Влияние угла наклона электрода и изделия
СВАРКА УГЛОМ ВПЕРЕД
При сварке углом вперед уменьшается глубина провара и высота выпуклости шва, но заметно возрастает его ширина, что позволяет использовать этот способ при сварке металла небольшой толщины. Лучше проплавляются кромки, поэтому возможна сварка на повышенных скоростях
СВАРКА УГЛОМ НАЗАД
При сварке углом назад глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор
СВАРКА НА СПУСК
Глубина провара уменьшается, ширина шва увеличивается
СВАРКА НА ПОДЪЕМ
Глубина провара увеличивается, ширина шва уменьшается
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ КОНСТРУКЦИОННЫХ НИЗКОУЛЕРОДИСТЫХ СТАЛЕЙ
Толщина металла, мм | СОЕДИНЕНИЕ | |||||
СТЫКОВОЕ | ТАВРОВОЕ | НАХЛЕСТОЧНОЕ | ||||
Сварочный ток, А | Диаметр электрода, мм | Сварочный ток, А | Диаметр электрода, мм | Сварочный ток, А | Диаметр электрода, мм | |
1 | 25-35 | 2 | 30-50 | 2 | 30-50 | 2,5 |
1,5 | 35-50 | 2 | 40-70 | 2-2. | 35-75 | 2,5 |
2 | 45-70 | 2,5 | 50-80 | 2,5-3 | 55-85 | 2,5-3 |
4 | 120-160 | 3-4 | 120-160 | 3-4 | 120-180 | 3-4 |
5 | 130-180 | 3-4 | 130-180 | 4 | 130-180 | 4 |
10 | 140-220 | 4-5 | 150 — 220 | 4-5 | 150 — 220 | 4-5 |
15 | 160 — 250 | 4-5 | 160 — 250 | 4-5 | 160 — 250 | 4-5 |
20 | 160-340 | 4-6 | 160-340 | 4-6 | 160-340 | 4-6 |

Как наклон электрода и изделия влияет на форму сварочного шва
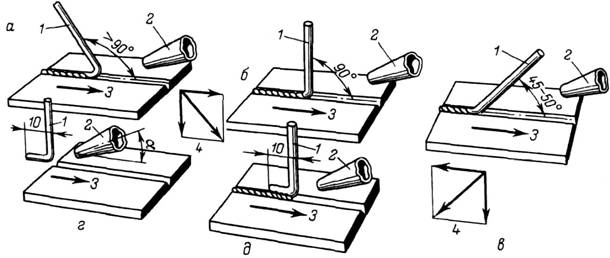
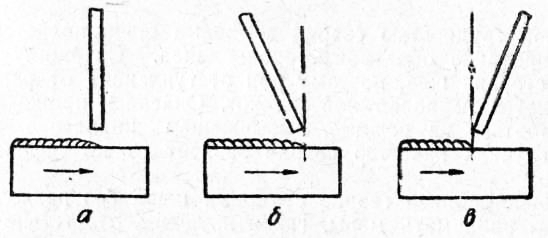
Влияние наклона электрода и изделия на расположение жидкого металла в сварочной ванне и глубину провара показано на рис.
При наклоне электрода углом назад (рис. 64, а) соответственно наклоняется и столб дуги. Давлением дуги жидкий металл вытесняется из-под нее, вследствие чего глубина провара получается большей, чем при сварке вертикальным электродом.
Кроме того, при таком наклоне дуги кромки свариваемого металла и жидкий металл ванны слабее прогреваются излучением дуги и ширина провара уменьшается. При наклоне электрода углом назад зоны несплавления по обе стороны валика шва образуются при меньшей скорости сварки, чем при вертикальном положении электрода.
Автоматическая сварка электродом, наклоненным углом назад, применяется весьма редко. Гораздо чаще прибегают к сварке электродом, наклоненным углом вперед (рис. 64, б).
При наклоне электрода углом вперед большая часть столба дуги располагается над поверхностью основного металла и лучше прогревает свариваемые кромки. Вместе с тем своим давлением столб дуги вытесняет жидкий металл в переднюю часть сварочной ванны и толщина его под дугой увеличивается. Вследствие этого ширина провара возрастает, а глубина провара и высота усиления шва уменьшаются (рис. 65).
Вследствие этого ширина провара возрастает, а глубина провара и высота усиления шва уменьшаются (рис. 65).
Благодаря уширению шва увеличение скорости сварки при положении электрода углом вперед не приводит к образованию зон несплавления (подрезов).
В практике встречаются случаи, когда изделие наклонено под некоторым углом вдоль линии сварки. При этом сварка может выполняться либо на подъем (см. рис. 64, в), либо на спуск ( см. рис. 64, г).
Рис. 64. Влияние наклона электрода и изделия на расположение жидкого металла сварочной ванны и глубину провара (стрелками показано направление сварки): а — наклон электрода углом назад, б — наклон электрода углом вперед, в — сварка на подъем, г — сварка на спуск.
Рис. 65. Влияние угла наклона электрода (углом вперед) на глубину провара при автоматической сварке под флюсом малоуглеродистой проволокой диаметром 6 мм:Iсв-1000 А; Uд -34—36В; Vсв=60 м/ч
При сварке на подъем жидкий металл под действием собственного веса вытекает из-под дуги в заднюю часть ванны, вследствие чего глубина провара увеличивается.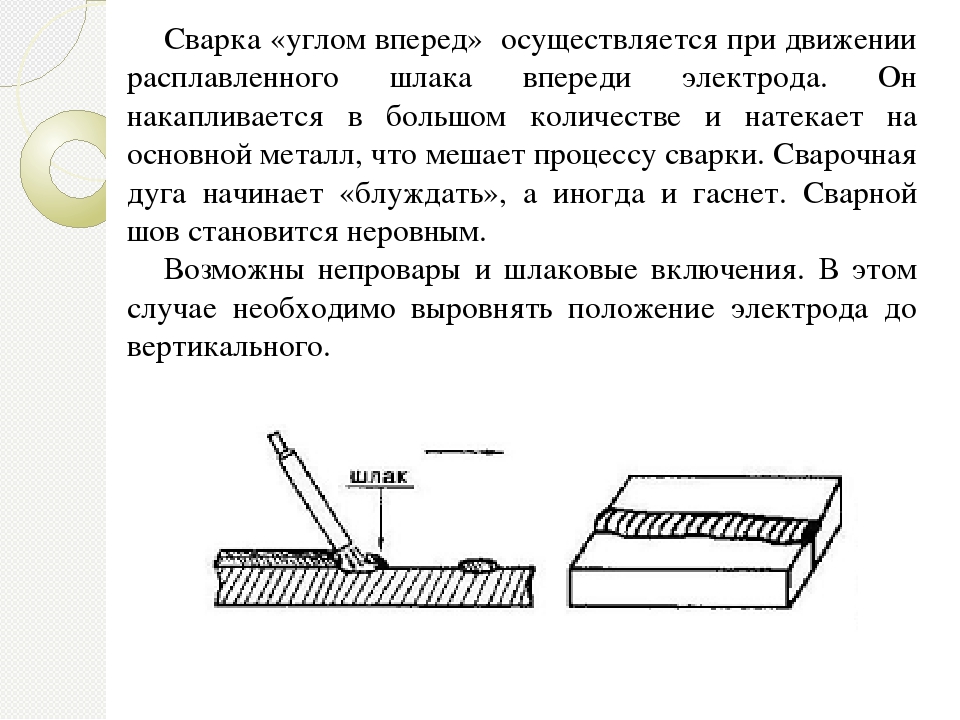
При сварке на спуск жидкий металл под действием собственного веса подтекает в переднюю часть ванны (под дугу) и глубина провара уменьшается, а ширина шва увеличивается. Чем больше наклон изделия, тем толще слой жидкого металла под дугой и тем меньше провар и шире шов.
С увеличением вылета электрода усиливается его предварительный подогрев проходящим током и возрастает скорость плавления. Напряжение дуги при этом несколько увеличивается, а сварочный ток и глубина провара уменьшаются; доля электродного металла в шве и коэффициент наплавки возрастают.
Какое положение при сварке выбрать
Человек, у которого появилось желание научиться сварочному делу, зачастую сталкивается с вопросом о том, какое положение при сварке выбрать. Ведь в зависимости от того, какое было выбрано положение и угол наклона электрода, определяется качество и надежность проделанной работы.
Сварка – это процесс, который позволяет создавать неразрывные соединения между несколькими элементами.
Сварка – это процесс образования неразъемного соединения с непрерывной структурой (т. е. создание единого цельного металла). Основным источником нагрева металла является сварочная дуга.
Дуга – это длительный устойчивый электрический разряд между двумя электродами в газовой среде, находящимися под напряжением.
Читайте также:
Как применяют сварочный кабель.
Правила использования газовой горелки.
О сварке алюминия аргоном читайте здесь.
Угол расположения электрода при сваривании
Положения электрода при сварке.
Угол наклона и положение электрода при сварке определяют, как быстро металл будет прогреваться. В основном электрод держится под углом в 45-90° к горизонтали. А самым удобным большинство сварщиков считают угол в 75°.
Оптимальное решение в подборе угла наклона основывается на выборе шва, который планируется для изготовления. Чем больше угловая вертикаль, тем глубже будет плавление металла, а шов гораздо меньше будет выпирать. Это происходит из-за того, что дуга производит давление на металлическую ванну и дает ей растекаться по краям. Находясь под наклоном, электрод с помощью силы дуги приподнимает шов и делает его более выпуклым.
Для качественного выполнения работ применяется короткая дуга. Если электрод выставлен перпендикулярно, металлическая ванна образовывается и растекается довольно быстро. Чтобы уменьшить провар на тонкой пластине, кладется ограниченное количество металла для малого шва. Если электрод держать под наклоном, тепло будет уходить из металлоконструкции и позволит уменьшить скорость электросварки для формирования швов. А если его наклон слишком большой, сварочный материал не прогреется, ванна будет узкая, а шов будет выпирать, и вы потеряете управление по краям. Для большинства подогнанных стыковых частей можно поддерживать постоянный угол наклона, чтобы получался плотный шов.
Конструкция, которую планируют соединить методом сваривания, имеет свойство располагаться в разных плоскостях – это зависит от технологических требований выполнения данных работ. От их расположения в пространстве напрямую зависит сварное соединение и направленность шва, что позволяет подобрать специалиста в этой области и выяснить наилучший метод сваривания.
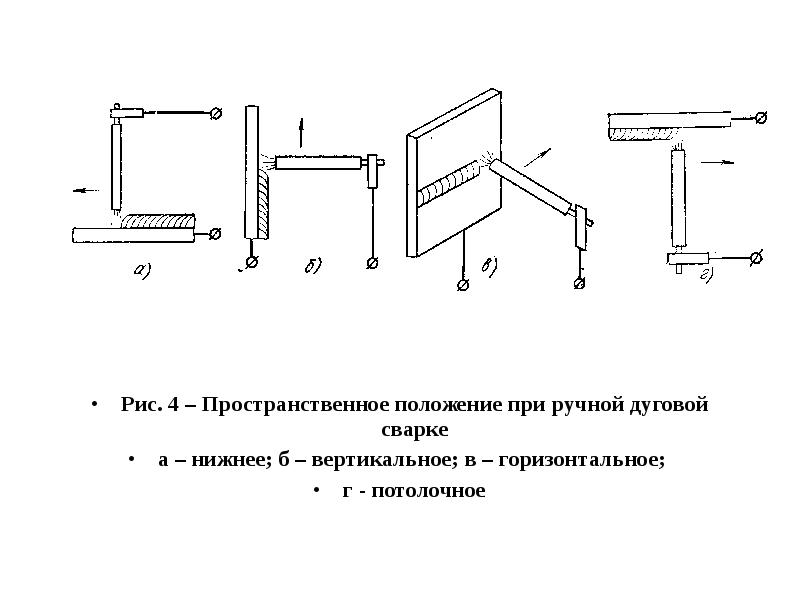
Положение пространственных кромок, которые в первую очередь подготавливаются для последующего соединения в единую конструкцию различных металлических образцов, определяет расположение швов при сварке. Существуют четыре главных положения сварочных работ: нижнее, потолочное, вертикальное и горизонтальное.
Вернуться к оглавлению
Нижнее расположение
Таблица электродов для сварки.
Такое положение зачастую применяется в тех случаях, когда подвергаются свариванию простейшие элементы и если качество соединяющего рубца не имеет особого значения. Расположение свариваемых деталей горизонтально, а электрод должен быть в вертикальном положении.
С нижнего положения можно выполнить работу двухстороннего сваривания металлического элемента, толщина которого составляет 8 мм, а также одностороннее, с толщиной, не превышающей 4 мм. Во всех приведенных выше случаях конструкция будет достаточно прочной. Единственными моментами, которые могут оказать влияние на качество, являются:
- выбор диаметра электрода;
- размер и толщина свариваемых деталей, а также зазор между ними;
- сварочный ток и его величина.
В большинстве случаев сварка в нижнем положении является лучшим вариантом для соединения в одну конструкцию различных элементов на производстве.

В процессе расплавления электродный металл под действием естественной силы тяжести переносится в сварочную ванну, расположенную в горизонтальной плоскости. Единственный изъян данного положения – это вероятность возникновения прожогов, в связи с этим необходимо обеспечить максимально полное плавление, чтобы не допустить их появление. Данную задачу способен выполнить сварщик, не имеющий большого опыта в работе и повышенной квалификации. Не учитывая этого незначительного недостатка в нижнем положении, есть смысл отдать предпочтение такому виду и стараться задействовать его на различных этапах проектирования работ по сварке.
Вернуться к оглавлению
Вертикальное расположение
В процессе сваривания вертикального шва ванна плавленого металла под действием силы тяготения стекает вниз. В связи с этим его ведут короткой дугой с целью попадания расплавленных металлических капель в центр шва. При этом сам электрод краткими движениями слегка отводят от ванны, тем самым давая капле застывать.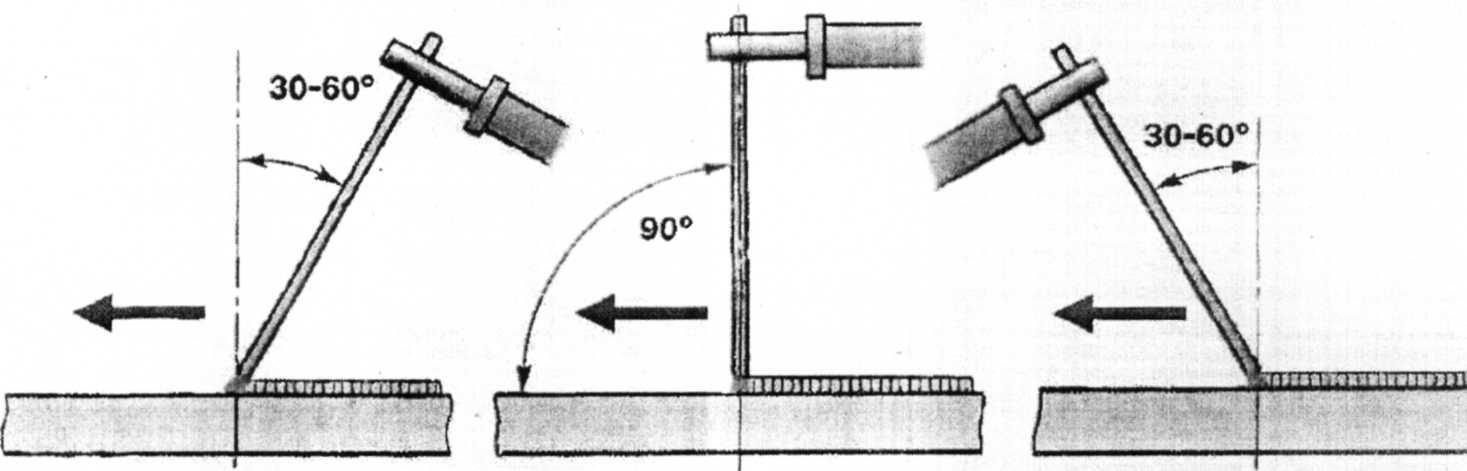 В основном соединения в вертикальном положении осуществляются снизу вверх, в этом случае нижний, уже застывший кратер не даст возможности растекаться металлической ванне.
В основном соединения в вертикальном положении осуществляются снизу вверх, в этом случае нижний, уже застывший кратер не даст возможности растекаться металлической ванне.
Угол наклона электрода в данном случае обычно вниз или вверх. Когда сварщик наклоняет его вниз, он получает возможность просматривать, как распределяется металлическая ванна по стыку шва. Если нужно выполнить соединение сверху вниз, электрод необходимо сначала выставить в положение, а когда образуется капля, потихоньку опускать ее ниже, возникает очередной кратер, и капля может удерживаться от потека вниз благодаря более короткой дуге. Лучше всего вертикальный шов сваривать на небольшом токе с диаметром электрода 0,4 см. В этом случае получится малый объем расплавленного металла в шовном кратере.
Вернуться к оглавлению
Горизонтальное расположение
Схемы движения электрода при горизонтальной сварке.
Чтобы выполнить горизонтальный шов, в верхнем листе проделывают скос кромок с целью сократить протекания расплавленного металла. Прежде чем перевести дугу на верхний лист, ее возбуждают на кромке нижнего листа, ведя вверх металлическую каплю. Также существует вариант горизонтального сваривания при участии продольных валиков. Первый накладывается при помощи электрода в диаметре 0,4 см, а остальные – 0,5 см.
Прежде чем перевести дугу на верхний лист, ее возбуждают на кромке нижнего листа, ведя вверх металлическую каплю. Также существует вариант горизонтального сваривания при участии продольных валиков. Первый накладывается при помощи электрода в диаметре 0,4 см, а остальные – 0,5 см.
Когда создается шов в горизонтальном положении, опытные сварщики рекомендуют удерживать угол электрода в 90-80°.
Нужно отметить, что дуга должна гореть максимально возможной мощностью, чтобы была возможность глубоко проплавить металлоизделие. Это значительно уменьшит влияние козырька, образующегося при сваривании электродом, расположенным под углом меньше 80°.
Чтобы получить нужную ширину шва и усиления валика, необходимо учитывать скорость сваривания, длину дуги. Соединения должны создаваться по направлению к сварке, а движения при этом должны быть колебательными.
Выдерживать угол электрода нужно, отталкиваясь от поведения образуемого шлака. Учитывая, что шлак попадает на корму, находящуюся снизу, сваривание может происходить под углом наклона 90°, а в редких моментах – и вовсе углом вперед.
Вернуться к оглавлению
Потолочное расположение
Такое положение для сваривания считается самым трудоемким. Такие соединения проделывают самой мощной дугой. Чтобы облегчить себе задачу сварки в потолочном положении, самые толстые поверхности делают менее поддающимися к расплавлению, чем электродный металл. Учитывая, что толстое покрытие конструкции плавится, гораздо медленнее электродного металла, оно образует в самом конце небольшой чехол, который содержит расплавленные капли ванны.
Шов выполняется методом приближения и удаления электрода к ванне. В процессе удаления капли на шве застывают, а дуга гаснет. При работе в потолочном положении, как и при выполнении горизонтальных и вертикальных швов, ток делают меньше, чем при сваривании элемента той же толщины в нижнем положении, на 10-20 %, а электрод стараются выбирать с небольшим диаметром.
Правильное положение электрода в процессе сварки
Положение и угол электрода при сварке
Многие люди, независимо от того кто они: новички или уже некоторое время производят сваривание, задаются вопросом: «В каком положении нужно держать электрод для того, чтобы делать качественное сваривание и в то же время, чтобы все было аккуратно?».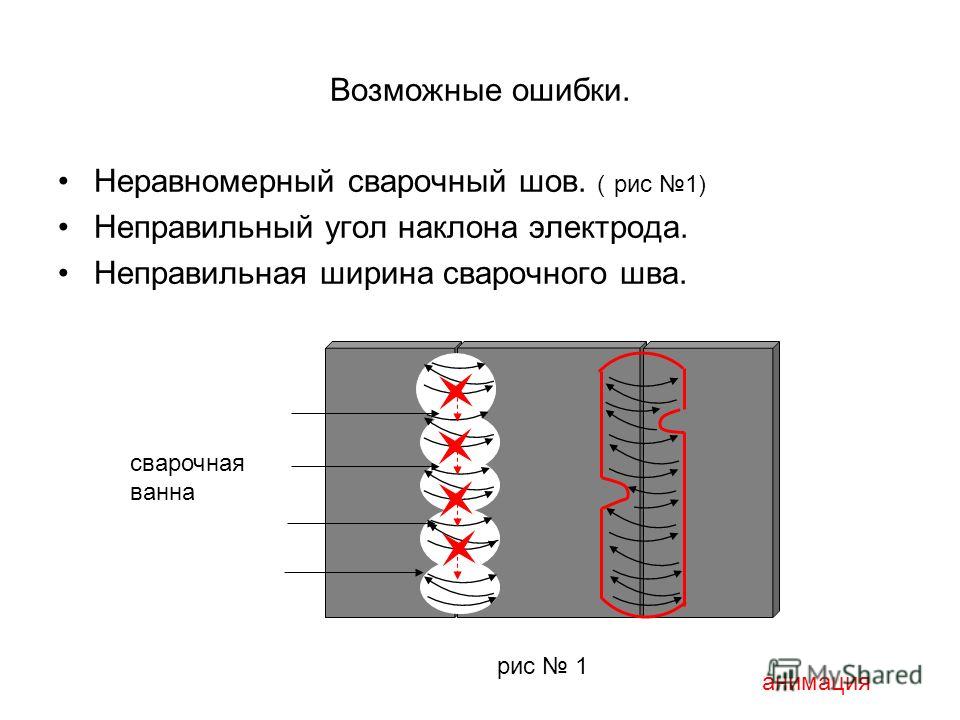
Для начала Вам нужно определить, в каком положении Вы собираетесь производить сваривание или в каком положении Вам приходится сваривать.
Разумеется, что предпочтение отдается горизонтальному положению, которое гарантирует высокое качество сварного шва и простоту самого процесса сваривания.
Обратите внимание
Однако у Вас может так сложиться ситуация, что Вы никак не сможете изменить положение сварного шва. В такой ситуации Вам нужно обязательно придерживаться правильного угла держания электрода при сваривании.
В основном существует три положения электрода:
углом вперед (30 — 60 градусов). Идеально подходит для произведения сварочных швов на потолке, неповоротных стыках, а также на вертикальных швах; под прямым углом (90 градусов). Придерживаться такого угла держания электрода лучше всего только в случае сваривания в труднодоступном месте; углом назад (30 — 60 градусов). Подходит для сваривания угловых и стыковых соединений;
Также угол держания электроды зависит от длины дуги. Длина дуги — это расстояние точки активности электрода до точки активности на самом электроде.
Длина дуги — это расстояние точки активности электрода до точки активности на самом электроде.
При плавлении электрода во время сваривания происходит и плавление покрытия. При горении и плавлении покрытия происходит выделение газов, которое позволяет создать защиту.
Такая газовая стена поможет Вам быстрее и качественней завершить свою работу.
При плавлении и горении покрытия выделяются газы, а части покрытия, которые не сгорели, становятся шлаками. Шлак покрывает сварочную ванну и создает слабое покрытие, которое только мешает дальнейшей работе с металлическим изделием. При дуговой сварке дуга зажигается кратким касанием электрода к металлу.
В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания.
Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 — 5 миллиметра от свариваемого изделия.
При сварке электрод должен перемещаться медленно, но не с помощью обычного движения «вперед» или «назад», а с помощью поступательных движений по оси электрода. Это первое движение электрода при сваривании.
Важно
Второе движение — это перемещение электрода вдоль, относительно оси валика. Таким образом у Вас будет получаться высококачественный шов.
Помимо высокого качества сварного шва у Вас также возрастет и скорость сваривания. Третье движение электрода во время сваривания — это его перемещение поперек шва.
Этот позволит Вам иметь полный контроль над шириной шва и глубиной проплавления металлического изделия.
Используя самые современные методики сваривания, Вы сможете варить изделия из самых разных видов электродов в самых разных пространственных положениях.
Как сварить алюминий алюминиевым электродом?
Электроды Castolin
Источник: http://elektrod-3g.ru/polozhenie-elektroda.php
Способы движения электрода при сварке
Существует множество движений электрода при сварке. Каждое движение вносит свой вклад образования качественного сварочного шва. Разработано много видов электродов и все марки горят и плавятся по-разному. Для одних нужны быстрые движения, для других медленно и без колебательных движений.
Каждое движение вносит свой вклад образования качественного сварочного шва. Разработано много видов электродов и все марки горят и плавятся по-разному. Для одних нужны быстрые движения, для других медленно и без колебательных движений.
Для сварки обычной рядовой стали, применяют различные способы движения электрода. Часто это зависит от положения в пространстве, поворотный это стык или нет. Учитывается толщина свариваемого материала. Какой вид соединения, тавровый стыковой, нахлесточный, угловой. Удобное положение рукояти при сварке.
- Движением электрода углом вперед. Угол атаки направлен вдоль свариваемого шва, кончик электрода смотрит вперед. В этом случае основной металл меньше греется. Дуга электрическая плавит кромки, сам электрод перемешивается с основным металлом.
- Движение электрода углом назад. Таким способом сваривают толстый материал. Сварочная дуга заходит на основной материал и плавит в основании с кромками.
Сварка в нижнем положении цветного металла меди и алюминия проводят в нижнем положении. Электрод находится в вертикальном положении относительно плоскости. Ведут вдоль шва без колебательных движений на короткой дуге.
Электрод находится в вертикальном положении относительно плоскости. Ведут вдоль шва без колебательных движений на короткой дуге.
Что касается сталей легированных и углеродистых в нижнем положении угол наклона может меняться. Как относительно движения вперед и назад так от одного края кромки к другой. Примечание по использованию электродов.
Они могут работать как на короткой дуге так и на относительном удлинении ее. Движением электрода обводят контур кромок. Описывают круговые движения, знак бесконечности, елочку, обратно поступательные движения.
На фото изображено как надо вести электрод.
При выполнении горизонтального шва электрод чиркаю о кромку, ведут углом назад. Электрод держат слегка вниз. Таким образом, расплавленную ванну дугой электрода толкают наверх и смачивают верхний край кромки для сцепления. Если шов имеет много проходов, то следующий валик накладывается на предыдущий.
Если шов имеет много проходов, то следующий валик накладывается на предыдущий.
Вертикальный шов проходят электродом Сверху вниз углом назад. Снизу вверх как углом вперед, так и углом назад. В данной ситуации шлак стекает со сварочной ванны вниз и не остается там. Выполнять можно как точечным касанием.
В этом случае металл успевает остыть. Так и не прерывно. Если имеются кромки, то обводим и повторяем контур при оплавлении. Стараться нужно выдерживать дугу на одинаковом расстоянии. Иначе будут подрезы и не проваренные места.
С потолочным швом больно не разгуляешься. Строго вертикально вниз электрод, кончиком вверх. Без лишних колебательных движений из стороны в сторону. На короткой дуге и малом токе. Расплавленный металл удерживается за счет силы потолочного натяжения и не как иначе. На рисунке все описано.
Тавровые угловые швы в нижнем положении электрод держат между двух плоскостей по центру приблизительно. Угол по направлению шва как вам угодно.
После как сформировали ванночку, расплавленную массу пытаемся подталкивать наверх и смачивать верхнюю кромку. Если дугу направить наверх и плавить кромку, то сварочная ванна стечет в нижнее положение.
Если дугу направить наверх и плавить кромку, то сварочная ванна стечет в нижнее положение.
Произойдет утонение металла основного. На фото изображено направление движения электрода.
Совет
Есть красивый шов. Простая методика движения электрода при сварке трубы. Выполняется углом назад в полу нижнем состоянии. Так электродом легче управлять.
Осуществляется прикосновениями коротко временными. Образуются тонкие валики, ложатся друг на друга лепестками и формируют шов. Если честно то катет шва толстый. Свариваемость металла хорошая.
На фото наблюдаете движение электрода при сварке трубы.
Источник: http://weldingmedia.ru/sposobyi-dvizheniya-elektroda-pri-svarke/
Как правильно держать электрод при сварке
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки.
Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
 Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.Для начала давайте рассмотрим как возникает дуга и как правильно ее возбуждать. Возникновение дуги происходит благодаря прикосновению торца электрода к металлической части и дальнейшим отдалением его от свариваемой части. При возбуждении дуги нужно быть внимательным, потому что если прикосновение будет не кратковременным, то электрод приваривается к металлу.
Также длина дуги влияет на качество сварки. Если дуга коротка и устойчиво горит, то она обеспечивает получение сварного шва высокого качества.
Для того, чтобы правильно формировать шов Вам необходимо держать правильно электрод. Электрод должен находиться под углом 15 — 20 градусов от вертикали.
Если же Вы изменяете угол держания электрода, то глубина проплавления сильно изменяется. Это влияет на скорость проплавления, сварки и охлаждения металла.
Если же Вы производите сваривание тонкого металла, то электрод должен накладываться в виде узенького валика 0,8 — 1,5 миллиметра диаметром. Однако если Вы собираетесь производить сваривание толстых листов, то лучше всего применяйте расширенные валики, который увеличивает скорость разогрева металла, тем самым ускоряя процесс сваривания металлических частей.
Иногда у Вас может возникнуть потребность увеличения сварочного тока, то в таком случае Вам нужно будет держать электрод под углом 45 градусов, потому что именно в таком положении электрода можно будет регулировать глубину проплавления и сваривания металлических частей. На данный момент существует всего 3 основных варианта держания электрода при сварке. Эти методы называются так: «углом вперед», «под прямым углом» и «углом назад».
Обратите внимание
Для начала давайте рассмотрим метод «углом вперед». В таком положении сварщик обеспечивает угол электрода 30 — 60 градусов относительно вертикального положения сварочного электрода. В таком случае движение электрода происходит вперед.
В таком случае движение электрода происходит вперед.
Такое положение электрод применяется при сварке стыков труб и других неповоротных изделий. Для данного типа держания электродов подходит потолочное, вертикальное и горизонтальное положение сварного шва. Сваривание «под прямым углом» говорит само за себя.
Такое положение часто применяется при сваривании в труднодоступных местах, то есть в тех ситуациях, когда просто невозможно наклонить электрод.
Положение сварочного элкетрода «углом назад» — это положение, при котором соблюдается угол 30 — 60 градусов от вертикальной оси. Сваривание происходит назад, то есть на сварщика. Чаще всего такое положение используется на коротких участках при сваривании стыковых швов.Как правильно держать электрод при сварке?
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки.
 Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.Источник: http://welding-gear.ru/polozhenie-elektroda-2.php
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Чтобы избежать поражения электрическим током, нужно:
Чтобы избежать поражения электрическим током, нужно:Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
 Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.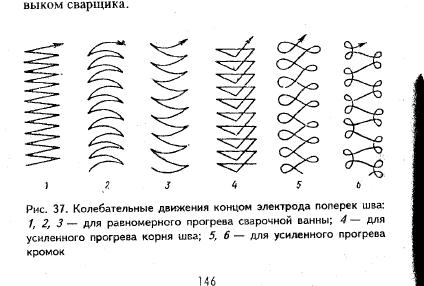
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
 Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.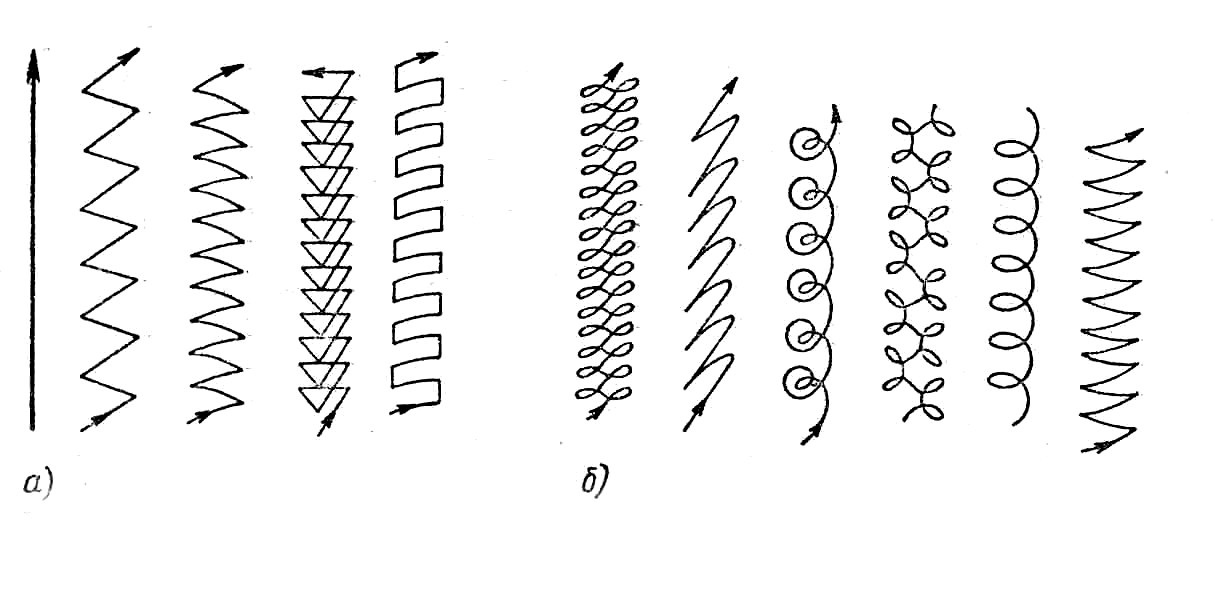
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Важно
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения.
Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными.
Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Источник: http://RemBoo.ru/instrumentyi-i-materialyi/kak-pravelno-varit-svarkoy.html
Режимы ручной дуговой сварки
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность.
Совет
То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения.
Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно.
И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера.
Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры.
Обратите внимание
Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1.
Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку.
Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером.
Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало.
Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла.
Важно
При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин.
В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм.
Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм.
Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов.
Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях.
Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Совет
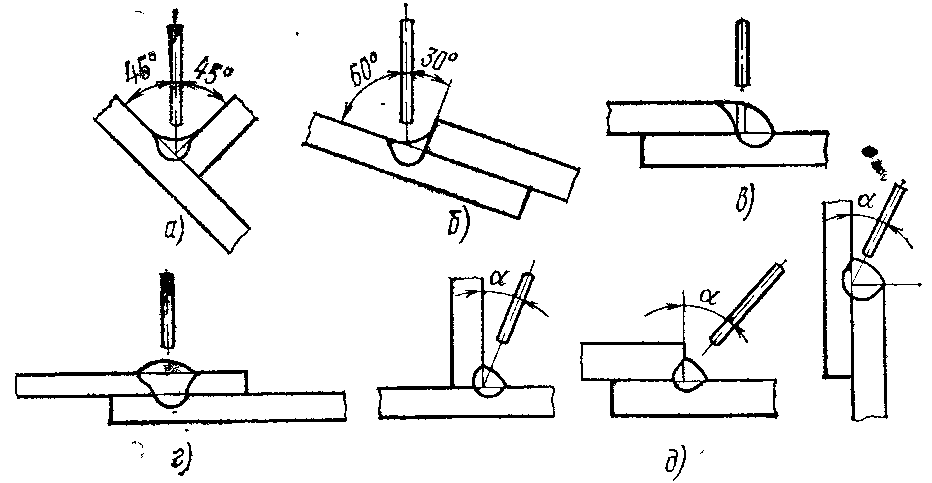
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее.
Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна.
Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко.
На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения.
Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения».
Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Обратите внимание
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей.
Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны.
Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Важно
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов.
После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.
Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
| Рис. 6. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления, а также большая высота валика. При сварке на спуск наоборот снижается глубина проплавления и уменьшается высота сварного шва. При этом ширина шва практически не меняется. | Рис. 7. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более глубокое проплавление, а при сварке углом вперед увеличивается ширина шва и уменьшается высота валика. |
| Рис. 8. Влияние скорости сварки на форму сварного шва: Положение сварочной ванны при наклонах изделия, дуги или электрода. Сварка на спуск, сварка на подъем, сварка углом вперед. | Рис. 9. Влияние подготовки кромок под сварки при стыковом соединении. |
| Рис. 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва | Рис. 11. Влияние величины сварочного тока при сварке: Если при сварке изменять сварочный ток то будут меняться параметры сечения шва. При более низком токе увеличивается глубина проплавления и увеличивается валик сварного шва. |
Использованы репродукции http://welding.su/gallery/
Источник: http://build.novosibdom.ru/book/export/html/308
Советы начинающим по сварке покрытыми электродами – Осварке.Нет
Базовые принципы, которые помогут новичкам стать хорошими сварщиками, включают в себя выбор правильного электрода, правильная настройка источника питания, удержание правильного наклона электрода и поддержание постоянной скорости сварки.
Основные принципы сварки, такие как скорость движения и угол наклона электрода являются основой получения качественного шва.
Дуговая сварка покрытым электродом, также известна как ручная дуговая сварка, уже давно широко используется в сварочном производстве и не только. Это универсальный и относительно безотказный процесс, который терпит погрешности в подготовке поверхностей под сварку. Недорогое оборудование для сварки покрытыми электродами делает его доступным каждому.
Несмотря на рост использования сварки с применением проволоки и новых технологий, которые предлагают повышения производительности процесса, сварка покрытым электродом остается очень важной для понимания сварщиком.
Основные принципы сварки, такие как скорость движения, угол наклона электрода, размер сварочной дуги являются решающими для достижения успеха и вы увидите значительные различия регулируя эти параметры. В основе ручной сварки лежат принципы, которые помогут вам стать лучшим сварщиком.
Если вы только начинаете учиться сварке покрытым электродом, следуя нескольким простым советам и лучшим практикам, вы сможете добиться успеха гораздо быстрей.
Выбор правильного оборудования
Наличие правильно подобранного оборудования является отправной точкой для успеха. Основным фактором, который следует учитывать при выборе сварочного аппарата можно считать вид выдаваемого тока.
Это может быть источник переменного или постоянного тока. Мы рекомендуем выбирать последний в силу большей стабильности процесса сварки и возможности применения для большего вида свариваемых материалов.
Также важно учитывать требования к потребляемой энергии, размеру и мобильности оборудования. На рынке сварочного оборудования представлено оборудование для сети питания 220 и 380 вольт.
Есть и комбинированные варианты. С габаритными размерами и мобильностью оборудования я думаю все понятно.
Совет
Надо просто ответить на вопрос, будут ли сварочные работы вестись стационарно или требуется постоянно возить оборудование с собой?
Номинальная сила тока очень важный показатель и зависит от диаметра электрода которыми вы будете варить. Как правило это электроды 2,5-4 мм, для которых достаточно силы тока 250 ампер.
Если денег у вас достаточно для покупки более дорогого оборудования, следует присмотреться к мультипроцессорным аппаратам с возможностью выполнения сварки в защитных газах и вольфрамовым электродом в дополнение к ручной. К тому же покупка такого оборудования обойдется дешевле, чем покупка отдельного оборудования под каждый процесс. Это отличный способ для новичка попробовать работать с несколькими процессами.
Выбор сварочного электрода
Правильно выбрать сварочный электрод достаточно сложно даже опытным сварщикам, а что уж говорить о новичках.
Это объясняется большим количеством выпускаемых марок электродов предназначенных для сварки разных материалов, в разных положениях, разных источников питания и т. д.
С вопросом выбора сварочного электрода следует основательно разобраться в будущем, если вы действительно хотите стать высоко квалифицированным специалистом. Здесь же мы предложим короткий путь выбора электрода который подойдет в 90% случаев.
Для начала нужно осмотреть свариваемые детали на предмет ржавчины, масла или других загрязнений, поскольку некоторые марки электродов могут лучше справляться с этим лучше, чем другие. Определите пространственное положение сварочного шва. Например, для сварки вертикальных швов, вероятно, потребуется другой электрод, чем при сварке в нижнем положении.
Давайте рассмотрим несколько марок сварочных электродов, которые пользуются особым спросом:
- АНО-6 — этими электродами можно варить во всех пространственных положениях, вертикальные шва вести только снизу вверх. Для сварки низкоуглеродистых сталей, можно по не зачищенным кромкам. Электроды дают достаточно качественное соединение и устойчивы к образованию пор и горячих трещин. Такие электроды хорошо подойдут для тренировки. Дугу следует держать короткую или среднюю (привыкать лучше к короткой дуге). Варить можно любым видом тока на любой полярности.
- УОНИ-13/45 — подойдут для сварки более ответственных конструкций на которые уже возможно будут действовать нагрузки. Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.
- МР-3 — для сварки ответственных конструкций любым видом тока и полярности по очищенным кромкам.
Лучше проконсультироваться с производителем электрода, если у вас есть сомнения по выбору электрода для конкретного применения. Условия сварки и предназначение также должны указываться на пачке.
Настройка сварочного аппарата
Выбор неправильной полярности является распространенной ошибкой.
После выбора сварочного электрода, обязательно необходимо выбрать правильную полярность. Неправильная полярность распространенная ошибка при настройке сварочного аппарата. Правильная полярность, как правило, указывается на упаковке электрода.
При сварке покрытым электродом ключевую роль играет установленная сила сварочного тока. Сварка на слишком большом токе приводит к большему количеству брызг, возможным подрезам и легкому прожиганию металла. Сварка на слишком маленьком токе затрудняет возбуждение и поддерживание сварочной дуги.
Формула расчета или конкретные значения сварочного тока указываются на упаковке электродов. В противном случае можно воспользоваться универсальными формулами расчета режимов сварки или сервисами в Интернете.
Правильно зажигаем электрод
Чтобы легко зажечь дугу при сварке покрытыми электродами зачистите щеткой часть металла или чиркайте концом электрода об поверхность металла.
Некоторые типы электродов после сварки образуют твердую шлаковую оболочку на конце. Чтобы улучшить электрический контакт можно убрать эту оболочку прежде чем зажигать дугу повторно.
Для этого можно вынуть электрод из держателя и легко постучать по металлу или просто постучать об бетонные поверхности. При этом нужно быть осторожным, чтобы не оторвать слишком много материала с покрытием.
Это приведет к залипанию электрода при повторном зажигании.
Обратите внимание
Как только зажгли дугу, пытайтесь удерживать ее короткой (примерно половина диаметра электрода). Размер дуги также может зависеть от пространственного положения.
Совершенно понятно что удержать сварочную ванну будет более тяжело в вертикальном и потолочном положении.
В этом поможет как можно более короткая дуга и метод прерывания сварки на короткий период, чтобы дать кристаллизоваться сварочной ванне (сварка точками).
Стоит отметить что слишком близкое положение электрода к сварочной ванне может вытеснить дугу, погрузив ее в жидкий металл. Длинная дуга, когда электрод расположен далеко от заготовки, приводит к разбрызгиванию, подрезам и низкой глубине проникновения жидкого металла.
В большинстве случаев необходимо перемещать дугу к себе при сварке покрытым электродом, с углом наклона 10-30°.
Частые ошибки, которых следует избегать
Избегание некоторых распространенных ошибок может помочь улучшить качество и производительность, и помочь сэкономить время и расходные материалы при использовании сварки покрытыми электродами. Давайте рассмотрим эти распространенные ошибки:
- Слишком длинная дуга, как было сказано выше, порождает неустойчивость, повышение брызг, которые требуют времени на очистку и шлифовку после сварки.
- Слишком быстрое перемещение электрода во время сварки. Может свидетельствовать что вы не следите за формированием шва и не видите готовые стороны сварного шва. Правильная скорость зависит от требуемого размера сварочного шва.
- Изменение угла наклона электрода во время выполнения прохода приводит к плохому слиянию металла в месте изменения и плохому проникновению металла в глубь шва. Обязательно поддерживайте одинаковый угол наклона электрода по всей длине прохода.
Огарки от электрода и утилизация
Поскольку небольшая часть электрода должна находиться в держателе, потеря небольшой части электрода, который мы называем огарком является фактом жизни при сварке электродами. Существует тонкая грань между желанием использовать как можно больше электрода с точки зрения стоимости и заботиться о том, чтобы утилизировать электрод, когда защитные функции покрытия уже скомпрометированы.
Обратите внимание что некоторые марки электродов могут использоваться только при одном поджигании дуги. Любая часть электрода, которая не использовалась при первом зажигании дуги не может быть снова использована.
Большинство покрытых электродов все же можно использовать повторно и наносить швы несколько раз.
Важно
Мало кто знает что повторное использование электрода все же может снижать потенциал выделения защитного газа при плавлении покрытия.
Защитный газ для процесса сварки покрытым электродом выделяется за счет плавления покрытия и крайне важно чтобы покрытия было достаточно при повторном использовании электрода.
Электроды подобно другим товарам также могут иметь срок годности после открытия пачки и могут использоваться только в течении определенного периода.
Этот срок годности предназначен для предотвращения влагопоглощения, которое приводит к появлению трещин в шве.
Сохранить качество электродов на протяжении всего срока годности можно при соответствующем хранении в сухом месте с соответствующей температурой.
Сварка покрытым электродом в вертикальном положении.
Исходник информации: http://www.thefabricator.com/article/arcwelding/don-t-get-stuck-on-stick
Источник: http://osvarke.net/sovety/sovety-po-svarke-mma/
Электросварка для начинающих или как я сварщиком стал. Часть вторая
В первой части рассказал о том, что случилась авария с петлёй от ворот, и был приобретен бытовой сварочный аппарат инверторного типа. Самостоятельные попытки с наскока устранить аварию, приварив петлю, окончились неудачей. Понимая, что рекомендации и советы из интернета ничего не дают, посетил 4-х часовые курсы сварщиков, благо они были бесплатны, как бонус к покупке.
Почему теория никогда не заменит практику
Первая часть.
Сразу скажу, по окончании столь скоротечных курсов, сварщиком я не стал. Но после этого мне понадобилось всего два дня, чтобы, потренировавшись, получить первое надёжное сварное изделие. Петлю кстати тоже уже приварил.
Начну по порядку, что именно было не так. Шлем сварщика имеет «транспортировочные защитные пластины». В краткой инструкции ничего про них не сказано, а оказалось их необходимо удалить.
На фото ниже видна пластина, которую просто можно выкинуть, и прозрачная, которая защищает глаза при поджиге дуги. При этом затемнённый щиток откинут, он задвигается в момент возникновения дуги.
С прозрачной пластины нужно снять ещё и защитную плёнку.
Совет
Место сварки должно быть зачищено. Чем качественнее зачистка, тем надёжнее шов. Мои жалкие попытки варить как есть, дали примерно такой же жалкий результат. Кроме того, по окончании сварки необходимо зачистить шов от окалины. Для этого используется молоток и такая вот очень жёсткая щётка.
Отбили молотком и зачистили щёткой. После этого надо дать шву возможность набрать прочность – несколько часов. Чем толще шов, тем больше времени до нагрузки. Понятно, что ничего из этого я не делал правильно. Правильно – добиться чистого металла шва.
Сама дуга, которая и формирует сварочный шов, в моём представлении оказалась совсем не тем, что она есть на самом деле. На фото видно, что шва не вышло – цепочка капель металла.
Как правильно выбрать диаметр электрода
Теперь о том, как надо делать правильно. Прежде всего – выбор диаметра электрода. Он зависит от толщины свариваемого металла, а также требуемой надёжности соединения. Попытка приварить пруток к балке электродом 3 мм. и дала этот печальный итог. Правильный выбор – электрод диаметром 5 мм.
От диаметра электрода и требуемых характеристик шва зависит правильная установка силы тока.
Посмотрим на это фото внимательнее – мы видим «подсказки» в виде указаний на диаметр электрода.
На самом деле это условно-справочное значение максимальной силы тока для нормального (горизонтального) шва этого диаметра электрода.
Попытка использовать именно эти установки также ни к чему хорошему не приводит – отключения сети были связаны с неверным выбором этого параметра. Чем выше ток и меньше диаметр, тем вероятнее отключение защитного автомата.
На самом деле, для правильного выбора силы тока при одном диаметре электрода важно: Расположение шва. Для горизонтального и для наклонного (вертикального) шва она будет разной; Наклон электрода.
Правильно варить под углом к линии шва, но можно и держать электрод вертикально – изменив силу тока регулятором; * Направление движения электрода. Тут пояснение. Если мы, стоя лицом к шву наклонили электрод на 45 градусов, то можно варить слева направо, и тогда сварочная ванна будет следовать за электродом.
Обратите внимание
Но можно и справа налево, и тогда электрод будет как бы нагнетать волну в сварочной ванне, гоня её перед собой.
Наклон электрода задаёт электрододержатель, фотография вышла не очень, но видно, что фиксатор имеет форму разнонаправленных канавок.
Выбор силы тока и ее регулировка
Теперь практически как это выглядит при работе с электродом, диаметром 5 мм., позволяющим сварку при прямой (электрод в клемме минус) и обратной (электрод в клемме плюс) полярности.
Рекомендуемый интервал в паспорте сварочного аппарата 160 – 220. Для горизонтального шва выбираем значение 200, тренироваться начинаем на толстой пластине металла, ничего к ней не приваривая.
Задача поджечь дугу, и удерживая электрод на высоте диаметра (примерно 5 мм.), медленно и равномерно вести сварочную ванну.
Перед этим желательно потренироваться на выключенном аппарате, поскольку это самое сложное в процессе – удерживая электрод (который выгорает) на постоянной высоте, обеспечить его равномерное движение.
Включение аппарата производим только после того, как убедились что:
- Электрод закреплён в электрододержателе;
- Клемма земли надёжно закреплена на элементе, который варим;
- Регулятор силы тока установлен на минимум;
- Только после этого включаем сварочный аппарат!
- По окончании работ регулятор силы тока возвращаем в минимум и только после этого аппарат выключаем.
Скажу честно, именно научится держать на весу электрод, в условиях ограниченной видимости, да ещё и равномерно его вести над поверхностью оказалось самое сложное.
В нашем примере сила тока 200 оказалась велика, и была понижена до 190. Это позволило сформировать красивый шов на горизонтальной поверхности. Когда начал приваривать к пластине другую железку, пришлось силу тока повысить до 210.
Обратите внимание на фото ниже. Шкала нелинейная, поэтому точное значение установить довольно сложно, плюс очень мягкий регулятор, который легко перекрутить или не докрутить.
Важно
В этом и заключается вторая тренировка – научится регулировать силу тока, добиваясь ровного шва. После нескольких попыток можно научится видеть брызги – тока много, или увидеть разрывы в шве, пока он не остыл – это тока мало. Впрочем, это как велосипед, один раз проехал пять метров – уже научился.
В итоге у меня накопилось некоторое количество таких вот железок.
Здесь важно, меняя режимы тока, учась правильно двигать электрод, запоминать, что и в какой момент делаешь. Мне было удобнее делать по три захода, после чего я оценивал что выходит. В итоге освоил (с помощью практики) правильную настройку тока для разных режимов сварки горизонтального шва.
С наклонными швами было сложнее. Ток для такого шва потребовался меньший. Причём прямая зависимость – чем вертикальнее шов, тем ниже ток. В моём случае надёжный сварной шов получился при токе в 170.
При практических занятиях самое сложное было поверить, что металл, расплавленный, никуда не стекает, оставаясь в шве. Честное слово, правильнее это увидеть, чем самому себе объяснить, что жидкость никуда не утечёт.
На самом деле всё логично, металл расплавлен только в зоне контакта, а при правильном движении электрода не успевает стечь, оплывая каплями, но формируя шов.
На самом деле первый качественный вертикальный шов, по сути, Ваша уверенность, что процесс сварки освоен, и теперь нужно только совершенствоваться.
Полезные практические советы по сварке
- Контакт минусовой клеммы очень важен. Прицепляя её к элементу, пошевелите крокодилом, чтобы все зубья имели контакт.
- Постоянный ток – это очень опасная вещь. Прежде чем начать сварку, убедитесь, что между Вами и свариваемыми деталями нет мостика для тока.
Это может быть и влажность, особенно влажность , поэтому несколько раз осмотритесь, и подумайте, всё ли правильно сделали.
- Работа с электродом на весу не простое занятие, неровности шва неизбежны, поэтому ведите электрод не прямолинейно, а маленькими (2-3 мм.
) зигзагами – рука при таком движении меньше устаёт и расстояние до шва будет точнее.
- При сварке тонких пластин металла сварной шов изменит их геометрию при остывании. Чем тоньше металл и длиннее шов, тем важнее делать шов не сплошным, а прерывистым. Если есть возможность обварить такое соединение с двух сторон, то точки сварки должны чередоваться.
С одной стороны шов, с другой пропуск, и наоборот.
- Разные металлы требуют разного подхода. Прежде чем начинать сварку двух деталей, стоит убедиться, что они из одинакового металла . Ещё лучше понимать из какого именно. Иначе чёрная сталь, приваренная к стали легированной, отвалится сама собой даже при правильном шве.
- После того, как сварной шов остыл и набрал прочность, его необходимо покрыть антикоррозионным составом. Дело в том, что металл шва и соединяемых элементов различен, а это приводит к ускоренной коррозии (помните курс школьной химии?).
- Не существует идеальной системы против «прилипания электрода».
Есть защита по токам, которые облегчают отрыв залипшего электрода. Правильнее всего оторвать прилипший электрод резким боковым движением, иначе он выскочит из держателя.
- Чем больше на Вас надето резины (обувь, перчатки и пр. вплоть до куртки), тем безопаснее будет процесс.
Меня разок дёрнуло, так я сразу научился под ноги резиновый коврик стелить, а то земля это такое дело, если рядом с источником тока, то проводимости может хватить, чтобы стукнуть.
- Последняя кнопка, которая при включении нажимается на сварочном аппарате – кнопка сеть. Эта же кнопка последняя, нажимаемая при выключении.
- Если Вам дорога жизнь как память, не пытайтесь менять электрод на включённом аппарате, даже при помощи «хорошо изолированных плоскогубцев».
- Меняйте защитное стекло в шлеме до тех пор, пока не подберёте такое, которое позволяет видеть в деталях то, что Вы делаете.
Отличная штука, регулируемая яркость пропускания стекла, но стоят такие шлемы больших денег. А вот стандартные стёкла можно купить очень недорого, а заменить его – открутить два винтика. Если плохо видно шов и то, что Вы делаете – откажитесь от работы, смените стекло. Ничего хорошего из работы на ощупь не выйдет.
- Прежде чем начать варить – поставьте электрод в держателе под разными углами и с разных сторон. Найдите наиболее удобное для Вашей ладони положение рукоятки и наклона электрода. Я насчитал пять способов, из которых лично мне удобны два.
- Не пытайтесь варить левой рукой, если Вы правша и есть другой способ.
Из такой работы толка выйдет ещё меньше, чем из-за неопытности.
И главное. Вы сможете сэкономить много времени и даже денег, внимательно почитав эти заметки и потренировавшись предварительно самостоятельно. Но настоятельно рекомендую после того, как освоите эти приёмы, всё же посетить курсы сварки, или внимательно понаблюдать за работой профессионала. Может быть, попросив его «дай попробовать». Практика это прекрасное продолжение любой теории, но наличие наставника – это самое лучшее продолжение практики!
Источник: http://obelektrike.ru/posts/elektrosvarka-dlja-nachinajuschih/
Угол наклона электрода и изделия — Влияние на форму, шва
Оборудование, материаловедение, механика и …
Статьи Чертежи Таблицы О сайте Реклама Углекислый газ 228 Углерод — Содержание в стали и влияние на сварку 34 Угол наклона электрода и изделия — Влияние на форму, шва при автоматической сварке под флюсом 160 Усадка наплавленного металла 20 [c.514]На величину магнитного дутья оказывает также влияние расположение железных (ферромагнитных) масс вблизи места сварки, место подвода тока к изделию, форма изделия, тип сварного соединения, наличие зазоров и другие причины. Для уменьшения отклоняющего действия магнитных полей на дугу следует вести сварку возможно более короткой дугой, подводить сварочный ток к изделию в точке, расположенной как можно ближе к месту сварки, а также изменять угол наклона электрода так, чтобы нижний ко-ьец электрода был обращен в сторону действия магнитного дутья. [c.48]
Пространственное положение электрода и изделия (см. рис. 3.14) при сварке под флюсом оказывает такое же влияние на форму и размеры шва, как и при ручной сварке. Для предупреждения стекания расплавленного флюса ввиду его высокой жидкотекучести сварка этим способом возможна только в нижнем положении при наклоне изделия на угол не более 10. .. 15°. Изменение формы и размеров шва наклоном изделия находит практическое применение только при сварке кольцевых стыков труб ввиду сложности установки листовых конструкций в наклонное положение. Сварка с наклоном электрода находит применение для повышения скорости многодуговой сварки. Подогрев основного металла до температуры 100 °С и выше приводит к увеличению глубины провара и ширины шва. [c.116]
Наклон изделия. В зависимости от наклона изделия сварка может быть выполнена на ropизoнiaльнoй плоскости, на подъем и спуск. Влияние наклона изделия на форму шва (рнс. 63, б) примерно такое же, как и влияние наклона электрода. При сварке на подъем расплавленный металл под действием собственного веса вытекает из-под дуги, в результате чего увеличиваются глубина провара и высота усиления, а ширина шва уменьшается. При сварке на спуск жидкий металл подтекает под дугу, что уменьшает глубину провара и увеличивает ширину шва. Угол подъема и спуска не должен быть более 6—8° [0,11—0,14 рад], так как о противном случае ухудшается формирование шва и возникает опаоностъ образования непровара. [c.117]
Смотреть страницы где упоминается термин Угол наклона электрода и изделия — Влияние на форму, шва : [c.38]
Справочник сварщика (1975) — [ c.0 ]
Влияние формы шва
Дно наклонное
Наклон (угол наклона)
Наклон ПКЛ
Наклонность
Угол Формы
Угол наклона
Угол наклона электрода и изделия — Влияние на форму, шва при автоматической сварке под
Угол наклона электрода и изделия — Влияние на форму, шва флюсом
© 2021 Mash-xxl.info Реклама на сайте
Движение электрода при сварке
Существует множество движений электрода при сварке. Каждое движение вносит свой вклад образования качественного сварочного шва. Разработано много видов электродов и все марки горят и плавятся по-разному. Для одних нужны быстрые движения, для других медленно и без колебательных движений.
Для сварки обычной рядовой стали, применяют различные способы движения электрода. Часто это зависит от положения в пространстве, поворотный это стык или нет. Учитывается толщина свариваемого материала. Какой вид соединения, тавровый стыковой, нахлесточный, угловой. Удобное положение рукояти при сварке.
- Движением электрода углом вперед. Угол атаки направлен вдоль свариваемого шва, кончик электрода смотрит вперед. В этом случае основной металл меньше греется. Дуга электрическая плавит кромки, сам электрод перемешивается с основным металлом.
- Движение электрода углом назад. Таким способом сваривают толстый материал. Сварочная дуга заходит на основной материал и плавит в основании с кромками.
Сварка в нижнем положении цветного металла меди и алюминия проводят в нижнем положении. Электрод находится в вертикальном положении относительно плоскости. Ведут вдоль шва без колебательных движений на короткой дуге.
Что касается сталей легированных и углеродистых в нижнем положении угол наклона может меняться. Как относительно движения вперед и назад так от одного края кромки к другой. Примечание по использованию электродов. Они могут работать как на короткой дуге так и на относительном удлинении ее. Движением электрода обводят контур кромок. Описывают круговые движения, знак бесконечности, елочку, обратно поступательные движения. На фото изображено как надо вести электрод.
При выполнении горизонтального шва электрод чиркаю о кромку, ведут углом назад. Электрод держат слегка вниз. Таким образом, расплавленную ванну дугой электрода толкают наверх и смачивают верхний край кромки для сцепления. Если шов имеет много проходов, то следующий валик накладывается на предыдущий.
Вертикальный шов проходят электродом Сверху вниз углом назад. Снизу вверх как углом вперед, так и углом назад. В данной ситуации шлак стекает со сварочной ванны вниз и не остается там. Выполнять можно как точечным касанием. В этом случае металл успевает остыть. Так и не прерывно. Если имеются кромки, то обводим и повторяем контур при оплавлении. Стараться нужно выдерживать дугу на одинаковом расстоянии. Иначе будут подрезы и не проваренные места.
С потолочным швом больно не разгуляешься. Строго вертикально вниз электрод, кончиком вверх. Без лишних колебательных движений из стороны в сторону. На короткой дуге и малом токе. Расплавленный металл удерживается за счет силы потолочного натяжения и не как иначе. На рисунке все описано.
Тавровые угловые швы в нижнем положении электрод держат между двух плоскостей по центру приблизительно. Угол по направлению шва как вам угодно. После как сформировали ванночку, расплавленную массу пытаемся подталкивать наверх и смачивать верхнюю кромку. Если дугу направить наверх и плавить кромку, то сварочная ванна стечет в нижнее положение. Произойдет утонение металла основного. На фото изображено направление движения электрода.
Есть красивый шов. Простая методика движения электрода при сварке трубы. Выполняется углом назад в полу нижнем состоянии. Так электродом легче управлять. Осуществляется прикосновениями коротко временными. Образуются тонкие валики, ложатся друг на друга лепестками и формируют шов. Если честно то катет шва толстый. Свариваемость металла хорошая. На фото наблюдаете движение электрода при сварке трубы.
Техника выполнения швов — Техника дуговой сварка
Техника выполнения швов
Категория:
Техника дуговой сварка
Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5—1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе.
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва.
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
Рис. 1. Направления сварки (а) и наклон электрода (б)
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 1, б.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке:
– прямые по ломаной линии;
– полумесяцем, обращенным концами к наплавленному шву;
– полумесяцем, обращенным концами к направлению сварки;
треугольниками;
– петлеобразные с задержкой в определенных местах.
Рис. 2. Основные виды поперечных движений конца электрода: а, б, в, г — при обычных швах
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемыми в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине выполняют иапроход и обратноступенчатым способом. Сущность способа сварки напроход заключаются в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы, многопроходные многослойные и многослойные.
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Рис. 3. Схемы заполнения швов по сечению: а — однослойный и однопроходный, б — многослойный и многопроходный, в — многослойный
Рис. 4. Схемы заполнения многослойного шва с малым интервалом времени: а. б— секциями, а — каскадом, е — горкой
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200—400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15— 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20—25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200° С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200—400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3—5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100 °С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочно-го валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подвароч-ный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1—2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5—6 мм при токе 200—300 А в зависимости от толщины листа.
Концовка шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, склонной к образованию закалочных микроструктур, вывод кратера в сторону недот устим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
Реклама:
Читать далее:
Выбор режима сварки
Статьи по теме:
Сварочное положение | Металлургия для чайников
Какие сварочные позиции?
Сварочная позиция дает представление о месте свариваемой детали. Расположение заготовки обычно определяется с учетом наклона сварного шва и поворота сварного шва, которые определены ниже.
Сварочные позиции
Наклон
Это угол между линией корня шва (W.R.L.) и горизонтальной базовой плоскостью (H.R.P.).
Вращение
Это угол между линией, разделяющей пополам угол поперечного сечения сварного шва (В.L.) и верхней части вертикальной плоскости отсчета (V.R.P.), проходящей через линию корня шва.
Согласно американским стандартам существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное; тогда как британские и индийские стандарты добавляют еще одну, а именно наклонную позицию. Любая из этих пяти позиций получается подходящей комбинацией наклона и вращения; Например.
(1) Плоское положение (вниз). В этом положении поверхность шва горизонтальна, сварка ведется сверху, электрод направлен.вниз, а сварной шов — горизонтально. В ровном положении наклон и вращение ограничены в пределах 10 градусов.
(2) Горизонтальное положение. Плоскость заготовки вертикальная, наплавленный валик — горизонтальный. В этом положении наклон не превышает 10 градусов, но угол поворота может варьироваться от 10 до 90 градусов.
(3) Вертикальное положение. Плоскость заготовки вертикальна, наплавленный валик также вертикальный. В вертикальном положении наклон остается в пределах от 45 до 90 градусов, а вращение может иметь любое значение от 0 до 180 градусов.
(4) Верхнее положение. Плоскость заготовки горизонтальная; сварка осуществляется снизу электродом вверх. В этом положении наклон и поворот могут изменяться от 0 до 45 и от 90 до 180 градусов соответственно.
(5) Наклонное положение. В этом случае наклон и поворот могут изменяться от 10 до 45 и от 0 до 90 градусов соответственно. Заготовка находится в наклонной плоскости.
Самое простое, лучшее, естественное и удобное положение для сварки — плоское (вниз).Получаются отличные сварные соединения на высокой скорости и с минимальной утомляемостью сварщиков. Если конструкция не допускает сварку в плоском положении и, если возможно, ее можно повернуть, используя вращатели, приспособления или позиционеры, чтобы выполнить сварку в плоском положении.
ПОЛОЖЕНИЯ ДЛЯ ПЛОСКОЙ СВАРКИ
ПОЗИЦИИ ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ
ПОЗИЦИИ ДЛЯ СВАРКИ ПЕРЕДАЧИ
В основном задействованы три наклонности:
- Плоский, включающий наклон от 0 до 15 градусов
- Наклон 15-80 градусов
- Вертикально, 80-90 градусов
Для каждого из этих наклонов сварной шов можно поворачивать из плоского положения в горизонтальное в верхнее.
Вращение
Это угол между линией, разделяющей пополам угол поперечного сечения сварного шва (B.L.), и верхней частью вертикальной базовой плоскости (V.R.P.), проходящей через линию корня шва.
Возможно вам понравится
Случайные сообщения
% PDF-1.4 % 432 0 объект> эндобдж xref 432 75 0000000016 00000 н. 0000002791 00000 н. 0000001796 00000 н. 0000002879 00000 п. 0000003161 00000 п. 0000003569 00000 н. 0000003602 00000 н. 0000004032 00000 н. 0000004624 00000 н. 0000005018 00000 н. 0000005063 00000 н. 0000005642 00000 н. 0000005701 00000 п. 0000006989 00000 н. 0000007464 00000 н. 0000007891 00000 н. 0000009117 00000 н. 0000009161 00000 п. 0000009206 00000 н. 0000009599 00000 н. 0000009910 00000 н. 0000010217 00000 п. 0000011040 00000 п. 0000011091 00000 п. 0000011494 00000 п. 0000011840 00000 п. 0000013020 00000 н. 0000014027 00000 п. 0000014080 00000 п. 0000014313 00000 п. 0000014357 00000 п. 0000014578 00000 п. 0000014960 00000 п. 0000016268 00000 п. 0000017513 00000 п. 0000018041 00000 п. 0000040123 00000 п. 0000044110 00000 п. 0000047290 00000 н. 0000054902 00000 п. 0000062562 00000 п. 0000062617 00000 п. 0000062747 00000 н. 0000062830 00000 п. 0000062936 00000 п. 0000063535 00000 п. 0000064931 00000 н. 0000065215 00000 п. 0000066393 00000 п. 0000066675 00000 п. 0000068818 00000 п. 0000069108 00000 п. 0000071000 00000 п. 0000071059 00000 п. 0000071149 00000 п. 0000071615 00000 п. 0000071720 00000 п. 0000071811 00000 п. 0000071853 00000 п. 0000071915 00000 п. 0000071981 00000 п. 0000072021 00000 п. 0000072716 00000 п. 0000072735 00000 п. 0000072758 00000 п. 0000072781 00000 п. 0000072804 00000 п. 0000072826 00000 п. 0000072849 00000 п. 0000072888 00000 п. 0000072911 00000 п. 0000072993 00000 п. 0000073075 00000 п. 0000073156 00000 п. 0000002619 00000 н. трейлер ] >> startxref 0 %% EOF 434 0 obj> поток х | [lQǿ ٹٶ cjgGbtFmRa2 ݪ Zv].uRP ں n «* x> Lɳ8 / ⟜ |
(PDF) Численный анализ влияния наклона электрода на распределение температуры при наложении GMAW
Математические проблемы инженерии
Стальные пластины», Международный журнал тепло- и массообмена , т.
, стр. • ,.
[] О. В. Березшая, Е. П. Грибков, В. Д. Кузнестов, «Исследование
исследования формирования покрытий в термонапряженном состоянии при электрическая
контактная наплавка деталей типа Sha // Успехи материаловедения
Наука и техника, т., ArticleID, pages,
.
[] С. Фэн, Ч. Хуанг, Дж. Ван, Х. Чжу, П. Яо и З. Лю, «Anana-
литическая модель для прогнозирования температурного распределения и
эволюции в гибридной лазерно-гидроабразивной микро-механической обработке. , ”Precision
Engineering, vol., pp. – , .
[] З. Мурцинкова, К. Василько, «Термофизические аспекты обработки стружки
», «Высокие температуры — высокие давления», т. ,
, вып. , стр. – -, .
[-] Д. Розенталь, «Математическая теория распределения тепла при сварке и резке
», Welding Jo ur nal, vol., no., pp.s–
s, .
[] Рыкалин Н. Основы теплового потока при сварке. АН СССР,
Москва, .
[] T. W. Eagar an d N. С. Цай, «Температурные поля от
передвижных распределенных источников тепла», Сварочный журнал, том , стр.
s – s,-.
[] J.Голдак, А. Чакраварти и М. Бибби, «Модель с двойным эллипсоидом
nite для сварочного источника тепла, II W Док. №-
-,-.
[] SK Jeong и HS Cho, «Аналитическое решение для прогнозирования распределения переходной температуры
в плоских дуговых сварных швах», Welding
Journal, vol., no., pp. s – s, .
[] NT Nguyen, K. Matsuoka, N. Suzuki, and Y. Maeda, «Ана-
литические решения для определения переходной температуры полубесконечного тела
, подверженного воздействию движущихся источников тепла -D. ”Welding Jo urnal, vol.,
с.с – с, .
[] Y.Gu, YDLi, Y.Yong, FLXu, and L.F.Su, «Определение
параметров модели двойного эллипсоидального источника тепла на основе метода оптимизации
», в We ld ing in the World, pp. – , .
[] C.Wu, Q.Hu и J.Gao, «Anadaptiveheatsourcemodel
для« бесконечно-элементного анализа плазменно-дуговой сварки в замочную скважину »,
Computational Materials Science, vol., No. pp. – ,
.
[] X.Цзя, Дж. Сюй, З. Лю, С. Хуанг, Ю. Фан и З. Сун, «Новый метод
для оценки параметров источника тепла в процессе моделирования газовой дуговой сварки
», Fusion Engineering and Design, vol. , нет.
, стр. –-, .
[] Ю. Миками, Т. Накамура и М. Мочизуки, «Численное исследование влияния моделирования источника тепла на смоделированное
распределение остаточных напряжений в плетеных сварных швах», Сварка в
Wor ld, vol., no., pp. – , .
[—-] Т.Ф. Флинт, Дж. А. Фрэнсис, М. С. Смит и Дж. Балакришнан,
«Расширение модели источника тепла с двумя эллипсоидами до
конфигураций сварных швов с узкой канавкой и замочной скважиной», Журнал
Технология обработки материалов, т. , стр. – , .
[] М. Б. Насири и Н. Энцингер, «Аналитическое решение для распределения температуры
при дуговой сварке в дуге на основе адаптивной функции
», в журнале We ling in the Worl d, стр. – , -.
[] C.Lv, G.Wang, H.Chen, andS.Wan, «Оценка интенсивности источника тепла при перемещении
с использованием адаптивного обратного метода множественной модели
», International Journal of ermal Sciences, vol. , стр.
– -,.
[] А. Климпель, А. Чупрински, А. Рзе
зникевич, «Влияние
направления и угла наклона сварочной горелки GMA
на качество и технологические свойства. прокладок
металлокерамической проволокой // Сварочный обзор., №-, стр.-– ,
.
[] Й. Пиларчик, Электросварка и наплавка металлов,
´
Sląsk, Катовице, Польша,-ое издание,.
[] A. Klimpel, M. Balcer, AS Klimpel и A. Rze´
znikiewicz,
«Эффект наплавки методом GMA сплошной проволокой и параметры
качества и пропорции наплавленных швов. материала основы
в составе наплавки », Вестник Института Сварки
, вып., №, стр. – -,.
[] Л. Туз и М. Мрозек, «Результаты удара электрода с углом в плане
на форму прокладочного сварного шва», Механика, том.
, стр. – , .
[] А. Кумар и Т. Деброй, «Теплопередача и поток жидкости во время
газо-металлической дуговой сварки швов для различных конфигураций стыков и
сварочных позиций», Металлургия и материалы. A:
Физическое металловедение и материаловедение, т., №, стр. –
, .
[] Ф. Хунъюань, М. Цинго, Х. Вэньли и Дж. Шуде, «Модель двойного эллипсоида Newgeneral
», Наука и технологии
Сварка и соединение, т., №. , стр. – - , .
[] Дж. Чен, К. Ву и М. Чен, «Улучшение моделей источников тепла
для процесса гибридной сварки TIG-MIG», журнал
производственных процессов, том , № , стр. .——— – , .
[-] А. Гош, А. Ядав и А. Кумар, «Моделирование и эксперимент —
мысленная проверка движущегося наклонного объемного источника тепла в процессе газовой дуговой сварки
», Журнал обработки материалов
Техноло гия, т., стр. – , .
[] Х. С. Карслоу и Дж. К. Джегер, Проводимость тепла в твердых телах,
Oxford University Press, Оксфорд, Великобритания,-е издание, .
[] Дж. Винчек, «Аналитическое решение переходного температурного поля в
полубесконечном теле, вызванном движущимся объемным источником тепла»,
International Journal of Heat and Mass Transfer, vol. , №-
, стр. – -, .
[] П. Р. Вишну, У. Б. Ли и К. Э. Истерлинг, «Модель теплового потока
для импульсной сварки», Материаловедение и технологии (Соединенное Королевство
), т., №, стр. – , .
Параметры сварки и аббревиатура CLAMS
Изготовление сварного шва нужного размера, формы и глубины требует множества переменных. Студенты по дуговой сварке запоминают большинство из них, произнося аббревиатуру «CLAMS» , поскольку каждая буква обозначает параметр сварки. Вот список:
Ток — Сила тока обычно определяет размер и глубину проплавления сварного шва, когда вы перемещаете резак с правильной скоростью. Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификации процедуры сварки (WPS), чтобы узнать о своих текущих настройках, или попробуйте выполнить сварку на образцах пластин той же толщины, чтобы увидеть, что работает лучше всего.
Длина дуги — Насколько близко к рабочим пластинам сварщик держит дугу проволоки или сварочного электрода, может влиять на количество тока и тепла, поступающего в соединение. Держа близко к рабочим пластинам, ток и тепло в сварном шве остаются высокими. На большем удалении электрод выделяет меньше тепла и больше брызг.
Как показывает практика, длина дуги при сварке штангой должна соответствовать диаметру металла электрода. Другими словами, если вы используете стержень диаметром 1/8 дюйма, держите его на расстоянии 1/8 дюйма от поверхности соединения.Вы можете увеличить длину дуги, чтобы уменьшить нагрев лужи или ограничить осаждение сварочного металла.
При подаче проволоки (т. Е. Сварка MIG или порошковая сварка) проволочный электрод удерживается дальше от стыка, чем при сварке штангой. Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл. По этой причине студенты также узнают разницу между залипанием электрода (длина провода от контактного наконечника) и расстоянием между контактом и работой. Вариации ESO или CTWD влияют на величину тока, проходящего в соединение, независимо от настройки скорости проволоки на машине.
Угол — При сварке следует помнить о двух углах горелки. Первый — это рабочий угол, который представляет собой соотношение между шарниром и горелкой (или стержнем). В идеале вы должны держать фонарь перпендикулярно или под углом 90 градусов к суставу. Большим исключением из правил являются тройники, рабочий угол которых варьируется от 30 до 50 градусов. Второй угол, используемый при сварке, — это угол хода. Это соотношение между факелом и линией движения. Чтобы увидеть стык и лужу, сварщик может наклонить стержень до 10 градусов в направлении движения, а иногда и против направления движения.
Как вы можете видеть на первой диаграмме, угол наклона резака к обрабатываемой детали (слева) составляет 90 градусов, что позволяет максимальному теплу и току сосредоточиться вниз в стыковое соединение с открытой канавкой. (Думайте об этом как о виде спереди рабочих пластин.) На диаграмме справа угол перемещения показывает наклон в 5-10 градусов вдоль сустава. Это дает сварщику лучшее представление о том, что происходит в луже. Когда вы перетаскиваете фонарик или электрод, наклон направлен в сторону лужи, что способствует проникновению и получению толстого валика.Когда вы нажимаете, наклон направлен в сторону от лужи, что ограничивает проникновение тепла и попадание тепла в основной металл.
Манипуляции — Это относится к движению руки сварщика, когда он или она направляет электрод вдоль стыка. Очень важно закрепить пальцы на ногах, но также важно контролировать проникновение и нагревание. Как описано в разделе «Типы бус», плетение, плетение, перетаскивание или толкание — все это примеры манипуляции.
Скорость — Если вы двигаетесь слишком быстро, размер сварного шва будет небольшим, и проплавление будет недостаточным.Двигайтесь слишком медленно, и вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на рабочие пластины.
На следующей диаграмме показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» обозначает скорость подачи проволоки, с помощью которой сварочные аппараты MIG и порошковой проволоки регулируют ток. Обратите внимание, что при слишком высоком напряжении валик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов оказывается поверх основного металла, а не проникает в него.Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке штучной сваркой сварщик устанавливает напряжение напрямую, но не ток, поэтому аппараты называются постоянными токами (CC). При сварке MIG / порошковой проволокой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно устанавливает только ток. У некоторых автоматов с ручками также есть настройка, известная как Dig. Этот параметр позволяет увеличить ток выше установленной выходной силы тока, если дуга начинает гаснуть.
Хотя на фотографиях выше это не показано, слишком длинная дуга может вызвать пористость (пузырьки воздуха) внутри сварного шва, разбрызгивание на основной металл и подрезание на носках соединения. Подробнее см. В разделе «Дефекты сварных швов».
Помимо CLAMS, при планировании сварочных работ следует учитывать еще несколько переменных:
Проектирование и сборка стыков: То, как вы готовите рабочие плиты (или стационарную конструкцию) к сварке, может больше повлиять на результат операции, чем что-либо еще. Ваши стыки, скошенные кромки, отшлифованные поверхности корня и поверхности должны ровно и равномерно совмещаться, прежде чем вы начнете сварку.На нем не должно быть заусенцев, зазоров или неровностей.
Будучи студентом, легко предположить, что как только металл нагревается, все естественным образом складывается, и все маленькие неровности исчезают, как по волшебству. На самом деле, вы можете усугубить ситуацию, если не уделите время правильной подгонке. Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки. (При сварке MIG возможны более крутые углы, чем при сварке штучной сваркой.Вы также должны закрепить пластины и использовать зажимы, если это необходимо, чтобы предотвратить закрытие стыка перед сваркой или другие деформации, вызванные нагревом.
Также важна предварительная очистка кромок сварных швов. Хотя некоторые электроды предназначены для проникновения сквозь ржавчину и прокатную окалину, эти загрязнения могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует выработать привычку очищать или шлифовать области, которые вы планируете сваривать.
Размер: Толщина основного металла должна влиять на решение о том, какой диаметр электрода, прутка, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости подачи проволоки и / или тока. Следует учитывать множество других факторов размера, но обычно на первом месте стоит толщина металла.
Рассеивание тепла: Различные металлы по-разному рассеивают тепло. Также имеет значение масса ваших деталей: более мелкие детали нагреваются намного быстрее, чем большие и тяжелые детали.. Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять свою прочность на разрыв или другие качества, если вы не будете следить за теплом, входящим и выходящим из пластин или труб.
По мере того, как вы узнаете больше о химических и механических свойствах различных металлов и сплавов, вы можете решить включить предварительную или последующую термообработку ваших заготовок как часть сварочной операции. Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не приветствуется после первого семестра в сварочной школе.Это потому, что закалка оказывает на металл своего рода травмирующий эффект и может сделать его хрупким. На уроке металлургии сварщиков обучают многим формам термической обработки и их преимуществам, таким как закалка, отпуск и отжиг.
Далее: Типы сварных швов
Ресурсы / документыРучная сварка TheFabricator.com
Введение в наплавку
Stoody
Улучшение техники сварки штангой MillerWelds.com
Стрингер по стыку внахлест видео
Стыковое соединение с открытым корнем и V-образной канавкой 3G вертикальное видео
Использование параметров CLAMS в Stick Welding
TheFabricator.com
позиций сварного шва (со схемой) | Металлургия
В сварочной технике все сварные швы и их положение можно разделить на пять основных групп. Это: положение «вниз» или «ровно» или «на земле», горизонтальное, вертикальное, над головой и наклонное положение. Все эти положения расположены так, чтобы подготовить их края в зависимости от характера работы, толщины металла и допустимой нагрузки или прочности.
Нисходящий или шлифованный шов проходит в любом направлении на шлифованном или ровном месте. Вдоль стыка укладывается слегка растекающийся валик.На поверхность наносится однослойный сварной шов. Сварку «вниз» выполнить проще всего, так как расплавленный металл не будет вытекать из кратера.
Сварка вниз применяется к сварным швам, стыковым и угловым сварным швам. Горизонтальный сварной шов проходит горизонтально по поверхности. Наиболее распространены горизонтальные стыковые швы сосудов и резервуаров. Подготовка шва обычно ограничивается одним скосом на верхней стороне.
Вертикальный сварной шов — это сварной шов, который проходит вертикально по вертикальной поверхности.При вертикальной сварке глобулы расплавленного электродного металла и расплавленного металла в кратере имеют тенденцию течь вниз. Следовательно, необходима короткая дуга, чтобы уменьшить расстояние между наконечником расплавленного электрода и сварочной ванной, а шарик на наконечнике электрода сливается с расплавленным металлом в кратере.
Верхний сварной шов — это сварной шов, который должен быть нанесен над головой сварщика. Сварные швы над головой выполнить намного сложнее, чем другие. Лужа здесь перевернута, и расплавленный металл имеет тенденцию стекать вниз.Самым важным моментом при сварке над головой является то, что дуга должна быть как можно короче, чтобы облегчить перенос электродного металла в лужу.
Когда конец расплавленного электрода касается верхней ванны, силы поверхностного натяжения и адгезии отрывают глобулы от электрода и заставляют их распространяться по поверхности ванны. Сварка над головой требует большой практики для получения хороших сварных швов. При сварке сверху вниз ток и размер электрода должны быть меньше, чем при сварке вниз.
Наклонное положение :
Другой тип сварного шва — наклонное положение. Под наклоном подразумевается сварка под наклоном на поверхности под углом 45 °. Здесь сила тяжести имеет тенденцию заставлять расплавленное вещество течь вниз в плоском положении сварного шва. Для получения правильных валиков в наклонном положении следует использовать короткую дугу.
Горизонтальный валик требует того же тока, что и аналогичный валик, нанесенный на позицию флюса. Сварка вверх в вертикальном положении требует немного меньшего тока, чем сварка плоской поверхности, а сварка вниз требует немного большего тока.
На рис. 6.22 (a), (b), (c) показаны различные положения сварки под наклоном.
Использование подкладных лент :
Использование «Backing Strips» — это современная техника сварки. При стыковой сварке зазор между пластинами должен быть как можно меньше, ровно достаточным для хорошего проплавления. Но следует избегать чрезмерного зазора. Включенный угол не должен превышать 60 °. Для тяжелых участков следует подготовить двойную V-образную заготовку.
При сварке двух пластин с одним V-образным препарированием рекомендуется разместить «подкладочные полосы» под стыком [Рис. 6.23 (a)]. Чтобы образовался увеличенный проем, когда подкладки не используются. После сварки пластины выровняются. Использование подкладных лент позволяет избежать деформации после сварки.
На рис. 6.23 (a), (b), (c) показано это положение.
материалов | Бесплатный полнотекстовый | Влияние наклона сварочной горелки на сварной шов в процессе импульсной сварки GMAW
Были проведены соответствующие сварочные эксперименты.В этом разделе были представлены экспериментальные результаты и соответствующие анализы.
3.1. Влияние угла наклона вперед.
Сначала был задействован режим наклона вперед; Поверхности и поперечные сечения соответствующих 10 экспериментальных результатов показаны в Таблице 3. Согласно представлениям в Таблице 3, качество сварных валиков улучшилось с увеличением углов наклона вперед. Можно заметить, что образец Q1 имел наихудший внешний вид поверхности, ширина сварного шва была неоднородной, а явления подрезов и перезапуска дуги возникали несколько раз; кроме того, появилось больше брызг, причем брызги были большими и концентрировались в середине и на конце сварного шва.Кроме того, процесс переноса металла был нестабильным. Образец Q2 также имел плохой внешний вид, а ширина и высота сварного шва были неоднородными. Кроме того, между 12 см и 13 см на чертеже ширина и высота одновременно уменьшились, и возникла подрезка с дугой, установленной в этом положении. Кроме того, общий процесс сварки не был успешным, и появилось много брызг. Сварной шов образца Q3 не был прямым, а ширина и высота не были одинаковыми; кроме того, рябь между 10 см и 16 см была такой грубой.Ширина сварного шва образца Q4 внезапно уменьшилась между 10 см и 11 см, а соответствующие ряби стали шероховатыми между 13 см и 16 см. Наплавленный валик образца Q5 имел плохой внешний вид и неравномерную ширину; кроме того, бусинка была не прямой. Сварной шов образца Q6 был таким прямым, а общая ширина была приблизительно одинаковой, но высота внезапно уменьшилась между 13 см и 14 см, и дуга была плохо погашена. Сварной шов образца Q7 имел хороший внешний вид и правильную форму, а ширина и высота были одинаковыми.Сварные швы образцов Q8 и Q9 имели хороший внешний вид, валики были достаточно прямыми, а сварочные процессы были последовательными; кроме того, и ширина, и высота бусинок были одинаковыми. Для последнего образца Q10, хотя внешний вид поверхности был удовлетворительным, процесс сварки был последовательным и имел одинаковую ширину и высоту; валик был не прямым, и имелся некоторый изгиб. Кроме того, согласно сечениям в таблице 3, от образцов Q1 до Q10, с увеличением углов наклона сварочной горелки, проплавление сварного шва также увеличивалось.3.2. Влияние угла наклона назад
Кроме того, использовался режим наклона назад, и соответствующие 10 экспериментальных результатов с использованием углов наклона назад показаны в таблице 4. Согласно этим 10 образцам, использующим углы наклона назад, по мере увеличения углов наклона формация также улучшились качества сварных швов. В таблице 4 общий вид сварного шва образца h2 был наихудшим, а ширина и высота не были одинаковыми. Кроме того, процесс переноса металла был нестабильным, появлялись большие брызги, некоторые металлические выступы собирались на поверхности между 3 см и 4 см, а рябь между 10 см и 16 см была такой шероховатой.Внешний вид сварного валика образца h3 все еще был плохим, процесс переноса металла был нестабильным, и брызги появлялись на двух сторонах сварного валика и на поверхности валика. Ширина и высота буртика были внезапно уменьшены, что означало, что появился подрез, а затем дуга возобновилась. Сварной валик образца h4 был таким прямым и равномерной по ширине, но некоторые брызги появлялись между 5 см и 10 см. Формирование и изменение ширины сварного валика образца h5 были настолько регулярными, что появлялось немного брызг, а рябь между 7 см и 16 см была такой плотной и шероховатой.Формирование валика сварного шва образца H5 было плохим, ширина и высота валика между 10 см и 13 см были одновременно уменьшены, что означало, что в этом месте появился подрез, и дуга была перезапущена, а также образовалась кратер. появился на конце бусинки. Наплавленный валик образца H6 имел высококачественное формирование, ширина и высота были такими регулярными, и, тем не менее, валик был изогнут на 10 см, а рябь между 7 и 16 см была такой шероховатой. Качество внешнего вида сварного шва образца H7 было таким высоким, а рябь между 12 см и 16 см была такой грубой; кроме того, ширина и высота были внезапно уменьшены, а затем дуга закончилась.Сварной валик образца H8 был таким прямым, высота была такой правильной, а ширина уменьшилась на 8 см. Наконец, у образцов H9 и h20 были сварные швы высокого качества, формирование было таким правильным, а валик был таким прямым. Кроме того, ширина и высота были одинаковыми, а процесс сварки в целом был последовательным. Процесс переноса металла также был стабильным, появлялось немного брызг. Более того, при рассмотрении поперечных сечений в таблице 4 можно увидеть, что от образца h2 до h20 проникновение сварного шва также увеличивалось.Следовательно, можно знать, что независимо от режима наклона вперед или назад, проплавление сварного шва увеличивалось с увеличением углов наклона. Подробный анализ явлений будет проведен в следующей части.Согласно анализу в текущей и предыдущей частях, когда углы наклона были выше 70 °, сварные швы удовлетворительного качества могут быть получены независимо от использования режима наклона вперед или назад. Можно сделать вывод, что качество наплавленного валика зависело от угла наклона.
3.3. Влияние угла наклона на геометрические характеристики
Для дальнейшего изучения правила влияния наклона сварочной горелки на характеристики сварного шва, после исследования поверхностей и поперечных сечений сварного шва, детальные параметры геометрических характеристик, такие как ширина шва. B, высоту валика h и глубину проникновения H также следует точно измерить, а затем провести соответствующие анализы. Эти три геометрических характеристических параметра показаны на рисунке 3.В этой работе бывшие сварные швы, полученные из углов наклона вперед и углов наклона назад, могут быть серьезно измерены для получения значений B, h и H, а затем использованы соответствующие средние значения, которые были получены из выбранных 10 точек с одинаковым расстоянием. для ширины валика и высоты валика, а также значений измерения слева и справа с помощью промышленной камеры для проникновения, как указано в Разделе 2, результаты показаны в Таблице 5 и Таблице 6. Помимо этих трех значений, соотношение между проникновением (H ), толщина основного металла (S) и соотношение между B и h также показаны в этих таблицах.Согласно Таблице 5, образец Q1 имел наименьшее проникновение, расплавленный жидкий металл и основной металл не были эффективно соединены, а проникновение составляло только 13,7% от общей толщины основного металла; эта пропорция была настолько мала, что могла серьезно повлиять на механические характеристики соединенных металлических компонентов, когда они использовались для соединения двух или более металлических листов. По мере увеличения углов наклона отношение H / S также увеличивалось, что означало, что соединялось больше жидкого металла и основного металла.В образце Q1 эта доля достигала 50%, а соответствующая доля образца Q10 составляла 60,67%, в то время как соответствующее проникновение было правильным. Можно заметить, что когда углы наклона составляли от 45 ° до 90 °, отношения между H и S увеличивались, диапазон изменения H / S составлял 43,67%, а коэффициент высоты борта, который был пятой строкой таблицы Таблица, отмеченная как B / h, имела относительное стабильное значение, которое составляло около 2,7. Согласно таблице 6, как и для режима наклона вперед, образец h2 имел наименьшее проникновение, а соответствующее H / S составляло 37 .33%. Это небольшое проникновение может повлиять на механические характеристики соединенных компонентов. По мере увеличения углов наклона пропорции проплавления в толщине основного металла также увеличивались. Для образца h20 соответствующее соотношение H / S достигло 67,67%, и это соотношение было правильным. В этом случае, как изменение углов наклона назад, диапазон изменения H / S составлял 30,34%, в то время как коэффициент высоты сварного шва B / h составлял примерно от 2,3 до 2,5, что означало, что B / h в режиме наклона назад было несколько меньше, чем в режиме наклона вперед, а соответствующий валик был настолько тонким, что означало, что соответствующее качество сварного шва было немного ниже.Чтобы более четко получить правила влияния, а затем сравнить влияние различных углов наклона на формирование сварного шва, кривые между углами наклона и выше трех геометрических характеристических параметров могут быть показаны соответственно на рисунках 4, 5 и 6. Из рисунка 4 видно, что независимо от режимов наклона вперед и назад, ширина валика увеличивалась с увеличением углов наклона. Однако, когда углы наклона были одинаковыми, ширина борта, полученная из режима наклона вперед, была больше, чем из режима наклона назад.Кроме того, когда углы наклона составляли от 45 ° до 75 °, увеличение скорости в режиме наклона назад было выше, чем в режиме наклона вперед. Затем, когда углы наклона были выше 75 °, увеличение скорости в двух режимах было явно ниже, чем скорость ниже угла, другими словами, наклон кривой был меньше, когда углы наклона превышали 75 °. из рисунка 5 видно, что высота борта также увеличивалась с увеличением углов наклона, и когда углы наклона были одинаковыми, высота борта, полученная из режима наклона назад, была больше, чем из режима наклона вперед, однако, увеличивающаяся величина в режиме наклона вперед был больше, чем в режиме наклона назад.Когда углы наклона составляли от 45 ° до 85 °, высота борта в двух режимах имела очевидную разницу. Однако после 85 ° соответствующие различия были все меньше и меньше. Можно сделать вывод, что влияние режима наклона вперед на увеличение высоты валика было больше, чем влияние режима наклона назад. Как показано на рисунке 6, проникновение также увеличивалось с увеличением углов наклона. Кроме того, когда углы наклона были одинаковыми, проникновение, полученное из режима наклона назад, было больше, чем из режима наклона вперед, однако величина увеличения в режиме прямого наклона была больше, чем в режиме наклона назад.Можно сделать вывод, что в режиме наклона вперед удар и выемка капли на основной металл были намного сильнее, что может вызвать большее проникновение. Кроме того, можно заметить, что по мере приближения угла наклона к 90 ° кривые в Рисунок 5 и Рисунок 6 приближались, потому что при угле наклона 90 ° режим наклона вперед и режим наклона назад должны быть одинаковыми. Однако на рисунке 4 кривые все еще имеют большие различия, возможно, из-за некоторых случайных ошибок из-за того, что сопло сварочной горелки не было перпендикулярно плоскости конца сварочной горелки, а также были другие случайные и рабочие ошибки. которые могут вызвать наклон между реальной электрической дугой и основным металлом, не такой, как между сварочной горелкой и направлением сварки.Кроме того, эксперименты с использованием режима наклона вперед и режима наклона назад проводились индивидуально, различные измерения или другие причины вызывали ошибки в ширине бусинок в этом эксперименте. Можно сделать вывод, что для ширины сварного шва на Рисунке 4 влияние эксплуатационных и инструментальных ошибок на измерения было больше, чем влияние двух других характерных параметров, которыми были высота сварного шва и проплавление.% PDF-1.3 % 1047 0 объект > эндобдж 1057 0 объект > поток 2010-05-21T16: 27: 36Z2010-05-25T01: 22: 15-05: 002010-05-25T01: 22: 15-05: 00Adobe Acrobat 9.2 Приложение Paper Capture Plug-in / pdfuuid: 33411f60-ce1d-4604-a97d-8e151045b0c8uuid: 81f50bf2-c026-4cee-a00c-7786047fb0fc конечный поток эндобдж 1048 0 объект > эндобдж 1049 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 1 0 obj > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 7 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 13 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 19 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 25 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 31 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 37 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 43 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 49 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 55 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 61 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 67 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 73 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 79 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 85 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 91 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 97 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 103 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 109 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 115 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 121 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 127 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 133 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 139 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 145 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 151 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 157 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 163 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 169 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 175 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 181 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 187 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 193 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 199 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 205 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 211 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 217 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 223 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 229 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 235 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 241 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 247 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 253 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 259 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 265 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 271 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 277 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 283 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 289 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 295 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 301 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 307 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 313 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 319 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 325 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 331 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 337 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 343 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 349 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 355 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 361 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 367 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 373 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 379 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 385 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 391 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 397 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 403 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 409 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 415 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 421 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 427 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 433 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 439 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 445 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 451 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 457 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 463 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 469 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 475 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 481 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 487 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 493 0 объект >>> / Вкладки / S / Тип / Страница >> эндобдж 499 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 505 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 511 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 517 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 523 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 529 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 535 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 541 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 547 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 553 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 559 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 565 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 571 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 577 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 583 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 589 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 595 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 601 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 607 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 613 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 619 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 625 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 631 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 637 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 643 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 649 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 655 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 661 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 667 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 673 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 679 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 685 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 691 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 697 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 703 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 709 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 715 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 721 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 727 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 733 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 739 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 745 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 751 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 757 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 763 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 769 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 775 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 781 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 787 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 793 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 799 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 805 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 811 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 817 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 823 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 829 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 835 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 841 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 847 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 853 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 859 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 865 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 871 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 877 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 883 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 889 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 895 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 901 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 907 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 913 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 919 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 925 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 931 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 937 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 943 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 949 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 955 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 961 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 967 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 973 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 979 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 985 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 991 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 997 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 1003 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 1009 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 1015 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 1021 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 1027 0 объект > / ProcSet [/ PDF / Text / ImageC] / XObject >>> / Tabs / S / Type / Page >> эндобдж 1033 0 объект >>> / Вкладки / S / Тип / Страница >> эндобдж 1039 0 объект >>> / Вкладки / S / Тип / Страница >> эндобдж 3010 0 объект > поток HtNAE ǯeHt4> H> SqX * 6? Nez «x.