижения требований к энергии и техническому обслуживанию по сравнению с системой рекуперации тепла.
Купольное шлакоудалениеПрограмма помощи в сокращении объема отходов штата Айова, исследование литья № 94-20
Quinn Machine and Foundry из Буна, штат Айова, производит формы бетонных труб из железа. Шлак из вагранки производилась из расчета примерно 8000 фунтов на день.Куинн стремился сократить производство шлака и, в свою очередь, уменьшить его объем трата. Сначала они попытались определить местонахождение предприятия по извлечению металла из шлака. Тем не мение, извлечение металлов оказалось экономически невыгодным для предприятия.
После дополнительной оценки было определено, что меньшая загрузка в печи увеличить выход и уменьшить образование шлака. Изменение привело к прогнозируемой сокращения. Благодаря этим изменениям затраты на захоронение отходов были сокращены примерно на 1275 долларов США за год.
Литейный цех цветных металлов — Везувий
Литейный цех цветных металлов — ВезувийИспользование файлов cookie
Этот сайт использует файлы cookie. Продолжая просматривать сайт, вы соглашаетесь на использование файлов cookie. Для получения дополнительной информации о файлах cookie и о том, как ими управлять, см. Нашу политику в отношении файлов cookie.
Аналитические файлы cookie
Мы хотим установить файлы cookie Google Analytics, чтобы помочь нам улучшить наш веб-сайт, собирая и сообщая информацию о том, как вы его используете.Файлы cookie собирают информацию таким образом, чтобы никого напрямую не идентифицировать.
Foseco поставляет продукцию и оборудование для всех типов цветных металлов для предотвращения дефектов литья.
НазадЕсть три основных типа цветных металлов: алюминий, магний и медь.В автомобильной промышленности преобладает алюминиевое литье. Хотя алюминиевые отливки дороже, чем отливки из черных металлов, на рынке сохраняется потребность в снижении веса транспортных средств и повышении топливной эффективности. При литье алюминиевых сплавов существует множество потенциальных источников дефектов, которые могут ухудшить качество отливки, таких как дефекты усадки, газовая пористость и оксидные включения. Литье под давлением — это наиболее часто используемый процесс литья отливок из алюминиевых и магниевых сплавов.Отливки из магниевого сплава используются в аэрокосмической, автомобильной и электронной промышленности. Их главное преимущество — небольшой вес. Плавка меди и сплавов на ее основе также представляет особые проблемы. Расплавленная медь растворяет кислород и водород, и при затвердевании они могут вызвать пористость отливки.
Foseco поставляет продукцию и оборудование для каждого вида цветных металлов для предотвращения дефектов литья.
Foseco предлагает широкий ассортимент органических и неорганических систем связующих для форм и стержней.
Узнать большеFoseco предлагает широкий выбор песчаных покрытий, а также правку штампов для всех видов литья цветных металлов.
Узнать большеПродукты системы подачи Foseco предназначены для помощи операторам литейного производства в изготовлении качественных отливок с меньшими затратами.
Узнать большеЛитейные фильтры Foseco спроектированы и произведены с лучшими в отрасли характеристиками уменьшения включений и регулирования потока.
Узнать большеFoseco предлагает литейщикам полный ассортимент тиглей из карбида кремния и глино-графита, реторт и других специальных форм для использования в топливных печах, индукционных печах и печах сопротивления.
Узнать большеFoseco находится на переднем крае усилий отрасли по улучшению металлургических характеристик отливок, предлагая комплект расходных материалов и оборудование для производства чистого, воспроизводимого качества металла из ряда цветных сплавов.
Узнать большеУзорыМы можем изготовить металлические, пластиковые или деревянные модели из существующих деталей, традиционных чертежей или файлов САПР. ОтливкиМы используем традиционные методы формования в сочетании с новейшими технологиями для производства отливок высочайшего качества.Утяжелители могут быть от 1 унции. в алюминии до 500 фунтов. из латуни, от дюйма до 14 футов в длину, с пропускной способностью 3000 фунтов в день из бронзы. | Характеристики отливки
| Диапазон размеров
| Методы формования
| Изготовление стержней
| ЧистоваяМы выполним ручную отделку, пескоструйную обработку, шлифовку, полировку, машинную обработку и машинную обработку в соответствии с вашими требованиями.Предоставляем сертификаты соответствия, химический / физический анализ и термообработку. Мы будем соответствовать стандартам рентгеновского излучения и красителей для всех коммерческих и военных применений. | Mystic Valley Foundry имеет более чем 70-летний опыт работы с большинством коммерчески доступных металлов и сплавов. Это список обычно разливаемых металлов и сплавов. Металлы на алюминиевой основе 319 Металлы и сплавы на основе меди Медь чистая Металлы на основе цинка Чистый цинк |