Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Для оптимизации рабочего процесса, связанного со сварочными процедурами, необходимо учитывать ряд параметров. Наряду с важнейшими показателями, влияющими непосредственно на физико-химические свойства результата работ – типа покрытия электрода, назначения в зависимости от разновидности рабочей поверхности и других параметров – следует брать во внимание такие показатели, как вес электрода.
Согласно п. 6.3. ГОСТ 9466-75 масса электродов в пачке не должна превышать:
3 кг — для электродов до ? 2,5 мм;
5 кг — для электродов ? 3,0 — 4,0 мм;
8 кг — для электродов свыше ? 4,0 мм.
ГОСТом 9466-75 также регламентируется допустимое отклонение массы электродов в коробке или пачке. Согласно документа, отклонение массы от указанной на упаковке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
Продукция нашего производства упаковывается в соответствии с требованиями ГОСТа. Электроды с диаметром от 3 мм, 4 мм, 5 мм и 6 мм, укладываются в картонные коробки по 5 кг (более подробную информацию можно получить в статье «Упаковка электродов»)
Вес 1 электродаОчень часто для определения потребности электродов ответственные лица прибегают к подсчету расхода электродов в штуках на 1 п/м шва. Этот метод позволяет осуществлять контроль за поштучным расходом электродов.
Как известно, на массу одного электрода влияют такие параметры, как диаметр, длина, тип покрытия и другие факторы. К примеру, рассмотрим особенности расчета массы электродов для сварки марки УОНИ. Масса пачки электродов УОНИ-13/55 тип Э50А составляет 5 килограммов, длинна сварочного электрода для диаметров 3мм, 4мм, 5мм и 6мм составляет 450 мм, покрытие – основное толстое. Для данной марки со своими характеристиками следующие расчетные показатели количества и массы:
Количество электродов в пачкеДля диаметра 3 мм – 156 шт
Для диаметра 4 мм – 88 шт
Для диаметра 5 мм – 54 шт
Вес одного электродаДля диаметра 3 мм – 32 грамма
Для диаметра 4 мм – 56,8 граммов
Для диаметра 5 мм – 92,5 грамма
Стоит заметить, что параметры количества штук электродов в одной пачке и веса одного электрода для каждой марки электродов свои, так как в производстве этих марок используются разные материалы.
Для иностранных производителей с их стандартами условных диаметров электродов, вес одного электрода немного отличается.Рассмотрим к примеру Японские электроды LB-52U и Шведские электроды КО 53.70, эти электроды соответствуют российским электродам УОНИ-13/55 по типу, и покрытию.
Количество штук в пачке и вес одного электрода LB-52U:
Диаметр КО 53.70 (мм) | Длина КО 53.70 (мм) | Вес коробки КО 53.70 (кг) | Вес одного электрода ОК 53.70 (г) | Количество электродов ОК 53.70 в пачке (шт) |
2,5 | 350 | 4,5 | 18,8 | 240 |
3,2 | 350 | 4,7 | 30,7 | 153 |
4 | 450 | 6 | 63,2 | 95 |
Количество штук в пачке и вес одного электрода КО 53. 70:
70:
Диаметр LB-52U (мм) | Длина LB-52U (мм) | Вес коробки LB-52U (кг) | Вес одного электрода LB-52U (г) | Количество электродов LB-52U в пачке (шт) |
2,6 | 350 | 5 | 20 | 250 |
3,2 | 350 | 5 | 31 | 161 |
4 | 400 | 5 | 53 | 94 |
5 | 400 | 5 | 82 | 61 |
Хорошее знание особенностей используемой продукции позволяет эффективно планировать необходимое потребление сварочных электродов и стимулировать сварщиков к снижению расхода электродов.
Сколько электродов в пачке 1-5 кг.Вес пачки и одного электрода
Электроды стали основным расходным материалом при сварке, который обеспечивает весь успех данного процесса. Металл, который находится в его стержне, расплавляется под действием тепловой энергии, которая образуется от электрического тока, на дуге между концом этого стержня и поверхностью заготовки. Расплавленный металл образует сварочную ванну, в которой плавится расходный материал, смешиваясь с металлом в заготовке и после остывания образующий плотное неразъемное соединение. Все свойства, которыми должен обладать шов, задаются не только материалом стержня изделия, но и его покрытием, так что подбор нужного вида должен быть важным моментом.
Существует масса разновидностей, которые отличаются не только по своему составу, но и по физическим параметрам. Это может быть длина, толщина, проявляющаяся в диаметре и так далее. Основным параметром в готовом варианте всегда считается вес наплавленного металла, но при покупке электроды могут продаваться как поштучно, так и на вес в пачке. Для всех разновидностей значения будут отличаться, так как здесь многое зависит от толщины и плотности покрытия, без которого редко выпускают продукцию. Также здесь влияет диаметр продукции, который может отличаться даже при одном и том же составе стержня и покрытия. Для упрощения подсчетов при продаже указывают, сколько электродов в пачке, а также сам вес пачки электродов.
Для всех разновидностей значения будут отличаться, так как здесь многое зависит от толщины и плотности покрытия, без которого редко выпускают продукцию. Также здесь влияет диаметр продукции, который может отличаться даже при одном и том же составе стержня и покрытия. Для упрощения подсчетов при продаже указывают, сколько электродов в пачке, а также сам вес пачки электродов.
Сколько электродов в пачке 1,5 кг
Указания по применению
При использовании сварочного оборудования важно придерживаться заданных режимов. Но при этом не стоит забывать о подготовительных процедурах. Дело в том, что обмотка имеет свойство накапливать влагу, вследствие чего во время начала работ она может закипеть внутри от высокой температуры, что приведет к опаданию частей обмотки и дефектам в сварочном шве. Чтобы это предотвратить, следует заранее просушить или прокалить материалы, чтобы начинать работу с сухими электродами. Для каждого из них процедуру не стоит повторять более двух раз, так как это также вредит их состоянию. Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Применение всех материалов должно быть безопасным, так как неподготовленные материалы могут привести к залипанию, что негативно отображается на работе сварочного аппарата. Все огарки и прочие отработанные куски металла следует сразу перемещать в специально отведенное место, чтобы это не привело к травмоопасным ситуациям. Помимо этого требуется соблюдать элементарные правила работы с электрооборудованием, надежно закреплять электрод, выбирать правильную маркировку и обеспечивать правильное хранение.
Количество электродов в пачке в зависимости от диаметра
Каждый параметр изделия влияет на размеры упаковки, а соответственно и на ее вместительность. С учетом того, что многие производители продают их на вес, то чем больше диаметр стержня, его длина и толщина обмотки, тем меньше штук в пачке. Для тех, кто не берет их в больших объемах, данная информация не так уж важна, но для крупных закупок все это требуется знать для расчета. Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
| Диаметр | Длина, м | Масса, г | Количество в упаковке, шт. | Общий вес упаковки, кг |
| 3 | 0,35 | 26,5 | 95 | 2,5 |
| 4 | 0,45 | 60 | 82 | 5 |
| 5 | 0,45 | 95 | 52 | 5 |
Для остальных марок тенденция сохраняется примерно такой же, но само количество будет меняться, так как марка электрода также влияет на физические параметры, от которых определяется размер упаковки. При ограничении по весу количество изделий может меняться, в иных же случаях меняется вес упаковки.
Вес пачки в зависимости от производителя
Естественно, что все это зависит еще и от производителя, который занимается формированием упаковки, но принципы сохраняются во всех местах одни и те же. Диаметр может иметь отклонения в десятых долях миллиметра, и это будет оказывать влияние на другие параметры. Все это можно рассмотреть на примерах с относительно небольшим отличием от различных производителей:
Все это можно рассмотреть на примерах с относительно небольшим отличием от различных производителей:
Сколько штук в одной заводской упаковке и масса одной единицы УОНИ-13/55 от одного производителя:
| Диаметр (мм) | Длина (м) | Масса коробки (г) | Масса изделия(г) | Количество единиц в упаковке (шт.) |
| 2,5 | 0,35 | 4 500 | 18,8 | 240 |
| 3,2 | 0,35 | 4 700 | 30,7 | 153 |
| 4 | 0,45 | 6 000 | 63,2 | 95 |
Сколько штук в одной заводской упаковке и масса одной единицы УОНИ-13/55 от другого производителя:
| Диаметр (мм) | Длина (м) | Масса коробки (г) | Масса изделия(г) | Количество единиц в упаковке (шт.) |
| 2,6 | 0,35 | 5 000 | 20 | 250 |
| 3,2 | 0,35 | 5 000 | 31 | 161 |
| 4 | 0,4 | 5 000 | 53 | 94 |
| 5 | 0,4 | 5 000 | 82 | 61> |
Вес одного электрода
При изготовлении продукции могут возникать небольшие погрешности, так что если какое-то из изделий будет весить на 1-2 грамма больше остальных, остается не таким страшным. Все равно масса пачки определяется общая, и сколько электродов в пачке 5 кг, или другой вместительности, практически всегда будет одинаковым. Чтобы определить вес одной единицы, следует общую массу пачки в граммах поделить на количество, находящееся в ней.
Все равно масса пачки определяется общая, и сколько электродов в пачке 5 кг, или другой вместительности, практически всегда будет одинаковым. Чтобы определить вес одной единицы, следует общую массу пачки в граммах поделить на количество, находящееся в ней.
| Диаметр, мм | Вес, г |
| 2,5 | 18,8 |
| 2,6 | 20 |
| 3 | 29 |
| 3,2 | 31 |
| 4 | 53 |
| 5 | 82 |
Расчет веса требуемого металла сварного шва
Оценка количества сварочного электрода, необходимого для выполнения работы.
Расчет потребности в металле для сварного шва кажется сложным, но для большинства приложений это не должно быть так. Если не иметь компьютерной программы, которая вычисляет это для вас, самый простой способ — использовать таблицы, найденные в Справочнике по процедурам дуговой сварки. В Таблице 12-1 приведены данные для расчета веса металла сварного шва, необходимого на фут соединения. В нем есть информация об угловых швах (которые также можно использовать для нахлестов) и швах с разделкой кромок. Все, что вам нужно знать, это детали сустава (размер ножки, угол скоса, корень и т. д.). Если у вас нет таблиц из Руководства по процедурам, вы можете относительно легко выполнить все эти расчеты вручную. Взгляните на наш пост о расчете потребности в металле сварного шва вручную
В нем есть информация об угловых швах (которые также можно использовать для нахлестов) и швах с разделкой кромок. Все, что вам нужно знать, это детали сустава (размер ножки, угол скоса, корень и т. д.). Если у вас нет таблиц из Руководства по процедурам, вы можете относительно легко выполнить все эти расчеты вручную. Взгляните на наш пост о расчете потребности в металле сварного шва вручную
Мы получаем звонки от клиентов, которые интересуются требованиями к металлу сварного шва для работ, которые они запрашивают. Когда мы разговариваем с заказчиком, мы запрашиваем общее количество дюймов (или футов) сварного шва, тип и размеры сварного шва. Нам также необходимо знать процесс, используемый для учета эффективности электродов, когда мы говорим им, сколько продукта нужно купить.
Клиент недавно предоставил нам следующую информацию:
У меня есть сборка, состоящая из сорока пяти угловых сварных швов 3/16 дюйма и длиной 3 дюйма. Он также имеет семнадцать угловых швов ¼ дюйма длиной 4,5 дюйма. По контракту мы должны построить 3200 таких машин. Сколько фунтов проволоки нам нужно для этой работы?
По контракту мы должны построить 3200 таких машин. Сколько фунтов проволоки нам нужно для этой работы?
Мы подходим к таблицам в Руководстве по процедурам и видим, что для скругления 3/16 дюйма с плоской поверхностью нам требуется 0,072 фунта металла сварного шва на фут соединения. Мы также видим, что для скругления ¼ дюйма требуется 0,129 фунта на фут сустава. Эти значения включают 10% припуск на сварку. Однако учтите, что это очень маленькая надбавка. Если ваше 3/16-дюймовое скругление окажется ¼-дюймовым, вы переварите на 77%!
Таблица 12-1 в Руководстве по дуговой сварке помогает определить потребность в металле для сварки на основе геометрии соединения.
Итого:
45 сварных швов x 3 дюйма каждый = 135 дюймов = 11,25 фута ->
17 сварных швов x 4,5 дюйма каждый = 76,5 дюйма = 6,375 фута -> @ 0,129 фунта/фут, что дает 0,82 фунта на сборку.
Если сложить их вместе, получится 1,63 фунта на деталь. А для всего 3200 деталей нам потребуется 5216 фунтов наплавленного металла. Поскольку процесс, который они будут использовать, представляет собой GMAW, и в этом случае они собирались использовать режим короткого замыкания для переноса металла, мы смотрим на эффективность проволоки и видим, что она равна 9.5%. Мы делим весь необходимый сварочный металл на коэффициент полезного действия 5216/0,95, и это дает нам количество сварочной проволоки, которое необходимо приобрести, что в данном случае составляет 5491 фунт.
А для всего 3200 деталей нам потребуется 5216 фунтов наплавленного металла. Поскольку процесс, который они будут использовать, представляет собой GMAW, и в этом случае они собирались использовать режим короткого замыкания для переноса металла, мы смотрим на эффективность проволоки и видим, что она равна 9.5%. Мы делим весь необходимый сварочный металл на коэффициент полезного действия 5216/0,95, и это дает нам количество сварочной проволоки, которое необходимо приобрести, что в данном случае составляет 5491 фунт.
Если бы эту работу выполняли с помощью штучных электродов, нам нужно было бы использовать КПД 65% (намного ниже из-за потерь в стержнях, шлака и брызг). В этом случае нам потребуется 8024 фунта. Никогда не забывайте включать эффективность электрода, иначе у вас могут быть проблемы.
Если у вас нет такой таблицы, как в Руководстве по процедурам, и вам нужен быстрый ответ, вы всегда можете использовать карандаш, бумагу и математику средней школы, чтобы получить эту информацию.
Опубликовано
Категории: Снижение затрат, Затраты на сварку
Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Вольфрамовая медь Elkonite ® — Принадлежности для контактной сварки
Что такое Elkonite?
Наши сплавы Elkonite® с вольфрамовой медью обычно используются в электрических и электрических/тепловых приложениях. Они используются для облицовки и вставок штампов для оплавлением и стыковой сварки, электродов для рельефной сварки, подшипниковых вкладышей для шовной сварки, облицовки штампов для гальванопластики и электроковки, а также электродов для электроэрозионной обработки.
Они используются для облицовки и вставок штампов для оплавлением и стыковой сварки, электродов для рельефной сварки, подшипниковых вкладышей для шовной сварки, облицовки штампов для гальванопластики и электроковки, а также электродов для электроэрозионной обработки.
Несмотря на то, что они несколько сложнее в обработке, материалы из карбида вольфрама и меди (материалы TC) обладают высокими механическими свойствами и отличной стойкостью к эрозии. Они обычно используются в масляных устройствах для защиты контакта от окисления.
| Материал | RWMA Class | Композиция % по весу | Плотность GR/CC | Плотность LB/IN 3 | Твердость Rockwell | Thermal Forurantive | Electrical Forurity. Прочность | ||
|---|---|---|---|---|---|---|---|---|---|
| Примечание: указаны «типичные» значения — не технические характеристики материала * термообрабатываемая медь | www. | ||||||||
| Элконит® 1W3 | 10 | 56 Вт / 44Cu | 12,60 | 0,456 | 72-82 Б | 180 БТЕ/ч·фут·F | 55% МАКО | 63 000 фунтов на кв. дюйм | 110 000 фунтов на кв. дюйм |
| Элконит® 3W3 | 10 | 68 Вт / 32 Cu | 13,93 | 0,507 | 85-92 Б | 160 БТЕ/ч·фут·F | 50% МАКО | 75 000 фунтов на кв. дюйм | 130 000 фунтов на кв. дюйм |
| Элконит® 3W53 | 12 | 68 Вт / 32 Cu* | 13,87 | 0,504 | 105 Б | 90 БТЕ/ч·фут·F | 30% МАКО | 120 000 фунтов на кв. дюйм | 180 000 фунтов на кв. дюйм |
| Элконит® 5W3 | 10 | 70 Вт / 30 Cu | 14,18 | 0,512 | 88-95 Б | 160 БТЕ/ч·фут·F | 49% МАКО | 85 000 фунтов на кв. дюйм дюйм | 140 000 фунтов на кв. дюйм |
| Элконит® 10W3 | 11 | 75 Вт / 25 Cu | 14,80 | 0,533 | 96-99 Б | 150 БТЕ/ч·фут·F | 45% МАКО | 90 000 фунтов на кв. дюйм | 150 000 фунтов на кв. дюйм |
| Элконит® 10W53 | 12 | 75 Вт / 25 Cu* | 14,79 | 0,534 | 104-110 Б | 85 БТЕ/ч.фут.F | 28% МАКО | 160 000 фунтов на кв. дюйм | 200 000 фунтов на кв. дюйм |
| Элконит® 20W3 | 12 | 78 Вт / 22Cu | — | — | — | — | — | — | — |
| Элконит® 30W3 | 12 | 80 Вт / 20 Cu | 15,56 | 0,562 | 99-104 Б | 145 БТЕ/ч·фут·F | 43% МАКО | 98 000 фунтов на кв. дюйм дюйм | 170 000 фунтов на кв. дюйм |
| Элконит® 50W3 | — | 90 Вт / 10 Cu | 17.17 | 0,62 | 27 С | 115 БТЕ/ч·фут·F | 28% МАКО | 130 000 фунтов на кв. дюйм | 180 000 фунтов на кв. дюйм |
| Элконит® ТС5 | 10 | 50WC / 50Cu | 11,26 | 0,408 | 170 БТЕ/ч·фут·F | 45% МАКО | 70 000 фунтов на кв. дюйм | 140 000 фунтов на кв. дюйм | |
| Элконит® ТС10 | 12 | 56WC / 44Cu | 11,64 | 0,421 | 100 Б | 160 БТЕ/ч·фут·F | 42% МАКО | 75 000 фунтов на кв. дюйм | 160 000 фунтов на кв. дюйм |
| Элконит® ТС20 | 12 | 70WC / 30Cu | 12,60 | 0,454 | 31 С | 140 БТЕ/ч·фут·F | 23% МАКО | 85 000 фунтов на кв. | 180 000 фунтов на кв. дюйм |
| Элконит® ТС53 | 12 | 70WC / 30Cu* | 12,60 | 0,454 | 45 С | 70 БТЕ/ч·фут·F | 18% МАКО | 150 000 фунтов на кв. дюйм | 220 000 фунтов на кв. дюйм |
| Элкон® 100 Вт | 13 | Чистый вольфрам | 19,28 | 0,700 | 39 С | 100 БТЕ/ч·фут·F | 31% МАКО | 150 000 фунтов на кв. дюйм | 200 000 фунтов на кв. дюйм |
| Элкон® 100М | 14 | Чистый молибден | 10.20 | 0,370 | 89 Б | 81 БТЕ/ч·фут·F | 30% МАКО | 80 000 фунтов на кв. дюйм | 120 000 фунтов на кв. дюйм |
Запросить загружаемый PDF-файл
Не нашли то, что искали? Позвоните нам!
RWMA Class 10
Elkonite 1W3, Elkonite 3W3 и Elkonite 5W3 Elkonite® 1W3 и Elkonite® 3W3 Tungsten-Copper Alloys обычно используются для Allings Shipsers Shipeling и Shipserts Shipelings Shipcers, где используются Shipeling Shipelings, и Shipsing Sights Shipels и Shiplics Sharkserts, где используются Shipsing-Shiplics и Shipdings Sights Shiplics и DieSsters.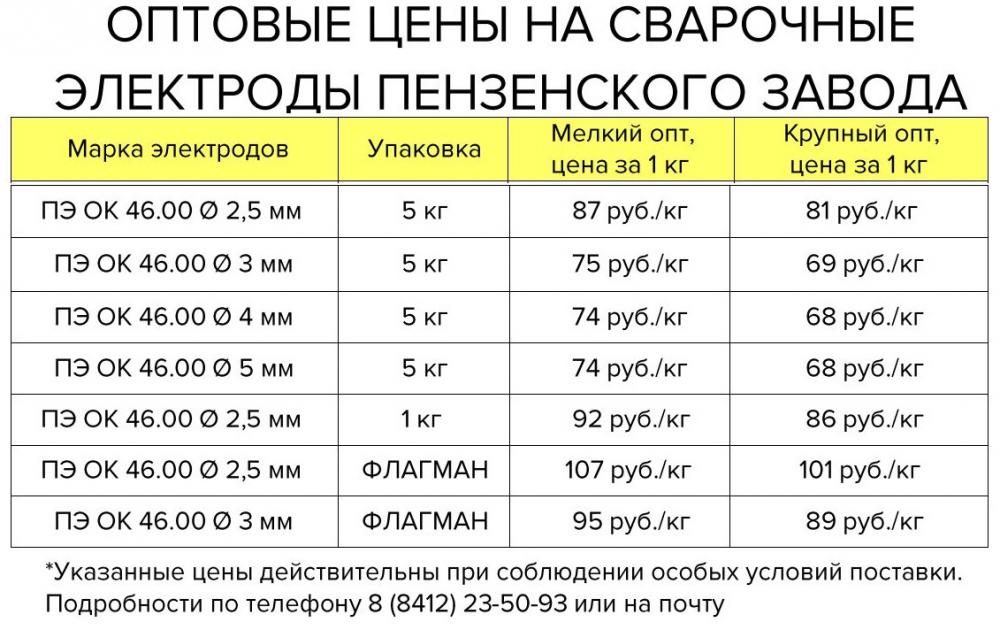 необходима теплопроводность и желательна пластичность. Эти материалы также используются (в качестве электрода с радиусной поверхностью) для точечной сварки черных металлов с низкой электропроводностью, таких как нержавеющая сталь.
необходима теплопроводность и желательна пластичность. Эти материалы также используются (в качестве электрода с радиусной поверхностью) для точечной сварки черных металлов с низкой электропроводностью, таких как нержавеющая сталь.
Elkonite® 5W3 Вольфрам-медь и Elkonite® TC5 Сплавы карбида вольфрама-меди обычно используются для легких выступающих сварочных головок, где сварочное давление не является экстремальным.
RWMA Class 11
Elkonite 10W3
Elkonite® 10W3 Вольфрамовая медь (75W / 25Cu) используется для изготовления электродов и вставок в большинстве головок для сварки оплавлением и стыковой сварки, а также для сварки оплавлением и штампов для рельефной сварки. В большинстве случаев сварки гаек и шпилек этот сплав припаивается к поверхности электрода. Он также используется для легкой электрической высадки, штампов для электроковки и вставок для шовной сварки.
RWMA Class 12
Elkonite 30W3 & Elkonite TC10 Elkonite® 30W3 Tungsten-Copper и Elkonite® TC10 Tungsten Carbide-Copper Alloys являются для выпуска.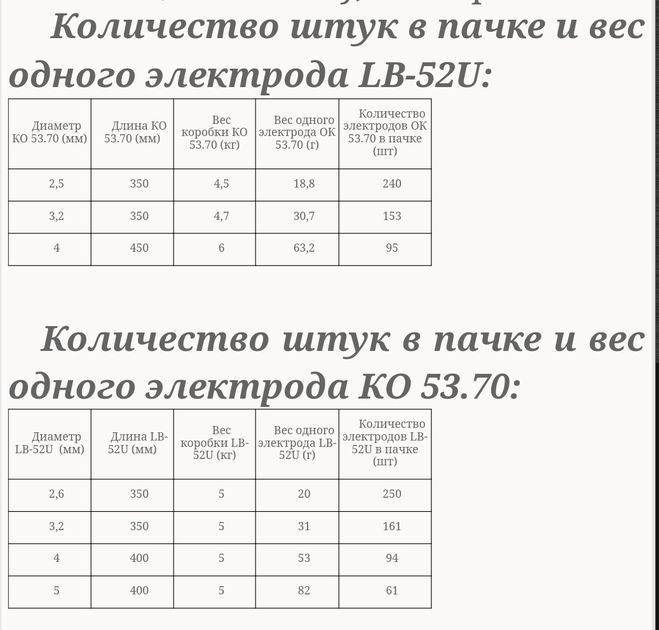 Электрическая осадка цветных металлов и низкоуглеродистой стали обычно выполняется с использованием таких материалов Elkonite® в качестве облицовки штампа. С такими материалами Elkonite® выполняется перекрестная сварка проволоки и прутка большого диаметра.
Электрическая осадка цветных металлов и низкоуглеродистой стали обычно выполняется с использованием таких материалов Elkonite® в качестве облицовки штампа. С такими материалами Elkonite® выполняется перекрестная сварка проволоки и прутка большого диаметра.
Elkonite® 3W53 и Elkonite® 10W53 являются термообработанными трассами Elkonite® Tungsten-Copper материала, поставляемые в полностью теплоемком состоянии. Если серебро припаивается к основе штампа, такие материалы Elkonite® после пайки должны подвергаться термообработке. Эти более твердые марки используются в основном для штампов электроковки и электрической высадки, где температура и давление сравнительно высоки.
Elkonite TC20 и Elkonite TC53 Elkonite® TC20 и Elkonite® TC53 представляют собой материалы на основе карбида вольфрама и меди, чрезвычайно твердые и износостойкие. Несмотря на то, что материал Elkonite® TC20 несколько сложен в обработке, его можно обрабатывать с помощью инструментов с твердосплавными наконечниками. Материал Elkonite® TC53 представляет собой термообрабатываемый сорт с такой высокой твердостью, что операции механической обработки нецелесообразны, и материал необходимо шлифовать. Такие материалы Elkonite® обычно используются для специальных применений электрической высадки и гальванопластики.
Несмотря на то, что материал Elkonite® TC20 несколько сложен в обработке, его можно обрабатывать с помощью инструментов с твердосплавными наконечниками. Материал Elkonite® TC53 представляет собой термообрабатываемый сорт с такой высокой твердостью, что операции механической обработки нецелесообразны, и материал необходимо шлифовать. Такие материалы Elkonite® обычно используются для специальных применений электрической высадки и гальванопластики.
RWMA класс 13
Elkon 100WELKON 100W (чистый вольфрам) чрезвычайно твердый материал с относительно низкой пластичностью. Его нельзя обрабатывать, но можно отшлифовать до нужной формы. Он практически не сплавляется с цветными металлами и используется для сварки металлов, таких как медь и латунь, поперечной проволокой. Он также предназначен для электропламенной обработки электродного материала и для некоторых операций электрической высадки.
RWMA Класс 14
Elkon 100M ELKON 100M (чистый молибден) используется в основном для электродов для электропламенной обработки и для сварки цветных металлов перекрестной проволокой. Он не такой твердый, как материал Elkon 100W, и его можно подвергать механической обработке или сверлению, чтобы он подходил к соединяемым деталям. Типичным применением этого материала в качестве электрода является сварка или пайка плетеных или сплошных медных проводников с клеммами, наконечниками или фитингами из черных или цветных металлов.
Он не такой твердый, как материал Elkon 100W, и его можно подвергать механической обработке или сверлению, чтобы он подходил к соединяемым деталям. Типичным применением этого материала в качестве электрода является сварка или пайка плетеных или сплошных медных проводников с клеммами, наконечниками или фитингами из черных или цветных металлов.
Прямоугольные стержни Elkonite® 10W3 – длина 8 или 12 дюймов
| РАЗМЕР | ВЕС |
|---|---|
| 1/8″ x 1/8″ | 0,11 фунт/фут |
| 1/8″ x 1/4″ | 0,22 фунта/фут |
| 1/8″ x 5/16″ | 0,27 фунта/фут |
| 1/8″ x 3/8″ | 0,32 фунта/фут |
| 1/8″ x 1/2″ | 0,43 фунта/фут |
| 1/8″ x 5/8″ | 0,54 фунта/фут |
| 1/8″ x 3/4″ | 0,65 фунта/фут |
| 1/8″ x 1″ | 0,86 фунта/фут |
| 1/8″ x 1 1/4″ | 1,08 фунта/фут |
| 1/8″ x 1 1/2″ | 1,29 фунта/фут |
| 1/8″ x 2″ | 1,73 фунта/фут |
| 1/8″ x 4″ | 3,45 фунта/фут |
| 3/16″ x 3/4″ | 0,97 фунта/фут |
| 1/4″ x 1/4″ | 0,43 фунта/фут |
| 1/4″ x 5/16″ | 0,54 фунта/фут |
| 1/4″ x 3/8″ | 0,65 фунта/фут |
| 1/4″ x 1/2″ | 0,86 фунта/фут |
| 1/4″ x 5/8″ | 1,08 фунта/фут |
| 1/4″ x 3/4″ | 1,29 фунта/фут |
| 1/4″ x 1″ | 1,73 фунта/фут |
| 1/4″ x 1 1/4″ | 2,16 фунта/фут |
| 1/4″ x 1 1/2″ | 2,59 фунта/фут |
| 1/4″ x 2″ | 3,45 фунта/фут |
| 1/4″ x 4″ | 6,9 фунта/фут |
| 5/16″ x 5/16″ | 0,67 фунта/фут |
| 5/16″ x 3/8″ | 0,81 фунт/фут |
| 5/16″ x 1/2″ | 1,08 фунта/фут |
| 5/16″ x 5/8″ | 1,35 фунта/фут |
| 5/16″ x 3/4″ | 1,62 фунта/фут |
| 5/16″ x 1″ | 2,16 фунта/фут |
| 5/16″ x 1 1/4″ | 2,7 фунта/фут |
| 5/16″ x 1 1/2″ | 3,23 фунта/фут |
| 5/16″ x 2″ | 4,31 фунта/фут |
| 5/16″ x 4″ | 8,63 фунта/фут |
| РАЗМЕР | ВЕС |
|---|---|
| 3/8″ x 3/8″ | 0,97 фунта/фут |
| 3/8″ x 1/2″ | 1,29 фунта/фут |
| 3/8″ x 5/8″ | 1,62 фунта/фут |
| 3/8″ x 3/4″ | 1,94 фунта/фут |
| 3/8″ x 1″ | 2,59 фунта/фут |
| 3/8″ x 1 1/4″ | 3,23 фунта/фут |
| 3/8″ x 1 1/2″ | 3,88 фунта/фут |
| 3/8″ x 2″ | 5,18 фунта/фут |
| 3/8″ x 4″ | 10,35 фунтов/фут |
| 1/2″ x 1/2″ | 1,73 фунта/фут |
| 1/2″ x 5/8″ | 2,16 фунта/фут |
| 1/2″ x 3/4″ | 2,59 фунта/фут |
| 1/2″ x 1″ | 3,45 фунта/фут |
| 1/2″ x 1 1/4″ | 4,31 фунта/фут |
| 1/2″ x 1 1/2″ | 5,18 фунта/фут |
| 1/2″ x 2″ | 6,9 фунта/фут |
| 1/2″ x 4″ | 13,8 фунтов/фут |
| 5/8″ x 5/8″ | 2,7 фунта/фут |
| 5/8″ x 3/4″ | 3,23 фунта/фут |
| 5/8″ x 1″ | 4,31 фунта/фут |
| 5/8″ x 1 1/4″ | 5,39 фунта/фут |
| 5/8″ x 1 1/2″ | 6,47 фунта/фут |
| 5/8″ x 2″ | 8,63 фунта/фут |
| 5/8″ x 4″ | 17,25 фунтов/фут |
| 3/4″ x 3/4″ | 3,88 фунта/фут |
| 3/4″ x 1″ | 5,18 фунта/фут |
| 3/4″ x 1 1/4″ | 6,47 фунта/фут |
| 3/4″ x 1 1/2″ | 7,76 фунта/фут |
| 3/4″ x 2″ | 10,35 фунтов/фут |
| 3/4″ x 4″ | 20,7 фунта/фут |
| 1 x 1 дюйм | 6,9 фунта/фут |
| 1″ x 1 1/4″ | 8,63 фунта/фут |
| 1″ x 1 1/2″ | 10,35 фунтов/фут |
| 1 x 2 дюйма | 13,8 фунта/фут |
| 1 x 4 дюйма | 27,6 фунта/фут |
| 1 1/4″ x 1 1/4″ | 10,78 фунт/фут |
| 1 1/4″ x 1 1/2″ | 12,94 фунта/фут |
| 2 x 2 дюйма | 27,6 фунта/фут |
ELKONITE® 10W3 Круглые стержни — 8 «или 12» длиной
| Размер | Вес |
|---|---|
| 1/8 « | .0,08 фунта/фут |
| 3/16″ | 0,19 фунт/фут |
| 1/4 дюйма | 0,34 фунта/фут |
| 5/16″ | 0,53 фунта/фут |
| 3/8 дюйма | 0,76 фунта/фут |
| 7/16″ | 1,04 фунта/фут |
| 1/2 дюйма | 1,36 фунта/фут |
| 9/16″ | 1,72 фунта/фут |
| 5/8 дюйма | 2,12 фунта/фут |

| РАЗМЕР | ВЕС |
|---|---|
| 3/4″ | 3,05 фунта/фут |
| 7/8″ | 4,15 фунта/фут |
| 1″ | 5,42 фунта/фут |
| 1 1/8″ | 6,86 фунта/фут |
| 1 1/4 дюйма | 8,47 фунта/фут |
| 1 3/8″ | 10,25 фунта/фут |
| 1 1/2 дюйма | 12,19 фунт/фут |
| 1 3/4″ | 16,6 фунтов/фут |
| 2 дюйма | 21,68 фунта/фут |
| 3 дюйма | 39,20 фунтов/фут |
Круглый диск ELKONITE® 10W3
| ДИАМЕТР | ТОЛЩИНА |
|---|---|
| 3/8″ x | 1/4″ |
| 1/2″ x | 1/4 дюйма |
| 5/8″ x | 1/4″ |
| 3/4″ x | 1/4″ |
| 7/8″ x | 1/4″ |
| 1″ x | 1/4″ |
| 3/8″ x | 3/16 дюйма |
| 1/2″ x | 3/16 дюйма |
Не все перечисленные сплавы и размеры доступны для продажи, некоторые сплавы и размеры прутков устарели из-за производственных ограничений.