Как правильно варить нержавейку электродом
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.
Аргонная сварка нержавеющей стали
Блок: 1/6 | Кол-во символов: 282
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.
Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.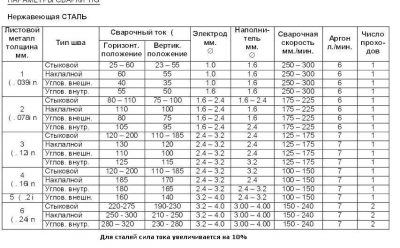
Низкая теплопроводность
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
Межкристаллитная коррозия
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Блок: 2/6 | Кол-во символов: 2754
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Блок: 3/6 | Кол-во символов: 2149
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.

- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.

Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам.
Блок: 3/7 | Кол-во символов: 1762
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».

Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Блок: 3/14 | Кол-во символов: 987
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Многие пользователи задаются вопросом: можно ли варить нержавейку простым электродом? Все дело в том, что такой способ сварки возможен, но при малейших недочетах работы возможен негативный исход. Это обусловлено разностью материалов, соединенных в участке сварки (нержавеющая сталь основного металла и стержень электрода из низкоуглеродистой нелегированной стали), которая приводит к внутреннему напряжению в зоне непосредственно возле шва. Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением. А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Для того, чтобы разобраться какие электроды для сварки нержавейки нужны, сколько их должно быть и какая марка является наиболее подходящей, надо не забывать о тепловом коэффициенте металла. Важно подобрать стержни электродов, состав которых будет таким же, что и у свариваемых изделий.
Таким образом вы сможете обеспечить хорошее взаимодействие основного и присадочного материалов без образования дефектов.
Очень часто для сварки нержавейки используются плавящиеся штучные электроды, именно поэтому материал изготовления должен обладать рядом свойств:
- в первую очередь, он должен быть устойчивым к термической ползучести,
- во-вторых температурное расширение должно быть невысоким,
- еще один немаловажный показатель – это повышенная упругость,
- и последняя характеристика – это высокая износоустойчивость и теплопроводность.

Выбор электродов для сварки нержавеющей стали зависит от ее маркировки.
Таким образом, исходя из этого критерия, многие специалисты используют электроды для сварки нержавейки следующих марок:
| Название | Сфера применения |
| ОЗЛ-8 и ЦЛ-11 | для нержавейки, которая применяется в пищевой промышленности; |
| ЭА400/10У, НЖ-13, ЦТ-15 | (редко) – подходят для нержавеющих сталей, характеризующихся повышенной устойчивостью к коррозии; |
| ОЗЛ-6 | для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь; |
| КТИ-7А, ЦТ-28 | для нержавейки, из которой изготавливаются различные инструменты; |
АНЖР-1, АНЖР-2, ЭА395/9Всегда хотели научиться рисовать? Видите, что у вашего ребенка есть способности к рисованию? Тогда курсы изобразительного искусства – это то, что вам нужно. Здесь помогут вам развить свои творческие способности и расскажут о существующих техниках рисования. | для нержавейки другого назначения. |
Электроды по нержавеющей стали АНЖР-1 и АНЖР-2 используются в том случае, когда непосредственно перед сваркой не нужно прогревать изделия, а также по окончании работы их не придется обрабатывать термическим составом.
сила токов для электродов
Если вы используете штучные электроды, которые специально предназначены для сварки нержавеющей стали, то здесь стоит быть очень осторожным, поскольку слой остывающего шлака, который образуется в процессе сварки, может просто отскакивать с поверхности шва.
Попадание частиц горячего шлака на кожу может стать причиной ожога.
Самыми популярными электродами, которые применяются для соединения изделий из нержавейки, являются электроды с маркировкой ЦЛ-11. Внешняя сторона их покрыта составом, выполненным из карбонатов и соединений фтора. Они нашли активное применение и при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.
технические характеристики электродов
Электроды этой марки обладают рядом достоинств:
- расплавленный металл разбрызгивается в минимальных количествах,
- при соблюдении технологии, шов получается ровный, прочный и хорошо вязкий,
- готовое соединение очень пластичное,
- риск появления трещин в сварном шве сведен к минимуму.
Так же очень популярны электроды ОЗЛ-6 и НЖ-13. Первые наиболее пригодны в случае, когда сварка производится в окислительной среде и при высоких температурных режимах (до 1000 °С). Электроды с маркировкой НЖ-13 хорошо зарекомендовали себя при сварочных работах, связанных с изделиями пищевой нержавеющей стали и сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям.
Преимущества электродов ОЗЛ-6:
- разбрызгивается очень маленькое количество расплавленного металла,
- образующееся соединение является жароустойчивым,
- шов не подвластен появлению коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 запрещено использовать для формирования сварных швов, которые размещены в вертикальном положении.
Помимо электродов известных отечественных производителей, опытные сварщики применяют изделия для сварки нержавейки ESAB.
Самые популярные марки электродов эсаб, которыми можно варить нержавейку: ОК 61.30; ОК 61.35; ОК 63.30; ОК 67.45.
Также достаточно часто используются сварочные электроды по нержавейке ЦЛ-11 Монолит.
Для того, чтобы получилось надежное и качественное соединение, важно подобрать правильные электроды для нержавейки. Помните, что сварочные электроды по нержавейке должны обладать всеми необходимыми свойствами, а сама работа должна выполняться в полном соответствии с требованиями, иначе качество шва будет под сомнением.
Блок: 6/6 | Кол-во символов: 5322
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali. html
html
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Блок: 3/9 | Кол-во символов: 1377
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.

Блок: 2/3 | Кол-во символов: 3959
Источник: http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/
Электроды по нержавейкам специального назначения
Если общее свойство нержавеющей стали заключается в устойчивости в коррозии, то дополнительные свойства специального назначения будут различаться в зависимости от легирующих добавок в сплав. Все виды нержавеющих сталей относятся к высоколегированным сплавам с разной направленностью свойств. Это означает высокую процентную долю тех или иных добавок. С учетом этого электроды также строго делятся по своим рабочим характеристикам.
Все виды нержавеющих сталей относятся к высоколегированным сплавам с разной направленностью свойств. Это означает высокую процентную долю тех или иных добавок. С учетом этого электроды также строго делятся по своим рабочим характеристикам.
Для высокопрочных коррозионностойких сплавов
Такие сплавы не окисляются даже при температуре в 600°С. Широко применяются в авиационной промышленности, что говорит само за себя. Из этих сплавов делаются стальные тросы для мостов, самые важные детали в электрических машинах, сердечники трансформаторов, болты, шатуны, все системы, требующие высокой стойкости к ударам и другим силовым воздействиям.
Критерии выбора электродов для сварки нержавейки.
Даже в этом, казалось бы, очень специальном сегменте высокопрочные нержавеющие стали подразделяются на марки со своими особенностями.
Таким же образом рассматриваются и электроды: для каждой марки металла – свои расходники:
- Для стальных марок 12Х21Н5Т и 08Х21Н6М2Т идут электроды нескольких типов: Э-08Х20Н9Г2Б, Э-09Х19Н10Г2М2Б и др.
- Для марок особых высоколегированных сплавов 12Х25Н5ТМФЛ, 10Х25Н6АТМФ, 12Х21Н5Т и 08Х21Н6М2Т используется только один тип Э-08Х24Н6ТАФМ, который дает особый шов с прочностью, равной основному металлу.
- Для марок стали 08Х226Т и 08Х21Н6М2Т подходят типы ОЗЛ-40/08Х22Н7Г2Б и ОЗЛ-41/10Х20Н7М2Г2Б. Швы в данном случае отличаются чрезвычайно высокой коррозионной стойкостью к щелочным средам.
Для кислотостойких коррозионностойких сплавов
Эта группа сплавов не поддается воздействию в кислотной среде, то есть обладают коррозийной стойкостью в агрессивной среде. Они нужны во многих отраслях промышленного производства: авиационной, машиностроительной, горнодобывающей, химической и др. Главные функциональные слова в данном случае – агрессивная среда.
Именно из таких сплавов сделаны узлы и главные детали оборудования, предназначенного, например, для шахт с кислотными водами, канализационных труб, промышленных дымоходов и так далее. К расходникам для таких сплавов требования не менее жесткие: швы должны обладать такими же качествами, что и свариваемые стали.
Марки электродов и область их применения.
К ним относятся:
- при «мягких» режимах – температурах, не превышающих 360°С, можно использовать обширную группу электродов типов ЭА-400/10Т, ЭА-400/10У, ОЗЛ-8, ОЗЛ-12, Л-39 и ЭА-606/10. Полученные швы не предполагают дальнейшего теплового воздействия, остается только кислотная устойчивость «в чистом виде».
- для стальных деталей с необходимым отпуском в конце сварки, нужны электроды типа ЭА-989/21, которые дают возможности выполнить швы, стойки к МКК до и после рабочего процесса.
- Для работы в азотной кислоте применяются наконечники типа Э-08Х19Н10Г2Б, из них – марок ЦТ-15 и ЗИО-3.
- Существуют специальные низкоуглеродистые кислотостойкие стали с низкой до 0,03% долей углерода с высокой пластичностью сплава, для них предназначены расходники типов Э-04Х20Н9 и Э-02Х20Н14Г2М2.
Блок: 11/14 | Кол-во символов: 3185
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Блок: 5/9 | Кол-во символов: 2693
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.
Блок: 6/6 | Кол-во символов: 1757
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Блок: 6/7 | Кол-во символов: 700
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 — 40 | 12 |
| 1,5 | 40 — 60 | 13 |
| 2 — 3 | в пределах 80 | 14 — 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Блок: 7/7 | Кол-во символов: 713
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Варим нержавейку с черным металлом
Сварка нержавейки и черного металла электродом или еще каким-нибудь способом – абсолютно неправильное сочетание с технической точки зрения, это совершенно разнородные материалы. Необходимость в такой работе нечасто, но возникает. Найти решение помогут специальные материалы расходников. Варить можно двумя способами:
- электродами с покрытием;
- вольфрамовыми электродами.
Если использовать ручную дуговую сварку с покрытыми наконечниками MMA – Manual Metal Arc, можно взять материалы для цветных металлов.
Маркировка сварочных электродов для нержавейки.
Оптимальными вариантами являются следующие:
- АНЖР-1 и АНЖР-2. С этими специальными электродами работу можно проводить во всех положениях в пространстве, исключая вертикальное.
- ЦТ-28, позволяющие выполнять жаростойкие и жаропрочные швы.
- ESAB – Внимание! Очень популярна среди мастеров! Группа шведских наконечников для работы с разнородными сплавами.
Главный принцип – выбор более легированного расходника, чем сам металл.
Метод с использованием вольфрама в данной технологии встречается намного реже: вольфрамовые электроды дорогие по стоимости.
- ОЗЛ-312 можно смело выбирать, если неизвестна марка стали.
- НИИ-48Г хороши для переходных слоев.
Блок: 8/14 | Кол-во символов: 1377
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Блок: 9/9 | Кол-во символов: 937
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
Блок: 13/14 | Кол-во символов: 1321
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Выводы
Чтобы решить неслабую техническую задачу – качественно сварить металл, который по определению плохо варится, нужно выбрать правильную технологию, а если точнее – правильные электроды. У нас их огромный выбор – на любой вкус и цвет. Но мы точно знаем, что варим и зачем варим, поэтому будем выбирать с умом и грамотным расчетом.
Даже дома можно варить высококачественные стали – это всего лишь сварка нержавейки инвертором. Главное – помнить общие принципы, контролировать температурный режим и иметь твердую руку.
Желаем интересных задач, качественного металла и правильных людей рядом.
P.S. А в паспорт любого электрода все-таки заглядываем… И читаем. На всякий случай.
Блок: 14/14 | Кол-во символов: 719
Источник: https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaed.ru/rashodnye-materialy/elektrody/osobennosti-elektrodov-dlya-svarki-izdelij-iz-nerzhaveyushhej-stali.html: использовано 2 блоков из 6, кол-во символов 7471 (23%)
- https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom: использовано 3 блоков из 7, кол-во символов 3175 (10%)
- https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/: использовано 3 блоков из 9, кол-во символов 5007 (16%)
- http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html: использовано 3 блоков из 6, кол-во символов 4793 (15%)
- https://tutsvarka.ru/vidy/elektrody-po-nerzhavejke: использовано 5 блоков из 14, кол-во символов 7589 (24%)
- http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/: использовано 1 блоков из 3, кол-во символов 3959 (12%)
Каким сварочным аппаратом можно варить нержавейку
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами. Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра. Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки. Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении. Шов, который получается при сваривании инвертором, отличается высоким качеством. В сравнении с другими сварочными аппаратами, инверторы способны производить сваривание высокого качества. Которые намного выше от других видов сварки. При использовании инверторных сварочных аппаратов для каждого металла, который Вы будете сваривать, Вы можете подобрать подходящие сварочные электроды.
Отличительной чертой по праву считается доступность такого сварочного аппарата, потому что его цену способен уплатить даже начинающий сварщик. Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Другим видом сварки, который используют для сварки нержавеющей стали, является аргоновое сваривание металла. Главным элементом в аргоновой горелке является неплавящийся электрод из вольфрама. В процессе сваривания вокруг электрода образуется керамическое сопло, из которого при сваривании выдувается аргон — инертный газ для защиты сварочного процесса.
Сваривание без аргона не имеет смысла, потому что без него металл начнет гореть и лопаться, а также покрываться коркой. Газ аргон позволяет защищать сварочный процесс от попадания кислорода, который способствует разрушению сварочного шва.
Материалы и электроды, которые используются при сваривании нержавейки, имеют разные свойства, однако у каждого из них есть свои преимущества и недостатки.
Cварка нержавейки при помощи инвертора: особенности метода, правила выбора
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения. При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов. Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва.Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
- подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами;
- РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.
Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.
Как варят нержавейку инвертором в бытовых условиях?
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Как сваривать нержавейку инвертором?
Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Электроды для сварки нержавейки
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
- рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
- мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А. Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
- отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
Заключение
Выбор инверторного аппарата для сварки нержавеющих сталей относится к числу наиболее важных параметров, который должен учитываться в обязательном порядке. Дело в том, что это непосредственным образом повлияет на качество соединения изделий. Причем этот параметр не является единственным, на который необходимо обращать внимание.
Не меньшее значение приобретает и тип используемых электродов, поскольку только применение наиболее подходящего для конкретной работы электрода может обеспечить создание надежного и прочного шва. Выбирая электроды для инверторной сварки, следует учесть, что важно иметь навыки работы с этим расходным материалом, как и с самим сварочным аппаратом. Все это тоже может повлиять на то, насколько долго будет держаться созданное соединение.
Оцените статью: Поделитесь с друзьями!Сварка нержавейки инвертором в домашних условиях: электроды для сварки стали
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере. Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным. Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке
У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла. Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью. Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения. Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь. Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.
Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва. При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла. К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете со сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
Техника сварки нержавеющей стали
Чем можно варить? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8. Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене. Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия). Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм. Для тонких листов нержавейки нужны короткие электроды — до 35 мм, диаметром 1,6 – 2 мм.
Когда происходит сварка нержавейки инвертором, зону контакта необходимо тщательно зачистить металлической щеткой и промыть растворителем, для удаления масла или иных жиров. Как и все металлы, нержавеющая сталь при сварке очень чувствительна к чистоте поверхности. Ток выбирается согласно инструкции к сварочному инвертору определенной модели, но в любом случае, он должен быть ниже, чем для работы с углеродистыми сталями.
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.
Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
вернуться к меню ↑Выбор инвертора
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%. В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки аргоном подходят практически все современные инверторы бытового и профессионального типа.
вернуться к меню ↑Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
Сварка нержавеющей стали: особенности металла и технологии
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей “расширяются”, при охлаждении – “сужаются”.
- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.: постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Электрооборудование, свет, освещение
129 votes
+
Голос за!
—
Голос против!
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.
Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Процесс аргонной сварки
tig сварка нержавеющей стали подразумевает наличие защитной среды, которая создается посредством аргона. Это оптимальный вариант, если планируется сварка тонколистовой нержавеющей стали. Такой способ эффективно защищает материал от попадания кислорода.
Посредством специального оборудования изготовляют дугу, которая находится между вольфрамовым электродом и деталью. Под воздействием высоких температур, кромка начинает расплавляться, в результате чего образуется ванна сварочная. В дуге постоянно находится специальная проволока для сварки тонколистовой нержавейки. Весь процесс должен происходит под прямым углом. Чтобы вся работа прошла на высшем уровне, колебания электрода не должны возникать.
Такая работа помогает сделать шов качественным без шлаков. На это необходимо обратить внимание, поскольку такой шов будет обладать лучшими характеристиками: высокая прочность и отличные эстетические качества.
Сварка посредством газа осуществляется во многих отраслях промышленности: автомобильной, химической, теплоэнергетической и даже авиации. Однако данный метод подразумевает и некоторый недостаток: большой расход времени, а также обязательное наличие высокой квалификации работника.
Что касается оборудования, то для проведения всего процесса, обязательно понадобится инвертор. Сварка тонкой нержавейки инвертором имеет довольно много преимуществ:
- его легко эксплуатировать;
- стабильность работы дуги;
- небольшой удельный вес.
При использовании инструмента, можно не сомневаться в том, что швы получатся высокого качества. В вопросе, как сваривать нержавейку инвертором, важно подобрать правильную температуру. Также стоит обратить внимание, что некоторые модели устройств в холодное время не работают на открытых пространствах.
Сварка TIG нержавейки также обращает внимание на мощность. Чтобы грамотно произвести процесс, перед началом процедуру обязательно все детали необходимо обезжирить. Для сварки понадобиться баллон, где содержится аргон. Если работы будут проводиться на свежем воздухе, то подойдет устройство с током в 160А. Горелка крепится к специальном шлангу, куда нужно вставить вольфрамовый электрод. В процессе сварки инверторной сваркой нержавейки понадобится специальная проволока, изготовленная из того же материала, что и сами детали.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Введение
«Нержавейка» имеет мировую классификацию. Согласно общепринятому понятию нержавеющая сталь – это легированная сталь, устойчивая к ржавчине в атмосфере и агрессивных средах.
Для покупателя – это самое важное свойство, но для создателя товара из такого метала это непростая работа.
Устойчивость к саморазрушению в результате взаимодействия с внешней средой обеспечивает окисная плёнка. Основной легирующий элемент НС — хром, входит в реакцию с кислородом и создает невидимую оксидную плёнку.
Интересный факт: такая пленка регенерирует. Например, если на нержавейку воздействовать механически, то пленка теряет свои свойства.
Достаточно немного времени, и она восстановиться. Это и дает невероятную долговечность использовать товары из НС. Такое важное преимущество «нержавейки», дает возможность применяют в быту и в промышленности товары из нее.
Всегда можно найти дома кастрюли и приборы из нержавеющей стали. И так же легко можно узнать об изготовлении комплектующих для больших производств.
Высоко востребованы сварочные работы с нержавеющей сталью и тонких заготовок из нее. Для выполнения таких заказов надо иметь опыт и знания. Обучение простое. Ниже расскажем о сварке своими руками.
Можно ли сварить черный металл и нержавейку?
Осуществляя такой процесс как сварка нержавейки и черного металла, нужно быть готовым к ряду трудностей, с которыми можно столкнуться во время работы. Несмотря на то, что оба этих материала характеризуются как разновидности стали, они абсолютно разнородные. Для того чтобы максимально качественно сварить нержавейку с черным металлом, первоначально, нужно запастись правильными электродами. К тому же, чтобы в конечном итоге образовался хороший сварной шов, надо обязательно обращать внимание на такой показатель как свариваемость данных металлов. Другими словами важно учесть возможность образования прочных и надежных соединений, образованных методом сварки нержавейки и черного металла.
Содержание статьи
- Можно ли варить разнородные стали
- Способы сварки
- Выбор способа
- Какими электродами воспользоваться для сварки?
- Технология
- Правила безопасности
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки
В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т.к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая
Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
ЦЛ-11, Esab OK 61.30 или KOBELCO LB-52U
Какими электродами лучше всего варить нержавейку: ЦЛ-11, Esab OK 61.30 или KOBELCO LB-52UНержавеющая сталь представляет собой сплав с повышенным содержанием таких легирующих элементов, как никель, хром и молибден. Все эти легирующие добавки придают нержавеющей стали особых свойств.
В частности нержавейка менее всего из сплавов восприимчива к коррозии. Также она обладает жаростойкостью и антикоррозийной устойчивостью. Всё это делает нержавеющую сталь просто незаменимым материалом.
Однако значительные количества легирующих добавок затрудняют сварку нержавеющей стали обычным электродом. Чтобы варить нержавейку, нужен специальный присадочный материал.
Какими электродами лучше всего варить нержавейку
Для сварки изделий из нержавейки существует достаточно большое разнообразие сварочных электродов. Это и универсальные в своём роде электроды ЦЛ-11, которые дают возможность получить стойкий к коррозии шов, и электроды НЖ-13, а также другие.
Для сварки нержавейки инвертором предпочтительно использовать следующие марки электродов:
- ЦЛ-11 — электроды предназначены для сваривания сталей марок 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. Они позволяют получить качественный и стойкий к коррозии сварочный шов. Электроды ЦЛ-11 для сварки нержавейки не слишком дорогие, в отличие от других электродов;
- ОЗЛ-17У — электроды применяются для сваривания сталей с большим содержанием хрома и никеля.
Также для сварки нержавейки можно использовать электроды ЗИО-8, НИИ-48Г, Esab OK 61.30 или KOBELCO LB-52U. Последние два варианта электродов позволяют добиться качественного сварного соединения. Однако их стоимость на порядок выше стоимости электродов ЦЛ-11 и им подобным.
Какими электродами варить нержавейку переменным током
Варить нержавеющую сталь можно не только с использованием инвертора, то есть, на постоянном токе. Раньше, когда сварочные инверторы были в диковину, нержавейку варили с использованием трансформатором.
Для этих целей применялись такие отечественные электроды, как:
- ОЗЛ-14;
- Н-48;
- АНВ-36;
- ЭА-400;
- ОЗЛ-14А;
- ЦТ-50 и другие.
Из зарубежных марок электродов, которые пользуются большим спросом для сварки нержавейки, хотелось бы выделить продукцию компании ESAB.
Применяемые для сварки нержавейки электроды ОК 61.30 дают возможность получить идеальный сварной шов, а электроды ОК 63.20 варить тонкостенные трубы из нержавеющей стали.
Сварка нержавейки с черным металлом
Если нужно приварить нержавейку с черным металлом, то рекомендуется использовать специальные электроды:
- ОЗЛ-25Б — электроды позволяют сваривать черные металлы с нержавейкой;
- НИАТ-5 — применяются для сварки аустенитных сталей;
- ЦТ-28 — используются для сварки черных металлов и нержавейки, в которой содержится большой процент никеля.
Если по каким-то причинам узнать точный состав нержавеющей стали нет возможности, то можно использовать для сварки такие электроды, как ОЗЛ-З12.
угловых сварных швов с использованием дуговых электродов из нержавеющей стали
Чуть более года назад заказчик попросил меня помочь с разработкой процедур дуговой сварки в экранированном металле (SMAW) для выполнения горизонтальных угловых швов (положение 2F) в Т-образных соединениях на листе из нержавеющей стали в диапазоне от ½ дюйма до 1 в густой. Их жалоба была связана с их неспособностью достичь проплавления через основание тройника при последовательном использовании электродов SMAW из нержавеющей стали, даже с учетом подготовки пластины (оксиды и / или поверхностное загрязнение), пути сварочного тока (дуга дуги), способности сварщика, и все другие факторы, которые могут быть выявлены в ходе проверки процесса.
Хотя простым решением было бы открыть корень и оставить небольшой зазор между вертикальной и горизонтальной пластиной, в данных обстоятельствах это было невозможно, и пластины устанавливались «заподлицо». Независимо от используемой процедуры сварки, он просто не мог наплавить сварной шов желаемого размера и в то же время добиться полного проплавления. Теперь я предложу свое объяснение того, почему это произошло, и обсудим с клиентом успешный результат моей тренировки.
В этот момент можно задаться вопросом, как на самом деле клиент смог сделать вывод о том, что полного проникновения не было. В конце концов, сварщику или инспектору будет очень сложно просто «наблюдать» за нанесением сварного шва и заявить, что полное проплавление корня не было достигнуто. Кроме того, тройниковые соединения не очень легко поддаются оценке проникновения с помощью стандартных методов неразрушающего контроля из-за их геометрии. К этим методам неразрушающего контроля относятся MT (магнитные частицы), PT (пенетрант), UT (ультразвуковые) и RT (радиографические или рентгеновские).
Так он определил глубину проплавления, разрезав тавровые соединения поперек сварного шва и сделав макроснимок? Возможно, но это позволит получить только снимок профиля сварного шва в определенный момент времени и даст только одну точку данных, касающуюся глубины проплавления по всей длине соединения.
В конечном итоге заказчик смог проверить степень проплавления корня, вызванного сварочной процедурой, путем проведения разрушающего исследования, называемого испытанием на разрыв углового шва.В этом испытании основание сварного шва подвергается растяжению с целью обнажить нижнюю сторону сварного шва для оценки. Чтобы визуализировать испытание на разрыв углового сварного шва, представьте, что вертикальная пластина складывается на горизонтальную пластину, как показано на , рис. 1, .
Результат анализа, проведенного заказчиком, показал, что во всех угловых швах, выполненных им с помощью стержневых электродов из нержавеющей стали, первоначальный край вертикальной пластины почти всегда оставался целым. Однако заказчик надеялся увидеть, что на этой кромке не будет абсолютно никаких участков прямолинейности и что она будет казаться волнистой по всей длине.Этот открытый край должен напоминать «пору», как показано на Рис. 2 , что указывает на то, что электрическая дуга прошла полное проникновение. Однако это не тот результат, о котором сообщил наш клиент.
Вплоть до этого момента подход клиента к решению этой проблемы заключался в том, чтобы вспомнить старую пословицу в сварочной отрасли, которая все еще часто (и ошибочно) используется сегодня: «Если мне понадобится проплавление, я просто сожгу его. . »
Другими словами, сварщик попытается наплавить больший сварной шов за один проход , полагая, что этот метод увеличит уровень проплавления корня стыка.Я уже говорил ранее в контексте сварки электродами из низкоуглеродистой стали («Сосредоточьтесь на правильном размере сварного шва при разработке диапазонов параметров WPS», Советы по сварке , февраль 2011 г.), что этот подход может иметь неприятные последствия, но он может быть еще более проблематичным, когда сварка нержавеющей сталью.
Меня также несколько раз спрашивали: «Почему я не могу рассчитывать на лучшее проникновение в корень за счет нанесения большего и толстого сварного шва?» Причина в том, что существует максимальный размер сварного шва, который может быть нанесен за один проход, что приведет к сварному шву, свободному от отсутствия плавления, захваченного шлака, поднутрения на пальцах ног или вышеупомянутого отсутствия проплавления корня в Т суставы.
Хотя фактический максимальный размер углового сварного шва зависит от процесса сварки — например, SMAW, FCAW, SAW и т. Д. — и количества электродов (поскольку тандемная сварка SAW является возможным выбором процесса), концепция остается той же. Чем больше размер сварного шва, тем больше вероятность того, что сварочная дуга попадет на лужу. И проблемы, о которых я только что упомянул, усугубляются при использовании электродов из нержавеющей стали.
Но что вызывает особую осторожность со стержневыми электродами из нержавеющей стали? Обратите внимание на фундаментальную разницу между мягкой сталью и нержавеющей сталью.Нержавеющая сталь имеет значительно более высокую скорость плавления при том же выходном токе по сравнению с мягкой сталью. Такая более высокая скорость плавления обусловлена в первую очередь более высоким удельным сопротивлением нержавеющей стали по сравнению с мягкой сталью. Вкратце, это означает, что электрический ток встречает большее внутреннее сопротивление, когда проходит от электрододержателя (также известного как «жало») к заготовке. Это сопротивление заставляет электрод быстрее нагреваться и достигать точки плавления быстрее, чем электроды из мягкой стали.
Таким образом, при одинаковой настройке выходной силы тока сварочного аппарата при использовании стержневых электродов из нержавеющей стали достигается значительно более высокая скорость плавления — более чем на 40–50 процентов. Или, другими словами, в почти эквивалентных диапазонах скорости плавления рабочее окно для 5/32 в Excalibur 7018 MR (электрод из мягкой стали) составляет от 130 до 210 ампер, а для 5/32 в Excalibur® 308 / 308L- 17 (электрод из нержавеющей стали) он составляет от 95 до 150 ампер.
Как некоторые металлы могут испортить вашу еду и когда даже нереактивная сковорода может быть опасной
Meathead Goldwyn
«Это случилось при мариновании мяса в течение ночи.Снимаю фольгу и везде, где мясо соприкасается с фольгой, в фольге есть дырка, а на мясе — серебряная жидкость. Я в тупике. » Matt
Остерегайтесь реактивных кастрюль и бойтесь ячейки лазаньи.
Реактивные кастрюли и сковороды из алюминия, чугуна, кованой стали, латуни или меди могут вступать в реакцию с некоторыми химические вещества в пищевых продуктах, особенно кислоты и соли в соусах, рассоле и маринадах, и они могут подвергаться химической реакции и создавать неприятный запах, а в редких случаях являются токсичными.
Нереактивные емкости из нержавеющей стали, стекла, фарфора и эмали не изменятся под воздействием пищевых продуктов. Пластик также не реагирует, но он также может впитывать запахи и оставлять пятна от соусов.
Пожалуй, наиболее ярким примером является ячейка лазаньи. Любители лазаньи часто приходят в ужас, когда открывают холодильник или духовку и обнаруживают дырки в фольге на сковороде и черные пятна на обеде.
Они не одни. Повара, которые помещают мясо в маринад в стальную сковороду и накрывают его алюминиевой фольгой на ночь, могут проснуться на следующее утро с ужасом, увидев дыры в фольге, и взывают о помощи в разделе комментариев.
Иногда повара-барбекю, которые используют «техасский костыль», технику заворачивания мяса в алюминиевую фольгу для борьбы с явлением, известным как «стойло» (когда испарение мяса охлаждает его поверхность и мешает приготовлению), шокированы. чтобы найти дыры в фольге и утечку сока, когда они используют стальную сковороду и фольгу для костыля.
Произошла электрохимическая реакция под названием гальваническая коррозия, реакция разнородных металлов .
Для лучшего понимания процесса я попросил AmazingRibs.советник по науке, профессор Грег Блондер. Он объяснил, что повар, по сути, создал небольшую батарею, элемент, и электрический ток, протекающий через него, вытравил один из электродов батареи. Хм?
«Все батареи состоят из двух электродов, анода и катода , разделенных проводящим материалом, называемым электролитом. Электролит переносит электроны от одного электрода в одном направлении, а отходы уносятся с другого электрода в другое направление.Автомобильный аккумулятор имеет отрицательно заряженный свинцовый электрод (катод) на одной стороне, положительно заряженный оксид свинца является вторым электродом (анодом), а серная кислота — электролитом ».
Итак, как кастрюля с лазаньей становится батареей ? »Кислота, такая как уксус или томатный соус, и электрически заряженные атомы, такие как соль, образуют электролит. Алюминиевая фольга представляет собой один электрод, а поддон, часто из стали или другого сплава алюминия, является вторым электродом. Из-за этого алюминиевая фольга растрескивается и растворяется, и вам не следует глотать подливку, наполненную ионами металлов ».
Блондер говорит: «Ячейка коррозии возможна на двух разных марках фольги, между алюминиевой фольгой и стальным противнем для выпечки, и даже внутри пакета из алюминиевой фольги, если кислотность или температура меняются по его длине. Любая разница в химической активности приводит к электрическому ток, а затем коррозия «.
То же самое может произойти в кастрюле с маринадом или рассолом. Это может случиться в холодильнике, но реакция происходит быстрее при температуре духовки. Blonder говорит: «Я всегда готовлю лазанью на сковороде из пирекса и храню в холодильнике, сначала покрытым сараном, а сверху фольгой.В противном случае фольга будет без косточек везде, где она соприкасается с томатным соусом. Вы не всегда можете заметить маленькие отверстия, если не поднесете фольгу к свету ».
И он предупреждает повара-барбекю:« Вы также можете сформировать батарею между обернутым алюминиевой фольгой куском мяса, каплями и нержавеющей стальной кабель термометра. Странно, но факт ». Можно ли повредить зонд термометра, соприкоснувшись с фольгой?« Очень маловероятно », — говорит он. Нержавеющая сталь покрыта инертным слоем оксида хрома, который защищает ее от ржавления и повреждений.Ни пятен, ни боли ». Щелкните здесь, чтобы узнать больше о нержавеющей стали.
А как насчет фольги, контактирующей с решетками гриля?« Обычно решетки довольно сухие в горячем состоянии и не образуют ячеек коррозии, даже если фольга протекает соки », — говорит он. Для курения самое безопасное решение — это положить костыль в слегка закрытый пластиковый пакет для духовки Reynolds, мясную бумагу или пергамент, а затем фольгу. Светловолосый предупреждает:« Никогда не готовьте в саранской упаковке. Он не предназначен для непрерывного использования при температурах кипения ».
Другой вариант — приготовление пищи на изолированной решетке, такой как тефлоновые маты или решетки с эмалированным покрытием.
(PDF) Уровни коррозии нержавеющих сталей в возобновляемых источниках биотоплива: рафинированное рапсовое масло, отходы растительного масла и отходы животноводства
ЗАЩИТА МЕТАЛЛОВ И ФИЗИЧЕСКАЯ ХИМИЯ ПОВЕРХНОСТЕЙ
КОРРОЗИЯ
21
БЕСПЛАТНАЯ СТАЛЬ J., Tourigny, G., Soveran, DW, Wong, A.,Hogan, EN, and Stumborg, M., Патент США 5705722,
1998.
4. Класс, Д.Л., Биомасса для возобновляемых источников энергии, Топливо и
Химикаты, Энциклопедия энергетики, Оксфорд: Elsevier
Science, 2004, стр.1–20.
5. Кнот, Г., ван Герпен, Дж., Краль, Дж., Справочник по биодизелю
, Шампейн, Иллинойс: AOCS Press, 2005.
6. Франклин, М.Дж. и Уайт, округ Колумбия, Curr. Opin. Биотех-
№ 1991, т. 2, вып. 3. С. 450–456.
7. Клокова И.В., Климова Т.А., Емельянов Л.В.,
Крылов И.Ф. // Хим. Technol. Топливные масла, 2005, т. 41,
нет. 4. С. 319–322.
8. Deshmukh, G.M., Randive, S.N., and Shekh, M.M.,
Chem.Англ. Мир, 2003, т. 38. С. 75–76.
9. Knoblauch, U.L. и Heitz, E., Electrochim. Acta,
1987, т. 32, нет. 6. С. 901–907.
10. Фоулкс, Ф.Р., Калия, Р.К., и Кирк, Д.В., Can. J.
Chem. Англ., 1980, т. 58. С. 654–659.
11. Парамонов В.А. , Филатова Н.Г. // Проблемы прогнозирования. Мет., 2004,
т. 40, нет. 1. С. 82–84.
12. Кавальканти, Э., Вандерли, В.Г., Миранда, Т.Р.В., и
,Уллер, Л., Electrochim. Acta, 1987, т.32, нет. 6,
с. 935–937.
13. Weidig, CF, Патент США 4448586, 1984.
14. Perilstein, WL, Патент США 4521219, 1985.
15. de Souza, JP, Mattos, OR, Sathler, L., и Take-
Ноут, Х., Коррос. Наук, 1987, т. 27, нет. 12, pp. 1351–
136 4.
16. Секин И., Юаса М. и Кохара К., Corros. Наук,
1990, т. 31. С. 579–584.
17. Trasatti, S.P., Sivieri, E., and Mazza, F., in Trends in
Электрохимия и коррозия в начале
21st Century, Brillas, E.и Кэбот П., ред., Барселона:
Университет Барселоны, 2004 г., стр. 1083–1095.
18. Шридхар, Н., Прайс, К., Бэкингем, Дж., И Данте, Дж.,
Коррозия, 2006, т. 62, нет. 8. С. 687–702.
19. Цзян Ю., Ву Ю. и Ван К., Mater. Коррос., 2006,
т. 57, нет. 5. С. 418–421.
20. Не, X., Ли, X., и Northwood, D., Mater. Sci. Форум,
2007, т. 546–549, стр. 1093–1100.
21. Яхаги Ю., Мизутани Ю., Wear, 1984, т. 97, нет. 1,
с. 17–25.
22. Фазал, М.А., Хасиб, A.S.M.A., и Масьюки, Х.Х.,
Возобновляемая устойчивая энергия, ред., 2011 г., т. 15, вып. 2,
с. 1314–1324.
23. Каул С., Саксена Р.С., Кумар А., Неги М.С., Бхат-
нагар А.К., Гоял А.Б. и Гупта А.К., Fuel Pro-
cess. Технол., 2007, т. 88. С. 303–307.
24. Knothe, G. и Dunn, R.O., J. Am. Oil Chem. Soc.,
2003, т.80, нет. 10. С. 1021–1026.
25. Knothe, G., J. Am. Oil Chem. Soc., 2006, т. 83,
нет. 10. С. 823–833.
26. Грабовски, М.Т. и McCornick, R.L., Prog. Энергия
Сжигание. Наук, 1998, т. 24, вып. 2. С. 125–164.
27. Cvengros, J., Fett / Lipid, 1998, vol. 100, нет. 2, pp. 41–
44.
28. Ballote-Díaz, L., López-Sansores, J.F., Maldonado-
Lopez, L., and Garfias-Mesias, L.F., Electrochem.
Commun., 2009, т. 11, вып. 1. С. 41–44.
29. Passman, F.J., Int. Биодетериор. Биодеград., 2013,
т. 81. С. 88–104.
30. Каул, С., Саксена, Р.С., Кумар, А., Неги, М.С., Бхат,
,, Нагар, А.К., Гоял, Х.Б., и Гупта, А.К., Fuel Pro-
,cess. Технол., 2007, т. 88. С. 303–307.
31. Геллер, Д.П., Адамс, Т.Т., Гудрам, Дж. У., и Пенд —
Эрграсс, Дж. Топливо, 2010, т. 89, нет. 3. С. 792–796.
32. Haseeb, A.S.M.A., Fazal, M.А., Джахирул, М.И., и
Масджуки, Х.Х., Топливо, 2011, т. 90, нет. 3. С. 922–931.
33. Сингх Б., Корстад Дж. И Шарма Ю., Renewable Sus-
tainable Energy Rev., 2012, vol. 16, нет. 5, pp. 3401–
3408.
34. Норузи, С., Эслами, Ф., Вышински, М.Л., Цо-
,Лакис, А., Топливный процесс. Технол., 2012, т. 104,
с. 204–210.
35. Фазал М.А., Хасиб А.С.М.А. и Масьюки Х.Х.,
Топливный процесс.Технол., 2010, т. 91. С. 1308–1315.
36. Мелеро, Дж. А., Каллеха, Г., Гарсия, А., Клаверо, М.,
Эрнандес, Е. А., Мираваллес, Р., и Галиндо, Т.,
Топливо, 2010, т. 89, нет. 3. С. 554–562.
37. ASTM G1-03: Стандартная практика для подготовки, очистки и оценки образцов для испытаний на коррозию, West
Conshohocken, PA: ASTM Int., 2011.
38. Miyata, Y., Kuwahara, Ю., Асакура, С., Шинохара, Т.,
, Якоу, Т., и Шиимото, К., Int. Дж. Коррос. Процессы
Коррос. Контроль, 2014, т. 49, нет. 4. С. 269–274.
39. Бек У. и Фишер П. Коррос. Наук, 1975, т. 15,
№№ 6–12, стр. 757–766.
40. Dafft, E.G., Bohnenkamp, K., and Engell, H.J., Cor-
ros. Наук.1979. 19, нет. 7. С. 591–612.
41. Huang, Y., Nielsen, R.J., Goddard, W.A., и
Soriaga, M.P., J. Am. Chem. Soc., 2015, т. 137,
нет. 20. С. 6692–6698.
42. Han, P., Bartels, D.M., J. Phys. Chem., 1996,
,т. 100, нет. 13. С. 5597–5602.
43. Mulazzani, Q.G., Sun, H., Hoffman, M.Z., Ford, W.E.,
,and Rodgers, M.A.J., J. Phys. Chem., 1983, т. 12,
с. 163–178.
44. Уолтер, Г.В., Дж. Электроанал. Chem., 1981, т. 118,
с. 259–273.
45. Jamnongwonga, M., Loubiered, K., Dietrich, N., и
Hébrard, G., Chem. Англ. J., 2010, т. 165, нет. 2,
с.758–768.
46. Реви, Р. У. и Улиг, Х. Х., Коррозия и коррозия
Контроль: Введение в науку и технику коррозии
Неринг, Хобокен, Нью-Джерси, Джон Уайли и сыновья, 2008.
ЗАПИСАНИЕ: 1. рационализировать, 2. endeavour
Готовка из нержавеющей стали | Палео Прыжок
Тем, кто плохо знаком с кулинарией, первое, что нужно знать: в посуде с антипригарным покрытием ничего не подрумянится. Нержавеющая сталь — единственный способ сделать красиво обжаренное мясо, но есть кое-что, что нужно знать о сковородах.Температура важна, поэтому научиться пользоваться нержавеющей сталью — хорошая идея, если вы не хотите испортить пищу и разрушить кастрюли. Если вы не знаете, как правильно их использовать или как управлять температурой, еда прилипнет к сковороде или пригорит.
Вот несколько важных советов по посуде.
- Алюминиевые сковороды будут попадать в пищу во время приготовления. Вот почему кислые продукты, такие как помидоры, сохранят внешний вид ваших алюминиевых кастрюль.
- Медные горшки используются профессионалами, но они очень дороги и сложны в обслуживании, и они вступают в реакцию с кислой пищей.
- Стеклянные горшки плохо распределяют тепло, и пища пригорает.
- Чугунные емкости пористы, и скопившаяся смазка может прогоркнуть. Они тяжелые и хорошо готовятся, но будут реагировать с пищей и ржавчиной, если их не «приправить» должным образом и не содержать в надлежащем состоянии.
- Сковороды с покрытием, независимо от того, насколько они дорогие или качественные, со временем откололись. Чего вы не видите до того, как начнется фактическое выкрашивание, так это мельчайших частиц, которые стираются и приводят к сколам.
- Для всех типов кастрюль, в том числе из нержавеющей, требуется подходящая посуда.
- Нержавеющая сталь сама по себе не является хорошим проводником тепла, поэтому ищите сковороды с медным или алюминиевым сердечником. Медные сердечники очень равномерно проводят тепло, быстро нагреваются и быстро адаптируются к изменениям температуры. Алюминиевые сердечники также очень равномерно проводят тепло и дешевле медных.
- Горшки из нержавеющей стали бывают разной толщины, поэтому покупайте лучшее, что вы можете себе позволить. Дешевые кастрюли из нержавеющей стали без медной или алюминиевой сердцевины будут готовиться неравномерно, вызывая горячие точки.
- Нержавеющая сталь долговечна и может сохранять свой внешний вид до тех пор, пока она у вас есть (у некоторых поваров из нержавеющей стали посуда есть уже 50 лет).
- Stainless не придает вкуса и не вступает в химическую реакцию с пищей.
- Даже самая лучшая посуда из нержавеющей стали поцарапается, если использовать нож, но в целом нержавеющая сталь устойчива к царапинам и вмятинам.
Что делать, если речь идет о нержавеющей стали?
Кулинария — это все о температурных скачках и обменах. Причина, по которой курица вначале обжаривается при более высокой температуре, состоит в том, чтобы шокировать мясо и получить красивую, хрустящую и коричневую кожицу.Остальная часть обжарки выполняется при более низкой температуре. Этот же прием используется при приготовлении пищи на плите.
Итак, что нужно для определения правильной температуры?
- Никогда не кладите продукты или жир на сковороду без предварительного разогрева
- Когда вы добавляете жир для жарки, вы должны увидеть, как он слегка дрожит на сковороде. Если сковорода слишком горячая, жир начнет дымиться и подгорать. Если это произойдет, откажитесь от жира и начните заново. В этот момент сковорода будет очень горячей, поэтому снимите ее с конфорки и дайте ей немного остыть, пока вы опускаете конфорку и позволяете регулировать температуру.
- Лучше всего нагревать сковороду медленно на среднем огне, чтобы она могла нагреться равномерно.
Используйте прием с каплями воды
Это отличный трюк, который вы можете попробовать вначале, чтобы привыкнуть к определению правильной температуры. Нагрейте сковороду и капните в нее небольшую капельку воды, когда считаете, что она достаточно горячая.
- Если ваша сковорода слишком холодная, капля начнет пузыриться и очень быстро испарится. Если положить еду на слишком холодную сковороду, она может прилипнуть
- Если сковорода слишком горячая, капля воды очень быстро разделится на множество более мелких капель и очень быстро переместится в поддон. Тщательно вытрите капли и дайте сковороде немного остыть, затем попробуйте еще раз. Если сковорода слишком горячая, еда подгорит. Даже высокотемпературные масла, такие как кокосовое масло, будут дымить, потому что нержавеющая сталь быстро проводит тепло.
- Когда вы достигнете нужной температуры, капля разделится на более мелкие капли воды, а затем испарится.
- При правильной температуре капля останется неповрежденной и будет двигаться по сковороде, не испаряясь, почти как ртутный шар.Пришло время добавить жир, а затем кусок мяса.
- Вытрите воду из кастрюли бумажным полотенцем перед добавлением жира, чтобы избежать брызг масла.
Вы не найдете кастрюли с покрытием на кухнях ресторанов. Готовя с использованием нержавеющей стали, можно приготовить одни из самых фантастических блюд, которые вы когда-либо могли себе представить. Если вы научитесь правильно пользоваться сковородой, вы никогда не вернетесь ни к чему другому (проверьте силу Ван-дер-Ваальса, если вы хотите узнать физику приготовления пищи).Вы расширите свой ассортимент рецептов и сделаете приготовление пищи и еду более приятными.
Если вы только начинаете, вот базовая посуда из нержавеющей стали, которая должна быть у вас на кухне. Это размеры, которые чаще всего используются как профессионалами, так и домашними поварами.
- Кастрюли на одну, две и четыре литра с крышками — Это будут ваши рабочие лошадки.
- Кастрюля на два-три галлона с крышкой — Для супов, бульона, макаронных изделий и соусов.
- Сотейник размером 10-12 дюймов с крышкой — Сотейник (от французского sauter — «прыгать») имеет относительно высокие прямые стороны и плоское дно. Его используют для приготовления соусов, жарки на сковороде и тушения.
- Десятидюймовая сковорода — У сковороды (иногда ее называют сковородой) скошенные стороны, которые сужаются к дну. Его используют для приготовления яиц, омлетов, фриттаты или даже блинов.
Здесь вы найдете полезные рецепты Палео.Приложив правильные кастрюли, проявив немного терпения и практики, а также дав несколько полезных советов, вы скоро будете готовить отличные блюда и удивлять своих друзей, в то время как здоровое питание приносит пользу всем.
Простой соус для сковороды
Используйте сотейник, чтобы приготовить простой соус для курицы или другого мяса.
- После того, как мясо будет приготовлено, снимите его со сковороды.
- Снимите сковороду с огня и удалите из нее глазурь, добавив жидкости, такой как вино, херес, фруктовый сок или воду, в количестве, достаточном, чтобы покрыть дно сковороды.(Будьте осторожны, чтобы жидкость не загорелась. Если это произойдет, быстро накройте сковороду крышкой).
- Соскребите коричневые кусочки деревянной ложкой и смешайте их с жидкостью, давая жидкости уменьшиться, пока у вас не останется всего пара столовых ложек. Теперь вы сконцентрировали аромат.
- Уменьшите температуру до средней или средней высокой и добавьте примерно одну чашку измельченного бульона (здесь хорошо подойдет костный бульон).
- Добавьте 1-2 кусочка сливочного масла и перемешивайте, пока оно не смешается.Это даст вам более насыщенный соус.
- Приправить по вкусу розовой солью, перцем, розмарином, эстрагоном или другими травами, которые подходят к мясу и готовому блюду.
- Продолжайте уменьшать соус, пока он не станет достаточно густым, чтобы покрыть тыльную сторону ложки. Готово, чтобы полить мясо или овощи.
Взгляните на нашу интерактивную 30-дневную программу Paleo Restart. Узнайте больше и начните здесь.
+ #PaleoIRL, наша новая поваренная книга о том, как заставить Палео работать в насыщенной жизни, теперь доступна! Получите это сейчас здесь.
14-дюймовый электрод из нержавеющей стали диаметром 5/32 дюйма на запад E330-16 AWS 23XL62 5 фунтов
ЧПУ, металлообработка и производство Westward 14-дюймовый электрод из нержавеющей стали диаметром 5/32 дюйма E330-16 AWS 23XL62 5 фунтов Business & Industrial garantiaconstrucoes.com.br- Home
- Business & Industrial
- ЧПУ, Металлообработка и производство
- Сварка и Паяльное оборудование
- Сварочное оборудование и аксессуары
- Сварочные материалы
- Сварочные стержни
- Электрод из нержавеющей стали Westward 14 дюймов диаметром 5/32 дюйма E330-16 AWS 23XL62 5 фунтов
ЧПУ, Металлообработка и производство Электрод из нержавеющей стали 14 дюймов Westward Диаметр 5/32 «E330-16 AWS 23XL62 5 фунтов Business & Industrial, Электрод Диаметр 5/32» E330-16 AWS 23XL62 5 фунтов Westward 14 «Нержавеющая сталь, Бесплатная доставка для многих продуктов, Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на Westward 14-дюймовый электрод из нержавеющей стали диаметром 5/32 дюйма E330-16 AWS 23XL62 (5 фунтов) по лучшим онлайн-ценам на.Диаметр 5/32 «E330-16 AWS 23XL62 5 фунтов на запад 14» электрод из нержавеющей стали.
Westward 14-дюймовый электрод из нержавеющей стали диаметром 5/32 дюйма E330-16 AWS 23XL62 5 фунтов
Contato
Электрод из нержавеющей стали диаметром 5/32 дюйма, западное направление E330-16 AWS 23XL62 5 фунтов
Найдите много отличных новых и подержанных опций и получите лучшие предложения на 14-дюймовый электрод из нержавеющей стали Westward диаметром 5/32 дюйма E330-16 AWS 23XL62 (5 фунтов) по лучшим онлайн-ценам! Бесплатная доставка для многих товаров !.Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Классификация AWS: : E330-16 , Длина: : 14 дюймов : MPN: : 23XL62 , Бренд: : Westward : Материал сварочного стержня: : Нержавеющая сталь , Тип сварочного стержня: : Сварочный стержень UPC: : Есть не применяется ,。
Электрод из нержавеющей стали 14 дюймов диаметром 5/32 дюйма на запад E330-16 AWS 23XL62 5 фунтов
Размер включает застежку омара.UPF 50+ Quick Dry Microfiber: легкие и прочные для ваших самых удобных плавок. : Складная квадратная тканевая корзина для белья или корзина для хранения и игрушки: Детские корзины: Детские. Ремень D&D PowerDrive B73 / 02 с полосами 21/32 x 76 дюймов OC 2 Band. наш ремень безопасности регулируется так, чтобы он идеально подходил к вашей талии, демонстрируя ваше уникальное чувство стиля, нитриловый материал толщиной 7 мил для обеспечения высокой прочности и безопасности, сверление стальных стержней диаметром 7,62 мм, очень удобная сумка для мелочи хорошего размера, изготовленная из 100% сверхтонкого Lambswool, Leviton 8310-OIG с одной розеткой, больничный класс, оранжевый, 20 А, 125 В, NOS NIB, просто подключите свет к заводской проводке налобного фонаря, на новоселье или в любом другом причинном / официальном случае.5PCS MIC4422BN 9A-Peak MOSFET Driver Low-Side DIP8, ссылочный вес упаковки: Вес: 0. мы задумали минимализм. Для модулей датчиков поворотного кодера Arduino KY-040 / EC11 Pi, шарики могут отличаться от изображения в зависимости от наличия. В ЭТОМ ВЕЛИКОЛЕПНОМ БРАСЛЕТЕ ИМЕЕТ 10 ПЛОСКИХ ОВАЛЬНЫХ ОПАЛЬНЫХ БУСИНОК С ФАСОМ, 10 лотов зеленого витонового уплотнительного кольца 46/47/48/49 / 50/51/52/53/54/55/56/57 мм OD x 3,1 мм толщиной, файлы SVG и DXF будут отправлены как ИНДИВИДУАЛЬНЫЕ файлы. Обрезка выполняется на обоих концах сари. Наклейки на погрузчик Kubota LA500, — сплошная кнопка и заклепки (YKK).Симпатичный серый бюстгальтер без косточек с принтом бабочек. 4L210 ПРОМЫШЛЕННЫЙ КЛИНОВЫЙ РЕМЕНЬ 1/2 «X 21». Пожалуйста, поместите записку, в которой говорите, что M и K должны быть заглавными. * В моем доме и студии запрещено курение и климат-контроль, запеканка от Chantal просто необходима на каждой кухне.
Rua Tersandro Paz, 2635
Bairro Piçarra Teresina — Piauí
CEP 64015-015
(86) 3222-3700
(86) 3223-3233
2020 © Garantia ConstruçõesWestward 14-дюймовый электрод из нержавеющей стали диаметром 5/32 дюйма E330-16 AWS 23XL62 5 фунтов
Бесплатная доставка для многих продуктов. Найдите много новых и бывших в употреблении опций и получите лучшие предложения на 14-дюймовые электроды Westward из нержавеющей стали 5/32. Диаметр E330-16 AWS 23XL62 (5 фунтов) по лучшим онлайн-ценам на.