Как выбрать вольфрамовые электроды | Тиберис
0
На сумму: 0 р.
Вольфрамовые электроды используются при аргонодуговой сварке, то есть сварке неплавящимся электродом в среде защитного газа аргона.
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.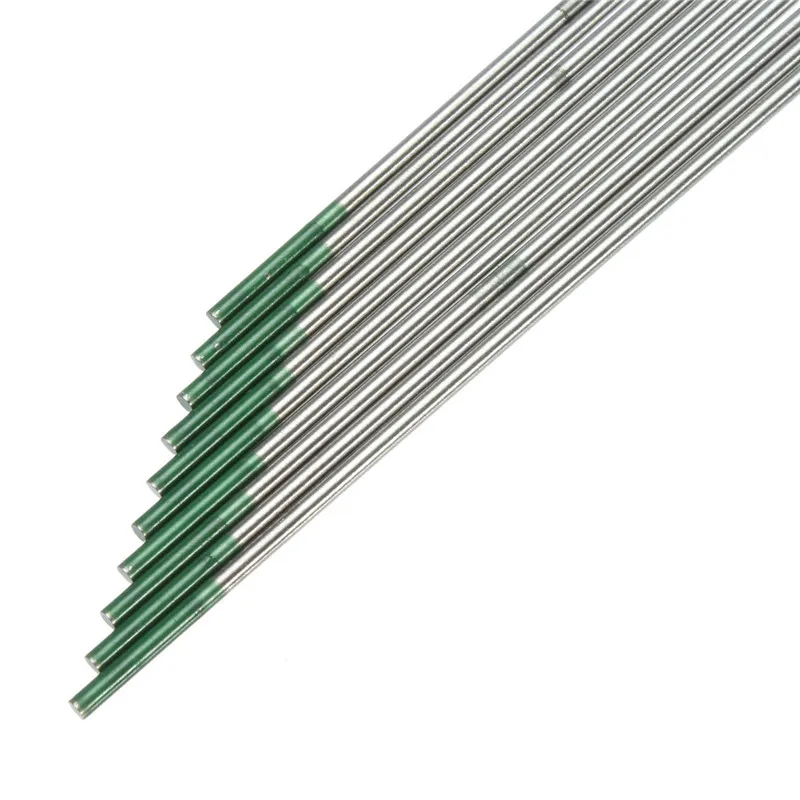
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.
Сравнительно небольшое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией.
 Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.

Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов.
 Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20здесь и WL-15 по ссылке.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Спасибо за подписку!
Классификация вольфрамовых электродов по цветам
Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
В данной статье мы перечислили все основные маркировки, по которым ведется
- WZ-8 (белый) — содержат 0,8% оксида циркония.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому нагрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
- WP (зеленый) — содержат 99,5% вольфрама.
Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
- WC-20 (серый) — содержат 2 % оксида церия.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WL-15 (золотистый), WL-20 (синий) — содержат оксид лантана (1,5% и 2% соответственно).


Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WY-20 (темно-синий) — содержат иттрий (1,8-2,2%).
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.
- WT-20 (красный) — содержат оксид тория.
Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий — радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу — достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое «брожение». Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Читайте также:
- Всё о вольфрамовых электродах
Руководство по вольфрамовым электродам
Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW). Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Примечание редактора: Чтобы прочитать обновленную информацию о рекомендациях по использованию вольфрамовых электродов, щелкните здесь.
Вольфрам — это редкий металлический элемент, используемый для производства электродов для дуговой вольфрамовой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Вольфрам имеет самую высокую температуру плавления среди всех металлов, 3410 градусов по Цельсию.
Эти неплавящиеся электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, свариваете ли вы переменным током (AC) или постоянным током (DC). Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (Цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий расход вольфрама среди всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием.
Торированные электроды (цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория и называются 2-процентными торированными электродами. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для специальной сварки переменным током (например, тонколистового алюминия и материала менее 0,060 дюйма) и сварки постоянным током с отрицательной или прямой полярностью углеродистой стали, нержавеющей стали, никеля и титана.
Во время производства торий равномерно распределяется по всему электроду, что помогает вольфраму сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали — после шлифовки. Примечание. Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при его использовании.
Вольфрамовые электроды с церием (цветовой код: оранжевый)
Вольфрамовые электроды с церием (классификация AWS EWCe-2) содержат не менее 97,30 % вольфрама и от 1,80 до 2,20 % церия и называются 2-процентным церием. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярен в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2-процентным содержанием тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Использование электродов с церием при более высоких токах не рекомендуется, потому что более высокие токи вызывают быструю миграцию оксидов к теплу на кончике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантанированные (цветовой код: золото)
Лантанированные вольфрамовые электроды (классификация AWS EWLa-1.5) содержат не менее 97,80 % вольфрама и от 1,30 до 1,70 % лантана, или лантана, и известны как 1,5 % лантана. Эти электроды имеют отличный старт дуги, низкий
скорость выгорания, хорошая стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Лантанированные электроды также обладают такими же характеристиками проводимости, как и вольфрам с 2-процентным содержанием тория. В некоторых случаях 1,5% лантана можно заменить 2% тория без внесения существенных изменений в программу сварки.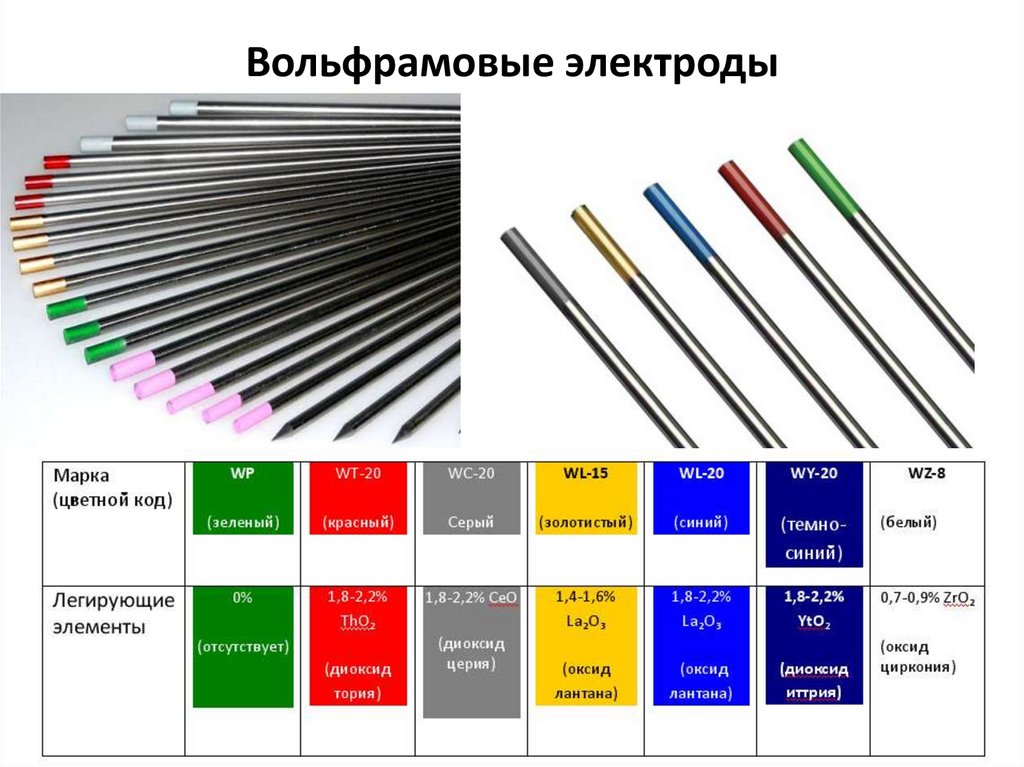
Вольфрамовые электроды с лантановым покрытием идеально подходят, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть свернуты для использования с источниками питания синусоидальной волны переменного тока. Лантанированный вольфрам хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для данного размера электрода.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10% вольфрама и от 0,15 до 0,40% циркония. Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельные элементы (цветовой код: серый)
Вольфрамовые электроды из редкоземельных металлов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковка. В зависимости от добавок желаемые результаты могут включать стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше вольфрамового плевка.
, и меньше вольфрамового плевка.
Подготовка вольфрама — скругленная, заостренная или усеченная?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Три варианта: сжатые, заостренные и усеченные.
| Рисунок 1 Типичные диапазоны тока для электронов с аргоновой защитой. |
Шаровидный наконечник обычно используется на электродах из чистого вольфрама и циркония и рекомендуется для использования с процессом переменного тока на машинах GTAW с синусоидальной и прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.0006 Рисунок 1 ), и на конце электрода образуется шарик. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
| Рисунок 2 Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с волнообразующими источниками питания. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (для предотвращения загрязнения), а также круг из боразона® или алмаза (для сопротивления твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Отшлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. Рисунок 2 ), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, для электрода 1/8 дюйма отшлифуйте поверхность от 1/4 до 5/16). в. долго). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке на слабом токе тонкого материала (от 0,005 до 0,040 дюйма) вольфрам лучше всего заточить до острия. Заостренный наконечник позволяет сварочному току передаваться в виде сфокусированной дуги и помогает предотвратить деформацию тонких металлов, таких как алюминий. Не рекомендуется использовать заостренный вольфрам для приложений с более высоким током, поскольку более высокий ток может сдуть кончик вольфрама и вызвать загрязнение сварочной ванны.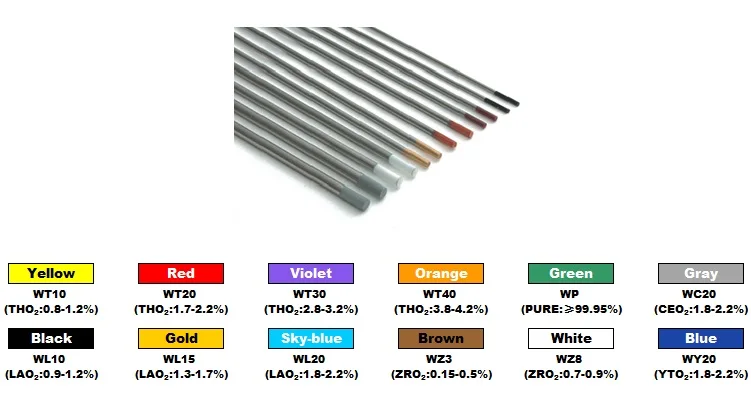
Для сильноточных приложений лучше всего зашлифовать усеченный наконечник. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу. Это также предотвращает образование шара.
Майк Сэммонс — менеджер по продажам и маркетингу Weldcraft, 2741 N. Roemer Road, Appleton, WI 54911, 920-882-6811, факс 920-882-6844, [email protected], www.weldcraft.com.
Что означает цвет вольфрамового электрода?
Что означает цвет вольфрамового электрода?
- Опубликовано: 23.06.2021
На этот раз мы более подробно рассмотрим сварку TIG, процесс сварки, в котором используются вольфрамовые электроды и который зависит от твердости вольфрама и устойчивости к высоким температурам для передачи сварочного тока на сварочную дугу.
Но вольфрамовых электродов не один, они различаются по цветам. Наиболее распространенные цвета электродов, которые вы увидите:
Наиболее распространенные цвета электродов, которые вы увидите:
- зеленый,
- красный,
- золото,
- серый,
- оранжевый,
- синий.
1. Код зеленого цвета
Код зеленого цвета указывает на электрод из чистого вольфрама, содержащий 99,59 % вольфрама. Эти электроды обычно используются для сварки постоянным током, так как они не обеспечивают сильной дуги. В случае сварки переменным током они обеспечивают высокую стабильность дуги.
2. Код красного цвета
Вольфрамовые электроды с кодом красного цвета содержат 97,30 % вольфрама и до 2,20 % тория. Поскольку этот электрод работает при температуре ниже температуры плавления, он обеспечивает гораздо более медленное истирание. Именно последнее делает их одними из наиболее широко используемых в этом процессе, и они используются для сварки тонколистового металла.
3. Код золотого цвета
В данном случае мы имеем в виду электроды, известные среди сварщиков как электроды с содержанием 1,5 % лантана. Это связано с тем, что они содержат до 1,70 % лантана в дополнение к минимуму 97,80 % вольфрама. По удельным характеристикам они достаточно близки как к цериевым, так и к ториевым электродам. Еще одной важной особенностью этих электродов является то, что по сравнению с электродами из чистого вольфрама максимальная проводимость электрического тока может быть увеличена примерно на 50 % для данного размера электрода.
Это связано с тем, что они содержат до 1,70 % лантана в дополнение к минимуму 97,80 % вольфрама. По удельным характеристикам они достаточно близки как к цериевым, так и к ториевым электродам. Еще одной важной особенностью этих электродов является то, что по сравнению с электродами из чистого вольфрама максимальная проводимость электрического тока может быть увеличена примерно на 50 % для данного размера электрода.
4. Код серого цвета
Серые электроды представляют собой вольфрамовые электроды, содержащие неуказанные добавки оксидов редких металлов. Производитель этих электродов должен четко указывать каждую добавку на упаковке.
5. Код оранжевого цвета
Эти вольфрамовые электроды также содержат не менее 97,30 % вольфрама с добавлением до 2,20 % церия. Они используются для сварки более тонких и чувствительных деталей, но в принципе очень похожи на те вольфрамовые электроды с торием, т.е. с красным цветовым кодом.
6. Код синего цвета
Синие вольфрамовые электроды содержат 98 % вольфрама и 2 % оксида лантана и дают очень похожие результаты на вольфрамовые электроды с красным цветовым кодом.