в чем разница с МР 3, технические характеристики – Расходники и комплектующие на Svarka.guru
Электроды АНО-21 популярны как у профессиональных сварщиков, так и у любителей. С ними несложно работать, они не требуют особых навыков от работника, но обеспечивают прочные и долговечные швы. Электроды марки АНО-21 пригодны для всех сварочных положений и направлений сварки (включая вертикально сверху вниз), дают минимальное расплескивание расплавленного металла. Сбалансированы для работы прямой и обратной полярностью, а также переменным током.
Техническая характеристика
 Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Рутиловая обмазка на основе диоксида титана позволяет сваривать заготовки во влажном состоянии и со следами коррозии. Изделие способно работать во всех сварочных положениях и направлениях, что особо важно для проварки неповоротных стыков трубопроводов.
Напряжение холостого хода должно быть не менее 50 вольт, работать можно прямой и обратной полярностью, а также переменными током.
АНО-21 выпускаются диаметром 2; 2,5; 3 и 4 мм. Отдельно следует отметить такие технические эксплуатационные параметры, как:
- облегченный розжиг дуги;
- стабильность горения;
- сниженное разбрызгивание.
Сварочная проволока, используемая для производства АНО-21, содержит добавки, повышающие коэффициент поверхностного натяжения расплава. Это позволяет варить потолочные и вертикальные швы, не опасаясь вытекания металла из сварочной ванны.
Преимущества и недостатки

Электроды сварочные АНО -21 обладают следующими достоинствами:
- доступность;
- быстрый поджиг электродуги;
- формирование легкого и быстро удаляемого шлакового слоя поверх материла шва; слоя;
- прочность, долговечность и герметичность шва.
Присущ изделию и ряд минусов:
- малый диапазон толщин заготовок;
- потребность в дополнительных флюсах;
- непригодность для сварки стыков в трубопроводах и сосудах высокого давления.
Указанные недостатки компенсируются доступной ценой и внимательностью к правилам применения. Если не пытаться использовать АНО для соединения заготовок большой толщины или стыков высокого давления — они не разочаруют покупателя.
Сферы применения

Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Химический состав
Химический состав АНО-21 неизменен для всех диаметров и длин ассортимента. Он определяет физико-химические и эксплуатационные свойства изделия. Нормированное процентное содержание легирующих добавок и максимальное содержание примесей указано в таблице:
| С | Si | Mn | S | P |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Химический состав регламентирован государственным стандартом и обязателен к соблюдению для всех производителей электродов. На практике между их продукцией наблюдается определенная разница в химическом составе.
Особенности работы

Основной особенностью АНО-21, как и других изделий с рутиловой обмазкой, является способность работать в сложных условиях, по влажным заготовкам, имеющим следы коррозии. Однако сам электрод должен быть практически абсолютно сухим. Для этого Режимы сварки зависят от диаметра изделия:
| Диаметр, мм | Длина, мм | Количество на 1 кг, шт. | Рабочий ток, А | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 300 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 300 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 40 | 100-150 | 90-110 | 110-140 | |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
Не стоит пытаться варить таким электродами заготовки толще 5 мм или стыки труб, которые должны работать под давлением. Ни к чему хорошему такие попытки не приведут. Ту работу, для которой АНО -21 был спроектирован, он выполняет практически безупречно
Маркировка и производители
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А: Академия
- Н: Наук
- О: обмазанный;
- 21: модель разработки
Полное обозначение Э46-АНО-21-d-УД Е 430/3/-Р 11 содержит в себе детальное описание свойств изделия:
- Э46: тип изделия согласно ГОСТ;
- АНО-21: марка;
- d: диаметр изделия;
- У: соединение углеродистых сплавов;
- Д: с утолщенной обмазкой;
- 43: сопротивление разрыву материала шва 46 кгс/мм2;
- О: относительное удлинение до 18%;
- /3/: ударная вязкость наплава от 3,5 кгс м/см2;
- Р: обмазка на основе рутила;
- 1: работает в любых сварочных положениях;
- 1: использует прямую или обратную полярность, или переменный ток.
Электроды АНО-21 выпускают следующие предприятия-изготовители:
- Патон;
- MaxWeld;
- Гранит;
- Тигарбо;
- ЛЭЗ;
- Монолит;
- КОМЗ.
Специалисты признают, что не все изготовители в точности соблюдают технологию изготовления и химический состав обмазки. Поэтому качество и рабочие свойства их продукции отличаются друг от друга. Различия заключаются в легкости розжига, стабильности дуги и пористости шва.
Технологические особенности сварки
Для работы с угловыми швами в вертикальном положении и направлении сверху вниз используется метод опирания, электрод следует удерживать в плоскости биссектрисы угла. Наклон к сварочному направлению допускается в пределах 40 — 70о.

Недопустимо превышать значения сварочных токов, рекомендованные для каждой толщины и сварочного положения. Это может привести к прожогам заготовок.
Сравнение с другими
Опытные сварщики провели сравнительные тесты АНО- 21 и близких по сфере применения и рабочим характеристикам рутиловых электродов изделий других марок. По ссылкам размещены видео с детальным разбором рабочих свойств, специалисты рассматривают отличие электродов АНО-21 от УОНИ и в чем разница с МР-3, делятся практическим опытом применения.
С ЛЭЗ МР3-С и ЛЭЗ УОНИ 13/55
С Монолит РЦ
МР-3С (СЗСМ) и АНО-21 (Тигарбо, КОМЗ)
Заключение
Электроды АНО-21, разработанные в академическом Институте Сварки им. Патона, имеют рутиловое покрытие. Они используются для сварки заготовок толщиной до 4 мм, р\при этом позволяя работать в сложных условиях. Даже в случае влажной и заржавевшей заготовки обеспечивается прочный и долговечный шов. Высокие рабочие качества и доступная цена обуславливают популярность изделия среди профессионалов и домашних мастеров.
Электроды АНО-21: технические характеристики, отзывы
Электроды АНО-21 отзывы собирают положительные от познающих сварочное дело новичков и профессионалов.
С ними легко работать во всех пространственных положениях и на любом источнике питания (инвертор, трансформаторный полуавтомат).
Технические характеристики электродов АНО-21

Предназначение: сварка простых и сложных конструкций из углеродистых и низколегированных сталей, труб средних и малых диаметров не для высокого давления. Получение качественного шва при стыковых, угловых и нахлесточных соединениях.
Рекомендуемая толщина металла 1-5 мм. Возможна сварка корневого шва толстого металла. Электроды АНО-21 используются по окисленной поверхности.
- Покрытие: рутиловое.
- Положение: во всех пространственных положениях.
- Ток: переменный с напряжением холостого хода 50±5В, постоянный — любой полярности.
- Диаметр: 2, 2.5, 3, и 4 мм.
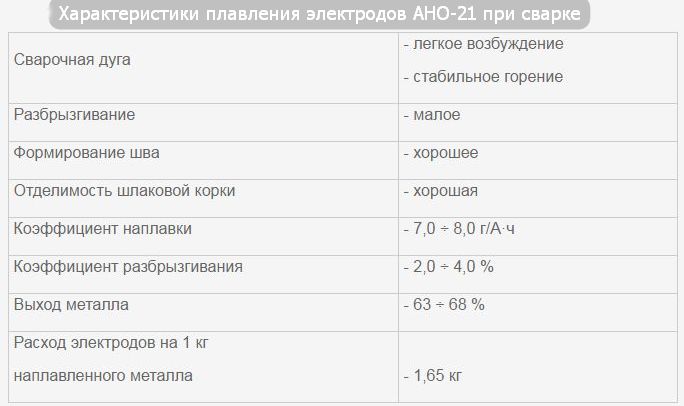
Сварочно-технологические свойства электродов АНО-21: легкое возбуждение, стабильная дуга, хорошая отделимость шлака, малое разбрызгивание, качественный шов.
Другие технические характеристики представлены в таблицах:

Допустимое содержание влаги в электродах до 0,9%. При повышенном увлажнении просушить (прокалить) стержни 30-40 минут при температуре 120°С.
Видео:
https://www.youtube.com/watch?v=aEXiWdW248c
Аналоги
Сварочные электроды АНО-21 — отзывы
[lt_alert]Раньше в бытовых условиях применял стержни Ано 21. Что могу сказать хорошего: цена по России в среднем 150 руб/кг, стильная упаковка. Шлаковая корка хорошо отлетает, шов выглядит привлекательно. Электроды быстро зажигаются сначала сварки и после прерывания. Минусы: попадаются бракованные экземпляры, в холодное время года нуждаются в прокалке.
Пробовал продукцию разных производителей, Каменск-Шахтинские мне понравились больше всего. Но, это на любителя! На заметку: в продаже попадаются поддельные электроды — красную упаковку новочеркасских и 3 мм тигарбо не советую приобретать.
Сергей, Самара[/lt_alert]
[lt_alert]Как-то не доводилось раньше использовать АНО-21, по совету соседа приобрел пачку 2 мм Череповецких. Ну думал, сейчас помучаюсь, а нет, стержни варят хорошо, загораются легко вначале и повторным поджигом. Кончик электрода обуглерожен, а на пачке написано, что сделаны на швейцарском оборудовании. Мне понравились, буду ещё покупать.
Николай, Уссурийск[/lt_alert]
[lt_alert]У меня в гараже стоит самодельный аппарат с низким напряжением холостого хода. Пробовал разные электроды, АНО-21 оказались «всеядные» для моего сварочного оборудования. Отзыв положительный.
Василий Петрович, Чита[/lt_alert]
[lt_alert]Мой отзыв на электроды АНО-21 негативный. Купил пачку ф 3,0 мм под маркой Tigarbo, пока варил — нецензурные слова так и сыпались из уст моих. По шву шлак ложится пузырями, при наплавке валиками, промежуток засирается шлаком. Плюс один: зажигаются хорошо. Не советую приобретать для домашних нужд.
Александр, Москва[/lt_alert]
Видео:
P.S. На электроды АНО-21 отзывы в основном положительные. Негативными впечатлениями делятся сварщики — купившие подделку или не поигравшиеся с полярностью, длиной дуги и силой тока сварочного аппарата.
Цена на данный товар приемлемая, АНО-21 можно купить от 70 до 152 руб/кг. Стоимость разнится от региона, производителя и диаметра электродов.
характеристики, области применения, плюсы и минусы
Электроды сварочные применяются для подвода тока к свариваемому металлу.
Электроды покрытые — стержни длиной от 250 до 450 мм, состоящие из сварочной проволоки с нанесенным на неё слоем покрытия (стабилизирующего, защитного, магнитного).
Нет общепринятой классификации электродов, зато существуют марки электродов, различающиеся по типу, техническим условиям и т.д. Информацию о характеристиках определенной марки указано в паспорте электрода.
Марка АНО-21-одна из часто покупаемых. Чаще всего ее используют домашние сварщики, новички, опытные мастера. Необходимые знания об этой марке вы можете почерпнуть из этой статьи.
Содержание статьиПоказать
Общие сведения
Для начала рассмотрим технические характеристики марки АНО-21. Производится по ГОСТу 9467-, тип Э46. Покрытие — рутиловое, которое стабилизирует горение дуги и уменьшает пульверизацию металла.
Так, при работе с АНО-21 мы имеем устойчивую дугу и малозначительную разбрызгиваемость. Рутиловое покрытие не дает начаться процессам окисления, путем защиты сварного шва от взаимодействия с кислородом.
Получение быстрого и ровного шва с минимальной вероятностью образования в нем пор возможно даже у непрофессионала. В час необходимо около 1,5 килограмм электродов, что говорит о высокой производительности процесса.
Аналогами этого вида могут послужить АНО 4, МР-3, ОЗС-6 или ОЗС-12. Обычно останавливаются на типах АНО 21 3мм и 4 мм. Умеренные цены на стержни производителей ЛЭЗ, ЧЗСМ, которые справятся со сваркой в домашних условиях и для пробующих себя в этом деле.
Использование

Сварочные электроды АНО-21 подходят для видов стали : начиная с «Ст3кп» заканчивая «Ст20к». Применяются как в работе с конструкционной, так и углеродистой сталью. Толщина металла с которой могут работать не более 5 миллиметров.
Тип соединения (угловой, стыковочный, нахлесточный) не имеет значения для стержней АНО-21. Работать с ними возможно в любом пространственном положении, даже в вертикальном при образовании шва сверху-вниз.
Эти стержни справятся как с выполнением простых домашних или тренировочных манипуляций, так и с производственными нуждами. В итоге работы получаемые швы будут отвечать всем качественным требованиям, несмотря на пространственное положение во время сварочного процесса.
Устойчивая дуга и легкий поджог обеспечивают качество швов. Еще одним плюсом является простота удаления отходов после сварки.
Весомое преимущество для новичков- простой поджиг, благодаря которому время возни с электродами в процессе зажигания дуги сокращается. Просто постучите концом электрода по металлической поверхности.
Сварочные стержни этой марки можно использовать при работе с металлами, покрытыми плотными оксидными пленками (алюминий). Это несомненно облегчает работу.
При несоблюдении условий хранения необходимо прокалить стержни в течение часа, при оптимальной температуре — 120 градусов. Хранение электродов должно производиться в теплом сухом помещении в зачехленном виде.
Противопоказано попадание прямых солнечных лучей и влажности. Не рекомендуется хранение стержней на земле, даже если они в картонной упаковке.
Выводы
Марка электродов для сварки АНО-21 будет подспорьем как для начинающих сварщиков, так и для профессионалов. Одним не придется переживать за поджиг дуги, вторым за стабильность основного процесса. Итого работы будут высококачественные сварные соединения.
Не последним плюсом будет и ценовой критерий. При выборе нужно внимательно осматривать стержни на предмет деформации и отсыревания.
Отдавать предпочтение маркам низкой ценовой категории — сомнительное решение. Лучше обратить внимание на марки известных производителей.
Приобретая сварочные стержни в полуподвальных магазинах, можно столкнуться с несоблюдением благоприятных условий хранения. Есть ли у вас опыт работы с электродами марки АНО-21? Поделитесь им в комментариях ниже. Желаем успехов в работе!
Электроды АНО-21 – популярные и комфортные в работе
Электроды типа АНО являются популярными материалами для осуществления дуговой сварки. Одной из наиболее популярных марок является АНО-21, полная информация представлена в данной статье.

- Описание
- Тесты и сравнения
- Фото
- ГОСТ, другие стандарты
- Где применяются, назначение, для чего предназначены и используется, какие металлы и стали, типы
- Маркировка, расшифровка
- Характеристики: покрытие, полярность сварки и прочие
- Ток, диаметр
- Химический состав наплавленного металла
- Механические свойства металла шва
- Упаковка, сколько штук, вес и длина прутков
- Технологические особенности: прокалка, как правильно варить и не только
- Расход, нормы расхода
- Особые свойства
- Производители, где выпускаются
- Аналоги
- Где купить
Описание
Электроды пользуются большой популярностью как у профессионалов, так и у начинающих сварщиков. Они легки в обращении и поэтому позволяют добиваться высоких результатов. АНО-21 с успехом могут применяться при работе с инвертором и трансформаторным полуавтоматом и обеспечат качественные сварочные показатели.
Видео
Обзор, распаковка в красной пачке КОМЗ, Тигарбо
Обзор, распаковка в желтой пачке КОМЗ, Тигарбо
Тесты и сравнения
Плейлист с роликами по сравнению электродов АНО-21 с другими марками и прочей информацией по данной марке.
Фото
ГОСТ, другие стандарты
- ГОСТ 9467-75;
- ГОСТ 9466-75;
- ТУ 1272-033-48265127-2009;
- ISO 2560 : E432RR11;
- AWS А5.1 : E6013;
- EN 499 : EHE382RC11.
Где применяются, назначение, для чего предназначены и используется, какие металлы и стали, типы
Предназначены для ручной дуговой сварки конструкций из углеродистых сталей по ГОСТ 380-2005 (Ст0, Ст1, Ст2, Ст3 всех степеней раскисления – КП, ПС, СП) и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10, 10пс, 15кп, 15пс, 15, 20пс, 20кп, 20).
Возможно применять для сваривания водопроводных труб и газопроводов малых давлений.
Применяются для сваривания стыковых, угловых соединений и соединений внахлест обычных и ответственных металлоконструкций с толщиной металла 1,0 – 5,0 мм.
Также возможно сваривание корневых швов металла большой толщины.
Маркировка, расшифровка
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А – Академия;
- Н – Наук;
- О – обмазанный;
- 21 – модель разработки.
Полное обозначение Э46-АНО-21-d-УД Е 430(3)Р 11 содержит в себе детальное описание свойств изделия:
- Э46 – тип изделия согласно ГОСТ;
- АНО-21 – марка;
- d – диаметр изделия;
- У – соединение углеродистых сплавов;
- Д – с утолщенной обмазкой;
- 43 – сопротивление разрыву материала шва 46 кгс/мм2;
- О – относительное удлинение до 18%;
- 3 – ударная вязкость наплава от 3,5 кгс м/см2;
- Р – обмазка на основе рутила;
- 1 – работает в любых сварочных положениях;
- 1 – использует прямую или обратную полярность, или переменный ток.

Характеристики: покрытие, полярность сварки и прочие

Ток, диаметр
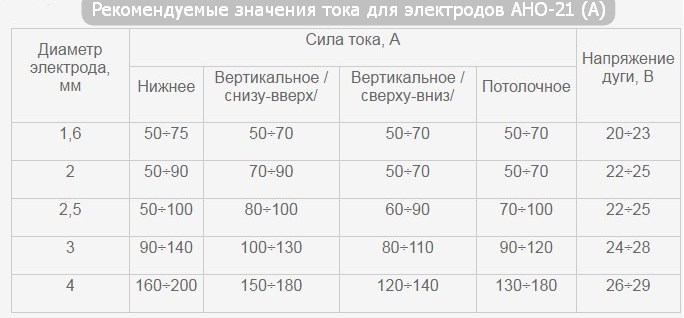
Рекомендуемые значения тока сварочных электродов при сварке:
| Диаметр электрода, мм | Сила тока, А | |||
| Нижнее | Вертикальное снизу-вверх | Потолочное | Вертикальное сверху-вниз | |
| 1,6 2,0 2,5 3,0 4,0 5,0 | 50-75 50-90 50-100 90-140 160-200 180-260 | 50-70 70-90 80-100 100-130 140-180 160-200 | 50-70 50-70 70-100 90-120 90-120 – | 50-70 50-70 60-90 80-110 80-110 – |
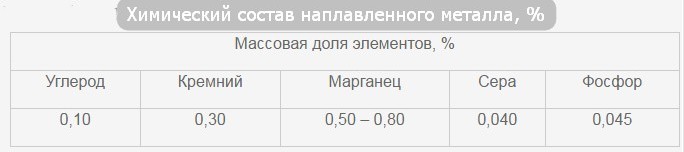
Химический состав наплавленного металла
Химический состав наплавленного металла, %
| Химический состав | Углерод (C) | Кремний (Si) | Марганец (Mn) | Сера (S) | Фосфор (P) |
| Нормы | Не нормировано | ≤0,040 | ≤0,045 | ||
| Типичный | 0,10 | 0,15 | 0,5-0,8 | 0,030 | 0,030 |
Механические свойства металла шва
| Механические свойства | Временное сопротивление | Предел текучести | Относительное удлинение, (%) | Ударная вязкость, (Дж/см2) |
| (МПа) | ||||
| Нормы | ≥450 | Не нормировано | ≥18 | ≥80 |
| Типичные | 480 | 350 | 22 | 105 |
Упаковка, сколько штук, вес и длина прутков
Электроды выпускаются в пачках весом 1 и 5 кг.
| Диаметр, мм. | Длина, мм. | Вес одного электрода, гр. | Количество в 1 кг., шт. |
| 1,6 | 250 | нет данных | нет данных |
| 2,0 | 250 | нет данных | нет данных |
| 2,5 | 300 | 17,0 | 58-59 |
| 3,0 | 300, 350 | 26,5 | 38 |
| 4,0 | 450 | 53,0 | 18-19 |
| 5,0 | 450 | 84,5 | 12 |
| 6,0 | 450 | 135,0 | 7 |
Технологические особенности: прокалка, как правильно варить и не только
В случае увлажнения или длительного хранения, необходимо провести прокаливание (сушку) электродов при температуре 120ºС в течение 40 минут. Повторная прокалка проводится в течение 60 минут при температуре 120 градусов по Цельсию.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15 градусов.
Для работы с угловыми швами в вертикальном положении и направлении сверху вниз используется метод опирания, электрод следует удерживать в плоскости биссектрисы угла. Наклон к сварочному направлению допускается в пределах 40-70 градусов.
Недопустимо превышать значения сварочных токов, рекомендованные для каждой толщины и сварочного положения. Это может привести к прожогам заготовок.
Расход, нормы расхода
Выполнение работ требует подсчета расхода количества электродов. Особенно это актуально для исполнителей, собирающихся проводить небольшие по объему сварочные работы. Грамотный подход к подсчетам обеспечивает непрерывность процесса и исключает лишние траты. Существует несколько способов расчета, для реализации которых может потребоваться различные параметры.

Электроды АНО-21 ТМ Тигарбо. Фото КОМЗ-Экспорт
Кроме этого, не следует забывать о норме расхода – статичный показатель, являющийся частью справочной информации, представленной в документах, в частности ВСН 452-84. Другая актуальная информация здесь.
Особые свойства
Электроды обладают хорошими сварочно-технологическими свойствами при выполнении работ на профессиональном и бытовом оборудовании. При этом они характеризуются:
- легкостью зажигания дуги;
- стабильной и мягкой дугой;
- малым разбрызгиванием металла;
- мелкочешуйчатым формированием металла шва;
- легкой и невольной отделимостью шлаковой корки;
- не чувствительны к наличию ржавчины, гальваническим покрытиям и качеству подготовки кромок;
- высокая стойкость к появлению в швах пор при сварке рядовых конструкций по влажным, загрунтованным и окисленным поверхностям;
- слабая чувствительность к увеличению дуги;
- низкая токсичность;
- прочность, долговечность и герметичность шва.
Производители, где выпускаются
АНО-21 выпускаются российскими и иностранными предприятиями, некоторые из них представлены далее;
Аналоги
Где купить
Купить электроды возможно на этой странице в интернет магазине ВсеИнструменты. Также электроды реализуются компаниями, представленными в соответствующем разделе нашего сайта.
Характеристики электродов АНО-21 | Статьи о сварке от МЭЗ
Электроды АНО-21 – одна из наиболее универсальных марок. Разработаны в Институте электросварки им. Е.О. Патона (Академия наук Украины). В настоящее время выпускаются всеми ведущими профильными предприятиями России. Используются в основном для соединения тонкостенных (до 5 мм) конструкций, рассчитанных на работу в условиях невысокого рабочего давления.
Регулирующие качество стандарты – ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-007-58965179-2006. Самый известный зарубежный аналог – ESAB ОК 46.00.
Полная расшифровка на примере Э46-АНО-21-d-УД Е 430/3/-Р 11
- Э46 – тип электрода
- АН – Академия наук
- О – обмазанный
- 21 – модель разработки
- d – диаметр
- У – углеродистые и низколегированные стали
- Д – толстое покрытие
- 43 – временное сопротивление разрыву после сварки не менее 46 кгс/мм² при нормальной температуре
- О – относительное удлинение менее 18%
- /3/ – ударная вязкость наплавленного металла
- Р – рутиловое покрытие
- 1 – сварка во всех пространственных положениях без исключения
- 1 – сварка постоянным током любой полярности либо переменным с напряжением холостого хода 50±5В
Особенности и преимущества
Сварочные электроды АНО-21 имеют рутиловое покрытие (диоксид титана). Благодаря высокой стойкости TiO2 сварочная ванна надежно защищена от шлака. В результате для качественной сварки необходимо меньшее содержание магния и кремния, что делает менее токсичными образующиеся в результате реакции с «раскислителями» газы и сварочные аэрозоли.
Помимо низкой токсичности материала в числе преимуществ:
- легкость первого, повторного, многократного поджигов даже без контакта стержня и поверхности детали;
- стойкость шва к появлению пор при изменении длины дуги;
- возможность сварки в любом без исключения положении, в том числе вертикальном сверху вниз;
- низкие показатели разбрызгивания;
- создание ровного мелкочешуйчатого шва;
- работает с влажными, загрунтованными поверхностями и металлам со следами коррозии.
АНО-21 – электроды, характеристики которых позволяют использовать их и для промышленных, и для домашних работ. Это одна из тех марок, которая в равной степени подойдет для профессиональных сварщиков и новичков. Работы можно вести переменным (с помощью трансформатора) или постоянным током разной полярности (с применением инвертора).
Технические характеристики электродов АНО-21
- Временное сопротивление разрыву ≥450 МПа.
- Коэффициент разбрызгивания – не более 4%.
- Коэффициент расхода – 1,65 кг.
- Предел текучести – 350 МПа (типичное значение, ГОСТ не нормировано).
- Относительное удлинение ≥18%
- Ударная вязкость ≥80 Дж/см².
- Производительность – 1,2 кг/ч (для d 4 мм).
- Длина стержня – от 250 до 450 мм.
Рекомендуемая сила тока при сварке электродами АНО-21, А
|
Диаметр, мм |
Положение шва |
|||
|
Нижнее |
Вертикальное |
Потолочное |
Сверху вниз |
|
|
2 |
40-60 |
40-60 |
40-60 |
— |
|
2,5 |
70-90 |
60-100 |
60-100 |
— |
|
3 |
100-140 |
80-110 |
80-110 |
140-170 |
|
4 |
160-200 |
140-180 |
140-180 |
— |
|
5 |
180-260 |
160-200 |
— |
— |
Особенности применения
Основная сфера использования – монтаж газопроводных и трубопроводных систем. В частности, это коммунально-сетевые, судовые и машинные трубопроводы.
- Изделия применяются в сварке тонкостенных конструкций толщиной не более 5 мм, рассчитанных на низкое давление рабочих сред (до 12 атмосфер).
- Отлично сваривают рядовые и стыковые узлы.
- Хорошо зарекомендовали себя при работе с частично дефектным металлом (окисленные поверхности стальных деталей, оксидная пленка на алюминии).
Уровень влажности изделий этой марки не должен превышать 0,5%. При несоблюдении условий хранения необходима прокалка стержней в течение 40–60 минут при температуре 120–150°C.
Одни из лучших отечественных образцов данной марки – продукция Магнитогорского электродного завода. Это в частности, электроды линейки Стандарт, которые соответствуют всем требованиям госстандартов и отлично зарекомендовали себя как у новичков, так и у профессионалов. Электроды производятся самых популярных и востребованных диаметров – 2,5, 3,0, 4,0 мм. Вся продукция сертифицирована.
Электроды для сварки
Электроды АНО-21: характеристики, достоинства и недостатки
Электроды марки АНО-21 достаточно популярны в нашей стране. Их обычно применяют для создания небольших по размерам металлических конструкций на основе низкоуглеродистой стали. Для масштабных заготовок не следует применять АНО-21, характеристики которых не подходят для таких конструкций. Оптимального результата с использованием указанного расходного материала добиваются для заготовок толщиной до 4 мм.
Технические характеристики
АНО-21 предназначены для сварки металлоконструкций небольшой толщины, труб небольших и средних размеров, работающих под невысоким давлением. Кроме того, такие электроды подходят для получения сварных швов небольших размеров. Технические характеристики электрода этой марки следующие:
- Толщина металла от 1 до 4 мм;
- Работа по окисленной поверхности;
- Рутиловое покрытие;
- Работает во всех пространственных направлениях;
- Постоянный или переменный ток на напряжение холостого хода 50 вольт;
- Диаметр находится в диапазоне от 2 до 4 мм.
Среди сварочно-технологических свойств электродов АНО-21 следует выделить такие, как легкое возбуждение, стабильный характер дуги, малое разбрызгивание материала и качественно получающийся шов. Остальные технические характеристики можно рассмотреть в таблицах на сайте изготовителей и продавцов данных устройств.
Достоинства и недостатки
Как и любой расходный материал, электроды для сварки АНО-21 имеют достоинства и недостатки. Начнем с преимуществ:
- Доступны на рынке и очень популярны;
- Невысокая стоимость;
- Независимо от условий работы обеспечивается легкий розжиг дуги;
- Формируется легкий слой шлака, впоследствии без проблем отделяющийся от наплава при проведении процедуры контроля;
- Создается герметичный шов.
Эти достоинства выделяют данные электроды из линейки расходных материалов. Но не следует забывать и о недостатках, среди которых:
- Узкая сфера применения;
- Покрытие недостаточно надежное. Из-за этого требуется применять дополнительные флюсы и подготовку заготовок;
- Швы могут получиться недостаточно прочными, из-за чего они не выдерживают серьезного давления и нагрузок;
- Работа с заготовками значительной толщины невыгодна, поскольку получается плохой по качеству шов.
Мы разобрались с достоинствами и недостатками данного расходного материала. Но большинства минусов можно избежать, если применять электроды в конкретной сфере и не пробовать для конструкций значительной толщины. А дополнительные детали сравнительно недорогие, и их можно поставить для обеспечения прочности электродов.
Другие особенности
У электродов данной марки имеется обширный химический состав, сюда включаются сера, кремний, марганец и фосфор в десятых и сотых долях процента.
Для расплавки изделий толщиной 3 мм нужно увеличить сварной ток. Так как необходимо избежать тепловой деформации и регулярного залипания тока из-за его низких показателей, нужно соблюдать определенные режимы сварки. В зависимости от диаметра стержня предусмотрены следующие показатели тока:
- При 2 мм диапазон тока 50−90 ампер;
- 3 мм предусматривают ток от 60 до 110 ампер;
- При стержнях диаметром в 3,5 мм ток находится в пределах от 90 до 140 ампер.
Что касается маркировки изделия, то она оказывается достаточно простой. Расшифровка данной маркировки следующая: А — академия, Н — наук, О — обмазка, а 21 — номер изготавливаемой модели расходного материала. Производят электроды такие фирмы, как «Патон», «Плазматек», «Гранит», «Истек», «Френзе» и «MaxWeld».
Аналогами таких изделий являются АНО-4, ОЗС-6 и ОЗС-12, а также МР-3 и стандарт Р. Ц. Если электроды оказались увлажненными сверх меры, то их необходимо прокалить в течение 40 минут при температуре 120 градусов. Об остальных особенностях работы с данным расходным материалом можно узнать на официальном сайте изготовителя и соответствующих ресурсах, специализирующихся на сварочных работах и процессах, с ними связанных.
Электроды АНО-21 являются очень популярными. Их применяют для сварки небольших по толщине металлических конструкций и изделий. Для сварки металлоконструкций большей толщины делать этого не следует, поскольку в результате получаются некачественные швы. Получившаяся конструкция не выдержит высокого давления и механических нагрузок.
Оптимально их применять в тех случаях, когда требуется сварка небольших и средних трубопроводов и простых изделий, где толщина не превышает 4 мм. Выбирайте электроды правильно, и у вас не возникнет проблем со сваркой. Удачной работы на промышленных предприятиях и в домашнем хозяйстве!
Сварочные электроды марки АНО-21: характеристики и особенности
Время чтения: ≈4 минуты
Электроды сварочные — обязательный элемент при использовании технологии дуговой сварки. Стандартный электрод представляет собой присадочную проволоку, покрытую специальным веществом, которое так и называют — покрытие. Существуют десятки марок электродов, каждые из которых предназначены для выполнения определенного типа работ.

Одна из популярных марок — АНО-21. Эти электроды пользуются спросом у домашних сварщиков, практикующих мастеров и новичков. В этой статье мы расскажем все, что необходимо знать об этой марке.
Содержание статьи
Общая информация
Начнем с характеристик. Технические характеристики электродов марки АНО-21 следующие. Тип Э46, изготавливаются в соответствии с ГОСТом №9467-75. Имеют рутиловое покрытие, стабилизирующее горение дуги и уменьшающее разбрызгивание металла. В целом, при работе с АНО-21 дуга устойчива, а разбрызгиваемость незначительная. Также рутиловое покрытие защищает сварной шов от попадания кислорода и окисления.

Шов формируется быстро и ровно даже у новичка. При этом минимальная вероятность образования пор в сварном шве. Производительность сварки высокая, около 1.5 килограмм электродов в час.
В качестве аналогов можно использовать электроды АНО 4, МР-3, ОЗС-6 или ОЗС-12. Самые распространенные и часто применяемые — электроды АНО 21 3мм и 4 мм. Из производителей рекомендуем недорогие электроды ЛЭЗ, ЧЗСМ. Они идеально подойдут для домашней сварки или для тех, кто только начинает изучать азы сварки.
Применение
Сварочные электроды АНО-21 могут применяться при сварке многих типов сталей. От марки «Ст3кп» до «Ст20к». Можно варить конструкционные и углеродистые стали. Максимальная толщина металла — 5 миллиметров. Стержням АНО-21 под силу любые типы соединений. И угловые, и стыковочные, и нахелесточные. Сварка возможна в любом пространственном положении. В числе вертикальном, когда шов формируется сверху-вниз.
Электроды подходят не только для выполнения несложной домашней или тренировочной сварки. Их можно использовать на производстве, поскольку получаемые швы отвечают всем требованиям по качеству. Вне зависимости от того, в каком пространственном положении будет произведена сварка. Отличное качество швов обеспечивается за счет устойчивой дуги и ее легкого поджига, а также простого удаления шлака после сварки.
Простой поджиг — большое преимущество для новичков. Вам не придется долго возиться с электродами, надеясь зажечь дугу. Достаточно постучать концом электрода по поверхности металла. К тому же, такими электродами можно варить металлы с окисной пленкой. Например, алюминий. Что существенно упрощает работу.
Читайте также: Популярные электроды для сварки
Если были нарушены условия хранения, то рекомендуется стержни прокалить. Оптимальная температура прокаливая — 120 градусов. Время прокаливания — 1 час. Электроды необходимо хранить в закрытом футляре в теплом сухом помещении. Не допускайте прямых солнечных лучей или отсыревания электродов. Не храните стержни на земле, даже если они в картонной упаковке.
Вместо заключения
Электроды сварочные марки АНО-21 — это отличный выбор не только для новичков, но и для практикующих сварщиков. Первые в процессе сварки не будут беспокоиться о поджиге дуги и стабильности ее горения. А вторые получат сварные соединения достойного качества. Многих порадует и цена на электроды. Особенно, отечественные. Но будьте внимательны при покупке. Проследите, чтобы купленные вами стержни не были сырыми или деформированными.
И, в целом, не покупайте слишком дешевые электроды от неизвестных производителей. Также обходите стороной полуподвальные магазины, поскольку на их складе могут быть созданы неблагоприятные условия для хранения. А вы когда-нибудь имели дело с электродами марки АНО-21? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
[Всего: 0 Средний: 0/5]Сварочные электроды 7018, Ано-21, Ано-36, универсальное лучшее в мире качество Лучшие продажи Патон Хендай Гедик Эсаб
ПАТОН
Опытный завод сварочного оборудования Института электросварки им. О. Патон (Завод сварочного оборудования им. Патона) производит полный ассортимент профессионального сварочного оборудования и является лидером рынка сварочного оборудования на территории Украины и стран СНГ.
Завод сварочного оборудования имени Патона внедряет передовые технологии производства и инженерные разработки для производства высококачественного сварочного оборудования с оптимальными характеристиками, которое удовлетворяет потребности крупных промышленных предприятий, а также частных лиц.
Завод сварочного оборудования им. Патона серийно выпускает следующие изделия:
- трансформаторы и выпрямители для ручной и машинной дуговой сварки и наплавки, сварочные полуавтоматы
- , аппараты для аргонодуговой сварки
- , инверторное оборудование
- (МИГ- MAG, TIG, MMA, в том числе аппараты с функцией синергетического управления и импульсным режимом, плазменным), аппараты и источники
- для электрошлаковой сварки и переплава, сварочные тракторы
- для машинной сварки под скрытой дугой различных марок стали и др.
По заказу Института электросварки им. О. Патона Завод сварочного оборудования им. Патона производит наплавочные агрегаты, оборудование для машиностроительных заводов и сельхозмашиностроения, установки для электрошлаковой сварки и переплава, автоматизированные системы управления сварочным оборудованием и др.
Завод сварочного оборудования им. Патона внедряет новые технологии высокопроизводительной и энергосберегающей автоматизированной сварки под скрытой дугой, технологии механизированной и автоматизированной импульсной дуговой сварки.Завод разрабатывает технологии и производит оборудование для сварки невращающихся муфт магистральных трубопроводов, а также уникальные аппараты для автоматической дуговой сварки растворителем кольцевых швов при глубокой резке, в том числе роторов турбин большой мощности для предприятия «Турбоатом».
ПРЕИМУЩЕСТВА СВАРОЧНОГО ОБОРУДОВАНИЯ PATON ™:
- Гарантия на оборудование 5 лет
- Исключительное использование качественных деталей и комплектующих
- Полное соответствие заявленных характеристик реальным
- Низкое энергопотребление и малые габариты
- Уникальное многофункциональное устройство производительность и простота использования
- Лояльные условия сервисного обслуживания
- Высококлассные аксессуары включены
ПРЕИМУЩЕСТВА СВАРОЧНЫХ ЭЛЕКТРОДОВ PATON ™:
- Улучшенная формула для комфортной сварки
- Повышенная безопасность здоровья сварщика
- Высокая производительность и экологичность
- Широкий спектр взаимодействия с металлами
ПРЕИМУЩЕСТВА ЗАВОДА ПАТОН:
- 60 лет на рынке сварочного оборудования
- Безупречная репутация
- Отечественные мощности в Украине
- Выгодные и понятные условия сотрудничества
- Profe техническая и консультационная поддержка клиентов
- Обработка новейших технологий и исследований
Эти электроды предназначены для ручной дуговой сварки ответственных конструкций из углеродистых и низколегированных сталей (Ст 0, Ст 1, Ст 2, Ст 3 оф. все группы А, В, С и все степени раскисления — «КП», «ПС», «СП» по ГОСТ 2651: 2005 / ГОСТ 380-2005 (05кп, 08кп, 08пс, 08 , 10kp, 10pc, 15kp, 15ps, 15, 20kp 20ps, 20) Elite рекомендуется для сварки углеродистых конструкций и судовых сталей.Возможна сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности или переменным током от источников питания с напряжением холостого хода (50 ± 5) В. Универсальный электрод обеспечивает высокие шовные свойства. Его очень легко наносить и повторно зажигать, что делает его идеальным для коротких сварных швов, корневых проходов и прихваток. Сварка сокращается за счет тепловложения, что делает электрод привлекательным при обслуживании, широкие зазоры, особенно в установке. Электроды имеют гальваническое покрытие, ржавчину и другие поверхностные загрязнения.Электроды нечувствительны к ржавчине и другим поверхностным загрязнениям.
Условия сварки: :
| Позиции сварки | Диаметр электрода (мм) | ||
| ø3,0 | ø 4,0 | ø 5,0 | |
| Сварка текущий | |||
| Нижний / потолочный | 80-100 / 65-85 | 120-160 / 110-140 | 150-210 / — |
| Вертикальный | 70-90 | 110-150 | 140-200 |
Химический состав металла: :
| C Углерод | Si Кремний | Mn Марганец | Сера | P Фосфор |
| ≤ 0.2 | Относительное удлинение,% | Ударная вязкость, Дж / см2 | ||
| 470-460 | 20 | 100 |
Рекомендации:
| Сварку производить постоянным током любой полярности (рекомендуется постоянный «-» на электроде или переменный ток от цепи трансформатора с напряжением не менее 50 В. Электроды не требуют прокаливания перед сваркой при нормальных условиях хранения, в случае смачивания-сушки перед сваркой: 110 ± 5 ° C 60 мин. .Влажность готового покрытия электродов не более 0,9%. Режим ежедневной повторной пункции при 160 ° С, 1 час. |
Данные упаковки:
| Диаметр, мм | Длина, мм / тд> | вес пачки, кг |
| 3,0 | 350 | 1 |
| 2, 5 | ||
| 4.0 | 450 | 2,5 |
| 5 |
Аналоги:
| Производитель | Марка электрода |
| HYUNDAI WELDING | LFS-60 |
| GEDIK WELDING ТЕХНОЛОГИЯ | GEKA ELIT |
| ESAB | OK 46.16 |
| Положение сварных швов |
| , ГОСТ | Тип и применение | Ø мм | Упаковка | ||
| ANO-6 | 24 | Электроды для ручной дуговой сварки конструкций из углеродистой стали, всех уровней раскисления, всех размеров, на переменном и постоянном токе | 3 | 5 кг | |
| 4 | |||||
| 5 | |||||
| ANO-4 | |||||
| ГОСТ 9466-75 | Электроды для ручной дуговой сварки конструкций из углеродистой стали, всех степеней раскисления, всех размеров, на переменном и постоянном токе | 3 | 5 кг | ||
| 4 | |||||
| 5 | |||||
| MR-3 | |||||
| ГОСТ 9466-75 | Высококачественные электроды для сварки основных конструкций из углеродистой стали, в том числе паропроводов и трубопроводов горячей воды (категории 3 и 4), трубопроводов внутри турбинного котла с рабочим давлением менее 4 МПа (40 кг / см2) и рабочей температурой менее 320 C | 3 | 5 кг | ||
| 4 | |||||
| 5 | |||||
| MR-3I | |||||
| Электроды для сварки основных конструкций из углеродистой стали по ГОСТ 9466-75 | Электроды с содержанием углерода менее 0,25% на переменном и постоянном токе (с обратной полярностью) во всех положениях, кроме вертикального направления сверху вниз.Флюсирующий материал — ильменит. | 3 | 5 кг | ||
| 4 | |||||
| 5 | |||||
| DBSK-55 | |||||
| ГОСТ 9466-75 | Электроды из специальной углеродистой стали с низким содержанием углерода конструкции с пределом прочности на разрыв менее 69 кг / кв. мм при переменном и постоянном токе (с обратной полярностью) во всех положениях, кроме вертикального сверху вниз и потолочного положения для электродов Ø 5 мм | 3 | 5 кг | ||
| 4 | |||||
| 5 | |||||
| УОНИ 13 \ 45 | |||||
| ГОСТ 9466-75 | Электроды для сварки специальных основных конструкций из углеродистой и низкоуглеродистой стали при низких температурах эксплуатации | 3 | 3 | 5 кг | |
| 4 | |||||
| 5 | |||||
| УОНИ 13 \ 55FK | |||||
| ГОСТ 9466-75 | Электроды для специальных конструкций и трубопроводов из низкоуглеродистой и низколегированной стали на постоянном токе с обратной полярностью во всех размерных положениях, кроме вертикального сверху вниз и потолочного положения для электродов Ø 5 мм | 3 | 5 кг | ||
| 4 | |||||
| 5 | |||||
| ANO-21 | |||||
| ГОСТ 9466-75 | Электроды для ручной дуговой сварки стальных конструкций во всех положениях на переменном и постоянном токе, включая трубопроводы низкого давления и водопроводные трубы | 3 | 1 кг | ||
| 2,5 кг | |||||
| 5 кг | |||||
| ANO-36 | |||||
| ГОСТ 9466-75 | Электроды для сварки специальных основных конструкций из углеродистой и низкоуглеродистой стали с низкими температурами эксплуатации в Все положения | 3 | 1 кг | ||
| 2,5 кг | |||||
| 5 кг | |||||
| 4 | 5 кг | ||||
| 5 | 5 кг | ||||